Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится к способу изготовления распадающегося в воде листа из волокнистого материала, в частности, бумажного листа, а также к распадающемуся в воде листу из волокнистого материала, в частности, к бумажному листу. Кроме того, предлагаемое изобретение относится к применению этого листа для изготовления сердечника, обеспечивающего опору для рулона из абсорбирующего материала. Являющийся предметом предлагаемого изобретения сердечник используется для обеспечения опоры для бумаги для гигиенического и бытового применения, в частности, туалетной бумаги или для тампонного аппликатора.
Предпосылки создания предлагаемого изобретения
Бумаге для гигиенического или бытового применения, например, туалетной бумаге, бумажным полотенцам или салфеткам в определенных случаях придается форма рулона, намотанного на сердечник.
Упомянутый сердечник представляет собой цилиндр, обычно выполненный из картона, который после полного использования бумажного рулона вбрасывают. Этот сердечник выполняет следующие функции:
- он обеспечивает опору, на которую при изготовлении рулона намотан бумажный лист (обычно рулоны изготовляют из широкого исходного листа, который наматывают на трубку-сердечник соответствующей длины, после чего полученный широкий рулон нарезают на отдельные рулоны желаемой ширины);
- он обеспечивает удержание сквозного отверстия в открытом состоянии, противостоя внутренним напряжениям в рулоне, и не допускает коллапса внутренних витков, а также
- он обеспечивает сохранение формы рулона, противостоя как осевым, так и поперечным внешним воздействиям, которым рулон подвергается при транспортировке или при различных манипуляциях до его установки для использования по прямому назначению.
Такой сердечник обычно получают путем винтовой намотки и скрепления одной или большего количества картонных плосок на цилиндрическом стержне.
Плоский картон является недорогим материалом, который может быть изготовлен из волокнистого вторичного сырья. Он легок и обладает достаточной для вышеописанного применения прочностью.
Однако сердечник из этого материала имеет тот недостаток, что он не может или редко может быть использован повторно в другом виде, после того как рулон полностью использован, так что сердечник становится мусором.
В случае туалетной бумаги не рекомендуется избавляться от известного сердечника рулона, пытаясь отправить его в канализацию, так как, хотя он и состоит главным образом из бумагообразующих волокон, однако в контакте с водой он распадается медленно и, как правило, не смывается в унитазе или образует затор в канализации.
Цель предлагаемого изобретения
Заявитель поставил в качестве цели предлагаемого изобретения создание сердечника для бумажного рулона, который легко смывался бы вместе с водой в бытовую канализацию.
А именно:
- предлагаемый сердечник должен быстро распадаться в контакте с водой;
- материал предлагаемого сердечника должен распадаться в воде со скоростью, достаточной для того, чтобы распадение завершилось до возможного образования затора в канализации; эта скорость распадения должна быть сравнимой со скоростью распадения того же количества (по массе) абсорбирующей бумаги в рулоне;
- предлагаемый сердечник должен обеспечивать, как в радиальном, так и в осевом направлении, сопротивление раздавливанию такого порядка, какое обеспечивает картонный сердечник, на смену которому должен прийти предлагаемый сердечник;
- предлагаемый сердечник должен быть так же легок и прост в изготовлении, как известные картонные сердечники, и
- предлагаемый сердечник должен изготовляться из возобновляемых материалов; он не должен оказывать негативного воздействия ни на процессы переработки макулатуры, ни на процессы водоочистки.
Предшествующий уровень техники
На предшествующем уровне техники известны продукты в виде листа или в других видах, изготовляемые с использованием бумагообразующих волокон и крахмала.
В публикации ЕР 415385 описывается изготовление бумажного листа, в состав которого включен нерастворимый в воде модифицированный крахмал, мочевинный фосфат крахмала, который превращается в гель при сушке, при этом температура превращения в гель для этого крахмала относительно низка, а именно, находится в диапазоне от 35°С до 55°С.Цель предлагаемого изобретения состоит в том, чтобы повысить прочность получаемого листа в сухом состоянии и избежать забивания сетки бумагоделательной машины в процессе изготовления листа.
В публикации ЕР 1630288 описывается тисненый и импрегнированный бумажный лист, распадающийся в воде и предназначенный для использования в качестве чистящего листа в виде влажной салфетки. Лист содержит растворимый в воде вяжущий материал, например, полисахарид или синтетический полимер, и агент на водной основе, связанный с агентом, который делает растворимый в воде вяжущий материал временно нерастворимым. Согласно представленному примеру лист распадается в течение отрезка времени от 30 с до 40 с, при этом скорость распадения измерялась с помощью стандартного метода, обозначенного как JIS P4501 (JIS - аббревиатура от Japanese Industrial Standard - Японский промышленный стандарт), который применялся к образцу бумажного листа квадратной формы, имеющего массу 0,3 г.
В публикации US 6169857 описывается разлагающийся микроорганизмами продукт, например, выполненный в виде листа. Он состоит из крахмальной матрицы, усиленной бумагообразующими волокнами или подобным агентом, и его получают литьем в форму. Первичная смесь состоит по меньшей мере из крахмала, не превращенного в гель, волокон и воды. Продукт получают литьем смеси в форму. Затем добавляют полимер, такой как простой эфир целлюлозы, для получения поверхностной пленки, благодаря которой предотвращается прилипание при изготовлении продукта.
Краткое описание предлагаемого изобретения
Свойства предлагаемого сердечника по меньшей мере частично зависят от составляющего его листа из волокнистого материала.
Лист из волокнистого материала, состоящего главным образом из бумагообразующих волокон
Согласно предлагаемому изобретению, лист из волокнистого материала имеет базовую плотность (масса 1 м2) в диапазоне от 20 г/м2 до 1000 г/м2, изготовляется согласно мокрому способу изготовления бумаги и распадается в воде менее, чем за 120 с, при этом содержание крахмала в этом листе из волокнистого материала составляет от 10% до 70%, и доля бумагообразующих волокон составляет по меньшей мере 30% от общей массы сухого листа из волокнистого материала.
В настоящем описании термин «распадение» (disintegration) соответствует определению общего распадения (total disintegration), приведенному в стандарте NF Q34-020, то есть, в этом состоянии отсутствуют крупные фрагменты, и фрагменты рассеяны равномерно. Лист из волокнистого материала согласно предлагаемому изобретению считается удовлетворяющим требованиям к распадению, если он распадается в воде за отрезок времени меньше 120 с.
В настоящем описании под термином «мокрый способ изготовления бумаги» понимается способ изготовления бумажного листа с помощью формования листа на мокром конце бумагоделательной машины. А именно, этот способ включает стадию приготовления пульпы или бумажной массы, стадию мокрого формования, стадию прессования для удаления воды и стадию сушки. Стадия приготовления пульпы или бумажной массы состоит в перемешивании разных компонентов, в числе которых волокна, наполнители и добавки, с водой для получения водной суспензии или бумажной массы. Стадия мокрого формования может осуществляться на плоском столе, например, на сеточном столе длинносеточной бумагоделательной машины, или с помощью другой цилиндрической формующей машины. Напорный ящик может быть снабжен одним или большим количеством струйных распределителей. Стадия прессования состоит в удалении воды путем механического прессования полотна. Стадия сушки может осуществляться с помощью известных сушильных устройств, например, сушильных барабанов, американских сушильных барабанов («янки»), цилиндров сквозной воздушной сушки, сушильных устройств с инфракрасным излучением и т.п.для удаления воды с помощью теплообмена. Затем полученный таким образом лист наматывают на ролик в качестве конечного продукта.
