ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к: композиции для формования методом окунания; способу изготовления перчатки и перчатке.
УРОВЕНЬ ТЕХНИКИ
[0002] В общем, технологии изготовления перчатки способом формования методом окунания с использованием карбоксилированного акрилонитрил-бутадиенового сополимера (далее также называемого «XNBR») с поликарбодиимидом в качестве органического сшивающего агента включают в себя технологии, описанные в Патентных документах 1-6. Перчатка, полученная в результате сшивания с использованием поликарбодиимида, далее называется «перчатка, сшитая поликарбодиимидом».
Обычные резиновые перчатки, сшитые с использованием серы с ускорителем вулканизации на основе серы, например, тиурамовой смеси или тиазола, вызывают аллергию IV типа; в связи с этим были изучены перчатки без ускорителя вулканизации, которые способны заменить такие резиновые перчатки. В технологиях, описанных в Патентных документах 1-6, используются ковалентные связи, образованные в ходе реакции поликарбодиимида.
В этих Патентных документах для изготовления перчатки, сшитой поликарбодиимидом, используют гидроксид аммония в качестве модификатора pH вместо гидроксида калия (KOH), который, как правило, используют при изготовлении XNBR-перчатки с использованием обычного сшивающего агента на основе серы.
В частности, в Патентных документах 5 и 6 необходимо использовать гидроксид аммония в качестве модификатора pH. Причина этого заключается в том, что считалось необходимым использовать летучее основание, например, аммиак, в качестве модификатора pH при сшивании поликарбодиимида с карбоксильными группами.
В Патентном документе 3 описаны примеры, в которых во время изготовления композиции для формования методом окунания, содержащей раствор гидроксида калия, добавили 1-этил-3-(3-диметиламинопропил)карбодиимид (EDC), и изготовили изделие, полученное формованием методом окунания, с использованием полученной композиции для формования методом окунания. Однако EDC имеет только одну карбодиимидную группу и, следовательно, не соответствует поликарбодиимидному соединению; в связи с этим считается, что использование EDC не вызывает реакцию сшивания.
Кроме того, в качестве примера использования поликарбодиимидного соединения в Патентном документе 3 описан пример, в котором во время изготовления латексной композиции, модифицированной карбоновой кислотой сополимера нитрила, т.е. во время синтеза модифицированного карбоновой кислотой сополимера нитрила, добавили поликарбодиимидное соединение. Однако считается, что поликарбодиимидное соединение использовалось только в качестве сшивающего агента модифицированного карбоновой кислотой сополимера нитрила и, следовательно, не участвовало в реакции сшивания для изготовления изделия, полученного формованием методом окунания.
[0003] Реакция сшивания между карбоксильной группой XNBR и поликарбодиимидом кратко описана ниже.
Как в приведенной выше формуле, для инициирования реакции поликарбодиимид необходимо разделить на H+ и карбоксильную группу (-COOH) XNBR и тем самым привести карбоксильную группу в свободное состояние. Как описано ниже, фактическое сшивание перчатки, сшитой поликарбодиимидом, происходит на этапе отверждения. На этом этапе большая часть карбоксильных групп XNBR обычно образует соли с кальцием, полученным из коагулянта, и металлическим сшивающим агентом, например, цинком. Поликарбодиимид может осуществлять сшивание только с оставшимися карбоксильными группами XNBR.
При использовании гидроксида аммония в качестве модификатора pH аммиак, образующий соль аммония (-COO-NH4+) с XNBR, улетучивается, и соль превращается обратно в карбоксильную группу (-COOH), в результате чего обеспечиваются карбоксильные группы, способные осуществлять сшивание с поликарбодиимидом.
При этом при использовании гидроксида калия в качестве модификатора pH он образует соль калия (-COOK) с XNBR и, следовательно, не может осуществлять сшивание с поликарбодиимидом. Считается, что в результате не обеспечивается достаточное количество карбоксильных групп, которые могут осуществлять сшивание с поликарбодиимидом.
[0004] В общем, поликарбодиимид используется в качестве сшивающего агента в водных красках. Использование поликарбодиимида в водных красках также основано на реакции между карбоксильными группами и поликарбодиимидом. Реакция сшивания при изготовлении перчатки, сшитой поликарбодиимидом, отличается от реакции сшивания в водных красках с точки зрения температуры сшивания и т.п.; однако эти реакции сшивания проводят в по существу одинаковых условиях, например, в среде с нейтральным pH.
Другими словами, для сшивания водной краски, содержащей карбоксильные группы, с карбодиимидными группами необходимо отрегулировать pH до слабокислого или нейтрального, а, что касается модификатора pH, используемого в этом способе, в Непатентном документе 1 сказано «сшивание покрывающей пленки не происходит, когда покрывающая пленка нейтрализуется натрием; однако сшивание покрывающей пленки, нейтрализованной аммиаком, триэтиламином или т.п. происходит при нормальной температуре».
