ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к системе определения формования, подключенной к системе управления, которая контролирует формование и управляет формованием вдоль одной или более секций бумагоделательной машины и предпочтительно по всей длине бумагоделательной машины.
УРОВЕНЬ ТЕХНИКИ
[002] Как правило, длинносеточные бумагоделательные машины содержат мокрую часть с сеткой, которая перемещается в направлении обработки. Указанная сетка имеет ширину (т.е. направление, поперечное направлению обработки), и бумажную массу наносят по существу по всей ширине сетки. Под сеткой расположены множество шаберов, и это множество шаберов способствуют удалению воды из бумажной массы на сетке. Указанные шаберы обычно неподвижны, однако в последнее время на мокрой части устанавливают подвижные планки и шаберы. Как правило, изменения в бумагоделательной машине производятся пользователем, регулирующим характеристики машины, такие как щелевое отверстие или скорость машины, на основании результатов испытаний на сухой части. Дополнительные изменения в бумагоделательной машине могут быть внесены в прессовой секции, сушильной секции, секциях каландра или секции намотки бумаги в рулон. Каждая из указанных секций может вносить изменения в процесс изготовления бумаги. Таким образом, существует задержка между испытанием бумаги в сухой части и выполнением регулировки бумагоделательной машины по всей ее длине, что приводит к возникновению дополнительных отходов производства, получению продукта, не удовлетворяющего техническим условиям, или увеличению продолжительности смены сорта. Кроме того, большинство бумагоделательных машин содержат один или два сканера, которые обычно расположены рядом с секцией намотки бумаги в рулон. Если изменение было выполнено до сканера, сканер может обнаружить это изменение; однако существует запаздывание, и точное определение местоположения воздействия на процесс может быть неизвестно вследствие постоянного изменения других переменных. Таким образом, оператору может быть сложно определить точное местоположение секции бумагоделательной машины, которая каким-либо образом изменяет функционирование системы.
[003] Примеры устройств для контроля и регулировки для бумагоделательных машин раскрыты в патенте США №4,931,657; патенте США №6,129,817; патенте США №7,101,461; патенте США №7,695,592 и патенте США №8,325,225, все из которых явным образом и для всех целей включены в настоящий документ посредством ссылки. Таким образом, существует потребность в устройстве, выполненном с возможностью контроля формования каждого слоя в многослойном листе. Необходимо разработать устройство, выполненное с возможностью контроля конечного многослойного листа и определения путем экстраполяции, в каком слое внутри многослойного листа возникли проблемы формования. Необходимо разработать систему контроля, выполненную с возможностью контроля формования через сквозной вырез. Необходимо разработать систему контроля, контролирующую формование в прессовой секции, секции каландра, каландре, секции намотки бумаги в рулон, до, после указанных секций, или при комбинации всего вышеперечисленного. Существует потребность в устройстве, выполненном с возможностью отслеживания точки или линии на листе бумаги по всей длине бумагоделательной машины. Необходимо разработать систему для контроля, контролирующую каждую ступень бумагоделательной машины и способствующую определения секции, в которой произошли изменения в листе бумаги (например, произошли изменения формования). Необходимо разработать систему, работающую в реальном масштабе времени, выполненную с возможностью определения местоположения, в котором произошло негативное изменение, и обеспечения компенсации этого негативного изменения в режиме реального времени.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[004] Один возможный вариант осуществления настоящего изобретения включает: систему определения формования, содержащую: (а) один или более датчиков и (b) один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один из одного или более датчиков расположен по существу в плоскости сетки бумагоделательной машины и рядом со щелевым отверстием, так что один из одного или более датчиков находится рядом со сквозным вырезом, так что один из одного или более датчиков выполнен с возможностью измерения параметров бумажной массы над сеткой и удаленной воды под сеткой, и причем один из одного или более датчиков выполнен с возможностью измерения расстояния между местоположением натекания струи бумажной массы на сетку и формующей доской.
[005] В настоящем изобретении предложен: способ, включающий: (а) контроль сетки рядом со щелевым отверстием с помощью одного или более датчиков для контроля местоположения над сеткой и местоположения под сеткой; (b) определение местоположения, в котором струя бумажной массы натекает на сетку; (с) определение местоположения дальнего кончика формующей доски или дальнего кончика первой планки относительно щелевого отверстия; и (d) измерение расстояния между местоположением, в котором бумажная масса натекает на сетку, и дальним кончиком формующей доски или дальним кончиком первой планки.
[006] В настоящем изобретении предложена: система определения формования, содержащая: (а) два или более датчиков, влючающих в себя: (i) первый из двух или более датчиков, направленный в местоположение вдоль бумагоделательной машины, соответствующее первому лист бумаги, и (ii) второй из двух или более датчиков, направленный в местоположение вдоль бумагоделательной машины, соответствующее второму листу бумаги; (b) два или более источника света; и (с) систему управления; причем формование первого листа бумаги и формование второго листа бумаги согласовываются системой управления с получением совокупных данных, так что при соединении первого листа бумаги и второго листа бумаги данные формования, относящиеся к первому листу бумаги и ко второму листу бумаги, регистрируются отдельно.
[007] В настоящем изобретении предложен: способ, включающий: (а) контроль формования первого слоя с помощью первого датчика из множества датчиков; (b) контроль формования второго слоя с помощью второго датчика из множества датчиков; и (с) соотнесение формования, контролируемого с помощью первого датчика, с формованием, контролируемым с помощью второго датчика.
[008] В настоящем изобретении предложена: система определения формования, содержащая: (а) один или более датчиков и (b) один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один из одного или более датчиков расположены в прессовой секции бумагоделательной машины, сушильной секции или и в том, и в другом, а с помощью одного или более источников света контролируют формование листа бумаги в прессовой секции, в сушильной секции или и в том, и в другом.
[009] Способ, включающий: (а) контроль листа бумаги с помощью одного или более датчиков в одном или более местоположениях вдоль бумагоделательной машины, когда лист бумаги проходит между двумя прессовыми валами или двумя наборами прессовых валов прессовой секции, или между двумя сушильными барабанами сушильной секции; (b) контроль формования листа бумаги; и (с) контроль характеристик поверхности листа бумаги.
[0010] В настоящем изобретении предложена: система опеределения формования, содержащая: (а) один или более датчиков и (b) один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один из одного или более датчиков расположены в секции каландра и контролируют формование, характеристики поверхности или то и другое листа бумаги в одном или более местоположениях в секции каландра.
[0011] В настоящем изобретении предложен: способ, включающий: (а) контроль листа бумаги с помощью одного или более датчиков в одном или более местоположениях вдоль бумагоделательной машины, когда лист бумаги входит в секцию каландра; (b) контроль формования листа бумаги в секции каландра; и (с) контроль характеристик поверхности листа бумаги в секции каландра.
[0012] В настоящем изобретении предложена: система определения формования, содержащая: (а) один или более датчиков и (b) один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один или более датчиков расположены в секции намотки бумаги в рулон и контролируют формование, характеристики поверхности или то и другое листа бумаги в одном или более местоположениях в секции намотки бумаги в рулон.
[0013] В настоящем изобретении предложен: способ, включающий: (а) контроль листа бумаги с помощью одного или более датчиков в одном или более местоположениях вдоль бумагоделательной машины, когда лист бумаги проходит в секцию намотки бумаги в рулон; (b) контроль формования листа бумаги в секции намотки бумаги в рулон; и (с) контроль характеристик поверхности листа бумаги в секции намотки бумаги в рулон.
[0014] В настоящем изобретении предложена: система определения формования, содержащая: (а) два или более датчиков; (b) два или более источников света, которые освещают исследуемое местоположение, причем каждый из двух или более источников света расположен непосредственно напротив одного из двух или более датчиков, так что один из двух или более датчиков контролирует исследуемое местоположение, освещаемое каждым из двух или более источников света; причем первый из двух или более датчиков расположен в мокрой части бумагоделательной машины или после нее, а второй из двух или более датчиков расположен в прессовой секции бумагоделательной машины или перед ней.
[0015] В настоящем изобретении предложено устройство, которое контролирует формование каждого слоя в многослойном листе. В настоящем изобретении предложено устройство, которое контролирует конечный многослойный лист и выполнено с возможностью определения путем экстраполяции, в каком слое внутри многослойного листа возникли проблемы формования. В настоящем изобретении предложена система контроля, выполненная с возможностью контроля формования через сквозной вырез. В настоящем изобретении предложена система контроля, выполненная с возможностью контроля формования в прессовой секции, секции каландра, каландре, секции намотки бумаги в рулон, до, после указанных секций, или при комбинации всего вышеперечисленного. В настоящем изобретении предложено устройство, выполненное с возможностью отслеживания точки или линии на листе бумаги по всей длине бумагоделательной машины. В настоящем изобретении предложена система контроля, выполненная с возможностью контроля каждой ступени бумагоделательной машины, так что система контроля способствует определению секции, в которой произошли изменения в листе бумаги (например, произошли изменения формования). В настоящем изобретении предложена система, работающая в реальном масштабе времени, способствующая определению местоположения, в котором произошло негативное изменение, и способствующая компенсации этого негативного изменения в режиме реального времени.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0016] На ФИГ. 1 представлен вид сбоку бумагоделательной машины, содержащей систему определения формования, систему контроля и систему управления;
[0017] на ФИГ. 2 представлен вид в перспективе мокрой части бумагоделательной машины;
[0018] на ФИГ. 3 представлен вид сбоку сквозного выреза, иллюстрирующий обезвоживание бумажной массы;
[0019] на ФИГ. 4 представлен вид сбоку сквозного выреза;
[0020] на ФИГ. 5 представлено изображение сквозного выреза, контролируемого с помощью системы определения формования;
[0021] на ФИГ. 6 представлен вид в перспективе сухой линии, мокрой линии и линии активности;
[0022] на ФИГ. 7А представлено изображение, иллюстрирующее формование бумажной массы, полученное с помощью системы определения формования;
[0023] на ФИГ. 7В представлено изображение, иллюстрирующее формование бумажной массы, полученное с помощью системы определения формования;
[0024] на ФИГ. 8А представлено изображение, иллюстрирующее геометрическую форму поверхности, контролируемую системой определения формования;
[0025] на ФИГ. 8В представлено изображение, иллюстрирующее геометрическую форму поверхности, контролируемую системой определения формования;
[0026] на ФИГ. 9 показана система определения формования, контролирующая формование отдельных слоев, контролирующая объединенные слои, а также контролирующая указанные объединенные слои после прессовой секции;
[0027] на ФИГ. 10 показан контроль листа, проходящего через зону сжатия, из местоположений, расположенных сверху и снизу, и контроль листа после каждой зоны сжатия прессовой секции;
[0028] на ФИГ. 11 показана система определения формования при прохождении листа через прессовую секцию;
[0029] на ФИГ. 12 представлен вид сбоку системы определения формования, контролирующей лист, когда он проходит через каландр;
[0030] на ФИГ. 13 представлен вид сбоку системы определения формования, контролирующей лист, когда он наматывается на катушку;
[0031] на ФИГ. 14А представлен фотоснимок формования листа в сухой части;
[0032] на ФИГ. 14В представлен фотоснимок формования листа в сухой части;
[0033] на ФИГ. 15А представлен фотоснимок формования с низким показателем (например, приемлемое формование);
[0034] на ФИГ. 15В представлен фотоснимок формования с высоким показателем (например, неудовлетворительное формование);
[0035] на ФИГ. 16А представлен фотоснимок формования с низким показателем;
[0036] на ФИГ. 16В представлен фотоснимок формования с высоким показателем;
[0037] на ФИГ. 17 представлен график, демонстрирующий изменение в формовании листа на бумагоделательной машине;
[0038] ФИГ. 18 иллюстрирует графическое представление на экране результатов измерения индекса формования в режиме реального времени и оценки формования в местоположениях вдоль бумагоделательной машины; а
[0039] на ФИГ. 19 показана мокрая часть бумагоделательной машины с двумя напорными ящиками.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0040] Представленные в данном документе пояснения и иллюстрации предназначены для ознакомления других специалистов в данной области техники с данным изобретением, его принципами и практическим применением. Специалисты в данной области техники могут адаптировать и применять данное изобретение в его многочисленных формах, которые могут лучше всего соответствовать требованиям для конкретного применения. Соответственно, изложенные конкретные варианты осуществления настоящего изобретения не представлены как исчерпывающие или ограничивающие настоящее изобретение. Следовательно, объем настоящего изобретения следует определять, опираясь не на представленное выше описание, а на прилагаемую формулу изобретения вместе с полным объемом эквивалентов, на которые распространяется такая формула изобретения. Описания всех статей и ссылок, включая заявки на патенты и публикации, включены посредством ссылки для всех целей. Также возможны другие комбинации, как будет видно из нижеследующей формулы изобретения, которая также включена посредством ссылки в это письменное описание.,
[0041] В настоящем изобретении предложена усовершенствованная система контроля, система управления, способ или их комбинация для контроля и управления формованием бумаги на бумагоделательной машине и предпочтительно на длинносеточной бумагоделательной машине. Бумагоделательная машина может представлять собой устройство для формования с зазором, двухсеточное формующее устройство, цилиндровую машину, устройство для формования Saint Ann, ванну круглосеточной машины с подачей массы в направлении против вращения сетки или их комбинацию. Бумагоделательная машина может представлять собой любую бумагоделательную машину, в которой может быть осуществлен контроль и управление бумажной массой или бумагой, перемещающейся в направлении обработки. Бумагоделательная машина, описанная в данном документе, может представлять собой любую бумагоделательную машину, выполненную с возможностью изготовления бумаги. Бумагоделательная машина может относиться к любому виду и/или типу машин для формования бумаги. Бумагоделательная машина может иметь один напорный ящик или множество напорных ящиков. Бумагоделательная машина может быть бумагоделательной машиной для изготовления однослойной бумаги. Бумагоделательная машина может быть бумагоделательной машиной для изготовления многослойной бумаги. Бумага, выходящая из бумагоделательной машины, может иметь два или более, три или более, четыре или более или даже пять или более слоев. Бумага, выходящая из бумагоделательной машины, может иметь 20 или менее, 15 или менее, либо 10 или менее слоев. Бумагоделательная машина содержит напорный ящик или ванну, с помощью которых наносят бумажную массу в мокрой части.
[0042] Функция напорного ящика состоит в нанесении бумажной массы на сетку. Подача в напорный ящик может производиться под действием силы тяжести, под давлением, статическим способом или с применением комбинации указанных способов. Напорный ящик может наносить бумажную массу со скоростью, которая ниже, чем скорость перемещения сетки в мокрой части (например, в замедленном режиме). Напорный ящик может наносить бумажную массу со скоростью, которая выше, чем скорость перемещения сетки в мокрой части (например, в ускоренном режиме). Напорный ящик может наносить бумажную массу по существу со скоростью, равной скорости перемещения сетки в мокрой части (например, в точном режиме). Напорный ящик может быть выполнен с возможностью нанесения бумажной массы на мокрую часть, над грудным валом, на планки, через сквозной вырез, рядом с формующей доской, над формующей доской или с применением комбинации указанных способов. Напорный ящик может быть выполнен с возможностью нанесения бумажной массы на сетку, когда сетка проходит над формующей доской или над формующей секцией. Напорный ящик может наносить бумажную массу на сетку в месте, расположенном вблизи грудного вала и формующей доски. Напорный ящик может иметь регулируемое щелевое отверстие. Щелевое отверстие может быть выполнено с возможностью регулировки в направлении, поперечном направлению обработки. Например, один край может быть регулируемым, а смежная часть может быть неподвижной. Напорный ящик может иметь нерегулируемое щелевое отверстие. Щелевое отверстие можно регулировать с помощью давления. Может быть обеспечена возможность изменения давления в направлении, поперечном направлению обработки бумагоделательной машины. Напорный ящик может содержать верхнюю часть, которая выполнена с возможностью перемещения вверх и вниз. Например, статический напор текучей среды можно регулировать путем перемещения верхней части напорного ящика вверх или вниз, или количество бумажной массы, наносимой на сетку, может быть отрегулировано путем перемещения верхней части напорного ящика вверх или вниз (например, путем регулировки щелевого отверстия). Напорный ящик может содержать одно или более щелевых отверстий.
[0043] Щелевое отверстие может быть выполнено с возможностью направления бумажной массы из напорного ящика на сетку. С помощью щелевого отверстия можно изменять скорость перемещения бумажной массы на сетку, объем бумажной массы на сетке, угол нанесения бумажной массы на сетку или комбинацию указанных параметров. Щелевое отверстие может быть отрегулировано. Щелевое отверстие может содержать верхнюю часть или нижнюю часть, которые выполнены с возможностью перемещения. С помощью верхней части можно увеличивать высоту или уменьшать высоту щелевого отверстия. Верхняя часть может быть выполнена с возможностью поворота для изменения угла струи бумажной массы с одновременным увеличением расстояния между верхней частью и нижней частью. Нижняя часть может быть выполнена с возможностью перемещения в направлении обработки. С помощью нижней части можно изменять расстояние между напорным ящиком и формующей доской. С помощью нижней части, верхней части или с помощью и того, и другого можно изменять угол струи бумажной массы относительно сетки, формующей доски или того и другого. Верхняя часть, нижняя часть или и то, и другое могут перемещаться в направлении обработки (например, вперед и назад); вверх и вниз (например, по направлению к сетке и от нее); части могут поворачиваться по направлению к сетке или от нее; или же одновременно могут быть осуществлены некоторые или все из указанных действий. Щелевое отверстие может быть постоянным щелевым отверстием. Количество бумажной массы, проходящей через щелевое отверстие, можно регулировать путем регулировки перепада давления вдоль направления, поперечного направлению обработки бумагоделательной машины. Например, давление, прикладываемое к бумажной массе, может изменяться вдоль бумагоделательной машины с приращением. Шаг приращения может составлять 1 мм или более, 5 мм или более, 1 см или более, 3 см или более, либо 5 см или более. Шаг приращения может составлять 50 см или меньше, 25 см или меньше, либо 10 см или меньше. От параметров щелевого отверстия могут зависеть место контакта, угол контакта, скорость бумажной массы или их комбинация для струи бумажной массы относительно сетки, грудного вала, формующей доски, формующей секции или их комбинации.
[0044] Бумажную массу наносят на сетку в виде струи бумажной массы, при этом волокна в бумажной массе приобретают определенные характеристики. Например, если струя бумажной массы перемещается медленнее, чем сетка (например, протягивается), волокна, как правило, выравниваются в направлении обработки. Еще в одном примере, если струя бумажной массы перемещается с той же скоростью, что и сетка, волокна, как правило, ориентируются более хаотично, чем при перемещении струи бумажной массы с ускорением или замедлением. От характеристик струи бумажной массы может зависеть формование бумаги. Струя бумажной массы может быть по существу параллельна сетке. Струя бумажной массы может натекать на сетку. Струя бумажной массы может выходить из щелевого отверстия под углом приблизительно 1 градус или больше, приблизительно 3 градуса или больше, приблизительно 5 градусов или больше, приблизительно 7 градусов или больше, или приблизительно 10 градусов или больше относительно плоскости, параллельной сетке, таким образом, чтобы струя бумажной массы была направлена под углом к сетке. Струя бумажной массы может выходить из щелевого отверстия под углом приблизительно 45 градусов или меньше, приблизительно 30 градусов или меньше, или же приблизительно 15 градусов или меньше относительно плоскости, параллельной сетке, таким образом, чтобы струя бумажной массы была направлена под углом к сетке. Струя бумажной массы может сначала удариться о дно щелевого отверстия, прежде чем попасть на сетку. Струя бумажной массы может выходить из щелевого отверстия и сначала контактировать с сеткой над грудным валом или формующей доской. Струя бумажной массы может выходить из щелевого отверстия и ударяться о сетку между грудным валом и формующей доской или формующей секцией. Угол, местоположение контакта, быстрота перемещения, скорость или их комбинация могут быть отрегулированы в зависимости от измеренной активности на сетке бумагоделательной машины. Струя бумажной массы может натекать на сетку или контактировать с ней в сквозном вырезе или в местоположении, расположенном вблизи сквозного выреза. В зависимости от угла, скорости, консистенции, места контакта или их комбинации обезвоживание бумажной массы на сетке может происходить за счет просачивания воды через сетку.
[0045] Сетка может представлять собой пористую непрерывную ленту, которая перемещается между грудным валом и отжимным валом, и переносит бумажную массу. Сетка может быть достаточно гибкой для того, чтобы ее можно было перемещать и замещать планками в пределах секций различных планок. Сетка может быть металлической, пластмассовой, полимерной, тканой, нетканой или может быть изготовлена из комбинации указанных материалов. Сетка может содержать поры, что позволяет удалять воду из бумажной массы, но оставлять твердые частицы. Мокрая часть может содержать сетку, которая перемещается в направлении обработки вместе с бумажной массой, и бумажная масса обезвоживается по мере того, как сетка перемещается в направлении обработки. Предпочтительно мокрая часть содержит бесконечную сетку, которая перемещается в направлении обработки. Ширина сетки может проходить в направлении, поперечном направлению обработки. Мокрая часть может иметь противоположные края, которые могут содержать бумажную массу, проходящую вдоль направления, поперечного направлению обработки, и падающую с сетки. Мокрая часть может заканчиваться отжимным валом (т.е. концом отжимного вала), который выполнен с возможностью навивания сетки и ориентирования сетки в направлении, противоположном направлению обработки, так что образуется бесконечная сетка. Отжимной вал может быть выполнен с возможностью обезвоживания. Отжимной вал может быть выполнен с возможностью всасывания. Мокрая часть может оканчиваться отжимным валом. Отжимной вал может способствовать в направлении листа из мокрой части в прессовую секцию. Бумажная масса может быть достаточно сухой, когда она достигает отжимного вала, для того, чтобы бумажная масса имела свойства бумаги и была самоподдерживающейся. Бумажная масса может быть в достаточной степени самоподдерживающейся, если на ней видна сухая линия. Система контроля может контролировать сухую линию. Сетка может переносить бумажную массу от напорного ящика к прессовой секции.