В настоящем описании под термином «целлюлозное волокно» понимается любое волокно, содержащее целлюлозу в качестве основного компонента. Под термином «бумагообразующие волокна» понимаются целлюлозные волокна, он охватывает как целлюлозу из первичного сырья, так и рециклированные (то есть, из вторичного сырья) целлюлозные волокна или волоконные смеси, содержащие восстановленные целлюлозные волокна. К целлюлозным волокнам, подходящим для изготовления бумажного листа согласно предлагаемому изобретению, относятся: волокна не древесного происхождения, а из таких источников как хлопок или производные хлопка, манила, гибискус коноплевый, трава сабаи, лен, трава альфа, солома, джут, конопля, выжимки сахарной свеклы или сахарного тростника, молочай, листья ананаса, а также волокна древесного происхождения, например, полученные из древесины лиственных и хвойных пород, в том числе волокна из мягкой древесины, например, крафт-волокна из северных и южных деревьев мягких пород, волокна из твердой древесины, такой как древесина эвкалипта, клена, березы, осины и т.д. К бумагообразующим волокнам, используемым для целей предлагаемого изобретения, относятся как природные целлюлозные волокна, так и восстановленные целлюлозные волокна, такие как лиоцелл и целлюлозное химическое волокно. Природные целлюлозные волокна могут извлекаться из сырья любым из способов дефибрирования, известных специалистам, в том числе путем сульфатного дефибрирования, сульфитного дефибрирования, полисульфидного дефибрирования, содового дефибрирования и т.д. При необходимости бумажная масса может быть подвергнута отбеливанию химическими средствами, в том числе с использованием хлора, диоксида хлора, кислорода, а также с помощью щелочно-перекисного отбеливания и т.д. Природные целлюлозные волокна будут называться просто натуральными бумагообразующими волокнами. Продукты согласно предлагаемому изобретению могут содержать смесь обычных волокон (полученных как из первичного, так и из вторичного сырья) и очень грубых трубчатых волокон, богатых лигнином, например, беленую химическую термомеханическую бумажную массу. К таким бумагообразующим волокнам относятся также такие волокна с высоким выходом, как волокна из термомеханической бумажной массы, химической термомеханической бумажной массы и щелочно-перекисной бумажной массы. Термин «бумажная масса» относится к водным композициям, содержащим бумагообразующие волокна, а также могущим включать влагостойкие связующие вещества, разрыхлители и другие агенты, способствующие получению бумажных продуктов с требуемыми свойствами.
Крафт-волокна из древесины мягких пород - это волокна с низким выходом, полученные хорошо известным способом крафт-дефибрирования (сульфатного дефибрирования) из древесины хвойных пород, в том числе, волокна северных и южных деревьев мягких пород, крафт-волокна из древесины лжегсуги тиссолистной и т.п.Крафт-волокна из деревьев мягких пород содержат в своем составе лигнин обычно в количестве менее 5 масс.%, средневзвешенное значение длины которых превышает 2 мм, а среднеарифметическое значение длины этих волокон превышает 0,6 мм.
Крафт-волокна из древесины твердых пород получают с помощью крафт-процесса из древесины твердых пород, то есть, древесины эвкалипта, и содержание лигнина в них также меньше 5 масс.%. Крафт-волокна из древесины твердых пород имеют длину меньшую, чем крафт-волокна из древесины мягких пород, обычно их средневзвешенное значение длины меньше, чем 1,2 мм, а среднеарифметическое значение длины этих волокон меньше 0,5 мм или меньше 0,4 мм.
Вторичные (то есть, вторично используемые) волокна могут вводиться в бумажную массу в любом количестве. Могут использоваться любые подходящие вторичные волокна, однако во многих случаях представляется предпочтительным использование таких вторичных волокон, содержание лигнина в которых меньше 15 масс.%, или же, в зависимости от используемой бумажной массы и в зависимости от конкретного применения, еще более предпочтительным может считаться содержание в них лигнина меньше 10 масс.%.
Кроме того, лист из волокнистого материала согласно предлагаемому изобретению может содержать также волокна, не являющиеся целлюлозными, например, волокна из синтетических полимеров и т.п.Это могут быть волокна из таких синтетических полимеров, как сложные полиэфиры, нейлоны и полиолефины и т.п.Сложные полиэфиры обычно получают известными способами полимеризации из алифатических или ароматических дикарбоксильных кислот с алифатическими или ароматическими диолами.
Более конкретно, лист из волокнистого материала согласно предлагаемому изобретению характеризуется следующими признаками:
- крахмал по существу равномерно распределен по толщине листа (выражение «по существу равномерно» означает, что крахмал распределен по всей толщине листа таким образом, что обеспечивает большинство связей между волокнами, а также присутствует на наружной поверхности листа);
- содержание крахмала находится в диапазоне от 15% до 40%, предпочтительно - в диапазоне от 20% до 35% от общей массы сухого листа;
-базовая плотность листа находится в диапазоне от 100 г/м2 до 600 г/м2, предпочтительно - в диапазоне от 130 г/м2 до 400 г/м2;
- распадение образца из листа согласно предлагаемому изобретению с размерами 8 см2×9 см2 в воде, измеренное в соответствии со стандартом NF Q34-020, происходит за отрезок времени менее 50 с, предпочтительно - за отрезок времени менее 35 с, особо предпочтительно - за отрезок времени менее 15 с;
- потеря прочности, измеренная по методике испытаний на столе, описанной в настоящем описании, соответствует потере прочности вышеописанного образца листа, после намачивания в воде в течение 6 с образующего угол по меньшей мере 85°, предпочтительно - в диапазоне от 88(до 90°;
- у этого испытуемого образца остаточная прочность в намоченном состоянии относительно его прочности в сухом состоянии при измерениях по методике испытаний жесткости на разрушение кольца, описанной в настоящем описании, меньше 1%;
- лист содержит добавки для придания свойств в дополнение к тем свойствам, которые придает крахмал; это. такие добавки, как дезинфицирующие вещества, чистящие вещества, красители или ароматические вещества.
Использование листа, например, при изготовлении сердечника для рулона
Лист из волокнистого материала согласно предлагаемому изобретению используется для изготовления сердечника, обеспечивающего опору для рулона, в частности, для рулона бумаги, более конкретно - рулона из целлюлозной массы или абсорбирующей бумаги, при этом одну или большее количество полос из этого листа наматывают по винтовой линии вокруг цилиндрического стержня. Выбор базовой плотности листа зависит от количества полосок, из которых изготовляется сердечник рулона.
Такая структура сердечника согласно предлагаемому изобретению по сравнению с известным сердечником из картона имеет то преимущество, что обеспечивается возможность управляемого распадения в сочетании с прочностью.
Кроме того, предлагаемое изобретение направлено на рулон туалетной бумаги, содержащий изготовленный согласно этому способу сердечник. Таким образом, по завершении использования рулона этот сердечник, благодаря его свойству быстро распадаться в воде, может быть смыт вместе с водой в бытовую канализацию.
Лист из волокнистого материала согласно предлагаемому изобретению может быть использован также для тампонного аппликатора.
Лист из волокнистого материала согласно предлагаемому изобретению может быть получен способом, при котором используют крахмал, не растворяющийся в воде при температуре, при которой его вводят (первый способ), или способом, при котором используют крахмал, который не растворяется в воде, и/или который растворяется в воде (второй способ).
Первый способ изготовления листа, содержащего крахмал, который не растворяется в холодной воде
Способ изготовления листа из волокнистого материала, распадающегося в воде за время меньше 120 с, содержит стадию приготовления бумажной массы путем суспендирования волокон в воде, стадию формования из этой бумажной массы листа и стадию сушки. Этот способ характеризуется тем, что он дополнительно содержит выполняемую перед стадией сушки стадию добавления крахмала, который не растворяется в воде при температуре, при которой его добавляют, и сушку листа, содержащего крахмал, осуществляют при температуре достаточно высокой для превращения в гель по меньшей мере части этого крахмала. Цель этого гелеобразования состоит в том, чтобы сделать крахмал растворимым в воде, так чтобы лист стал распадающимся в воде.
Выражение «крахмал, который не растворяется в воде» в настоящем описании означает крахмал, который, будучи введен, перемешан с водой и размешан в смеси, образует по существу суспензию. Иначе говоря, зерна или частицы крахмала большей частью остаются взвешенными в воде. После прекращения размешивания полученной таким образом суспензии частицы крахмала начинают оседать. Температура, при которой вводят крахмал, ниже температуры, при которой происходит гелеобразование этого крахмала.
Начиная с некоторого минимального значения базовой плотности, например, 150 г/м2, обеспечивается удержание большей части частиц крахмала волокнистой структурой листа, благодаря чему эти частицы крахмала не уносятся с водой при обезвоживании листа на формовочном столе или при прессовании. Поэтому степень удержания крахмала является высокой.