Что касается модификатора pH в реакции между поликарбодиимидом и карбоксильным функциональным полимером, в Непатентном документе 2 сказано «целесообразно использовать летучее основание». Кроме того, в отношении модификатора pH сказано «Реакция не происходит, когда в смешанный раствор CHDA и поликарбодиимида добавлен NaOH. Это свидетельствует о том, что депротонированная карбоксильная группа не вступает в реакцию с карбодиимидной группой»; однако также сказано «Реакция происходит при добавлении триэтиламина, который представляет собой летучее основание, и это легко объясняется тем фактом, что карбоксильные группы первоначально депротонируются, а затем снова протонируются при улетучивании основания».
В Непатентном документе 3 описан «CARBODILITE» водного типа, производимый компанией Nisshinbo Chemical Inc. В этом документе сказано следующее: «Реакция с водной краской представляет собой реакцию карбоксильных групп (-COOH) и солей аминов, содержащихся в основном агенте краски, с карбодиимидными группами (-N=C=N-), содержащимися в «CARBODILITE» и «... не реагирует c солью металла карбоксильной группы (-COONa) даже при нагревании».
[0005] В Патентных документах 5 и 6, например, раскрыты особые способы изготовления, необходимые для изготовления перчаток путем формования методом окунания с использованием поликарбодиимида с гидроксидом аммония в качестве модификатора pH. Отличительные признаки изобретения, раскрытые в этих документах, описаны ниже.
Первым отличительным признаком является то, что предотвращается дезактивация поликарбодиимида за счет включения в него гидрофильного сегмента даже в воде до этапа отверждения, и гидрофильный сегмент открывается путем сушки на этапе отверждения для инициирования реакции сшивания. Для этого необходимо применить условия, в которых гелеобразование выполняется без сушки при сшивании поликарбодиимида, хотя при обычном изготовлении перчаток сушка на этапе гелеобразования выполняется при относительно высокой температуре.
Что касается гидроксида аммония, используемого в качестве модификатора pH, он образует соли аммония (-COO-NH4+) с карбоксильными группами XNBR; однако, поскольку соли аммония распадаются при нагревании, и, следовательно, аммиак улетучивается, необходимо исключить высокую температуру, особенно на этапе гелеобразования.
[0006] Второй отличительный признак связан с тем, что поликарбодиимид может осуществлять сшивание только с карбоксильными группами (-COOH) XNBR. При изготовлении перчаток большая часть карбоксильных групп XNBR образуют соли металлов с кальцием, цинком и т.п. во время отверждения; однако -COO-NH4+ распадается при нагревании до улетучивания аммиака, при этом превращаясь в карбоксильную группу (-COOH), в результате чего обеспечиваются карбоксильные группы, которые могут осуществлять сшивание с поликарбодиимидом.
[0007] В отличие от этого способ и условия изготовления перчатки, сшитой поликарбодиимидом, с использованием гидроксида аммония в качестве модификатора pH в общем являются такими же, но отличаются в деталях от способа и условий изготовления XNBR-перчатки с использованием обычного ускорителя вулканизации на основе серы. Соответственно, производственное оборудование, условия изготовления и ноу-хау производителей перчаток, которые установлены на основе изготовления XNBR перчаток с использованием обычного ускорителя вулканизации на основе серы, отличаются, и изменения принимаются не так просто. В частности, постепенно стало понятно, что, поскольку гидроксид аммония представляет собой летучее вещество, сложно регулировать pH, а снижение pH во время окунания приводит к снижению прочности на растяжение и усталостной долговечности полученных перчаток. В дополнение, что касается температурных условий гелеобразования, необходимо не только изменить условия из-за свойств поликарбодиимида, но и установить условия, при которых улетучивание аммиака будет предотвращено в максимальной степени. Также существуют проблемы раздражающего запаха аммиак и потенциальной коррозии оборудования. Кроме того, со стороны производителей существует большой спрос на использование накопленных технологий и ноу-хау обычного изготовления перчаток за исключением изменений условий изготовления из-за свойств поликарбодиимида.
ДОКУМЕНТЫ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0008] [Патентный документ 1] Публикация нерассмотренной заявки на патент Японии (перевод заявки PCT) № 2015-513486
[Патентный документ 2] Публикация нерассмотренной заявки на патент Японии № 2013-203914
[Патентный документ 3] Патент Кореи № 10-1687866
[Патентный документ 4] Публикация нерассмотренной заявки на патент Японии № 2015-187227
[Патентный документ 5] WO 2017/217542
[Патентный документ 6] WO 2018/117109
НЕПАТЕНТНЫЕ ДОКУМЕНТЫ
[0009] [Непатентный документ 1] Crosslinking Reaction Handbook, Yasuharu Nakayama, July 30, 2013, published by Maruzen Publishing Co., Ltd., page 265
[Непатентный документ 2] W. Posthumus et al., Progress in Organic Coatings 58 (2007), 231-236
[Непатентный документ 3] Control of Reaction and Structure of Crosslinks, January 31, 2014, edited Chiharu Terada, published by Technical Information Instituted Co., Ltd., page 105
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0010] В способах изготовления XNBR-перчаток на протяжении многих лет использовались сшивающие агенты на основе серы, существующее оборудование, процессы и условия изготовления в целом определялись на основе обширного накопления технологий, и в таких обстоятельствах в качестве модификаторов pH использовались гидроксиды щелочных металлов.