[0046] Бумажная масса в контексте данного документа представляет собой суспензию смешанных с водой волокон и, при необходимости, химических веществ для бумаги для улучшения определенных конечных характеристик бумаги. Бумажная масса может содержать волокна, мелкие частицы, наполнители, химические вещества, первичные волокна, переработанные волокна, синтетические волокна, минеральные волокна, стекловолокна, полимерные волокна, или их комбинацию. Бумажная масса в контексте данного документа может представлять собой лист бумаги, выходящий непосредственно из напорного ящика, несмотря на то, что она преимущественно состоит из воды. Бумажная масса предпочтительно составляет 90 процентов или более, 95 процентов или более, или даже 99 процентов или более воды в напорном ящике (например, имеет консистенцию, соответствующую приблизительно 1 проценту или менее бумажной массы и 99 процентам или более воды по массе). По мере перемещения бумажной массы в направлении обработки (т.е. в направлении перемещения от мокрой части к сухой части) планки или шаберы и группы планок (например, секции планок) или группы шаберов (например, секции шаберов) удаляют воду, и консистенция (т.е. процентное содержание воды в массе) уменьшается (другими словами, массовый процент волокон увеличивается по мере того, как лист перемещается в направлении обработки). Удаление воды из бумажной массы может происходить постоянно по мере перемещения бумажной массы по направлению к мокрой части. Бумажная масса в какой-то момент перейдет из преимущественно жидкого состояния в преимущественно твердое состояние, которое упоминается как появление сухой линии (т.е. видимой точки на бумагоделательной машине, в которой бумажная масса из темной становится светлой (как правило, при консистенции листа в диапазоне от приблизительно 8 процентов до приблизительно 10 процентов)).
[0047] Сухая линия указывает на то, что лист сформован и стал твердым. Воду можно удалять до точки, где «сухая линия» становится видимой. Сухая линия представляет собой линию, которая появляется в направлении, поперечном направлению обработки (т.е. под углом 90 градусов к направлению обработки), на которой удалено достаточное количество воды, так что бумажная масса больше не выглядит глянцевой или влажной. Сухая линия может быть по существу прямой. Сухая линия может быть зигзагообразной, и она может появляться на краях бумагоделательной машины до ее появления в центре бумагоделательной машины. Например, сухая линия может включать один или более лучей. Сухую линию может контролировать один или более датчиков. Размер, форму, местоположение, расстояние от напорного ящика или комбинацию вышеперечисленного для сухой линии можно регулировать. Формование на сухой линии можно контролировать с помощью одного или более датчиков. Формование перед сухой линией и формование после сухой линии можно контролировать для отслеживания любых изменений в формовании. Один или более датчиков могут контролировать контраст от мокрой стороны к сухой стороне сухой линии. Один или более датчиков могут контролировать ширину промежуточной зоны от мокрой стороны к сухой стороне сухой линии. Один или более датчиков могут контролировать форму сухой линии, длину лучей, проходящих от сухой линии, гистограмму перемещения областей или лучей сухой линии или комбинацию вышеперечисленного. Сухой линией можно управлять, изменять или регулировать ее путем включения, выключения спрысков, уменьшения количества текучей среды, или применения комбинации указанных действий при формовании. Спрысками для формования можно управлять на основании данных от датчиков, измеряющих параметры формование в сухой линии.
[0048] Датчики, описанные в данном документе, выполнены с возможностью контроля формования, дефектов или того и другого на листе в одном или более и во множестве из множества местоположений вдоль бумагоделательной машины. Формование может включать следующие аспекты: ориентацию волокон, расстояние между волокнами, отсутствие волокон, приподнятость волокон, геометрическую форму поверхности волокон, промежутки между волокнами, скопления волокон, или комбинацию вышеперечисленного. Например, формование может быть измерено по изменениям непрозрачности или различиям в непрозрачности между подобластями в пределах области листа. Изменения непрозрачности могут быть связаны с концентрациями волокон в некоторых подобластях и отсутствием таких концентраций в других подобластях (например, светлые пятна в сравнении с темными пятнами). Например, датчики могут контролировать область (например, 1 м на 1 м), а эта область может быть разбита на множество подобластей (например, 1 см на 1 см) и каждую из подобластей могут сравнивать друг с другом, чтобы определить изменения непрозрачности или формования. Таким образом, на основании изменений непрозрачности или формования можно получить численное представление формования. Формование может характеризоваться количеством флокуляций по отношению к площади, размером флокуляций, флокуляциями на поверхности листа, или комбинацией вышеперечисленного. Формование может быть мерой однородности листа в отношении распределения волокон. Формование может быть основано на визуальной характеристике. Однородность может быть основана на количестве пятен как мере визуальной характеристики. Чем меньше пятен на листе, тем лучшим может быть формование. Чем больше пятен на листе, тем худшим может быть формование. Мера однородности может быть основана на шкале серых тонов, которая соответствует непрозрачности или однородности серых тонов в области. Например, если все полученные изображения имеют одинаковый цвет без светлых или темных пятен, формование может характеризоваться низким числовым значением и считаться приемлемым (например, числовое представление формования может быть близким к 1). Если изображения имеют большое количество светлых пятен, темных пятен или и того, и другого, формование может характеризоваться высоким числовым значением и может считаться неудовлетворительным (например, числовое представление формования может быть близким к 100). Формование можно контролировать до сухой линии путем отслеживания активности бумажной массы; однако сухая линия может представлять собой первое местоположение, в котором можно отследить формование листа, поскольку на сухой линии волокна больше не находятся во взвешенном состоянии в текучей среде. Сухая линия расположена между грудным валом и отжимным валом. Сухая линия может появиться после мокрой линии (т.е. ниже по потоку в направлении обработки).
[0049] Мокрая линия может указывать местоположение в бумагоделательной машине, в котором удалено достаточное количество воды для того, чтобы бумажная масса больше не отражала свет и не имела зеркальный внешний вид, а волокна перестали перемещаться или, чтобы произошло и то, и другое. Мокрая линия может характеризоваться консистенцией от приблизительно 5 процентов до приблизительно 6 процентов (т.е. приблизительно 5 процентов твердых частиц и 95 процентов воды по массе). Мокрая линия может указывать на то, что произошло формование листа. Формование волокон можно контролировать до мокрой линии, после мокрых линий, на мокрой линии или же в нескольких или во всех из указанных местоположений. Мокрая линия может указывать на то, что волокна по существу иммобилизованы (например, отсутствует достаточное количество текучей среды для того, чтобы волокна все еще находились во взвешенном состоянии в текучей среде и свободно перемещались). Мокрая линия может указывать на то, что лист перешел из в основном жидкого состояния в твердое или полутвердое состояние. Мокрая линия может появиться после линии активности бумажной массы.
[0050] Грудной вал может быть первым валом мокрой части (т.е. на конце напорного ящика), может способствовать формованию, может удалять воду из бумажной массы или может выполнять комбинацию указанных действий. Грудной вал может быть ведущим валом в мокрой части. Грудной вал может быть расположен на противоположном конце мокрой части по сравнению с отжимным валом в направлении обработки. Отжимной вал может быть последним валом мокрой части бумагоделательной машины. Отжимной вал может быть расположен между мокрой частью и прессовыми секциями. Мокрая часть может быть выполнена с возможностью приема бумажной массы и ее обезвоживания. Одна или более формующих досок, формующих секций или и то, и другое вместе могут быть расположены между грудным валом и секциями планок.
[0051] Формующая секция может располагаться ниже по потоку относительно грудного вала. Формующая секция может способствовать приему бумажной массы из щелевого отверстия и способствовать приданию формы бумажной массе таким образом, чтобы волокна в бумажной массе были ориентированы в требуемом направлении (например, в направлении обработки, направлении, поперечном направлению обработки, произвольно, точно). Формующая секция может содержать одну или более планок, одну или более формующих досок или и то, и другое. Первая планка из всех секций планок может представлять собой формующую доску. Формующая доска может быть неподвижной. Формующая доска может быть выполнена с возможностью перемещения в направлении обработки. Формующая доска может перемещаться таким образом, что расстояние между формующей доской и напорным ящиком увеличивается или уменьшается. Формующая доска может быть выполнена с возможностью регулировки по высоте. Формующая доска может быть выполнена с возможностью регулировки по углу. Формующая доска может быть выполнена с возможностью перемещения для увеличения или уменьшения количества воды, удаляемой из струи бумажной массы.
[0052] Мокрая часть может представлять собой часть бумагоделательной машины, в которой бумага имеет консистенцию приблизительно 15 процентов или меньше или же приблизительно 10 процентов или меньше. Мокрая часть может представлять собой часть бумагоделательной машины, которая расположена выше по потоку относительно прессовой секции. Мокрая часть может принимать бумажную массу, которая в основном состоит из воды, и удалять воду до тех пор, пока не будет сформован лист. Мокрая часть может содержать одну или более, а предпочтительно множество секций планок (или секций шаберов). Например, мокрая часть может содержать первую секцию, вторую секцию, третью секцию, четвертую секцию или более. Мокрая часть может удалять воду из бумажной массы. Мокрая часть может обеспечивать активность бумажной массы, чтобы формование бумажной массы было управляемым, формование листа бумаги было управляемым, чтобы ориентировать или переориентировать волокна, чтобы волокна оставались взвешенными в воде. Мокрая часть может содержать один или более активирующих спрысков.
[0053] Один или более активирующих спрысков могут быть выполнены с возможностью создания турбулентности, активности воды, химических веществ, или комбинации вышеперечисленного в мокрой части. Один или более активирующих спрысков могут быть расположены в первой секции, второй секции, третьей секции, четвертой секции или над ними, или при комбинации вышеперечисленного. Один или более активирующих спрысков могут добавлять воду, разбрызгивать воду или создавать турбулентность внутри бумажной массы, помещенной на сетку, таким образом, чтобы массу можно было обезвоживать, изменять ее пространственное положение, поддерживать состояние раствора или обеспечивать несколько или все из указанных операций. Один или более активирующих спрысков могут обеспечивать разрыв волокон на сетке. Один или более активирующих спрысков могут распылять текучую среду, создавать струю текучей среды, обеспечивать стекание каплями текучей среды в бумажную массу или на сетку или обеспечивать несколько или все из указанных операций. Можно выборочно применять один или более активирующих спрысков. Например, в случае обнаружения неудовлетворительного формования могут быть активированы активирующие спрыски для изменения формования. Активирующие спрыски могут быть применены на участке в направлении, поперечном направлению обработки, временно вдоль направления обработки или в обоих направлениях. Активирующим спрыском можно управлять с помощью системы управления, системы контроля или с помощью и того, и другого. Лист можно контролировать перед активирующим спрыском, после активирующего спрыска или и в том, и в другом местах. Степень изменения при воздействии активирующих спрысков может быть определена до и после активирующего спрыска. Например, числовое значение для формования может быть определено до активирующего спрыска, и числовое значение для формования может быть определено после активирующего спрыска, и может быть вычислено изменение в формовании (например, показатель «дельта»). Изменение в формовании может быть определено с использованием системы контроля, позволяющей определить, улучшается ли формование в случае применения активирующих спрысков. Изменение в формовании может привести к выключению, включению или регулировке активирующих спрысков контроллером. Активирующим спрыском можно управлять, изменяя давление текучей среды, выходящей из активирующего спрыска (например, повышая или снижая); изменяя объем текучей среды, выходящей из активирующего спрыска (например, увеличивая или уменьшая); изменяя температуру текучей среды; изменяя угол и/или высоту текучей среды, выходящей из активирующего спрыска, относительно бумажной массы; или применяя комбинацию вышеперечисленного. Если активность находится за пределами заданного параметра, то активирующий спрыск может быть включен, выключен, усилен, ослаблен, или может быть обеспечено какое-либо состояние между указанными состояниями для изменения активности в мокрой части. Мокрая часть может иметь множество секций планок или шаберов.
[0054] Первая секция может быть выполнена с возможностью начала обезвоживания бумажной массы по мере того, как бумажная масса выходит из напорного ящика, щелевого отверстия, формующей доски, секции формующих досок, или комбинации вышеперечисленного. Первая секция может содержать статические планки, планки с регулируемой высотой, планки с регулируемым углом наклона, или комбинацию вышеперечисленного. Могут применяться чередующиеся планки разных типов; только статические; только планки с регулируемой высотой; только планки с регулируемым углом наклона; планки с регулируемой высотой и планки с регулируемым углом наклона; планки с регулируемой высотой и статические планки; планки с регулируемым углом наклона, планки с регулируемой высотой и статические планки; или комбинация вышеперечисленного. Предпочтительно первая секция представляет собой комбинацию планок с регулируемым углом наклона и планок с регулируемой высотой; только планки с регулируемой высотой; или только планки с регулируемым углом наклона. Первая секция может быть оснащена системой вакуумирования. В первой секции может отсутствовать вакуумирование. Первая секция может обеспечивать формование волокон или ориентирование волокон, выходящих из напорного ящика. Первая секция может способствовать формованию волокон бумаги. Первая секция может располагаться непосредственно выше по потоку относительно второй секции.
[0055] Вторая секция может быть выполнена с возможностью продолжения обезвоживания бумажной массы по мере перемещения бумажной массы в направлении обработки. Вторая секция может обезвоживать бумажную массу, выходящую из первой секции. Вторая секция может содержать статические планки, планки с регулируемой высотой, планки с регулируемым углом наклона, или комбинацию вышеперечисленного. Могут применяться чередующиеся планки разных типов; только статические; только планки с регулируемой высотой; только планки с регулируемым углом наклона; планки с регулируемой высотой и планки с регулируемым углом наклона; планки с регулируемой высотой и статические планки; планки с регулируемым углом наклона, планки с регулируемой высотой и статические планки; или комбинация вышеперечисленного. Предпочтительно вторая секция представляет собой комбинацию статических планок и планок с регулируемой высотой с вакуумированием. Вторая секция может быть оснащена системой вакуумирования. Во второй секции может отсутствовать вакуумирование. Вторая секция может обеспечивать формование волокон или ориентирование волокон, выходящих из напорного ящика. Вторая секция может способствовать формованию волокон бумаги. Вторая секция может располагаться непосредственно выше по потоку относительно третьей секции.
[0056] Третья секция может быть выполнена с возможностью продолжения обезвоживания бумажной массы по мере перемещения бумажной массы в направлении обработки. Третья секция может обезвоживать бумажную массу, которая выходит из второй секции. Третья секция может содержать статические планки, планки с регулируемой высотой, планки с регулируемым углом наклона, или комбинацию вышеперечисленного. Могут применяться чередующиеся планки различных типов; только статические; только планки с регулируемой высотой; только планки с регулируемым углом наклона; планки с регулируемой высотой и планки с регулируемым углом наклона; планки с регулируемой высотой и статические планки; планки с регулируемым углом наклона, планки с регулируемой высотой и статические планки; или комбинация вышеперечисленного. Предпочтительно, третья секция представляет собой комбинацию статических планок на концах и планок с регулируемым углом наклона, расположенных между ними, и содержит систему вакуумирования. Третья секция может быть оснащена системой вакуумирования. В третьей секции может отсутствовать вакуумирование. Третья секция может обеспечивать формование волокон или ориентирование волокон, выходящих из напорного ящика. Третья секция может способствовать формованию волокон бумаги. За третьей секцией может следовать четвертая секция, вакуумная секция, паровые ящики, секция высокого вакуума или комбинация вышеперечисленного, которые могут содержать шаберы или планки. Секция управления может содержать один или более датчиков, которые могут быть расположены внутри первой секции, второй секции, третьей секции, или комбинации вышеперечисленного.
[0057] Шаберы и планки, обсуждаемые в данном документе, могут применяться взаимозаменяемо. Каждая из секций планок может содержать одну или более планок и предпочтительно - множество планок. Планки могут быть регулируемыми по высоте, регулируемыми по углу наклона, фиксированными или могут характеризоваться комбинацией указанных характеристик. Секции планок могут содержать одну или более формующих досок. Формующие доски могут представлять собой часть секции формующих досок. Формующая доска может быть первой доской в бумагоделательной машине. Формующая доска может быть выполнена с возможностью перемещения в направлении обработки, в направлении, поперечном направлению обработки, или в обоих указанных направлениях. Секция формующих досок может содержать планки с регулируемой высотой, планки с регулируемым углом наклона, фиксированные планки, статические планки, или комбинацию вышеперечисленного. Планки и шаберы можно регулировать с помощью любого устройства, как описано в данном документе, включая устройства, описанные в патенте США №8,551,293 со столбца №3 (строка 30) по столбец №10, и показано на фиг. 1-9В, идеи которых в отношении планок или шаберов с регулируемой высотой и регулируемым углом наклона явным образом включены в данный документ посредством ссылки. Можно регулировать угол и/или высоту планок или шаберов, как описано в данном документе, в том числе с помощью устройств, описанных в патенте США №9,045,859 со столбца 1 (строка 50) по столбец 16 (строке 24), и показано на фиг. 1-9В, идеи которых в отношении планок или шаберов с регулируемой высотой и регулируемым углом наклона, включая применение блоков кулачков, канавок, направляющих шпонок, соединительных стержней, упорных концевых блоков, шарниров, планок, пневматических, гидравлических, изогнутых конструкций, или комбинации вышеперечисленного, явным образом включены посредством ссылки в данный документ. Мокрая часть имеет края в направлении, поперечном направлению обработки (т.е. в направлении, перпендикулярном направлению обработки). Множество планок может быть разделено на одну или более групп планок и предпочтительно на множество групп планок, которые проходят в направлении обработки. Все планки в группе планок могут быть регулируемыми по высоте, регулируемыми по углу, статичными или могут относиться к некоторым или всем из указанных видов. Группы планок могут включать как планки с регулируемой высотой, так и планки с регулируемым углом наклона; как статические планки, так и планки с регулируемой высотой, как статические планки, так и планки с регулируемым углом наклона; планки с регулируемой высотой, планки с регулируемым углом наклона и статические регулируемые планки; или комбинацию вышеперечисленного. Типы шаберов могут чередоваться (например, статические шаберы и шаберы с регулируемой высотой; статические шаберы и шаберы с регулируемым углом; шаберы с регулируемой высотой и шаберы с регулируемым углом; или комбинация вышеперечисленного). Статические шаберы могут быть расположены в начале и в конце, а между ними могут быть расположены шаберы, регулируемые по углу или по высоте. Бумагоделательная машина может содержать две или более групп планок, три или более групп планок, четыре или более групп планок или же пять или более групп планок. Каждая группа планок может включать две или более групп планок, четыре или более групп планок, шесть или более групп планок или даже десять или более групп планок. Первый набор планок может включать формующую доску, а затем набор планок. Планки могут быть сгруппированы по типам (например, статические, с регулируемым углом наклона, с регулируемой высотой) в любом порядке. Например, группа планок может включать две планки с регулируемым углом наклона, затем одну статическую планку и три планки с регулируемой высотой. Может быть применено чередование планок различного типа. Например, статическая планка, затем планка с регулируемой высотой с циклическим повторением. Планки с регулируемой высотой могут быть перемещены от сетки на некоторое расстояние (например, выведены из контакта с сеткой). Планки с регулируемой высотой можно перемещать по направлению к сетке или от нее. Планки с регулируемой высотой могут располагаться на расстоянии от сетки приблизительно ±1 мм или более, приблизительно ±2 мм или более, приблизительно ±3 мм или более, приблизительно ±4 мм или более, приблизительно ±5 мм или более или приблизительно ±6 мм или более (например, в случае перемещения планки по направлению к сетке указанное значение является положительным (или планка поднимается), а в случае перемещения планки по направлению от сетки указанное значение является отрицательным (или планка опускается)). Когда шаберы с регулируемой высотой находятся в контакте с сеткой, а сетка не отклоняется, то шаберы с регулируемой высотой находятся на расстоянии 0 мм. Для шаберов с регулируемым углом наклона можно установить угол от приблизительно ±1° или более, приблизительно ±2° или более, приблизительно ±3° или более или же приблизительно ±4° или более (например, когда кончик шабера повернут к сетке (т.е. надавливает на сетку сверху) угол является положительным, когда кончик шабера повернут от сетки (т.е. перемещается вниз от сетки), угол является отрицательным, а когда кончик параллелен к сетке, угол равен 0°). Планки с регулируемой высотой могут создавать вакуум на сетке, который оттягивает сетку. Планки с регулируемой высотой могут иметь v-образную форму, а впадина v-образной формы может способствовать оттягиванию сетки ниже 0° таким образом, чтобы обеспечить активность бумажной массы. Шаберы можно регулировать на основании одного или более контролируемых системой контроля состояний. Предпочтительно система контроля осуществляет контроль бумажной массы в одном или более местоположений между напорным ящиком и секцией намотки бумаги в рулон. Система контроля может контролировать формование после мокрой части и далее в прессовой секции.
