Изобретение относится к производству порошка сальбутамола 2% для сухой ингаляции и может найти применение в медицинской, химической и пищевой промышленностях, где требуется смешение компонентов в заданном соотношении по массе, их измельчение, дозировка в пластмассовую тару и закупорка, причем изготовление пластмассовой тары и пробки осуществляется в составе комплексной линии.
Известно устройство для изготовления и упаковки порошкообразных продуктов, содержащее узел дозирования компонентов, смеситель, узел подачи готового продукта в упаковку и механизм разделения упаковок [1].
Однако известное устройство предназначено для упаковки продукта в пленочную тару.
Наиболее близкой по технической сущности к изобретению является комплексная линия для производства порошка сульбутамола 2%, расфасовки его в пластмассовые флаконы и их закупорки, содержащая узел дозирования сыпучих продуктов, смеситель, измельчитель, накопительно-расходную емкость и узел дозирования готового продукта во флаконы [2].
Однако, на известной линии все технологически операции при производстве сальбутамола выполняются вручную, что не обеспечивает стерильности при расфасовке его в тару.
Техническим результатом изобретения является обеспечение стерильной расфасовки лекарственного препарата в пластмассовую тару.
Для обеспечения технического результата комплексная линия для производства порошка сальбутамола 2%, расфасовки его в пластмассовые флаконы и их закупорки, содержащая узел дозирования сыпучих продуктов, смеситель, измельчитель, накопительно-расходную емкость и узел дозирования готового продукта во флаконы, согласно изобретению линия снабжена ротором с устройством для изготовления пластмассовых флаконов и с устройством для изготовления пробок и закупорки ими заполненных флаконов, а узел дозирования сыпучих продуктов выполнен в виде связанных между собой весовых дозаторов, соединенных через смеситель и измельчитель с узлом дозирования готового продукта во флаконы, расположенные над ротором, причем узлы дозирования снабжены программным устройством задания числа отвесов за один цикл, соединенным с весовыми дозаторами.
Описываемая линия обеспечивает выполнение всех технологических операций по производству порошка сальбутамола, расфасовку его во флаконы, изготовление флаконов и закупорку их без использования ручного труда, что повышает стерильность полученного препарата и производительность расфасовки.
Сущность изобретения поясняется чертежом, на котором изображен общий вид линии.
Компактная линия для производства порошка сальбутамола 2%, расфасовки его в пластмассовые флаконы и их закупорки содержит узел подготовки исходных продуктов и узел изготовления пластмассовых флаконов, их заполнения и закупорки. Узел подготовки исходных продуктов содержит узел дозирования сыпучих продуктов, включающий весовой дозатор бензоата натрия (весодозировочный автомат), состоящий из бункера 1 и с приводами 2 и 3 основной подачи и досыпки, соответственно, весоизмельчительный бункер 4 с приводом выгрузки 5, соединенный через систему весоизмерительных рычагов (на чертеже не показаны) с первичным преобразователем веса 6.
Узел дозирования исходных продуктов включает также весовой дозатор (весодирозованный автомат), состоящий из бункера 7, который соединен через объемный дозатор 8, имеющий привод 9, с весоизмерительным бункером 10, соединенным через систему весоизмерительных рычагов (на чертеже не показаны) с первичным преобразователем веса 11.
Бункеры 4 и 10 расположены над смесителем 12 с приводом 13, соединенным через эжектор 14 с измельчителем 15, который через циклон 16 соединен с накопительно-расходной емкостью 17, соединенной через систему весоизмерительных рычагов с первичным преобразователем веса 18.
Первичный преобразователь веса 6 бензоата натрия соединен с корректором нуля 19, а выход его (переменная) соединен с манометром 20, с элементами сравнения 21 и 22 и через дроссель 23 - с линией питания сжатым воздухом (на чертеже не показана). Элементы сравнения параллельно подключены к задатчику веса 24 с манометром 25, другой вход элемента 21 соединен с задатчиком подпора 26. Выход элемента 21 через реле 27 соединен с приводом 2 основной подачи бензоата, а выход элемента 22 через реле 28 соединен с приводом 3 досыпки и через реле 29 - с элементом 30.
