ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к области герметизированных и теплоизоляционных резервуаров для хранения и/или транспортировки текучей среды, такой как криогенная текучая среда.
Изобретение относится, в частности, к области изготовления уплотнённых мембран для таких резервуаров.
УРОВЕНЬ ТЕХНИКИ
Патентная заявка FR3004416 раскрывает способ изготовления уплотнительной мембраны. Способ сборки состоит, прежде всего, в позиционировании первой, второй и третьей прямоугольной пластины на опорной поверхности. Третья прямоугольная пластина перекрыта, с одной стороны, поперечной полосой первой пластины и, с другой стороны, продольной полосой второй пластины. Каждая поперечная полоса первой пластины и продольная полоса второй пластины имеют скошенную сторону. После этого первую прямую и непрерывную линию сплавления образуют на поперечной полосе первой пластины для сборки её с третьей пластиной, а вторую прямую и непрерывную линию сплавления образуют на продольной полосе второй пластины для её соединения с третьей пластиной. Четвёртую пластину затем позиционируют таким образом, чтобы перекрывать продольную полосу первой пластины и поперечную полосу второй пластины. Четвертая пластина имеет угловую зону, которая перекрывает зазор между обращёнными друг к другу скошенными сторонами первой пластины и второй пластины. Затем в зоне четвёртой пластины, которая перекрывает продольную полосу первой пластины, создают третью прямую и непрерывную линию сплавления, чтобы собрать первую и четвертую пластины до пересечения с первой линией сплавления. Аналогично, в зоне четвертой пластины, которая перекрывает поперечную полосу второй пластины, создают четвертую прямую и непрерывную линию сплавления, чтобы собрать вторую и четвертую пластины до пересечения второй линии сплавления. Наконец, наклонную линию сплавления создают в угловой зоне четвертой пластины в зазоре между обращёнными друг к другу скошенными сторонами первой пластины и второй пластины до пересечения этой линией сплавления первой или третьей линии сплавления с одной стороны, и второй и четвёртой линий сплавления сварных швов c другой стороны.
Такой способ изготовления может быть выполнен просто с высокой производительностью, особенно учитывая прямой и непрерывный характер создаваемых линий сплавления. Однако, несмотря на эти преимущества, этот способ не является полностью удовлетворительным. В частности, этот способ означает, что зоны перекрытия между пластинами имеют большую площадь поверхности, что приводит к использованию избыточного материала и, соответственно, к дополнительным расходам.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одна идея, лежащая в основе изобретения, состоит в том, чтобы предложить уплотнительную мембрану и способ сборки такой уплотнительной мембраны, который прост в реализации и позволяет уменьшать количество используемого материала.
В соответствии с одним вариантом осуществления изобретение предлагает уплотнительную мембрану, содержащую пластины из непроницаемого для текучей среды материала с обеспечением герметизации, причём мембрана содержит:
- первую пластину, вторую пластину и третью пластину, которые расположены на опорной поверхности, причём каждая из упомянутых первой, второй и третьей пластин содержит продольную сторону и поперечную сторону, которые являются ортогональными и встречаются в угловой зоне, при этом первая пластина покрывает зону опорной поверхности, которая является смежной с поперечной стороной третьей пластины и содержит поперечную полосу, которая располагается вдоль поперечной стороны упомянутой первой пластины и перекрывает поперечную сторону третьей пластины, вторая пластина покрывает зону опорной поверхности, которая является смежной с продольной стороной третьей пластины и содержит продольную полосу, которая располагается вдоль продольной стороны упомянутой третьей пластины и перекрывает продольную сторону третьей пластины, а угловая зона первой пластины и угловая зона второй пластины расположены лицом друг к другу с зазором так, что угловая зона третьей пластины открыта;
- первую линию сплавления проходящую непрерывно вдоль поперечной полосы первой пластины, которая перекрывает третью пластину, чтобы собрать первую пластину с третьей пластиной;
- вторую линию сплавления проходящую непрерывно вдоль продольной полосы второй пластины, которая перекрывает третью пластину, чтобы собрать вторую пластину с третьей пластиной;
- четвёртую пластину, расположенную на опорной поверхности таким образом, чтобы покрывать зону опорной поверхности, которая является смежной с продольной стороной первой пластины и с поперечной стороной второй пластины, причём четвёртая пластина содержит продольную сторону и поперечную сторону, которые являются ортогональными и встречаются в угловой зоне, упомянутая угловая зона имеет выпуклый криволинейный участок, при этом четвёртая пластина имеет продольную полосу, которая перекрывает продольную сторону первой пластины и концевой участок первой линии сплавления, и поперечную полосу, которая перекрывает поперечную сторону второй пластины и концевой участок второй линии сплавления, при этом угловая зона четвёртой пластины перекрывает зазор между угловой зоной первой пластины и угловой зоной второй пластины;
- третью угловую линию сплавления, проходящую непрерывно вдоль продольной стороны, вдоль угловой зоны и вдоль поперечной стороны четвертой пластины, чтобы собрать четвертую пластину с первой, второй и третьей пластинами; при этом третья линия сплавления пересекает первую и вторую линии сплавления.