Крахмал, пригодный для использования при осуществлении рассматриваемого способа, может представлять собой натуральный продукт растительного происхождения: это может быть, например, крахмал из пшеницы, кукурузы, картофеля, риса, тапиоки или сорго, или же другой крахмал, состоящий из высокомолекулярных полимеров или полисахаридов. Для извлечения крахмала растительное сырье подвергают перемалыванию с вымачиванием и центрифугированию. Природный крахмал представляет собой продукт, полученный без молекулярной модификации. Природный крахмал не растворяется в воде, он ведет себя как наполнитель. Крахмал добавляют к воде, которую берут в избыточном количестве, и перемешивают, в результате чего получают суспензию. При повышении температуры крахмальной суспензии вода начинает проникать в частицы крахмала, в результате чего частицы разбухают, и суспензия превращается в коллоидный раствор, который загустевает, превращается в гель и становится вязким. Температура гелеобразования (превращения суспензии крахмал-вода в гель) зависит от растения, из которого получен крахмал: для кукурузного крахмала это температурный диапазон от 60°С до 72°С, для пшеничного крахмала - от 60°С до 65°С, для тапиокового крахмала - от 52°С до 64°С, для картофельного крахмала - от 58°С до 66°С.При дальнейшем повышении температуры частицы крахмала распадаются на части, и макромолекулы крахмала, отрываясь от частиц, растворяются в воде. Для вышеописанных процессов гелеобразования и растворения требуется, чтобы вода присутствовала в достаточном количестве.
Кроме того, крахмал, пригодный для использования при осуществлении рассматриваемого способа, может представлять собой продукт, производный от натурального крахмала, преобразованный путем физической, химической или физико-химической обработки, или же путем биологической обработки (например, ферментативной обработки), а также могут использоваться производные или модифицированные крахмалы, такие как катионный крахмал, анионный крахмал, амфотерный крахмал, неионный крахмал или крахмалы с перекрестными связями и продукты, получаемые гидролизом крахмала, например, мальтодекстрины. Все эти крахмалы будут здесь именоваться модифицированными крахмалами.
При осуществлении рассматриваемого способа представляется предпочтительным использовать модифицированные крахмалы, при условии, что они не растворяются в воде.
Кроме того, при осуществлении рассматриваемого способа представляется предпочтительным использовать крахмал, получаемый из клубней, например, картофельный крахмал, так как частицы такого крахмала являются более крупными, чем частицы других крахмалов, в частности, чем частицы кукурузного крахмала, и они легче удерживаются в волокнистой структуре листа.
Одним из предпочтительных для использования при осуществлении рассматриваемого способа представляется анионный модифицированный картофельный крахмал, например, крахмал, доступный на рынке под товарным знаком «Perfectacote A35», поставляемый компанией «Avebe», a также неионный крахмал, доступный на рынке под товарным знаком «Stackote6», поставляемый компанией «National Starch». В крахмалах, представляющихся предпочтительными для использования при осуществлении рассматриваемого способа, степень замещения составляет от 0,01 до 0,07, при этом замещенные группы - это карбоксильные группы. Такие крахмалы обладают низкой вязкостью при температуре гелеобразования (для продукта марки «Perfectacote A35» это 52°С), которая остается стабильной в течение долгого времени. Для использования при осуществлении рассматриваемого способа это свойство очень важно, так как способствует хорошему распределению крахмала в волокнистой структуре листа.
Представляется предпочтительным такое состояние, при котором в гель превращен весь крахмал, присутствующий в волокнистой структуре листа, и этот крахмал распределен по всей толщине листа.
С обеспечением преимущества рассматриваемый способ включает стадию прессования листа, которая выполняется перед стадией сушки.
Крахмал, не растворяющийся в воде, добавляют к воде, температура которой обычно ниже 50°С.
С обеспечением преимущества крахмал, не растворяющийся в воде, вводят в бумажную массу до ее поступления на формующий стол. Благодаря такому решению обеспечивается равномерное перемешивание крахмальной суспензии с волокнами бумажной массы.
Возможно также такое решение, хотя оно и не представляется оптимальным, при котором крахмал, не растворяющийся в воде, вводят при нахождении листа на формующей сетке, в частности, путем распыления суспензии на лист, или же другим известным в отрасли способом.
Крахмал, не растворяющийся в воде, берут в таком количестве, которого достаточно для придания листу вышеуказанных свойств.
Еще один признак рассматриваемого способа согласно предлагаемому изобретению состоит в том, что для достижения полного превращения крахмала в гель с целью сделать его растворимым в воде лист подвергают сушке при постепенно повышающейся температуре. Благодаря постепенному повышению температуры сушки обеспечивается возможность контролировать содержание воды, присутствующей в листе при температуре гелеобразования, и поддерживать количество воды, достаточное для распадения всех частиц крахмала. Благодаря такому решению обеспечивается распадение листа в воде.
Предлагаемое изобретение не исключает возможности введения дополнительной стадии, которая состоит в нанесении определенного количества крахмала в сушильной секции бумагоделательной машины, что позволяет придать листу особенного свойства, при условии, что этот дополнительный слой не воспрепятствует распадению листа в воде.
Второй способ изготовления листа, содержащего крахмал, который растворяется в воде или не растворяется в воде
Этот способ изготовления листа из волокнистого материала, распадающегося в воде за отрезок времени меньше 120 с, характеризуется тем, что он содержит следующие стадии: суспендирование волокон в воде, формование по меньшей мере одного (первого) волокнистого слоя и еще одного (второго) волокнистого слоя из упомянутых волокон, нанесение крахмала на второй волокнистый слой, наложение первого волокнистого слоя на второй волокнистый слой, соединение этих двух волокнистых слоев с образованием листа из волокнистого материала и сушка полученного листа из волокнистого материала.
Количество слоев не ограничивается двумя, лист может содержать от по меньшей мере трех слоев до, например, десяти слоев. Крахмал может наноситься между слоями после их формования, но это не является обязательным требованием.
Количество используемого крахмала должно быть достаточным для придания листу вышеозначенных свойств.
При использовании крахмала, растворимого в воде, скорость его растворения зависит от количества воды, присутствующей в волокнистом слое, сформованном мокрым способом изготовления бумаги. Таким образом, обеспечивается возможность придания листу как прочности в сухом состоянии, так и распадения в воде.
Крахмалы, растворимые в воде, это обычно модифицированные крахмалы, в том числе мальтодекстринные соединения. В качестве некоторых примеров таких крахмалов можно назвать такие продукты, как AVEDEX (декстринизированный картофельный крахмал), производимый компанией «AVEBE», и CARGILL MD1904 (мальтодекстрины), производимый компанией «CARGILL».
Что касается крахмала, не растворимого в воде, то о нем говорилось при описании первого способа.
Согласно одному из предпочтительных вариантов осуществления предлагаемого изобретения крахмал поставляется в сухом виде, в виде порошка, или же в виде листа или пленки. Этот вариант осуществления предлагаемого изобретения обеспечивает преимущество при условии, что крахмал активизируется водой, присутствующей в волокнистых листах, без внесения добавочной воды.
Согласно еще одному варианту осуществления рассматриваемого способа перед осуществлением стадии сушки лист подвергают прессованию или после осуществления стадии сушки его подвергают каландрированию с целью придания листу плотности в диапазоне от 450 кг/м3 до 650 кг/м3.
Использование крахмала
Целью предлагаемого изобретения является использование нерастворимого в воде крахмала для изготовления листа из волокнистого материала с базовой плотностью в диапазоне от 20 г/м2 до 1000 г/м2, изготовляемого согласно мокрому способу изготовления бумаги и распадающегося в воде за менее, чем 120 с, при этом указанный лист из волокнистого материала содержит крахмал в количестве от 10% до 70% и бумагообразующие волокна в количестве по меньшей мере 30% от общей массы сухого листа из волокнистого материала.
Согласно еще одному варианту осуществления предлагаемого изобретения для изготовления такого листа из волокнистого материала крахмал, растворяющийся в воде, и крахмал, не растворяющийся в воде, используются в комбинации.
Далее более подробно будут описаны два варианта предлагаемого изобретения, не ограничивающих объема его осуществления, со ссылками на прилагаемые чертежи.