Первичный преобразователь веса 11 сальбутамола соединен с корректором нуля 31 и с выходом элемента 30 (реле 30), а выход (переменная) преобразователя 11 соединен с манометром 32, с элементом сравнения 33 и через дроссель 34 - с линией питания (на чертеже не показана). Элемент сравнения 33 соединен с задатчиком 35 и с манометром 36. Выход элемента 33 соединен с переключающими реле 37 и 38, выход которых соединен с приводом 9. Кроме того, выход реле 37 соединен с реле 29.
Элемент 30 соединен с задатчиком 39 подпора и через обратный клапан 40 - с программным устройством задания числа отвесов за один цикл, состоящим из привода 41, соединенного с приводом 3, с программным храповиком 42 и пневмоконтактом 43, соединенным через дроссель 44 с линией питания (на чертеже не показана) и через обратный клапан 40 - с реле 30. К этой же линии через обратный клапан 45 подключен выход реле 46, один выход которого соединен с линией привода 13, с той же линией соединен другой вход реле 46 через дроссель 47, параллельно с которым подключен обратный клапан 48, пневмоемкость 49. Выход реле 30 соединен с приводом 5 выгрузки отвешенных порций бензоата и сульбутамола, с входами реле 27, 28, с входом первичного преобразователя 11, с входом элемента сравнения 49, а также с узлом самоблокировки на заданное время. Выход первичного преобразователя 18 соединен с элементом сравнения 50. Узел самоблокировки состоит из дросселя 51, обратного клапана 52 и пневмоемкости 53. Первичный преобразователь 18 накопительно-расходной емкости 17 соединен также с корректором нуля 54, выходной сигнал преобразователя (переменная) соединен с манометром 55 и через дроссель 56 - с линией питания (на чертеже не показана).
Другим входом элемент сравнения 50 соединен с задатчиком 57 и с манометром 58, а выход элемента соединен через переключающие реле 59, 60 и 61 - с приводом 13 выгрузки продукта из смесителя 12. Причем реле 61 соединено с задатчиком времени, состоящим из дросселя 62, обратного клапана 63 и пневмоемкости 64.
Узел изготовления пробок и флаконов, заполнения их продуктом, загрузки и выталкивания содержит ротор 65, представляющий собой диск (на чертеже показан в развернутом виде), в котором по направлению к центру выполнено по десять отверстий в ряд под углом 90o. Они являются матрицами при формировании флаконов. В каждом отверстии ряда выполняются все те же операции, которые описаны для одного отверстия 66, 67, 68 и 69. Ротор через храповой механизм (на чертеже не показан) соединен с приводом 70, который при каждом цикле поворачивает ротор на 90o. Над и под отверстием 66 расположено устройство для изготовления пластмассовых флаконов, содержащее пуансон 71, привод 72 с золотником 73, матрицу 74 с приводом 75. Над отверстием 67 расположен узел дозирования готового продукта во флаконы, включающий дозатор 78, соединенный с бункером 17, с приводом 79 и заслонками 80 и 81. Над отверстием 68 расположено устройство для изготовления пробок и закупорки ими заполненных флаконов, содержащее пресс-форму пробки, включающую матрицу 82 с приводом 83 и паунсон 84 с приводом 85. Под отверстием 69 расположен выталкиватель 86 с приводом 87.
Дозатор полимера 88 с приводом 89 и бункером 90 соединен с золотником 91, матрицей 74 и с устройством задержки времени выдержки литья, содержащим дроссель 92, обратный клапан 93 и пневмоемкость 94, соединенные через реле 95 и переключающие реле 96 и 97 с приводом 75 прижатия матрицы 74 для литья флаконов, с приводом 79 узла дозирования готового сыпучего продукта во флаконы, с приводом 87 выталкивания закупоренных флаконов, с приводом 83 зажима пресс-формы пробки и с приводом 72 опускания пуансона 71. Золотник 73 привода 72 связан с приводом 70 поворота ротора.