В соответствии с одним вариантом осуществления изобретение также предлагает способ сборки для изготовления уплотнительной мембраны сборкой пластин, выполненных из непроницаемого для текучей среды материала, причём способ сборки включает в себя:
- этап, на котором размещают первую пластину, вторую пластину и третью пластину на опорной поверхности, при этом каждая из упомянутых первой, второй и третьей пластин содержит продольную сторону и поперечную сторону, которые являются ортогональными и встречаются в угловой зоне, при этом первую пластину располагают таким образом, чтобы покрывать зону опорной поверхности, которая является смежной с поперечной стороной третьей пластины и чтобы поперечная полоса первой пластины, которая располагается вдоль поперечной стороны упомянутой первой пластины, перекрывала поперечную сторону третьей пластины; вторую пластину располагают таким образом, чтобы покрывать зону опорной поверхности, которая является смежной с продольной стороной третьей пластины и чтобы продольная полоса второй пластины, которая проходит вдоль продольной стороны второй пластины, перекрывала продольную сторону третьей пластины, а угловую зону первой пластины и угловую зону второй пластины располагают лицом друг к другу с зазором, так, что угловая зона третьей пластины открыта;
- этап, на котором создают первую непрерывную линию сплавления на поперечной полосе первой пластины, которая перекрывает третью пластину, чтобы собирать первую пластину с третьей пластиной;
- этап, на котором создают вторую непрерывную линию сплавления на продольной полосе второй пластины, которая перекрывает третью пластину, чтобы собирать вторую пластину с третьей пластиной;
- этап, на котором позиционируют четвёртую пластину на опорной поверхности таким образом, чтобы покрывать зону опорной поверхности, которая является смежной с продольной стороной первой пластины и с поперечной стороной второй пластины, причём четвёртая пластина содержит продольную сторону и поперечную сторону, которые являются ортогональными и встречаются в угловой зоне, при этом упомянутая угловая зона имеет выпуклый криволинейный участок, а четвёртую пластину располагают таким образом, что продольная полоса четвертой пластины перекрывает продольную сторону первой пластины и концевой участок первой линии сплавления, поперечная полоса четвертой пластины перекрывает поперечную сторону второй пластины и концевой участок второй линии сплавления, а угловая зона четвертой пластины перекрывает зазор между угловой зоной первой пластины и угловой зоной второй пластины;
- этап, на котором создают третью непрерывную угловую линию сплавления вдоль продольной стороны, вдоль угловой зоны и вдоль поперечной стороны четвертой пластины, чтобы собрать четвертую пластину с первой, второй и третьей пластинами, при этом третья линия сплавления пересекает первую и вторую линии сплавления.
Таким образом, благодаря зоне криволинейной формы четвертой пластины, которая перекрывает зазор между угловой зоной первой пластины и угловой зоной второй пластины, третью линию сплавления можно создавать непрерывно, вдоль продольной стороны, вдоль угловой зоны и вдоль поперечной стороны четвертой пластины.
Кроме того, по сравнению с угловой зоной четвертой пластины, которая имеет скошенную прямую сторону, как в вышеупомянутом известном уровне техники, скруглённая форма угловой зоны четвертой пластины позволяет ограничивать размеры продольных и поперечных полос пластины, которые соответственно перекрывают первую и вторую пластины.
В соответствии с другими предпочтительными вариантами осуществления такая уплотнительная мембрана или такой способ сборки могут проявлять один или несколько из следующих признаков:
Согласно одному варианту осуществления выпуклый криволинейный участок четвёртой пластины развёртывается над угловым участком в 90°.
Согласно одному варианту осуществления выпуклый криволинейный участок четвертой пластины имеет постоянный радиус кривизны.
Согласно одному варианту осуществления радиус кривизны выпуклого криволинейного участка составляет от 1 до 2,4 см, предпочтительно от 1,9 до 2,1 см.
В соответствии с одним вариантом осуществления угловая зона первой пластины имеет скошенную сторону, соединяющую продольную сторону и поперечную сторону упомянутой первой пластины, а первая линия сплавления представляет собой угловой сварной шов, проходящий вдоль поперечной стороны и вдоль скошенной стороны первой пластины. Это позволяет, с одной стороны, ограничивать степень перекрытия между первой пластиной и третьей пластиной и, с другой стороны, ограничивать величину перекрытия между третьей и четвертой пластинами.
В соответствии с одним вариантом осуществления продольная сторона четвертой пластины расположена вдоль оси, пересекающей скошенную сторону первой пластины.
В соответствии с одним вариантом осуществления угловая зона второй пластины имеет скошенную сторону, соединяющую продольную сторону и поперечную сторону упомянутой второй пластины, а вторая линия сплавления представляет собой угловой сварной шов, проходящий вдоль продольной стороны и вдоль скошенной стороны второй пластины. Такое расположение позволяет, с одной стороны, ограничивать степень перекрытия между второй пластиной и третьей пластиной и, с другой стороны, ограничивать величину перекрытия между второй и четвертой пластинами.
В соответствии с одним вариантом осуществления поперечная сторона четвертой пластины располагается вдоль оси, пересекающей скошенную сторону второй пластины.
В соответствии с одним вариантом осуществления, скошенная сторона первой пластины и скошенная сторона второй пластины параллельны друг другу.
Согласно одному варианту осуществления выпуклый криволинейный участок четвертой пластины перекрывает скошенную сторону первой пластины и скошенную сторону второй пластины.
Согласно одному варианту осуществления, продольные стороны первой, второй, третьей и четвертой пластин параллельны друг другу, а поперечные стороны первой, второй, третьей и четвертой пластин параллельны друг другу.
Согласно одному варианту осуществления продольная сторона четвертой пластины совмещена с продольной стороной второй пластины.
Согласно одному варианту осуществления поперечная сторона четвертой пластины совмещена с поперечной стороной первой пластины.
В соответствии с одним вариантом осуществления продольная полоса четвертой пластины, которая расположена между продольной стороной четвертой пластины и продольной стороной первой пластины, имеет размер в направлении, ортогональном продольной стороне четвертой пластины, который меньше, чем 3,6 см, предпочтительно от 2,4 до 3,6 см.
В соответствии с одним вариантом осуществления поперечная полоса четвертой пластины, которая расположена между поперечной стороной четвертой пластины и поперечной стороной второй пластины, имеет размер в направлении, ортогональном поперечной стороне четвертой пластины, который меньше, чем 3,6 см, предпочтительно от 2,4 до 3,6 см.
Согласно одному варианту осуществления первая, вторая, третья и четвертая пластины выполнены из листового металла.
В соответствии с одним вариантом осуществления изобретение также предлагает герметизированный и теплоизолированный резервуар, расположенный в несущей конструкции, причём резервуар содержит стенку резервуара, удерживаемую на стенке несущей конструкции, стенка резервуара содержит теплоизолирующий барьер, удерживаемый прямо или косвенно на несущей стенке и вышеупомянутую уплотнительную мембрану, расположенную на теплоизолирующем барьере.