Краткое описание прилагаемых чертежей
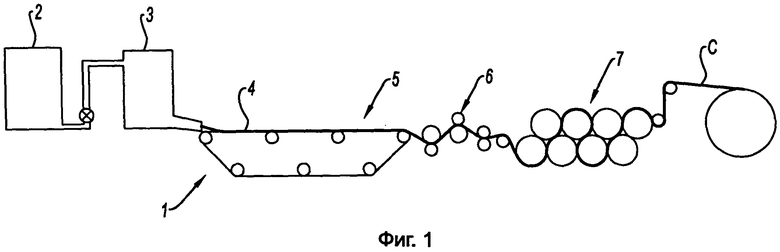
На фиг.1 на виде сбоку схематично показана бумагоделательная машина, используемая для изготовления листа из тяжелой бумаги согласно предлагаемому изобретению вышеописанным первым способом, обеспечивающим получение листа для изготовления сердечника согласно предлагаемому изобретению.
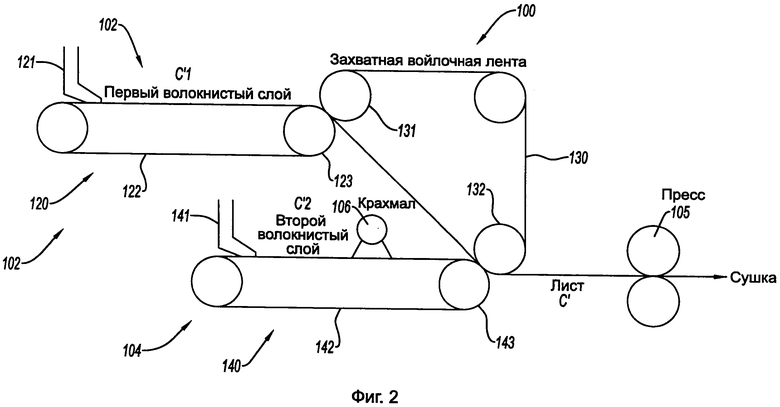
На фиг.2 на виде сбоку схематично показана бумагоделательная машина, используемая для изготовления листа из тяжелой бумаги согласно предлагаемому изобретению вышеописанным вторым способом.
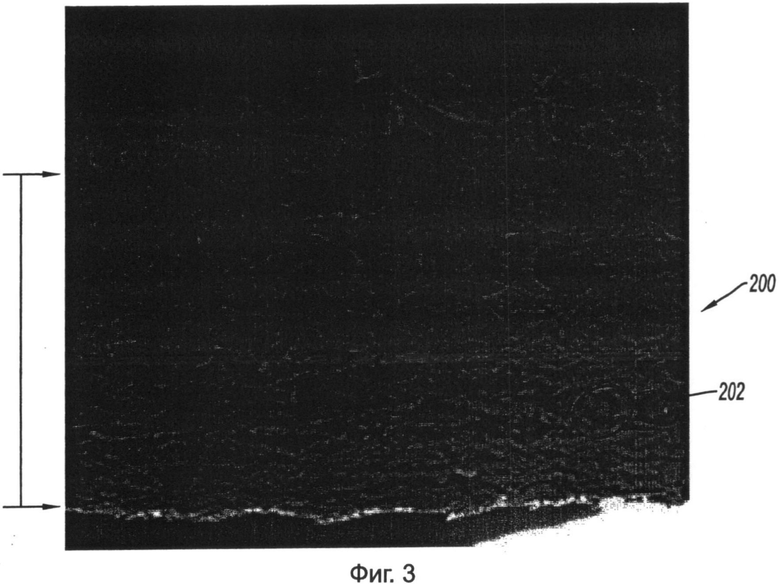
На фиг.3 показана сделанная с использованием электронного микроскопа (в 100-кратном увеличении) фотография поперечного сечения листа, изготовленного вышеописанным первым способом, перед стадией сушки.
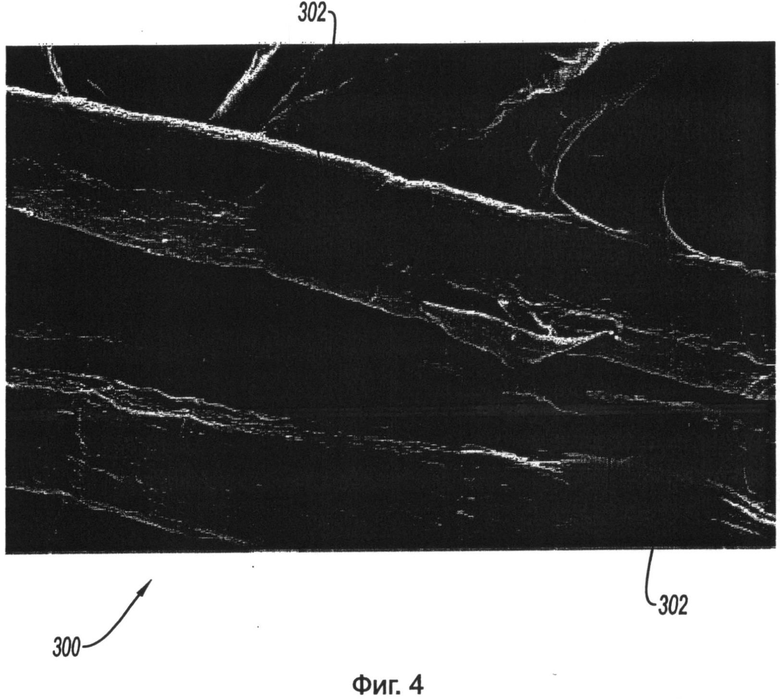
На фиг.4 показана сделанная с использованием электронного микроскопа (в 2000-кратном увеличении) фотография поперечного сечения листа, изготовленного вышеописанным первым способом, после сушки.
Подробное описание предлагаемого изобретения
Изготовление листа первым способом
Первый способ осуществляется с помощью изображенной на фиг.1 бумагоделательной машины 1, которая сама по себе известна из предшествующего уровня техники. Показаны все ее узлы от начала до конца технологического процесса в последовательности его осуществления. Бумажная масса, в которую внесены требуемые добавки, содержится в контейнере 2, где волокна поддерживаются во взвешенном состоянии (в виде суспензии); эту бумажную массу перекачивают в напорный ящик 3, который, в частности, содержит распределитель бумажной массы, выполненный в виде лопасти, простирающейся на всю ширину бумагоделательной машины. Бумажную массу наносят на бесконечную сетчатую ленту 4 формующего сеточного стола 5. Упомянутая сетчатая лента 4 образует замкнутый контур и выполнена с возможностью перемещаться по кругу с опорой на параллельные валики сеточного стола. Сетчатая лента подвергается поперечным толчкам, под действием которых она совершает возвратно-поступательное движение, способствующее равномерности формования бумажного листа и его обезвоживания. Волокна выравниваются вдоль направления перемещения сетчатой ленты. При схождении с сеточного стола содержание воды в бумажном листе находится в диапазоне от 75% до 85%. Затем лист вводится в секцию прессования 6, где содержание воды в нем уменьшается до 60-70%. Прессование осуществляется с помощью нескольких пар снабженных резиновым покрытием цилиндров. При этой операции в результате механического воздействия повышается плотность листа и выравнивается его поверхность.
Затем бумажный лист поступает в сухой конец бумагоделательной машины, называемый также секцией сушки, которая содержит некоторую совокупность сушильных барабанов 7. Упомянутые сушильные барабаны 7 представляют собой литые железные барабаны, подогрев которых осуществляется изнутри с помощью пара, находящегося при температуре достаточно высокой для того, чтобы вода, содержащаяся в листе, постепенно испарялась до достижения степени высушивания листа по меньшей мере 90%. Обычно температура на поверхности сушильных барабанов составляет приблизительно 95°С.Лист удерживается в контакте с сушильными барабанами с помощью тяжелого ватного тюфяка или сушильной ткани, состоящей из хлопковых и искусственных волокон.
Известные бумагоделательные машины, используемые при изготовлении бумаги для печати или писчей бумаги, содержат также пресс для склеивания, предназначенный для обработки поверхности и нанесения надлежащей композиции, а также, возможно, двухзальный каландр или каландровый узел, через который изготовляемый лист пропускается перед его сматыванием в рулон. Этот рулон затем используют как заготовку для дальнейшей обработки с целью получения конечного продукта.