При этом настоящее изобретение направлено на обеспечение возможности изготовления перчатки, имеющей желаемые характеристики, с использованием гидроксида щелочного металла в качестве модификатора pH при изготовлении перчатки, сшитой поликарбодиимидом, что было невозможно представить в традиционном подходе.
СРЕДСТВО РЕШЕНИЯ ПРОБЛЕМ
[0011] То есть настоящее изобретение относится к следующему.
[1] Композиция для формования методом окунания, содержащая, по меньшей мере:
эластомер, который содержит структурное звено, полученное из (мет)акрилонитрила, структурное звено, полученное из ненасыщенной карбоновой кислоты, и структурное звено, полученное из бутадиена, в основной цепи полимера;
поликарбодиимид;
гидроксид щелочного металла; и
воду,
в которой
эластомер содержит структурное звено, полученное из (мет)акрилонитрила, в количестве от 20 до 40% по массе, структурное звено, полученное из ненасыщенной карбоновой кислоты, в количестве от 1 до 10% по массе и структурное звено, полученное из бутадиена, в количестве от 50 до 75% по массе,
поликарбодиимид включает в себя по меньшей мере один поликарбодиимид, содержащий гидрофильный сегмент в своей молекулярной структуре, и добавлен в количестве, превышающем 0,2% по массе, но составляющем 4,0% по массе или менее относительно общего содержания сухого вещества в композиции для формования методом окунания, и
композиция для формования методом окунания имеет pH от 9,5 до 10,5.
[2] Композиция для формования методом окунания по пункту [1], содержащая оксид цинка и/или алюминиевый комплекс в качестве металлического сшивающего агента в количестве от 0,2 до 7,0% по массе относительно общего содержания сухого вещества в композиции для формования методом окунания.
[3] Композиция для формования методом окунания по пункту [1] или [2], в которой гидроксид щелочного металла представляет собой гидроксид калия.
[4] Композиция для формования методом окунания по любому из пунктов [1]-[3], в которой количество карбодиимидных функциональных групп составляет 5 или более на молекулу поликарбодиимида, и мицеллы, образованные из поликарбодиимида, имеют средний размер частиц от 5 до 30 нм.
[5] Способ изготовления перчатки, причем способ включает в себя:
(1) этап, на котором обеспечивают прилипание коагулянта, содержащего ионы кальция, к перчаточной форме;
(2) этап диспергирования, на котором перемешивают композицию для формования методом окунания;
(3) этап окунания, на котором погружают перчаточную форму, к которой на этапе (1) прилип коагулянт, в композицию для формования методом окунания для обеспечения агрегирования и прилипания композиции для формования методом окунания к перчаточной форме;
(4) этап гелеобразования, на котором оставляют перчаточную форму, к которой прилипла композиция для формования методом окунания, при температуре от 40 до 120°C в течение периода от 20 секунд до 4 минут для образования предшественника отвержденной пленки на перчаточной форме;
(5) этап выщелачивания, на котором промывают предшественник отвержденной пленки, образованный на перчаточной форме, водой при температуре от 40 до 70°C в течение периода от 1,5 минут до 4 минут;
(6) этап отбортовки, на котором формируют валик на манжетном участке полученной перчатки; и
(7) этап отверждения, на котором нагревают и сушат предшественник отвержденной пленки, подвергнутый этапу отбортовки, при температуре от 100 до 140°C в течение периода от 15 до 30 минут для получения отвержденной пленки,
в котором
этапы (3)-(7) выполняют в указанном порядке, и
композиция для формования методом окунания представляет собой композицию для формования методом окунания по любому из пунктов [1]-[4].
[6] Способ изготовления перчатки по пункту [5], в котором этапы (3) и (4) выполняют по меньшей мере дважды.
[7] Перчатка, изготовленная в соответствии со способом по пункту [5] или [6], причем перчатка имеет общее содержание калия и кальция 1,15% по массе или менее при толщине пленки от 50 до 100 мкм.