Резервуар в соответствии с одним из вышеупомянутых вариантов осуществления может образовывать часть берегового хранилища, например, для хранения СПГ, или может быть установлен в прибрежной или морской плавучей конструкции, особенно, в танкере для этана или метана, плавучей установке для хранения и регазификации (FSRU), плавучей установке для хранения и отгрузки (FPSO) и тому подобное. В случае плавучей конструкции, резервуар может быть предназначен для приёма сжиженного природного газа, используемого в качестве топлива для приведения в движение плавучей конструкции.
В соответствии с одним вариантом осуществления судно для транспортировки текучей среды содержит корпус, такой как двойной корпус и вышеупомянутый резервуар, расположенный в корпусе.
Согласно одному варианту осуществления изобретение также предлагает способ загрузки или разгрузки такого судна, при котором текучую среду транспортируют по изолированным трубопроводам от прибрежного или берегового хранилища к резервуару судна или в прибрежное или береговое хранилище от резервуара судна.
В соответствии с одним вариантом осуществления изобретение также предлагает систему перекачки текучей среды, причём система содержит вышеупомянутое судно, изолированные трубопроводы, расположенные таким образом, чтобы соединять резервуар, установленный в корпусе судна, с морским или береговым хранилищем и насос для направления потока текучей среды по изолированным трубопроводам от прибрежного или берегового хранилища к резервуару судна или к морскому или береговому хранилищу от резервуара судна.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет лучше понято, и другие задачи, детали, признаки и преимущества станут более понятными в ходе последующего описания ряда конкретных вариантов осуществления изобретения, которые приведены исключительно в качестве неограничительной иллюстрации со ссылкой на приложенные чертежи.
На фигурах 1-4 показаны четыре последовательных этапа способа изготовления уплотнительной мембраны, содержащей четыре металлические пластины; и
Фиг. 5 представляет схематическое изображение в разрезе резервуара для метана, содержащего вышеупомянутую уплотнительную мембрану и терминал для загрузки/разгрузки этого резервуара.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В последующем описании термины «поперечный» и «продольный» обозначают два взаимно перпендикулярных направления.
Способ изготовления уплотнительной мембраны для герметизированного и теплоизоляционного резервуара описан со ссылкой на фигуры 1-4. Такой резервуар может, в частности, иметь многослойную конструкцию, содержащую, снаружи к внутренней части резервуара, вторичный теплоизолирующий барьер, содержащий изоляционные элементы, опирающиеся на несущую конструкцию, вторичную уплотнительную мембрану, первичный теплоизолирующий барьер, содержащий изолирующие элементы, опирающиеся на вторичную уплотнительную мембрану и первичную уплотнительную мембрану, предназначенные для контакта со сжиженным газом, содержащимся в резервуаре. В качестве примера, такие мембранные резервуары, в частности, описаны в патентных заявках WO14057221 и FR2691520. Способ, описанный ниже, в частности, подлежит применению к вторичной уплотнительной мембране и/или к первичной уплотнительной мембране такого резервуара.
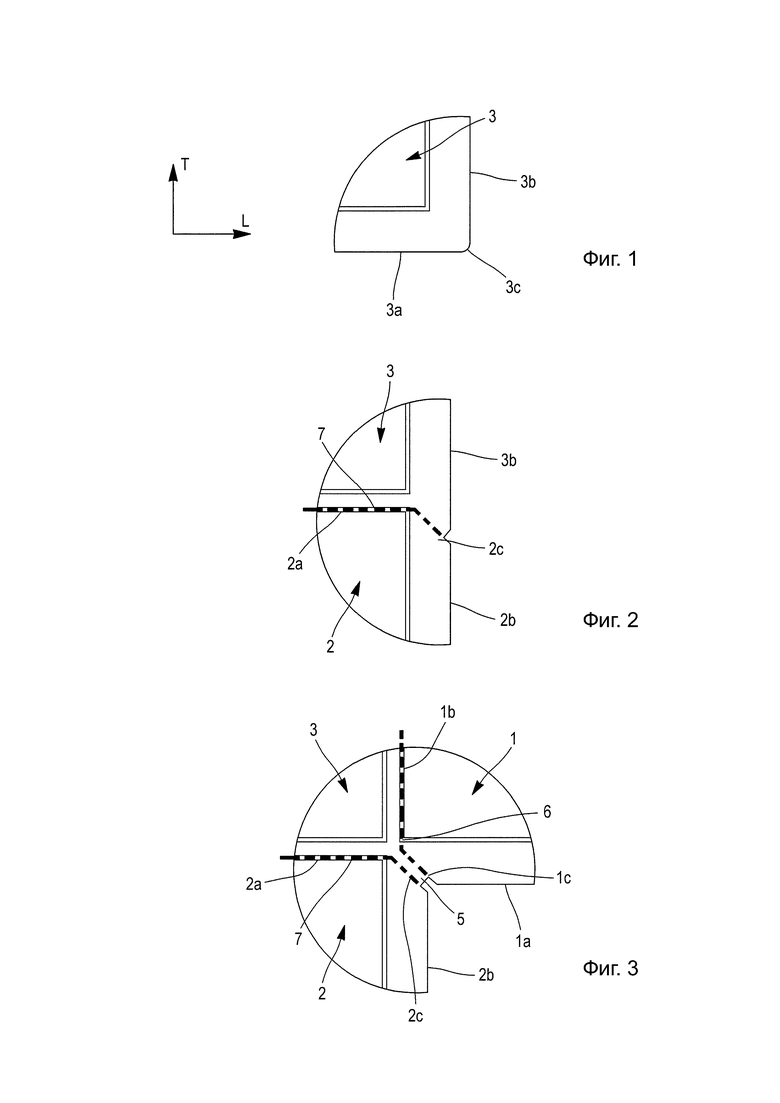
В приведенном ниже описании раскрывается способ, который позволяет собирать четыре пластины уплотнительной мембраны, обозначенные ссылочными позициями 1-4. Четыре пластины 1, 2, 3 и 4 имеют по существу прямоугольную форму, что означает: каждая из них имеет четыре основные стороны, две продольные стороны которых параллельны друг другу и перпендикулярны двум поперечным сторонам.