[0058] Прессовая секция выполнена с возможностью обезвоживания листа. Прессовая секция выполнена с возможностью постепенного повышения содержания твердых частиц при низких затратах. Прессовая секция может содержать один или более прессов (или зон сжатия), два или больше прессов, три или больше прессов, пять или больше прессов или же семь или больше прессов. Прессовая секция может содержать 20 или менее прессов или же 15 или менее прессов. Каждый из прессов может представлять собой два вала, расположенных друг напротив друга и образующих зону сжатия, через которую проходит лист, так что из него удаляется вода. Прессы могут иметь зону сжатия, в которой происходит приложение давления для удаления воды. Прессы могут прикладывать нагрузку к листу. Прессы могут постепенно повышать давление на лист, чтобы высушить бумагу. Прессы могут содержать дренажный ящик для возможности контроля количества удаленной воды. Валы могут быть покрыты сукном, которое впитывает воду, а затем вода может быть удалена из сукна с помощью вакуума, причем это процесс можно контролировать. От жесткости пресса может зависеть количество воды, удаляемой с листа. Прессы могут быть нагружены давлением в зависимости от характеристик материала вала, характеристик дренажа листа или того и другого. Система контроля может осуществлять контроль перед каждой зоной сжатия, после каждой зоны сжатия, перед прессовой секцией, после прессовой секции, в центре прессовой секции или же в нескольких или во всех из указанных местоположений (например, может содержать датчик в этих местоположениях). Числовое значение (например, числовое представление формования) может быть присвоено каждому местоположению, чтобы система контроля могла контролировать изменения формования. Например, если приложить слишком большое давление, лист может быть смят, вода может быть удалена слишком быстро, в результате чего волокна будут течь или может произойти и то, и другое, что может привести к изменению (например, показателя «дельта») в формовании. Прессовую секцию можно контролировать таким образом, чтобы удалить заданное количество воды. В прессовой секции может быть повышено давление, понижено давление, что указывает на необходимость обеспечения другого значения твердости, необходимость изменения характеристик вакуума, замедления работы машины или выполнения нескольких или всех из указанных действий в зависимости от показателя «дельта» для измеренного формования. Система контроля может контролировать лист, выходящий из прессовой секции и проходящий в сушильную секцию.
[0059] Сушильная секция выполнена с возможностью удаления воды из листа. Сушильная секция может содержать одну или более зон, две или более зон, три или более зон, четыре или более зон или же пять или более зон. Сушильная секция может содержать двадцать или меньше зон, пятнадцать или меньше зон или же десять или меньше зон. С каждой зоной может постепенно повышаться температура или давление. Система контроля может содержать один или более датчиков, расположенных перед каждой зоной, после каждой зоны, перед сушильной секцией, после сушильной секции или же в нескольких или во всех из указанных местоположений. Влияние сушильной секции на формование можно контролировать, чтобы отслеживать изменения в формовании. Например, может быть определено, что сушильный барабан перемещается со скоростью, отличной от скорости других сушильных барабанов (или другой секции сушильных барабанов), сушильное сукно листа было повреждено сушильным барабаном или сушильное сукно натянуло лист. Это повреждение можно определить, определив показатель «дельта» при формовании. В другом примере натяжение может изменяться от сушильного барабана к сушильному барабану или от секции к секции и это изменение натяжения может приводить к замедлению сушильного барабана, которое может повлиять на формование. Лист, выходящий из сушильной секции, можно контролировать перед входом в секцию каландра.
[0060] Секция каландра выполнена с возможностью разравнивания листа, его уплотнения, или того и другого. Секция каландра может содержать одну или более зон сжатия, две или более зон сжатия, три или более зон сжатия, или же четыре или более зон сжатия. Секция каландра может содержать 10 или менее зон сжатия, 7 или менее зон сжатия или же 5 или менее зон сжатия. Секция каландра может содержать два или более наборов каландров, каждый из которых содержит множество зон сжатия. Лист можно контролировать на входе в зону сжатия, на выходе из зоны сжатия, на входе в набор каландров, на выходе из набора каландров или же в нескольких или во всех из указанных местоположений. Система контроля может содержать один или более датчиков в каждой из зон сжатия для контроля формования, в месте прохождения листа через зону сжатия, или включать оба варианта. При изменении показателя «дельта» при формовании может быть изменено давление каландра (например, повышено или снижено), может быть уменьшено количество зон сжатия, может быть увеличено количество зон сжатия, может быть добавлена вода, может быть удалена вода или могут быть выполнены некоторые или все из указанных действий. Система контроля выполнена с возможностью контроля секции каландра в отношении изменений формования (например, сминания бумаги, вызывающего появление светлых пятен в областях, в которых был смят лист, и темных пятен в областях, в которых вследствие сминания были выдавлены волокна. Система контроля может контролировать лист на выходе из каландра или на входе в секцию намотки бумаги в рулон.
[0061] Система контроля может быть выполнена с возможностью контроля формования волокон внутри мокрой части, прессовой секции, каландровой секции, сушильной секции, между секциями, внутри мокрой части, между зонами сжатия пресса, между сушильными валами, между валами каландра, перед сканером, после сканера, перед увлажнительным ящиком, после увлажнительного ящика, перед объединением с другими слоями, после объединения с другими слоями или же в нескольких или во всех из указанных местоположений в бумагоделательной машине. Система контроля может осуществлять контроль в направлении, поперечном направлению обработки, в направлении обработки, или включать в себя комбинацию вариантов. Система контроля может осуществлять контроль по существу под прямым углом к листу. Например, источник света может быть расположен с первой стороны листа, а датчик может быть расположен со второй стороны листа. Датчик может осуществлять контроль под углом приблизительно 60 градусов или более, приблизительно 75 градусов или более, приблизительно 85 градусов или более, приблизительно 90 градусов или же приблизительно 105 градусов или менее относительно листа. Система контроля выполнена с возможностью контроля активности, амплитуды, размера, масштаба, продолжительности активности, формования или комбинации вышеперечисленного в направлении, поперечном направлению обработки, направлении обработки, по существу под прямым углом к листу, в области, или в комбинации вышеперечисленного. Система контроля выполнена с возможностью измерения активности бумажной массы, амплитуды, размера, масштаба, продолжительности активности, формования, или комбинации вышеперечисленного (которые далее в этом документе будут упоминаться как перемещение бумажной массы). Система контроля выполнена с возможностью контроля активности бумажной массы, анализа активности бумажной массы, передачи информации об активности бумажной массы в систему управления, контроля формования, контроля изменений в формовании или же нескольких или всех из указанных операций в режиме реального времени. Система контроля выполнена с возможностью контроля количества воды, удаленной одной или более планками; формующей доской; угла натекания струи бумажной массы на сетку; высоты или угла наклона формующей доски; зон сжатия; прессовых валов, сушильных барабанов; сушильных секций; зон сжатия каландра; секций каландра; каждой секции бумажной массы; или комбинации вышеперечисленного. Система контроля выполнена с возможностью контроля сквозного выреза вблизи напорного ящика. Система контроля может быть расположена в сквозном вырезе бумагоделательной машины, рядом с ним, перпендикулярно ему или же в нескольких или во всех из указанных местоположений (например, в одной плоскости со сквозным вырезом и в направлении, поперечном направлению обработки).
[0062] Сквозной вырез может представлять собой область между щелевым отверстием и формующей доской, между напорным ящиком и формующей доской, между грудным валом и формующей доской или же в нескольких или во всех из указанных местоположений. Система контроля выполнена с возможностью контроля ширины области удаления воды. Количество удаленной воды можно вычислить, контролируя ширину области удаления воды и скорость машины. Расходомер может измерять количество удаляемой текучей среды. Система контроля может контролировать угол натекания струи бумажной массы на формующую доску. Система контроля может контролировать количество удаляемой воды, регулируя зазор между формующей доской и напорным ящиком, угол наклона одного или более шаберов, высоту одного или более шаберов, или комбинацию вышеперечисленного. Система контроля может контролировать местоположение нижнего участка напорного ящика по отношению к грудному валу, формовочной доске или к тому и другому. Система контроля может содержать один или более источников света, один или более датчиков, одно или более устройств для определения уровня, или комбинацию вышеперечисленного. Система контроля может контролировать линию активности, линию активности бумажной массы, мокрую линию, сухую линию, или комбинацию вышеперечисленного. Предпочтительно система контроля содержит множество датчиков, которые контролируют мокрую часть бумагоделательной машины.
[0063] Один или более датчиков выполнены с возможностью контроля активности (т.е. перемещения) бумажной массы, формования листа (например, соотношения волокон и пустот внутри листа), изменения в формовании вследствие активности бумажной массы, изменения в формовании из-за секции бумагоделательной машины, или комбинации указанных операций. Датчики могут быть выполнены с возможностью указания местоположения, в котором возник показатель «дельта» при формовании. Один или более датчиков могут быть выполнены с возможностью отправки сигналов в систему управления, чтобы система управления могла управлять перемещением бумажной массы, формованием или и тем, и другим. Один или более датчиков выполнены с возможностью контроля и способствования управлению перемещением (т.е. активностью) бумажной массы в режиме реального времени, так что конечное качество бумаги (например, формование) можно изменить, не дожидаясь результатов испытания в сухой части бумагоделательной машины. Один или более датчиков могут способствовать выполнению регулировки во время смены сорта, нормальной работы или в обоих случаях. Один или более датчиков могут контролировать температуру бумажной массы или листа. Один или более датчиков могут контролировать первую и вторую стороны линии активности бумажной массы, мокрую линию, сухую линию или же некоторые или все из указанных местоположений. Один или более датчиков могут контролировать профиль температуры, профиль влажности, профиль сухости, или их комбинацию. Один или более датчиков могут контролировать струю бумажной массы. Один или более датчиков могут контролировать натекание струи бумажной массы относительно щелевого отверстия, сетки, формующей доски, секции формующих досок, или комбинации вышеперечисленного. Один или более датчиков могут контролировать местоположение рядом с паровым ящиком. Один или более датчиков могут отслеживать полосы, профиль температуры, профиль сухости, светлые пятна, темные пятна, или комбинацию вышеперечисленного. Датчики могут контролировать перемещение бумажной массы и соотносить его с предыдущим производственным циклом, а затем передавать сигналы в систему управления, чтобы настроить бумагоделательную машину в соответствии с активностью (например, перемещением бумажной массы) в предыдущем производственном цикле. Датчики могут измерять количество воды, удаляемой ящиком для высушивания сукна типа Уле, прессовым валом, прессовой секцией, башмачным прессом, паровым спрыском, вакуумной секцией или вакуумным валом, или же комбинацией указанных устройств.
[0064] Датчики могут представлять собой камеру, с помощью которой получают статические изображения, динамические изображения или и те, и другие. Датчики могут включать ультразвуковой датчик, датчик инфракрасного излучения, KМОП-датчик, устройство с зарядовой связью, матричную камеру, камеру со строчно-кадровой разверткой, камеру с однострочной разверткой, микроволновой датчик, датчик температуры, радиоизотопный датчик, датчик емкости, давления, вакуума, расстояния, высоты подвески, измеритель расхода, датчик уровня, датчик объема, или комбинацию вышеперечисленного. Один или более датчиков могут представлять собой множество датчиков или большое количество датчиков. Все датчики могут представлять собой датчики одного и того же типа. Разные типы датчиков могут применять совместно. Например, один датчик может быть датчиком инфракрасного излучения, а другой датчик может быть KМОП-датчиком. Один или более датчиков могут представлять собой датчики цвета, которые определяют цвет листа в диапазоне шкалы серых тонов (например, интенсивность). Один или более датчиков могут быть представлять собой монохромные датчики. Один или более датчиков могут контролировать сухую линию без использования камер (т.е. контроль сухой линии может выполняться без использования источников света). Один или более датчиков могут представлять собой один или более датчиков, два или более датчиков, четыре или более датчиков, шесть или более датчиков, десять или более датчиков, либо даже двенадцать или более датчиков.
[0065] Каждый из датчиков может создавать изображения, содержащие множество пикселей или множество подобластей. Каждый из датчиков может создавать пиксели и подобласти, которые могут быть разделены на категории. Пиксели или подобласти от датчиков могут быть разделены на категории на основании первичной активности, вторичной активности, третичной активности или активности последующих стадий (например, 4 группы, 5 групп, 6 групп или более). Пиксели или подобласти могут быть разделены на категории по светлоте и темноте. Например, шкалу серых тонов можно контролировать от белого к черному цвету, а пиксели или подобласти могут быть разделены на категории в соответствии с соответствием каждого пикселя или каждой подобласти шкале серых тонов. Пиксели могут быть разделены на категории по размеру или интенсивности светлой области или светлого пятна или же по размеру или интенсивности темной области или темного пятна. Например, шкала серых тонов может включать диапазон от 0 (например, черный) до 255 (например, белый) и каждое целое число или дробное число между ними. Оттенок по шкале серых тонов можно вычислить по интенсивности света в каждом пикселе или подобласти. Например, если лист отсутствует и свет падает непосредственно на датчик, может быть определена интенсивность или оттенок по шкале серых тонов со значением 255. Если лист совсем не пропускает свет, интенсивность или оттенок по шкале серых тонов может иметь значение 0. Таким образом, чем равномернее интенсивность света, тем лучшим считается формование. Если на листе нет светлых и темных пятен, он может иметь лучшие характеристики формования, чем лист с большим количеством светлых и темных пятен. Размер, площадь, интенсивность, или их комбинацию измеряют для определения значения для формования в каждой области, пикселе, подобласти, или их комбинации. Каждое изображение может быть разбито на заданное количество пикселей или подобластей, а затем каждому пикселю или подобласти может быть сопоставлено число. Могут быть вычислены числа, а затем разность между большим и меньшим числом может быть использована для определения значения для формования. Например, если наименьшее число - 30, а наибольшее число - 40, тогда значение для формования может быть равно 10 (т.е. формование является приемлемым). Например, если наименьшее число - 40, а наибольшее число - 100, тогда значение для формования может быть равно 60. Значение для формования может быть определено на основании разности между средним и большим числом или меньшим числом. Резко отклоняющиеся значения могут быть исключены при определении числового представления формования. Разность между максимальным и минимальным значениями для каждой цифры может представлять собой число для формования, равное приблизительно 0,25 или более, приблизительно 0,5 или более, приблизительно 0,75 или более или же приблизительно 1. Разность между максимальным и минимальным значениями для каждой цифры может представлять собой число для формования, равное приблизительно 5 или менее, приблизительно 3 или менее или же приблизительно 2 или менее. Например, каждый 1 пункт разности между максимальным и минимальным числом может соответствовать изменению формования равному приблизительно 0,4. Таким образом, диапазон серых тонов от 30 до 70 может соответствовать числу для формования, равному приблизительно 15,6. Если произошло изменение и лист начал сминаться, а показатель «дельта» изменился с 40 до 70, число для формования изменилось бы с 15,6 на 27,3, в результате чего показатель «дельта» при формовании составит 11,7. Этот показатель «дельта» указывает на то, что любые внесенные изменения ухудшают формование и может указывать на то, что конечные свойства листа в сухой части, вероятно, ухудшатся. Таким образом, система контроля может инициировать отмену изменения, выполненного для компенсации показателя «дельта» при формовании. Например, если на прессе была увеличена нагрузка, а затем произошел скачок показателя «дельта» при формовании, система контроля может автоматически отменить увеличение нагрузки или может инициировать выдачу сигнала тревоги, чтобы предупредить оператора о том, что внесенное изменение негативно повлияло на формование. Параметры активности или параметры формования могут относиться к группе заданных параметров, которые может устанавливать пользователь.
[0066] Группы активности или формования могут быть выбраны на основании одного или более заданных параметров активности или параметров формования. Группы активности можно сравнить с одним или более пороговыми значениями активности. Одно или более пороговых значений активности могут разделять активность на первичную, вторичную, третичную и т.д. Первичная активность, вторичная активность и третичная активность могут быть измерены с помощью одного или более датчиков. Формование или параметры формования могут быть измерены в отношении осуществления управления для конкретного сорта. Например, сорт с 30 пунктами может быть более непрозрачным, чем сорт с 20 пунктами, и, таким образом, различия в непрозрачности могут быть менее очевидными, а множитель, используемый для вычисления показателя «дельта», может быть большим. Например, лист с 20 пунктами может иметь максимальную белизну, равную приблизительно 230, а лист с 30 пунктами может иметь максимальную белизну, равную приблизительно 200 из-за большей толщины. Таким образом, множитель может изменяться от сорта к сорту или же для каждого типа щупа для контроля или каждого значения толщины. Указанный множитель может облегчить калибровку формования от сорта к сорту. Множитель может быть одинаковым от датчика к датчику.
[0067] Один или более датчиков могут быть выполнены с возможностью продувки воздухом. Один или более датчиков могут содержать очистной механизм. Один или более датчиков могут содержать самоочищающуюся линзу. Один или более датчиков могут содержать протираемую линзу. Например, протираемая линза может представлять собой самоочищающуюся линзу, которая по достижении заданной степени загрязнения перемещается таким образом, что инородные частицы удаляются с линзы. Линза может перемещаться в продольном или радиальном направлении таким образом, чтобы очищенная линза перемещалась перед камерой. Один или более датчиков могут содержать механизм очистки и могут быть выполнены с возможностью продувки воздухом. Один или более датчиков могут быть выполнены с возможностью удаления выпара, текучих сред, пара, инородных частиц, бумажной массы, или комбинации вышеперечисленного. Один или более датчиков могут быть расположены в таком месте, чтобы эти датчики представляли собой датчик с большим углом, датчик с малым углом, подвижный датчик, или комбинацию вышеперечисленного.
[0068] Один или более подвижных датчиков могут быть расположены над мокрой частью и один или более подвижных датчиков могут перемещаться в направлении обработки, направлении, поперечном направлению обработки, или в направлении между указанными направлениями. Подвижные датчики могут быть выполнены с возможностью перемещения вдоль сетки. Подвижные датчики могут перемещаться вместе с областью бумажной массы. Например, датчик может определять соответствие скорости сетки и передавать результаты изменений, происходящих в определенном местоположении на сетке, для определения влияния каждого из планки, секции, пресса, каландра, сушильного устройства, парового спрыска, увлажнительного ящика, или комбинации вышеперечисленного на активность, формование или и на то, и на другое. Подвижные датчики могут перемещаться вдоль линии активности бумажной массы, мокрой линии, сухой линии или вдоль некоторых или всех из указанных линий. Подвижные датчики могут быть закреплены на раме, сетке, могут представлять собой беспилотный летательный аппарат, могут быть не быть закрепленными на каком-либо устройстве, могут быть подвешены к потолку, могут быть подвешены над напорным ящиком и выполнены с возможностью перемещения вдоль напорного ящика, или может быть применена комбинация вышеперечисленного. Подвижные датчики выполнены с возможностью приближения, отдаления или и того, и другого. Подвижные датчики могут быть выполнены с возможностью перемещения вместе с источником света, так что рассматриваемая область освещается, пока подвижный датчик перемещается. Подвижные датчики могут перемещаться по диагонали. Например, подвижный датчик может перемещаться в направлении обработки, когда он осуществляет сканирование в направлении, поперечном направлению обработки, так что подвижный датчик производит измерение по прямой линии поперек листа. Подвижные датчики могут представлять собой множество датчиков. Подвижные датчики могут представлять собой камеру, тепловизор, датчик температуры, или комбинацию вышеперечисленного. Может быть применено множество подвижных датчиков, перемещающихся над мокрой частью, чтобы пользователь мог одновременно контролировать одно или более местоположений на мокрой части. Подвижные датчики могут быть проводными, беспроводными, датчиками с применением Bluetooth, Wi-Fi, радиоволн, или могут представлять собой комбинацию вышеперечисленного. Подвижные датчики могут быть связаны с другими датчиками и могут перемещаться в исследуемое местоположение на основании результатов измерений, выполненных другими датчиками. Подвижные датчики и другие датчики могут быть связаны с системой управления, а система управления может указывать местоположение, в котором подвижный датчик должен получать данные, на основании обратной связи от датчиков (например, датчиков с большим углом, датчиков с малым углом или и того, и другого).
