[001] ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[002] Изобретение в целом относится к системе и способу переработки использованного асфальтового материала. В частности, изобретение раскрывает систему и способ нагрева Восстановленного Асфальтового Покрытия (RAP), асфальтобетонной смеси и первичных асфальтобетонных заполнителей, управляемые с использованием индукционного нагрева, при одновременном перемешивании асфальтового материала вдоль нагревательного барабана с использованием внутренней части барабана или индуктивных нагревательных лопастей; в результате чего равномерный нагрев использованного асфальтового материала препятствует выбросу влаги из использованного асфальтового материала, значительно улучшает воздействие на окружающую среду при меньшем энергопотреблении, одновременно снижает выбросы от нагревательного асфальта, так как в процессе переработки не сгорают мальтены, а также помогает поддерживать структурную целостность асфальта или восстановленного асфальта.
[003] ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
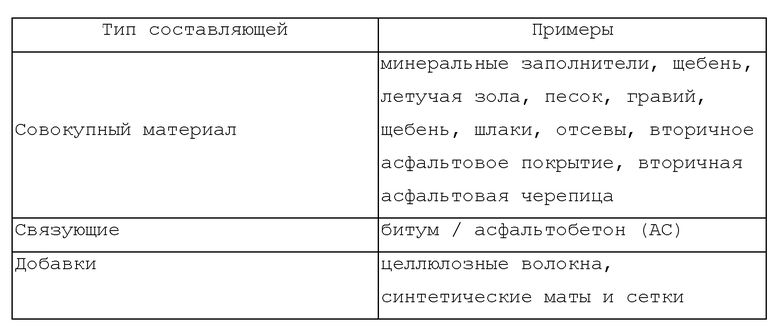
[004] Асфальт, используемый для дорожного покрытия, рафинирования и промышленного применения, представляет собой твердый или полутвердый битумный материал, который либо встречается в природе, либо получен в результате процессов переработки нефти и включает парафиновые и ароматические углеводороды и гетероциклические соединения. В асфальте минеральные заполнители, такие как щебень, обычно смешивают с асфальтовыми материалами, получая продукты типа дорожного покрытия, подходящие для автомобильного или связанного с ними движения, такие как те, которые показаны в таблице 1. Помимо использования асфальта в дорожных и автомобильных дорогах, асфальт является широко используемым материалом для строительных целей, таким как кровельные материалы, водо- и гидроизоляционные материалы, мостовые настилы, ипподромы, взлетно-посадочные полосы аэропортов, автостоянки, велосипедные дорожки и портовые сооружения.
[005] Таблица 1: Типичные составляющие асфальтобетона, используемые в дорожных покрытиях
[006] Требуемая производительность любого асфальтового материала определяется его конечным использованием и/или применением и определяется одним или несколькими измеримыми свойствами.
[007] Наиболее распространенным типом дорожной композиции в Соединенных Штатах является асфальт с горячей смесью (НМА), который включает сплав предварительно выбранной смеси минерального заполнителя и асфальта в большом обогреваемом резервуаре. Существуют многочисленные разработки смесей, используемые для удовлетворения климатических условий и движения автотранспорта. Градация размера частиц минерального заполнителя и тип асфальта, обеспечивающие оптимальный набор эксплуатационных свойств, именуются Job Mix Formula, из которой существует множество вариаций для удовлетворения требований к дорожному покрытию, включая: движение транспорта, климатические условия и срок полезного использования.
[008] Некоторыми основными проблемами, связанными с эксплуатационными качествами асфальтовых покрытий с горячей смесью (НМА), могут быть восприимчивость к влаге, постоянная деформация, выпотевание битума, толчки и растрескивание (термическая и усталостная усталость). Асфальтовое связующее выбирается для дорожного покрытия, чтобы обеспечить достаточную жесткость, чтобы противостоять образованию колеи при ожидаемых высоких рабочих температурах и достаточную гибкость, чтобы противостоять усталости и термическому растрескиванию при промежуточных и низких рабочих температурах. Асфальты подвержены атмосферным воздействиям, которые провоцируют старение из-за уменьшения фазы мальтенов, образующейся в результате окисления. Это старение асфальта зависит от температуры и парциального давления, которому подвергается асфальт (Гловер и др., Оценка старения связующего и его влияние на старение горячего асфальтобетона: обзор литературы и экспериментальный дизайн (Техасский транспортный институт, 2009; глава 2). Окисление образует карбонильные (СОО) функциональные группы, которые заставляют асфальт застывать, становясь менее эластичным и вязким. По мере того, как асфальт застывает, сопротивление усталости значительно снижается, что приводит к растрескиванию и потере структурной целостности (Гловер и др., Оценка старения связующего и его влияние на старение горячего асфальтобетона: обзор литературы и экспериментальный дизайн (Техасский транспортный институт, 2009; глава 2).
[009] Как только асфальт теряет структурную целостность, он должен быть повторно покрыт. Поверхностная обработка обычно выполняется с использованием переработки асфальта на месте, такой как горячая обработка асфальта на месте или восстановление. Тем не менее специалисты в данной области техники используют смесь первичного асфальта с существующим асфальтом, называемую Восстановленным Асфальтовым Покрытием (RAP). Например, горячая обработка асфальта на месте нагревает поврежденный тротуар до 107°С на глубине от 20 до 40 мм (3/4 до  дюйма) с использованием пропановых горелок с последующим скарификацией тротуара и смешиванием первичного заполнителя и уплотнением тротуара (Kandhal & Mallick, Руководство по переработке дорожного покрытия для справочника участника на уровне штата и местного самоуправления (Департамент транспорта США, 1997; глава 11).
дюйма) с использованием пропановых горелок с последующим скарификацией тротуара и смешиванием первичного заполнителя и уплотнением тротуара (Kandhal & Mallick, Руководство по переработке дорожного покрытия для справочника участника на уровне штата и местного самоуправления (Департамент транспорта США, 1997; глава 11).
[0010] Альтернативно, дорога может быть очищена и отремонтирована. Известно, что очистка старых дорожных покрытий обеспечивает ряд преимуществ при подготовке старого дорожного полотна для шлифовки. Для очистки используются вращающиеся барабаны с резцами, расположенными по внешней окружности, обычно вращающиеся в направлении, противоположном направлению ведущих колес, для удаления верхнего слоя асфальта. Это не только обеспечивает новое, гладкое и ровное основание для нового слоя горячей смеси, но и в то же время снижает высоту дорожного полотна, чтобы обеспечить зазоры палубы моста и глубину бордюров и желобов. Шлифовка или очистка также полезны при удалении выбоин, старых трещин, стыковых швов и колей, а также других повреждений поверхности, которые могут быстро появиться в новом поверхностном покрытии, если его не отремонтировать. Размолотый асфальт собирается и помещается в накопительный бункер, а затем транспортируется на место хранения или на свалку.
[0011] Как правило, асфальтированные дороги, проезды, проспекты и улицы пригодны для вторичной переработки. Это связано с тем, что асфальты в основном состоят из асфальтенов и мальтенов, которые могут быть окислены, как обсуждалось выше. Большинство существующих дорог, как бетонных, так и битумных, подвергаются постоянному ремонту и поверхностному покрытию новым асфальтом с горячей смесью для достижения и поддержания безопасных и комфортных высокоскоростных поверхностей катания. В большинстве случаев новый асфальт не содержит чистого первичного асфальта, но содержит процент переработанного асфальта, взятого после очистки дороги и обработанного для повторного использования. RAP включает удаленные и/или переработанные материалы дорожного покрытия, содержащие асфальт и заполнители. Эти материалы генерируются, когда асфальтовые покрытия снимаются для реконструкции, ремонта или для получения доступа к скрытым коммуникациям. После удаления поврежденного асфальта с дорог используются установки по переработке асфальта. Как правило, установки по переработке асфальта производят в среднем от 400 тонн до 600 тонн в час, и в эти установки можно вводить 15-30% восстановленного асфальта (RAP).
[0012] Для переработки асфальта специалисты в данной области техники добавляют RAP непосредственно к первичному асфальту. Как видно из Таблицы 2, первичный асфальт перегревается, после чего смешивают RAP и первичный асфальт в барабане, как показано на фиг.1. Чистый асфальт передает тепло в RAP во время смешивания, чтобы обеспечить адекватные реологические свойства для смешивания и укладки дорожного полотна. Однако во время этого процесса заполнители нагревают выше 650°F, что является точкой вспышки для асфальтобетона, и добавляют к асфальтобетону, тем самым передавая тепло от заполнителя. Перегрев вызывает образование материала в сушилке, горячем элеваторе и ситовой башне, что требует тщательной очистки или замены этих частей. Что еще более важно, теплопередача от перегретого материала приводит к высвобождению солодов из асфальта, что видно по чрезмерному образованию дыма, и вызывает преждевременное старение первичного асфальта, то есть быстрое окисление из-за высоких температур.

[0014] Хотя температуры в таблице 2 были сочтены подходящими для достижения желаемой температуры смеси на выходе, температуры выше из-за конструкции системы рециркуляции. Например, когда холодный влажный RAP вводится в установки горячего смешения, перегретые первичные агрегаты (от 600° до 900°F) кондуктивно передают достаточно тепла холодному влажному RAP для сушки и нагрева всех материалов до температуры смешивания 300°F. Однако часто случается, что внезапное и резкое расширение пара, которое возникает, когда сверхгорячий агрегат (от 600 до 900°F) сталкивается с холодным влажным RAP, мгновенно перегружает пропускную способность системы выпуска и приводит к разрушению асфальта. Такой разрыв приводит к тому, что стадии асфальтобетонной смеси выходят за пределы технических характеристик. Кроме того, этот процесс перегрева приводит к чрезмерно высоким температурам для сушки и нагревания RAP и, следовательно, может нанести тепловой ущерб, генерировать синий дым, который преждевременно стареет асфальт, и вызвать разрушение первичного асфальта. Это особенно важно, так как преждевременное старение смешанной смеси RAP может удалить до 50% эксплуатационного ресурса дорожной смеси. Другая проблема заключается в том, что производственная мощность установки резко снижается при работе RAP из-за перегрузок выхлопной системы и горелки сушилки из-за блокирования пара RAP внутри сушилок.
[0015] Кроме того, быстрый нагрев асфальтового материала слишком внезапно вызывает выбросы пара и голубого дыма, которые повреждают систему рециркуляции, а также ухудшают структурную целостность асфальтобетона. Это также влияет на первичный асфальт, который смешан с поврежденным RAP, где производители асфальта обычно сжигают синий дым, образующийся на стадии смешивания, в качестве топлива, чтобы скрыть повреждение смешанной смеси. Однако, как отмечалось ранее, высокие температуры повреждают асфальт и существенно сокращают срок службы дорожного покрытия.
[0016] В то время как современные способы предусматривают низкоконцентрированное использование восстановленного асфальта, получающиеся в результате асфальтовые смеси обычно обладают эффективными характеристиками в отношении износа. Таким образом, существует неудовлетворенная потребность в создании новых систем переработки для восстановления асфальта, которые обладают свойствами старения и температурной устойчивости, которые имитируют первичный асфальт.
[0017] СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0018] Предусмотрена система переработки асфальта. Система переработки асфальта состоит из системы нагрева, дополнительной системы смешивания добавок и индукционного источника тепла. Система нагрева асфальта образована из барабана, имеющего цилиндрическую или коническую стенку на внутренней стороне и имеющую первый торец и второй торец. На первом торце барабана расположено отверстие для приема компонентов асфальтобетон, таких как восстановленный асфальтобетон (RAP), асфальтовый цемент, заполнители и их комбинации, и выход на втором торце барабана для вытеснения нагретой асфальтовой смеси. В некоторых вариантах одна или несколько корзин предусмотрены выше по потоку от входа, что означает, что асфальтовое связующее, RAP или компоненты асфальтобетона, такие как заполнители, могут легко падать или легко транспортироваться на вход. Барабан, по выбору, имеет лопатки для передачи тепла, расположенные во внутренней стенке барабана. Однако другие варианты не используют лопатки, и предполагается, что некоторые варианты барабана не имеют лопаток и имеют гладкую или по существу гладкую внутреннюю стенку. Внешняя часть нагревательной камеры опционально покрыта - частично или полностью - изоляцией. В некоторых вариантах изоляция представляет собой алюмосиликатную изоляцию, целлюлозную изоляцию или их комбинации. Изоляция может быть нанесена на толщину от около 0,75 до около 2,5 дюймов, и диапазоны толщины, содержащиеся в ней. Неограничивающими примерами являются 0,75 дюйма, 0,85 дюйма, 0,9 дюйма, 1 дюйм, 1,15 дюйма, 1,25 дюйма, 1,35 дюйма, 1,5 дюйма, 1,75 дюйма, 2 дюйма, 2,25 дюйма и 2,5 дюйма. Однако специалист в данной области техники может легко изменить толщину изоляции, чтобы варьировать потери тепла от нагревательного барабана. Стенка нагревательного барабана нагревается источником нагрева, таким как индукционный нагрев, лучистое тепло, конвекционное тепло или электрические нагревательные катушки. Нагревательный барабан может быть изготовлен из материала, чувствительного к индукции, а именно ферримагнитного, ферромагнитного или другого материала, который взаимодействует с системой индукционного нагрева для выработки тепла. Примеры полезных материалов, чувствительных к индукции, включают железо, сталь, сталь СНТ 400, Fe2O3, NiOFe2O3, CuOFe2 О33, MgOFe2O3, MnBi, Ni, MnSb, MnOFe2O3, сталь, кобальт, NiFe, молибермаллой (молибден, никель, железо, сплав 2; -17%), сендуст (алюминий, кремний, железный сплав; 6-9-85%), железо-никелевый сплав (50-50%) и их смеси. Толщина стенки нагревательного барабана необязательно имеет толщину от примерно 0,25 дюйма до примерно 2 дюймов и диапазоны толщины, содержащиеся в ней. Неограничивающими примерами являются 0,25 дюйма, 0,3 дюйма, 0,4 дюйма, 0,45 дюйма, 0,5 дюйма, 0,55 дюйма, 0,6 дюйма, 0,65 дюйма, -7 дюймов, 0,75 дюйма, 0,85 дюйма, 0,9 дюйма, 1 дюйм, 1,15 дюйма, 1,25 дюйма, 1,35 дюйма, 1,5 дюйма, 1,75 дюйма и 2 дюйма. Однако специалист в данной области техники может легко изменить толщину стенки нагревательного барабана на основе материала, выбранного для стенки барабана, применения, характеристик нагрева и желаемой долговечности.
[0019] Асфальтовая нагревательная система необязательно ориентирована под углом θΑ, чтобы позволить асфальтовому материалу катиться к нижней части нагревательного барабана с предпочтительной скоростью от около 5 до около 36 дюймов за оборот. Неограничивающие примеры включают 5 дюймов за оборот, 5,5 дюйма за оборот, 6 дюймов за оборот, 6,5 дюйма за оборот, 7 дюймов за оборот, 7,5 дюйма за оборот, 8 дюймов за оборот, 8,5 дюйма за оборот, 9 дюймов за оборот, 9,5 дюйма за оборот, 10 дюймов за оборот, 11 дюймов за оборот, 12 дюймов за оборот, 13 дюймов за оборот, 14 дюймов за оборот, 15 дюймов за оборот, 16 дюймов за оборот, 17 дюймов за оборот, 18 дюймов за оборот, 19 дюймы за оборот, 20 дюймов за оборот, 21 дюйм за оборот, 22 дюйма за оборот, 23 дюйма за оборот, 23,5 дюйма за оборот, 24 дюйма за оборот, 24,5 дюйма за оборот, 25 дюймов за оборот, 26 дюймов за оборот, 27 дюймов за оборот, 28 дюймов за оборот, 29 дюймов за оборот, 30 дюймов за оборот, 31 дюйм за оборот, 32 дюйма за оборот, 33 дюйма за оборот, 34 дюйма за оборот, 35 дюймов за оборот или 36 дюймов за оборот. Система обычно рассчитана на скорость от 1 до 60 об/мин. Неограничивающие примеры включают 1 об/мин, 5 об/мин, 10 об/мин, 15 об/мин, 20 об/мин, 25 об/мин, 30 об/мин, 35 об/мин, 40 об/мин, 45 об/мин, 50 об/мин, 55 об/мин и 60 об/мин. Предусмотрено снижение от 0° до примерно 25°, однако угол может отличаться в зависимости от вязкости асфальтового материала, скорости вращения нагревательного барабана, силы тяжести, влажности и других факторов окружающей среды, окружающих и находящихся внутри нагревательного барабана. Неограничивающие примеры включают 0°, 2,5°, 4°, 5°, 6°, 7°, 7,5°, 8°, 10°, 12,5°, 15°, 17,5°, 20°, 22,5° и 25°.
[0020] В некоторых вариантах один или несколько переходов передачи тепла расположены на внутренней стороне стенки нагревательного барабана. Лопасти теплопередачи могут быть выполнены из материала, чувствительного к индукции, а именно ферримагнитного, ферромагнитного или другого материала, который взаимодействует с системой индукционного нагрева для генерирования тепла, такого как материалы, перечисленные выше. Лопатки теплопередачи могут быть соединены с внутренней частью нагревательного барабана на монтажной кромке или монтажной поверхности болтовым соединением, сваркой, в том числе без ограничения изобретения, дуговой сваркой, кислородно-топливной сваркой, дуговой сваркой в защитном металле, газовой дуговой сваркой, сварка инертным газом металла, сварка инертным газом вольфрамом, сварка электрическим сопротивлением, электрошлаковая сварка, сварка порошковой проволокой, лазерная сварка, электронно-лучевая сварка, магнитно-импульсная сварка, клей, пайка и пайка. Один или несколько пролетов с обогревом представляют собой лопатки, закругленные лопатки, лопатки в форме пальца, угловые лопатки, лопатки в форме буквы С, хи-образные лопатки, овальные лопатки, лопатки в виде прямоугольной трубы, закругленные прямоугольные лопатки, лопатки в виде треугольной трубы, закругленные треугольные лопатки, круговые трубчатые лопатки или их комбинации. Другие лопатки, такие как те, которые традиционно используются в нагревательных барабанах, предполагаются для использования во внутренней части барабана, хотя во многих случаях такие лопатки будут лишены преимущественных свойств некоторых конкретных лопаток с передачей тепла. Пример традиционной лопатки показан на фиг.1. Другие конструкции лопатки с теплопередачей, которые рассматриваются в Taylor и др. (Патент США 4704045); Etnyre и др. (Патент США 4427376); Ширер (патент США 4025057); McCarter и др. (Патент США 4298287); Schlarmann (патент США №4165184); Binz (патент США 4332478); Брок и др. (Патент США №4867572); Farnham et al. (Патент США 5054931); Coxhill (патент США 4338732); Milstead (патент США 5480226); Hawkins (патент США №5364182); и Мусил (4813784); Lutz (4330520), Jakob и др. (Патент США №5078540); Brock (патент США 5267738); Keylon и др. (Патент США №5320426); Brock, et al., (Европейская патентная заявка ЕР2835470А2); Hudman et al. (Патент США №8172488).
[0021] Лопатки образованы кубовидным смешивающим стержнем, таким как удлиненный прямоугольный стержень. Кубовидный смешивающий стержень имеет смешивающую поверхность, заднюю поверхность, первую кромочную поверхность, вторую кромочную поверхность и монтажную поверхность, где смешивающая поверхность и задняя поверхность имеют прямоугольную форму, а кубовидная смешивающая лопатка является квадратной или прямоугольной, если смотреть в поперечном сечении. Продольная часть стержня проходит по длине нагревательного барабана или его части. В некоторых вариантах каждый стержень проходит от 1/6 до 1/3 длины барабана и перекрывает другие лопатки или лопатки в барабане. В других вариантах осуществления лопатки или лопасти имеют длину от около 6 дюймов до около 24 дюймов. Лопатки в форме пальца сформированы из кубовидной смешивающей лопатки, имеющей смешивающую поверхность, заднюю поверхность, монтажную кромочную поверхность и соединительную кромку. Набор смешивающих стержней смонтирован на соединительной кромке кубовидной смешивающей лопатке под углом к кубовидной смешивающей лопатке. Полезные примеры для соединения штырей со смешивающей лопаткой включают сварку, адгезивы, пайку или другие способы, раскрытые выше, для соединения полостей с внутренней частью нагревательного барабана. Угловая лопатка сформирована из кубовидной смешивающей лопатки, имеющей смешивающую поверхность, заднюю поверхность, монтажной кромочной поверхности и соединительной кромки. Угловая лопатка установлена на соединительной кромке кубовидной смешивающей лопатки под углом к кубовидной смешивающей лопатке. Овальные лопатки образованы одним или несколькими цилиндрическими-овальными перемешивающими телами, имеющими смешивающую поверхность, переднюю поверхность и заднюю поверхность. Отверстие расположено на первом конце смесительного тела для приема асфальтового материала, а отверстие расположено на втором конце для выбрасывания нагретого асфальтового материала из смесительного тела.
Полезные примеры для соединения наклонной лопатки со смешивающей кромкой включают сварку, адгезивы, пайку или другие способы, раскрытые выше, для соединения полостей с внутренней частью нагревательного барабана. Хи-образные лопатки образуются из ведущей лопатки и задней лопатки. Ведущая лопатка сформирована из ведущей цилиндрической дуги, где дуга составляет угол 160-300 дуги, если смотреть в поперечном сечении. Неограничивающие примеры включают 160°, 165°, 170°, 175°, 180°, 185°, 190°, 195°, 200°, 205°, 210°, 215°, 220°, 225°, 230°, 235°, 240°, 245°, 250°, 255°, 260°, 265°, 270°, 275°, 280°, 285°, 290°, 295° и 300°. Ведущая лопатка имеет переднюю кромку, смешивающую поверхность, заднюю поверхность и монтажную кромку, расположенную рядом с передней кромкой. Задняя лопатка сформирована из задней цилиндрической дуги, где дуга составляет угол от 160° до 300°, если смотреть в поперечном сечении. Неограничивающие примеры включают 160°, 165°, 170°, 175°, 180°, 185°, 190°, 195°, 200°, 205°, 210°, 215°, 220°, 225°, 230°, 235°, 240°, 245°, 250°, 255°, 260°, 265°, 270°, 275°, 280°, 285°, 290°, 295°, 270°, 275°, 280°, 285°, 290°, 295°, и 300°.
[0022] Система смешивания добавок образована смесительным барабаном, имеющим цилиндрическую или коническую стенку, на внутренней стороне и имеющую первый торец и второй торец.