Только угловые зоны пластин 1, 2, 3 и 4 показаны на фигурах 1-4. Со ссылкой на фиг. 1, это частично изображает пластину 3, на которой показана только нижняя правая угловая зона 3с. Эту пластину 3 размещают на опорной поверхности, например, первичного или вторичного теплоизолирующего барьера резервуара. По традиции, термин «продольный» обозначает сторону 3а пластины 3 и соответствующее направление плоскости, показанное стрелкой L, а термин «поперечный» обозначает сторону 3b пластины 3 и соответствующее направление плоскости, показанное стрелкой Т.
Пластину 2, показанную частично на фиг. 2, размещают на опорной поверхности рядом с пластиной 3, частично перекрывая последнюю. В частности, продольную сторону 2а пластины 2 располагают над пластиной 1 так же, как и всю продольную полосу, расположенную между продольной стороной 2а пластины 2 и продольной стороной 1а пластины 1. В изображённом варианте осуществления поперечную сторону 2b пластины 2 располагают на одной линии с поперечной стороной 1b пластины 1.
Угловая зона 2с между поперечной стороной 2b и продольной стороной 2а пластины 2 имеет скошенную сторону, соединяющую поперечную сторону 2b и продольную сторону 2а. Скошенная сторона, например, ориентирована под углом 45° относительно поперечной стороны 2b и продольной стороны 2а.
Кроме того, другую пластину 1, изображённую частично на фиг. 3, также размещают на опорной поверхности рядом с пластиной 3, частично перекрывая последнюю. В частности, поперечную сторону 1b пластины 1 располагают на пластине 1 так же, как и всю поперечную полосу, расположенную между поперечной стороной 1b пластины 1 и поперечной стороной 3b пластины 3.
В изображённом варианте осуществления продольная сторона 1а пластины расположена на одной линии с продольной стороной 3а пластины 3. Угловая зона 1с между поперечной стороной 1b пластины 1 и продольной стороной 1а пластины имеет скошенную сторону, соединяющую поперечную сторону 1b и продольную сторону 1а. Скошенная сторона ориентирована, например, под углом 45° относительно поперечной стороны 1b и продольной стороны 1а. Скошенная сторона первой пластины 1 и скошенная сторона второй пластины 2 параллельны друг другу.
Как изображено на фиг. 3, диагональная полоса, расположенная в углу пластины 3 между скошенными сторонами пластин 1 и 2, не покрыта ни пластиной 1, ни пластиной 2.
Линию сплавления 7, изображённую пунктирной линией на фигурах 2, 3 и 4, создают вдоль продольной полосы пластины 2, которая перекрывает пластину 3, чтобы собирать пластину 2 с пластиной 3 с обеспечением герметизации. Эта линия сплавления 7 предпочтительно является угловым сварным швом вдоль продольной стороны 2а и скошенной стороны пластины 2.
Аналогично, линию сплавления 6, изображённую пунктирной линией на фигурах 3 и 4, также создают на поперечной полосе пластины 1, которая перекрывает пластину 3, так что пластина 1 может быть собрана с пластиной 3 с обеспечением герметизации. Эта линия сплавления 6 предпочтительно является угловым сварным швом вдоль поперечной стороны 1b и скошенной стороны пластины 1.
На фиг. 4 четвертая прямоугольная пластина 4, изображённая частично, расположена на опорной поверхности рядом с пластинами 1 и 2, частично перекрывая их. В частности, продольная сторона 4а пластины 4 перекрывает пластину 1 и всю продольную полосу пластины 1, расположенную между продольной стороной 4а пластины 4 и продольной стороной 1а пластины 1. Аналогично, поперечная сторона 4b пластины 4 покрывает пластину 2 и всю поперечную полосу пластины 2, расположенную между поперечной стороной 4b пластины 4 и поперечной стороной 2b пластины 2.
В изображённом варианте осуществления продольная сторона 4а пластины 4 совмещена с продольной стороной пластины 2, тогда как поперечная сторона 4b пластины 4 совмещена с поперечной стороной 1b пластины 1. Кроме того, продольная сторона 4а пластины 4 располагается вдоль оси, которая пересекает скошенную сторону пластины 2, а поперечная сторона 4b пластины 4 располагается вдоль оси, которая пересекает скошенную сторону пластины 1.
Угловая зона 4с пластины 4 имеет выпуклый криволинейный участок, который соединяет продольную сторону 4а и поперечную сторону пластины 4. Угловая зона 4с пластины 4 перекрывает зазор 5, образованный между скошенными сторонами пластин 1 и 2, так что выпуклый криволинейный участок перекрывает линию сплавления 6 и линию сплавления 7 на скошенных сторонах пластин 1, 2.
Криволинейный участок располагается над угловым участком в 90°. Радиус кривизны выпуклого криволинейного участка постоянен и составляет, например, от 1 до 2,4 см и предпочтительно от 1,9 до 2,1 см.
В представленном варианте осуществления зоны перекрытия поперечной полосы пластины 1 с пластиной 2, продольной полосы пластины 2 с пластиной 3, продольной полосы пластины 4 с пластиной 2 и поперечной полосы пластины 4 с пластиной 2 имеют одинаковую ширину. Например, ширина этих зон перекрытия составляет менее 3,6 см и предпочтительно составляет от 2,4 до 3,6 см.
После этого линию сплавления 8 создают в виде углового сварного шва вдоль продольной стороны 4а, вдоль угловой зоны 4с и вдоль поперечной стороны 4b пластины 4. Эта линия сплавления 8 пересекает линию сплавления 7 и линию сплавления 6. Таким образом, пластину 4 соединяют с пластиной 1 с обеспечением герметизации вдоль продольной стороны 4а пластины 4, с пластиной 2 вдоль поперечной стороны 4b пластины 4 и с пластиной 3 вдоль угловой зоны 4с пластины 4, между двумя скошенными сторонами пластин 1, 2.