[0069] Один или более датчиков с большим углом могут быть выполнены таким образом, что их располагают над листом и направляют по существу вниз на лист для контроля листа в бумагоделательной машине. Один или более датчиков с большим углом могут быть направлены по существу перпендикулярно (например, под углом 90 градусов) листу независимо от угла размещения листа. Например, если лист проходит вертикально через сушильную секцию, датчик с большим углом может быть обращен в направлении, параллельном полу для поддержания большого угла (например, нормального положения). Напротив, датчик с малым углом наклона может быть расположен по существу в одной плоскости с листом или под небольшим углом (например, 15 градусов или менее) относительно листа. Датчики с большим углом могут быть расположены по существу над мокрой частью, прессовой секцией, сушильной секцией, секцией каландра, секцией намотки бумаги в рулон или же над некоторыми или всеми из указанных компонентов. Датчики с большим углом могут быть ортогональны сетке, мокрой части, листу, сукну, прессу, сушильному устройству, каландру, секции намотки бумаги в рулон, любому местоположению между ними, или комбинации вышеперечисленного. Один или более датчиков с большим углом могут контролировать линию активности бумажной массы, мокрую линию, сухую линию, или комбинацию вышеперечисленного. Множество датчиков с большим углом могут быть расположены в направлении, поперечном направлению обработки, поперек бумагоделательной машины, так что может быть создан профиль или обеспечено формование в направлении, поперечном направлению обработки. Каждый датчик с большим углом может контролировать часть ширины (т.е. в направлении, поперечном направлению обработки) бумагоделательной машины. Датчики с большим углом могут контролировать перекрывающиеся области. Датчики с большим углом могут быть расположены в линию вдоль направления обработки, чтобы обеспечить постоянный контроль листа, когда лист перемещается вдоль бумагоделательной машины. Датчики с большим углом могут быть расположены под углом приблизительно на 90 градусов или менее, приблизительно 75 градусов или менее, приблизительно 60 градусов или менее или же приблизительно 45 градусов или более по отношению к мокрой части, сетке, секции планок, сушильному устройству, прессу, каландру, секции намотки бумаги в рулон, листу, местоположению между ними, или расположение может представлять собой комбинацию вышеперечисленного. Датчики с большим углом могут контролировать перемещение бумажной массы, формование внутри листа, или и то, и другое. Предпочтительно датчики с большим углом контролируют активность, размер, масштаб, амплитуду бумажной массы, формование листа, или комбинацию вышеперечисленного. Датчики с большим углом могут работать совместно с одним или более датчиками с малым углом или отдельно от них.
[0070] Один или более датчиков с малым углом могут быть выполнены с возможностью измерения параметров перемещения бумажной массы, обезвоживания, формования, или комбинации вышеперечисленного. Один или более датчиков с малым углом предпочтительно контролируют амплитуду и/или активность бумажной массы. Один или более датчиков с малым углом могут быть расположены по существу в одной плоскости с сеткой, планками, мокрой частью, или комбинацией вышеперечисленного. Один или более датчиков с малым углом могут быть расположены под углом параллельно направлению, поперечному направлению обработки, перпендикулярно направлению обработки, или и в том, и в другом направлениях. Один или более датчиков с малым углом могут быть расположены на достаточной высоте над декельной доской для контроля перемещения бумажной массы по сетке, над планками, мокрой частью, сухой частью, прессовой секцией, сушильной секцией, секцией каландра, секцией намотки бумаги в рулон, в местоположении между ними или же в нескольких или всех из указанных местоположений. Один или более датчиков с малым углом могут иметь угол приблизительно 0 градусов или более, приблизительно 5 градусов или более, приблизительно 15 градусов или более, приблизительно 25 градусов или более или же приблизительно 45 градусов или менее относительно сетки, планок, мокрой части, листа, сукна, или комбинации вышеперечисленного. Один или более датчиков (например, датчиков с большим углом, подвижных датчиков, датчиков с малым углом или их комбинация) могут контролировать показатель активности бумажной массы или формования в заданной области. Например, датчики могут подсчитывать общее количество вершин (т.е. выступов, выходящих из сетки, которые показаны на фигурах как светлые пятна или выступающая из сетки бумажная масса), образовавшихся в бумажной массе, которые выступают выше заданной точки (например, устройств для определения уровня или линии активности). Датчик может контролировать количество текучей среды (например, воды), удаляемой каждой планкой, ящиком для высушивания сукна типа Уле, прессовым валом, или их комбинацией. Например, если одна планка или прессовый вал удаляет слишком много текучей среды, активность бумажной массы может измениться таким образом, что в этом местоположении может быть удалено меньшее количество воды или перед ним может быть удалено большее количество воды. Еще в одном примере, если планкой, группой планок, прессовыми валами, ящиком для высушивания сукна типа Уле, или их комбинацией не удаляется достаточное количество текучей среды, то не может быть достигнута достаточная сухость. Один или более датчиков с малым углом могут контролировать каждую планку или секцию планки, чтобы каждой планкой или секцией планки удалялось по существу одинаковое количество текучей среды. Один или более датчиков с малым углом могут контролировать амплитуду бумажной массы, формование листа или и то, и другое. Например, датчики с малым углом измеряют высоту, на которую бумажная масса поднимается над сеткой, планками, устройством для определения уровня, линией активности, или комбинацией вышеперечисленного.
[0071] Один или более источников света могут быть выполнены с возможностью освещения перемещаемой бумажной массы, чтобы можно было измерить перемещение бумажной массы, формование листа, или и то, и другое. Один или более источников света могут представлять собой часть системы контроля. Один или более источников света могут освещать бумажную массу, чтобы была лучше видна ее активность, формование или то и другое. Например, источники света могут представлять собой стробоскопические источники света. Источники света могут быть подключены к системе контроля, которая может управлять частотой включения и выключения источников света, стробированием источников света или и тем, и другим. Один или более источников света могут быть соединены с каждым из датчиков или размещены напротив датчика. Предпочтительно система контроля содержит множество датчиков. Некоторые источники света могут располагаться на обратной или нижней стороне листа. Некоторые из источников света могут быть размещены на стороне листа, расположенной противоположно датчикам, так что датчики могут контролировать количество света или интенсивность света, проходящего через лист. Например, степень белизны по шкале серых тонов может представлять собой интенсивность света, который прошел через лист. Для некоторых датчиков может отсутствовать подсветка. Один или более источников света могут представлять собой софиты. Один или более источников света могут быть установлены вместе с каждым датчиком и источники света могут функционировать совместно с датчиками. Источники света могут работать с любыми из датчиков. Один или более источников света могут представлять собой софиты. Один или более источников света или множество источников света могут быть выровнены вдоль или в пределах мокрой части, прессовой секции, сушильной секции, секции каландра, секции намотки бумаги в рулон, или их комбинации в бумагоделательной машине. Источники света могут излучать дневной свет, белый свет, ярко-белый свет, свет светодиода, или комбинацию вышеперечисленного. С помощью одного или более источников света система контроля может быть выполнена с возможностью генерации и отправки сигналов в систему управления.
[0072] Система управления может быть выполнена с возможностью изменения или регулировки одного или более параметров бумагоделательной машины или выдачи сигнала тревоги пользователю. Система управления может быть подключена к описанной в данном документе системе контроля. Система управления может изменять скорость сетки, угол планок, высоту планок, скорость бумажной массы, выходящей из напорного ящика, угол струи бумажной массы, количественный показатель всасывания, обеспечиваемого в одной или более секциях, уровень вакуумирования, щелевое отверстие, скорость струи бумажной массы, скорость сетки, отношение скоростей струи и сетки, температуру бумажной массы, консистенцию в напорном ящике, давление на одном или более прессовых валах, вакуум в ящике для высушивания сукна типа Уле, температуру в сушильном устройстве, натяжение сукна (либо прессового сукна или сушильного сукна), давление каландров, скорость намотки бумаги в рулон, количество текучей среды в увлажнительном ящике, или комбинацию вышеперечисленного. Одна система управления может представлять собой автоматическую систему управления, систему с ручным управлением или и ту, и другую. Одна или более систем управления могут управлять устанавливать линию активности, линию активности бумажной массы или и ту, и другую. Одна или более систем управления могут управлять перемещением подвижного датчика. Одна или более систем управления могут обеспечивать связь между двумя или более датчиками; датчиком и источником света; устройством для определения уровня и датчиком; линией активности и датчиком или контроллером; или их комбинацией. Система управления может содержать один или более процессоров, один или более микропроцессоров или и те, и другие, которые анализируют множество изображений, полученных с помощью датчиков, и соотносят их с одним или более испытаниями в сухой части таким образом, чтобы обеспечив изменения в мокрой части, повлиять на один или более результатов испытаний в сухой части. Система управления может осуществлять контроль в режиме реального времени. Система управления может представлять собой систему управления с замкнутым контуром. Система управления может выполнять регулировку бумагоделательной машины с учетом изменений композиции, температуры окружающей среды, степени помола, температуры бумажной массы, сорта, толщины, или их комбинации. Система управления может вычислять положения компонентов бумагоделательной машины на основании результатов измерений от системы контроля, входных измерений от операторов, расположенного выше по потоку оборудования контроля, или их комбинации. Система управления может вычислять значение для формования. Система управления может преобразовывать значение для формования в число для обеспечения возможности сравнения формования от местоположения к местоположению. Система управления может обеспечивать обратную связь для изменения в режиме реального времени. Например, если скорость бумагоделательной машины повысилась, то изменения в формовании можно контролировать в режиме реального времени, чтобы отслеживать, как изменяется формование вследствие изменения скорости. Система управления выполнена с возможностью регулирования с учетом условий окружающего освещения. Например, в ночное время система управления может измерять активность иначе, чем в дневное время. Источники света могут освещать область контроля таким образом, чтобы время суток и окружающий свет не влияли на измерения. Система управления может представлять собой часть распределенной системы управления (distributed control system, DCS). Система управления может обеспечивать контроль формования, обеспечивать графическое представление формования, указывать изменения формования, предоставлять числовые представления формования, изображения или обеспечивать комбинацию вышеуказанного. Система управления может представлять собой часть системы контроля. Система управления может быть выполнена с возможностью обмена данными с одним или более контроллерами.
[0073] Один или более контроллеров могут быть связаны с одним или более компонентами, такими как напорный ящик, планки, группы планок, сетка, отсасывающие ящики, отжимной вал, грудной вал, контроллеры разбавления, планки с регулируемым углом наклона, планки с регулируемой высотой, паровые ящики, устройства для регулировки температуры, прессовые валы, сушильные валы, ящики для высушивания сукна типа Уле, валы каландра, секция намотки бумаги в рулон, устройство для контроля пузырьков, компонентами, расположенными между ними, или их комбинацией. Управление одним или более контроллерами может осуществляться вручную, автоматически или и тем, и другим способами. Каждый компонент (например, датчик, планка, двигатель планки, двигатель напорного ящика, щелевое отверстие, паровой ящик, активирующий спрыск, зона сжатия, прессовый вал, ящик для высушивания сукна типа Уле, вал каландра, секция намотки бумаги в рулон, сушильный барабан, вакуумный ящик, паровой спрыск) может содержать контроллер, так что каждым компонентом можно управлять независимо или отдельно без привязки к другим компонентам. Контроллерами можно управлять дистанционно (например, с помощью распределенной системы управления, пульта дистанционного управления или планшета). Контроллерами можно управлять посредством сети. Контроллерами можно управлять посредством беспроводной сети. Контроллеры могут быть выполнены с возможностью локального управления (например, пользователь, стоящий у бумагоделательной машины, вручную приводит в действие контроллер или нажимает на кнопку). Контроллер может быть выполнен с возможностью управления на основании активности, амплитуды, размера, масштаба, продолжительности активности бумажной массы, формования, числа для формования, изменения формования (например, показателя «дельта»), или их комбинации. Контроллер может представлять собой пропорциональный контроллер, интегральный контроллер, дифференциальный контроллер, пропорционально-интегрально-дифференциальный (ПИД) контроллер, или их комбинацию. Контроллер может осуществлять управление от области к области.
[0074] Области контроля могут представлять собой заданные области, стандартные области или и те, и другие. Область контроля может представлять собой секцию в направлении, поперечном направлению обработки. В каждой секции бумагоделательной машины может быть расположена одна или более областей контроля. Предпочтительно, чтобы некоторые или все секции включали в себя некоторые или множество областей контроля. Область контроля может иметь размер в направлении, поперечном направлению обработки, и размер в направлении обработки, которые определяют область. В направлении, поперечном направлению обработки, может существовать множество областей контроля. В направлении обработки может существовать множество областей контроля. Множество областей контроля могут быть расположены рядом друг с другом и проходить поперек направления, поперечного направлению обработки. Области контроля могут быть выровнены с линией активности, так что выступы над заданной линией активности могут быть измерены в каждой области контроля. Области контроля могут быть разделены на множество подобластей или пикселей. Области контроля могут находиться между напорным ящиком и линией активности. Области контроля могут иметь длину, равную длине секции планок, прессовой секции, сушильной секции, секции каландра, секции намотки бумаги в рулон или местоположения, расположенного между ними. Области контроля могут иметь ширину, равную 1/8 или более, или более,  или более,
или более,  или более поперечного сечения бумагоделательной машины. Области контроля могут иметь ширину, которая равна ширине бумагоделательной машины или меньше нее, или равна приблизительно
или более поперечного сечения бумагоделательной машины. Области контроля могут иметь ширину, которая равна ширине бумагоделательной машины или меньше нее, или равна приблизительно  или менее поперечного сечения бумагоделательной машины. Область контроля может охватывать любую стандартную область. Можно осуществлять контроль области, площадь которой равна приблизительно 0,25 м2 или более, приблизительно 0,5 м2 или более, приблизительно 1 м2 или более, приблизительно 2 м2 или более, приблизительно 10 м2 или менее или же приблизительно 5 м2 или менее. Области контроля могут находиться в середине бумагоделательной машины, на краю бумагоделательной машины, могут проходить от одного края до второго противоположного края или могут находиться в нескольких или во всех из указанных местоположений. В области контроля может контролироваться высота над областью контроля (и площадью) листа или сетки. Контролируемая высота может быть приблизительно на 1 см или более, приблизительно на 2 см или более, приблизительно на см или более, приблизительно на 10 см или более, приблизительно на 100 см или менее, приблизительно на 75 см или менее, или же приблизительно на 50 см или менее выше линии активности, сетки, листа, или представлять собой комбинацию вышеперечисленного. Контролируемая высота может быть выше и ниже линии активности. Например, если лист или сетка находятся на отметке 0, то можно контролировать области выше и ниже этой отметки (например, на 5 см выше и на 5 см ниже (т.е. -5)). Высота, контролируемая выше линии активности, может быть равна высоте, контролируемой ниже линии активности. Каждая из контролируемых областей может отображаться на мониторе формования.
или менее поперечного сечения бумагоделательной машины. Область контроля может охватывать любую стандартную область. Можно осуществлять контроль области, площадь которой равна приблизительно 0,25 м2 или более, приблизительно 0,5 м2 или более, приблизительно 1 м2 или более, приблизительно 2 м2 или более, приблизительно 10 м2 или менее или же приблизительно 5 м2 или менее. Области контроля могут находиться в середине бумагоделательной машины, на краю бумагоделательной машины, могут проходить от одного края до второго противоположного края или могут находиться в нескольких или во всех из указанных местоположений. В области контроля может контролироваться высота над областью контроля (и площадью) листа или сетки. Контролируемая высота может быть приблизительно на 1 см или более, приблизительно на 2 см или более, приблизительно на см или более, приблизительно на 10 см или более, приблизительно на 100 см или менее, приблизительно на 75 см или менее, или же приблизительно на 50 см или менее выше линии активности, сетки, листа, или представлять собой комбинацию вышеперечисленного. Контролируемая высота может быть выше и ниже линии активности. Например, если лист или сетка находятся на отметке 0, то можно контролировать области выше и ниже этой отметки (например, на 5 см выше и на 5 см ниже (т.е. -5)). Высота, контролируемая выше линии активности, может быть равна высоте, контролируемой ниже линии активности. Каждая из контролируемых областей может отображаться на мониторе формования.
[0075] Монитор формования выполнен с возможностью отображения в режиме реального времени формования, тенденций изменения формования, изображений формования, графических представлений формования, числовых представлений формования, или их комбинации. Каждая секция может содержать экран, окно, часть экрана или их комбинацию в мониторе формования. Монитор формования может представлять собой графический пользовательский интерфейс, который отображает информацию о формовании в режиме реального времени для возможности контроля текущих тенденций изменения формования. На мониторе формования могут отображаться графические представления формования, изменения формования, числовые представления формования, изображения, или комбинация вышеперечисленного.
[0076] Графические представления формования предназначены для демонстрации и отслеживания формования в течение заданного периода времени. Графические представления формования позволяют отслеживать изменения в формовании в течение 5 минут или более, 10 минут или более, 30 минут или более, 1 часа или более, 12 часов или более, суток или более или даже бесконечно. Графические представления формования можно изменять в зависимости от предпочтений конкретного пользователя, но по меньшей мере они могут отслеживаться от смены к смене. Графические представления формования могут представлять собой график формования в зависимости от времени. Графическое представление формования может графически иллюстрировать, имеется ли изменение формования. Графическое представление формования может указывать, имеется ли ступенчатое изменение или постепенное изменение во времени. Например, если обнаружено изменение формования, то пользователь или система контроля могут определить, было ли произведено какое-либо изменение машины, которое вызвало изменение формования, по крутизне кривой. Еще в одном примере, если машина замедляется, формование может ухудшиться и это изменение формования (например, показатель «дельта») может быть графически проиллюстрировано как резкое изменение в формовании. Еще в одном примере, если изменение формования является более постепенным, но изменение формования можно определить по постепенному увеличению показателя «дельта» в течение некоторого промежутка времени (например, 30 минут), то это изменение могло быть вызвано некоторыми другими процессами, которые можно исследовать (например, изменением химических веществ, изменением композиции, изменением температуры бумажной массы). Графическое представление формования может быть получено в режиме реального времени на основании чисел для формования, которые могут отображаться в виде числового представления формования. Числа для формования могут представлять собой среднее значение, разность в диапазоне, среднее число, число, которое вычисляют и затем умножают на множитель, или их комбинацию. Числа для формования могут быть целыми числами от 1 до 100. Числа для формования могут представлять собой любое число от 1 до 100, округленное до ближайшей сотой части десятичной дроби. Числовое представление формования может представлять собой число, отображаемое в режиме реального времени при анализе и отнесении к категории каждого изображения в режиме реального времени. Таким образом, например, если оператор обнаруживает, что числовое представление формования равно 20, на основании этого он может определить, что машина работает надлежащим образом. Однако, если оператор обнаруживает, что присутствуют периодические всплески, при которых числовое представление формования увеличивается до 50, а затем быстро уменьшается, он может попытаться определить, что вызывает эти изменения формования.
[0077] Числовое представление формования является числовым представлением в режиме реального времени того, что представляет собой воспринимаемое формование в данный момент времени. Числовое представление формования может быть вычислено на основании результатов измерения и отнесения к категории результатов различных выполняемых измерений по шкале серых тонов. Каждое изображение может быть проанализировано, отнесено к категории, измерено или может быть выполнена комбинация указанных действий для обеспечения числового представления формования для каждого изображения.
[0078] Система контроля может осуществлять контроль и/или управление с применением способа. Способ может включать один или более этапов, выполняемых в любом порядке. Этот способ позволяет контролировать перемещение бумажной массы или активность бумажной массы. Активность бумажной массы, формование или и то, и другое можно сравнить с активностью эталонной бумажной массы, эталонным формованием или и с тем, и с другим. Активность бумажной массы, формование или и то, и другое можно сравнить с сохраненными данными активности бумажной массы, сохраненными данными формования или сохраненными данными, относящимися и к тому, и к другому, из предыдущего производственного цикла для сорта бумаги. Активность бумажной массы, формование или и то, и другое можно сравнить с сохраненными данными активности бумажной массы, данными формования или сохраненными данными, относящимися и к тому, и к другому, когда сетка имеет аналогичную степень износа. Например, если сетку используют 30 дней, то активность бумажной массы сравнивают с эталонной активностью на бумагоделательной машине, на которой сетку используют 30 дней. Сравнивают изменение между наблюдаемой активностью и эталонной активностью. Изменение сравнивают со спрогнозированным показателем, спрогнозированным изменением или и с тем, и с другим. Переход от одного производственного цикла к другому производственному циклу может быть использован для корректировки параметров до параметров по умолчанию или предыдущих параметров. Изменение может представлять собой показатель «дельта» во время текущего производственного цикла. Например, если формование измеряют в первом местоположении, получая некоторое значение, во втором местоположении, получая аналогичное значение, и в третьем местоположении, в котором значение резко изменяется, то указанный показатель «дельта» обеспечивает обратную связь в отношении того, где возникло отклонение.
[0079] Значение может быть представлено в виде числового значения. Значение может относиться к диапазону от 1 до 100. Оценка 1 может означать приемлемое формование, а значение 100 может означать неудовлетворительное формование. Таким образом, контроль оценки формования от точки к точке может позволить определить, происходит ли изменение (например, показатель «дельта»). Например, если указанное значение равно 10, 10, а затем 20, оператор и система управления смогут определить, что произошли некоторые изменения, что привело к уменьшению числа для формования на 10 пунктов. Способ может включать умножение чисел на множитель в зависимости от сорта, чтобы можно было сравнивать числовые значения от сорта к сорту. Множитель может быть вычислен на основании эмпирического диапазона непрозрачности или теоретического диапазона непрозрачности. Например, более толстый лист может иметь меньший диапазон непрозрачности, чем более тонкий лист, и может потребоваться больший множитель (например, коррекция) для соотнесения числового значения от сорта к сорту. Затем может быть произведено изменение между вторым местоположением и третьим местоположением для изменения формования или устранения ситуации, вызвавшей появление показателя «дельта». Числовая оценка может соотноситься с активностью бумажной массы или может соотносить активность бумажной массы с формованием. Таким образом, активность бумажной массы может быть соотнесена с числовым значением, так что числовое значение активности бумажной массы можно сравнить с числовым значением формования.