Отверстие расположено на первом торце барабана для приема горячей асфальтовой смеси, выходное отверстие на втором торце барабана для вытеснения рабочей смеси и множество элементов для смешивания добавок, расположенных на внутренней стороне стенки смесительного барабана. В некоторых вариантах, по меньшей мере, один или несколько накопительных контейнеров или резервуаров сообщаются со смесительным барабаном. Контейнер для добавок или резервуар предназначены для добавления заданного количества добавки в горячую асфальтовую смесь при ее поступлении в смесительный барабан. Барабан для смешивания добавок необязательно расположен рядом с нагревательным барабаном, то есть последовательно. В альтернативном варианте барабан для смешивания добавок расположен над нагревательным барабаном, то есть концентрически. Внешняя часть нагревательной камеры опционально покрыта - частично или полностью - изоляцией. В некоторых вариантах изоляция представляет собой алюмосиликатную изоляцию, целлюлозную изоляцию или их комбинации. Изоляция может быть нанесена на толщину от около 0,75 до около 2,5 дюймов, и диапазоны толщины, содержащиеся в нем. Неограничивающие примеры видны в изоляции, используемой для изоляции нагревательного барабана. Когда смесительный барабан концентрированно ориентирован поверх нагревательного барабана, нагревательный барабан можно использовать для нагрева заполнителей, RAP, RAP и заполнителей или RAP, заполнителей и асфальтового связующего. Асфальтовое связующее необязательно нагревается в нагревательном барабане, а нагревается вне системы и впрыскивается в смесительный барабан при желаемой температуре.
[0023] По меньшей мере, один смесительный элемент представляет собой, по меньшей мере, одну смешивающую лопатку, по меньшей мере, одну U-образную лопатку или, по меньшей мере, одну S-образную лопатку. Смешивающая лопатка образована из плоской передней смешивающей поверхности, плоской задней смешивающей поверхности и монтажной кромки, расположенной между плоской передней смешивающей поверхностью и плоской задней смешивающей поверхностью. Монтажная кромка лопатки используется для соединения смешивающей лопатки с внутренней частью смесительного барабана с использованием сварки, клея или других способов, раскрытых для нагревательных лопастей. В качестве альтернативы, смесительный элемент представляет собой U-образный выступ, образованный из ведущей цилиндрической дуги, где цилиндрическая дуга составляет угол 160-300°, если смотреть в поперечном сечении, или имеющий овальное поперечное сечение с удаленной частью. U-образный элемент включает в себя монтажную кромку, расположенную на одной кромке смешивающей поверхности, при этом монтажная кромка U-образного профиля используется для соединения смешивающей лопатки с внутренней частью смесительного барабана с использованием сварки, клея или других способов, описанных выше для нагревательных лопаток. В другом варианте смесительный элемент представляет собой S-образную лопатку, как описано выше для передающих тепло лопаток. Смесительные элементы необязательно перекрываются.
[0024] Система смешения добавок, необязательно, включает систему индукционного нагрева смесителя, содержащую катушку индукционного нагрева смесителя, расположенную снаружи смесительного барабана, и, по меньшей мере, один магнитный материал в барабане смешения добавок. В некоторых вариантах цилиндрическая или коническая стенка смесительного барабана состоит из магнитного материала, выполненного с возможностью нагрева при воздействии магнитной силы, а индукционная нагревательная катушка смесителя находится в магнитной связи с магнитным материалом цилиндрической или конической стенки смесительного барабана. В других вариантах смесительный элемент состоит из магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил, и индукционная нагревательная катушка смесителя находится в магнитной связи с магнитным материалом смесительного элемента. В другом варианте цилиндрическая или коническая стенка смесительного барабана и смесительный элемент состоят из магнитного материала.
[0025] Индукционный источник тепла сформирован по меньшей мере из одной индукционной катушки, расположенной снаружи нагревательного барабана. По меньшей мере, одна индукционная катушка находится в магнитной связи со стенкой нагревательного барабана и пролетами для передачи тепла, определяя первую зону нагрева. Расстояния между наружной поверхностью нагревательного барабана и индукционными катушками могут варьироваться от около 1 до около 6 дюймов или любого диапазона, содержащегося в них. Неограничивающие примеры включают 1 дюйм, 1,15 дюйма, 1,25 дюйма, 1,5 дюйма, 1,75 дюйма и 2 дюйма, 2,25 дюйма, 2,5 дюйма, 2,75 дюйма, 3 дюйма, 3,25 дюйма, 3,5 дюйма, 3,75 дюйма, 4 дюйма, 4,25 дюйма, 4,5 дюймов, 4,75 дюйма, 5 дюймов, 5,25 дюйма, 5,5 дюйма, 5,75 дюйма или 6 дюймов от барабана. Индукционные катушки изготовлены из электромагнитного материала. Неограничивающие примеры включают медь, железо, сталь, никель, кобальт Sm2Co17 и SMCO5. В некоторых вариантах система индукционного нагрева также включает в себя, по меньшей мере, вторую индукционную катушку, состоящую из электромагнитного материала, расположенного снаружи нагревательного барабана и находящегося в магнитной связи со стенкой нагревательного барабана и переходами передачи нагрева. Вторая индукционная катушка необязательно управляется отдельно от, по меньшей мере, одной индукционной катушки, то есть первой индукционной катушки, что позволяет формировать вторую зону нагрева. Хотя можно предусмотреть добавление множества индукционных катушек, изобретение предусматривает до четырех различных зон нагрева в нагревательном барабане. Дополнительные индукционные нагревательные катушки - смешивающие индукционные катушки - могут быть добавлены в смесительный барабан. Индукционные катушки смешения, состоящие из электромагнитного материала, расположенного снаружи смесительного барабана и находящегося в магнитной связи со стенкой смесительного барабана, смесителями присадок или обоими. Соответственно, стенка смесительного барабана, смесители добавок или оба они изготовлены из материала, чувствительного к индукции, такого как те, что описаны выше. Альтернативно, система нагрева содержит электрическую нагревательную катушку, расположенную вокруг стенки нагревательного барабана, что позволяет источнику тепла нагревать стенку нагревательного барабана. В качестве альтернативы система нагрева представляет собой источник теплового излучения или источник конвекционного нагрева, направленный на стенку нагревательного барабана, что позволяет источнику нагрева нагревать стенку нагревательного барабана.
[0026] Приводная система сообщается с нагревательным барабаном и приспособлена для вращения нагревательного барабана. В некоторых вариантах приводная система соединяется с нагревательным барабаном через зубчатую шестерню, расположенную на первом конце нагревательного барабана. Кольцевая шестерня необязательно соединяется с нагревательным барабаном с помощью сварки, адгезии, пайки или других способов, раскрытых для нагревательных лопастей. В этих вариантах осуществления приводной двигатель соединяется с ведущим валом, который сообщается с шестерней кольца. Приводной двигатель вращает ведущий вал и впоследствии передает вращательное движение на шестерню кольца, вызывая вращение нагревательного барабана. В других вариантах нагревательный барабан прикреплен к приводному валу, где приводной вал с возможностью вращения проходит через первый конец нагревательной камеры. Приводной двигатель соединяется с приводным валом, обеспечивая вращательное движение. В качестве альтернативы нагревательный барабан или система барабанов опираются на цапфы и приводятся в движение осевыми роликами, приводом с цепной передачей или приводом реечной передачи. Например, конкретные варианты включают звездочку, расположенную по окружности вокруг барабана и механически соединенную с цепным приводом, который, в свою очередь, приводится в движение двигателем. Примеры приводных двигателей включают в себя прямой привод с электроприводом, фрикционные приводы и цепные электроприводы, например, Weg Electric Corp.(Duluth, GA).
[0027] В некоторых вариантах осуществления система подогрева асфальта поддерживается множеством опор. В одном варианте осуществления множество опорных элементов вала поддерживают ведущий вал. В этом варианте опорные элементы вала образованы по меньшей мере, из одного вертикального опорного элемента вала, имеющий верхний торец и нижний торец, и опорное колесо вала, расположенное на верхнем торце, по меньшей мере, одного вертикального опорного элемента вала и соединенное с приводным валом. Множество шариковых подшипников расположены колесе опорного вала, что позволяет валу легко вращаться независимо от опоры. В альтернативном варианте множество опорных элементов барабана обеспечивают опору для нагревательного барабана. Опорные элементы барабана содержат по меньшей мере, один вертикальный опорным элемент барабана, имеющий верхний торец и нижний торец, и опорное колесо барабана, расположенное на верхнем торце, по меньшей мере, один вертикальный опорный элемент барабана, и связанный с внешним нагревательным барабаном. Множество шариковых подшипников расположены в опорном колесе барабана, позволяя барабан свободно вращаться.
[0028] Система переработки асфальта необязательно включает в себя, по меньшей мере, одну конвекционную систему. Конвекционная система состоит из входа конвекционной системы, сообщающегося по текучей среде с внутренним пространством камеры нагрева, с вентилятором, сообщающегося по текучей среде с входом конвекционной системы, и выхода системы конвекции, сообщающегося по текучей среде с вентилятором. Вентиляционная система содержит вход вентилятора, вентилятор и выход вентилятора. По меньшей мере, один нагревательный элемент необязательно включен в конвекционную систему. Нагревательный элемент расположен на входе конвекционной системы, рядом с выходом вентилятора или обоими, и может включать в себя 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19 или 20 нагревательных элементов. Необязательными нагревательными элементами являются, по меньшей мере, одна конвекционная индукционная плита, расположенная на входе в конвекционную систему, линия, соединяющая вход конвекционной системы с вентилятором, выход конвекционной системы, линия, соединяющая вентилятор с выходом конвекционной системы, или их комбинация. Необязательно, по меньшей мере, один нагревательный элемент представляет собой индукционный нагревательный элемент, сформированный из ферромагнитного материала. По меньшей мере, один нагревательный элемент необязательно расположен в стенках входа системы конвекции; стенки линии, соединяющей вход системы конвекции с воздуходувкой, стенки выхода системы конвекции, стенки линии, соединяющей выход конвектора с системой конвекции, проволочная сетка, расположенная во внутренней части входа системы конвекции, проволочная сетка, расположенная внутри линии, соединяющей вход системы конвекции с вентилятором, проволочная сетка, расположенная во внутренней части линии, соединяющей вентилятор с выходом системы конвекции, проволочная сетка, расположенная внутри выхода системы конвекции, по меньшей мере, один стержень, расположенный во внутренней части входа системы конвекции, где, по меньшей мере, один стержень, расположенный во внутренней части линии, соединяющей вход системы конвекции с вентилятором, по меньшей мере, один стержень, расположенный во внутренней части линии, соединяющей вентилятор с выходом конвекционной системы, по меньшей мере один стержень, расположенный во внутренней части выхода конвекционной системы, пластина, расположенная во внутренней части входа конвекционной системы, пластина, расположенная во внутренней части линии, соединяющей вход системы конвекции с вентилятором, пластина, расположенная во внутренней части линии, соединяющей вентилятор с системой конвекции выходной сигнал, пластина, расположенная внутри выходного отверстия конвекционной системы, или комбинация вышеупомянутых мест. Множество выходных форсунок расположены на нижнем конце первой транспортной трубки и на конце нижней второй транспортной трубки. Количество выходных струй может быть изменено, что будет очевидно для специалиста в данной области техники после рассмотрения спецификации. Однако предполагается, что система включает в себя 2, 4, 6, 8, 10, 12, 14, 16, 18 или 20 струй. Выходные форсунки необязательно расположены рядом со второй индукционной плитой или первой половиной первой индукционной плиты, тем самым направляя воздух на асфальтобетон, когда асфальтобетон проходит через вторую индукционную плиту или первую половину первой индукционной плиты. Конденсатор воды необязательно прикреплен к входу конвекционной системы и дополнительно содержит вход конденсатора, камеру конденсатора воды, сообщающуюся по текучей среде с входом конденсатора воды, и выход конденсатора воды.
[0029] Также раскрыт способ изготовления асфальтобетона с использованием вышеупомянутой системы. Асфальт может быть восстановленным (RAP), первичным асфальтом или их комбинацией. Асфальт, такой как асфальтобетон или асфальтовый цемент, добавляется в систему вместе с любыми цементными компонентами, такими как заполнители, и система индукционного нагрева, активируемая путем приложения магнитного поля, вызывающего стенки нагревательного барабана и любые лопатки и/или лопасти способные генерировать тепло с помощью индукции. Нагревательный барабан, пролеты или индукционная пластина лопаток имеют температуру между 240°F и 750°F. Неограничивающие примеры включают температуры: 240°F, 250°F, 260°F, 270°F, 280°F, 290°F, 300°F, 305°F, 310°F, 315°F, 320°F, 325°F, 330°F, 335°F, 340°F, 345°F, 350°F, 400°F, 450°F, 500°F, 550°F, 600°F, 650°F, 700°F или 750°F. В некоторых вариантах асфальт нагревается до разных температур различными зонами нагрева. В качестве неограничивающего примера нагревательный барабан разделен на две или три температурные зоны, в которых множество наборов индукционных нагревательных катушек расположены вокруг нагревательного барабана и нагревают каждую зону до разных температур. В этом примере первая зона нагрева нагревается до 320°F, вторая зона нагрева нагревается до 300°F, и необязательная третья зона нагрева не нагревается и служит для перемешивания асфальта. В другом примере нагревательный барабан разделен на три или четыре температурные зоны, причем первая зона нагревается до примерно 650°F, чтобы быстро довести асфальт до примерно 220°F, вторая зона нагрева нагревается до примерно 450°F, третья зона нагрева нагревается до температуры от 275°F до 300°F, и необязательная четвертая зона без подогрева. Асфальтобетонная смесь перемещается вдоль индуктивных стенок нагревательного барабана и любых вылетов или лопастей, а асфальтобетонная смесь перемешивается при прохождении через нагревательный барабан. Одновременно асфальтобетонная смесь нагревается за счет тепла, образующегося на индуцированных металлических поверхностях. В некоторых вариантах асфальтобетонная смесь перемешивается вращением одного или нескольких выступов, расположенных внутри нагревательного барабана. Это образует нагретую смесь, которая удаляется из системы переработки асфальта.
[0030] Необязательно, нагретую смесь модифицируют путем добавления по меньшей мере одного модификатора к асфальтовой нагретой смеси. Нагретая смесь может быть модифицирована в конечных 1/3 до 1/8 частей нагревательного барабана, то есть от 1/3 до 1/8 частей нагревательного барабана рядом с выходом нагревательного барабана. Альтернативно, смесь модифицируется в смесительном барабане, расположенном ниже по потоку от нагревательного барабана. По меньшей мере, один модификатор представляет собой восстанавливающее масло, первичный асфальтовый цемент, крупные заполнители, мелкие заполнители или их комбинацию. Нагретую смесь затем перемешивают или смешивают по меньшей мере с одним модификатором для образования модифицированной нагретой смеси. В некоторых вариантах асфальтовая нагретая смесь нагревается во время этапа модификации. В этих вариантах смесительная секция нагревательного барабана или смесительного барабана состоит из материала, чувствительного к индукции, то есть магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил. Лопасти или лопатки, изготовленные из материала, чувствительного к индукции, могут по выбору быть включены. По меньшей мере одна индукционная катушка расположена в магнитной связи с индукционно-чувствительным материалом. Магнитное поле применяется для нагрева нагревательной секции нагревательного барабана или смесительного барабана.
[0031] Полезные восстанавливающие масла включают масла на нафтеновой основе, растворы анионных полимеров, смеси органических кислот, смоляных кислот, жирных кислот, этерифицированных жирных кислот, ароматических масел или их комбинации.
[0032] Cyclogen® L (Tricor Refining, LLC, часть Ergon Asphalt & Emulsions, Inc., Jackson, MS), представляет собой масло на основе нафтена с низкой вязкостью, образованное из экстракта растворителя из тяжелого нафтенового дистиллята и тяжелого нафтенового нефтяного дистиллята. Он не содержит асфальта, содержит 0% асфальтенов, но состоит из мальтенов, насыщенных кислот и ацидифинов для восстановления состаренного связующего вещества. Cyclogen® LE (Tricor Refining, LLC, часть компании Ergon Asphalt & Emulsions, Inc., Джексон, MS) представляет собой эмульсию гидроочищенного тяжелого нафтенового нефтяного дистиллята и экстракта тяжелого нафтенового дистиллята в водном растворе. Эти рециркуляционные агенты очищаются от неочищенного нафтенового неочищенного источника, который восстанавливает отобранные мальтены, которые окислились из асфальтового связующего, чтобы сбалансировать химический состав состаренного асфальта.
[0033] ARA-1P и ARA-2P (Paragon Technical Services, Inc., часть Ergon Asphalt & Emulsions, Inc., Джексон, MS) представляют собой анионные эмульсии воды, асфальта и экстракта растворителя на основе тяжелого нафтенового дистиллята. ARA-2P содержит двойное количество полимера, входящее в ARA-1P.
[0034] Масла Hydrogreen® представляют собой смесь длинноцепочечных и трициклических органических кислот, смоляных кислот, жирных кислот, этерифицированных жирных кислот и растительных масел, используемых в качестве агента, снижающего вязкость, или в качестве мощного проникающего масла и смешивающего агента для восстановленного асфальтового покрытия. Материалы продаются в виде жидкого восстановителя Hydrogreen, такого как Hydrogreen® S (Asphalt and Wax Innovations), и полужидких восстановителей на масляной основе, таких как Hydrogreen® HFP.
[0035] Ароматические масла представляют собой модификаторы асфальта с высоким содержанием ароматических веществ. В качестве неограничивающих примеров, Hydrolene® Н40Т, Н50Т, Н90Т и Н120 (HollyFrontier Corp., Талса, Оклахома), состоит из тяжелого парафинового экстракта растворителя дистиллята и Hydrolene® Н600Т (HollyFrontier Corp., Талса, Оклахома), состоящего из остатков экстракта масляного растворителя. Например, Н50Т представляет собой тяжелый парафиновый экстракт растворителя дистиллята, с насыпной плотностью около 7,978 фунтов / галлон, молекулярной массой 347 г/моль, вязкостью 27,44 сСт при температуре 60°С и 6,916 сСт при температуре 100°С, CAS No 64742-04-7 и температура кипения от 303°С до 479°С, и коэффициент распределения н-октанол / вода более 4. Н90Т представляет собой тяжелый экстракт парафинового дистиллята с плотностью около 8,1 фунта / галлон, 433 г/моль, вязкость 375 сСт при температуре 40°С и 16,2 сСт при температуре 100°С, CAS №64742-04-7 и температура кипения от 289°С до 527 С, и распределение н-октанол / вода коэффициент выше 4. Н110Т представляет собой тяжелый парафиновый дистиллят, содержащий растворитель, с плотностью около 8,2 фунта / галлон, молекулярной массой 453 г/моль, вязкостью 1760 сСт при температуре 40°С и 33 сСт при температуре 100°С, CAS 64742-04-7 и температурой кипения между 409 и 602 С и коэффициентом распределения н-октанол / вода более 4. Н125Т представляет собой тяжелый парафиновый экстракт растворителя дистиллята с плотностью около 8,1 фунта / галлон, вязкостью 21,7 CST при температуре 100°С, CAS №64742-04-7 и температура кипения от 349°С до 668°С, а коэффициент распределения н-октанол / вода более 4. Н600Т представляет собой экстракт остаточного масляного растворителя, молекулярная масса 588 г/моль, вязкость 61,5 сСт при 100°С, CAS №64742-10-5, температура кипения от 409°С до 602°С и коэффициент распределения н-октанол / вода более 4.
[0036] Парафиновые масла представляют собой материалы, имеющие примерно половину ароматических и наполовину нафтеновых молекул. Они используются для поддержания совместимости между асфальтом и восстанавливающим маслом Kendex MNE (американская нефтеперерабатывающая группа, Брэдфорд, Пенсильвания) состоит из тяжелых парафиновых нефтяных нейтральных дистиллятных растворителей.
[0037] Моторные масла состоят из углеводородов на основе нефти, полиальфаолефинов и полинтернальных олефинов. Обычные моторные масла, имеющие рейтинг SAE 10W30, были рассмотрены как омолаживающие масла и признаны полезными. Измеренное количество указанных омолаживающих агентов следует добавлять таким образом, чтобы показатель качества, вязкость или проникновение асфальтового связующего в смесь соответствовало таковому в конструкции смеси. Кривые размягчения или диаграммы смешивания обычно используются для расчета необходимого количества омолаживающего агента, и специалистам в данной области техники было бы привычно использовать такие кривые или диаграммы для определения количества омолаживающих масел, добавляемых в смесь.
[0038] Некоторые варианты изобретения включают, по меньшей мере, одну конвекционную систему для нагрева воздуха и обеспечения конвекционного нагрева в дополнение к индукционному нагреву. В этих вариантах обеспечивается система условных обозначений, как обсуждалось выше. Воздух собирается из внутренней части нагревательной камеры на входе в конвекционную систему и проходит через нагревательный элемент конвекционной системы. Нагретый воздух затем удаляется во внутреннюю часть камеры нагрева.
[0039] Необязательно, влага извлекается из воздуха. Используется водяной конденсатор, содержащий канал, сообщающийся по текучей среде изнутри нагревательной камеры или сообщающийся по текучей среде с входом конвекционной системы, камеру конденсации, приспособленную для конденсации воды, где камера конденсации сообщается по текучей среде с каналом и выход сухого воздуха, сообщающийся с конденсационной камерой и воздуховодом. Воздух всасывается в камеру конденсации, а влага в воздухе может конденсироваться. Сухой воздух затем возвращается в конвекционную систему.
[0040] КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0041] Для более полного понимания изобретения следует обратиться к следующему подробному описанию, приведенному в связи с прилагаемыми чертежами, на которых:
[0042] Фиг.1 представляет собой круговой изометрический вид традиционного барабана, используемого при обработке асфальта в системе конвекционного нагрева.
[0043] На фиг.2 показан вид в продольном разрезе первого варианта системы нагрева системы рециркуляции асфальта с прикрепленным барабаном для смешивания добавок, показывающий первый вариант смесительного барабана.
[0044] Фиг.3 представляет собой круговое поперечное сечение в области Х-Х на фиг.2, показывающий первый вариант выполнения асфальтового нагревательного барабана.
[0045] На фиг.4 - изометрический вид второго варианта осуществления системы нагрева системы рециркуляции асфальта, причем нагревательный барабан показан с опорными цапфами.