Кроме того, выход реле 96, 97 соединен с устройством ограничения времени закупорки пробкой флакона, содержащим реле четкости 98, выход которого через дроссель 99, обратный клапан 100 соединен через дроссель 101, обратный клапан 102 и пневмоемкость 103 с одним входом реле 103, выходом реле 104, другой вход реле непосредственно соединен с линией дросселя 99. Выход реле 104 через переключающие реле 105 и 106 соединен с приводом 85, управляющим подачей пробки и закупоркой флакона.
Узел подготовки исходных продуктов работает следующим образом. Усилие, развиваемое весом бункеров 4, 10 и емкости 17, механически через весоизмерительную систему рычагов воздействует на мембранный блок преобразователей веса 6, 11 и 18. Задатчиками коррекции нуля 19, 31 и 54 компенсируется вес тары, а выходной сигнал с преобразователей (переменная) контролируется по манометрам 20, 32 и 36.
Выходной сигнал (переменная) с первичного преобразователя веса 6 бензоата натрия в элементах сравнения 21 и 22 сравнивается с заданием, установленным задатчиком веса 24. Причем, на элементе 21 с переменной суммируется подпор от задатчика 26, чем обеспечивается приводом 2 через реле 27 прекращение оснований подачи бензоата в бункер 4 с недоходом до заданного значения. Точная досыпка осуществляется малым приводом 3, который продолжает оставаться открытым до тех пор, пока не сравнивается задание с переменной. При этом выходным сигналом с элемента сравнения 22 через реле 28 приводом 3 прекращается досыпка бензоата в бункер 4. Процесс отвешивания заданной порции закончился.
Отвешивание сальбутамола. В положении, показанном на чертеже, верхняя заслонка дозатора 8 большим отверстием сообщается с бункером 7, с нижней заслонкой перекрыт выход продукта в бункер 10. Если переменная первичного преобразователя 11 станет равной нулю, а это произойдет, когда усилие, развиваемое весом бункера 10 с продуктом, станет меньше усилия противодействия от задатчика 35, откроется нижний пневмоконтакт преобразователя 11 (бункер 10 пустой), сработает элемент 33 и своим выходным сигналом, равным единице, переключит реле 37 и 38. При этом на входе реле 38 сигнал равен единице, а реле 37 - нулю. Произойдет перемещение приводом 9 заслонки в крайнее левое положение. Большое отверстие верхней заслонки закроется, а левое отверстие остановится против дозатора, а отверстие в нижней заслонке откроется. Из дозатора быстро пересыпается продукт в весоприемный бункер, а через малое отверстие верхней заслонки будет продолжать сыпаться продукт в бункер 10 до достижения заданного задатчика 35 веса, что приведет к перемещению заслонок дозатора 8 в крайнее правое положение, как описано выше. Процесс отвешивания сальбутамола закончился.
Для того, чтобы сальбутамол равномернее распределился в бензоате, а его требуется 20 г на 930 г бензоата, необходима синхронная выгрузка обоих продуктов. Причем, при выгрузке не должно быть поступления продуктов в бункера 4 и 10 и выгрузки из смесителя. Для этого предусмотрена соответствующая блокировка.