[8] Перчатка по пункту [7], имеющая прочность на растяжение 20 МПа или более, как определено в соответствии со способом испытания по стандартам ASTM, и имеющая усталостную долговечность 240 минут или более в испытании на усталостную долговечность.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0012] В соответствии с настоящим изобретением перчатка, имеющая превосходную усталостную долговечность без образования раздражающего запаха аммиака или коррозии оборудования, может быть получена с использованием гидроксида щелочного металла в качестве модификатора pH при изготовлении перчатки, сшитой поликарбодиимидом, что не рассматривалось как целесообразное решение в традиционной технологии сшивания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
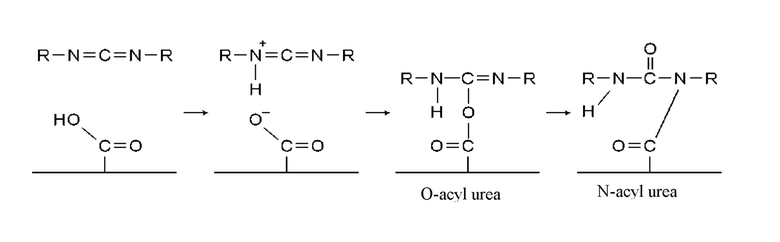
[0013] Фиг. 1A] Фиг. 1A представляет собой график, иллюстрирующий зависимость между временем выщелачивания и усталостной долговечностью отвержденных пленок при температуре выщелачивания 50°C.
[Фиг. 1B] Фиг. 1B представляет собой график, иллюстрирующий зависимость между временем выщелачивания и усталостной долговечностью отвержденных пленок при температуре выщелачивания 23°C.
[Фиг. 2A] Фиг. 2A представляет собой график, иллюстрирующий зависимость между общим содержанием калия и кальция в отвержденных пленках и усталостной долговечностью отвержденных пленок при температуре выщелачивания 50°C.
[Фиг. 2B] Фиг. 2B представляет собой график, иллюстрирующие зависимость между общим содержанием калия и кальция в отвержденных пленках и усталостной долговечностью отвержденных пленок при температуре выщелачивания 23°C.
[Фиг. 3] Фиг. 3 представляет собой виды в разрезе, которые схематически иллюстрируют один пример устройства для испытания на усталостную долговечность.
ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
[0014] 1. Композиция для формования методом окунания
Композиция для формования методом окунания в соответствии с одним вариантом выполнения настоящего изобретения главным образом используется в качестве жидкости для окунания, служащей в качестве исходного материала перчатки. Композиция для формования методом окунания представляет собой композицию, содержащую: эластомер, который содержит структурное звено, полученное из (мет)акрилонитрила, структурное звено, полученное из ненасыщенной карбоновой кислоты, и структурное звено, полученное из бутадиена, в основной цепи полимера; поликарбодиимид, содержащий гидрофильный сегмент в своей молекулярной структуре; гидроксид щелочного металла; и воду.
Композиция для формования методом окунания может дополнительно содержать в качестве возможного компонента (компонентов) другой компонент (компоненты), например, металлический сшивающий агент, и приведенное описание также описывает такую композицию для формования методом окунания, содержащую металлический сшивающий агент.
В дополнение к использованию для формования перчаток композиция для формования методом окунания в соответствии с одним вариантом выполнения настоящего изобретения также может использоваться для формования, например, медицинских изделий, например, сосок для бутылочек для кормления, капельниц, трубок и грелок; игрушек и спортивного оборудования, например, воздушных шаров, кукол и мячей; промышленных изделий, например, пакетов для прессования и пакетов для хранения газа; и изделий, полученных путем формования методом окунания, например, перчаток и напальчников для хирургического использования, бытового использования, сельскохозяйственного использования, рыболовного использования и промышленного использования.
[0015] (1) Латекс из карбоксилированного акрилонитрил-бутадиенового эластомера
Такой латекс представляет собой эмульсию, в которой диспергированы частицы полимера (мицеллы) диаметром от 50 до 250 нм, образованные в домене эмульгатора, например, додецилбензолсульфоновой кислоты, в ходе эмульсионной полимеризации акрилонитрила, бутадиена и карбоновой кислоты и заключенные в пленку из эмульгатора. Снаружи пленка является гидрофильной, тогда как внутри пленка является гидрофобной. В частицах карбоксильные группы ориентированы внутрь.
Вышеописанный латекс содержит воду и вышеописанный эластомер в качестве твердого компонента. Эластомер содержит по меньшей мере структурное звено, полученное из (мет)акрилонитрила, структурное звено, полученное из ненасыщенной карбоновой кислоты, и структурное звено, полученное из бутадиена, в основной цепи полимера. Эластомер также может далее называться просто «XNBR». Выражение «(мет)акрилонитрил» представляет понятие, которое охватывает как «акрилонитрил», так и «метакрилонитрил».
[0016] Что касается соотношения этих структурных звеньев, эластомер, используемый в одном варианте выполнения настоящего изобретения, предпочтительно содержит: структурное звено, полученное из (мет)акрилонитрила, а именно остаток (мет)акрилонитрила, в диапазоне от 20 до 40% по массе; структурное звено, полученное из ненасыщенной карбоновой кислоты, а именно остаток ненасыщенной карбоновой кислоты, в диапазоне от 1 до 10% по массе; и структурное звено, полученное из бутадиена, а именно остаток бутадиена, в диапазоне от 50 до 75% по массе.