[0046] Фиг.5 представляет собой круговое поперечное сечение третьего варианта осуществления системы нагрева системы рециркуляции асфальта, причем нагревательный барабан показан с четырьмя зонами нагрева
[0047] Фиг.6 представляет собой круговое поперечное сечение в области Х-Х на фиг.2, показывающий второй вариант осуществления нагревательного барабана, имеющего дополнительные смешивающие лопатки, расположенные в смесительном барабане.
[0048] На фиг.7 - изометрическая проекция первого варианта смешивающей лопатки, установленной в нагревательном барабане.
[0049] На фиг.8 - изометрическая проекция второго варианта смешивающей лопатки, установленной в нагревательном барабане.
[0050] Фиг.9 представляет собой изометрический вид С-образной лопатки для передачи тепла.
[0051] На фиг.10 - изометрическая проекция варианта осуществления независимой хи-образной лопатки.
[0052] На фиг.11 - изометрическая проекция варианта осуществления сплавной хи-образной лопатки.
[0053] На фиг.12А - изометрическая проекция варианта выполнения цилиндрической лопатки.
[0054] На фиг.12В - вид сверху первого варианта выполнения цилиндрического пролета лопатки.
[0055] На фиг.12С - вид сверху второго варианта осуществления цилиндрического пролета лопатки.
[0056] На фиг.12D - вид сверху третьего варианта выполнения цилиндрического пролета лопатки.
[0057] На фиг.12Е - вид в разрезе варианта цилиндрической лопатки.
[0058] На фиг.13А - изометрическая проекция первого варианта осуществления лопатки в виде треугольной трубки.
[0059] На фиг.13В - вид в поперечном разрезе второго варианта осуществления лопатки в виде треугольной трубы.
[0060] На фиг.14А - изометрическая проекция первого варианта осуществления лопатки в виде прямоугольной трубы.
[0061] На фиг.14В - вид в поперечном разрезе второго варианта осуществления лопатки в виде прямоугольной трубы.
[0062] На фиг.14С - вид в поперечном разрезе третьего варианта осуществления лопатки в виде прямоугольной трубы.
[0063] На фиг.15 - круговое поперечное сечение в области Y-Y на фиг.2, показывающий первый вариант осуществления барабана для смешивания добавок, имеющего необязательные лопатки для смешивания, расположенные в смесительном барабане.
[0064] На фиг.16 - вид в продольном разрезе варианта осуществления системы нагрева системы рециркуляции асфальта, показывающий путь асфальта через систему.
[0065] На фиг.17 - вид в продольном разрезе варианта осуществления системы нагрева системы рециркуляции асфальта, показывающий систему индукции нагрева и систему смешения в нагревательном барабане.
[0066] На фиг.18 - вид в продольном разрезе варианта осуществления системы нагрева системы рециркуляции асфальта, показывающий хи -образную лопатку в нагревательном барабане с четырьмя зонами нагрева.
[0067] На фиг.19 - вид в продольном разрезе варианта осуществления системы нагрева системы рециркуляции асфальта, показывающий сплавные ши-образной лопатки в нагревательном барабане с четырьмя зонами нагрева.
[0068] На фиг.20 - вид в продольном разрезе варианта осуществления системы нагрева системы рециркуляции асфальта, показывающий наклонные лопатки и лопатки со штырями в нагревательном барабане с четырьмя зонами нагрева.
[0069] На фиг.21 - вид в продольном разрезе варианта осуществления системы нагрева системы рециркуляции асфальта, показывающий нагревательный барабан с центральным бункером и двумя зонами нагрева.
[0070] На фиг.22 - вид в продольном разрезе варианта осуществления системы нагрева системы рециркуляции асфальта, показывающий нагревательный барабан с центральным бункером, концентрическим смесительным барабаном и двумя зонами нагрева.
[0071] На фиг.23 - вид в поперечном разрезе варианта осуществления системы нагрева системы рециркуляции асфальта, показывающий нагревательный барабан с центральным бункером и смесительный барабан, концентрически расположенный над нагревательным барабаном.
[0072] Фиг.24 представляет собой изометрический вид сверху вниз варианта осуществления смесителя для добавок, показанного как смешивающая лопатка.
[0073] Фиг.25 представляет собой вид сверху варианта осуществления системы доставки добавки, прикрепленной к смесительному барабану.
[0074] ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
[0075] Используемый здесь термин «примерно» означает приблизительно или почти, а в контексте приведенного числового значения или диапазона означает +15% числового значения.
[0076] Используемый здесь термин «асфальтовый цемент» относится к смолоподобному веществу, типу битума, который встречается в природе или получается в результате перегонки каменноугольной смолы, древесной смолы или нефти.
[0077] Используемый здесь термин «асфальтобетон» относится к битумной дорожной смеси, которая готовится с использованием асфальтового цемента или асфальтового связующего с одним или несколькими заполнителями. Асфальтобетон обычно готовят на асфальтовом заводе с горячей смесью или асфальтовом заводе с горячей смесью.
[0078] Используемый здесь термин «асфальтовый материал» относится к асфальтобетону, восстановленному асфальтовому покрытию, асфальтовому цементу или их комбинации.
[0079] Используемый здесь термин «конус» означает наличие общей конической структуры с удаленной вершиной, такой как усеченный конус.
[0080] Используемый здесь термин «передний торец» означает край лопатки, лезвия или другого устройства, который является передним торцом в зависимости от направления движения лопатки, лезвия или устройства.
[0081] Используемый здесь термин «источник нагрева» означает систему под управлением компьютера или пользователя, которая генерирует тепло в соответствии с входными сигналами от компьютера или пользователя. Неограничивающие примеры источников нагрева включают источник лучистого тепла, источник конвекционного тепла, источник индукционного тепла, источник проводящего тепла. Например, без ограничения объема изобретения, колеблющийся электромагнитный индукционный нагревательный элемент или элементы, излучающий электрический нагревательный элемент или элементы, инфракрасный нагревательный элемент или элементы и нагрев сгорания.
[0082] Используемый здесь термин «по существу» означает в значительной степени, если не полностью, то, что указано, но настолько близко, что разница незначительна.
[0083] Используемый здесь термин «рейтинг PG» определяется как средний семидневный максимум и минимальная расчетная температура однодневного покрытия, в градусах Цельсия, где максимум определяется на 20 мм ниже поверхности покрытия, а минимальное значение определяется на поверхности тротуара.
[0084] Используемый здесь термин «RAP» или «восстановленное асфальтовое покрытие» означает асфальт, который был собран из предшествующего применения, такого как дорога. RAP включает в себя удаленные и/или переработанные материалы дорожного покрытия, содержащие асфальтобетон и заполнители.
[0085] Используемый здесь термин «первичный асфальт» означает асфальт, который ранее не использовался в дорожном покрытии, кровле или других применениях.
[0086] Используемый здесь термин «рабочая смесь» относится к асфальтобетону, подготовленному для мощения.
[0087] Предусмотрена система рециркуляции и переработки асфальта для приготовления асфальтового связующего путем перемешивания асфальта по мере его прохождения через процессор. Асфальтобетон нагревается через индукционную систему. Система выгодно увеличивает воздействие асфальта на тепло в 2-3 раза по сравнению с обычными системами. Кроме того, использование индукционного нагрева позволяет более эффективно нагревать асфальт.
[0088] Приведенные здесь температуры представлены в градусах Фаренгейта, если не указано иное.
[0089] Как обсуждалось в разделе «Предпосылки», традиционные системы, то есть конвекционный нагрев, используют процесс сгорания для нагрева асфальта. Первичный асфальтовый заполнитель перегревается, чаще всего, до температуры выше 650°F, что требует 92 000 БТЕ / галлон. Установлено, что конвекционная система эффективна на 30-40%, а оставшиеся 60-70% теряются в виде пара, а затраты, как правило, составляют от 5 до 6 долл. США за тонну для переработки RAP в переработанный асфальт. Первичный асфальт используется в качестве среды для последующего нагревания остальной части асфальтобетонной смеси, такой как RAP, для обеспечения адекватных реологических свойств для смешивания и укладки дорожного полотна. Перегрев приводит к сгоранию асфальта, в результате чего сгоревший материал накапливается на нагревательном блоке и требует значительной очистки или замены этих частей. Что еще более важно, перегретый материал приводит к высвобождению мальтенов из асфальта, что видно по чрезмерному образованию дыма, и вызывает преждевременное старение первичного асфальта, и существенно сократить дорожную жизнь. Кроме того, смешивание перегретого материала с холодным материалом обычно приводит к внезапному и сильному расширению пара, которое возникает, когда перегретый заполнитель (от 600° до 900°F) сталкивается с холодом, образованием трещин асфальта и вызывая смещение градаций асфальтовой смеси по техническим характеристикам.
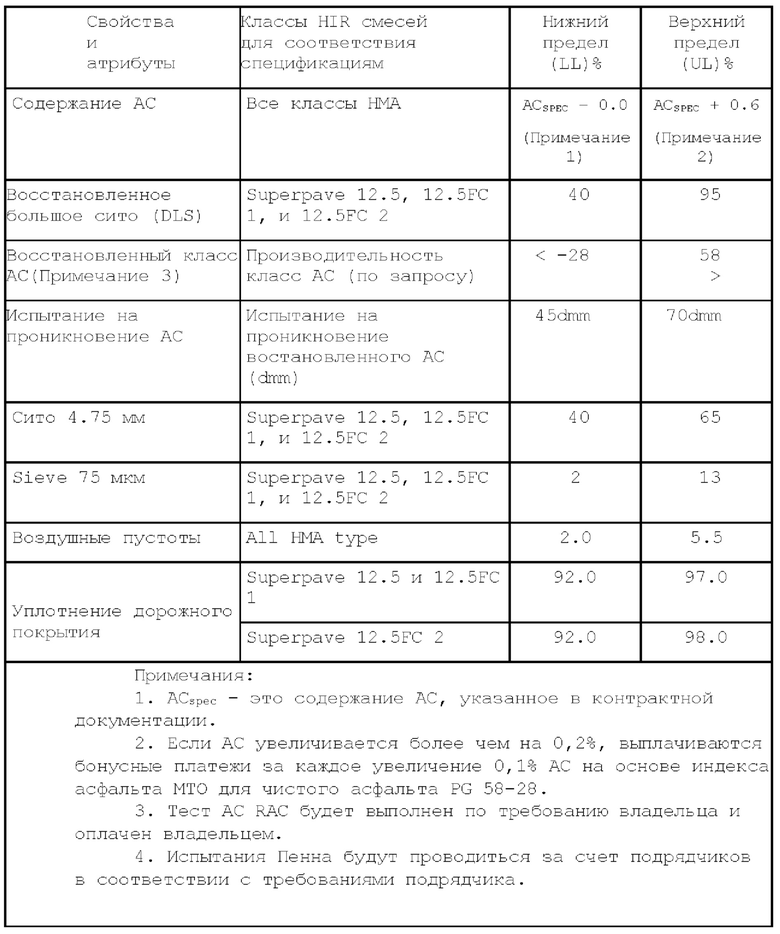
[0090] Система и способы, раскрытые в этом раскрытии, могут быть изменены специалистом в данной области техники на основании информации, предоставленной в данном документе. Использование вариаций песка и/или заполнителей, асфальтового цемента, RAP, омолаживающих масел позволяет пересмотреть асфальтовый материал или асфальтобетон для соответствия спецификациям асфальтового материала, как показано в таблице 3.
[0091] Таблица 3. Пределы спецификации для атрибутов приемлемости RAP переработанной смеси
[0092] Система, раскрытая в данном документе, нагревает металл нагревательного барабана и, когда он используется, нагревательные переходные лопасти, чтобы действовать в качестве среды для нагрева асфальта и асфальтового материала. Таким образом, тепло, вырабатываемое на металле барабана и пролетая равномерно и эффективно, передается в RAP, не сжигая и не перегревая RAP, и поддерживая свойства RAP без каких-либо или незначительных выбросов, образуется в результате быстрого нагрева RAP. Это позволяет использовать более низкие температуры, поскольку асфальт нагревается металлом в нагревательном барабане. Это также обеспечивает контролируемую температуру асфальта, поскольку материал не должен перегреваться. Асфальт или первичный асфальт и RAP нагревают на месте до желаемой температуры. Кроме того, раскрытая система позволяет переработать до 100% RAP, то есть система может функционировать исключительно на RAP благодаря методологии процесса и даже нагреву через стенку барабана. Текущие оценки обеспечивают эффективность использования энергии от 50% до 60%, а оценочные затраты на обработку RAP для вторичного использования снижаются примерно до 0,50 долл. США за тонну. Система значительно улучшает воздействие на окружающую среду, так как меньше потребляется энергии и одновременно меньше выбросов, таких как синий дым, от нагревающегося асфальта, так как в процессе переработки не сгорают никакие мальтены. После того как RAP нагрет, в RAP может быть добавлено омолаживающее средство, чтобы вернуть содержание нефти в асфальтобетоне (АС) в RAP обратно в исходное состояние, чтобы соответствовать первичным стандартам АС.
[0093] Пример 1
[0094] Процессор 1 асфальта состоит из системы 2 нагрева асфальта, системы 3 индукционного нагрева и системы 4 смешивания добавок, как показано на фиг.2. Процессор 1 для асфальта предназначен для нагрева RAP, первичных заполнителей, первичного асфальта, комбинации RAP и первичного асфальта и, необязательно, добавок, то есть асфальтового материала, до необходимой температуры для укладки дорожного покрытия.
[0095] Асфальтовая нагревательная система 2 состоит из нагревательного барабана 10, ориентированного под углом θΑ. Угол θΑ выбирается так, чтобы асфальтовый материал катился к нижней части нагревательного барабана 10 с предпочтительной скоростью от 6 до 8 дюймов за оборот. Предусмотрено снижение от 7° до 10°, однако угол может отличаться в зависимости от вязкости асфальтового материала, скорости вращения нагревательного барабана, наличия переходных лопастей, силы тяжести, влажности и других факторов окружающей среды, окружающих и находящихся внутри нагревательного барабана.
[0096] Нагревательный барабан 10 образован из внутренней части 12 нагревательного барабана, стенки 11 нагревательного барабана и изоляции 13 стенок, как видно на фиг.3. Нагревательный барабан установлен с возможностью вращения и сообщается с двигателем, предназначенным для вращения барабана, например, посредством использования системы привода. Примеры систем привода, предназначенных для вращения барабана, включают в себя, без ограничения объема изобретения, цепь и звездочку, в которой одно или несколько зубчатых колес расположены на внешней стороне барабана, и цепь контактирует с одной или несколькими звездочками, прикрепленными к барабану. Коробка редуктора может приводиться в действие с помощью электродвигателя. Стенка нагревательного барабана выполнена из ферромагнитного материала или композита, содержащего ферромагнитный материал, такой как СНТ400. Толщина стенки 11 нагревательного барабана составляет 1 дюйм, хотя толщина стенки барабана должна быть достаточной, чтобы выдерживать нагрев и истирание. Изоляция 13 стен изготовлена из алюмосиликатной изоляции Fiberfax® или другой высокотемпературной изоляции и размещена на стенке 11 нагревательного барабана для ограничения теплообмена и выхода из асфальтового процессора 1. Изоляция 13 стен может изменяться по толщине, хотя толщины от 1 до 2 дюймов достаточно, чтобы ограничить значительную потерю тепла.
[0097] Система 3 индукционного нагрева расположена для обеспечения дифференциального нагрева в нагревательном барабане 10, тем самым формируя раздельные зоны нагрева, такие как зона А нагрева и зона В нагрева, как видно на фиг.4. В этом примере зона нагрева А нагревается до температуры около 300°F, чтобы адекватно нагреть асфальтовый материал до необходимой температуры для мощения. Зона нагрева В не нагревается, при условии, что барабан смешивает только горячий асфальт. Система 3 индукционного нагрева сформирована, по меньшей мере, из одной индукционной катушки 15, расположенной снаружи нагревательного барабана 10, как видно на фиг.2 и 3. Индукционная катушка 15 представляет собой электромагнитный материал, такой как медь, обладающий способностью генерировать магнитные поля при приложении электричества к катушке. Индукционная катушка 15 расположена на расстоянии около 5 дюймов от утеплителя 15 стены и предпочтительно окружает нагревательный барабан 10. Индукционная катушка 15 взаимодействует со стенкой 11 нагревательного барабана и любыми перемещающими перемещениями, расположенными в барабане, посредством магнитных сил, создавая индукционный нагрев для нагрева асфальтового материала.
[0098] Система 4 смешивания добавок состоит из барабана 30 для смешивания добавок, бункера 35 для добавок, смесителя 40 для добавок и выхода 34 для смешивания добавок. Бак 30 для смешивания добавок имеет длину приблизительно от 4 до 5 футов и состоит из стенки 31 смесительного барабана и внутренняя часть 32 смесительного барабана. Множество прямоугольных лопаток расположены на внутренней стороне стенки 11 смесительного барабана и предпочтительно перекрываются, если смотреть в поперечном сечении, как видно на фиг.5. В этом примере смеситель 40 для добавок представляет собой лопатку 40а для смешивания добавок, которая имеет монтажную кромку 41а, лицевую поверхность 46а смесителя и переднюю лицевую поверхность 47а, как видно на фиг.15 и пример 9. Кромка 41А для монтажа приспособлена для крепления лопатки 40а для смешивания к внутренней части стенки 31 смесительного барабана. Смешивающая лопатка 40а для смешивания изготовлена из прочного металла, такого как сталь. Система 4 смешивания добавок содержит зону нагрева С. В большинстве случаев зона нагрева С не имеет повышенной температуры и не включает индукционную систему. Однако варианты системы могут включать в себя смешивающую индукционную катушку 16, позволяющую системе повышать температуру в барабане для смешивания добавок по мере необходимости, например, до температуры 300°. В этих вариантах осуществления барабан 30 для смешивания добавок и лопатка 40а для смешивания добавок выполнены из ферромагнитного материала, предназначенного для реагирования на электромагнитную индукцию, как описано для нагревательного барабана. Асфальтовый материал катится вдоль нагревательного барабана 10 до тех пор, пока не достигнет выхода 18 нагревательного барабана. После того как асфальтовый материал завершил свой путь через нагревательный барабан 10, материал выходит из нагревательного барабана через выходной нагревательный барабан 18 и проходит через передачу 19 нагревательного барабана в систему для смешивания добавок, система 4, показанную на фиг.2. Добавки, такие как восстанавливающие масла, впрыскивают в смесительный барабан 30 для добавок, и нагретый асфальтовый материал смешивают с добавками с помощью лопаток для смешивания добавок. Асфальтовый материал и добавка оседают на внутренней стенке барабана 30 для смешивания добавок и собираются с помощью лопатки 40а для смешивания добавок. Асфальтовый материал проталкивается вдоль внутренней части стенки 31 смесительного барабана до тех пор, пока асфальтовый материал и добавка не достигнут места в барабане, где асфальтовый материал и добавка упадут с лопатки 40а для смешивания добавки и упадут во внутреннюю часть стенки 31 смесительного барабана. Процесс продолжается, смешивая асфальтовый материал и добавку, пока материал не достигнет выхода 34 смесительного барабана, и асфальтовый материал не выйдет из асфальтового процессора 1.
[0099] Пример 2
[0100] Процессор 1 асфальта предназначен для нагрева RAP, первичных заполнителей, первичного асфальта, комбинации RAP и первичного асфальта и, при необходимости, добавок, то есть асфальтового материала, до необходимой температуры для укладки дорожного покрытия. В этом варианте система 2 для нагрева асфальта и система 4 для смешивания добавок встроены в нагревательный барабан 10, как показано на фиг.4.
[00101] Нагревательный барабан 10 аналогичен примеру 1, имеет переходные лопатки, имеющие угловую ориентацию, такую как угол θΑ, или их комбинацию для перемещения асфальтового материала, чтобы скатиться к нижней части нагревательного барабана 10 с предпочтительной скоростью вращение от 6 до 8 дюймов за оборот. Нагревательный барабан 10 состоит из стенки 11 нагревательного барабана, материала, чувствительного к индукции, и изоляции 13 стенок, что обсуждается в примере 1. Катушки индукционного нагрева нагревают барабан в зоне нагрева А, что приводит к нагреву асфальта примерно до 300°F до 350°F, когда асфальт проходит через зону нагрева А. Затем асфальт попадает в зону нагрева В, которая не нагревается и служит в качестве системы смешивания добавок 4. Добавки, такие как омолаживающие жидкости, чистый асфальт и чистые заполнители, добавляются в добавку смесительной системе 4 и разрешено смешивать до окончательной смеси горячего асфальта с последующим удалением через выходной барабан 18.
[00102] Нагревательный барабан установлен с возможностью вращения и сообщается с двигателем, предназначенным для вращения барабана, например с помощью цапф. По выбору, двигатель вращает ведущее колесо, которое контактирует с внешней стороной нагревательного барабана и вращает барабан.
[00103] Пример 3
[00104] Асфальтовый процессор 1 предназначен для нагрева RAP, первичных заполнителей, первичного асфальта, комбинации RAP и первичного асфальта и необязательно добавок, то есть асфальтового материала, к различным температурам в системе 2 для нагрева асфальта, как показано на фиг.5. В этом варианте асфальтовый процессор может включать систему 4 смешивания добавок в нагревательном барабане или иметь в качестве системы 4 смешивания добавок, как показано на фиг.4, независимую систему смешивания, расположенную после нагревательного барабана, как показано на фиг.2. Соответственно, системы, обсуждаемые в примерах 1 и 2, могут быть включены в этот вариант изобретения.
[00105] Нагревательный барабан 10 состоит из стенки 11 нагревательного барабана, материала, чувствительного к индукции, и изоляции 13 стенки, описанной в примере 1. Катушки индукционного нагрева нагревают барабан в зоне нагрева А до температуры от 350°F до 400°F, что приводит к нагреву асфальта до температуры от 325°F до 375°F, когда асфальт проходит через зону нагрева А. Затем асфальт попадает в зону нагрева D, которая нагревается до температуры от 300°F до 350°F и служит для образования горячая асфальтовая смесь. Асфальт движется в зону нагрева Е, которая нагревается до температуры от 275°F до 325°F. Затем асфальт поступает в зону нагрева В, которая не нагревается и служит в качестве системы смешивания добавок 4. Добавки, такие как омолаживающие жидкости, первичный асфальт и первичные заполнители, добавляются в систему смешивания добавок 4 и позволяют перемешиваться до доработанной смеси горячего асфальта с последующим удалением через выходной барабан 18. В качестве альтернативы асфальт перемещается в отдельную систему смешивания добавок и добавляются добавки.