[0080] Способ может включать этап отнесения к категории активности бумажной массы, характеристики формования или того и другого. Активность бумажной массы может быть подразделена на первичную активность, вторичную активность, третичную активность, или их комбинацию. Активность бумажной массы может быть использована для прогнозирования положения компонентов в бумагоделательной машине для уменьшения отклонения или внесения изменения в бумагоделательную машину, улучшения формования или и для того, и для другого. Изменение сопоставляют с одним или более перемещениями бумажной массы и прогнозируют перемещения бумажной массы после изменения. Если изменение уменьшено до нуля, система контроля может спрогнозировать влияние на конечные свойства бумаги, формование бумаги или и то, и другое. Система контроля может спрогнозировать свойства бумаги на основании положений компонентов на бумагоделательной машине или перемещения компонентов на бумагоделательной машине (например, планок, напорного ящика, всасывания, скорости или любых других компонентов, описанных в данном документе). Способ может включать этап прогнозирования свойств бумаги. Способ может включать этап сопоставления спрогнозированных свойств бумаги с формованием целевого листа, вычисления ошибки формования, вычисления числового представления формования, числового значения, калибровки числового значения от сорта к сорту, отнесения к категории каждого пикселя или подобласти в пределах шкалы серых тонов, или комбинацию вышеперечисленного. Способ может включать этап соотнесения активности бумажной массы с формованием. Способ может позволить количественно определить активность бумажной массы, чтобы можно было определить показатель «дельта» в отношении формования. Например, если активность бумажной массы количественно равна 15, а формование до сушильных устройств - 30, это может указывать на то, что существуют факторы, повлиявшие на формование. Способ может включать сравнение значений для формования от местоположения к местоположению, чтобы определить показатель «дельта». Способ может включать этап выполнения действия, если показатель «дельта» превышает заданную величину. Пользователь может сравнить числовое представление формования с изображением, чтобы убедиться, что система работает правильно. Графическое представление формования может отображаться таким образом, чтобы можно было наблюдать за изменениями формования с течением времени.
[0081] Способ может включать этап сравнения спрогнозированных свойств бумаги со свойствами бумаги, определенными на сухом конце. Система контроля может прогнозировать свойства бумаги на основании активности, отношения первичной активности к вторичной активности и/или третичной активности, формования, или их комбинации. Система контроля может использовать все данные измерения активности для получения числового значения. Система контроля может указывать, где пользователь должен выполнить регулировку. Система контроля может указать два местоположения, в которых требуется регулировка. Например, система контроля может указать, что приемлемый результат измерения был получен в первом местоположении, а во втором местоположении был получен результат измерения с высоким показателем «дельта» и, таким образом, какой-то фактор между ними отрицательно влияет на формование. Пользователь может выполнять регулировку из удаленного местоположения по отношению к бумагоделательной машине, из ближнего местоположения по отношению к бумагоделательной машине или и из того, и из другого местоположения. Система контроля, система управления или и та, и другая система могут автоматически выполнять регулировку. Способ включает этап, на котором пользователь выполняет требуемую регулировку одного или более компонентов бумагоделательной машины (например, планок, напорного ящика и т.д.) из удаленного местоположения, ближнего местоположения или и из того, и из другого местоположения. Система контроля может начать наблюдение в напорном ящике и непрерывно контролировать, как по мере перемещения листа по направлению к сухой части изменяется активность, и, таким образом, контролировать воздействия путем контроля формования. Новое целевое формование или свойства вычисляют на основании вычисленных изменений. Новое прогнозируемое формование вычисляют на основании изменения параметров компонентов бумагоделательной машины. Если целевое формование не достигается, указанные этапы могут повторять один или более раз до тех пор, пока целевое формование не будет достигнуто. Вычисляют разность между спрогнозированным и фактическим перемещением бумажной массы, свойствами бумагоделательной машины или и тем, и другим. Разность между спрогнозированным и фактическим значениями может быть использована для соотнесения с ошибкой формования или изменением в формовании (показатель «дельта»). Разность между спрогнозированным значением и фактическим значением может быть использована для перемещения одного или более компонентов бумагоделательной машины. Разность между спрогнозированным значением и фактическим значением может быть использована для вычисления расстояния перемещения планок, положения планок, скорости сетки, скорости бумажной массы, размера щелевого отверстия, величины вакуума, температуры сушильных барабанов, давления пресса, параметров ящика для высушивания сукна типа Уле, количества удаляемой воды, давления каландра, скорости секции намотки бумаги в рулон, параметров увлажнительного ящика, паровых спрысков, или комбинации вышеперечисленного. Процесс может быть повторен для каждой секции бумагоделательной машины. Процесс может быть начат в напорном ящике, щелевом отверстии, первой секции планок, или в комбинации вышеперечисленного. Процесс может обеспечивать контроль бумагоделательной машины с помощью описанной в данном документе системы контроля и управление бумагоделательной машиной с помощью описанной в данном документе системы управления. Система управления, контроллер, система контроля или их комбинация могут включать в себя запоминающее устройство. Система управления, контроллер, система контроля или их комбинация могут регистрировать положения каждого компонента бумагоделательной машины (например, положения планки, скорость машины, параметры щелевого отверстия, скорость струи бумажной массы). Способ включает этап изменения положения одного или более компонентов на заданное положение в ожидании изменения сорта, во время изменения сорта или в начале изменения сорта. На основании числового представления формования можно спрогнозировать свойства бумаги. Числовое представление формования может позволить определить секцию бумагоделательной машины, в которой повысился показатель «дельта» при формовании. Числовое представление формования может представлять собой среднее значение из комбинации х результатов измерений или может быть вычислено как скользящее среднее значение по последним х измерениям (где х может быть равно 5 или более, 10 или более, 25 или более, 50 или более или же 100 или менее). Система контроля может вносить изменения в зависимости от изменения показателя «дельта» или изменения формования. Система контроля может выдавать сигналы тревоги, когда показатель «дельта» превышает пороговое значение (например, изменяется на 5 процентов, 10 процентов за последние 5 минут или менее или же 3 минуты или менее).
[0082] На фиг. 1 представлен вид сбоку бумагоделательной машины 2. Бумагоделательная машина 2 содержит систему 40 управления, подключенную к системе 30 определения формования и системе 20 контроля. Бумагоделательная машина 2 содержит мокрую часть 18, прессовую секцию 100, сушильную секцию 120, секцию 130 каландра и секцию 140 намотки бумаги в рулон. Мокрая часть 18 содержит напорный ящик 4, который подает бумажную массу 60 на сетку 6, которая перемещается в направлении 14 обработки от грудного вала 5 к отжимному валу 10. С помощью источника 22 света и камеры 24 обеспечивается контроль сквозного выреза 72 между сеткой 6 и напорным ящиком 4. Прессовая секция 100 содержит источники 22 света и камеры 24, которые обеспечивают контроль между прессовыми валами. От прессовой секции 100 лист 80 проходит к сушильной секции 120, содержащей множество сушильных барабанов 122. С помощью источников 22 света и камер 24 обеспечивается контроль листа в сушильной секции 120. Из сушильной секции 120 лист выходит в секцию 130 каландра (или секцию отделки). С помощью источников 22 света и камер 24 обеспечивается контроль листа 80 до, во время или после прохождения им зон сжатия между валами 132 каландра. Лист 80 проходит от секции 130 каландра до секции 140 намотки бумаги в рулон, в которой обеспечивается окончательный контроль листа с помощью источника 22 света и камеры 24 перед намоткой листа вокруг катушки 142. Некоторые или все из камер 24 могут быть частью системы 20 контроля и системы 30 определения формования. Система 20 контроля и система 30 определения формования подключены к системе 40 управления и контроллеру 42, которые управляют бумагоделательной машиной 2.
[0083] На фиг. 2 показан вид в перспективе бумагоделательной машины 2, которая содержит систему 20 контроля, систему 30 определения формования и систему 40 управления. Бумагоделательная машина 2 содержит напорный ящик 4, который подает бумажную массу (не показан) на сетку 6 при непрерывном перемещении сетки 6. Сетка 6 проходит под напорным ящиком 4 и принимает бумажную массу, которая затем перемещается над множеством секций 8 планок, которые удаляют воду из бумажной массы, в результате чего в бумажной массе возникает сухая линия 12. Сетка 6 заканчивается на отжимном валу 10, где сетка 6 поворачивается и проходит в обратном направлении. Система 30 определения формования контролирует одно или более местоположений между напорным ящиком 4 и отжимным валом 10. Как показано на фигуре, система 30 определения формования содержит датчик 28 с малым углом, который контролирует бумажную массу, выходящую из напорного ящика 4, а также местоположения выше и ниже сетки 6. Система 30 определения формования также содержит камеру 24 и источник 22 света над бумагоделательной машиной 2, а также источник 22 света под листом, с помощью которых обеспечивается контроль формования и соотнесение формования с данными от датчика 28 с малым углом вдоль одной стороны. Как показано на фигуре, система 20 контроля и система 30 определения формования содержат множество источников 22 света, множество датчиков 24 для контроля технологического режима процесса обработки бумажной массы (не показаны) вдоль или поперек сетки 6. Система 20 контроля и система 30 определения формования содержат датчики 26 с большим углом и датчики 28 с малым углом. Датчики 26 с малым углом расположены по существу на уровне сетки 6. Датчики 26 с большим углом имеют линию прямой видимости, которая проходит под углом (α) относительно сетки или бумажной массы. Система 40 управления, содержащая контроллер 42, подключена к системе 20 контроля и бумагоделательной машине 2, и предпочтительно к секциям 8 планок для управления перемещением отдельных планок (не показаны) в секциях 8 планок.
[0084] На фиг. 3 показана мокрая часть 18 бумагоделательной машины 2, содержащая напорный ящик 4, который перемещает бумажную массу через щелевое отверстие 3, образуя струю 16 бумажной массы. Струя 16 бумажной массы проходит над грудным валом 5 и по направлению к сетке 6 под углом, при этом некоторое количество воды 11 удаляется, проходя через сетку 6 рядом с формующей доской 7. Затем сетка 6 перемещает бумажную массу через шаберы, которые, как показано на фигуре, представляют собой планку 9А с регулируемым углом наклона, планку 9В с регулируемой высотой, а также статическую планку 9С, которые удаляют воду 11. Активность бумажной массы на сетке 6 зависит от соответствующего положения каждой из планок 9А с регулируемым углом наклона и планок 9В с регулируемой высотой.
[0085] На фиг. 4 показано соотношение деталей мокрой части 18 друг относительно друга, а также то, как система определения формования (не показана) управляет формованием и обезвоживанием в сквозном вырезе 72. Напорный ящик 4 имеет щелевое отверстие 3 с зазором (А), с помощью которого регулируют высоту и расстояние (В) нижней части напорного ящика 4, проходящей по направлению к формующей доске 7. Нижняя часть напорного ящика 4 расположена на расстоянии (С) от формующей доски 7, которая имеет длину (D). Конец формующей доски расположен на расстоянии (Н) от планки 9, которая имеет длину (Е). Формующая доска 7 расположена на расстоянии (F) от центра грудного вала 5. Струя 16 бумажной массы проходит под углом, так что натекание струи 16 бумажной массы на сетку 6 происходит на расстоянии (G) до формующей доски 7. Расстояния, изображенные на фиг. 4, можно изменить, чтобы изменить формование. Например, формующую доску 7 можно переместить таким образом, чтобы увеличить или уменьшить расстояния (G) и (F). Щелевое отверстие 3 можно изменить таким образом, чтобы изменить расстояния (А) или (В) и изменить струю 16 бумажной массы. Кроме того, струю 16 бумажной массы можно изменить путем изменения величины давления, прикладываемого, когда струя 16 бумажной массы выходит из щелевого отверстия 3.
[0086] На фиг. 5 показана струя 16 бумажной массы, натекающая на сетку 6, когда сетка 6 проходит в направлении 14 обработки по направлению к формующей доске 7. При натекании струи 16 бумажной массы на сетку 6 образуется первая часть удаленной воды 11, которая проходит через сетку 6 на расстоянии (G) от формующей доски 7. Кроме того, измеряют расстояние (K), на которое удаленная вода 11 проходит через сетку 6. Система определения формования (не показана) изменяет расстояния (G) и (K), чтобы изменить формование листа.
[0087] На фиг. 6 показана сухая линия 12, мокрая линия 76 и линия 74 активности в мокрой части 18 при перемещении бумажной массы в направлении 14 обработки.
[0088] На фиг. 7А представлен пример формования листа 80. Система определения формования (не показана) способствует обнаружению точечных отверстий 82 и полос 84 на листе 80, так что характеристики бумагоделательной машины при формовании могут быть изменены или отрегулированы для устранения обнаруженных дефектов на листе.
[0089] На фиг. 7В показан лист 80, на котором полосы 84 и пульсации 86 напорного ящика являются видимыми. Полоса 84 видна как горизонтальная линия (в направлении обработки) волокон. Пульсации 86 напорного ящика видны как вертикальная линия (направление, поперечное направлению обработки) волокон.
[0090] На фиг. 8А показан лист 80, на котором видны рельефные элементы, такие как комочки 88. Показанные комочки 88 указывают на то, что лист 80 является прямоугольным.
[0091] На фиг. 8В показан лист 80, на котором имеются рельефные элементы, такие как пузырек или водяная капля 90.
[0092] На фиг. 9 показана система 30 определения формования, содержащая датчики 32 для контроля множества слоев. Датчики 32 для контроля множества слоев осуществляют контроль первого листа 80', контролируемого первым датчиком 24', и второго листа 80'', контролируемого вторым датчиком 24''. Первый лист 80' объединяют со вторым листом 80'' с образованием листа 80. Лист 80 могут контролировать с помощью датчиков 24, расположенных перед прессовой секцией 100, после того, как лист 80 пройдет через прессовые валы 102, или как перед прессовыми валами 102, так и после прессовых валов 102. Источник 22 света расположен над и под листом 80, что позволяет наблюдать формование. Источник 22 света может находиться сверху и снизу в любом местоположении или только с одной стороны листа 80.
[0093] На фиг. 10 показана прессовая секция 100, содержащая систему 30 определения формования. Система 30 определения формования содержит датчики 34 прессовой секции, которые включают в себя один или более подвесных датчиков 104 (которые могут находиться перед прессовыми валами 102, после них или между ними); датчики 106 с большим углом, ориентированные по направлению к верхней части листа 80, входящего в зону 110 сжатия; датчик 108 с малым углом, ориентированный по направлению к нижней части листа 80, входящего в зону 110 сжатия; или комбинацию датчиков 24 и источников 22 света. Источник 22 света может находиться сверху и снизу в любом местоположении, или только с одной стороны листа 80.
[0094] На фиг. 11 показана сушильная секция 120, содержащая систему 30 определения формования, которая может содержать датчики 32 для контроля множества слоев. Система 30 определения формования содержит датчики 24, в том числе подвесные датчики 104 и датчики 126 передачи. Датчики 24 содержат источники 22 света для освещения листа 80, что позволяет наблюдать формование, когда лист 80 входит в сушильную секцию 120, перемещается между сушильными барабанами 122 (например, в местоположении 124 передачи между сушильными барабанами 122), после сушильной секции 120 или же в нескольких или во всех из указанных местоположений. Источник 22 света может находиться сверху и снизу в любом местоположении или только с одной стороны листа 80.
[0095] На фиг. 12 показана секция 130 каландра, содержащая систему 30 определения формования. Система 30 определения формования содержит подвесные датчики 104, которые направлены по существу под прямым углом к листу 80. Подвесные датчики 104 включают датчик 24 и источник 22 света. Кроме того, на фигуре показано, что источник 22 света расположен под листом 80 в одном местоположении, а источник света секции отсутствует. Между валами 132 каландра имеется зона 110 сжатия. Как показано на фигуре, датчик 134 зоны сжатия расположен до и после зоны 110 сжатия. Некоторые валы 132 каландра могут находиться только с передней стороны зоны 110 сжатия. Лист 80 проходит через зоны 110 сжатия, в которых могут изменяться некоторые свойства листа 80, а система 30 определения формования контролирует изменения в листе 80.
[0096] На фиг. 13 показан лист 80, проходящий в секцию 140 намотки бумаги в рулон для его наматывания вокруг катушки 142. Лист 80 контролируется подвесным датчиком 104, который содержит источник 22 света и датчик 24. Как показано на фигуре, источник 22 света также расположен под листом 80.
[0097] На фиг. 14А представлено изображение листа 80 с точечными отверстиями 82.
[0098] На фиг. 14В представлено изображение листа 80 с точечными отверстиями 82 на этапе формования листа 80.
[0099] Фиг. 15А и фиг. 15В представляют собой расположенные рядом фотографии, иллюстрирующие лист бумаги 80 и различные характеристики формования. Изображение на фиг. 15А по существу однородно в отношении непрозрачности и не имеет больших светлых пятен или больших темных пятен или областей. Лист 80 выглядит по существу одноцветным от края до края. На фиг. 15В показан лист 80, покрытый пятнами (имеет большие области светлых пятен 92 и темных пятен 94, так что его непрозрачность изменяется в зависимости от соотношения со светлыми пятнами 92 или темными пятнами 94.
[00100] На фиг. 16А и 16В представлен еще один пример расположенных рядом фотографий, изображающих разницу в формовании двух листов бумаги 80. Изображение на фиг. 16А более однородно, чем на фиг. 16В, и не содержит больших светлых пятен или больших темных пятен. На фиг. 16В имеются пятна (большие светлые пятна 92 и большие темные пятна 94), возникшие вследствие неудовлетворительного формования в этих областях.
[00101] На фиг. 17 показана система 40 управления, содержащая монитор 44 формования, который позволяет отслеживать формование в режиме реального времени и выводит графическое представление 46 формования в режиме реального времени. Как показано на фигуре, графическое представление 46 формования отражает изменение формования в контролируемом местоположении, которое, как показано, находится в сухой части.
[00102] На фиг. 18 показана система 40 управления, содержащая монитор 44 формования, отображающий в режиме реального времени изображения листа 80, графические представления 46 формования и числовые представления 50 формования. Графические изображения 46 формования иллюстрируют изменения в формовании с течением времени, так что оператор может видеть, имеет ли формование тенденцию в каком-либо направлении или является стабильным. Числовое представление 50 формования представляет собой число в режиме реального времени, которое оператор может сравнить с изображением (например, оператор может обнаружить, что не проведена калибровка или система не работает должным образом). Множество местоположений можно сравнивать одновременно, так что ступенчатое изменение числового представления 50 формования может указывать на то, что изменение формования произошло в определенной секции. Как показано на фигуре, показатель в третьей секции изменился в 3 раза по сравнению с первыми двумя секциями, а это указывает на то, что между измерением 2 и измерением 3 оказывается влияние на формование. На первых двух изображениях листа 80 показана небольшая полоса 84, а на третьем изображении листа 90 имеются пятна (светлые пятна 92 и темные пятна 94).
[00103] На фиг.19 показана бумагоделательная машина 2, имеющая первый напорный ящик 10 и второй напорный ящик 10', оба из которых могут быть оборудованы системой контроля, описанной в данном документе.
[00104] Вариант 1 включает: систему определения формования, содержащую: (а) один или более датчиков и (b) один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один из одного или более датчиков расположен по существу в плоскости сетки бумагоделательной машины и рядом со щелевым отверстием, так что один из одного или более датчиков находится рядом со сквозным вырезом, так что один из одного или более датчиков выполнен с возможностью измерения параметров бумажной массы над сеткой и удаленной воды под сеткой, и причем один из одного или более датчиков выполнен с возможностью измерения расстояния между местоположением натекания струи бумажной массы на сетку и формующей доской.
[00105] Вариант 2 может включать вариант 1 и может дополнительно включать: измерение расстояния для струи бумажной массы, проходящей через сетку.
[00106] Вариант 3 может включать любой из вариантов 1-2 и может дополнительно включать следующий аспект: местоположение натекания изменяется в зависимости от формования, контролируемого на сетке с помощью системы определения формования.
[00107] Вариант 4 может включать себя любой из вариантов 1-3 и может дополнительно включать следующий аспект: расстояние для струи бумажной массы, проходящей через сетку, увеличивают или уменьшают за счет изменения давления струи бумажной массы или угла натекания таким образом, чтобы изменить формование на сетке.
[00108] Вариант 5 может включать любой из вариантов 1-4 и может дополнительно включать следующий аспект: второй из одного или более датчиков выполнен с возможностью контроля геометрической формы поверхности бумажной массы над сеткой.
[00109] Вариант 6 может включать любой из вариантов 1-5 и может дополнительно включать следующий аспект: один или более из одного или более источников света расположены над сеткой, а один или более из одного или более источников света расположены под сеткой.
[00110] Вариант 7 может включать любые из вариантов 1-6 и может дополнительно включать следующий аспект: система определения формования выполнена с возможностью сравнения местоположения бумажной массы, контролируемого с помощью одного из одного или более датчиков и второго из одного или более датчиков, и система определения формования выполнена с возможностью отслеживания местоположения вдоль бумагоделательной машины по мере того, как это местоположение перемещается в направлении обработки.
[00111] Вариант 8 включает: способ, включающий: (а) контроль сетки рядом со щелевым отверстием с помощью одного или более датчиков для контроля местоположения над сеткой и местоположения под сеткой; (b) определение местоположения, в котором струя бумажной массы натекает на сетку; (с) определение местоположения дальнего кончика формующей доски или дальнего кончика первой планки относительно щелевого отверстия; и (d) измерение расстояния между местоположением, в котором бумажная масса натекает на сетку, и дальним кончиком формующей доски или дальним кончиком первой планки.
[00112] Вариант 9 может включать любой из вариантов 1-8 и может дополнительно включать: регулировку расстояния между местоположением, в котором бумажная масса натекает на сетку, и дальним кончиком формующей доски или дальним кончиком первой планки.