Соотношения этих структурных звеньев может быть легко определено на основе массовых соотношений (соотношений содержания сухого вещества) соответствующих исходных материалов, используемых для изготовления эластомера, используемого в одном варианте выполнения настоящего изобретения.
[0017] Структурное звено, полученное из (мет)акрилонитрила, представляет собой элемент, который главным образом придает перчатке прочность, и слишком малое содержание этого элемента приводит к недостаточной прочности, тогда как слишком большое содержание улучшает химическую стойкость, но делает перчатку слишком жёсткой. Соотношение структурного звена, полученного из (мет)акрилонитрила, в эластомере составляет от 20 до 40% по массе, предпочтительно от 25 до 40% по массе. В обычных XNBR-перчатках соотношение структурного звена, полученного из (мет)акрилонитрила, обычно составляет от 25 до 30% по массе; однако в последние годы были разработаны XNBR, которые не только имеют высокую прочность за счет содержания структурного звена, полученного из (мет)акрилонитрила, в количестве 30% по массе или более, но также имеют хорошее относительное удлинение, и такие XNBR эффективны при изготовлении ультратонких перчаток. Содержание структурного звена, полученного из (мет)акрилонитрила, может быть определено путем преобразования количества атомов азота, определенного элементным анализом, в количество нитрильных групп.
[0018] Структурное звено, полученное из бутадиена, представляет собой элемент, который придает резиновой перчатке эластичность, и, как правило, эластичность теряется, когда соотношение этого структурного звена ниже 50% по массе. Соотношение структурного звена, полученного из бутадиена, в эластомере, используемом в одном варианте выполнения настоящего изобретения, более предпочтительно составляет от 60 до 75% по массе.
[0019] В обычной модели сшивания серой сера и бутадиен ковалентно связываются, а карбоксильные группы структурных звеньев, полученных из ненасыщенной карбоновой кислоты, ионно связываются с металлическим сшивающим агентом для повышения прочности на растяжение; однако в настоящем изобретении карбоксильные группы образуют ковалентные связи с поликарбодиимидом и тем самым главным образом способствуют повышению усталостной долговечности. Кроме того, при использовании металлического сшивающего агента металлический сшивающий агент ионно связывается с карбоксильными группами и тем самым образует сшитую структуру, которая способствует повышению прочности на растяжение. Кальций, полученный из описанного ниже коагулянта, также образует сшитую структуру со значительной частью карбоксильных групп.
Кроме того, когда, как в одном варианте выполнения настоящего изобретения, в качестве модификатора pH используется гидроксид щелочного металла вместо летучего аммиака или аминного соединения, которое считается необходимым компонентом в обычных перчатках, сшитых поликарбодиимидом, например, натрий и калий также связываются с карбоксильными группами; в связи с этим важной задачей является обеспечение карбоксильных групп, которые сшиваются с поликарбодиимидом.
Для сохранения физических свойств резиновой перчатки в качестве готового изделия, имеющего соответствующее количество сшитых структур, содержание структурного звена, полученного из ненасыщенной карбоновой кислоты, предпочтительно составляет от 1 до 10% по массе, более предпочтительно от 4 до 6% по массе, в эластомере, используемом в одном варианте выполнения настоящего изобретения. Содержание структурного звена, полученного из ненасыщенной карбоновой кислоты, может быть определено путем количественного определения карбоксильных групп и карбонильных групп, полученных из карбоксильных групп, путем инфракрасной (ИК) спектроскопии или т.п.
В случае перчаток, сшитых поликарбодиимидом, кальций, полученный из коагулянта, щелочной металл, полученный из модификатора pH, и металлический сшивающий агент (при использовании) конкурируют друг с другом в отношении сшивания с поликарбодиимидом; в связи с этим, чем больше содержание структурного звена, полученного из ненасыщенной карбоновой кислоты, в эластомере, тем более предпочтительно.
[0020] Ненасыщенная карбоновая кислота, образующая структурное звено, полученное из ненасыщенной карбоновой кислоты, особо не ограничена и может представлять собой монокарбоновую кислоту или поликарбоновую кислоту. Более конкретные примеры ненасыщенной карбоновой кислоты включают в себя акриловую кислоту, метакриловую кислоту, кротоновую кислоту, малеиновую кислоту и фумаровую кислоту. Среди них предпочтительно используется акриловая кислота и/или метакриловая кислота (далее совместно называемые «(мет)акриловая кислота»), и более предпочтительно используется метакриловая кислота.
Структурное звено, полученное из бутадиена, предпочтительно представляет собой структурное звено, полученное из 1,3-бутадиена.