[00106] Пример 4
[00107] Асфальтовый процессор 1, описанный в примерах 1-3, включает в себя, по меньшей мере, одна лопасть 20 передачи переноса тепла, расположенный на внутренней стороне стенки 11 нагревательного барабана и предпочтительно перекрывающийся, как видно на фиг.6. Лопатки 20 для передачи тепла, раскрытые в приведенных ниже примерах, расположены внутри нагревательного барабана 10. Лопатки для нагрева могут быть одного типа, комбинации типов лопаток для отопления или лопаток одного типа в зоне нагрева, которая отличается от одной или нескольких других зон нагрева. Например, зона нагрева А может иметь лопатки, тогда как зона нагрева В может иметь хи-образные лопатки, а зона нагрева С может иметь лопатки в форме буквы С.
[00108] Пример 5
[00109] Вариантом по меньшей мере одной лопасти 20 передачи тепла является лопатка 20а, показанная на фиг.7. Лопатка 20а выполнена из ферримагнитного, ферромагнитного или другого материала, который взаимодействует с системой индукционного нагрева для выработки тепла. Примеры полезных материалов, чувствительных к индукции, включают железо, сталь, сталь СНТ 400, Fe2O3, NiOFe2O3, CuOFe2 О3, MgOFe2O3, MnBi, Ni, MnSb, MnOFe2O3, сталь, кобальт, NiFe, молибермаллой (молибден, никель, железо, сплав 2; - 17%), сендуст (алюминий, кремний, железный сплав; 6-9-85%), железо-никелевый сплав (50-50%) и их смеси. Лопатка 20а включает в себя монтажную кромку 21а, переднюю смешивающую поверхность 22а смесителя, заднюю смешивающую поверхность 23а лопатки, переднюю смешивающую кромку 24а и заднюю кромку 25а. Лопатки прикреплены к внутренней части стенки нагревательного барабана с помощью известных в данной области техники способов. Неограничивающие примеры включают в себя крепление болтами, сварку, адгезию, пайку и пайку, как обсуждается здесь.
[00110] Вторым вариантом по меньшей мере одной лопатки 20 передачи тепла является закругленная лопатка 20b, показанная на фиг.8. Скругленная лопатка 20ba сформирована из материала, чувствительного к индукции, такого как рассмотренные выше, и включает в себя монтажную кромку 21b, переднюю поверхность смешивающую 22b, заднюю поверхность 23b смешивающей лопатки, закругленную переднюю смешивающую кромку 24b и закругленную заднюю кромку 25b. Лопатки прикреплены к внутренней части стенки нагревательного барабана с помощью известных в технике средств, таких как рассмотренные выше.
[00111] Лопатка 20а или закругленная лопатка 20b работают, собирая асфальтовый материал на своей передней смешивающей поверхности 22а, когда лопатка вращается внутри нагревательного барабана 10. Асфальтовый материал накапливается на передней смешивающей поверхности 22а, когда лопатка находится в первом положении на нижней части нагревательного барабана 10. Когда вращается нагревательный барабан, лопатка 20а меняет ориентацию относительно силы тяжести, и асфальтовый материал скатывается с внутренней стенки нагревательного барабана и накапливается на передней смешивающей поверхности 22а, когда лопатка перемещается во второе положение перпендикулярно первому. Когда нагревательный барабан 10 продолжает вращаться, лопатка 20а выходит за пределы второго положения, и асфальтовый материал скатывается с передней смешивающей поверхности и падает на дно нагревательного барабана 10, в результате чего асфальтовый материал может собираться лопаткой или другой лопастью, расположенной во внутренней части нагревательного барабана.
[00112] Пример 6
[00113] По меньшей мере одна лопатка 20 для передачи тепла представляет собой С-образную лопатку 20с, выполненную из ферромагнитного материала или композита, содержащего ферромагнитный материал, и состоит из монтажной поверхности 21 с, приспособленной для установки С-образной лопатки 20с во внутреннюю часть стенки 11 нагревательного барабана, передней смешивающей лопатки 22с, задней смешивающей поверхности 23с лопатки, передней смешивающей кромки 24с и задней смешивающей кромки 25с, как видно на фиг.9. С-образные лопатки выполнены из стальной трубы, разрезанной в продольном направлении для удаления между 3/4 и 1/4 окружного участка трубы, то есть удерживающей от 1/4 до 3/4 трубы, если смотреть в поперечном сечении. Один или несколько пролетов прикреплены к внутренней части стенки нагревательного барабана.
[00114] Асфальтовый материал собирается ведущей смешивающей кромкой 24 с и накапливается на передней смешивающей кромке 22с, когда лопатка находится в первом положении в нижней секции нагревательного барабана 10. Когда вращается нагревательный барабан 10, С-образная лопатка 20с перемещается в положение, перпендикулярное первому положению, асфальтовый материал скатывается вниз по передней смешивающей кромке 22с, обеспечивая перемешивание асфальтового материала. При дальнейшем вращении нагревательного барабана 10 асфальтовый материал далее катится по передней смешивающей кромке 22с, пока С-образная лопатка 20 с не достигнет третьего положения, где асфальтовый материал падает, скатывается с передней смешивающей кромки 22с. В тех случаях, когда С-образные кромки не перекрываются, асфальтовый материал падает на дно нагревательного барабана, где он снова собирается.
[00115] В тех случаях, когда перекрытия перекрываются, перекрытие С-образных лопаток 20 с позволяет асфальту падать с передней смешивающей кромки 22 с первой лопатки на заднюю смешивающую кромку 23 с следующей С-образной лопатки.
[00115] Пример 7
[00116] По меньшей мере, одна лопатка 20 передачи тепла представляет собой хи-образную лопатку 20d, выполненную из ферромагнитного материала или композита, содержащего ферромагнитный материал, и состоящий из передней смешивающей лопатки 26d и задней смешивающей лопатки 61d, как видно на фиг.10. Ведущая смешивающая лопатка 26d сформирована из монтажной поверхности 21d, предназначенной для установки ведущей смешивающей лопатки 26d во внутреннюю часть стенки 11 нагревательного барабана, передней смешивающей лопатки 22d, задней смешивающей кромки 23d лопатки, передней смешивающей кромки 24d и задней смешивающей кромки 25d. Задняя смешивающая лопатка 61d включает в себя заднюю смешивающую кромку 62d, заднюю кромочную поверхность 63d, заднюю кромку 65d, заднюю монтажную поверхность 64d, приспособленную для крепления задней смешивающей лопатки 61d к внутренней стенке нагревательного барабана 10, и заднюю смешивающую кромку 66d. Хи-образная лопатка 20d расположена на внутренней стороне стенки 11 нагревательного барабана и предпочтительно перекрывается, как обсуждалось в примере 1. Хи-образные лопатки выполнены из стальной трубы, разрезанной в продольном направлении для удаления примерно от 1/4 до 3/4 окружного участка трубы, т.е. удержание от 3/4 до 1/4 трубы, если смотреть в поперечном сечении для ведущей смешивающей лопатки, и от 1/4 до 3/4 окружного участка трубы, т.е. удерживание от 3/4 до 1/4 трубы, если смотреть в поперечном сечении для задней смешивающей лопатки. Лопатки приварены к внутренней стенке нагревательного барабана. Тем не менее, также предусмотрены другие способы установки лопатки внутрь нагревательного барабана. Асфальтовый материал собирается ведущей смешивающей поверхностью 22d и накапливается на передней смешивающей поверхности 23d, когда лопатка находится в первом положении на нижней секции нагревательного барабана 10. При вращении нагревательного барабана 10 асфальт взбивается на передней смешивающей поверхности 23d, обеспечивая перемешивание асфальтового материала.
[00117] В некоторых вариациях смежные секции хи-образной лопатки 20b сварены так, что часть передней поверхности 23d направляющей ведущей лопатки и задней поверхности 63d смешивающей лопатки соединены, чтобы образовать подобную форму (х), как видно на фиг.11. Асфальтовая направляющая 68d представляет собой участок металлической трубы или металлического листа, приваренный к верхнему краю передней поверхности 23d направляющей и задней поверхности 63d, позволяющий любому падающему асфальту катиться в смешивающие лопатки. Хи-образные лопатки установлены в нагревательном барабане 10 внахлест, как раскрыто в предыдущих примерах и как видно на фиг.6. При дальнейшем вращении нагревательного барабана 10 асфальтовый материал далее катится по лицевой поверхности 22d до тех пор, пока хи-образная лопатка 20b не достигнет положения, когда некоторое количество асфальтового материала падает, скатывается с лицевой смешивающей поверхности 22d. Некоторое количество асфальта с передней смешивающей поверхности 22d удерживается в смесителе и продолжает перемешиваться, в то время как некоторое количество падает с передней смешивающей поверхности 22d первой лопатки в предыдущую лопатку или падает на асфальтовые направляющие 68d и катится на лопатку, где его собирают задняя смешивающая кромка 62d лопатки смесителя 61d.
[00118] Пример 8
[00119] По меньшей мере одна лопатка 20 передачи тепла представляет собой один или несколько полых пролетов, как видно на фиг.12А-14С, изготовленных из ферромагнитного материала или композита, содержащего ферромагнитный материал. Первый вариант полого пролета представляет собой цилиндрическую лопатку 20е, показанную на фиг.12А. Цилиндрический элемент состоит из стальной трубы и включает в себя ведущую смешивающую лопатку 22е и заднюю смешивающую кромку 23е лопатки. В некоторых вариантах первый конец цилиндрического пролета 20е разрезан по диагонали относительно оси вращения F20 лопатки, как видно на фиг.12В. В других вариантах осуществления лопатку разрезают по диагонали относительно хода лопатки и режут по диагонали относительно окружности лопатки, при этом участок, примыкающий к стенке нагревательного барабана, длиннее, чем участок, примыкающий к самой внутренней части нагревательного барабана, как видно на фиг.12С. В других вариантах осуществления часть стенки лопатки удаляется на переднем участке цилиндрической лопатки, как видно на фиг.12D. Цилиндрическая лопатка 20е также может включать в себя монтажную поверхность 21е, как видно на фиг.12Е. В вариантах осуществления, имеющих монтажную поверхность 21е, участок цилиндрической лопатки 20е имеет окружность, отличную от остальных участков лопатки. Предпочтительно, чтобы монтажная поверхность 21е была приспособлена для сопряжения с внутренней стенкой нагревательного барабана 10, то есть имеет ту же окружность, что и стенка 11 нагревательного барабана. Один или более цилиндрических лопаток прикреплены к внутренней части стенки нагревательного барабана с использованием монтажной поверхности 21е, включая следующие способы соединения: сварка, склеивание, пайка или другие способы, раскрытые выше, для соединения полостей с внутренней частью нагревательного барабана.
[00120] Во втором варианте осуществления полого пролета представляет собой треугольную трубу 20f, показанную на фиг.13А. Треугольный патрубок 20f состоит из стальной трубы или трех сварных стальных пластин и включает в себя ведущую смешивающую лопатку 22f и заднюю смешивающую кромку 23f лопатки. В некоторых вариантах первый торец цилиндрической лопатки 20f обрезается по диагонали относительно оси F20 вращения или разрезается по диагонали относительно хода лопатки и обрезается по диагонали относительно окружности лопатки, как раскрыто выше для цилиндрической лопатки 20е. В некоторых вариациях пролета 20f треугольной трубы лопатка выглядит в поперечном сечении в форме круга, как видно на фиг.13В, где пролет включает в себя дугообразную форму монтажной поверхности 21f, приспособленной для монтажа лопатки на внутренней стороне стенки 11 нагревательного барабана. В вариантах осуществления, имеющих монтажную поверхность 21f, монтажная поверхность предпочтительно выполнена с возможностью сопряжения с внутренней стенкой нагревательный барабан 10, то есть имеет ту же окружность, что и стенка 11 нагревательного барабана. Один или несколько цилиндрических лопаток прикреплены к внутренней части стенки нагревательного барабана с использованием монтажной поверхности 21f, включая сварку, адгезивы, пайку или другие способы, описанные выше для соединения направляющих, к внутренней части нагревательного барабана.
[00121] В третьем варианте осуществления полого пролета представляет собой пролет 20g прямоугольной трубы, показанный на фиг.14А. Прямоугольная труба 20g состоит из прямоугольной стальной трубы или четырех сварных стальных пластин и включает в себя ведущую смешивающую лопатку 22g и заднюю смешивающую кромку 23g лопатки. В некоторых вариантах первый торец цилиндрической лопатки 20g обрезается по диагонали относительно оси F20 вращения или разрезается по диагонали относительно хода лопатки и обрезается по диагонали относительно окружности лопатки, как раскрыто выше для цилиндрической лопатки 20е. В некоторых вариантах лопатка 20f в виде треугольной трубы лопатка 20g в виде прямоугольной трубы имеет дугообразное сечение, как видно на фиг.14В, где дугообразный участок образует монтажную поверхность 21g, приспособленную для монтажа лопатки к внутренней части стенки 11 нагревательного барабана. В другом варианте выполнения лопатки смешивающие кромки закруглены, как видно на фиг.14С. В вариантах осуществления, имеющих монтажную поверхность 21g, монтажная поверхность предпочтительно выполнена с возможностью дополнительного сопряжения с внутренней стенкой нагревательного барабана 10, то есть имеет ту же окружность, что и стенка 11 нагревательного барабана. Одна или более цилиндрических лопаток прикреплены к внутренней части стенки нагревательного барабана с использованием монтажной поверхности 21g, включая сварку, адгезивы, пайку или другие способы, раскрытые выше, для соединения полостей с внутренней частью нагревательного барабана.
[00122] Асфальтовый материал собирается отверстием в лопасти и накапливает асфальтовый материал на передней смешивающей кромке 22, когда лопатка находится в первом положении в нижней секции нагревательного барабана 10. Когда вращается нагревательный барабан 10, лопатка перемещается в положение, перпендикулярное первому положению, асфальтовый материал скатывается по передней смешивающей кромке и 22е, 22f или 22g, обеспечивая перемешивание асфальтового материала. При дальнейшем вращении нагревательного барабана 10 асфальтовый материал далее катится по передней смешивающей кромки удерживается во внутренней части лопатки до тех пор, пока асфальтовый материал не достигнет второго конца лопатки и не будет вытеснен.
[00123] Пример 9
[00124] Процессор 1 асфальта, описанный в примерах 1-9, включает в себя смешивающую лопатку 40 как видно на фиг.15. Смешивающие лопатки 40, в случае необходимости, аналогичны лопаткам 20, например, описанным в примерах с 5 по 8. Альтернативно, смешивающие лопатки могут быть выполнены в виде штифтов, наклонных лопаток или других лопаток, известных в данной области техники. Лопатки предпочтительно перекрывают друг друга, как видно на фиг.15.
[00125] Пример 10
[00126] Асфальтовый процессор 1, описанный в примерах 1-9, принимает асфальтовый материал через вход 17 нагревательного барабана. Асфальтовый материал перемещается по пути F1, как видно на фиг.16, и приземляется на стенку 11 нагревательного барабана, которая действует как индукционная плита, нагревающая асфальтобетон. Асфальтовый материал перемещается вдоль стенки 11 нагревательного барабана или собирается передней кромкой лопатки 20 для переноса нагрева и проталкивается по внутренней части стенки 11 нагревательного барабана, проходя путь F2. В то время как асфальтовый материал движется по пути F2, асфальт нагревается за счет лопатки 20 переноса нагрева и стенки 11 нагревательного барабана и взбивается по форме передней смешивающей кромки 22. Нагревательный барабан 10 вращается, перемещая лопатку 20 переноса нагрева в положение, перпендикулярное первому положению, в котором асфальтовый материал скатывается с передней смешивающей кромки 22 смесителя, когда нагревательный барабан 10 еще вращается, асфальтовый материал дополнительно скатывается с передней смешивающей кромки 22 до тех пор, пока асфальтовый материал не упадет с передней смешивающей кромки 22 в вариантах осуществления, использующих открытую поверхность лопатки, такие как те, что изображены на фиг.7-11, и падает на другую лопатку переноса тепла или перемещается по пути F3 на стенку 11 нагревательного барабана. В вариантах осуществления, имеющих закрытую поверхность, асфальтовый материал скатывается во внутренней части лопатки, когда асфальтовый материал перемещается по пути F3. Нагревательный барабан 10 вращается дальше, в результате чего асфальтовый материал продолжает перемещаться, продвигаясь вдоль нагревательного барабана 10 к пути F4 и F5, затем к пути F6 и F7. Асфальтовый материал действует аналогично на путях F2, F4 и F6 и аналогично на путях F3, F5 и F7. После того как асфальтовый материал завершил свой нагрев в нагревательном барабане 10, в асфальтовый материал добавляются добавки.
[00127] В первом варианте осуществления асфальтовый материал выходит из нагревательного барабана через выход 18 нагревательного барабана и движется по пути F8 через передачу 19 нагревательного барабана в систему 4 смешивания добавок, как показано на фиг.2. Добавки, такие как восстанавливающие масла, впрыскиваются через ввод добавки 37 в барабан для смешивания добавок 30 вдоль пути F9, и нагретый асфальтовый материал смешивается с добавками с помощью лопаток для смешивания добавок. Асфальтовый материал и добавка оседают на внутренней стенке барабана 30 для смешивания добавок и собираются с помощью лопатки 40а для смешивания добавок. Асфальтовый материал проталкивается по внутренней стороне стенки 31 смесительного барабана, проходя путь F10. Асфальтовый материал и добавка достигают места в барабане, где асфальтовый материал и добавка осыпаются с лопатки 40а для смешивания присадки и падают вдоль пути F11 во внутреннюю часть стенки 31 смесительного барабана. Материал собирается с помощью лопатки для смешивания присадки и перемещается по пути F12, пока не упадет, по пути F13. Процесс продолжается, смешивая асфальтовый материал и добавку, пока материал не достигнет выхода 34 смесительного барабана, и материал движется по пути F14, чтобы выйти из асфальтового процессора 1.
[00128] Во втором варианте осуществления асфальтовый материал выходит из асфальтовой нагревательной системы 2 нагревательного барабана 10, как описано в примерах 1-3. Асфальтовый материал поступает в область без нагрева на втором торце нагревательного барабана 10, который служит в качестве дополнительной смесительной системы 4 и добавки, добавляемые в зону смешивания нагревательного барабана, как показано на фиг.17. Добавки, такие как восстанавливающие масла, вводятся в выход 18 нагревательного барабана через ввод 37 добавки и в зону смешивания нагревательного барабана 10, а нагретый асфальтовый материал смешивается с добавками внутри нагревательного барабана или с помощью смешивающих добавки лопаток. Асфальтовый материал и добавка оседают на внутренней стенке барабана 30 для смешивания добавок и собираются с помощью лопатки 40 для смешивания добавок.
[00129] Пример 11
[00130] Асфальтовый процессор 1 состоит из системы 2 для нагрева асфальта, системы 3 индукционного нагрева и системы 4 для смешивания добавок. Система 2 для нагрева асфальта состоит из внутренней части 12 нагревательного барабана, стенки 11 нагревательного барабана и теплоизоляции 13 стенки, как описано выше и работает, как описано в Примере 1. Стенка нагревательного барабана образована из ферромагнитного материала или композита, содержащего ферромагнитный материал, такой как СНТ400. Стенка может быть дополнительно утеплена утеплителем 13, таким как утепление стен, рассмотренное в примере 1. Внутренняя стенка нагревательного барабана гладкая или может иметь заклепки и швы. Однако это изменение не включает в себя переходные лопатки нагрева или не включает в себя лопатки переноса нагрева в секции системы индукционного нагрева барабана.
[00131] Система 3 индукционного нагрева приспособлена для обеспечения зоны А нагрева, зоны В нагрева, зоны D нагрева и зоны Ε нагрева, как видно на фиг.5 и 17. В этом примере система 3 индукционного нагрева состоит из первой катушки 15а индукционного нагрева, третьей катушки 15с индукционного нагрева и четвертой катушки 15d индукционного нагрева, каждая из которых расположена на расстоянии около 5 дюймов от изоляции 13, как обсуждалось в примере 1. Индукционные катушки выполнены из электромагнитного материала, такого как медь, как описано выше. Первая катушка 15а индукционного нагрева окружает нагревательный барабан 10 в области, определенной зоной А. нагрева. Третья катушка 15с индукционного нагрева окружает нагревательный барабан 10 в области, определенной зоной D нагрева, и четвертая катушка 15d индукционного нагрева расположена в области, определяемой нагревом. Зона Е. Система 3 индукционного нагрева, таким образом, обеспечивает дифференциальный нагрев в нагревательном барабане 10. Первая индукционная катушка 15а расположена рядом с входным отверстием и повышает температуру зоны нагрева А примерно до 650 F, чтобы быстро нагревать асфальтовый материал для смешивания материалов и составляет около 8 футов в длину. Материал подается на прямые углы под углом 45 градусов, которые направляют материал на лопатки при вращении барабана. Быстрый нагрев материала по этой длине предназначен для рассеивания влаги и нагревания материала до температуры около 220°F. Рядом с зоной А нагрева находится зона F нагрева, которая является областью, поддерживаемой роликовыми цапфами, которые поддерживают барабан. Зона нагрева F составляет около 2 футов в длину, хотя может отличаться в зависимости от размера цапф, используемых в системе 3 индукционного нагрева. Эта зона имеет плоские наклоны под углом 45 градусов для направления материала в зону нагрева D. Третья индукционная катушка 15с поднимает температуру зоны нагрева D примерно до 450°F, составляет около 8 или более футов длины лопатки, хотя изменяется в зависимости от расстояния между первыми опорными цапфами и вторыми опорными цапфами. Если расстояние между первыми опорными цапфами и вторыми опорными цапфами существенно превышает 8 футов, зона нагрева D может быть разделена на две зоны нагрева. Четвертая зона нагрева Ε расположена рядом с зоной нагрева D, причем четвертая индукционная катушка 15d повышает температуру зоны нагрева Ε до температуры от 275°F до 300°F, чтобы обеспечить необходимую температуру для мощения. Зона нагрева В обычно не нагревается, как обсуждается ниже, обеспечивая участок, который смешивает только горячий асфальт. Инжектор жидкой добавки расположен в зоне нагрева В, и добавки вводятся в асфальтовый материал рядом с полом и на материал, а асфальтовая смесь перемещается через зону нагрева с помощью 5-футовых лопаток "С" образной формы. Лопатки «С» образной формы несут асфальт по окружности вдоль барабана, одновременно неся асфальтовую смесь и сбрасывая ее в барабан.
