Изобретение, представляющее из себя двухкомпонентную охлаждаемую сопловую лопатку турбины высокого давления, относится к области авиадвигателестроения, в частности, к стендовым испытаниям газогенератора авиационного двигателя или полноразмерного авиационного двигателя, предназначено для измерения параметров рабочего тела за камерой сгорания (на входе в турбину высокого давления).
Процесс разработки новых аэродинамических технологий для турбины, а также процесс анализа работоспособности камеры (КС) сгорания в аспекте равномерности газового потока в окружном направлении, несмотря на активное вторжение в эту область численного эксперимента, продолжает основываться на экспериментальной проверке и отработке на испытательных стендах. Стендовые испытания газогенератора авиационного двигателя или полноразмерного авиационного двигателя включают в себя измерения параметров газового потока при помощи датчиков. Процесс установки датчиков в проточной части, сопровождающийся их креплением на поверхностях лопатки и дальнейшим выводом проводников подключения, называется препарированием. Для этого традиционно используются литые лопатки типовой конструкции, доработанные под постановку приемников давления и температуры. Датчики устанавливают в штампованных или точёных диффузорах, закреплённых на лопатке, а вывод проводников подключения датчиков закрывается фольговыми накладками.
В существующем способе препарирования сопловых лопаток турбины имеется ряд проблем:
-длительность цикла традиционной технологии изготовления литых лопаток (литье, штатная механическая обработка, доработка лопатки под препарирование);
-нарушается геометрия профиля лопатки, нарушается обтекание;
-доработка лопаток под препарирование (зачистка покрытий, механическая доработка под раскрепление и вывод проводников) существенно снижает прочность лопаток;
-нарушается система охлаждения препарированных лопаток;
-надежность существующего препарирования низкая;
-как правило, препарированных лопаток хватает на одно полноразмерное испытание.
Хорошей альтернативой традиционному способу препарирования являются аддитивные технологии, которые позволяют изготовить сопловые лопатки практически любой геометрии, и избавиться от лишних технологических операций, например, в виде ручного создания фольговых накладок препарирования. Кроме того, монолитная геометрия сопловой лопатки, получаемая при помощи данной технологии, позволяет избавиться от утечек, которые невозможно смоделировать и учесть при разработке.
Известна конструкция лопатки соплового аппарата (патент SU 1036090, МПК F01D 9/02, опубл. 10.12.2005) содержащая полое перфорированное перо, термопары, установленные в его отверстиях, и снабженные цилиндрическими экранами. С целью повышения точности измерений, отверстия выполнены в зоне входной кромки пера, термопары снабжены трубками, имеющими выступающие над ее поверхностью участки, а экраны размещены эксцентрично последним и закреплены на пере.
Известна конструкция пера лопатки (патент GB2452026A, МПК F01D17/02; F01D5/14; G01F1/46, опубл. 05.05.2010), аддитивно изготовленная со встроенными каналами для вывода препарирования и встроенными местами под установку датчиков давления и/или температуры непосредственно на поверхности. Перо предназначено для установки в газотурбинный двигатель, в том числе на экспериментальную установку. Предложен метод определения температуры продуктов сгорания путём отбора образца газа со входной кромки сопловой лопатки по трубкам, охлаждаемым в полостях лопатки и далее в системе отбора, и подачи образца газа в анализатор. Анализ отобранного газа подразумевает определение концентрации одного и более его компонентов. По значению концентрации и данным о составе и параметрах топлива и воздуха, вычисляется температура продуктов сгорания в области отбора образца.
Недостатком известной конструкции является отсутствие системы охлаждения, что накладывает ограничение на температурный диапазон применения изделия.
Наиболее близкой по технической сущности и выбранной за прототип является конструкция лопатки (патент RU 2740069, МПК F01D 25/12, F01D 5/18, опубл. 31.12.2020), содержащая перфорированные наружную и внутреннюю полку, полое перфорированное перо, полость с возможностью установки дефлектора.