Согласно предлагаемому изобретению перед сматыванием в рулон бумага подвергается существенному высушиванию в секции сушки. Для изготовления листа С согласно предлагаемому изобретению на мокром конце бумагоделательной машины перед прессованием в состав листа вводится крахмал. Представляется предпочтительным такое решение, при котором крахмал вводится в виде водной суспензии.
Крахмал может наноситься на лист путем набрызгивания, когда лист находится на сетчатой ленте 4 при перемещении вдоль формующего сетчатого стола 5.
Крахмал может вводиться на предшествующих стадиях процесса, перед формованием листа. Представляется обеспечивающим преимущество такое решение, при котором зона для введения крахмала находится у входа перекачивающего насоса между смесительным резервуаром и напорным ящиком. При таком решении обеспечивается такое состояние, когда крахмал в составе композиции, вводимой в напорный ящик, остается во взвешенном состоянии.
Согласно одному важному признаку первого способа согласно предлагаемому изобретению крахмал, вводимый на этой стадии, не является растворимым в воде. Он становится растворимым в воде при прохождении листа через секцию сушки. Представляется обеспечивающим преимущество такое решение, при котором температура последовательно расположенных сушильных барабанов регулируется таким образом, чтобы температура листа постепенно повышалась до достижения температуры гелеобразования, то есть, превращения содержащегося в листе крахмала в гель. Упомянутая температура последовательно расположенных сушильных барабанов может регулироваться в диапазоне от 60°С до 100°С.Цель состоит в том, чтобы обеспечить поддержание содержания воды в составе листа в количестве, достаточном для эффективного гелеобразования и для того, чтобы крахмал стал растворимым в воде. Если количество воды будет недостаточно для этого, то некоторая часть крахмала останется не превращенной в гель. Как только крахмал, содержащийся в листе, превратится в гель и станет растворимым в воде, лист может подвергаться дальнейшей сушке до достижения желаемой степени высушивания.
Прессование и сушка осуществляются для получения желаемого влагосодержания в конечном продукте.
Получаемый в ходе такого непрерывного процесса лист сматывают в рулон для последующего использования.
Параметры листа С задаются таким образом, чтобы обеспечивалось получение сердечника, обладающего желаемыми свойствами.
Используемые для получения такого листа волокна могут быть длинными, короткими или бумагообразующими волокнами, а также могут использоваться смеси этих волокон.
Представляется предпочтительным такое решение, при котором крахмал, не растворяющийся в воде, выбирают таким образом, что размер нерастворимых в воде частиц крахмала достаточно велик для того, чтобы они не фильтровались сквозь волокнистую структуру мокрого листа, диаметр частиц может быть, например, больше 20 мкм.
Допускается также введение в состав листа других добавок, придающих листу дополнительные свойства, такими добавками могут быть, например, дезинфицирующие вещества, чистящие вещества, красители или ароматические вещества.
Возможно также введение удерживающих агентов, предназначенных для улучшения удерживающих свойств крахмала, содержащегося в листе, в частности, в листах с малым весом.
Представляется предпочтительным такое решение, при котором крахмал окрашен, благодаря чему обеспечивается возможность визуального контроля правильности распределения связующего вещества по всей толщине листа. Кроме того, при таком решении достигается эстетический эффект.
Экспериментальное изготовление листа первым способом с использованием опытной длинносеточной бумагоделательной машины
Используемая бумагоделательная машина содержала три сушильных узла, каждый из которых содержал два цилиндра.
Изготовлялся бумажный лист с базовой плотностью 270 г/м2, содержание крахмала в котором составляло 33%.
В смесительном резервуаре емкостью 10 м3 была приготовлена бумажная масса, концентрация которой составляла 2,5%.
Бумажная масса, масса которой составляла 250 кг, содержала:
- 35% крахмала, то есть, 97,2 кг крахмала и
-162,5 кг волокон, из которых четвертую часть составляли длинные волокна, а три четверти - короткие волокна.
После перемешивания содержимое смесительного резервуара подавалось в емкость бумагоделательной машины.
Было получено 480 м бумаги.
Степень высушивания составляла:
- после выхода из длинносеточной бумагоделательной машины -в диапазоне от 16% до 17%,
- после выхода из секции прессования - 57%, и
- при сматывании в рулон - 91% для сухой базовой плотности 243 г/м2.
Температура шести сушильных цилиндров регулировалась таким образом, чтобы обеспечивалось последовательное повышение температуры.
Содержание крахмала, измеренное в листе, составляло в среднем 33% по отношению к общей сухой массе листа.
Пример изготовления листа вторым способом
Согласно примеру осуществления предлагаемого способа, проиллюстрированному на фиг.2, бумагоделательная машина 100 содержит первый узел 102, предназначенный для формования слоя бумагообразующих волокон мокрым способом на сеточном столе длинносеточной бумагоделательной машины, который здесь показан, или еще на цилиндрической матрице. Формование слоя С'1 (первый волокнистый слой) осуществляется из бумажной массы, образуемой бумагообразующими волокнами, взвешенными в воде, путем нанесения их, через напорный ящик 121, на проницаемую движущуюся сетчатую ленту 122 первого формующего стола 120. Упомянутая сетчатая лента образует замкнутый контур и выполнена с возможностью перемещаться по кругу с опорой на параллельные валики 123. В процессе перемещения вместе с сетчатой лентой 122 слой С'1 подвергается первой стадии обезвоживания.
Первый волокнистый слой С'1 захватывается войлочной лентой 130, которая перемещается поступательно по замкнутому контуру с опорой на параллельные валики, один из которых, а именно, опорный валик 131, оказывает давление на первый волокнистый слой С'1, который частично обезвожен, в конце его пути на плоской части формующего стола 120 при перемещении по замкнутому контуру с опорой на валики 123. С помощью войлочной ленты 130 первый войлочный слой С'1 переносится на второй сеточный стол 140 длинносеточной бумагоделательной машины, относящийся ко второму узлу 104, для формования второго волокнистого слоя С'2 из бумагообразующих волокон. Упомянутый второй слой С'2, как и первый слой С'1, формуется путем нанесения бумагообразующих волокон, через напорный ящик 141, на движущуюся сетчатую ленту 142 второго формующего стола 140. Обезвоживание получаемого таким образом второго волокнистого слоя С'2, как и обезвоживание первого волокнистого слоя С'1, осуществляется благодаря проницаемости сетчатой ленты. Захватывающая войлочная лента оказывает на второй войлочный слой С'2 давление через опорный валик 132, в результате чего второй волокнистый слой С'2 отделяется на валике 143 на конце сеточного стола 140. Полученные таким образом два волокнистых слоя соединяются вместе в единый лист С', который направляется в зазор между двумя валиками пресса 105 для выжимания из этих двух слоев еще некоторого количества воды путем сжатия листа С'. После этого лист С' направляется в сушильный узел (не показан), в качестве какового может использоваться известный в отрасли сушильный узел. Следует заметить, что в подобной установке для изготовления многослойных листов количество слоев не ограничивается двумя.
Для изготовления листа С' согласно изобретению система 106 для нанесения крахмала L, взятого в виде порошка, размещена перед валиками 132 и 143 (если смотреть по направлению перемещения второго волокнистого слоя С'2). Упомянутая система 106 для нанесения порошкообразного крахмала обеспечивает равномерное распределение порошкообразного крахмала в желаемом количестве по всей ширине второго волокнистого слоя С'2 регулярным образом в задаваемом машиной направлении. Для выполнения этих условий используется оборудование, включающее бункер для хранения порошкообразного крахмала, устройство для дозирования порошкообразного крахмала и вибрирующую щетку. В условиях промышленного производства степень сухости слоя из бумагообразующих волокон, в рассматриваемом случае второго волокнистого слоя С'2, который формуется мокрым способом и на который наносится крахмал, находится в диапазоне от 10% до 15%.
Порошкообразный крахмал, который является растворяющимся в воде, наносится на второй слой С'2, который получен из бумагообразующих волокон, до того, как волокнистые слои С'1 и С'2 соединяются и прижимаются друг к другу, когда второй волокнистый слой С'2 достаточно обезвожен и его степень сухости достаточна для удержания порошкообразного крахмала в структуре второго волокнистого слоя С'2 и недопущения уноса части крахмала отделяющейся водой.