[00132] Пример 13
[00133] Процессор 1 асфальта состоит из системы 2 нагрева асфальта и системы 3 индукционного нагрева, как видно на фиг.18. Асфальтовый комбайн 1 предназначен для разогрева RAP, первичного асфальта, комбинации RAP и первичного асфальта. В необязательных вариантах включена система 4 смешивания добавок, которая позволяет смешивать добавки с асфальтовым материалом, таким как омолаживающие масла.
[00134] Асфальтовая нагревательная система 2 состоит из нагревательного барабана 10, образованного внутренней частью 12 нагревательного барабана, стенкой 11 нагревательного барабана и изоляцией стенки 13. Нагревательный барабан установлен с возможностью вращения и сообщается с двигателем, предназначенным для вращения барабана. Стенка нагревательного барабана выполнена из ферромагнитного материала или композита, содержащего ферромагнитный материал, такой как СНТ400. Стенка может быть дополнительно изолирована с помощью утеплителя 13 для стен, такой как утепление стен, рассмотренное в Примере 1. Хи-образные лопатки 20d для передачи тепла расположены вдоль длины окружности нагревательного барабана 10. Когда вращается нагревательный барабан 10, асфальтовый материал собирается с помощью хи-образных лопаток 20d и катится по внутренней стенке барабана, и нагревается, когда асфальт катится по внутренней стенке нагревательного барабана.
[00135] Система 3 индукционного нагрева расположена для обеспечения дифференциального нагрева в нагревательном барабане 10, тем самым образуя зоны нагрева. Система может быть спроектирована так, чтобы обеспечивать любое количество зон нагрева от одной до двадцати, хотя существует практическое ограничение на количество зон нагрева. В большинстве случаев система нагрева предназначена для обеспечения от одной до пяти зон нагрева, таких как зона нагрева А зоны D, зона нагрева Ε и зона нагрева В, как видно на фиг.18. В этом примере зона нагрева А нагревается примерно до 600°F, чтобы быстро нагреть асфальтовый материал для смешивания материалов. Зона нагрева D нагревается примерно до 350°F, чтобы асфальт медленно нагревался до температуры горячей смеси. Зона нагрева Ε нагревается до температуры около 320°F, чтобы обеспечить необходимую температуру для укладки, а зона нагрева В не нагревается, обеспечивая участок асфальтоукладчика, который смешивает только горячий асфальт. Система 3 индукционного нагрева образована, по меньшей мере, из одной индукционной катушки 15, расположенной снаружи нагревательного барабана 10. В этом примере система 3 индукционного нагрева образована из первой индукционной катушки 15а, третьей катушки 15с индукционного нагрева и четвертой катушки 15d индукционного нагрева. В необязательных вариантах осуществления вторая индукционная нагревательная катушка 15b предусмотрена в зоне нагрева В, как обсуждалось в предыдущих примерах. Индукционные катушки изготовлены из электромагнитного материала, такого как медь, способного генерировать магнитные поля при приложении электричества к катушке. Индукционная катушка расположена на расстоянии около 5 дюймов от изоляции 15 стен, где она используется, и предпочтительно окружает нагревательный барабан 10.
[00136] Дополнительная система 4 смешивания добавок состоит из барабана 30 для смешивания добавок, бункера 35 для добавок, смесителя 40 для добавок и выхода 34 для смешивания добавок, как описано в предыдущих Примерах. Как и в Примерах, система 4 смешивания добавок может нагреваться или не нагреваться и может включать в себя различные смесители добавок, как описано ранее.
[00137] Пример 14
[00138] Асфальтовый процессор 1 состоит из системы 2 для нагрева асфальта и системы 3 для индукционного нагрева, как показано на фиг.19. Асфальтобетонный комбайн 1 предназначен для разогрева RAP, первичного асфальта, комбинации RAP и первичного асфальта. В необязательных вариантах включена система 4 смешивания добавок, которая позволяет смешивать добавки с асфальтовым материалом, таким как омолаживающие масла.
[00139] Асфальтовая нагревательная система 2 состоит из нагревательного барабана 10, образованного внутренней частью 12 нагревательного барабана, стенкой 11 нагревательного барабана и изоляцией стенки 13. Нагревательный барабан установлен с возможностью вращения и сообщается с двигателем, предназначенным для вращения барабана. Стенка нагревательного барабана выполнена из ферромагнитного материала или композита, содержащего ферромагнитный материал, такой как СНТ400. Стенка может быть дополнительно изолирована с помощью утеплителя 13 для стен, такой как утепление стен, рассмотренное в примере 1. Множество модифицированных лопастей нагревательного барабана в форме Хи, как показано на фиг.11, расположены на внутренней стенке нагревательного барабана. Лопатки 20d нагревательного барабана приварены к внутренней стенке нагревательного барабана. Асфальтовый материал собирается ведущей смешивающей кромкой 24d и накапливается на передней смешивающей кромке 22d, когда лопатка находится в первом положении в нижней секции нагревательного барабана 10. Когда вращается нагревательный барабан 10, лопатка 20d нагревательного барабана перемещается в положение, перпендикулярное первому положению, асфальтовый материал катится на переднюю смешивающую кромку 22d. При дальнейшем вращении нагревательного барабана 10 асфальтовый материал также скатывается с передней смешивающей кромки и 22d, где асфальтовый материал падает, скатывается с передней смешивающей кромки 22d на внутреннюю стенку нагревательного барабана 10, обеспечивая перемешивание асфальтового материала.
[00140] Система 3 индукционного нагрева расположена для обеспечения дифференциального нагрева в нагревательном барабане 10, тем самым формируя зоны нагрева. Система может быть спроектирована так, чтобы обеспечивать любое количество зон нагрева от одной до двадцати, хотя существует практическое ограничение на количество зон нагрева. В большинстве случаев система отопления предназначена для обеспечения от одной до пяти зон нагрева, таких как зона нагрева А зоны нагрева D, зона нагрева Ε и зона нагрева В. В этом примере зона нагрева А нагревается примерно до 500°F быстро нагревать асфальтовый материал для смешивания материалов. Зона нагрева D нагревается примерно до 325°F, чтобы позволить асфальту медленно нагреваться до температуры горячей смеси. Зона нагрева Ε нагревается примерно до 300°F, чтобы обеспечить необходимую температуру для укладки, а зона нагрева С не нагревается, обеспечивая участок асфальтоукладчика, который смешивает только горячий асфальт. Система 3 индукционного нагрева образована, по меньшей мере, из одной индукционной катушки 15, расположенной снаружи нагревательного барабана 10. В этом примере система 3 индукционного нагрева образована из первой индукционной катушки 15а, третьей катушки 15 с индукционного нагрева и четвертой катушки 15d индукционного нагрева. В необязательных вариантах осуществления вторая индукционная нагревательная катушка 15b предусмотрена в зоне нагрева В, как обсуждалось в предыдущих примерах. Индукционные катушки изготовлены из электромагнитного материала, такого как медь, способного генерировать магнитные поля при приложении электричества к катушке. Индукционная катушка расположена на расстоянии около 5 дюймов от изоляции 15 стен, где она используется, и предпочтительно окружает нагревательный барабан 10.
[00141] Необязательная система 4 смешивания добавок состоит из барабана 30 для смешивания добавок, бункера 35 для добавок, смесителя 40 для добавок и выхода 34 для смешивания добавок, как описано в предыдущих примерах. Как и в Примерах, система 4 смешивания добавок может нагреваться или не нагреваться и может включать в себя различные смесители добавок, как описано ранее.
[00142] Пример 15
[00143] Процессор 1 для асфальта состоит из системы 2 для нагрева асфальта и системы 3 для индукционного нагрева, как показано на фиг.20. Асфальтовый комбайн 1 предназначен для разогрева RAP, первичного асфальта, комбинации RAP и первичного асфальта. В необязательных вариантах включена система 4 смешивания добавок, которая позволяет смешивать добавки с асфальтовым материалом, таким как восстанавливающие масла.
[00144] Асфальтовая нагревательная система 2 состоит из нагревательного барабана 10, образованного внутренней частью 12 нагревательного барабана, стенкой 11 нагревательного барабана и изоляцией стенки 13. Нагревательный барабан установлен с возможностью вращения и сообщается с двигателем, предназначенным для вращения барабана. Стенка нагревательного барабана выполнена из ферромагнитного материала или композита, содержащего ферромагнитный материал, такой как СНТ400. Стенка может быть дополнительно изолирована с помощью изоляции 13 для стен, такой как изоляция для стен, рассмотренная в примере 1. На внутренней стенке нагревательного барабана расположено множество лопаток 20h в форме пальца и наклонных лопаток 20i. Лопатки 20h в форме пальца и угловые лопатки 20i предпочтительно выполнены из ферромагнитного материала или композита, содержащего ферромагнитный материал. Лопатки 20h в форме пальца состоят из монтажной кромки 21h, приспособленной для установки лопаток 20h в форме пальца во внутреннюю часть стенки 11 нагревательного барабана, смешивающей кромки 22h и кромки 23h передней лопатки и множества смесительных лопаток 71h, расположенных на смешивающей кромке лопатки и под углом к смешивающей лопатки. Угловые направляющие 20i состоят из смешивающей лопатки, которая дополнительно содержит переднюю смешивающую кромку 22i и переднюю кромку 23i направляющей, и установочную кромку 21i, предназначенную для установки лопаток в форме пальца 20i во внутреннюю часть стенки 11 нагревательного барабана. Угловая лопатка 72i расположена на смешивающей кромке лопатки и под углом к смешивающей лопатке. Лопатки в форме пальца и наклонные лопатки приварены к внутренней части стенки нагревательного барабана с помощью монтажной поверхности. Асфальтовый материал собирается ведущей смешивающей кромкой 22h и 22i и накапливается на ведущей смешивающей кромке, когда лопатки в форме пальца и наклонные лопатки находятся в первом положении в нижней секции нагревательного барабана 10. Когда вращающийся нагревательный барабан 10 вращается, лопатки 20h и 20i перемещаются в положение, перпендикулярное первому положению, асфальтовый материал катится на ведущую смешивающую кромку 22h и 22i. При дальнейшем вращении нагревательного барабана 10 асфальтовый материал также скатывается с передней смешивающей поверхности смешения на внутреннюю стенку нагревательного барабана 10, обеспечивая перемешивание асфальтового материала.
[00145] Система 3 индукционного нагрева расположена для обеспечения дифференциального нагрева в нагревательном барабане 10, тем самым формируя зоны нагрева. Система может быть спроектирована так, чтобы обеспечивать любое количество зон нагрева от одной до двадцати, хотя существует практическое ограничение на количество зон нагрева. В большинстве случаев система отопления предназначена для обеспечения от одной до пяти зон нагрева, таких как зона нагрева А зоны нагрева D, зона нагрева Ε и зона нагрева В. В этом примере зона нагрева А нагревается примерно до 550°F быстро нагревать асфальтовый материал для смешивания материалов. Зона нагрева D нагревается до температуры около 360°F, чтобы асфальт медленно нагревался до температуры горячей смеси. Зона нагрева Ε нагревается до температуры около 320°F, чтобы обеспечить необходимую температуру для укладки, а зона нагрева С не нагревается, обеспечивая участок асфальтоукладчика, который смешивает только горячий асфальт. Система 3 индукционного нагрева образована, по меньшей мере, из одной индукционной катушки 15, расположенной снаружи нагревательного барабана 10. В этом примере система 3 индукционного нагрева образована из первой индукционной катушки 15а, третьей катушки 15 с индукционного нагрева и четвертой катушки 15d индукционного нагрева. В необязательных вариантах осуществления вторая индукционная нагревательная катушка 15b предусмотрена в зоне нагрева В, как обсуждалось в предыдущих примерах. Индукционные катушки изготовлены из электромагнитного материала, такого как медь, способного генерировать магнитные поля при приложении электричества к катушке. Индукционная катушка расположена на расстоянии около 5 дюймов от изоляции 15 стен, где она используется, и предпочтительно окружает нагревательный барабан 10.
[00146] Необязательная система 4 смешивания добавок состоит из барабана 30 для смешивания добавок, контейнера 35 для добавок, смесителя 40 для добавок и выхода 34 для смешивания добавок, как описано в предыдущих примерах. Как и в Примерах, система 4 смешивания добавок может нагреваться или не нагреваться и может включать в себя различные смесители добавок, как описано ранее.
[00147] Пример 16
[00148] Асфальтовый процессор 1 состоит из системы 2 нагрева, системы 3 индукционного нагрева и системы 4 смешивания добавок, как видно на фиг.21. Процессор 1 для асфальта предназначен для нагрева RAP, первичного асфальта, комбинации RAP и первичного асфальта и, при необходимости, добавок, т.е. асфальтового материала, до необходимой температуры для укладки дорожного покрытия.
[00149] Нагревательная система 2 состоит из нагревательного барабана 10, ориентированного под углом θΑ. Угол θΑ выбирается так, чтобы позволить асфальтовому материалу катиться к нижней части нагревательного барабана 10 с предпочтительной скоростью от 6 до 8 дюймов за оборот, такой как снижение от 7 до 10°. Однако угол может отличаться в зависимости от вязкости асфальтового материала, скорости вращения нагревательного барабана, силы тяжести, влажности и других факторов окружающей среды, окружающих и находящихся внутри нагревательного барабана. Нагревательный барабан 10 образован из внутренней части 12 нагревательного барабана, стенки 11 нагревательного барабана и направляющих 20 нагревателя. Стенка 11 нагревательного барабана образована из ферромагнитного материала или композита, содержащего ферромагнитный материал, такой как СНТ400, и, возможно, имеет толщину 1 дюйм. Нагревательный барабан поддерживается первой опорой 81 барабана и второй опорой 82 барабана, такими как цапфы. Лопасти для нагрева прикреплены болтами к внутренней части стенки нагревательного барабана.
[00150] Пример 17
[00151] Асфальтовый процессор 1 состоит из системы 2 нагрева, системы 3 индукционного нагрева и системы 4 смешивания добавок, как видно на фиг.22. Асфальтовый процессор 1 предназначен для нагрева RAP, первичного асфальта, комбинации RAP и первичного асфальта и, при необходимости, добавок, т.е. асфальтового материала, до необходимой температуры для укладки дорожного покрытия.
[00152] Нагревательная система 2 состоит из нагревательного барабана 10, ориентированного под углом θΑ. Угол θΑ выбирается так, чтобы позволить асфальтовому материалу катиться к нижней части нагревательного барабана 10 с предпочтительной скоростью от 6 до 8 дюймов за оборот, такой как снижение от 7° до 10°. Однако угол может отличаться в зависимости от вязкости асфальтового материала, скорости вращения нагревательного барабана, силы тяжести, влажности и других факторов окружающей среды, окружающих и находящихся внутри нагревательного барабана. Нагревательный барабан 10 образован из внутренней части 12 нагревательного барабана, стенки 11 нагревательного барабана и направляющих 20 для нагрева, видно на фиг.23. Альтернативно, ферромагнитный материал покрыт изоляцией, такой как описанная выше, и заключен в немагнитный металл. Лопатки для нагрева прикреплены болтами к внутренней части стенки нагревательного барабана.
[00153] Нагревательный барабан окружен смесительным барабаном 30, так что смесительный барабан 30 расположен по окружности относительно нагревательного барабана 10, как видно на фиг.23. Агрегат, RAP, асфальт или их комбинация добавляются в нагревательный барабан 10 на первом торце нагревательного барабана, используя вход 17 нагревательного барабана. Один или несколько выходных отверстий 18 нагревательного барабана расположены на стенке нагревательного барабана на втором торце нагревательного барабана 10. Смесительный барабан 30 включает в себя множество смесителей 40 для добавок, ориентированных для перемещения асфальтового материала в направлении одного или нескольких выходов 34 для смешивания добавок. Смесительный барабан 30 поддерживается первым цапфой 81 и вторым цапфой 82 и установлен с возможностью вращения и в сообщении с двигателем, предназначенным для вращения барабана. Смесительный барабан 30 покрыт изоляционной стенкой 33 для смешивания, сформированной из алюмосиликатной изоляции Fiberfax® или другой высокотемпературной изоляцией, и размещен на внешней стороне смесительной стенки 31 для ограничения теплообмена и выхода из асфальтового процессора 1. Изоляция стеновой смеси 33 может варьироваться по толщине, хотя толщина от 1 до 2 дюймов достаточна для ограничения существенной потери тепла.
[00154] Система 3 индукционного нагрева необязательно расположена для обеспечения дифференциального нагрева в нагревательном барабане 10, тем самым образуя отдельные зоны нагрева, такие как зона нагрева А и зона нагрева В.
[00155] Пример 18
[00156] Варианты системы 4 смешивания добавок, раскрытые в примерах 1, 3 и 5, предусматривают лопатки 40 смесителя для добавок, расположенные под углом θΒ, как видно на фиг.24. Смешивающая лопатка 40 для добавок прикреплена к внутренней части стенки 31 смесительного барабана так, что первый конец смесителя 40 для добавок расположен перед вторым концом смесителя 40 для добавок, если смотреть сверху. Предпочтительно первый конец смесителя 40 для добавок направлен к оси вращения F21 нагревательного барабана, а второй конец смесителя 40 для добавок направлен в сторону от вращательного движения F21, как видно на фиг.24. Угол θΒ выбран для облегчения перемещения асфальтового материала по направлению ко второму концу смесительного барабана 30. Например, предусмотрен угол от 2° до 7°, способствующий перемещению асфальтового материала с предпочтительной скоростью от 6 до 8 дюймов на оборот. Однако угол может отличаться в зависимости от вязкости асфальтового материала, скорости вращения нагревательного барабана, силы тяжести, влажности и других факторов окружающей среды.
[00157] Пример 19
[00158] Варианты системы 2 нагрева асфальта, раскрытые в предыдущих примерах, обеспечивают систему 50 доставки асфальтового материала, как показано на фиг.25, что позволяет интегрировать асфальтовый процессор 1 в систему для приготовления асфальтобетона. По меньшей мере один бункер для компонента, такой как бак 51 для асфальтобетона, бункер для грубых заполнителей 52 и бункер для средних заполнителей 53 и бункер для мелких заполнителей 54, расположен выше по потоку от системы 2 для нагрева асфальта, то есть расположен для обеспечения возможности выгрузки по меньшей мере одного компонента из своего бункера во вход 17 нагревательного барабана. По меньшей мере, один бункер компонента соединен с входом 17 нагревательного барабана через конвейер 55 компонентов. По меньшей мере, один бункер компонента имеет выходной конец, расположенный рядом с конвейером 55 компонентов, что приводит к вводу нагревательного барабана. 17, как видно на фиг.25.
[00159] Пример 20
[00160] Переработанный асфальтобетон обрабатывается для использования через асфальтовый процессор 1. Собранный ПДП помещается в асфальтобетонный контейнер. Дополнительные компоненты асфальтобетона помещаются в другие бункеры, такие как бункер для крупных заполнителей 52 и бункер для мелких заполнителей 53. Например, компоненты заполнителей могут составлять 3% от заполнителей 3/8 дюйма, 5% от заполнителей 1/2 дюйма и 5% ситовых заполнителей №50. Другие необязательные компоненты включают в себя материал гальки и могут быть размещены в бункере, как показано на фиг.25. Агрегаты различных размеров могут быть добавлены для удовлетворения объемных требований конкретной композиции смеси. Например, RAP и первичный асфальтобетон могут быть объединены с заполнителем и обработаны через асфальтовый процессор 1, как описано выше.
[00161] Перед загрузкой асфальтобетонной смеси во впускное отверстие 17 асфальтоукладчика 1 предварительно определенное количество RAP и крупных и мелких заполнителей, то есть песка и заполнителей, измеряют и передают к впускному отверстию 17 через конвейер 55 для компонентов. Асфальтобетон добавляется для увеличения количества асфальтобетона в асфальтобетоне. RAP и материал заполнителей смешиваются и нагреваются в нагревательном барабане 10 посредством действия вращающегося барабана и нагревательных переходных лопаток 20, которые смешивают компоненты путем перемешивания смеси. Во время перемешивания асфальтобетон сначала быстро нагревают до температуры около 220°F, чтобы испарить воду из RAP. Асфальтобетон затем нагревали до примерно 350°F во второй зоне нагрева, и перемешивали в зоне нагрева, чтобы смешать асфальтобетон до практически однородной консистенции и температуры. Затем асфальтобетон был перемещен в третью зону нагрева, нагретую до температуры от 275°F до 300°F, и в необязательную четвертую зону без подогрева. Асфальтобетонная смесь перемещается вдоль индуктивных стенок нагревательного барабана и любых пролетов или лопаток, обеспечивая тем самым постоянный источник нагрева для асфальтобетона.
[00162] Равномерный нагрев использованного асфальтобетона благодаря индукционному нагреву и перемешиванию асфальтобетона в асфальтоукладчике 1 предотвращает выброс влаги из RAP, а также помогает поддерживать целостность образовавшегося впоследствии восстановленного асфальтобетона. Таким образом, выбросы пара не нарушают процесс утилизации. Кроме того, постепенный нагрев снижает вероятность перелома RAP из-за резких скачков потери влаги. Асфальтобетон выходит из нагревательного барабана 10 через выход 18 нагревательного барабана и сразу же переносится в барабан 30 для смешивания добавок.
[00163] Асфальтобетон собирают в смесительном барабане 30 с добавками 40 смесителей и добавляют омолаживающее масло для восстановления связующих свойств RAP. Омолаживающее масло уменьшает окисление асфальтобетона, в результате чего получается более эластичное и гибкое асфальтовое связующее, возвращающее асфальтобетон в исходное состояние, когда он был первоначально изготовлен. Во время смешивания добавок асфальтовый материал проверяется на содержание пустот (AV), чтобы определить объемные свойства переработанной смеси RAP. AV целевой дизайн микс составляет 4% с производственным охватом ±2%. AV-содержимое проверяет пространство между частицами заполнителя, а не воздушное пространство внутри частиц заполнителя, чтобы убедиться, что асфальтовый материал не насыщен асфальтом. Увеличение содержания асфальтобетона (АС) в смеси снижает AV-содержание, так как АС частично заполнит некоторое AV-пространство, a AV не пройдет объемное тестирование, что приведет к кровотечению и смыванию поверхности дороги, что приведет к колее и делает его скользким во влажных условиях. При добавлении омолаживающих масел масла увеличивают АС и, следовательно, снижают АВ, который может упасть ниже минимума 2%. Чтобы исправить это, во время смешивания к асфальтовому материалу добавляется каменная частица, промытая гранитной или известняковой продукцией 50 меш и 30 меш. Испытания показали, что эта каменная частица восстанавливает AV до желаемого содержания и приводит результат теста в пределы приемлемости.