Недостатками известной конструкции являются все те проблемы, которые свойственны для препарирования лопаток, изготавливаемых традиционным методом (литьем), указанные выше.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения и не может быть реализовано при использовании прототипа, является:
-отсутствие возможности разделения процесса сборки сопловых лопаток в сопловой аппарат (СА) и процесса препарирования, что значительно увеличивает время на проведение данных работ, снижает качество препарирования из-за неудобства работы с крупногабаритными сборочными единицами;
-отсутствие возможности замены датчиков измерения температуры, вышедших из строя в процессе испытания или по причине необходимости дополнительных измерений, не разбирая СА;
-отсутствие возможности сохранить материальную часть (комплект литых сопловых лопаток) для использования при эксплуатации двигателей.
Технической задачей предлагаемого изобретения является возможность замены элемента лопатки (вставки), имитирующего входную кромку с установленными датчиками, а также возможность вывода проводников подключения датчиков через внутренний канал вставки и возможность раскрепления и спая проводников непосредственно на съемном элементе независимо от общей конструкции изделия.
Технический результат заявленного изобретения заключается в повышении надёжности и технологичности, используемой при препарировании сопловой лопатки.
Технический результат достигается тем, что охлаждаемая сопловая лопатка турбины высокого давления турбореактивного двигателя со сменной носовой частью для стендовых испытаний, содержащая полое перфорированное перо с возможностью установки дефлекторов, перфорированные наружную и внутреннюю полку, согласно изобретению, полое перфорированное перо выполнено сборным, содержащим лопатку и сменную вставку, причем лопатка выполнена с двумя полостями с индивидуальными системами охлаждения, а сменная вставка выполняет роль входной кромки лопатки с обеспечением уступа по потоку по отношению к профилю лопатки, при этом она выполнена с внутренней полостью и встроенным дефлектором с индивидуальной системой охлаждения, а на наружной части сменной вставки установлен кронштейн, кроме того дополнительно на наружной полке лопатки выполнен прямоугольный паз с возможностью установки в него наружной части сменной вставки, повторяющей его форму, а на внутренней полке лопатки выполнено глухое центровочное отверстие, с возможностью фиксации в нем выступающего элемента цилиндрической формы, расположенного на нижней части сменной вставки, дополнительно входная кромка сменной вставки содержит не менее пяти диффузоров с возможностью установки в них датчиков и содержит не менее пяти каналов вывода проводников подключения датчиков.
Как результат, в предлагаемом изобретении, в отличии от прототипа, внутри пера сопловой лопатки организованы три полости (передняя-полость сменной вставки, средняя и задняя – полости в лопатке) с индивидуальными системами охлаждения. В переднюю (полость вставки) и среднюю полости интегрированы дефлекторы, для охлаждения задней полости используется традиционная системами охлаждения (установка штатного дефлектора). Это увеличивает надёжность, позволяет эффективно охлаждать лопатку, исключает прогары при проведении испытаний в условиях высоких температур.
Размеры профильной части вставки превышают (незначительно) габариты профиля лопатки обеспечивая уступ между профилями. Это позволяет избежать нерасчетного обтекания лопатки в целом в случае неблагоприятного стечения допусков при изготовлении лопатки и вставки.
Дополнительно в лопатке предусмотрен прямоугольный паз на наружной полке и глухое отверстие на внутренней полке для установки и фиксации сменной вставки, при этом наружная часть вставки повторяет форму паза в лопатке и форму проточной части наружной полки лопатки, а нижняя часть вставки содержит точный, выступающий элемент цилиндрической формы с заходной фаской для фиксации в лопатке. Кроме этого нижняя торцевая часть вставки повторяет форму внутренней полки лопатки, а входная кромка вставки имеет максимально обтекаемую форму. Все это позволяет обеспечить расчётное обтекание и тепловое состояние профиля сборной сопловой лопатки при стендовых испытаниях газогенератора авиационного двигателя или полноразмерного авиационного двигателя.
Дополнительно на входной кромке вставки расположено не менее пяти диффузоров, выполненных зацело с профилем вставки. За счет интеграции диффузоров в дефлектор получен изолированный от охлаждающей полости вставки канал, позволяющий разместить датчики, например, приёмники давления, термопары и др. для измерения параметров, например, полного давления, полной температуры и др.