До тех пор пока не закончится процесс наполнения бункера 4 и 10 до заданного веса, а привод 13 не закроет выгрузку из смесителя 12, выгрузка из бункеров заблокирована следующим образом: если переменная преобразователя 6 станет равной или больше задания (процесс досыпки в бункер 4 закончился), сработает элемент 22, выход из которого поступит на реле 29. Но исполнительный механизм 5 не откроет выгрузку до тех пор, пока не закончится выгрузка из смесителя 12. привод 13 закроется. Сигналом от выходного сигнала реле 59, идущего на закрытие привода 13, сработает реле 46 на время, заданное дросселем 47 (необходимое для поворота храповика 42) и выход с реле 46 через обратный клапан 45 и верхний пневмоконтакт элемента 30 поступает:
на привод 5 выгрузки из весоизмерительных бункеров;
на самоблокировку с заданным временем, необходимым для выгрузки обоих бункеров, время устанавливается дросселем 51;
на блокировку механизмов загрузки бункеров при выгрузке из них продуктов. Блокировка осуществляется: проход сигнала, равного единице, в верхнюю камеру реле 29. Этот сигнал поступит, если бункер 10 сальбутамола наполнится до заданного веса. При этом переменная от преобразователя 11 достигает задания от задатчика 35, элемент сравнения 33 выдает выходной сигнал, равный единице, реле 37 и 38 переключается, на выходе реле 37 будет сигнал, равный нулю, на реле 38 - единице, заслонки дозатора 8 с приводом 9 займут крайнее правое положение. Кроме того, от реле 37 выходной сигнал поступит на реле 29, чем и разрешается проход сигнала на реле 30 от элемента 22, т.е. на реле 30 поступил сигнал о том, что бункера 4 и 10 заполнены до заданного веса, процесс досыпки закончен, и выгрузка их них разрешается. Но выгрузки из бункеров не произойдет, т.к. в это время возможно осуществляется выгрузка из смесителя 12. Поэтому, если привод 13 закрыт, то сигнал от реле 60 будет равен единице, который через реле 46 и обратный клапан 46 поступит как питание на элемент 30, выходной сигнал от которого поступит на привод 5 выгрузки продукта из бункера 4 и 10. Выгрузка осуществляется по времени, установленном на дросселе 51. Сигнал, поступающий на привод 5, блокирует возможность выгрузки из бункера 4 сигналом на реле 27 основную подачу, сигналом на реле 28 - досыпку, а также выгрузку из бункера 10 сигналом на первичный преобразователь 11. Кроме того, этим же сигналом блокируется элемент 50, запрещающий через реле 59 и 60 возможность выгрузки продуктов из смесителя 12 приводом 13.
По окончании выгрузки по времени, установленном дросселем 51, закрывается выгрузка из бункера 4. Снимаются с блокировки реле 27, 28, преобразователь 11 и элемент 50, срабатывают приводы 2 и 3 заполнения бункера 4, переменная от преобразователя 11 станет равной нулю, что приведет к открытию приводом 9 заслонок на сброс продукта в бункер 10, а сигналом на элемент 50 поступит разрешение на выгрузку продукта из смесителя 12 эжектором 14 через измельчитель 15 и циклон 16 в накопительно-расходную емкость 17.
Эта выгрузка начнется тогда, когда переменная от преобразователя 18 станет меньше заданного задатчиком 57 (нижний уровень емкости 17). При этом при выгрузке из смесителя 12 реле 46 блокирует туда поступление и т.д.
Выше описан режим работы автомата на цикл в одну порцию отвеса.
По технологическим причинам предусмотрено программное управление процессом, обеспечивающее сброс в смеситель 12, например, пяти отвесов и после перемешивания передача его в измельчитель и т.д.
Работа по программе осуществляется следующим образом.
Предположим, что смеситель 12 заполнен пятью отвесами, а программный контакт 43 сообщил линию питания через дроссель 44 с атмосферой, по нижнему уровню в емкости 17 откроется приводом 13 сброс продукта в измельчитель. Сброс продолжается по времени, установленном дросселем 62.
По окончании привод 13 закроет выгрузку и своим сигналом через реле 46 и обратный клапан 45 подаст питание на выгрузку приводом 5 продуктов из бункеров 4 и 10. После завершения выгрузки открываются привода 2 и 3 давлением, поступающим на привод 3 и на привод 41, проворачивается программный храповик 42 на один зуб. При этом закрывается пневмоконтакт 43 и по времени, установленном на дросселе 47, прекращается подача сигнала на обратный клапан 45.