[00164] RAP дополнительно смешивают и нагревают посредством индукционного нагрева, подаваемого через смешивающую индукционную катушку 16 в конечную асфальтовую смесь. Например, рабочая смесь оставляет барабан 30 для смешивания добавок при температуре от 300 до 400°F, чтобы рабочая смесь достигла рабочей площадки при температуре около 290°F.
[00165] Пример 21
[00166] Первичный асфальт обрабатывается для использования через асфальтовый процессор 1. Жидкий первичный асфальт помещается в резервуар 51 для асфальтобетона и дополнительные компоненты, добавляемые в бункеры для хранения, такие как бункер для крупных заполнителей 52 и бункер для мелких заполнителей 53, как описано выше. Заранее определенное количество асфальтового связующего и крупнозернистых и мелких заполнителей измеряется и подается на впуск 17 через конвейер 55 для компонентов, где асфальтобетон и материал заполнителей смешиваются в нагревательном барабане 10, как описано выше. Во время перемешивания асфальтобетон нагревается до температуры около 325°F с помощью индукционного нагрева. Асфальтобетон выходит из нагревательного барабана 10 через выход 18 нагревательного барабана и сразу же переносится в барабан 30 для смешивания добавок.
[00167] Дополнительные заполнители или асфальтобетон могут быть добавлены. Например, дополнительный первичный асфальтобетон может быть обработан через асфальтовый процессор 1, как описано выше, и добавлен.
[00168] Первичный асфальтобетон и материал заполнителей дополнительно смешивают и нагревают за счет индукционного воздействия, подаваемого через смешанную индукционную катушку 16 в конечную асфальтобетонную смесь. Например, рабочая смесь оставляет барабан при температуре от 300 до 400°F, чтобы рабочая смесь достигала рабочей температуры при температуре около 290°F.
[00169] Пример 22
[00170] Первичный асфальт обрабатывается для использования через асфальтоукладчик 1. Жидкий первичный асфальтобетон помещается в емкость 51 для асфальтобетона и дополнительные компоненты, добавляемые в другие бункеры, такие как бункер для крупных заполнителей 51 и бункер для мелких заполнителей 52, как описано в Пример 18. Заданное количество асфальтового связующего и крупнозернистых и мелких заполнителей измеряется и подается на впуск 17 через конвейер 55 для компонентов, где асфальтобетон и материал заполнителей смешиваются в нагревательном барабане 10, как описано выше. Во время перемешивания асфальтобетон нагревают до температуры около 250°F с 10% изменением путем индукционного нагрева с образованием теплого асфальтобетона. Асфальтобетон выходит из нагревательного барабана 10 через выход 18 нагревательного барабана и сразу же переносится в барабан 30 для смешивания добавок.
[00171] Дополнительные заполнители или асфальтобетон могут быть добавлены для удовлетворения объемных требований конкретной композиции смеси. Например, дополнительный первичный асфальт может быть обработан через асфальтовый процессор 1, как описано выше, и добавлен.
[00172] Первичный асфальтобетон и материал заполнителей дополнительно смешивают и нагревают посредством индукционного нагрева, подаваемого через смешивающую индукционную катушку 16 в конечную асфальтовую смесь. Например, рабочая смесь покидает барабан 30 для смешивания добавок при температуре от 225°F до 320°F, чтобы рабочая смесь достигла рабочей площадки при температуре около 220°F.
[00173] Пример 24
[00174] Комбинация переработанного асфальтобетона и первичного асфальтобетона обрабатывается для использования через асфальтоукладчик 1. Собранный ПДП помещается в асфальтобетонный бункер, а первичный асфальтобетон помещается в асфальтовый резервуар 90. Дополнительные компоненты асфальтобетона, такие как описанные выше, помещаются в другие бункеры, такие как бункер с крупными заполнителями 52 и бункер с мелкими заполнителями 53. Комбинация первичного асфальтобетона и RAP загружается в асфальтоукладчик 1 вместе с материалом заполнителей. RAP и первичный асфальт могут быть представлены в любом соотношении, например, 90% RAP и 10% первичного асфальтобетона.
[00175] Асфальт и материал заполнителей загружают в асфальтовый процессор 1 и смешивают в нагревательном барабане 10, используя S-образные лопатки 20, как описано ранее. Асфальтобетон выходит из асфальтового процессора 1 через выход 18 нагревательного барабана. В некоторых вариантах осуществления горячая асфальтовая смесь сразу же подается в барабан 30 для смешивания добавок.