Учитывая ограниченные габариты внутренней полости вставки, изменен способ установки датчиков. Датчики возможно установить только изнутри. Для этого во встроенных диффузорах организован обратный уступ, который позволяет зафиксировать точку замера. На заднем торце вставки выполнен вертикальный паз на всю высоту профиля лопатки через который осуществляется постановка датчиков. В качестве изоляции от набегающего потока применяется керамическая насадка на провода спая, закрепленная на цемент в диффузоре изнутри. После препарирования вертикальный паз заполняется цементом для исключения попадания набегающего потока внутрь вставки.
Дополнительно в наружную часть вставки интегрирован кронштейн для вывода, спая и раскрепления проводников от термопар или приемников давления. Наличие кронштейна позволяет изолироваться от основной конструкции СА. Площадь рабочей части кронштейна напрямую зависит от количества замеров на входной кромке вставки, а также от потребности в спае.
Размещение проводников от датчиков из диффузоров внутри охлаждаемой вставки позволяет защитить проводники от воздействия внешней среды с высокой температурой, что снижает вероятность выхода их из строя при испытаниях. Размещение проводников подключения датчиков внутри вставки также позволяет исключить их размещение в проточной части, обеспечивая расчётное обтекание профиля сопловой лопатки и корректное функционирование системы охлаждения, исключая прогары.
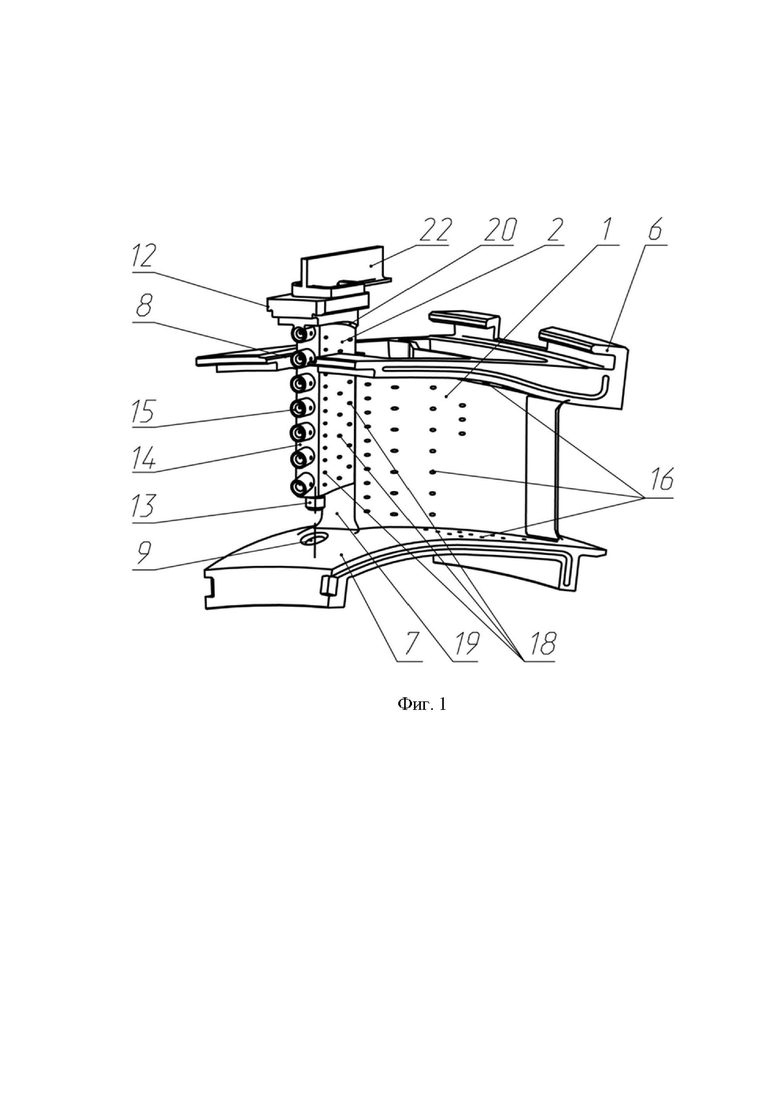
На фиг. 1 - изображён главный вид на сопловую лопатку со сменной входной кромкой-вставкой.