[0021] Предпочтительно, чтобы основная цепь полимера по существу состояла из структурного звена, полученного из (мет)акрилонитрила, структурного звена, полученного из ненасыщенной карбоновой кислоты, и структурного звена, полученного из бутадиена; однако основная цепь полимера также может содержать структурное звено, полученное из другого полимеризуемого мономера.
В эластомере, используемом в одном варианте выполнения настоящего изобретения, структурное звено, полученное из другого полимеризуемого мономера, содержится в количестве, предпочтительно не превышающем 30% по массе, более предпочтительно не превышающем 20% по массе, еще более предпочтительно не превышающем 15% по массе.
[0022] В настоящем изобретении содержание остатков акрилонитрила (AN) и остатков ненасыщенной карбоновой кислоты (MMA) может быть количественно определено следующим способом.
Каждый эластомер сушат для получения пленки. Эту пленку анализируют путем ИК-спектроскопии с преобразованием Фурье (FT-IR) для измерения поглощения (Abs) при длине волны поглощения 2237 см-1, которое обусловлено акрилонитрильными группами, и поглощения (Abs) при длине волны поглощения 1699 см-1, которое обусловлено карбоксилатными группами, для определения содержания остатков акрилонитрила (AN) и остатков ненасыщенной карбоновой кислоты (MMA).
[0023] Содержание остатков акрилонитрила (%) определяют на основе заранее полученной калибровочной кривой. Калибровочную кривую получают с использованием образцов, полученных путем добавления полиакриловой кислоты в качестве внутреннего стандартного вещества в каждый эластомер, и имеющих известное количество акрилонитрильных групп. Содержание остатков ненасыщенной карбоновой кислоты вычисляют с использованием следующей формулы:
Содержание остатков ненасыщенной карбоновой кислоты (% по массе) = [Abs(1699 см-1)/Abs(2237 см-1)]/0,2661
В этой формуле коэффициент 0,2661 является значением, вычисленным на основе калибровочной кривой, полученной с использованием множества образцов, каждый из которых имеет известное соотношение ненасыщенных карбоксилатных групп и акрилонитрильных групп.
[0024] Примеры другого полимеризуемого мономера, который может предпочтительно использоваться, включают в себя ароматические виниловые мономеры, например, стирол, α-метил-стирол и диметилстирол; амиды этиленненасыщенных карбоновых кислот, например, (мет)акриламид и N,N-диметилакриламид; алкил-эфирные мономеры этиленненасыщенных карбоновых кислот, например, метил(мет)акрилат, этил(мет)акрилат, бутил(мет)акрилат и 2-этилгексил(мет)акрилат; и винилацетат. Эти мономеры могут использоваться по отдельности или в любом сочетание двух или более из них.
[0025] Эластомер, используемый в одном варианте выполнения настоящего изобретения, может быть получен в соответствии с традиционным способом путем эмульсионной полимеризации ненасыщенной карбоновой кислоты (например, (мет)акрилонитриловой или (мет)акриловой кислоты), бутадиена (например, 1,3-бутадиена) и при необходимости другого полимеризуемого мономера (мономеров) с использованием эмульгатора, инициатора полимеризации, модификатора молекулярной массы и т.п., которые обычно используются. При этой эмульсионной полимеризации добавляют воду в таком количестве, которое обеспечивает содержание сухого вещества предпочтительно от 30 до 60% по массе, более предпочтительно от 35 до 55% по массе.
После синтеза эластомера, используемого в одном варианте выполнения настоящего изобретения, полученный эмульсионный полимеризационный раствор может непосредственно использоваться в качестве эластомерного компонента композиции для формования методом окунания.
[0026] Эмульгатор имеет гидрофобную группу и гидрофильную группу в качестве поверхностно-активного вещества и в своем домене образует пленку, которая окружает частицы в латексе, причем внутри частицы являются гидрофобными.
В этом процессе молекулы поликарбодиимида защищены гидрофильным сегментом и существуют в воде. В связи с этим для инициирования реакций сшивания на этапе окончательного отверждения необходимо не только ориентировать карбоксильные группы эластомера снаружи частиц с использованием модификатора pH, но также максимально удалить пленку из эмульгатора, тем самым подготавливая среду, в которой поликарбодиимид и металлический сшивающий агент, добавленный при необходимости, могут сшиваться друг с другом.
Примеры эмульгатора включают в себя анионные поверхностно-активные вещества, например, додецилбензолсульфонаты и алифатические сульфонаты; и неионогенные сульфонаты, например, простые алкиловые эфиры полиэтиленгликоля и сложные алкиловые эфиры полиэтиленгликоля, и предпочтительно используется анионное поверхностно-активное вещество.