Из-за скруглённой формы угловой зоны 4с пластины 4 линию сплавления 8 можно создать непрерывно вдоль продольной стороны 4а, вдоль угловой зоны 4с и вдоль поперечной стороны 4b пластины 4. Кроме того, по сравнению с угловой зоной пластины 4, которая имеет скошенную прямую сторону, скруглённая форма угловой зоны 4с позволяет ограничивать размер продольных и поперечных полос пластины 4, которые соответственно перекрывают пластину 1 и пластину 2.
Узел из четырёх пластин в угловой зоне, изображённый на фиг. 4, является непроницаемым для жидкости, что означает, что текучая среда в верхней части узла не найдёт зазора между различными пластинами, через которые будет проходить диффузия в нижней части узла. Понятно, что подобный узел может быть создан в каждом из углов пластин 1, 2, 3, 4 на фиг. 4.
Согласно одному варианту осуществления пластины 1, 2, 3, 4 являются металлическими листами. Например, пластины 1, 2, 3, 4 могут быть выполнены, в частности, из нержавеющей стали, алюминия, invar®, а именно из сплава железа и никеля с коэффициентом теплового расширения, обычно составляющим от 1,2⋅10-6 до 2⋅10-6 K-1 или из сплава железа с высоким содержанием марганца с коэффициентом теплового расширения, как правило, порядка 7⋅10-6 K-1.
Толщина пластин 1, 2, 3, 4 составляет, например, от 0,4 до 2 мм, как правило, порядка 0,7 мм.
В соответствии с одним вариантом осуществления каждая из пластин 1, 2, 3, 4 содержит по меньшей мере два перпендикулярных гофра, чтобы мембрана могла деформироваться под действием термических и механических напряжений, создаваемых текучей средой, хранящейся в резервуаре.
Вышеописанная технология создания уплотнительной мембраны может использоваться в различных типах резервуара, например, для создания основной уплотнительной мембраны и/или вспомогательной уплотнительной мембраны резервуара для хранения СПГ в береговом хранилище или в плавучей конструкции, такой как резервуар для метана или тому подобное.
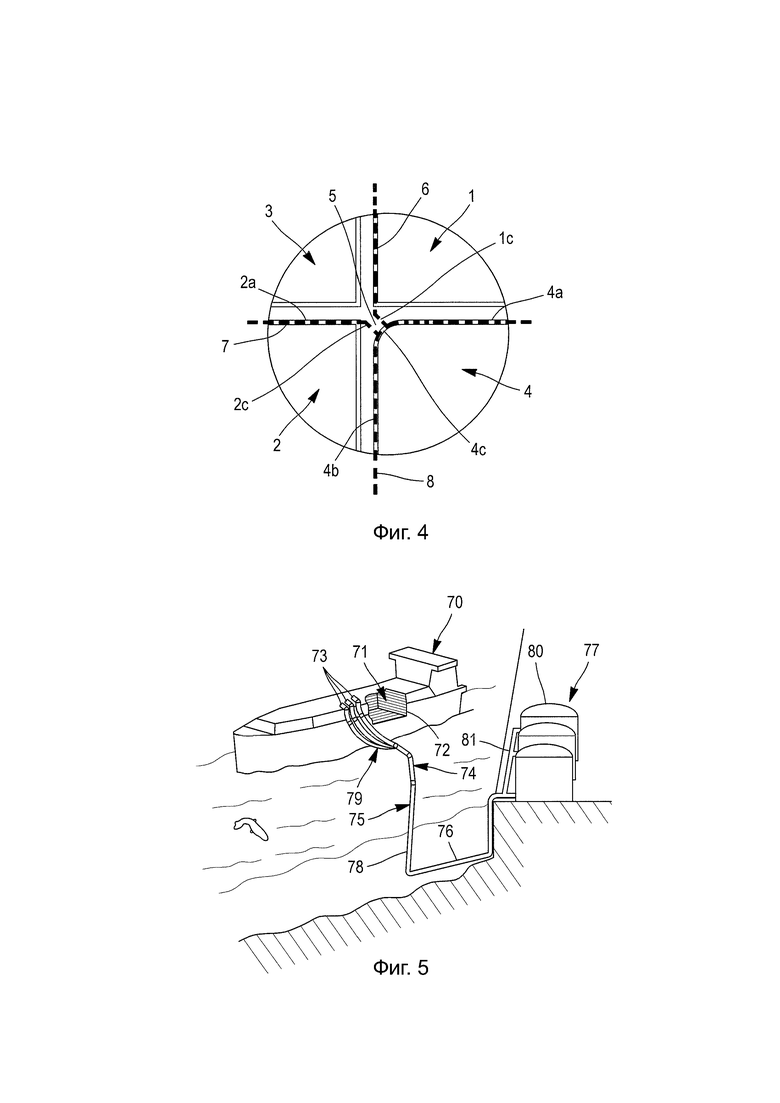
Со ссылкой на фиг. 5, вид в разрезе судна 70 для метана показывает герметизированный и изоляционный резервуар 71 призматической общей формы, установленный в двойном корпусе 72 судна. Стенка резервуара 71 содержит основную уплотнительную мембрану, предназначенную для контакта с СПГ, содержащимся в резервуаре, вспомогательную уплотнительную мембрану, расположенную между основным уплотнительным барьером и двойным корпусом 72 судна, и два уплотнительных барьера, соответственно расположенных между основной уплотнительной мембраной и вспомогательной уплотнительной мембраной и между вспомогательной уплотнительной мембраной и двойным корпусом 72.
Как известно, погрузочно-разгрузочные трубопроводы 73, расположенные на верхней палубе судна, могут быть соединены с помощью подходящих соединителей с морским или портовым терминалом для передачи груза СПГ из резервуара 71 или в резервуар.