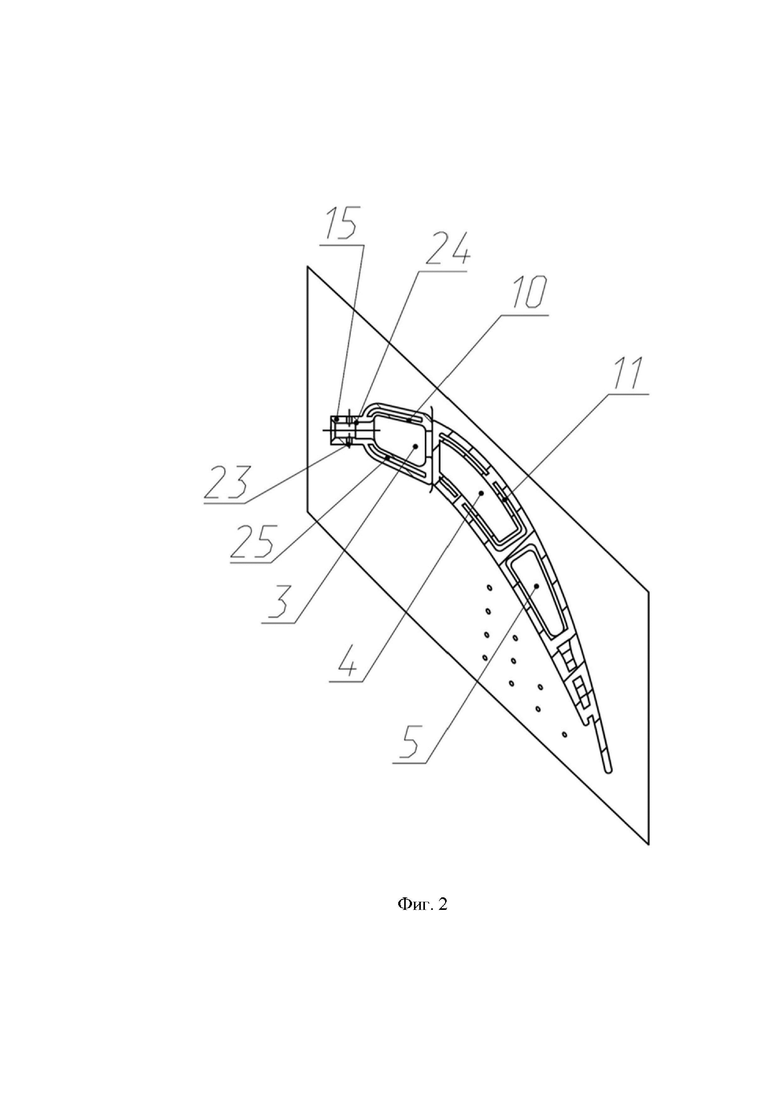
На фиг. 2 - изображён вид сверху с сечением пера сопловой лопатки и вставки.