Нанесенный крахмал оказывается между двумя полученными в результате вышеописанного процесса слоями, которые остаются влажными, благодаря чему обеспечивается возможность реагирования крахмала с остающейся в каждом слое водой.
С помощью войлочной ленты 130 полученная бутербродоподобная структура волокнистый слой - крахмал - волокнистый слой переносится в зону прессования 105, рабочие параметры которой настроены надлежащим образом, после чего лист направляется в ту зону бумагоделательной машины, где осуществляется сушка.
Возможно использование других средств для формования дополнительных волокнистых слоев, эти средства могут сочетаться или не сочетаться со средствами для обеспечения прослойки из порошкообразного крахмала, при этом обеспечивается возможность формования листа, содержащего, например, до десяти волокнистых слоев.
Получаемый таким непрерывным способом лист С' сматывают в рулоны для дальнейшего использования.
Рабочие параметры листа С' задаются таким образом, чтобы из него можно было изготовлять сердечники (для рулонов) с желаемыми свойствами.
Используемые для получения такого листа волокна могут быть длинными, короткими или бумагообразующими волокнами, а также могут использоваться смеси этих волокон.
Допускается также введение в состав листа других добавок, придающих листу дополнительные свойства, такими добавками могут быть, например, дезинфицирующие вещества, чистящие вещества, красители или ароматические вещества.
Представляется предпочтительным такое решение, при котором крахмал окрашен, благодаря чему обеспечивается возможность визуального контроля правильности распределения связующего вещества по всей толщине листа. Кроме того, при таком решении достигается эстетический эффект.
Количество наносимого крахмала находится в диапазоне от 35 г/м2 до 150 г/м2.
При этом содержание крахмала в составе листа находится в диапазоне от 10% до 70% от общей массы листа после сушки.
Плотность прессованного листа находится в диапазоне от 450 кг/м3 до 650 кг/м3.
Когда в состав листа попадает сухой крахмал, растворяющийся в воде, обеспечивается преимущество, заключающееся в том, что вода, присутствующая в двух волокнистых слоях листа, используется для активирования этого крахмала. Благодаря прессованию обеспечивается также правильное распределение крахмала по всей массе волокон.
Изготовление сердечника
Полученный бумажный лист нарезали на узкие полоски, которые затем по винтовой линии наматывали на цилиндрический стержень. На перекрывающиеся части витков наносили клеящее вещество с целью соединения этих витков в форме жесткой трубки. Обычно для получения сердечника для туалетной бумаги используют одну или две полоски.
Вышеописанная технология изготовления таких сердечников сама по себе известна. Она должна быть приспособлена к природе используемого связующего вещества, поскольку необходимо учитывать быстрое распадение полосок под действием клеящего вещества, используемого для соединения полосок.
Испытания
Испытания на сжатие, распадение и смывание сердечника в туалете, проведенные с листом, полученным первым способом
Полученный первым способом изготовленный из одной полоски сердечник А имел следующие характеристики:
- базовая плотность листа составляла 270 г/м2,
- качество волокон: использовалась смесь длинных и коротких волокон в бумажной массе из первичного сырья,
- использовался крахмал марки «Perfectacote A35» (модифицированный крахмал, не растворимый в воде), поставляемый компанией «Avebe»,
- количество крахмала, содержащегося в готовом листе: 90 г/м2, содержание крахмала 33%,
- количество толщин стенки цилиндра, образующего сердечник: 1 (одна),
- базовая плотность стенки цилиндра, образующего сердечник, составляла 270 г/м2,
- диаметр цилиндра, образующего сердечник: 40 мм, длина цилиндра, образующего сердечник: 97 мм.
Испытание сердечника на сжатие
Прочность сердечника на боковое сжатие измеряли следующим способом.
Подлежащий испытанию сердечник сначала нарезали на цилиндрические участки, ограниченные двумя оппозитно расположенными поверхностями, перпендикулярными оси цилиндра, при этом длина такого цилиндрического участка в направлении, параллельном оси, составляла 50 мм.
Затем испытуемый цилиндрический участок помещали между двумя металлическими пластинами испытательной установки, при этом упомянутые металлические пластины были параллельны, и начальное расстояние между ними было немного больше длины испытуемого цилиндрического участка.
Испытуемый цилиндрический участок располагали таким образом, чтобы его ось была ориентирована в направлении, перпендикулярном плоскости, образуемой одной или другой пластиной.
Затем этот цилиндрической участок сжимали между пластинами, измеряя расстояние до сжатия 15 мм, при котором фиксировали силу сжатия в ньютонах.
Одновременно измеряли сопротивление, оказываемое сердечником, до его максимума, то есть, непосредственно перед необратимым разрушением сердечника.
Было произведено пять испытаний и по результатам измерений было рассчитано среднее значение.
Результаты испытаний сведены в приводимую ниже таблицу, в которой приведены также результаты испытаний контрольного сердечника, выполненного из одной полоски картона, с базовой плотностью стенки 280 г/м2.
Результаты испытаний свидетельствуют, что прочность на боковое сжатие сердечника согласно предлагаемому изобретению, содержащего крахмал в количестве 33%, по меньшей мере равна прочности на боковое сжатие известного картонного сердечника.
Учитывая, что напряжения, испытываемые сердечником при его изготовлении и при операциях по доставке рулонов, приходятся главным образом на край, можно считать, что сердечник согласно предлагаемому изобретению полностью удовлетворяет предъявляемым требованиям.
Испытание сердечника на распадение
Испытание на распадение сердечника А, полученного как описано выше, проводились в соответствии со стандартом NF Q34-020.
Принцип испытания состоит в том, что испытуемый образец перемешивают в определенном количестве воды. При этом измеряется время, требуемое для распадения образца.
При проведении испытания вместо образца туалетной бумаги использовали образец листа согласно предлагаемому изобретению и образец цилиндра, образующего сердечник согласно предлагаемому изобретению. Конкретно, образец листа представлял собой прямоугольник с размерами 9 см×8 см, то есть, с площадью 72 см2, а образец сердечника представлял собой цилиндрический отрезок длиной 5 см. Перемешивание осуществлялось со скоростью 800 оборотов в минуту.
Материал, оборудование и принцип работы подробно описаны в вышеуказанном стандарте. Следует заметить, что полное распадение наступает в тот момент, когда фрагменты испытуемого образца перемещаются со дна лабораторного стакана к верхней части мешалки, иначе говоря, когда ниже лопастного колеса больше не осталось больших фрагментов, и когда рассеяние фрагментов стало равномерным. Этот момент времени Т фиксируется тогда, когда между этим моментом Т и моментом Т+5 с уже невозможно наблюдать поддающихся оценке изменений в состоянии бумаги. При проведении этого испытания использовали водопроводную воду.
Как было установлено в результате наблюдений, испытуемый образец листа согласно предлагаемому изобретению распадался очень легко. Для распадения структуры этого листа потребовалось 15 с, а суспензия волокон в воде была получена скорее, чем через 60 с.
Испытуемый образец контрольного листа из картона, базовая плотность которого составляла 280 г/м2, начинал распадаться только через 30 с и распадался на фрагменты через 3 минуты. Но и через 10 минут оставались фрагменты крупнее 1 см2.
Было установлено в результате наблюдений, что испытуемый образец сердечника согласно предлагаемому изобретению, полученного из одной полоски с базовой плотностью 270 г/м2, начинал распадаться в воде скорее, чем подобный картонный сердечник, полученный из одной картонной полоски с базовой плотностью 280 г/м2.
Под выражением «подобный сердечник» следует понимать сердечник приблизительно того же диаметра и той же длины, что и сердечник согласно предлагаемому изобретению.
Таким образом, испытуемый образец сердечника согласно предлагаемому изобретению распадался скорее, чем подобный картонный сердечник. Так, сердечник согласно предлагаемому изобретению распадался за время от 10 с до 15 с, а суспензия волокон в воде была получена менее, чем через 60 с.
Витки контрольного испытуемого образца известного картонного сердечника раскрывались приблизительно через 60 с перемешивания, а распадение его на крупные фрагменты происходило через 7 минут.Через 10 минут все еще оставались фрагменты крупнее 1 см2.