На фиг. 5 изображён один пример морского терминала, содержащего погрузочно-разгрузочную станцию 75, подводный трубопровод 76 и береговое сооружение 77. Погрузочно-разгрузочная станция 75 представляет собой прибрежное стационарное сооружение, содержащее подвижную стрелу 74 и башню 78, поддерживающую подвижную стрелу 74. Подвижная стрела 74 несёт связку изолированных гибких трубопроводов 79, которые могут быть соединены с погрузочно-разгрузочными трубопроводами 73. Ориентируемая подвижная стрела 74 адаптируется к резервуару для метана всех размеров. Соединительная труба, не показанная, расположена внутри башни 78. Погрузочно-разгрузочная станция 75 позволяет загружать и разгружать судно 70 для метана с берегового сооружения 77 или наоборот. Последний содержит резервуары 80 для хранения сжиженного газа и соединительные трубы 81, соединённые подводным трубопроводом 76 с погрузочно-разгрузочной станцией 75. Подводный трубопровод 76 позволяет перемещать сжиженный газ между погрузочно-разгрузочной станцией 75 и береговым сооружением 77 на большое расстояние, например 5 км, что позволяет держать судно 70 для метана далеко от берега во время погрузочно-разгрузочных работ.
Для создания давления, необходимого для перекачки сжиженного газа, используются насосы, находящиеся на судне 70, и/или насосы, которыми оборудовано береговое сооружение 77, и/или насосы, которыми оборудована погрузочно-разгрузочная станция 75.
Хотя изобретение было описано в сочетании с рядом конкретных вариантов осуществления, совершенно очевидно, что оно никоим образом не ограничено этим и что оно содержит все технические эквиваленты описанных средств и их сочетания, где они попадают в объем изобретения.
Использование глаголов «содержать», «иметь» или «включать в себя» и их сопряжённых форм не исключает наличия элементов или этапов, отличных от перечисленных в формуле изобретения.
В формуле изобретения любая ссылочная позиция в скобках не должна интерпретироваться как ограничение формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХРАНИЛИЩЕ ДЛЯ СЖИЖЕННОГО ГАЗА | 2022 |
|
RU2791211C1 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2020 |
|
RU2815750C2 |
| СВАРКА УПЛОТНИТЕЛЬНОЙ МЕМБРАНЫ ТЕПЛОИЗОЛЯЦИОННОГО КОРПУСА РЕЗЕРВУАРА | 2019 |
|
RU2791736C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2018 |
|
RU2761702C1 |
| ГЕРМЕТИЧНАЯ СТЕНКА РЕЗЕРВУАРА, СОДЕРЖАЩАЯ УПЛОТНИТЕЛЬНУЮ МЕМБРАНУ | 2019 |
|
RU2780113C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2018 |
|
RU2764345C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР ДЛЯ ПЛАВУЧЕЙ КОНСТРУКЦИИ | 2020 |
|
RU2818122C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2018 |
|
RU2764234C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2021 |
|
RU2822023C1 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР, СОДЕРЖАЩИЙ АНТИКОНВЕКЦИОННУЮ НАКЛАДКУ | 2018 |
|
RU2764342C2 |
Группа изобретений относится к способу сборки для создания уплотнительной мембраны сборкой пластин, выполненных из водонепроницаемого материала. Способ сборки включает в себя следующие этапы: размещают первую пластину (1), вторую пластину (2) и третью пластину (3) на опорную поверхность. Затем создают первую непрерывную линию сплавления (6) на поперечной полосе первой пластины (1), которая перекрывает третью пластину (3). Далее создают вторую непрерывную линию сплавления (7) на продольной полосе второй пластины (2), которая перекрывает третью пластину (3). Позиционируют четвертую пластину (4) на опорной поверхности. Создают третью непрерывную угловую линию сплавления (8) вдоль продольной стороны (4а), вдоль угловой зоны (4с), которая имеет выпуклый криволинейный участок, и вдоль поперечной стороны (4b) четвертой пластины (4), так чтобы соединять четвертую пластину (4) с первой, второй и третьей пластинами (1, 2, 3). Техническим результатом является упрощение реализации и уменьшение количества используемого материала. 6 н. и 9 з.п. ф-лы, 5 ил.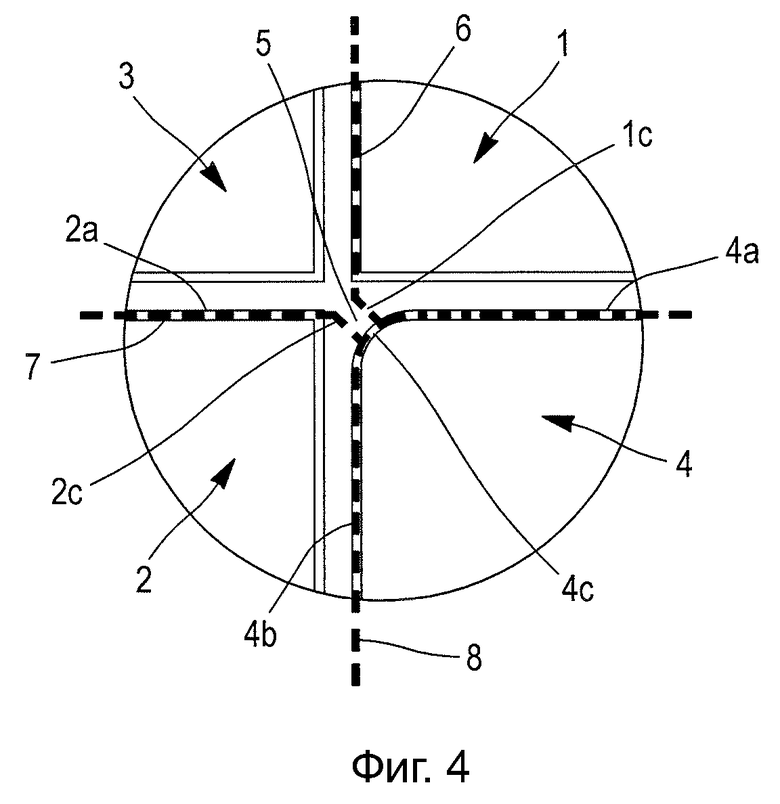
1. Уплотнительная мембрана, содержащая пластины из непроницаемого для текучей среды материала, собранные с обеспечением герметизации, причём мембрана содержит первую пластину (1), вторую пластину (2) и третью пластину (3), которые расположены на опорной поверхности, причём каждая из упомянутых первой, второй и третьей пластин (1, 2, 3) содержит продольную сторону (1а, 2а, 3а) и поперечную сторону (1b, 2b, 3b), которые являются ортогональными и встречаются в угловой зоне (1с, 2с, 3с), причём первая пластина (1) покрывает зону опорной поверхности, которая является смежной с поперечной стороной (3b) третьей пластины (3) и содержит поперечную полосу, которая располагается вдоль поперечной стороны (1b) упомянутой первой пластины (1) и перекрывает поперечную сторону (3b) третьей пластины (3), вторая пластина (2) покрывает зону опорной поверхности, которая