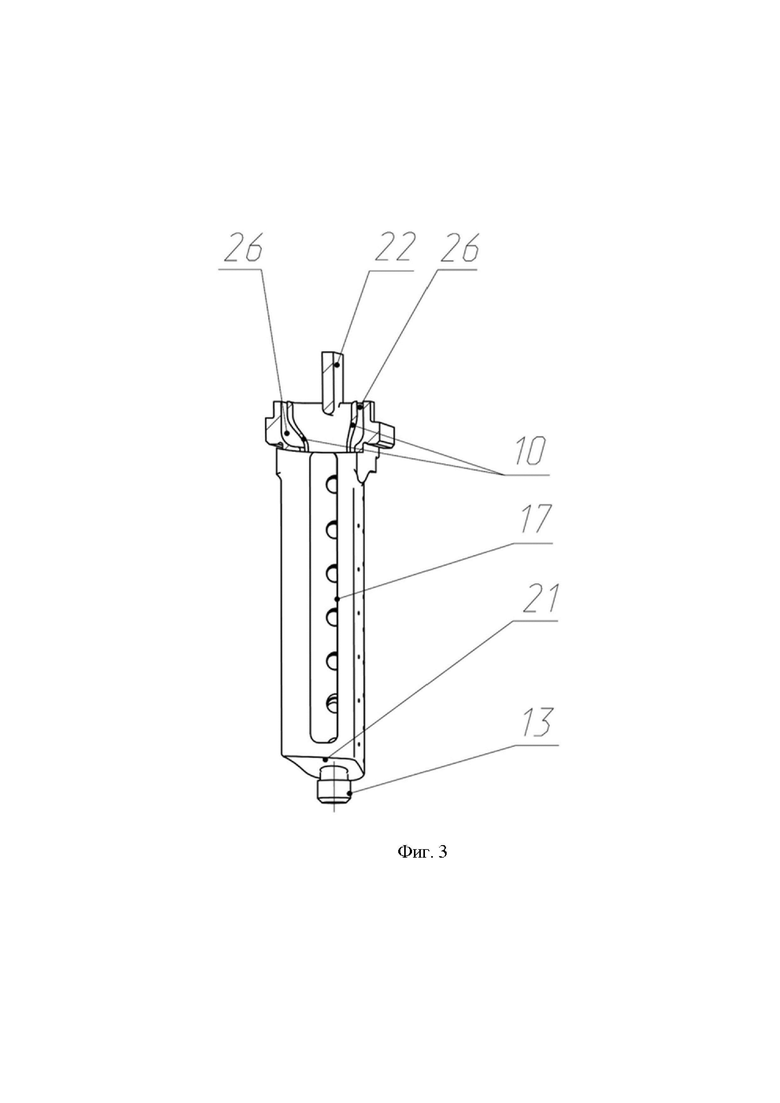
На фиг. 3 - изображен вид сзади на вставку с локальным разрезом в области перехода профиля вставки к кронштейну с изображением интегрированного охлаждаемого дефлектора.
Охлаждаемая сопловая лопатка (без позиции) турбины высокого давления турбореактивного двигателя, состоит из собственно лопатки 1 и сменной, съемной вставки 2.
Лопатка 1 включает в себя перфорированные наружную 6 и внутреннюю 7 полки и перо (без позиции), в котором реализованы две полости: средняя 4 и задняя 5. Полость 4 включает в себя интегрированный дефлектор 11. Полость 5 выполнена с возможностью установки в нее дефлектора штатной литой лопатки. В лопатке 1 предусмотрен прямоугольный паз 8 на наружной полке 6 и глухое отверстие 9 на полке внутренней 7 для установки и фиксации сменной вставки 2.
В переднюю полость 3 вставки 2 интегрирован дефлектор 10.
В каждой из полостей 3, 4 и 5 организованы индивидуальные системы охлаждения (без позиции), включающие в себя: способ подвода охлаждающего воздуха, дефлектор и отверстия в пере лопатки. В переднюю полость 3 вставки охлаждающий воздух подводится сверху через двухстороннюю щель 26, распределяется в полости 25 и выпускается в отверстия перфорации 18 вставки 2. Охлаждение полостей 4, 5 и полок 6, 7 происходит аналогично охлаждению профиля и полок литой лопатки с выходом охлаждающего воздуха в отверстия перфорации 16.
Наружная часть 12 вставки 2 повторяет форму прямоугольного паза 8 лопатки 1. Поверхность 20 повторяет форму проточной части наружной полки 6 лопатки 1, а нижняя часть (без позиции) вставки 2 содержит выступающий элемент 13 цилиндрической формы с заходной фаской (без позиции) для фиксации в глухом центровочном отверстии 9 лопатки 1. Кроме этого нижняя торцевая поверхность 21 вставки 2 повторяет форму внутренней полки 7 лопатки 1, а входная кромка 14 вставки 2 имеет максимально обтекаемую форму.
На входной кромке 14 вставки 2 интегрированы не менее пяти диффузоров 15, реализованных, например, в виде цилиндрических экранов, с равным шагом по высоте, в которых с двух сторон выполнены отверстия 23 для сброса набегающего потока. Диффузоры 15, выполнены с возможностью установки в них датчиков, например, приёмников давления, термопар и др., для этого диффузоры 15 выполнены с обратным уступом 24.