[00176] Омолаживающее масло добавляют для улучшения реологических свойств асфальтобетона и связующих свойств РПД. Дополнительные агрегаты различных размеров могут быть добавлены для удовлетворения объемных требований конкретной композиции смеси. Если требуется больше связующего, добавляется чистый асфальт или восстановленный RAP. RAP смешивается и нагревается за счет индукционного тепла, подаваемого через смешивающую индукционную катушку 16 в конечную асфальтовую смесь. Рабочая смесь покидает барабан 30 для смешивания добавок при температуре от 300 до 400°F, чтобы рабочая смесь достигала рабочей площадки при температуре около 290°F.
[00177] В предшествующем описании все раскрытые документы, действия или информация не являются признанием того, что документ, действие или информация любой их комбинации были общедоступными, общедоступными, частью общих знаний в данной области техники или было известно, что оно имеет отношение к решению любой проблемы в момент приоритета.
[00178] Раскрытие всех публикаций, процитированных выше, прямо включено в настоящее описание посредством ссылки, каждая во всей своей полноте, в той же степени, как если бы каждая была включена посредством ссылки в отдельности.
[00179] Также следует понимать, что нижеследующая формула изобретения предназначена для охвата всех общих и специфических признаков изобретения, описанных в данном документе, и всех утверждений объема изобретения.
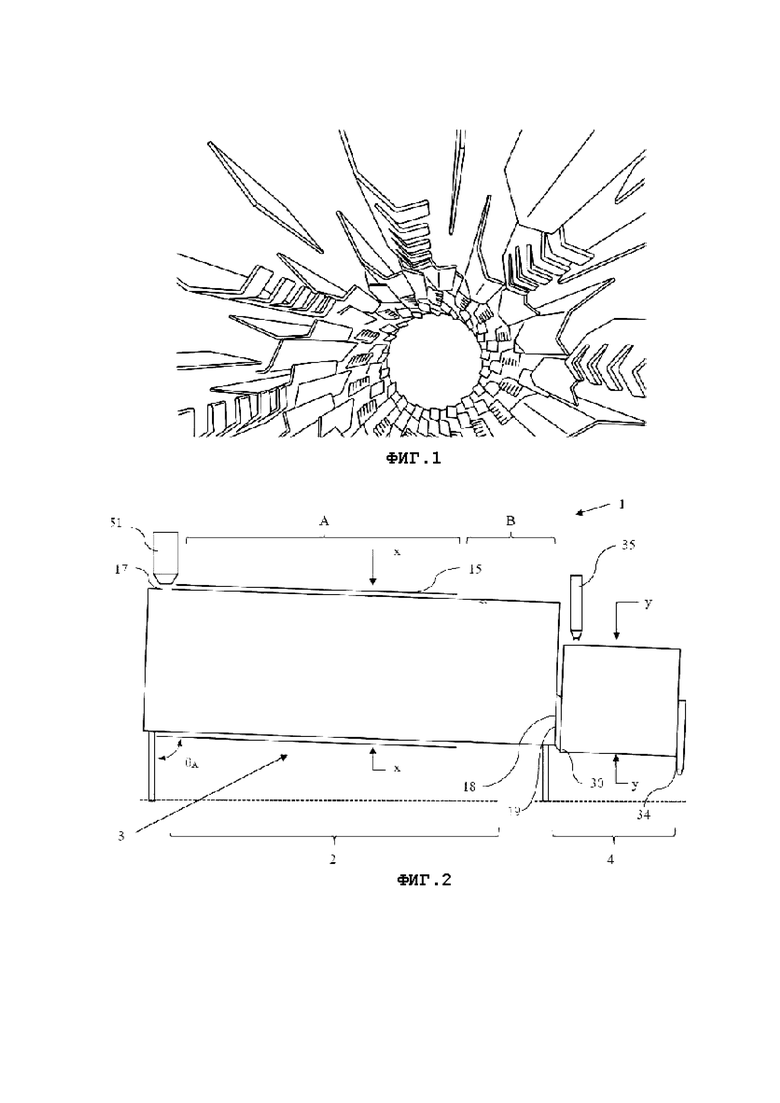

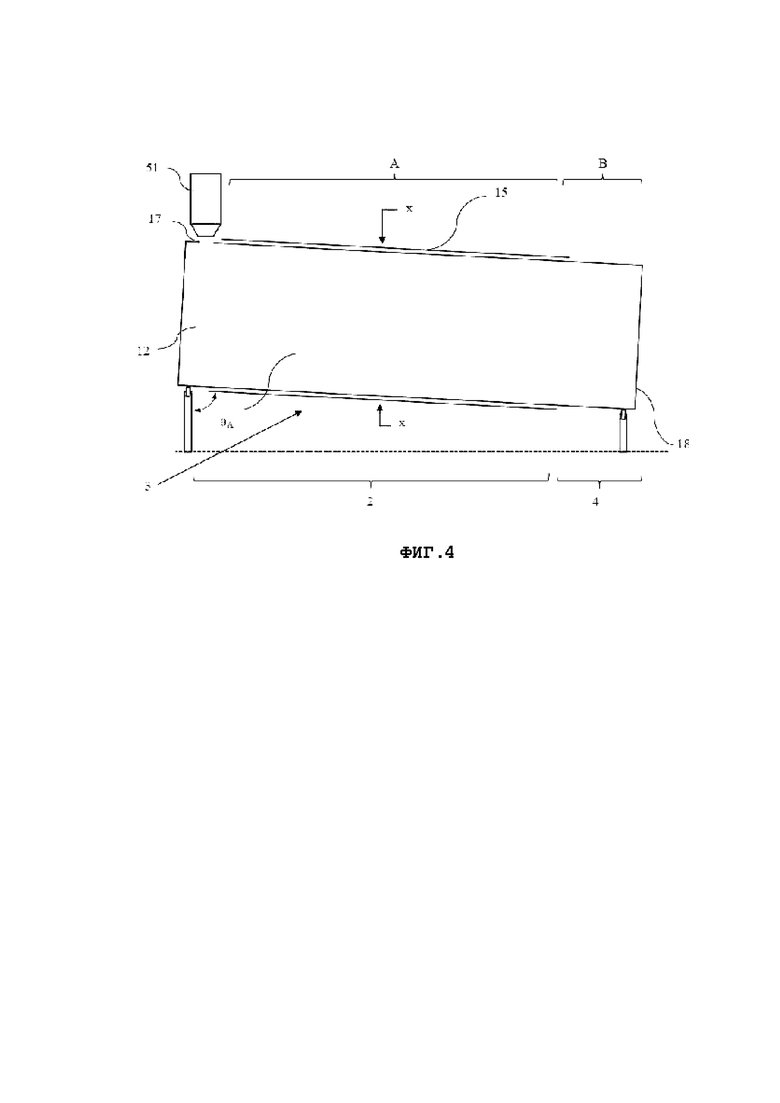


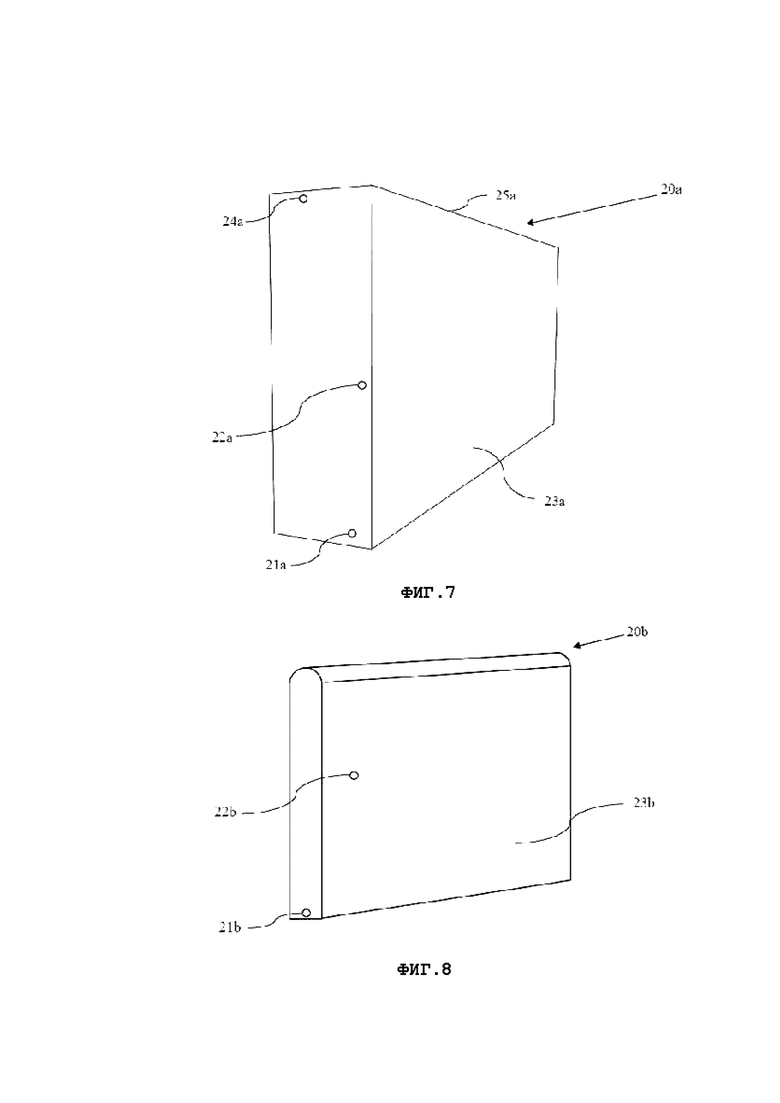

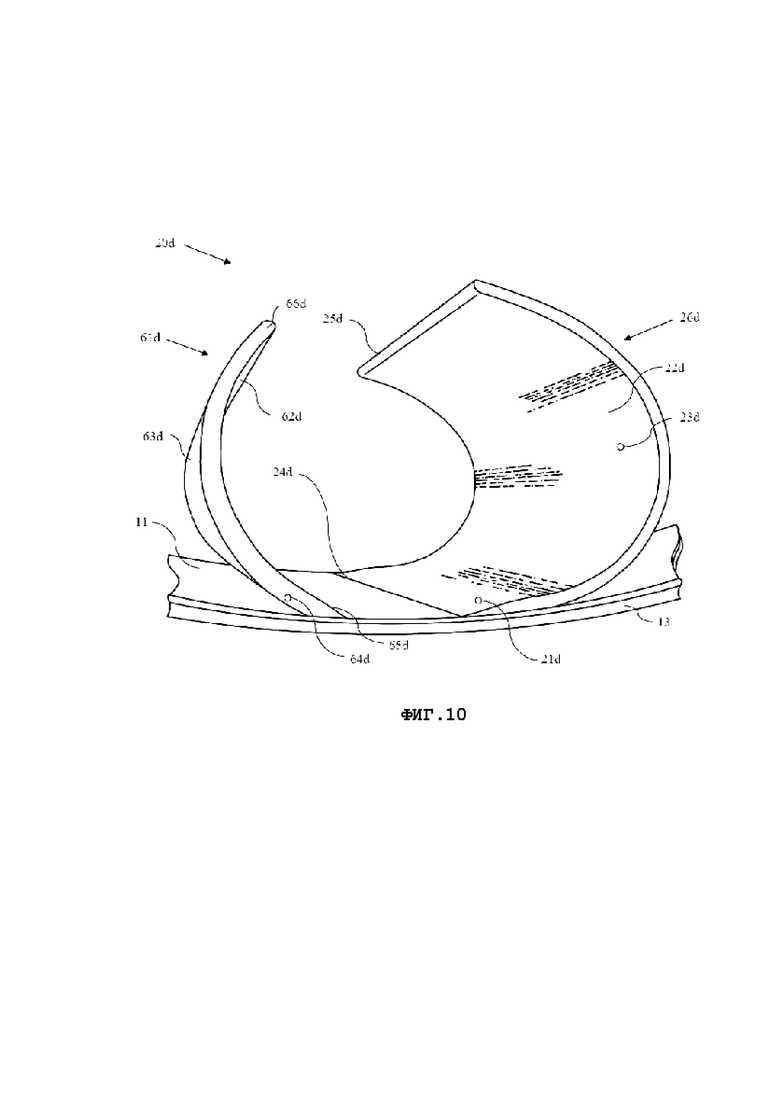
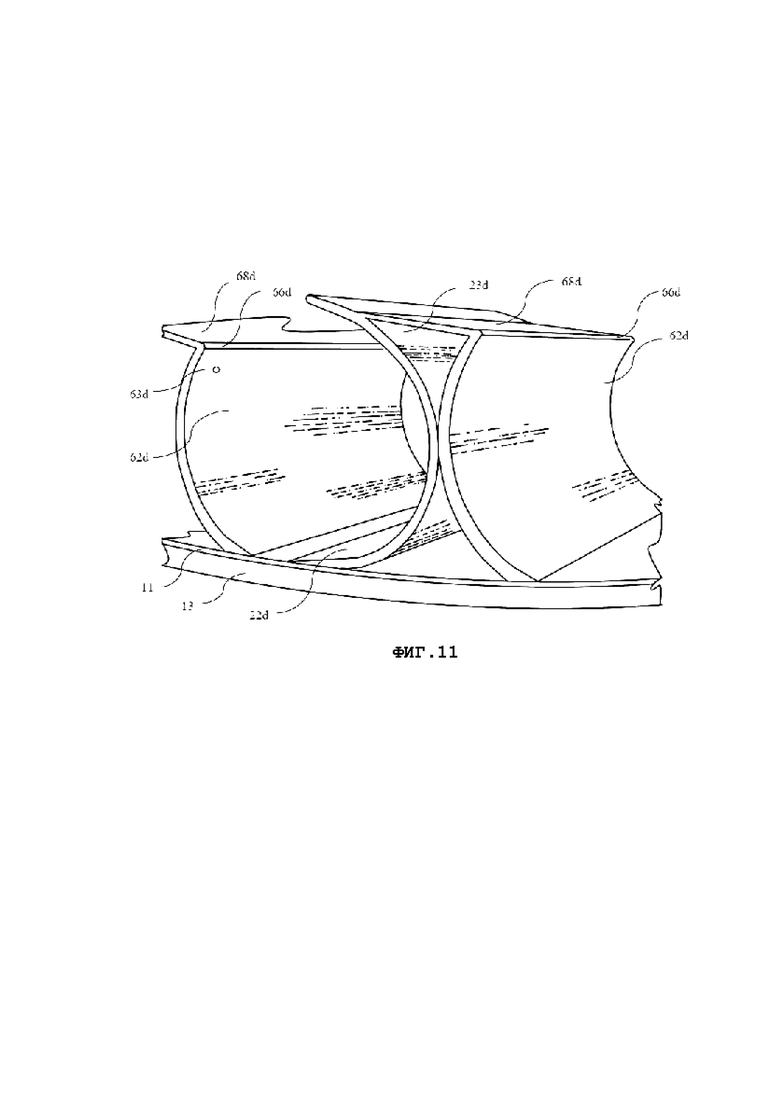
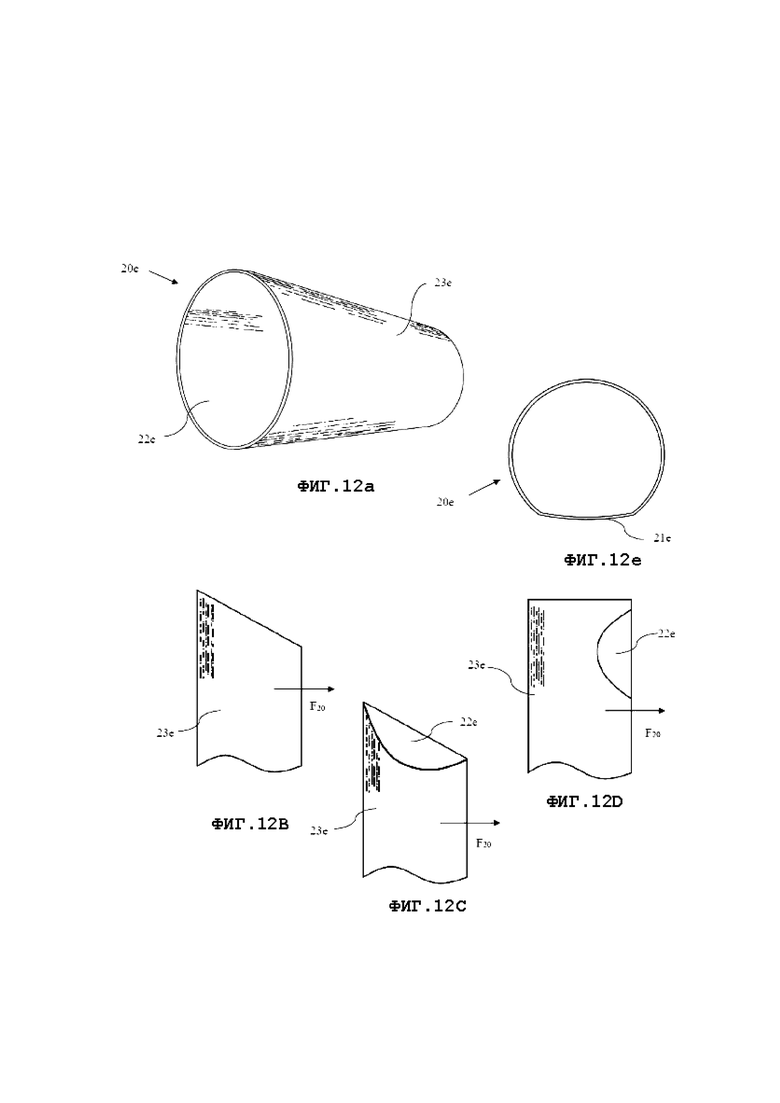

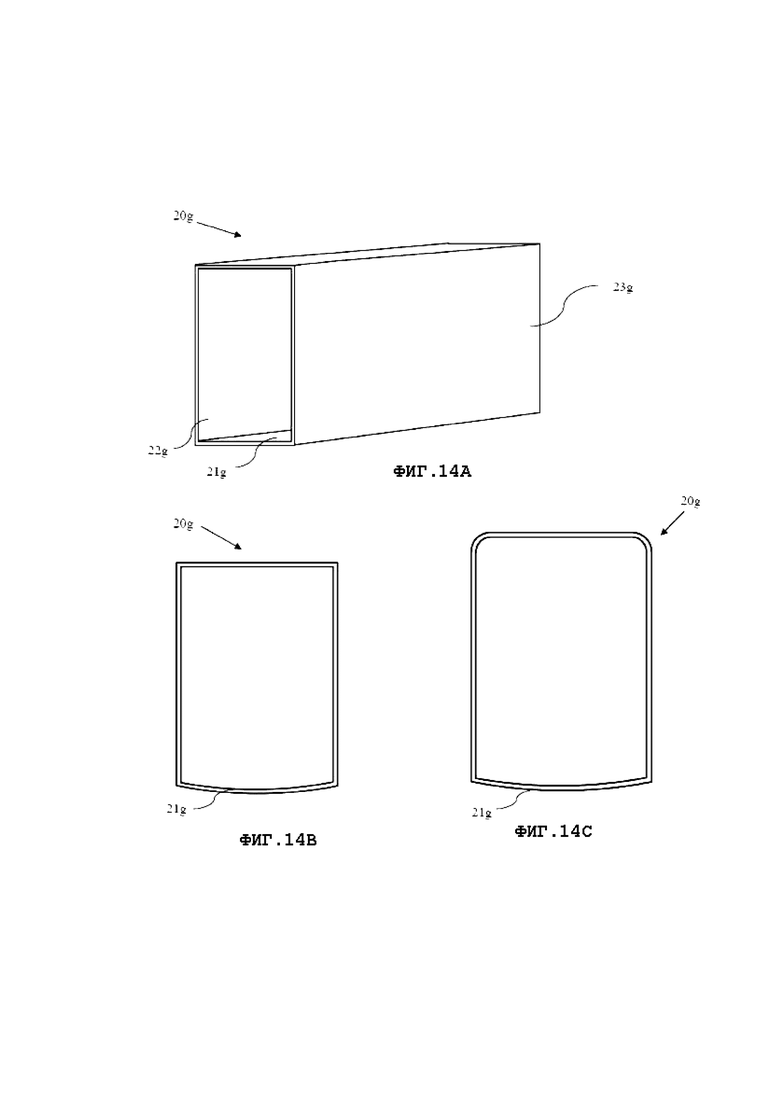
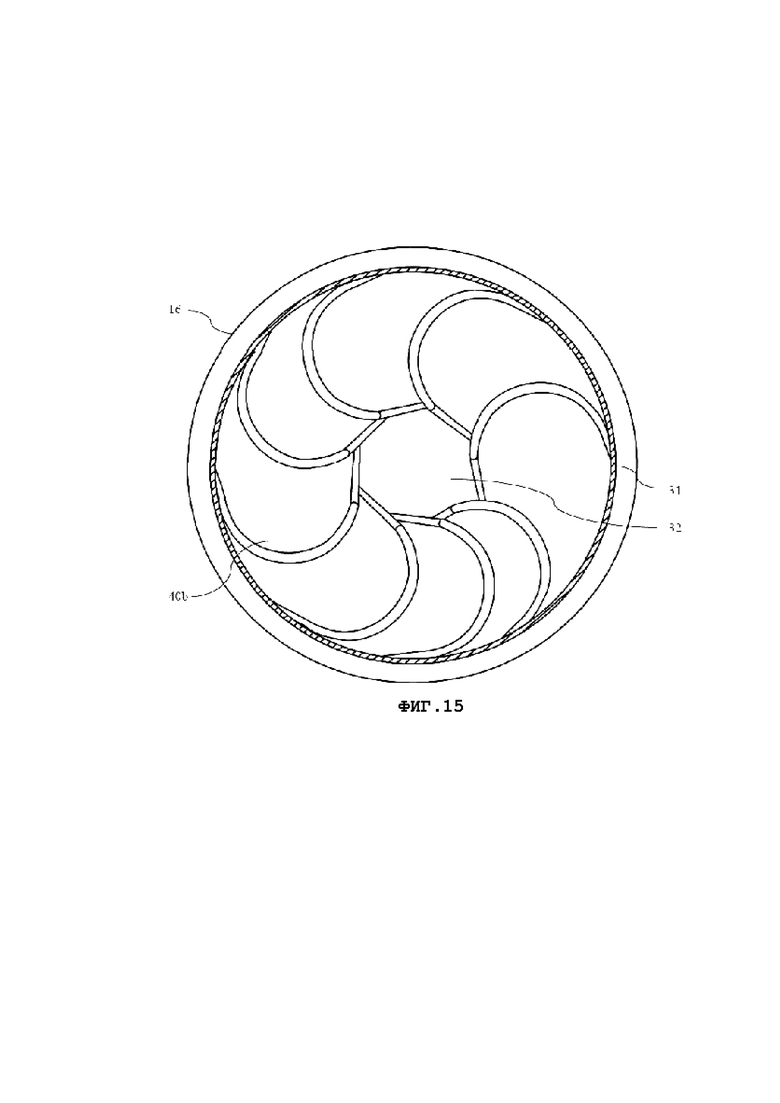
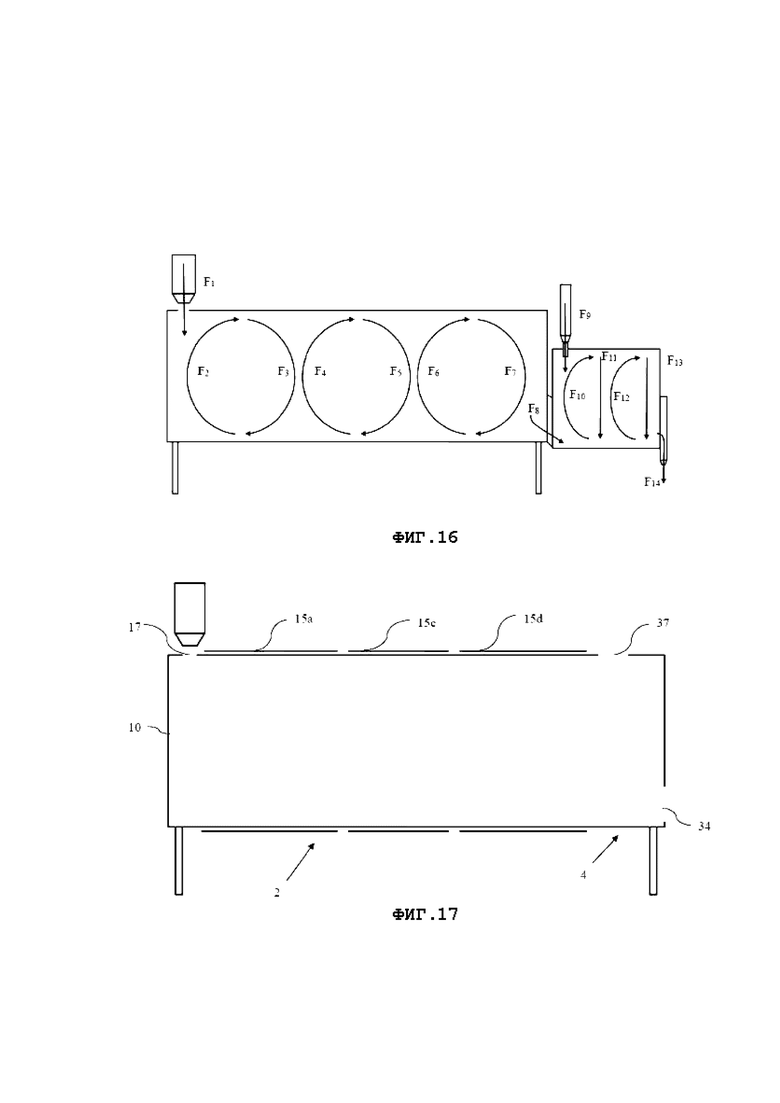
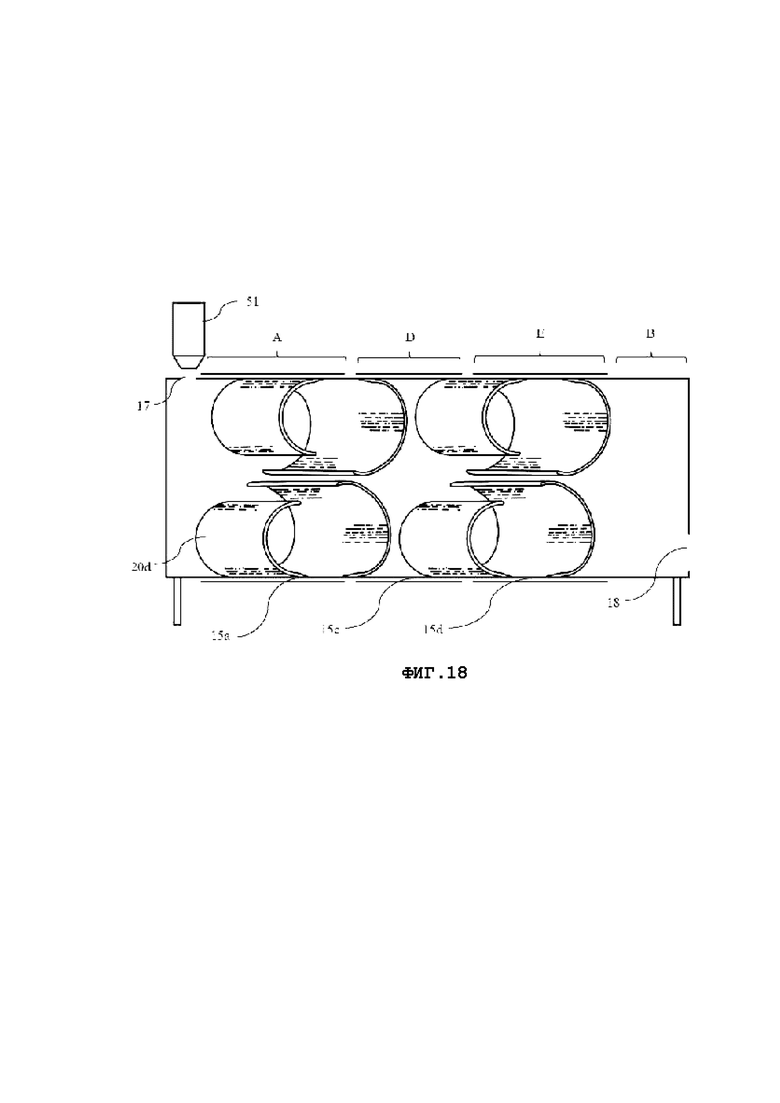
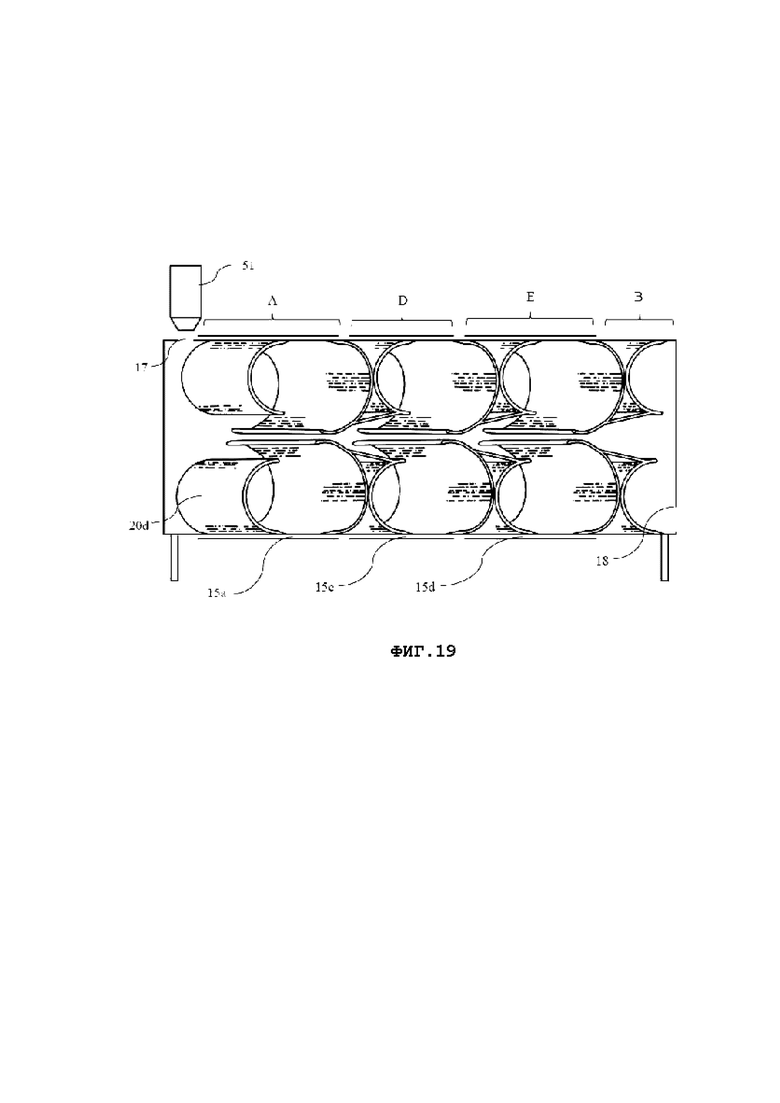
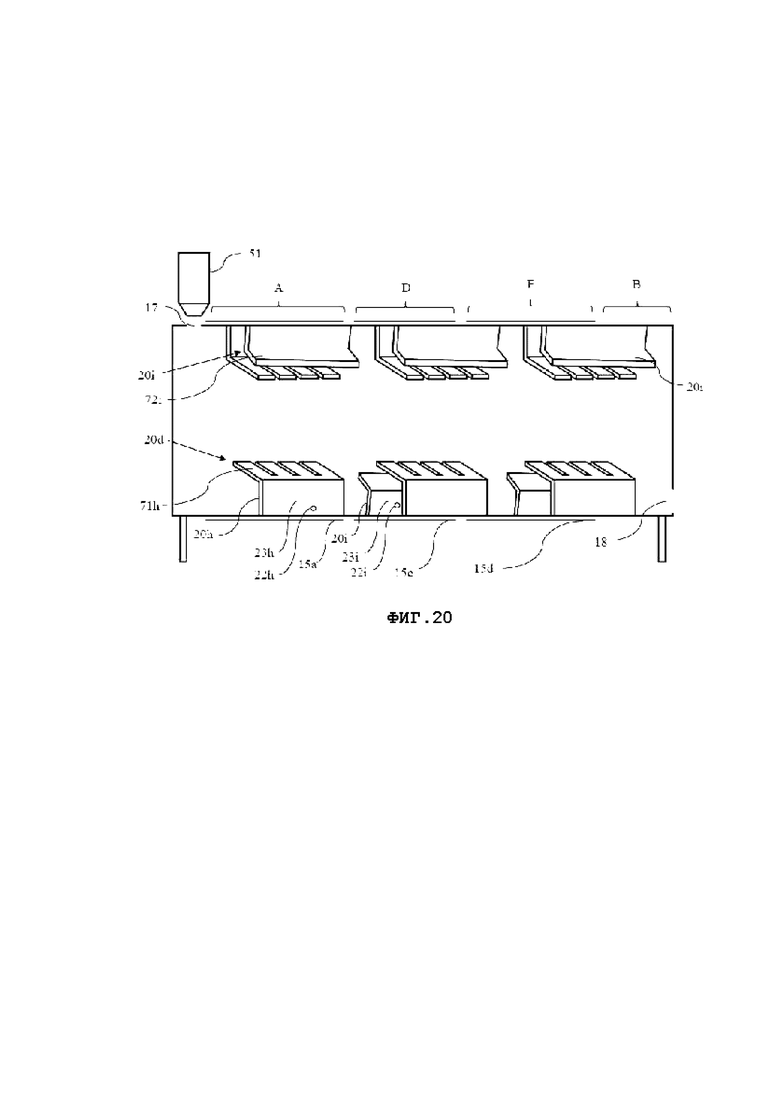

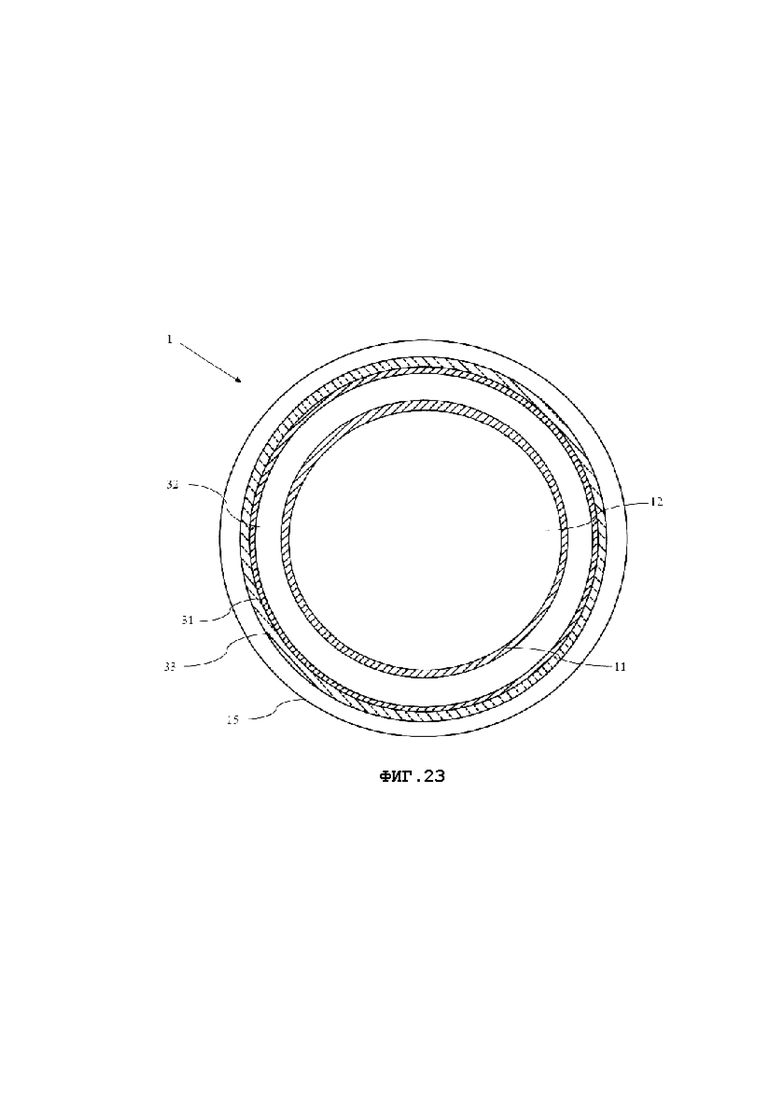
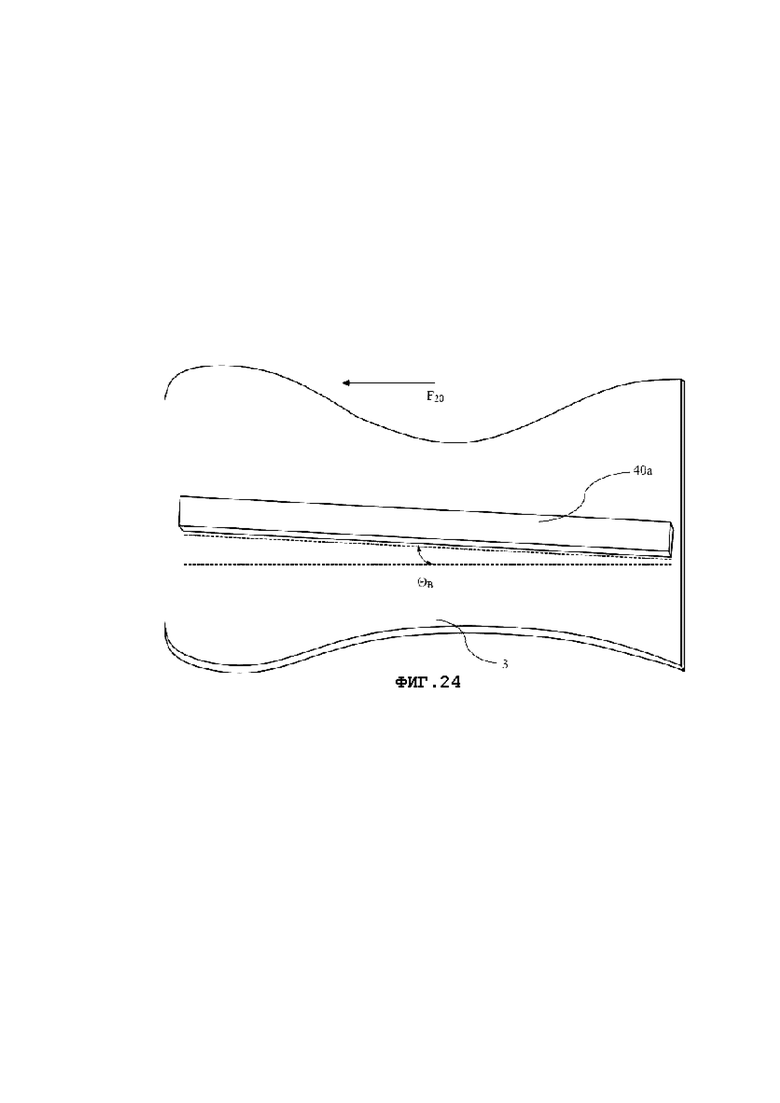

Система переработки асфальта сформирована из нагревательного барабана и системы индукционного нагрева. Лопасти перемещают асфальт через нагревательный барабан, который одновременно нагревает асфальт вместе со стенкой нагревательного барабана. Смесительный барабан может быть присоединен к нагревательному барабану и может включать лопасти и лопатки для перемещения асфальта при одновременном перемешивании материала для обеспечения постоянной температуры в асфальтовом цементе. Осуществляют нагрев стенки барабана с использованием одной или нескольких систем индукционного нагрева до температуры от 300°F до 750°F, перемещение асфальта вдоль барабана с одновременным его перемешиванием и образование нагретой смеси до температуры от 300°F до 350°F. Система может включать конвекционную систему, которая нагревает рециркулируемый воздух через нагревательный барабан. Возможно модифицирование асфальтового цемента путем добавления одного или нескольких омолаживающих масел. 2 н. и 16 з.п. ф-лы, 25 ил.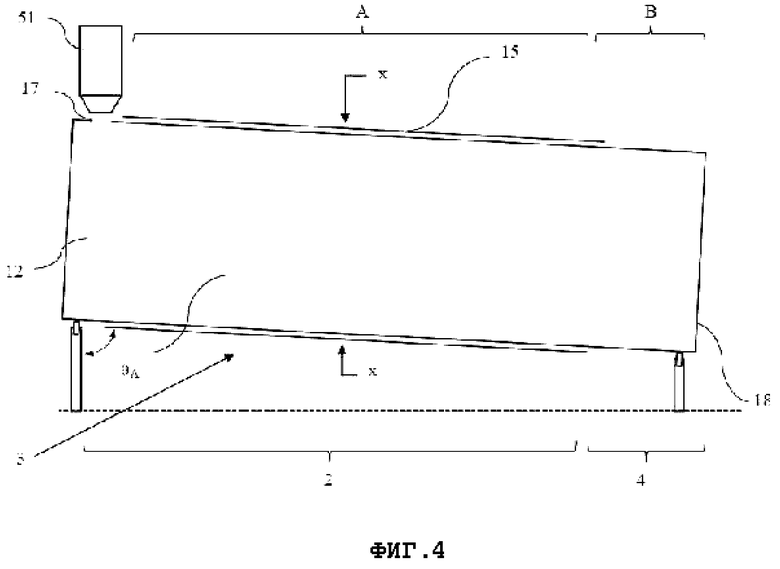
1. Способ изготовления асфальтобетона, включающий:
- обеспечение асфальта, при этом асфальт представляет собой асфальтобетон или асфальтовый цемент;
- обеспечение системы для переработки асфальта, содержащей:
нагревательный барабан, причем нагревательный барабан дополнительно содержит:
цилиндрическую или коническую стенку на внутренней стороне и имеющую первый торец и второй торец;
при этом цилиндрическая или коническая стенка состоят из магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил;
входное отверстие, расположенное рядом с первым торцом цилиндрической или конической стенки;
выходное отверстие, расположенное рядом со вторым торцом цилиндрической или конической стенки;
систему нагрева, содержащую:
по меньшей мере, первый источник нагрева, причем, по меньшей мере, первый источник нагрева расположен на внешней стороне цилиндрической или конической стенки и расположен для направления тепла к цилиндрической или конической стенке; и
систему привода, соединительную с нагревательным барабаном и выполненную с возможностью вращения нагревательного барабана,
- вращение нагревательного барабана вокруг центральной оси;
- активирование системы нагрева для подачи тепла на цилиндрическую или коническую стенку нагревательного барабана;
- помещение асфальта в нагревательный барабан, где цилиндрическую или коническую стенку нагревательного барабана нагревают до температуры от 300°F до 750°F;
перемещение асфальта вдоль нагревательного барабана, причем асфальт перемешивается при его перемещении;
передача тепла от цилиндрической или конической стенки нагревательного барабана к асфальту для его нагрева до температуры от 300°F до 350°F для образования нагретой смеси; и
вытеснение нагретой смеси из системы для переработки асфальта.