является смежной с продольной стороной (3а) третьей пластины (3) и содержит продольную полосу, которая располагается вдоль продольной стороны (3а) упомянутой третьей пластины (3) и перекрывает продольную сторону третьей пластины (3), а угловая зона (1c) первой пластины (1) и угловая зона (2c) второй пластины (2) расположены лицом друг к другу с зазором так, что угловая зона третьей пластины открыта; первую линию сплавления (6), проходящую непрерывно вдоль поперечной полосы первой пластины (1), которая перекрывает третью пластину (3), так чтобы собрать первую пластину (1) с третьей пластиной (3), вторую линию сплавления (7), проходящую непрерывно вдоль продольной полосы второй пластины (2), которая перекрывает третью пластину (3), чтобы собирать вторую пластину (2) с третьей пластиной (3), четвертую пластину (4), расположенную на опорной поверхности таким образом, чтобы покрывать зону опорной поверхности, которая является смежной с продольной стороной (1а) первой пластины (1) и с поперечной стороной (2b) второй пластины (2), при этом четвертая пластина (4) содержит продольную сторону (4а) и поперечную сторону (4b), которые являются ортогональными и встречаются в угловой зоне (4с), причём упомянутая угловая зона (4с) имеет выпуклый криволинейный участок, а четвертая пластина (4) имеет продольную полосу, которая перекрывает продольную сторону (1а) первой пластины (1) и концевой участок первой линии сплавления (6) и поперечную полосу, которая перекрывает поперечную сторону (2b) второй пластины (2) и концевой участок второй линии сплавления (7), при этом угловая зона четвертой пластины (4) перекрывает зазор (5) между угловой зоной (1c) первой пластины (1) и угловой зоной (2c) второй пластины (2); третью угловую линию сплавления (8), проходящую непрерывно вдоль продольной стороны (4a), вдоль угловой зоны (4c) и вдоль поперечной стороны (4b) четвертой пластины (4) для сборки четвертой пластины (4) с первой, второй и третьей пластинами (1, 2, 3), причём третья линия сплавления (8) пересекает первую и вторую линии сплавления (6, 7).
2. Уплотнительная мембрана по п. 1, отличающаяся тем, что угловая зона (1с) первой пластины (1) имеет скошенную сторону, соединяющую продольную сторону (1а) и поперечную сторону (1b) упомянутой первой пластины (1), и в которой первая линия сплавления (6) представляет собой угловой сварной шов, проходящий вдоль поперечной стороны (1b) и вдоль скошенной стороны первой пластины (1).
3. Уплотнительная мембрана по п. 2, отличающаяся тем, что продольная сторона (4а) четвертой пластины (4) расположена вдоль оси, пересекающей скошенную сторону первой пластины (1).
4. Уплотнительная мембрана по любому одному из пп. 1-3, отличающаяся тем, что угловая зона (2с) второй пластины (2) имеет скошенную сторону, соединяющую продольную сторону (2а) и поперечную сторону (2b) упомянутой второй пластины (2) и в котором вторая линия сплавления (7) является угловым сварным швом, проходящим вдоль продольной стороны (2a) и вдоль скошенной стороны второй пластины (2).
5. Уплотнительная мембрана по п. 4, отличающаяся тем, что поперечная сторона (4b) четвертой пластины (4) расположена вдоль оси, пересекающей скошенную сторону второй пластины (2).
6. Уплотнительная мембрана по п. 1, отличающаяся тем, что угловая зона (1c) первой пластины (1) имеет скошенную сторону, соединяющую продольную сторону (1a) и поперечную сторону (1b) указанной первой пластины (1), и в которой первая линия сварного шва (6) представляет собой угловой сварной шов, проходящий вдоль поперечной стороны (1b) и вдоль скошенной стороны первой пластины (1), в которой угловая зона (2c) второй пластины (2) имеет скошенную сторону, соединяющую продольную сторону (2a) и поперечную сторону (2b) указанной второй пластины (2), и в которой вторая линия (7) сварного шва представляет собой угловой сварной шов, проходящий вдоль продольной стороны (2a) и вдоль скошенной стороны второй пластины (2), в котором поперечная сторона (4b) четвертой пластины (4) проходит вдоль оси, пересекающей скошенную сторону второй пластины (2), и в которой скошенная сторона первой пластины (1) и скошенная сторона второй пластины (2) параллельны друг другу.
7. Уплотнительная мембрана по любому одному из пп. 1-6, отличающаяся тем, что продольные стороны (1а, 2а, 3а, 4а) первой, второй, третьей и четвертой пластин (1, 2, 3, 4) параллельны друг другу, и поперечные стороны (1b, 2b, 3b, 4b) первой, второй, третьей и четвертой пластин (1, 2, 3, 4) параллельны друг другу.
8. Уплотнительная мембрана по любому из пп. 1-7, отличающаяся тем, что продольная полоса четвертой пластины (4), расположенная между продольной стороной (4а) четвертой пластины (4) и продольной стороной (1а) первой пластины (1), имеет размер менее 3,6 см в направлении, ортогональном продольной стороне (4а) четвертой пластины (4).