А на заднем торце вставки 2, прилегающем к переднему торцу 19 лопатки 1 выполнен вертикальный паз 17 на всю высоту профиля.
В наружную часть вставки 2 интегрирован кронштейн 22 для вывода, спая и раскрепления проводников от термопар или приемников давления.
Описанная сопловая лопатка предназначена для измерения параметров набегающего потока за камерой сгорания (на входе в турбину высокого давления) в стендовых испытаниях газогенератора или полноразмерного двигателя, а также на экспериментальных установках. Вставка 2 препарируется приёмниками давления и/или датчиками термопар для определения полного давления и/или полной температуры, установка которых происходит при помощи вспомогательных растворов, позволяющих закрепить как датчики, так и проводники их подключения. Процесс препарирования вставки разделен от процесса сборки газогенератора. Уже препарированные вставки устанавливаются на газогенератор непосредственно на испытательном стенде через пазы в корпусной детали, повторяющие форму прямоугольного паза 8 лопатки 1.
Лопатка 1 и вставка 2 изготовлены по аддитивной технологии методом лазерного спекания.
Лопатки со вставками и препарированием успешно прошли 3 испытания в составе газогенератора, обеспечив качественное измерение температуры поля газа за КС во всех режимах. Конструкция позволила поменять вставки на газогенераторе, не снимая его со стенда.
Предлагаемое изобретение с вышеуказанными отличительными признаками позволяет повысить надёжность и технологичность, используемой при препарировании охлаждаемой сопловой лопатки турбины высокого давления турбореактивного двигателя со сменной носовой частью для стендовых испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Охлаждаемая сопловая лопатка турбины высокого давления турбореактивного двигателя | 2021 |
|
RU2767580C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ГАЗОВАЯ ТУРБИНА | 2001 |
|
RU2211926C2 |
| Способ охлаждения соплового аппарата турбины высокого давления (ТВД) газотурбинного двигателя (ГТД) и сопловый аппарат ТВД ГТД (варианты) | 2018 |
|
RU2688052C1 |
| Сопловый аппарат турбины низкого давления (ТНД) газотурбинного двигателя (ГТД) (варианты) и лопатка соплового аппарата ТНД (варианты) | 2018 |
|
RU2691203C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И РЕГУЛИРОВАНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ ТУРБИНЫ ДВУХКОНТУРНОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2731781C1 |
| Способ охлаждения ротора турбины высокого давления (ТВД) газотурбинного двигателя (ГТД), ротор ТВД и лопатка ротора ТВД, охлаждаемые этим способом, узел аппарата закрутки воздуха ротора ТВД | 2018 |
|
RU2684298C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ ТУРБИНЫ ДВУХКОНТУРНОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2738523C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2525385C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И РЕГУЛИРОВАНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ ТУРБИНЫ ДВУХКОНТУРНОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2732653C1 |
| Тракт воздушного охлаждения лопатки соплового аппарата турбины высокого давления газотурбинного двигателя (варианты) | 2018 |
|
RU2686430C1 |