[00113] Вариант 10 может включать любой из вариантов 1-9 и может дополнительно включать: регулировку угла струи бумажной массы относительно сетки.
[00114] Вариант 11 может включать любой из вариантов 1-10 и может дополнительно включать: перемещение формующей доски или первой планки.
[00115] Вариант 12 может включать любой из вариантов 1-11 и может дополнительно включать: перемещение формующей доски или первой планки в направлении обработки, или по направлению к сетке или от нее.
[00116] Вариант 13 может включать любой из вариантов 1-12 и может дополнительно включать: измерение расстояния, на которое струя бумажной массы проходит через сетку в местоположении, в котором струя бумажной массы натекает на сетку.
[00117] Вариант 14 может включать любые из вариантов 1-13 и может дополнительно включать: регулировку давления струи бумажной массы или угла струи массы относительно сетки.
[00118] Вариант 15 может включать любой из вариантов 1-14 и может дополнительно включать: регулировку скорости сетки.
[00119] Вариант 16 включает: систему определения формования, содержащую: (а) два или более датчиков, включающих в себя: (i) первый из двух или более датчиков, направленный в местоположение вдоль бумагоделательной машины, соответствующее первому листу бумаги, и (ii) второй из двух или более датчиков, направленный в местоположение вдоль бумагоделательной машины, соответствующее второму листу бумаги; (b) два или более источника света; и (с) систему управления; причем формование первого листа бумаги и формование второго листа бумаги согласовываются системой управления с получением совокупных данных, так что при соединении первого листа бумаги и второго листа бумаги данные формования, относящиеся к первому листу бумаги и ко второму листу бумаги, регистрируются отдельно.
[00120] Вариант 17 может включать любой из вариантов 1-16 и может дополнительно включать следующий аспект: два или более датчиков включают в себя третий датчик, который выполнен с возможностью контроля местоположения, в котором первый лист бумаги и второй лист бумаги соединяют с образованием единого листа.
[00121] Вариант 18 может включать любые из вариантов 1-17 и может дополнительно включать следующий аспект: система управления сравнивает данные от третьего датчика с объединенными данными, так что выполняется формование единого листа, и любые проблемы формования для этого единого листа можно отслеживать по первому листу или второму листу.
[00122] Вариант 19 может включать любой из вариантов 1-18 и может дополнительно включать следующий аспект: два или более источника света расположены с той же стороны листа бумаги, что и два или более датчиков.
[00123] Вариант 20 может включать любой из вариантов 1-19 и может дополнительно включать следующий аспект: один или более из двух или более источников света расположены с другой стороны листа бумаги по отношению к указанным двум или более датчиков.
[00124] Вариант 21 может включать любой из вариантов 1-20 и может дополнительно включать следующий аспект: два или более источников света расположены как с первой, так и со второй стороны листа бумаги на бумагоделательной машине.
[00125] Вариант 22 может включать любой из вариантов 1-21 и может дополнительно включать следующий аспект: два или более датчиков включают в себя четвертый датчик, который расположен после всей или части прессовой секции, для выполнения измерений при формовании единого листа.
[00126] Вариант 23 может включать любой из вариантов 1-22 и может дополнительно включать следующий аспект: формование, параметры которого измеряют с помощью четвертого датчика, сравнивают с формованием, параметры которого измеряют с помощью первого датчика, второго датчика и третьего датчика, так что бумагоделательную машину можно отрегулировать выше по потоку относительно первого датчика, второго датчика, третьего датчика или их комбинации для устранения любых обнаруженных проблем формования.
[00127] Вариант 24 включает: способ, включающий: (а) контроль формования первого слоя с помощью первого датчика из множества датчиков; (b) контроль формования второго слоя с помощью второго датчика из множества датчиков; и соотнесение формования, контролируемого с помощью первого датчика, с формованием, контролируемым с помощью второго датчика.
[00128] Вариант 25 может включать любой из вариантов 1-24 и может дополнительно включать следующий аспект: этап соотнесения включает согласование первого слоя со вторым слоем, так что, когда первый слой и второй слой объединены, соотнесенное формование позволяет спрогнозировать объединенное формование.
[00129] Вариант 26 может включать любой из вариантов 1-25 и может дополнительно включать: контроль формования первого слоя и второго слоя, когда первый слой и второй слой объединены с образованием единого листа, с помощью третьего датчика из множества датчиков.
[00130] Вариант 27 может включать любой из вариантов 1-26 и может дополнительно включать: сравнение формования, соотнесенного с формованием, контролируемым с помощью третьего датчика.
[00131] Вариант 28 может включать любой из вариантов 1-27 и может дополнительно включать: выполнение регулировки для бумаги, обрабатываемой на основании различий в соотнесенном формовании и измеренном формовании.
[00132] Вариант 29 может включать любой из вариантов 1-28 и может дополнительно включать: сравнение дефектов формования с данными для формования от первого датчика и второго датчика для определения того, находится ли дефект формования в первом слое или во втором слое.
[00133] Вариант 30 может включать любой из вариантов 1-29 и может дополнительно включать: регулировку бумагоделательной машины для изменения формования первого слоя, второго слоя или и того, и другого на основании определения первого слоя, второго слоя или и того, и другого.
[00134] Вариант 31 может включать любые из вариантов 1-30 и может дополнительно содержать: систему управления, которая принимает данные формования от первого датчика, второго датчика, третьего датчика или комбинации вышеперечисленного.
[00135] Вариант 32 содержит: систему определения формования, содержащую: (а) один или более датчиков и (b) один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один из одного или более датчиков расположены в прессовой секции бумагоделательной машины, сушильной секции или и в том, и в другом, а с помощью одного или более источников света контролируют формование листа бумаги в прессовой секции, в сушильной секции или и в том, и в другом.
[00136] Вариант 33 может включать любой из вариантов 1-32 и может дополнительно включать следующий аспект: один или более из одного или более датчиков контролируют зону сжатия между двумя прессовыми валами или местоположение передачи между двумя сушильными барабанами.
[00137] Вариант 34 может включать любые из вариантов 1-33 и может дополнительно включать следующий аспект: один или более из одного или более датчиков расположены над листом бумаги, под листом бумаги или же один или более датчиков расположены как над, так и под листом бумаги.
[00138] Вариант 35 может включать любой из вариантов 1-34 и может дополнительно включать следующий аспект: один или более из одного или более датчиков контролируют сторону, расположенную выше по потоку относительно зоны сжатия двух прессовых валов, или местоположение передачи между двумя сушильными барабанами со стороны, расположенной ниже по потоку относительно двух прессовых валов или двух сушильных барабанов, либо и того, и другого.
[00139] Вариант 36 может включать любой из вариантов 1-35 и может дополнительно включать следующий аспект: один или более из одного или более источников света расположены под листом бумаги.
[00140] Вариант 37 может включать любой из вариантов 1-36 и может дополнительно включать следующий аспект: один из одного или более датчиков является подвесным датчиком, который контролирует лист из местоположения, которое по существу перпендикулярно листу бумаги.
[00141] Вариант 38 может включать любой из вариантов 1-37 и может дополнительно включать следующий аспект: один или более датчиков расположены выше по потоку относительно двух прессовых валов, между двумя наборами прессовых валов, после прессовой секции, выше по потоку относительно двух сушильных барабанов, между двумя наборами сушильных барабанов после сушильной секции или же в нескольких или во всех из указанных местоположений.
[00142] Вариант 39 может включать любой из вариантов 1-38 и может дополнительно включать следующий аспект: один или более датчиков расположены над листом, под листом или и в том, и в другом местах.
[00143] Вариант 40 может включать любой из вариантов 1-39 и может дополнительно включать следующий аспект: один или более датчиков контролируют все направление, поперечное направлению обработки бумагоделательной машины, один или более датчиков охватывают направление, поперечное направлению обработки бумагоделательной машины для контроля всего направления, поперечного направлению обработки, один или более датчиков выполнены с возможностью перемещения вдоль направления, поперечного направлению обработки, или возможны комбинации указанных вариантов.
[00144] Вариант 41 может включать любые из вариантов 1-40 и может дополнительно включать следующий аспект: система определения формования содержит систему управления, а система управления объединяет один или более результатов измерений, либо одну или более частей данных для создания одной иллюстрации формования, которая охватывает все направление, поперечное направлению обработки бумагоделательной машины.
[00145] Вариант 42 может включать любой из вариантов 1-41 и может дополнительно включать следующий аспект: один или более датчиков контролируют характеристики поверхности в дополнение к формованию листа.
[00146] Вариант 43 может включать любой из вариантов 1-42 и может дополнительно включать следующий аспект: характеристики поверхности включают отпечатки сетки, отпечатки ровнительного вала, отпечатки сукна, тиснение, скопления волокон, или комбинацию вышеперечисленного.
[00147] Вариант 44 может включать любой из вариантов 1-43 и может дополнительно включать следующий аспект: один или более датчиков представляют собой камеру.
[00148] Вариант 45 включает способ, включающий: (а) контроль листа бумаги с помощью одного или более датчиков в одном или более местоположениях вдоль бумагоделательной машины, когда лист бумаги проходит между двумя прессовыми валами или двумя наборами прессовых валов прессовой секции или между двумя сушильными барабанами сушильной секции; (b) контроль формования листа бумаги; и (с) контроль характеристик поверхности листа бумаги.
[00149] Вариант 46 может включать любой из вариантов 1-45 и может дополнительно включать следующий аспект: контроль формования листа бумаги включает измерение расстояния между скоплениями волокон внутри листа.
[00150] Вариант 47 может включать любой из вариантов 1-46 и может дополнительно включать следующий аспект: контроль формования включает контроль усадки листа бумаги.
[00151] Вариант 48 может включать любые из вариантов 1-47 и может дополнительно включать следующий аспект: усадка листа бумаги представляет собой разность между шириной листа бумаги в направлении, поперечном направлению обработки, в первом местоположении и шириной листа бумаги в направлении, поперечном направлению обработки, во втором местоположении.
[00152] Вариант 49 может включать любой из вариантов 1-48 и может дополнительно включать следующий аспект: указанную разность соотносят с сортом бумаги в производственном цикле, а затем эту разность соотносят со справочной таблицей со значениями разности в предыдущих производственных циклах.
[00153] Вариант 50 может включать любой из вариантов 1-49 и может дополнительно включать: регулировку величины давления, оказываемого двумя прессовыми валами, температуры сушильных барабанов в сушильной секции или того и другого.
[00154] Вариант 51 может включать любой из вариантов 1-50 и может дополнительно включать: регулировку скорости бумагоделательной машины.
[00155] Вариант 52 может включать любой из вариантов 1-51 и может дополнительно включать: контроль местоположения зоны сжатия между двумя прессовыми валами.
[00156] Вариант 53 может включать любой из вариантов 1-52 и может дополнительно включать: контроль местоположения над листом бумаги, местоположения под листом бумаги или и то, и другое, когда лист бумаги входит в зону сжатия между двумя прессовыми валами, выходит из зоны сжатия между двумя прессовыми валами или и в том, и в другом случаях.
[00157] Вариант 54 может включать любой из вариантов 1-53 и может дополнительно включать следующий аспект: один или более датчиков контролируют лист бумаги под углом, когда лист бумаги входит в зону сжатия или выходит из зоны сжатия, причем этот угол составляет приблизительно 5 градусов или более и приблизительно 85 градусов или менее, предпочтительно приблизительно 15 градусов или более и приблизительно 75 градусов или менее, или более предпочтительно приблизительно 30 градусов или более и приблизительно 60 градусов или менее (т.е. приблизительно 45 градусов).
[00158] Вариант 55 может включать любой из вариантов 1-54 и может дополнительно включать следующий аспект: один или более датчиков контролируют лист бумаги до того, как лист бумаги входит в сушильную секцию, после того, как лист бумаги выходит из сушильной секции, или и в том, и в другом случаях.
[00159] Вариант 56 может включать любой из вариантов 1-55 и может дополнительно включать следующий аспект: один из одного или более датчиков периодически располагается между двумя сушильными барабанами.
[00160] Вариант 57 может включать любой из вариантов 1-56 и может дополнительно содержать: периодически два или более расположенных на расстоянии друг от друга сушильных барабанов и 20 или менее расположенных на расстоянии друг от друга сушильных барабанов, или предпочтительно 3 или более расположенных на расстоянии друг от друга сушильных барабанов и 15 или менее расположенных на расстоянии друг от друга сушильных барабанов.
[00161] Вариант 58 может включать любой из вариантов 1-57 и может дополнительно включать следующий аспект: один или более датчиков проходят под углом по отношению к листу бумаги, когда лист бумаги проходит между двумя сушильными барабанами, а угол составляет приблизительно 5 градусов или более и приблизительно 85 градусов или менее, предпочтительно приблизительно 15 градусов или более и приблизительно 75 градусов или менее, или более предпочтительно приблизительно 30 градусов или более и приблизительно 60 градусов или менее (т.е. приблизительно 45 градусов).
[00162] Вариант 59 может включать любой из вариантов 1-58 и может дополнительно включать следующий аспект: один из одного или более датчиков расположен перпендикулярно листу бумаги.
[00163] Вариант 60 может включать любой из вариантов 1-59 и может дополнительно включать следующий аспект: один или более источников света расположены над листом, один или более источников света расположены под листом, или и в том, и в другом местах.
[00164] Вариант 61 может включать любые из вариантов 1-60 и может дополнительно включать следующий аспект: характеристики поверхности листа бумаги включают отпечатки сетки, отпечатки ровнительного вала, отпечатки сукна, тиснение, скопления волокон, геометрическую форму поверхности, или комбинацию вышеперечисленного.
[00165] Вариант 62 может включать любой из вариантов 1-61 и может дополнительно включать: контроль значений характеристик поверхности.
[00166] Вариант 63 может включать любые из вариантов 1-62 и может дополнительно включать: регулировку давления в прессовой секции, регулировку температуры в сушильной секции, регулировку давления сукна в прессовой секции, регулировку давления сукна в сушильной секции или их комбинацию на основании значений характеристик поверхности.
[00167] Вариант 64 может включать любой из вариантов 1-63 и может дополнительно включать: изменение характеристик щелевого отверстия, ускорения/замедления, характеристик сквозного выреза или их комбинации на основании контролируемых характеристик поверхности.
[00168] Вариант 65 содержит: систему определения формования, содержащую: (а) один или более датчиков и (b) один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один из одного или более датчиков расположены в секции каландра и контролируют формование, характеристики поверхности, или то и другое, листа бумаги в одном или более местоположениях в секции каландра.
[00169] Вариант 66 может включать любые из вариантов 1-65 и может дополнительно включать следующий аспект: один или более из одного или более датчиков контролируют лист бумаги, когда лист бумаги входит в секцию каландра, выходит из секции каландра или и то, и другое.
[00170] Вариант 67 может включать любой из вариантов 1-66 и может дополнительно включать следующий аспект: секция каландра имеет одну или более зон сжатия, а один или более из одного или более датчиков контролируют лист бумаги, входящий в одну или более зон сжатия, выходящий из одной или более зон сжатия, или как в том, так и в другом случаях.
[00171] Вариант 68 может включать любые из вариантов 1-67 и может дополнительно включать следующий аспект: система определения формования содержит систему управления, а система управления выполнена с возможностью сравнения формования, характеристик поверхности, или и того, и другого, для листа бумаги, входящего в одну или более зон сжатия и выходящего из одной или более зон сжатия, чтобы можно было сравнить изменение формования, изменение характеристик поверхности, или и то, и другое.
[00172] Вариант 69 включает: способ, включающий: (а) контроль листа бумаги с помощью одного или более датчиков в одном или более местоположениях вдоль бумагоделательной машины, когда лист бумаги проходит в секцию каландра; (b) контроль формования листа бумаги в секции каландра; и (с) контроль характеристик поверхности листа бумаги в секции каландра.
[00173] Вариант 70 может включать любые из вариантов 1-69 и может дополнительно включать: сравнение формования, характеристик поверхности или и того, и другого для листа бумаги, входящего в секцию каландра и выходящего из секции каландра.
[00174] Вариант 71 может включать любой из вариантов 1-70 и может дополнительно включать: определение изменения формования, характеристик поверхности или того и другого, а также определение того, следует ли внести какие-либо изменения в секции каландра.
[00175] Вариант 72 может включать любые из вариантов 1-71 и может дополнительно включать: регулировку давления одного или более валов каландра на основании изменений формования, характеристик поверхности или и того, и другого.
[00176] Вариант 73 может включать любой из вариантов 1-72 и может дополнительно включать: контроль листа бумаги, когда лист бумаги входит в одну или более зон сжатия в секции каландра, выходит из одной или более зон сжатия в секции каландра или как в том, так и в другом случаях.
[00177] Вариант 74 может включать любой из вариантов 1-73 и может дополнительно включать: определение изменений формования, изменений характеристик поверхности или и того, и другого для листа бумаги, проходящего через одну или более зон сжатия в секции каландра.
[00178] Вариант 75 может включать любой из вариантов 1-74 и может дополнительно включать: изменение количества текучих сред, добавляемых в секцию каландра, величины давления, прикладываемого одним или более валов каландра в секции каландра, скорости одного или более валов каландра в секции каландра или комбинацию указанных регулировок.
[00179] Вариант 76 может включать любые из вариантов 1-75 и может дополнительно включать следующий аспект: на основании изменения формования, характеристик поверхности или и того, и другого один или более валов каландра заменяют, фиксируют или выполняют и то, и другое.
[00180] Вариант 77 может содержать: систему определения формования, содержащую: (а) один или более датчиков и (b) один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один из одного или более датчиков расположен в секции намотки бумаги в рулон и контролирует формование, характеристики поверхности, или то, и другое, листа бумаги в одном или более местоположениях в секции намотки бумаги в рулон.
[00181] Вариант 78 может включать любой из вариантов 1-77 и может дополнительно включать следующий аспект: один или более датчиков контролируют лист бумаги, когда лист бумаги наматывается на катушку, до наматывания листа бумаги на катушку или и в том, и в другом случае.
[00182] Вариант 79 может включать любой из вариантов 1-78 и может дополнительно включать следующий аспект: система определения формования содержит систему управления, а система управления контролирует профиль катушки в направлении, поперечном направлению обработки, так что лист бумаги на катушке в направлении, поперечном направлению обработки, имеет по существу ровный профиль при намотке.
[00183] Вариант 80 включает: способ, включающий: (а) контроль листа бумаги с помощью одного или более датчиков в одном или более местоположениях вдоль бумагоделательной машины, когда лист бумаги входит в секцию намотки бумаги в рулон; (b) контроль формования листа бумаги в секции намотки бумаги в рулон; и (с) контроль характеристик поверхности листа бумаги в секции намотки бумаги в рулон.
[00184] Вариант 81 содержит: систему определения формования, содержащую: (а) два или более датчиков; (b) два или более источников света, которые освещают исследуемое местоположение, причем каждый из двух или более источников света расположен непосредственно напротив одного из двух или более датчиков, так что один из двух или более датчиков контролирует исследуемое местоположение, освещаемое каждым из двух или более источников света; причем первый из двух или более датчиков расположен в мокрой части бумагоделательной машины или после нее, а второй из двух или более датчиков расположен в прессовой секции бумагоделательной машины или перед ней.
[00185] Вариант 82 может включать любой из вариантов 1-81 и может дополнительно включать следующий аспект: два или более датчиков и два или более источников света включают третий датчик и третий источник света, расположенные перед сушильной секцией или внутри нее.
[00186] Вариант 83 может включать любой из вариантов 1-82 и может дополнительно включать следующий аспект: два или более датчика и два или более источника света включают четвертый датчик и четвертый источник света, расположенные перед секцией каландра или внутри нее.
[00187] Вариант 84 может включать любой из вариантов 1-83 и может дополнительно включать следующий аспект: два или более датчика и два или более источника света включают пятый датчик и пятый источник света, расположенный перед секцией намотки бумаги в рулон или внутри нее.
[00188] Любые числовые значения, указанные в данном документе, включают все значения от минимального значения до максимального значения с шагом в одну единицу при условии, что существует разделение по меньшей мере на 2 единицы между любым меньшим значением и любым большим значением. В качестве примера, если указано, что количество компонентов или значение переменной процесса, такой как, например, температура, давление, время и т.п., составляет, например, от 1 до 90, предпочтительно от 20 до 80, более предпочтительно от 30 до 70, предполагается, что такие значения, как от 15 до 85, от 22 до 68, от 43 до 51, от 30 до 32 и т.д., явным образом включены в настоящее описание. Для значений, которые меньше единицы, одной единицей считается 0,0001, 0,001, 0,01 или 0,1, в зависимости от ситуации. Выше приведены лишь примеры конкретно подразумеваемых значений и все возможные комбинации числовых значений между наименьшим и наибольшим перечисленными значениями следует рассматривать как явным образом указанные в настоящей заявке аналогичным образом.
[00189] Если не указано иное, все диапазоны включают как конечные точки, так и все числа между конечными точками. Термины «около» или «приблизительно» применимо к диапазону относятся к обоим концам диапазона. Таким образом, выражение «от приблизительно 20 до 30» означает «от приблизительно 20 до приблизительно 30», включая по меньшей мере указанные конечные точки.