[0027] Инициатор полимеризации особо не ограничен при условии, что он представляет собой инициатор радикальной полимеризации, и его примеры включают в себя неорганические пероксиды, например, персульфат аммония и суперфосфат калия; органические пероксиды, например, трет-бутилпероксид, гидропероксид кумола, гидропероксид гексагидропарацимола, трет-бутил-кумилпероксид, бензоилпероксид, 3,5,5-триметилгексаноилпероксид и трет-бутилпероксиизобутират; и азосоединения, например, азобисизобутиронитрил, азобис-2,4-диметил-валеронитрил, азобисциклогексанкарбонитрил и метил азобисизобутират.
[0028] Примеры модификатора молекулярной массы включают в себя меркаптаны, например, трет-додецилмеркаптан и н-додецилмеркаптан; и галогенированные углеводороды, например, четыреххлористый углерод, метиленхлорид и метиленбромид, среди которых предпочтительны меркаптаны, например, трет-додецилмеркаптан и н-додецилмеркаптан.
[0029] Далее будут описаны характеристики предпочтительного эластомера, используемого в перчатке, сшитой поликарбодиимидом, в соответствии с одним вариантом выполнения настоящего изобретения.
<Выбор эластомера на основе вязкости по Муни (ML(1+4) (100°C))>
В перчатке значительная часть карбоксильных групп эластомера за исключением частей, сшитых различными сшивающими агентами, сшивается с кальцием, который является коагулянтом (при использовании коагулянта, содержащего ионы кальция). В случае, когда металлический сшивающий агент не используется, прочность на растяжение сохраняется за счет сшивания кальцием.
Известно, что прочность на растяжение, обусловленная наличием сшивок кальцием, по существу пропорциональна вязкости по Муни эластомера. Когда не выполняется сшивание с использованием поликарбодиимида, использование эластомера, имеющего вязкость по Муни 80 единиц, обеспечивает прочность на растяжение полученной перчатки около 15 МПа, тогда как использование эластомера, имеющего вязкость по Муни 100 единиц, обеспечивает прочность на растяжение около 20 МПа. В связи с этим предпочтительно выбирать эластомер, имеющий вязкость по Муни около 100-150 единиц.
Верхний предел вязкости по Муни составляет около 220 единиц, поскольку предел измерения самой вязкости по Муни составляет 220 единиц, и слишком высокая вязкость по Муни вызывает проблемы, связанные с формуемостью. При этом при использовании эластомера, имеющего слишком низкую вязкость по Муни, не может быть достигнута достаточная прочность на растяжение.
В настоящем изобретении вязкость по Муни измеряют следующим способом.
<Способ измерения вязкости по Муни>
В 200 мл насыщенного водного раствора смеси нитрата кальция и карбоната кальция в соотношении 4:1, перемешиваемого при комнатной температуре, по каплям добавляют каждый эластомерный латекс (XNBR) с использованием пипетки до выпадения в осадок твердого каучука. Выпавший в осадок твердый каучук извлекают и промывают 10 раз примерно в 1 литре ионообменной воды при перемешивании, после чего твердый каучук дегидратируют путем сжатия и затем сушат в вакууме (при температуре 60°C в течение 72 часов), в результате чего получают образец каучука для проведения измерений. Полученный образец каучука несколько раз пропускают через 6-дюймовые ролики, имеющие температуру 50°C и расстояние между роликами около 0,5 мм, пока каучук не осядет, и определяют вязкость по Муни этого образца каучука при температуре 100°C с использованием вращающегося устройства большого диаметра в соответствии с документом JIS K6300-1:2001 «Rubber, Unvulcanized - Physical Property - Part 1: Determination of Mooney viscosity and pre-vulcanization characteristics with Mooney viscometer».
[0030] <Линейный эластомер с небольшим количеством разветвленных цепей>
Сера может легко проникать в частицы XNBR и образовывать сшивки внутри частиц. Кроме того, при разрыве пленки из эмульгатора сера также может образовывать сшивки между частицами. С другой стороны, в композиции для формования методом окунания, поскольку поликарбодиимид, существующий в гидрофильной области, имеет большую молекулярную массу и, следовательно, непросто встраивается в частицы, считается, что поликарбодиимид по существу образует многопозиционные сшивки между частицами. В дополнение, из-за хорошей усталостной долговечности полученной отвержденной пленки считается, что сшивание происходит в частицах XNBR во время этапа отверждения способа изготовления. Соответственно, в настоящем изобретении при использовании поликарбодиимида для обеспечения поликарбодиимиду возможности легко встраиваться в частицы эластомера предпочтительно использовать линейный эластомер, имеющий лишь небольшое количество разветвленных цепей.
Что касается способа изготовления эластомера, имеющего небольшое количество разветвленных цепей, производители латекса предпринимали различные попытки. Например, считается, что низкотемпературный каучук, имеющий низкую температуру полимеризации (температура полимеризации от 5 до 25°C), более предпочтителен, чем высокотемпературный каучук (температура полимеризации от 25 до 50°C).
[0031] <Гель-фракция (содержание нерастворимого в МЭК компонента) эластомера>
В эластомере, используемом в одном варианте выполнения настоящего изобретения, чем меньше гель-фракция, тем он более предпочтителен.