9. Уплотнительная мембрана по любому одному из пп. 1-8, отличающаяся тем, что поперечная полоса четвертой пластины (4), расположенная между поперечной стороной (4b) четвертой пластины (4) и поперечной стороной (2b) второй пластины (2), имеет размер менее 3,6 см в направлении, ортогональном поперечной стороне (4b) четвертой пластины (4).
10. Уплотнительная мембрана по любому из пп. 1-9, отличающаяся тем, что первая, вторая, третья и четвертая пластины (1, 2, 3, 4) выполнены из листового металла.
11. Способ сборки для изготовления уплотнительной мембраны сборкой пластин, выполненных из не проницаемого для текучей среды материала, включающий в себя этап, на котором размещают первую пластину (1), вторую пластину (2) и третью пластину (3) на опорной поверхности, при этом каждая из упомянутых первой, второй и третьей пластин (1, 2, 3) содержит продольную сторону (1a, 2а, 3а) и поперечную сторону (1b, 2b, 3b), которые являются ортогональными и встречаются в угловой зоне (1с, 2с, 3с); причём первую пластину (1) располагают таким образом, чтобы покрывать зону опорной поверхности, которая является смежной с поперечной стороной (3b) третьей пластины (3), и чтобы поперечная полоса первой пластины (1), которая располагается вдоль поперечной стороны (1b) упомянутой первой пластины (1), перекрывает поперечную сторону (3b) третьей пластины (3), вторую пластину (2) располагают таким образом, чтобы покрывать зону опорной поверхности, которая является смежной с продольной стороной (3а) третьей пластины (3) и чтобы продольная полоса второй пластины (2), которая располагается вдоль продольной стороны (2а) упомянутой второй пластины (2), перекрывает продольную сторону третьей пластины (3); угловую зону (1c) первой пластины (1) и угловую зону (2c) второй пластины (2) располагают лицом друг к другу с зазором (5) так, что угловая зона (3с) третьей пластины (3) открыта; этап, на котором создают первую непрерывную линию сплавления (6) на поперечной полосе первой пластины (1), которая перекрывает третью пластину (3), чтобы собирать первую пластину (1) с третьей пластиной (3); этап, на котором создают вторую непрерывную линию сплавления (7) на продольной полосе второй пластины (2), которая перекрывает третью пластину (3), чтобы собирать вторую пластину (2) с третьей пластиной (3); этап, на котором позиционируют четвертую пластину (4) на опорной поверхности таким образом, чтобы покрывать зону опорной поверхности, которая является смежной с продольной стороной (1а) первой пластины (1) и с поперечной стороной (2b) второй пластины (2), причём четвертая пластина (4) содержит продольную сторону (4а) и поперечную сторону (4b), которые являются ортогональными и встречаются в угловой зоне (4с), а упомянутая угловая зона (4с) имеет выпуклый криволинейный участок, при этом четвертую пластину (4) располагают таким образом, что продольная полоса четвертой пластины (4) перекрывает продольную сторону (1а) первой пластины (1) и концевой участок первой линии сплавления (6), поперечная полоса четвертой пластины (4) перекрывает поперечную сторону (2b) второй пластины (2) и концевую часть второй линии сплавления (7), а угловая зона (3c) четвертой пластины (4) перекрывает зазор (5) между угловой зоной (1с) первой пластины (1) и угловой зоной (2с) второй пластины (2); этап, на котором создают третью непрерывную угловую линию сплавления (8) вдоль продольной стороны (4а), вдоль угловой зоны (4с) и вдоль поперечной стороны (4b) четвертой пластины (4) для сборки четвертой пластины (4) с первой, второй и третьей пластинами (1, 2, 3); причём третья линия сплавления (8) пересекает первую и вторую линии сплавления (6, 7).
12. Герметизированный и теплоизоляционный резервуар (71), расположенный в несущей конструкции, содержащий стенку резервуара, удерживаемую на стенке несущей конструкции, причём стенка резервуара содержит теплоизолирующий барьер, удерживаемый прямо или косвенно на несущей стенке, и уплотнительную мембрану по любому из пп. 1-10, расположенную на теплоизолирующем барьере.
13. Судно (70) для транспортировки охлажденного жидкого продукта, содержащее двойной корпус (72) и резервуар (71) по п. 12, размещённые внутри двойного корпуса.
14. Способ загрузки или выгрузки судна (70) по п. 13, в котором охлажденный жидкий продукт транспортируют по изолированным трубопроводам (73, 79, 76, 81) из прибрежного или берегового хранилища (77) в резервуар (71) или из резервуара (71) в прибрежное или береговое хранилище (77).
15. Система перекачки охлажденного жидкого продукта, содержащая судно (70) по п. 13, изолированные трубопроводы (73, 79, 76, 81), расположенные таким образом, чтобы соединять резервуар (71), установленный в корпусе судна с прибрежным или береговым хранилищем (77), и насос для подачи потока охлажденного жидкого продукта по изолированным трубопроводам от прибрежного или берегового хранилища в резервуар (71) судна или к прибрежному или береговому хранилищу из резервуара судна.
| FR 3004416 A1, 17.10.2014 | |||
| ФАРМАЦЕВТИЧЕСКИЕ СОЛИ РЕБОКСЕТИНА | 2003 |
|
RU2286341C2 |
| ЦИЛИНДРИЧЕСКАЯ СТРУКТУРА, СОСТОЯЩАЯ ИЗ ПРЯМОУГОЛЬНЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2430296C2 |
| УГЛОВАЯ ПАНЕЛЬ ГРУЗОВОГО ТАНКА ТАНКЕРА ДЛЯ ПЕРЕВОЗКИ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 2009 |
|
RU2459139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРУЮЩЕЙ И ГЕРМЕТИЧНОЙ СТЕНКИ РЕЗЕРВУАРА | 2008 |
|
RU2443595C2 |