[00190] Описания всех статей и ссылок, включая заявки на патенты и публикации, включены посредством ссылки для всех целей. Термин «состоящий по существу из» для описания комбинации должен включать идентифицированные элементы, ингредиенты, компоненты или этапы, а также такие другие элементы, ингредиенты, компоненты или этапы, которые существенно не влияют на основные и новые характеристики комбинации. Использование терминов «содержащий» или «включающий» для описания комбинаций элементов, ингредиентов, компонентов или этапов в данном документе также предполагает существование вариантов осуществления, которые по существу включают эти элементы, ингредиенты, компоненты или этапы или обязательно включают их.
[00191] Множество элементов, ингредиентов, компонентов или этапов может быть представлено одним объединенным элементом, ингредиентом, компонентом или этапом. В качестве альтернативы один объединенный элемент, ингредиент, компонент или этап можно разделить на отдельные множества элементов, ингредиентов, компонентов или этапов. Применение терминов «некоторый» или «один» для описания элемента, ингредиента, компонента или этапа не предназначено для исключения дополнительных элементов, ингредиентов, компонентов или этапов.
[00192] Следует понимать, что представленное выше описание предназначено для иллюстрации и не является ограничивающим. Многие варианты осуществления, а также многие варианты применения помимо представленных примеров будут очевидны для специалистов в данной области техники после ознакомления с приведенным выше описанием. Следовательно, объем настоящего изобретения следует определять, опираясь не на представленное выше описание, а на прилагаемую формулу изобретения вместе с полным объемом эквивалентов, на которые распространяется такая формула изобретения. Описания всех статей и ссылок, включая заявки на патенты и публикации, включены посредством ссылки для всех целей. Пропуск в нижеследующей формуле изобретения любого аспекта объекта изобретения, который раскрыт в данном документе, не является отказом от такого объекта изобретения и не следует считать, что изобретатели не рассматривали такой объект изобретения в качестве части раскрытого объекта настоящего изобретения.
[00193] 2 Бумагоделательная машина
[00194] 3 Щелевое отверстие
[00195] 4 Напорный ящик
[00196] 5 Грудной вал
[00197] 6 Сетка
[00198] 7 Формующая доска
[00199] 8 Секции планок
[00200] 9 Планка
[00201] 9А Планка с регулируемым углом наклона
[00202] 9В Планка с регулируемой высотой
[00203] 9С Статические планки
[00204] 10 Отжимной вал
[00205] 11 Удаляемая вода
[00206] 12 Сухая линия
[00207] 14 Направление обработки
[00208] 16 Струя бумажной массы
[00209] 18 Мокрая часть
[00210] 20 Система контроля
[00211] 22 Источник света
[00212] 24 Датчик
[00213] 26 Датчики с большим углом
[00214] 28 Датчик с малым углом
[00215] 30 Система определения формования
[00216] 32 Датчики для контроля множества слоев
[00217] 34 Датчики прессовой секции
[00218] 36 Датчики сушильной секции
[00219] 40 Система управления
[00220] 42 Контроллер
[00221] 44 Монитор формования
[00222] 46 Графическое представление формования
[00223] 48 Изменение формования
[00224] 50 Числовое представление формования
[00225] 60 Бумажная масса
[00226] 62 Волокно
[00227] 64 Вода
[00228] 70 Область контроля
[00229] 72 Сквозной вырез
[00230] 76 Мокрая линия
[00231] 78 Линия активности бумажной массы
[00232] 80 Лист
[00233] 82 Точечное отверстие
[00234] 84 Полоса
[00235] 86 Пульсация
[00236] 88 Комочки
[00237] 90 Пузырек или капля
[00238] 92 Источник света
[00239] 94 Темное пятно
[00240] 100 Прессовая секция
[00241] 102 Прессовый вал
[00242] 104 Подвесной датчик
[00243] 106 Датчик с большим углом
[00244] 108 Датчик с малым углом
[00245] 110 Зона сжатия
[00246] 120 Сушильная секция
[00247] 122 Сушильные барабаны
[00248] 124 Местоположение передачи
[00249] 126 Датчик передачи
[00250] 130 Секция каландра
[00251] 132 Вал каландра
[00252] 134 Датчик зоны сжатия
[00253] 140 Секция намотки бумаги в рулон
[00254] 142 Катушка.
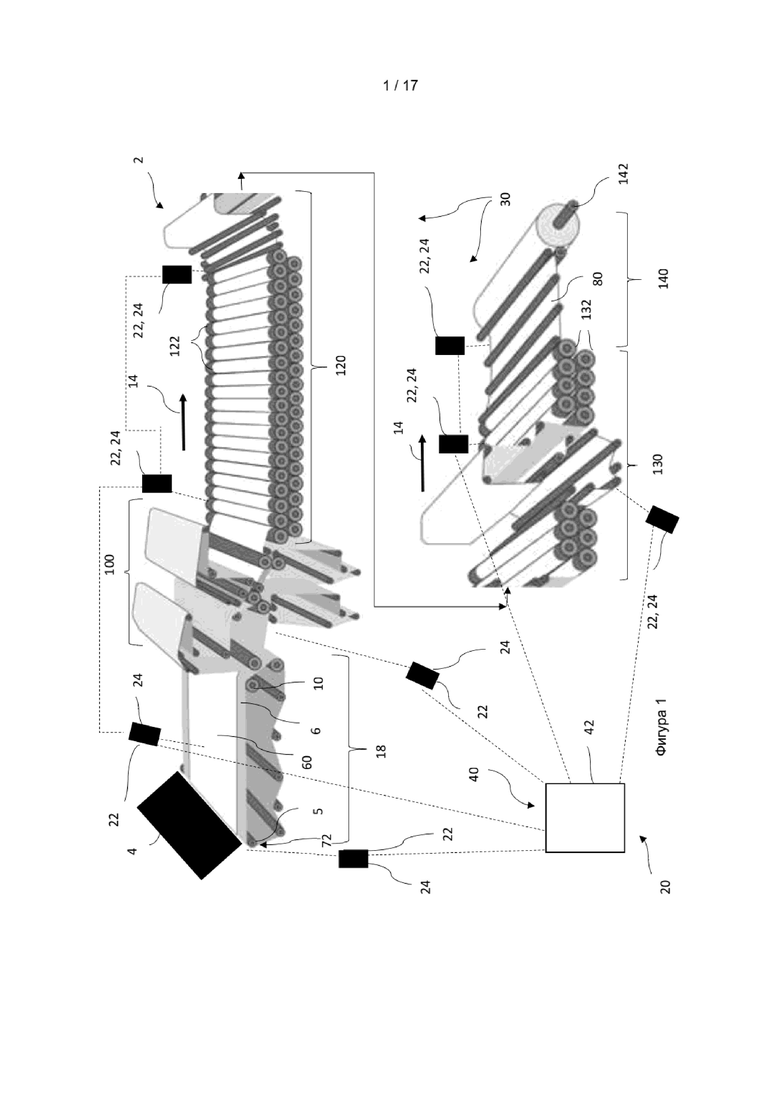
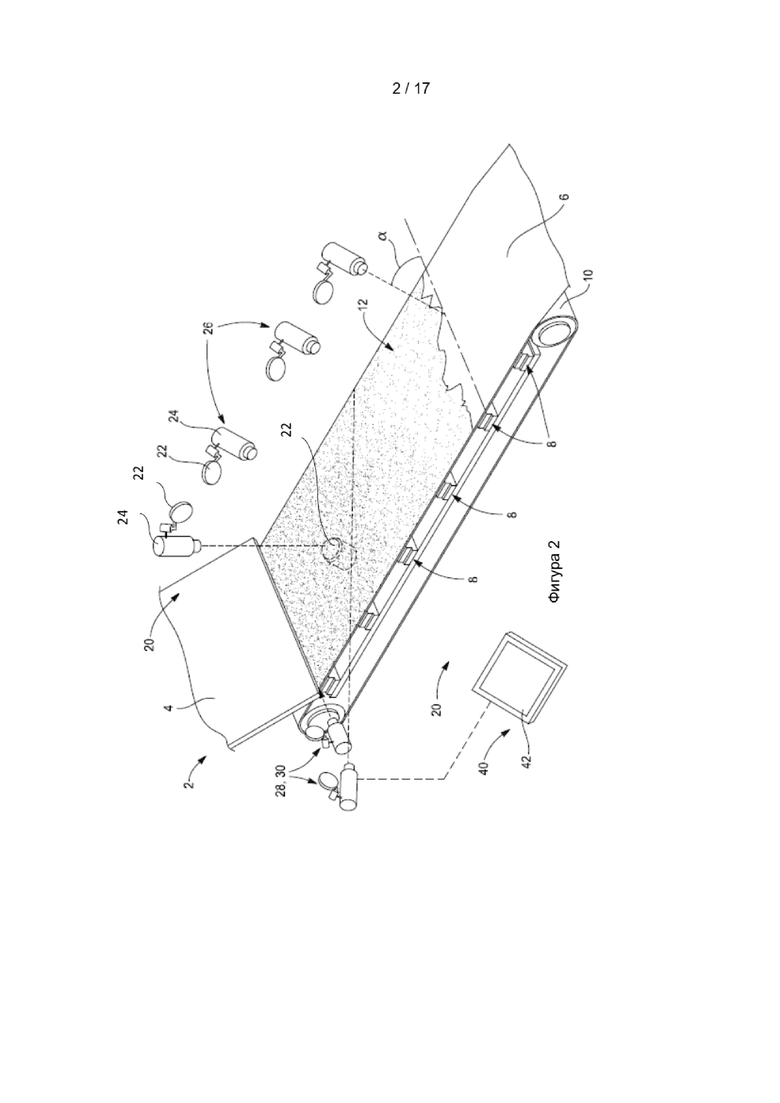

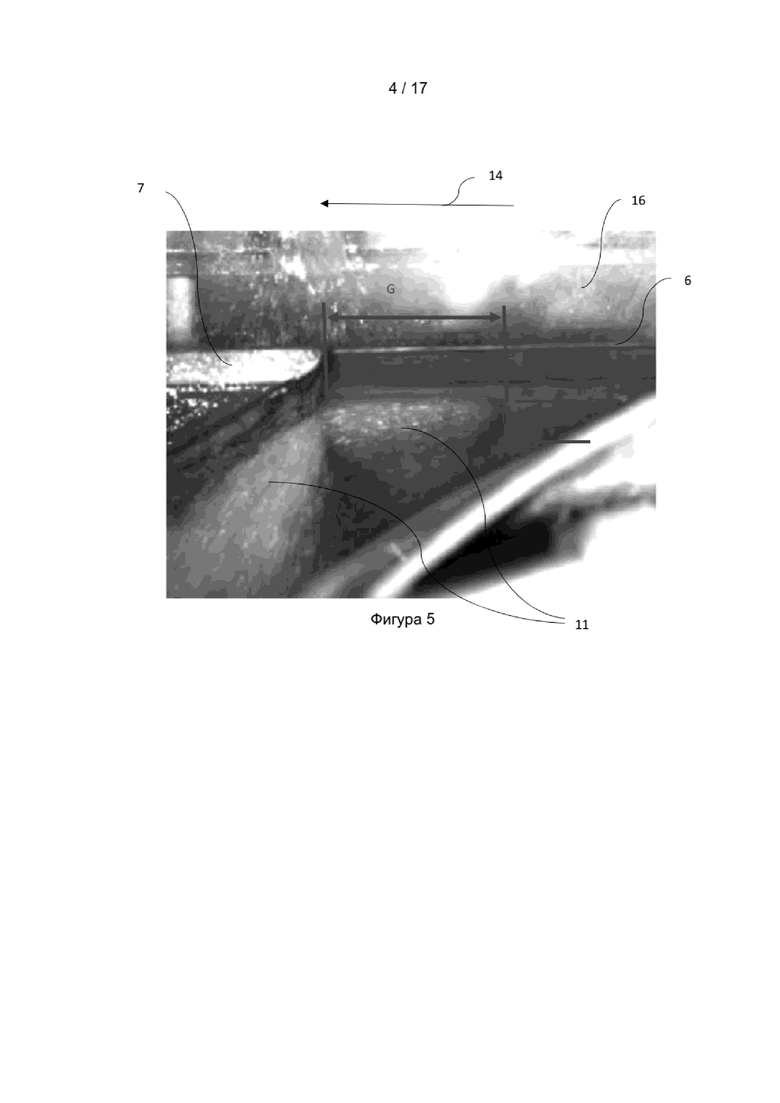

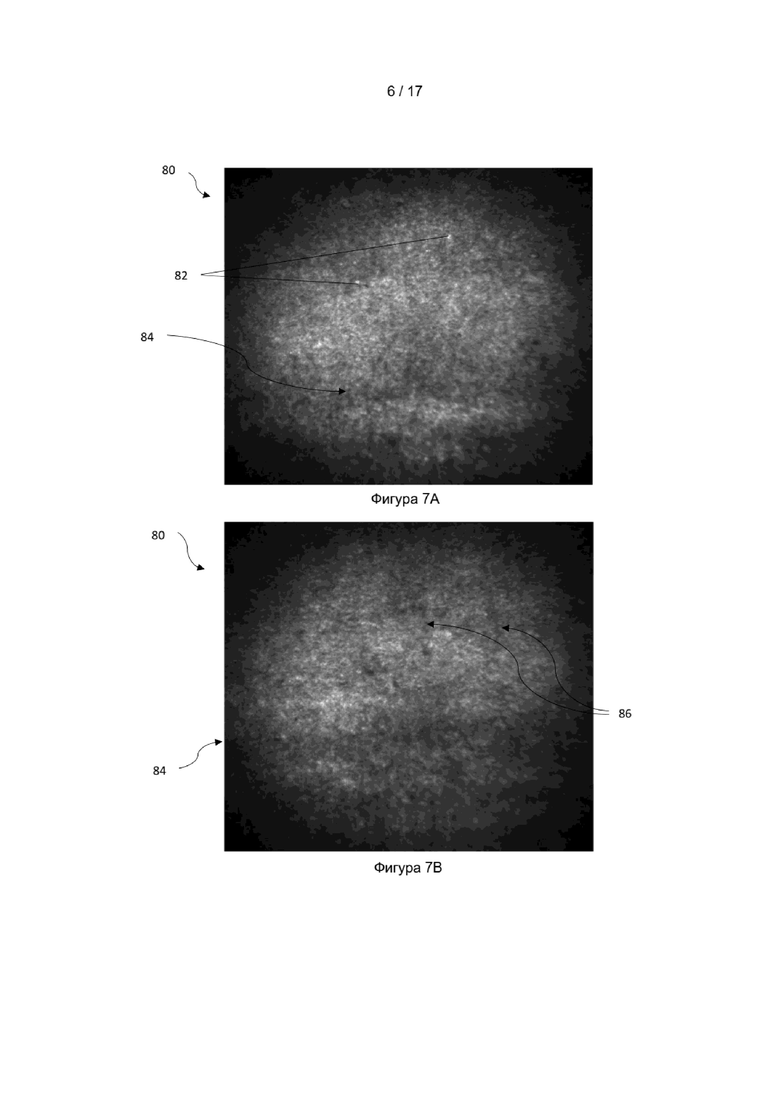

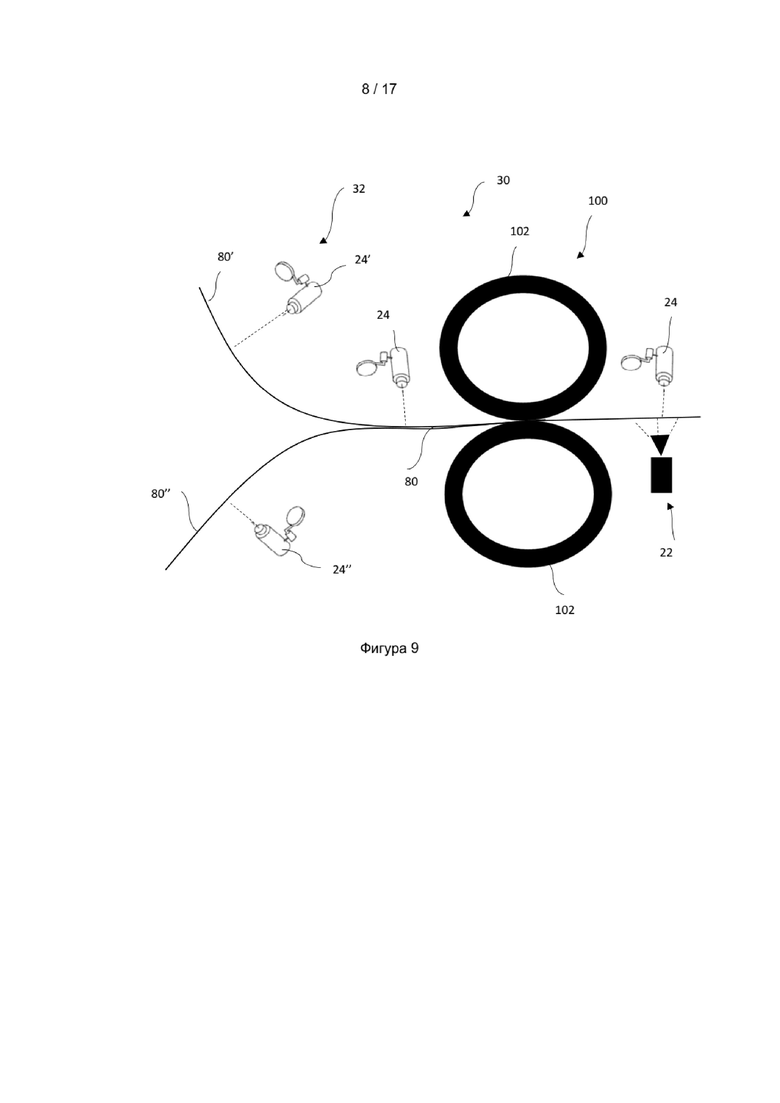
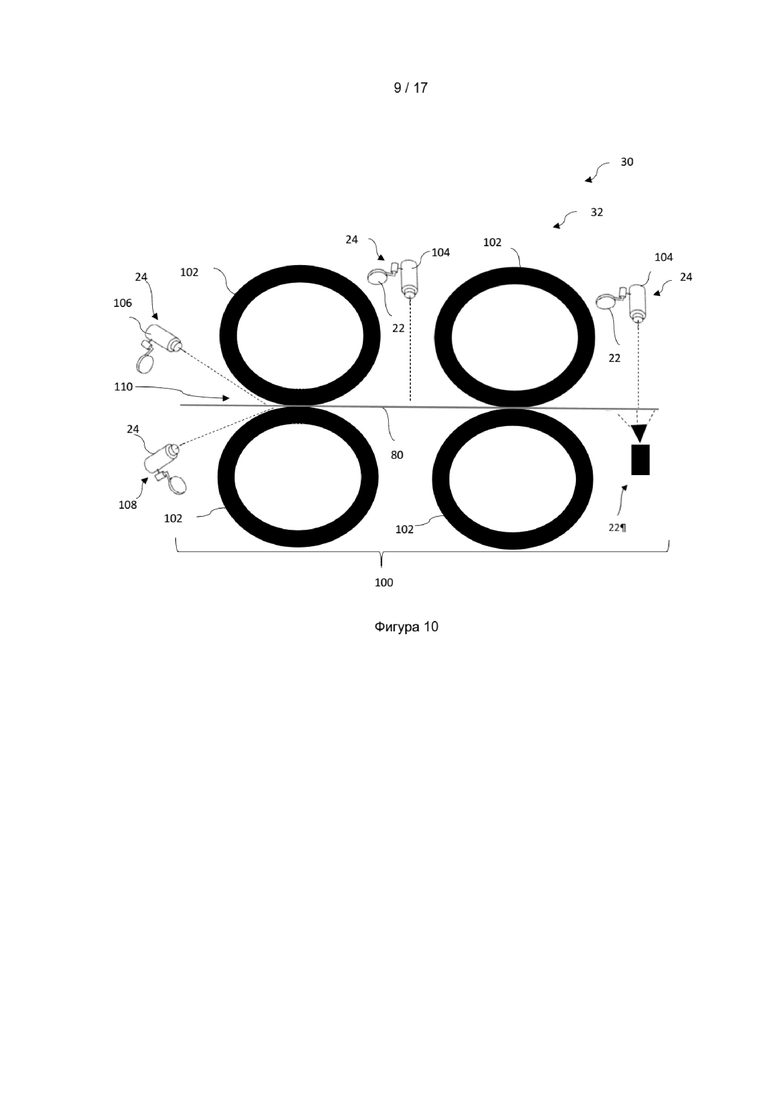
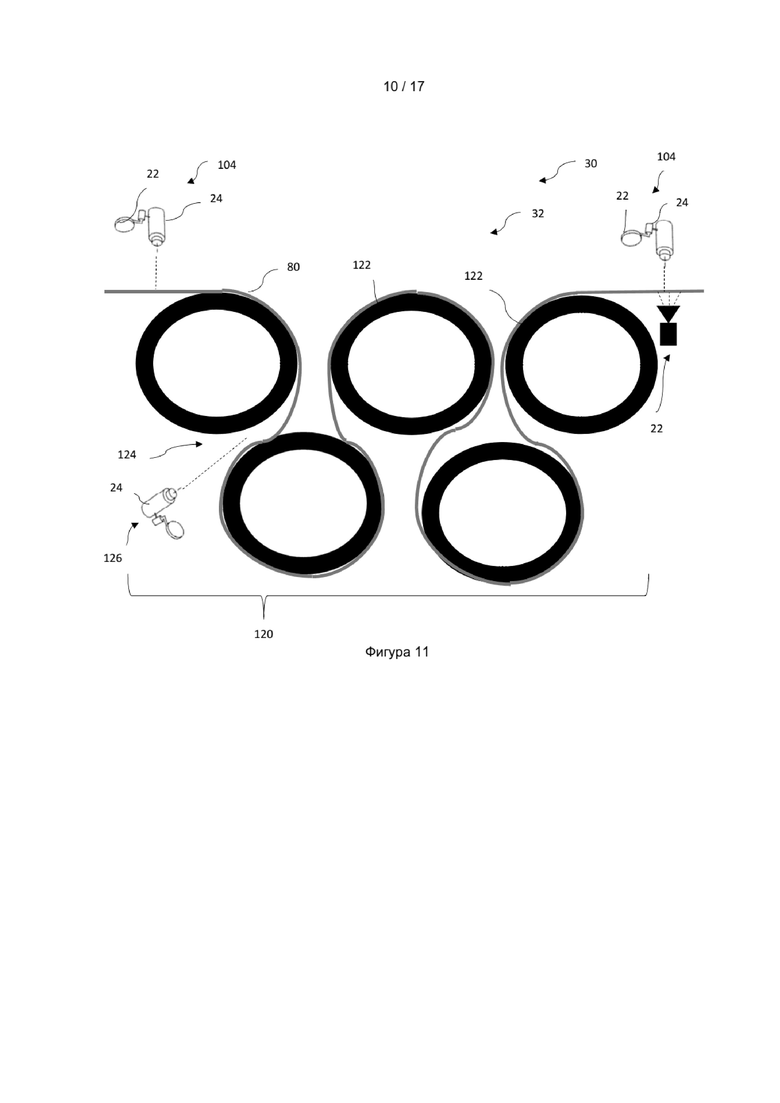

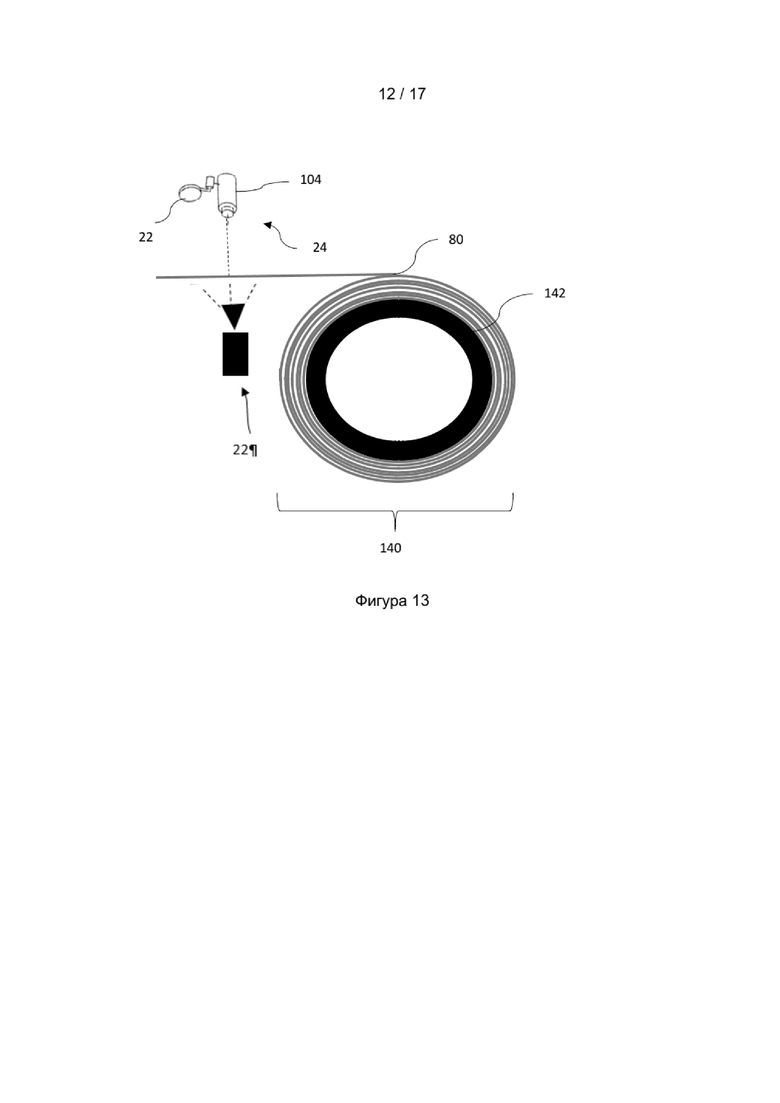
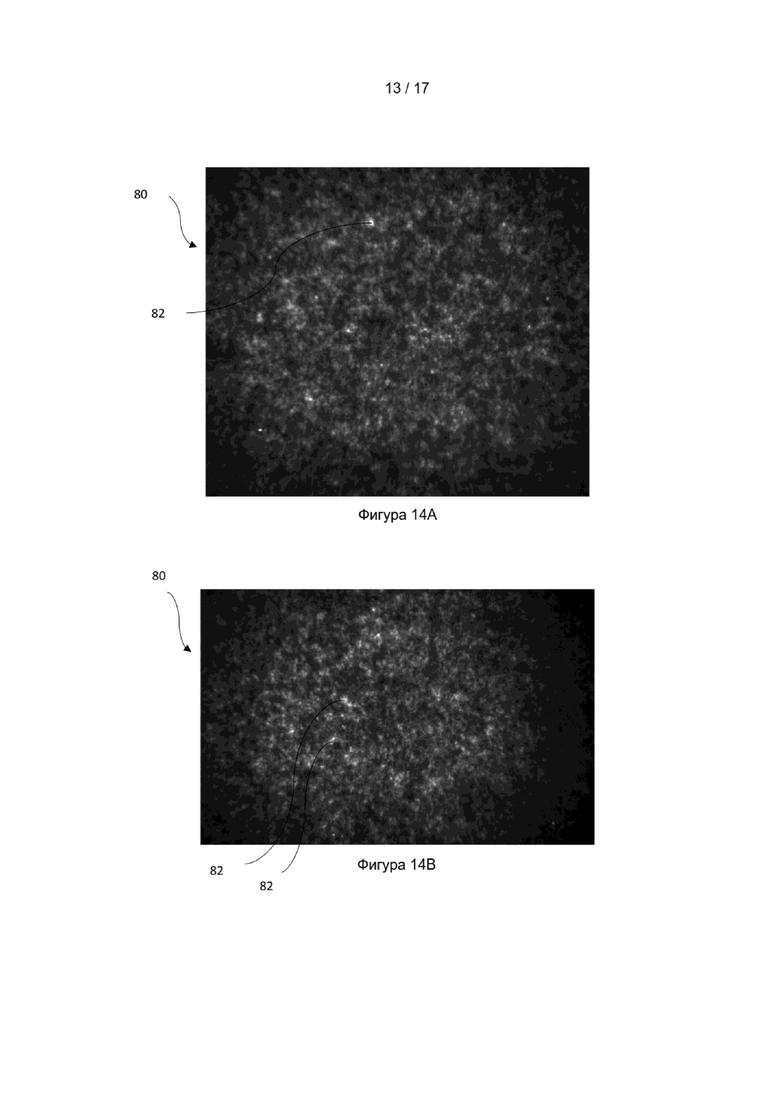
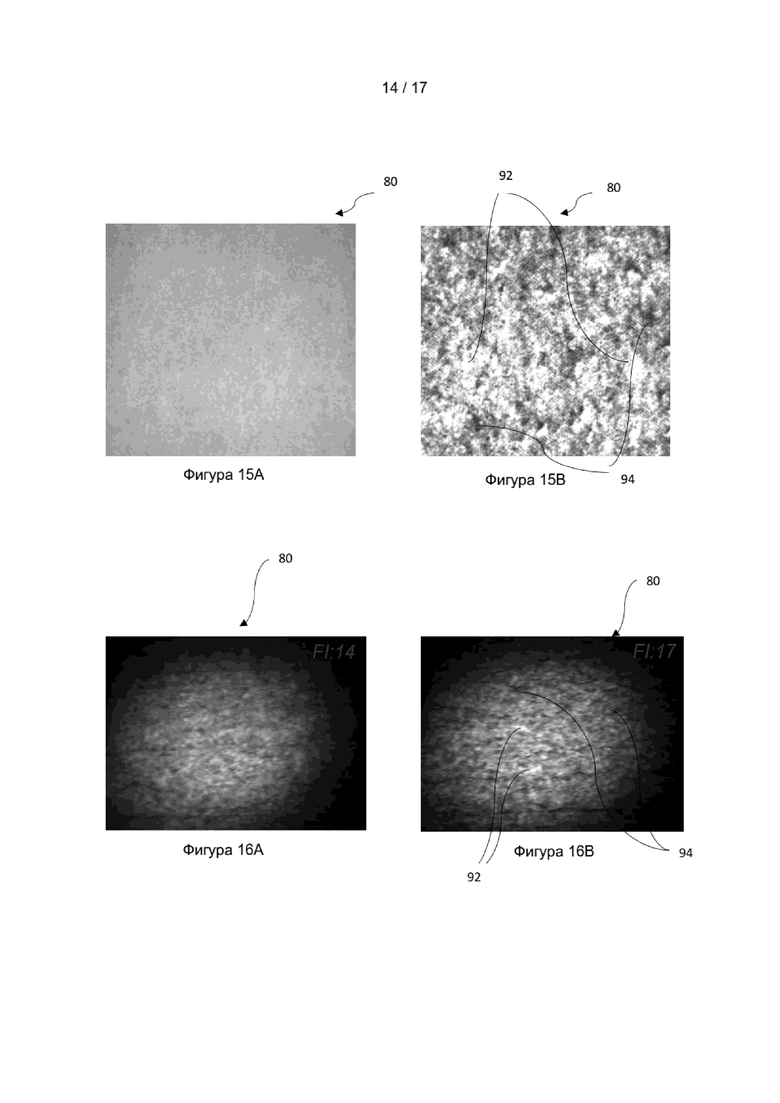


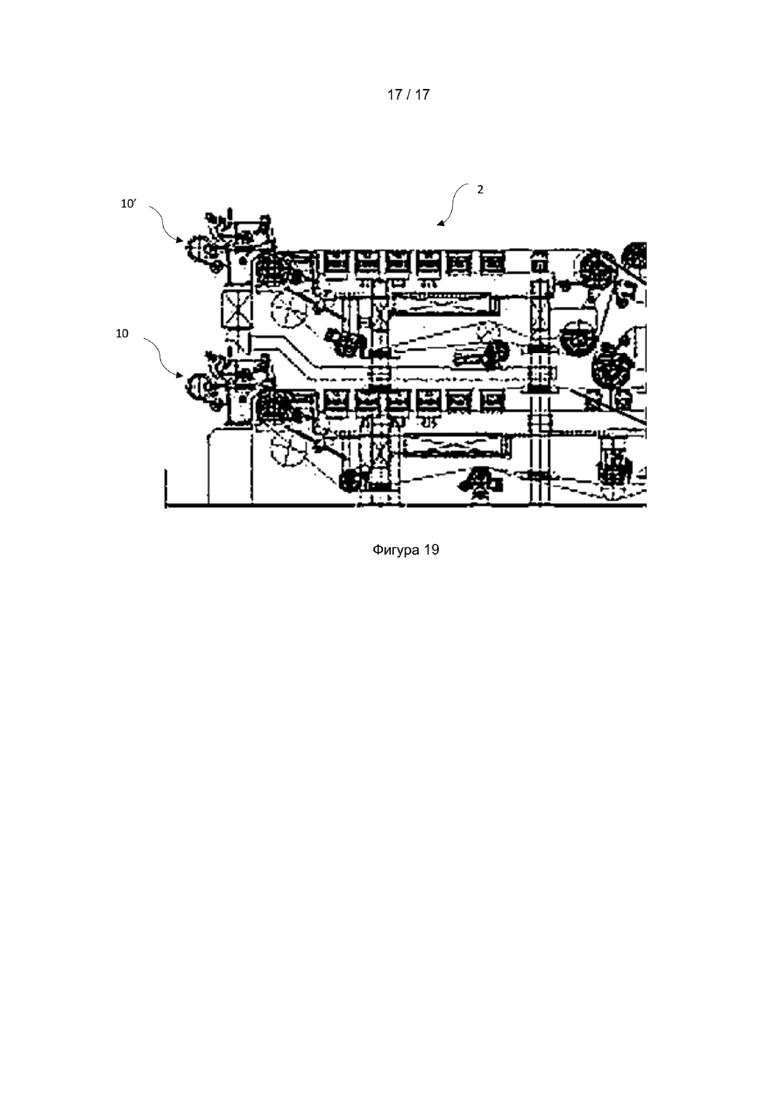
Группа изобретений относится к способу определения формования и системе определения формования, содержащей один или более датчиков, при этом один или несколько датчиков включают в себя камеры, а также один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение; причем один из одного или более датчиков расположены внутри двух или больше секций бумагоделательной машины, включая прессовую секцию, сушильную секцию, и с помощью одного или более источников света контролируют равномерность формования листа бумаги в прессовой секции и в сушильной секции. 3 н. и 12 з.п. ф-лы. 24 ил.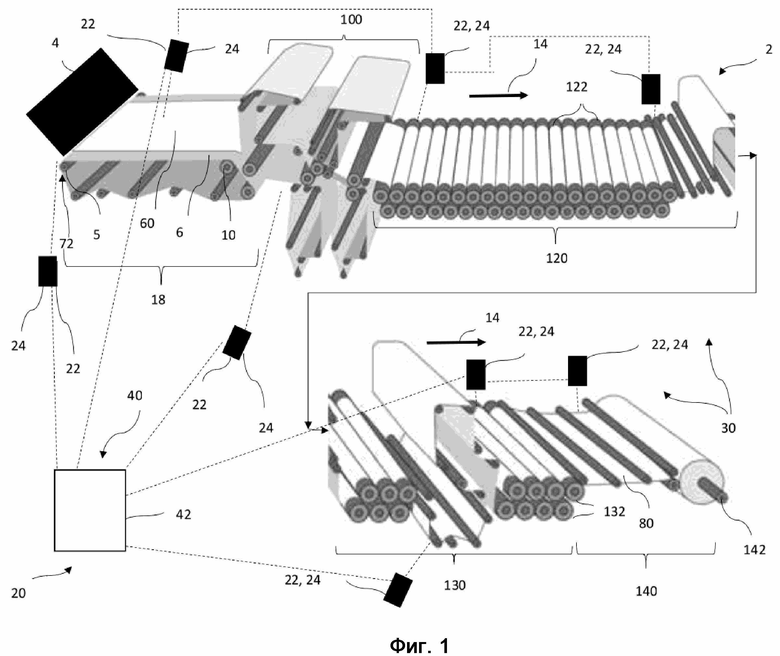
1. Система определения формования, содержащая:
a. один или более датчиков, при этом один или несколько датчиков включают в себя камеры, и
b. один или более источников света, которые освещают исследуемое местоположение, так что один или более датчиков могут контролировать исследуемое местоположение;
причем один из одного или более датчиков расположены внутри двух или больше секций бумагоделательной машины, включая прессовую секцию, сушильную секцию, и с помощью одного или более источников света контролируют равномерность формования листа бумаги в прессовой секции и в сушильной секции.
2. Система определения формования по любому из предшествующих пунктов, в которой один или более из одного или более датчиков контролируют зону сжатия между двумя прессовыми валами или местоположение передачи между двумя сушильными барабанами, или в которой один или более из одного или более датчиков контролируют расположенную выше по потоку сторону зоны сжатия двух прессовых валов или местоположения передачи между двумя сушильными барабанами на расположенной ниже по потоку стороне двух прессовых валов или двух сушильных барабанов, либо и то, и другое.