2. Способ по п. 1, дополнительно включающий:
обеспечение системы нагрева, при этом система нагрева представляет собой систему индукционного нагрева, содержащую:
по меньшей мере, первую индукционную нагревательную катушку, расположенную снаружи нагревательного барабана в первом положении и в магнитной связи с магнитным материалом нагревательного барабана; и
приложение магнитного поля к системе индукционного нагрева для нагрева магнитного материала нагревательного барабана.
3. Способ по п. 1, в котором асфальт представляет собой асфальтобетон, и который содержит восстановленное асфальтовое покрытие, первичный асфальт или их комбинацию.
4. Способ по п. 1, дополнительно включающий:
смешивание асфальта внутри нагревательного барабана с использованием смесительной лопатки, при этом смесительная лопатка включает, по меньшей мере, одну лопатку для передачи тепла, расположенную на внутренней стороне цилиндрической или конической стенки, причем, по меньшей мере, одна лопатка для передачи тепла имеет S-образную форму, форму весла, форму штыря, наклонную форму, хи-образную форму или их комбинацию;
причем, по меньшей мере, одна лопатка для передачи тепла состоит из магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил;
причем S-образная лопатка дополнительно содержит:
ведущую лопатку, образованную из ведущей цилиндрической арки, где арка составляет угол 160-300°, если смотреть в поперечном сечении, и содержащая:
переднюю кромку, расположенную на первом кромке ведущей лопатки;
монтажную кромку, расположенную рядом с передней кромкой;
соединительную кромку, расположенную на втором кромке ведущей лопатки;
заднюю лопатку, образованную задней цилиндрической аркой, где арка составляет угол 160-300°, если смотреть в поперечном сечении, и содержащую:
соединительную кромку, расположенную на первой кромке задней лопатки;
заднюю кромку, расположенную на второй кромке задней лопатки;
при этом соединительная кромка ведущей лопатки соединена с соединительной кромкой задней лопатки;
при этом S-образная лопатка расположена на внутренней стороне цилиндрической или конической стенки на монтажной кромке;
при этом лопатка дополнительно содержит:
кубовидный смесительный стержень, который имеет смешивающую поверхность, заднюю поверхность, первую кромочную поверхность, вторую кромочную поверхность и монтажную поверхность;
причем смешивающая поверхность и задняя поверхность имеют прямоугольную форму и имеют первую кромку, монтажную кромку, вторую кромку и смешивающую кромку;
при этом первая кромочная поверхность расположена на первой кромке смешивающей поверхности и задней поверхности, а вторая кромочная поверхность расположена на второй кромке смешивающей поверхности и задней поверхности;
при этом первая кромочная поверхность является квадратной или прямоугольной, и вторая кромочная поверхность является квадратной или прямоугольной;
при этом лопатка расположена на внутренней стороне цилиндрической или конической стенки на монтажной поверхности;
при этом закругленная лопатка дополнительно содержит:
кубовидный смесительный стержень, в котором кубовидный смесительный стержень имеет смешивающую поверхность, заднюю поверхность, первую кромочную поверхность, вторую кромочную поверхность и монтажную поверхность;
при этом смешивающая поверхность и задняя поверхность перпендикулярны и имеют первую кромку, монтажную кромку, вторую кромку и смешивающую кромку;
при этом первая кромочная поверхность расположена на первой кромке смешивающей поверхности и задней поверхности, а вторая кромочная поверхность расположена на второй кромке смешивающей поверхности и задней поверхности;
причем первая кромка является квадратной или прямоугольной, а вторая кромка является квадратной или прямоугольной;
причем смешивающая кромка является полусферической или овальной;
при этом лопатка расположена на внутренней стороне цилиндрической или конической стенки на монтажной поверхности;
причем лопатка в форме штыря дополнительно содержит:
кубовидную смешивающую лопатку, которая имеет смешивающую поверхность, заднюю поверхность, монтажную кромочную поверхность и соединительную кромку;
множество смешивающих штырей, расположенных на соединительной кромке кубовидной смесительной лопатки и под углом к кубовидной смесительной лопатке;
при этом лопатка в форме штыря расположена на внутренней стороне цилиндрической или конической стенки на монтажной поверхности;
при этом наклонная лопатка дополнительно содержит:
кубовидную смешивающую лопатку, которая имеет смешивающую поверхность, заднюю поверхность, монтажную кромочную поверхность и соединительную кромку;
угловую лопатку, расположенную на соединительной кромке кубовидной смешивающей лопатки и под углом к кубовидной смешивающей лопатки;
при этом наклонная лопатка расположена на внутренней стороне цилиндрической или конической стенки на монтажной кромке; и
при этом лопатка хи-образной формы дополнительно содержит:
ведущую лопатку, образованную из ведущей цилиндрической арки, где арка составляет 160-300°, если смотреть в поперечном сечении, и содержащую:
переднюю кромку, расположенную на первой кромке ведущей лопатки, смешивающую кромку и заднюю кромку;
монтажную кромку, расположенную рядом с передней кромкой;
заднюю лопатку, образованную задней цилиндрической аркой, где арка составляет 160-300°, если смотреть в поперечном сечении, и содержащую:
переднюю кромку, расположенную на первой кромке задней лопатки, переднюю поверхность и заднюю смешивающую кромку;
монтажную кромку, расположенную рядом с передней кромкой;
при этом передняя лопатка лопатки в форме штыря расположена на внутренней стороне цилиндрической или конической стенки на крепежной кромке ведущей лопатки, а задняя лопатка хи-образной формы расположена на внутренней стороне цилиндрической или конической стенки на крепежной кромке задней лопатки.
5. Способ по п. 1, дополнительно включающий регулирование температуры асфальта до второй температуры, или второй температуры и третьей температуры;
при этом асфальт контактирует с системой обработки асфальта при первой температуре от 350°F до 400°F, чтобы достичь температуры асфальта от 325°F до 375°F;
причем асфальт контактирует с системой обработки асфальта при второй температуре, который составляет от 275 до 350°F;
при этом система индукционного нагрева дополнительно содержит вторую катушку индукционного нагрева, расположенную снаружи нагревательного барабана во втором положении рядом с выходным отверстием, и в магнитной связи с магнитным материалом нагревательного барабана;
при этом третья температура составляет от 350 до 650°F, и при этом система индукционного нагрева дополнительно содержит третью катушку индукционного нагрева, расположенную снаружи нагревательного барабана в третьем положении рядом с входным отверстием и в магнитной связи с магнитным материалом нагревательного барабана.
6. Способ по п. 1, дополнительно включающий модификацию нагретой смеси, включающий:
помещение нагретой смеси в камеру смешения добавок, которая дополнительно содержит:
смесительный барабан или лопаточный смеситель;
при этом смесительный барабан дополнительно содержит внутреннюю сторону, окруженную цилиндрической или конической стенкой и имеющую первый торец и второй торец;
вход для добавки, расположенный рядом с первым торцом смесительного барабана и сообщающийся с выходным отверстием;
выход для добавки, расположенный рядом со вторым торцом смесительного барабана;
по меньшей мере, один смесительный элемент, расположенный на цилиндрической или конической стенке внутренней стороны смесительного барабана;
добавление по меньшей мере одной добавки к асфальту, где по меньшей мере одна добавка представляет собой первичный асфальтобетон, крупные заполнители, мелкие заполнители, ремонтное масло или их комбинацию;
где ремонтное масло представляет собой масло на основе нафтенов, образованное из экстракта растворителя тяжелого нафтенового дистиллята и дистиллята тяжелого нафтенового масла, эмульсии гидроочищенного экстракта тяжелого нафтенового нефтяного дистиллята и экстракта тяжелого нафтенового дистиллята в катионном водном растворе, анионных эмульсий воды с асфальтом и растворитель на основе тяжелого нафтенового дистиллята, масло, состоящее из экстракта растворителя на основе тяжелого парафинового дистиллята, масло, состоящее из экстракта растворителя на основе остаточного масла, парафиновое масло, состоящее из растворителей на основе тяжелого парафинового нефтяного нейтрального дистиллята, моторных масел на основе нефти, смеси кислот и масел, или их комбинации;
где смесь кислот и масел состоит из длинноцепочечных и трициклических органических кислот, смоляных кислот, жирных кислот, этерифицированных жирных кислот и растительных масел;
смешивание нагретой смеси и, по меньшей мере, одного модификатора с образованием модифицированной нагретой смеси; и
вытеснение готовой смеси из системы для переработки асфальта.
7. Способ по п. 6, дополнительно включающий нагрев камеры смешения добавок, включающий:
обеспечение системы смесительного индуктивного нагрева, содержащей:
по меньшей мере, один смесительный индуктивный нагревательный элемент в смесительном барабане, по меньшей мере, один смесительный элемент или их комбинацию, причем, по меньшей мере, один индуктивный нагревательный элемент состоит из магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил;
катушку индукционного нагрева смесителя, расположенную снаружи смесительного барабана и имеющую магнитную связь, по меньшей мере, с одним индуктивным нагревательным элементом;
вращение смесительного барабана вокруг центральной оси;
приложение магнитного поля к катушке индукционного нагрева смесителя;
помещение асфальта в смесительный барабан, который нагревают до температуры от 300 до 350°F;
добавление по меньшей мере одной добавки в смесительный барабан;
перемещение асфальтобетонной смеси вдоль смесительного барабана, причем асфальт перемешивается при его перемещении; и
вытеснение готовой смеси из системы переработки асфальта.
8. Система для переработки асфальта, содержащая: нагревательный барабан, содержащий:
цилиндрическую или коническую стенку на внутренней стороне и имеющую первый торец и второй торец;
при этом цилиндрическая или коническая стенка состоит из магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил до температуры от 300°F до 750°F;
входное отверстие, расположенное рядом с первым торцом цилиндрической или конической стенки;
по меньшей мере, одно выходное отверстие, расположенное рядом со вторым торцом цилиндрической или конической стенки или расположенное на втором торце цилиндрической или конической стенки;
по меньшей мере одну лопатку для передачи тепла, расположенную на внутренней поверхности цилиндрической или конической стенки;
систему индукционного нагрева, содержащую:
по меньшей мере, первую индукционную нагревательную катушку, расположенную снаружи цилиндрической или конической стенки, и в магнитной связи с магнитным материалом нагревательного барабана; и
приводную систему, связанную с нагревательным барабаном и выполненную с возможностью вращения нагревательного барабана.
9. Система для переработки асфальта по п. 8, дополнительно содержащая изоляцию, расположенную на внешней стороне стенки нагревательного барабана, в которой изоляция представляет собой алюмосиликатную изоляцию, целлюлозную изоляцию или их комбинации.
10. Система для переработки асфальта по п. 8, в которой нагревательный барабан прикреплен к приводной системе, которая представляет собой систему с зубчатым колесом или приводной вал;
при этом система зубчатых колес дополнительно содержит:
зубчатое колесо, расположенное на первом торце нагревательного барабана;
приводной вал, который сообщается с зубчатым колесом;
причем приводной вал прикреплен к приводному двигателю; и
где приводной вал с возможностью вращения проходит через первый торец камеры нагрева; и
причем приводной вал прикреплен к приводному двигателю.
11. Система для переработки асфальта по любому из пп. 8, 10, в которой нагревательный барабан поддерживается множеством опорных элементов вала или опорных элементов барабана, при этом опорные элементы вала содержат:
по меньшей мере, один вертикальный опорный элемент вала, имеющий верхний торец и нижний торец;
опорное колесо вала, расположенное на верхнем торце по меньшей мере одного вертикального опорного элемента вала, и соединенное с приводным валом;
множество шариковых подшипников, расположенных на колесе опорного вала; и при этом опорные элементы барабана содержат:
по меньшей мере, один вертикальный опорный элемент барабана, имеющий верхний торец и нижний торец;
опорное колесо барабана, расположенное на верхнем торце по меньшей мере одного вертикального опорного элемента, барабана и соединенное с наружной стороной нагревательного барабана;
множество шариковых подшипников, расположенных в опорном колесе барабана.
12. Система для переработки асфальта по п. 8, в которой система индукционного нагрева, кроме того, содержит вторую катушку для индукционного нагрева, вторую катушку для индукционного нагрева и третью катушку для индукционного нагрева, или вторую катушку для индукционного нагрева и третью катушку для индукционного нагрева и четвертую катушку для индукционного нагрева,
причем вторая катушка для индукционного нагрева расположена снаружи нагревательного барабана во втором положении и находится в магнитной связи с магнитным материалом нагревательного барабана;
причем третья катушка для индукционного нагрева расположена снаружи нагревательного барабана в третьем положении и находится в магнитной связи с магнитным материалом нагревательного барабана; и причем четвертая катушка для индукционного нагрева расположена снаружи нагревательного барабана в четвертом положении и находится в магнитной связи с магнитным материалом нагревательного барабана.
13. Система для переработки асфальта по п. 8 или 12, в которой по меньшей мере, одна лопатка для передачи тепла, расположенная на внутренней поверхности цилиндрической или конической стенки, выполнена из, по меньшей мере, одного магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил;
при этом по меньшей мере одна лопатка для передачи тепла имеет S-образную форму, форму весла, форму штыря, наклонную форму, хи-образную форму или их комбинацию;
причем S-образная лопатка дополнительно содержит:
ведущую лопатку, образованную из ведущей цилиндрической арки, где арка составляет угол 160-300°, если смотреть в поперечном сечении, и содержащую:
переднюю кромку, н на первой кромке ведущей лопатки; монтажную кромку, расположенную рядом с передней кромкой; соединительную кромку, расположенную на второй кромке ведущего лезвия;
заднюю лопатку, образованную задней цилиндрической аркой, где арка составляет угол 160-300°, если смотреть в поперечном сечении, и содержащую:
соединительную кромку, расположенную на первой кромке задней лопатки;
заднюю кромку, расположенную на второй кромке задней лопатки;
при этом соединительная кромка ведущей лопатки соединена с соединительной кромкой задней лопатки;
при этом S-образная лопатка расположена на внутренней стороне цилиндрической или конической стенки на монтажной кромке;
при этом лопатка дополнительно содержит:
кубовидный смесительный стержень, который имеет смешивающую поверхность, заднюю поверхность, первую кромочную поверхность, вторую кромочную поверхность и монтажную поверхность;
причем смешивающая поверхность и задняя поверхность имеют прямоугольную форму и имеют первую кромку, монтажную кромку, вторую кромку и смешивающую кромку;
при этом первая кромочная поверхность кромки расположена на первой кромке смешивающей поверхности и задней поверхности, а вторая поверхность расположена на второй кромке смешивающей поверхности и задней поверхности;
при этом первая кромка является квадратной или прямоугольной, и вторая кромка является квадратной или прямоугольной;
при этом лопатка расположена на внутренней стороне цилиндрической или конической стенки на монтажной поверхности;
причем лопатка в форме штыря дополнительно содержит:
кубовидную смешивающую лопатку, которая имеет смешивающую поверхность, заднюю поверхность, кромку монтажной поверхности и соединительную кромку;
множество смешивающих штырей, расположенных на соединительной кромке кубовидной смешивающей лопатки и под углом к кубовидной смешивающей лопатке;
при этом лопатка в форме штыря расположена на внутренней стороне цилиндрической или конической стенки на кромке монтажной поверхности;
при этом наклонная лопатка дополнительно содержит:
кубовидную смешивающую лопатку, которая имеет смешивающую поверхность, заднюю поверхность, кромку монтажной поверхности и соединительную кромку;
угловую лопатку, расположенную на соединительной кромке кубовидной смешивающей лопатки и под углом к кубовидной смешивающей лопатке;
при этом наклонная лопатка расположена на внутренней стороне цилиндрической или конической стенки на кромке монтажной поверхности; и
при этом лопатка хи-образной формы дополнительно содержит:
ведущую лопатку, образованную из ведущей цилиндрической арки, где арка составляет угол 160-300°, если смотреть в поперечном сечении, и содержащую:
переднюю кромку, расположенную на первой кромке ведущей лопатки, смешивающую поверхность и заднюю смешивающую поверхность;
монтажную кромку, расположенную рядом с передней кромкой;
заднюю лопатку, образованную задней цилиндрической аркой, где арка составляет угол 160-300°, если смотреть в поперечном сечении, и содержащую:
переднюю кромку, расположенную на первой кромке задней лопатки, переднюю поверхность и поверхность заднего смесителя;
монтажная кромка расположена рядом с передней кромкой,
при этом передняя лопатка лопатки в форме штыря расположена на внутренней стороне цилиндрической или конической стенки на крепежной кромке ведущей лопатки, а задняя лопатка лопатки в форме штыря расположена на внутренней стороне цилиндрической или конической стенки на крепежной кромке задней лопатки.
14. Система для переработки асфальта по п. 8, дополнительно содержащая систему смешения добавок, соединенную по меньшей мере с одним выходным отверстием, причем система смешения добавок содержит:
смесительный барабан, который дополнительно содержит цилиндрическую или коническую стенку на внутренней стороне и имеющую первый торец и второй торец;
вход для добавки, расположенный рядом с первым торцом смесительного барабана и сообщающийся с выходным отверстием;
выход для добавки, расположенный рядом со вторым торцом смесительного барабана; и
по меньшей мере, один смесительный элемент, расположенный на цилиндрической или конической стенке внутренней стороны смесительного барабана.
15. Система для переработки асфальта по п. 12, дополнительно содержащая изоляцию, расположенную на внешней стороне стенки смесительного барабана, в которой изоляция представляет собой алюмосиликатную изоляцию, целлюлозную изоляцию или их комбинации.
16. Система для переработки асфальта по п. 12, дополнительно содержащая систему индукционного нагрева смесителя, которая содержит:
катушку для индукционного нагрева смесителя, расположенную снаружи смесительного барабана;
при этом цилиндрическая или коническая стенка смесительного барабана состоит из магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил; и
причем катушка индукционного нагрева смесителя находится в магнитной связи с магнитным материалом цилиндрической или конической стенки смесительного барабана.
17. Система для переработки асфальта по п. 12, дополнительно содержащая систему индукционного нагрева смесителя, которая содержит:
катушку для индукционного нагрева смесителя, расположенную снаружи смесительного барабана;
причем смесительный элемент состоит из магнитного материала, выполненного с возможностью нагрева при воздействии магнитных сил; и
причем катушка для индукционного нагрева смесителя находится в магнитной связи с магнитным материалом смесительного элемента.
18. Система для переработки асфальта по п. 14, в которой смесительный барабан расположен концентрически относительно нагревательного барабана.
| Вращающаяся печь для переработкиАСфАльТА | 1976 |
|
SU798224A1 |
| US 2017305800 A1 26.10.2017 | |||
| US 20170254164 A1, 07.09.2017 | |||
| US 8172448 B1, 08.05.2012 | |||
| Установка для регенерации асфальтобетона | 1982 |
|
SU1038398A1 |
| US 4427376 A1, 24.01.1984 | |||
| US 53664182 A1, 15.11.1994 | |||
| Способ хирургической коррекции основной дуги сколиотической деформации грудопоясничного отдела позвоночника при вентральной динамической коррекции | 2024 |
|
RU2835470C1 |