В дальнейшем при наполнении бункеров 4 и 10 через реле 29 на реле 30 поступает разрешение на выгрузку, реле срабатывает, т.к. его питание осуществляется через дроссель 44 и обратный клапан 40 при закрытом пневмоконтакте 43. Этот цикл будет повторяться до тех пор, пока пневмоконтакт 43 сообщит линию питания с атмосферой. Цикл по программе остановится до тех пор, пока уровень в емкости 17 не достигнет минимального, заданного задатчиком 57. Срабатывает привод 13 и т. д. , как описано выше (тумблера, отключающее программное устройство, также как и на приводах условно не показаны).
Узел изготовления тары работает следующим образом.
Если привод 89 находится в верхнем положении, то из бункера 90 заполнится гранулами полимера цилиндр дозатора 88, а золотник 91 сообщит с атмосферой линию связи с дросселем 92. Из пневмоемкости 94 через дроссель и, в основном, через обратный клапан 93 быстро сбрасывают давление, реле 95, линия управления реле 96 и 97 сообщится с атмосферой. Реле 96 и 97 откроет нижний пневмоконтакт. На выходе реле 97 сигнал будет равен единице, а реле 96 - нулю. При этом привод 83 замкнет матрицу 82 изготовления пробки, привод 75 прижмет матрицу 74 флакона к ротору 65 снизу, привод 72 прижмет пуансон к ротору 65 сверху, дозатор 78 приводом 79 через отверстие в верхней заслонке 80 заполнится продуктом, а золотник 73 привода 72 переключит цепи управления на движение привода 70 поворота матрицы на обратный ход.
При завершении движения привода 70 его золотник переключит питание линий на движение привода 89 вниз, что приведет к нагреванию полимера с температурой около 250oC в пресс-формы флакона. Через время, необходимое для формования литья и устанавливаемое дросселем 92, сработает реле 95, что приведет к переключению реле 96 и 97, на выходе реле 96 давление будет равно единице, а реле 97 - нуль. При этом приводом 83 открывается пресс-форма пробки, а через время, заданное дросселем 99, через реле 104 и переключающие реле 105 и 106 приводом 85 с пуансоном 84, на котором образовалась отлитая пробка флакона, закрывается пробкой флакон в отверстии 68 с флаконом. Время удержания пуансона в нижнем положении устанавливается дросселем 10, после чего он возвращается снова вверх. Этим же сигналом от реле 96 приводом 79 переключится дозатор 78 на заполнение флакона в отверстии 67, приводом 87 осуществится выталкивание закупоренного флакона, а приводом 72 - подъем пуансона 71. При этом золотник 73 переключит питание цепей управления приводом 70, который повернет ротор на 90o. Отверстие 69 ротора станет на место отверстия 66, отверстие 66 - на место отверстия 67, отверстие 67 - на место отверстия 68. И так каждый поворот ротора.