Кроме того, проведенные для сравнения испытания полученного из двух полосок картонного сердечника с базовой плотностью 400 г/м2 по стандарту Afnor NF Q34-020 показали, что его витки оставались склеенными и через 60 с после начала перемешивания, а начинал распадаться он только через 3 минуты. Полное распадение происходило через 10 минут, при этом все еще оставались фрагменты картона.
Испытание сердечника на смывание
Испытания смываемости сердечника в бытовую канализацию проводились по методике, описанной в руководстве, опубликованном организацией «EDANA» (EDANA - аббревиатура от European Disposables and Nonwovens Association - Европейская ассоциация одноразовых изделий и нетканых материалов) для смывания салфеток (FG 510.1 TIER 1 Toilet bowl & drainline clearance test - испытание на прочистку унитазов и сливных магистралей).
Характеристики оборудования, условия испытаний и протокол испытаний описаны в вышеозначенной методике испытаний.
Более конкретно, было исследовано две стадии применения этого испытания к сердечникам, а именно:
1) смывание сердечника в унитаз: сердечник должен исчезать из унитаза после смывания и
2) удаление сердечника из сливной магистрали.
При этих испытаниях использовалось известное санитарное оборудование, включающее установленный на полу унитаз, смывной механизм, сливной бачок и сливная магистраль. Упомянутая сливная магистраль представляла собой прозрачную пластиковую трубу, обеспечивающую возможность наблюдать изменение продуктов, смываемых из унитаза. Диаметр этой сливной магистрали составлял 100 мм, ее длина составляла 20 м, сливная магистраль была установлена с наклоном 2%.
При испытаниях в унитаз один за другим вбрасывали десять сердечников, при этом использовалась следующая процедура: сердечник бросали в унитаз, после чего приводили в действие смывной механизм. Для смыва использовалось 5,5 л воды. После этого проверяли, уходил ли сердечник из унитаза, и фиксировали его положение в сливной магистрали. Вышеописанную операцию проделывали для десяти сердечников, всякий раз фиксируя положения сердечников, которые еще оставались в сливной магистрали. Наконец, фиксировали полное удаление сердечника, когда он покидал сливную магистраль.
Сердечник согласно предлагаемому изобретению, а именно, сердечник, полученный из одной полоски с базовой плотностью 270 г/м2, прошел испытание по вышеописанной методике на смывание из унитаза и испытание на удаление из сливной магистрали.
Подобный картонный сердечник, полученный из одной полоски с базовой плотностью 280 г/м2, не прошел даже испытание на смывание из унитаза.
Испытания на сжатие и распадение, проведенные с сердечником, полученным вторым способом
Сердечники были изготовлены вторым способом.
Изготовленные сердечники имели следующие характеристики:
- базовая плотность каждого волокнистого слоя составляла 45 г/м2,
- качество волокон: использовалась смесь длинных и коротких волокон в бумажной массе из первичного сырья,
- использовался крахмал марки «AVEDEX» (крахмал, растворимый в воде), поставляемый компанией «Avebe»,
- количество крахмала, содержащегося в готовом листе: 90 г/м2, содержание крахмала 50%,
- количество волокнистых слоев: два,
- базовая плотность листа: 180 г/м2,
- количество толщин стенки цилиндра, образующего сердечник: 2 (две),
- базовая плотность стенки цилиндра, образующего сердечник, составляла 360 г/м2.
Был выбран такой крахмал, который быстро растворялся в воде при высокой концентрации.
Изготовление сердечника в лаборатории осуществлялось следующим образом:
осуществляли формование волокнистого слоя со степенью сухости 10%, нанесение слоя на сетчатую ленту, нанесение порошкообразного крахмала, соединение с еще одним волокнистым слоем со степенью сухости 10%, прессование с помощью валиков с целью обезвоживания и соединение слоев, снятие полученного таким образом листа и его сушку между двумя металлическими сетками при температуре 110°С.
Затем из двух полученных таким образом листов изготовляли цилиндрический сердечник.
Диаметр сердечника составлял 40 мм, длина сердечника составляла 97 мм.
Испытание сердечника на сжатие
Измерялась прочность сердечника на сжатие при испытаниях на плоскостное сжатие и боковое сжатие.
Всякий раз проводили пять измерений, по результатам которых вычисляли среднее значение.
Результаты испытаний сведены в приводимую ниже таблицу, в которой приведены также результаты испытаний контрольного сердечника, выполненного из одной полоски картона, с базовой плотностью стенки 365 г/м2.
Как явствует из приведенных в этой таблице результатов, прочность на боковое сжатие сердечника согласно предлагаемому изобретению с содержанием крахмала 50% сравнима с прочностью на боковое сжатие контрольного картонного сердечника, кроме того, в этом случае прочность на плоскостное сжатие сердечника согласно предлагаемому изобретению превышает прочность на плоскостное сжатие подобного сердечника, изготовленного из картона.
Учитывая, что напряжения, испытываемые сердечником при его изготовлении и при операциях по доставке рулонов, являются главным образом плоскостными, можно считать, что сердечник согласно предлагаемому изобретению полностью удовлетворяет требованиям.
Испытание сердечника на распадение
Испытание на распадение сердечника, полученного как описано выше, проводились в соответствии со стандартом NF Q34-020.
Было установлено, что сердечник распадается очень быстро - менее 10 с хватает для разрушения структуры, а переход волокон во взвешенное состояние в среде воды происходит приблизительно через 30 с.
Путем наблюдений было установлено также, что сердечник согласно предлагаемому изобретению начинает распадаться в воде скорее, чем подобный картонный сердечник, полученный путем наматывания на цилиндрический стержень одной полоски из картона, имеющей базовую плотность 280 г/м2.
Таким образом, сердечник согласно предлагаемому изобретению распадается с большей скоростью, чем подобный картонный сердечник, полученный из одной полоски с базовой массой 280 г/м2, независимо от того, выполняется ли перемешивание.
Лист из волокнистого материала, проиллюстрированный на Фиг.3 и Фиг.4
На фиг.3 показана сделанная с использованием электронного микроскопа в увеличенном масштабе фотография поперечного сечения листа 200, изготовленного вышеописанным первым способом, перед стадией сушки. Поперечное сечение листа было произведено по плоскости между стрелками, показанными на фиг.3.
Частицы крахмала 202 распределены по всей толщине листа перед стадией сушки по существу равномерно.
На фиг.4 показана сделанная с использованием электронного микроскопа в увеличенном масштабе часть листа 300 согласно предлагаемому изобретению. Можно видеть, что бумагообразующие волокна покрыты крахмалом. Крахмал образует по всему листу сетку 302, которая соединяет волокна, замещая в этой функции некоторую часть водородных связей. Когда лист вступает в контакт с водой, крахмал абсорбирует воду и быстро растворяется. Поскольку теперь волокна не связаны крахмалом, они очень быстро отсоединяются друг от друга.
Это явление может объяснить быстрое распадение и потерю когезии, а также механические свойства листа, когда он увлажнен.
Сравнительные испытания, проведенные для листов из волокнистого материала согласно предлагаемому измерению и картонных листов с той же базовой плотностью
Выполнялось три вида испытаний: испытания на распадение, стендовые испытания и испытания жесткости на разрушение кольца.
Испытание на распадение в воде осуществлялось как было описано выше. По сравнению со стандартом NF Q34-020 испытанию подвергался образец листа из волокнистого материала или образец картона с размерами 9 смх8 см, при этом скорость перемешивания составляла 400 оборотов в минуту. Температура воды составляла 20°С.
Стендовое испытание
При этом испытании используется внутренняя методика для определения потери жесткости при увлажнении испытуемого образца.
Для испытания вырезается образец шириной 2,54 см и длиной (размер в машинном направлении) 13 см.
Для испытания использовался стенд с горизонтальной плоской поверхностью, вертикальной плоскостью и прямолинейным ребром на пересечении упомянутых горизонтальной плоской поверхности и вертикальной плоскости. Испытуемый образец укладывается на стенд плашмя перпендикулярно упомянутому ребру. При этом некоторый участок испытуемого образца (размером 10 см) выступал за ребро.
В сухом состоянии испытуемый образец составлял с плоскостью угол 0°.