3. Система определения формования по любому из предшествующих пунктов, в которой один или более из одного или более датчиков расположены над листом бумаги, под листом бумаги, или же один или более датчиков расположены как над, так и под листом бумаги; один или более датчиков расположены над листом, под листом или и в том, и в другом местах, или скомбинированы оба варианта.
4. Система определения формования по любому из предшествующих пунктов, в которой один или более из одного или более источников света расположены под листом бумаги и в которой один из одного или более датчиков является подвесным датчиком, который наблюдает лист из местоположения, которое по существу перпендикулярно листу бумаги.
5. Система определения формования по любому из предшествующих пунктов, в которой один или более датчиков расположены выше по потоку относительно двух прессовых валов, между двумя наборами прессовых валов, после прессовой секции, выше по потоку относительно двух сушильных барабанов, между двумя наборами сушильных барабанов после сушильной секции или же в нескольких или во всех из указанных местоположений.
6. Система определения формования по любому из предшествующих пунктов, в которой один или более датчиков контролируют характеристики поверхности в дополнение к равномерности формования листа, и в которой характеристики поверхности включают отпечатки сетки, отпечатки ровнительного вала, отпечатки сукна, тиснение, скопления волокон, или комбинацию вышеперечисленного.
7. Способ определения равномерности формирования, включающий:
а. контроль листа бумаги с помощью одного или более датчиков в одном или более местоположениях вдоль бумагоделательной машины, когда лист бумаги проходит между двумя прессовыми валами или двумя наборами прессовых валов прессовой секции или между двумя сушильными барабанами сушильной секции;
b. контроль равномерности формования листа бумаги; и
c. контроль характеристик поверхности листа бумаги,
при этом один или несколько датчиков включают камеры.
8. Способ по п. 7, согласно которому контроль равномерности формования листа бумаги включает измерение расстояния между скоплениями волокон внутри листа, усадки листа бумаги, причем усадка листа бумаги представляет собой разность между шириной листа бумаги в направлении, поперечном направлению обработки, в первом местоположении и шириной листа бумаги в направлении, поперечном направлению обработки, во втором местоположении или и то, и другое.
9. Способ по любому из пп. 7, 8, согласно которому указанную разность соотносят с сортом бумаги в производственном цикле, а затем эту разность соотносят со справочной таблицей со значениями разностей в предыдущих производственных циклах, или согласно которому один из одного или более датчиков расположен перпендикулярно листу бумаги, причем один или более источников света расположены над листом, один или более источников света расположены под листом, или и то, и другое.
10. Способ по любому из пп. 7-9, включающий контроль местоположения над листом бумаги, местоположения под листом бумаги или и того, и другого, когда лист бумаги входит в зону сжатия между двумя прессовыми валами, выходит из зоны сжатия между двумя прессовыми валами, или и то, и другое; причем один или более датчиков контролируют лист бумаги до того, как лист бумаги входит в сушильную секцию, после того, как лист бумаги выходит из сушильной секции, местоположение периодически между двумя сушильными барабанами, или комбинацию вышеперечисленного,
и
при этом характеристики поверхности листа бумаги включают отпечатки сетки, отпечатки ровнительного вала, отпечатки сукна, тиснение, скопления волокон, геометрическую форму поверхности, или комбинацию вышеперечисленного.
11. Способ по любому из пп. 7-10, дополнительно включающий одновременное сравнение множества местоположений, так что если наблюдается ступенчатое изменение, то возможно отследить, что изменение произошло в определенной секции.
12. Система определения формования, содержащая:
a. два или более датчиков, включающих:
i. первый из двух или более датчиков, направленный на первое местоположение вдоль бумагоделательной машины, соответствующее первому лист бумаги,
ii. второй из двух или более датчиков, направленный на второе местоположение вдоль бумагоделательной машины, соответствующее второму листу бумаги,
iii. камеры в первом местоположении, во втором местоположении или обоих местоположениях;
b. два или более источника света; и
c. систему управления;
причем равномерное формование первого листа бумаги и равномерное формование второго листа бумаги согласовываются системой управления с получением совокупных данных, так что при соединении первого листа бумаги и второго листа бумаги данные равномерного формования, относящиеся к первому листу бумаги и ко второму листу бумаги, регистрируются отдельно.
13. Система определения формования по п. 12, в которой два или более датчиков включают третий датчик, который выполнен с возможностью контроля местоположения, в котором первый лист бумаги и второй лист бумаги соединяют с образованием единого листа, и в которой система управления сравнивает данные от третьего датчика с объединенными данными, так что обеспечивается равномерность формирования единого листа и отслеживание любых проблем равномерности формования для этого единого листа по первому листу или второму листу.
14. Система определения формования по любому из пп. 12, 13, в которой один или более из двух или более источников света расположен с другой стороны листа бумаги относительно указанных двух или более датчиков, или два или более источников света расположены как с первой, так и со второй стороны листа бумаги на бумагоделательной машине.
15. Система определения формования по любому из пп. 12-14, в которой два или более датчиков включают четвертый датчик, который расположен после всей прессовой секции или после ее части для выполнения измерений формования единого листа, и в которой формование, параметры которого измеряют с помощью четвертого датчика, сравнивают с формованием, параметры которого измеряют с помощью первого датчика, второго датчика и третьего датчика, так что бумагоделательную машину можно отрегулировать выше по потоку относительно первого датчика, второго датчика, третьего датчика или их комбинации для устранения любых обнаруженных проблем формования.
| US 6290816 B1, 18.09.2001 | |||
| DE 102005036482 A1, 08.02.2007 | |||
| US 6444094 B1, 03.09.2002 | |||
| WO 2019229919 A1, 2019.12.05 | |||
| RU 2019129149 A, 03.12.2019. |