Изобретение относится к области авиадвигателестроения, в частности к стендовым испытаниям газогенератора авиационного двигателя или полноразмерного авиационного двигателя, и предназначено для измерения параметров рабочего тела за камерой сгорания (на входе в турбину высокого давления). В охлаждаемой сопловой лопатке полое перфорированное перо выполнено сборным, содержащим лопатку и сменную вставку, причем лопатка выполнена с двумя полостями с индивидуальными системами охлаждения, а сменная вставка выполняет роль входной кромки лопатки с обеспечением уступа по потоку по отношению к профилю лопатки, при этом она выполнена с внутренней полостью и встроенным дефлектором с индивидуальной системой охлаждения, а на наружной части сменной вставки установлен кронштейн, кроме того дополнительно на наружной полке лопатки выполнен прямоугольный паз с возможностью установки в него наружной части сменной вставки, повторяющей его форму, а на внутренней полке лопатки выполнено глухое центровочное отверстие с возможностью фиксации в нем выступающего элемента цилиндрической формы, расположенного на нижней части сменной вставки, дополнительно входная кромка сменной вставки содержит не менее пяти диффузоров с возможностью установки в них датчиков и не менее пяти каналов вывода проводников подключения датчиков. Изобретение обеспечивает повышение надёжности и технологичности используемой при препарировании охлаждаемой сопловой лопатки турбины высокого давления турбореактивного двигателя со сменной носовой частью для стендовых испытаний. 3 ил.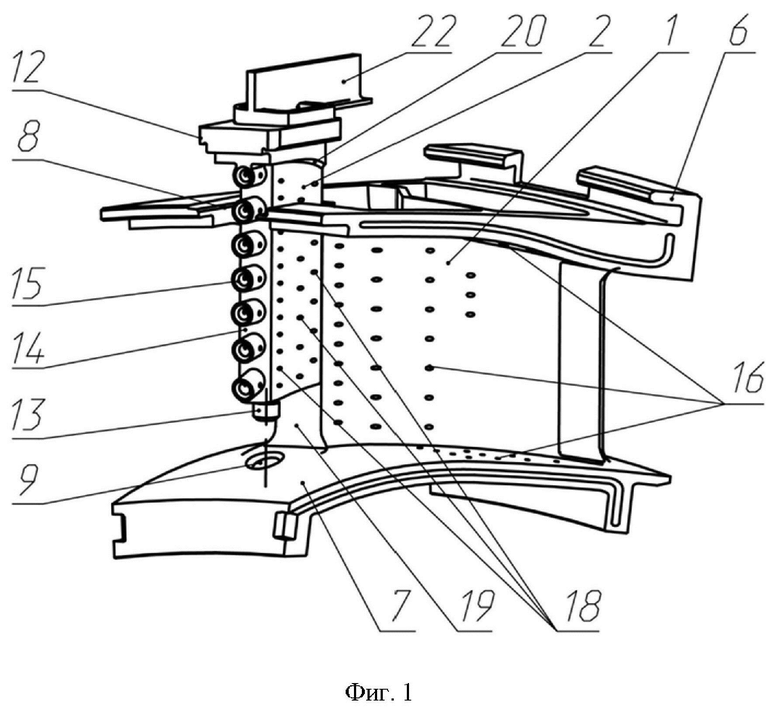
Охлаждаемая сопловая лопатка турбины высокого давления турбореактивного двигателя со сменной носовой частью для стендовых испытаний, содержащая полое перфорированное перо с возможностью установки дефлекторов и перфорированные наружную и внутреннюю полки, отличающаяся тем, что полое перфорированное перо выполнено сборным, содержащим лопатку и сменную вставку, причем лопатка выполнена с двумя полостями с индивидуальными системами охлаждения, а сменная вставка выполняет роль входной кромки лопатки с обеспечением уступа по потоку по отношению к профилю лопатки, при этом она выполнена с внутренней полостью и встроенным дефлектором с индивидуальной системой охлаждения, а на наружной части сменной вставки установлен кронштейн, кроме того дополнительно на наружной полке лопатки выполнен прямоугольный паз с возможностью установки в него наружной части сменной вставки, повторяющей его форму, а на внутренней полке лопатки выполнено глухое центровочное отверстие с возможностью фиксации в нем выступающего элемента цилиндрической формы, расположенного на нижней части сменной вставки, дополнительно входная кромка сменной вставки содержит не менее пяти диффузоров с возможностью установки в них датчиков и не менее пяти каналов вывода проводников подключения датчиков.
| ВПАЯННЫЙ ТЕПЛОПЕРЕДАЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОХЛАЖДАЕМЫХ КОМПОНЕНТОВ ТУРБИНЫ | 2017 |
|
RU2740069C1 |
| Устройство для контроля электрической стыковой сварки | 1937 |
|
SU53724A1 |
| ЛОПАТКА, ОСНАЩЕННАЯ СИСТЕМОЙ ОХЛАЖДЕНИЯ, СООТВЕТСТВУЮЩИЕ НАПРАВЛЯЮЩИЙ СОПЛОВОЙ АППАРАТ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2016 |
|
RU2715464C2 |
| СПОСОБ ОЦИФРОВЫВАНИЯ ИЗОБРАЖЕНИЯ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2452026C1 |
| US 4595298 A, 17.06.1986. | |||