Образец увлажняли с помощью моторизованной бюретки, концевой участок которой располагали на 1 см выше испытуемого образца: 3 мл воды подавали на протяжении 6 с. Вода подавалась у центра испытуемого образца над ребром в точке, где образец может изогнуться под углом к горизонтальной плоскости.
Будучи увлажненным, испытуемый образец изгибается на ребре: угол изгиба относительно горизонтальной плоскости измеряли через 6 с после завершения подачи воды.
Испытание жесткости на разрушение кольца
Потеря прочности испытуемого образца в увлажненном состоянии определяется путем установления отношения боковой силы сжатия в увлажненном состоянии к боковой силе сжатия в сухом состоянии.
Испытуемый образец с размерами 15 мм в ширину и 152,4 мм в длину вырезан в машинном направлении.
Испытуемый образец прикрепляется к кольцеобразному опорному элементу (как описано в стандарте ISO 12192:2002), расположенному между двумя пластинами, после чего подвергается действию силы сжатия со скоростью перемещения действующего органа 10 мм/мин. Фиксируется максимальная сила сопротивления.
Для проведения измерений в увлажненном состоянии испытуемый образец, закрепленный в опорном элементе, погружается в воду на время менее 2 с.Измерения выполняются немедленно после извлечения испытуемого образца.
Испытуемые образцы Е2, Е3 и Е5 изготовлены в лабораторных условиях. Испытуемый образец Е6 является экспериментальным пробным образцом, а испытуемый образец Е4 представляет собой промышленный пробный образец.
Кроме испытуемых образцов (от Е1 до Е6) листов, полученных первым и вторым способами, испытаниям подвергались также контрольные картонные образцы (Е7 и Е8), имеющие по существу ту же базовую плотность. Целлюлозные волокна представляли собой волокна из первичного сырья.
Состав и параметры испытуемых образцов листа приводятся в таблице, помещенной ниже. При измерении согласно методике, раскрытой выше, были получены превосходные результаты по таким параметрам, как время распадения, потеря прочности и остаточная прочность в увлажненном состоянии относительно прочности в сухом состоянии.
Изобретение относится к листу из волокнистого материала с базовой плотностью от 20 до 1000 г/м2, который изготовлен мокрым способом изготовления бумаги и высушен путем теплообмена, распадается в воде менее чем за 120 с при измерении в соответствии со стандартом NFQ 34-020 и содержит от 10 до 70% крахмала и по меньшей мере 30% бумагообразующих волокон от общей массы сухого листа из волокнистого материала, при этом крахмал распределен по всей толщине листа, по существу, равномерно. 9 н. и 17 з.п. ф-лы, 4 ил., 3 табл.
1. Лист из волокнистого материала с базовой плотностью от 20 до 1000 г/м2, изготовленный мокрым способом изготовления бумаги, высушенный путем теплообмена, распадающийся в воде менее чем за 120 с при измерении в соответствии со стандартом NF Q34-020 и содержащий от 10 до 70% крахмала и по меньшей мере 30% бумагообразующих волокон от общей массы сухого листа из волокнистого материала, при этом крахмал распределен по всей толщине листа, по существу, равномерно.
2. Лист из волокнистого материала по п. 1, содержащий от 15 до 40% крахмала, предпочтительно от 20 до 35% крахмала от общей массы сухого листа из волокнистого материала.
3. Лист из волокнистого материала по п. 1, базовая плотность которого составляет от 100 до 600 г/м2, предпочтительно от 130 до 400 г/м2.
4. Лист из волокнистого материала по п. 1, время распадения которого в воде, измеренное в соответствии со стандартом NF Q34-020 для образца листа с размерами 9 × 8 см, меньше 50 с, предпочтительно меньше 35 с, особенно предпочтительно меньше 15 с.
5. Лист из волокнистого материала по п. 1, у которого потеря прочности, измеренная согласно стендовым испытаниям, описанным в описании, соответствует потере прочности образцом этого листа, образующим угол по меньшей мере 85°, предпочтительно от 88 до 90°, после увлажнения водой в течение 6 с.
6. Лист из волокнистого материала по п. 1, у которого остаточная прочность в увлажненном состоянии по отношению к его прочности в сухом состоянии при измерении согласно испытанию на разрушение кольца, описанному в настоящем описании, меньше 1%.
7. Лист из волокнистого материала по любому из пп. 1-6, содержащий добавки, придающие дополнительные свойства, такие как дезинфицирующие вещества, чистящие вещества или ароматические вещества.
8. Способ изготовления волокнистого листа из волокнистого материала, распадающегося в воде за время менее 120 с и содержащего от 10 до 70% крахмала и по меньшей мере 30% бумагообразующих волокон по отношению к общей массе сухого волокнистого листа, по любому из пп. 1-7, включающий следующие стадии: приготовление бумажной массы путем суспендирования волокон в воде, формование из полученной бумажной массы листа и сушку полученного листа, характеризующийся тем, что дополнительно включает следующие стадии: выполняемую перед стадией сушки стадию добавления к изготовляемому листу из волокнистого материала крахмала, не растворяющегося в воде при температуре, при которой его вводят, и сушку листа из волокнистого материала, содержащего крахмал, при температуре достаточно высокой для превращения по меньшей мере части крахмала в гель.
9. Способ по п. 8, при котором нерастворимый в воде крахмал вводят в бумажную массу до достижения ею формующего стола.
10. Способ по п. 8, при котором нерастворимый в воде крахмал вводят при нахождении листа на формующем сеточном столе, в частности, путем набрызгивания на лист из волокнистого материала.
11. Способ по п. 8, включающий стадию прессования, которую выполняют перед стадией сушки.
12. Способ по п. 8, при котором в качестве крахмала, не растворяющегося в воде, используют крахмал, модифицированный путем физической, химической или физико-химической обработки.
13. Способ по п. 8, при котором сушку листа из волокнистого материала осуществляют при температуре, которую постепенно повышают для достижения полного превращения крахмала в гель.
14. Применение нерастворимого в воде крахмала для изготовления листа из волокнистого материала по любому из пп. 1-7.
15. Применение нерастворимого в воде крахмала и растворимого в воде крахмала для изготовления листа из волокнистого материала по любому из пп. 1-7.
16. Способ изготовления волокнистого листа из волокнистого материала, распадающегося в воде за время менее 120 с согласно любому из пп. 1-7, включающий следующие стадии: суспендирование волокон в воде, формование по меньшей мере одного первого волокнистого слоя и одного второго волокнистого слоя из упомянутых волокон, нанесение крахмала на второй волокнистый слой, наложение первого волокнистого слоя на второй волокнистый слой, соединение этих двух волокнистых слоев с образованием листа из волокнистого материала и сушку полученного листа из волокнистого материала.
17. Способ по п. 16, при котором используют крахмал, растворяющийся в воде, который в сухом состоянии наносят на второй волокнистый слой.
18. Способ по п. 16, при котором используют крахмал, не растворяющийся в воде, который в сухом состоянии наносят на второй волокнистый слой.
19. Способ по п. 16, при котором в комбинации используют крахмал, растворяющийся в воде, и крахмал, не растворяющийся в воде, при этом крахмал в сухом состоянии наносят на второй волокнистый слой.
20. Способ по любому из пп. 17-19, при котором крахмал наносят в порошкообразной форме.
21. Способ по любому из пп. 16-19, при котором формуют по меньшей мере один третий волокнистый слой, который накладывают на упомянутые два волокнистых слоя с прослойкой из крахмала или без нее.
22. Способ по любому из пп. 8-13 или 16-19, при котором лист из волокнистого материала подвергают прессованию перед сушкой или каландрированию после сушки с целью получения после сушки листа с плотностью от 450 до 650 кг/м3.
23. Применение листа из волокнистого материала по любому из пп. 1-7 для изготовления сердечника, обеспечивающего опору для рулона, путем наматывания одной или большего количества полосок из упомянутого листа из волокнистого материала на цилиндрический стержень.
24. Сердечник для рулона, выполненный из намотанной по винтовой линии по меньшей мере одной полоски, характеризующийся тем, что упомянутая полоска получена из листа из волокнистого материала по любому из пп. 1-7.
25. Рулон туалетной бумаги, содержащий сердечник по п. 24.
26. Тампонный аппликатор, содержащий лист из волокнистого материала по любому из пп. 1-7.