При завершении поворота ротора через золотник 91 давление передается на линию управления приводом 89, он поднимается кверху. При этом гранулы полимера заполняют дозатор, а реле 95 переключит через реле 96 и 97 давление в линиях управления на обратный знак, опустится пуансон 71, прижмется матрица 74, дозатор 78 станет на заполнение мерного объема, выталкиватель выйдет из окна ротора, привод 83 замкнет пресс-форму пробки, привод 70 вернется в исходное положение, а привод 89 подает полимер на формирование флакона и пробки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ ВЕСОВОЙ ДОЗАТОР | 1992 |
|
RU2069321C1 |
| Весовой дозатор дискретного действия | 1989 |
|
SU1672230A1 |
| ИНГАЛЯТОР | 1994 |
|
RU2080883C1 |
| ДОЗАТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1997 |
|
RU2128825C1 |
| Экстремальный пневматический регулятор | 1990 |
|
SU1795417A1 |
| Пневматический весовой дозатор | 1988 |
|
SU1610305A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ПОДДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА ПРОЦЕССА ОКИСЛЕНИЯ ДИАЦЕТОН-L-СОРБОЗЫ ГИПОХЛОРИТОМ НАТРИЯ | 1994 |
|
RU2080649C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА ДОЗИРОВАНИЯ ЖИДКОСТЕЙ НА БАЗЕ МЕМБРАННОГО НАСОСА | 2016 |
|
RU2628984C1 |
| УСТРОЙСТВО СМЕШЕНИЯ И ДОЗИРОВАНИЯ ЖИДКИХ КОМПОНЕНТОВ В ЗАДАННОМ СООТНОШЕНИИ | 2021 |
|
RU2767588C1 |
| Линия для приготовления фарша | 1991 |
|
SU1792290A3 |
Использование: изобретение относится к производству порошка сальбутамола 2% для сухой ингаляции и может найти применение в медицинской, химической и пищевой промышленностях, где требуется смешение компонентов в заданном соотношении по массе, их измельчение, дозировка в пластмассовую тару, закупорка, причем изготовление пластмассовой тары и пробки осуществляется в составе комплексной линии. Сущность изобретения: комплексная линия для производства порошка сальбутамола 2%, расфасовки его в пластмассовые флаконы и их закупорки снабжена ротором с устройством для изготовления пластмассовых флаконов и с устройством для изготовления пробок и закупорки ими заполненных флаконов. Узел дозировки сыпучих продуктов выполнен в виде связанных между собой весовых дозаторов. Дозаторы соединены через смеситель и измельчитель с узлом дозирования готового продукта во флаконы, расположенным над ротором. Узлы дозирования снабжены программным устройством задания числа отвесов за один цикл, соединенным с весовыми дозаторами. 1 ил.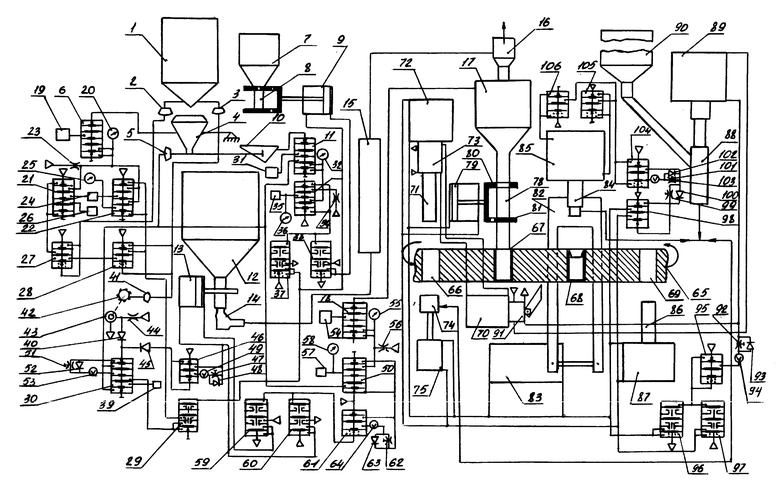
Комплексная линия для производства порошка сальбутамола 2%, расфасовки его в пластмассовые флаконы и их закупорки, содержащая узел дозирования сыпучих продуктов, смеситель, измельчитель, накопительно-расходную емкость и узел дозирования готового продукта во флаконы, отличающаяся тем, что линия снабжена ротором с устройством для изготовления пластмассовых флаконов и с устройством для изготовления пробок и закупорки ими заполненных флаконов, а узел дозирования сыпучих продуктов выполнен в виде связанных между собой весовых дозаторов, соединенных через смеситель и измельчитель с узлом дозирования готового продукта во флаконы, расположенным над ротором, причем узлы дозирования снабжены программным устройством задания числа отвесов за один цикл, соединенным с весовыми дозаторами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DE, патент, 2364596, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - ВНЦБАВ, 1991. | |||