Содержание нерастворимого в метилэтилкетоне (МЭК) компонента предпочтительно составляет 40% по массе или менее, более предпочтительно 10% по массе или менее. Здесь следует отметить, что содержание нерастворимого в МЭК компонента не связано с прочностью на растяжение, например, вязкостью по Муни. В настоящем изобретении содержание нерастворимого в МЭК компонента определяют следующим способом.
Содержание нерастворимого (гель) в метилэтилкетоне (МЭК) компонента может быть измерено следующим образом. Сухой образец XNBR-латекса в количестве 0,2 г помещают в сетчатую корзину (80 ячеек на дюйм), масса которой известна, и корзину полностью погружают в 80 мл растворителя МЭК в лабораторном стакане объемом 100 мл. Затем лабораторный стакан закрывают парафильмом и оставляют на 24 часа в вытяжном шкафу. После этого извлекают сетчатую корзину из лабораторного стакана, подвешивают в вытяжном шкафу и сушат в течение 1 часа. После вакуумной сушки корзины при температуре 105°C в течение 1 часа определяют ее массу, и определяют массу сухого образца XNBR-латекса после погружения путем вычитания массы корзины из измеренной массы.
Затем вычисляют соотношение содержания нерастворимого в МЭК компонента (нерастворимое содержимое) с использованием следующей формулы:
Соотношение содержания нерастворимого компонента (% по массе) = (Масса после погружения (г)/Масса перед погружением (г)) × 100
Сухой образец XNBR-латекса получают следующим образом. В бутылке объемом 500 мл перемешивают исследуемый XNBR-латекс в течение 30 минут при скорости вращения 500 об/мин, а затем отмеряют 14 г латекса в ванночке из нержавеющей стали размером 180 мм × 115 мм и сушат в течение 5 дней при температуре 23°C ± 2°C и относительной влажности RH 50 ± 10% для получения отлитой пленки, после чего из этой отлитой пленки вырезают квадрат размером 5 мм для получения образца сухого XNBR-латекса.
[0032] <Синерезис эластомера>
Эластомер, используемый в одном варианте выполнения настоящего изобретения, образует частицы, имеющие размер около 50-250 нм, в виде водной эмульсии. Эластомеры включают в себя эластомеры, имеющие высокие свойства синерезиса, и эластомеры, имеющие низкие свойства синерезиса. Вообще говоря, чем выше свойства синерезиса, тем более равномерно сшиваются частицы эластомера за более короткий период при более низкой температуре на этапе отверждения.
Такая же тенденция также наблюдается в случае сшивания с поликарбодиимидом в соответствии с одним вариантом выполнения настоящего изобретения. Когда эластомер имеет низкие свойства синерезиса, сшивание не происходит в достаточной степени, и в некоторых случаях не обеспечивается удовлетворительная усталостная долговечность. Даже при использовании такого эластомера, имеющего низкие свойства синерезиса, усталостная долговечность и прочность на растяжение могут быть значительно улучшены агентом (100°C, в течение 22 часов). Это означает, что поликарбодиимид, имеющий гидрофильный сегмент, присутствует в полученной перчаточной пленке, кроме тех случаев, когда поликарбодиимид высушен, и гидрофильный сегмент в связи с этим открыт.
Однако при использовании эластомера, имеющего высокие свойства синерезиса, при сшивании поликарбодиимидом необходимо установить условия на этапе гелеобразования так, чтобы эластомер чрезмерно не высушивался, и гидрофильный сегмент поликарбодиимида не открывался. Соответственно, при использовании эластомера, имеющего высокие свойства синерезиса, необходимо выполнять этап гелеобразования в условии относительно низкой температуры, и может быть целесообразно использовать увлажнитель в случае выполнения этапа гелеобразования в условии относительно высокой температуры.
При этом при использовании эластомера, имеющего низкие свойства синерезиса, отсутствует проблема выполнения этапа гелеобразования при относительно высокой температуре; однако необходимо установить такие условия, которые обеспечивают осуществление сшивания в достаточной степени, например, путем увеличения температуры на этапе отверждения.
Кроме того, меньший средний размер частиц XNBR приводит к более низким свойствам синерезиса; однако, поскольку он приводит к большей удельной площади поверхности, прочность сшивок между частицами повышается.
[0033] <Содержание элементарной серы в эластомере>
В эластомере, используемом в одном варианте выполнения настоящего изобретения, содержание элементарной серы, определенное путем нейтрализационного титрования газа сгорания, предпочтительно составляет 1% по массе или менее в расчете на массу эластомера. Содержание элементарной серы может быть определено способом, в котором позволяют раствору перекиси водорода, в который добавлен смешанный индикатор, поглощать газ сгорания, полученный при сгорании 0,01 г образца эластомера в воздухе при температуре 1350°C в течение 10-12 минут, а затем выполняют нейтрализационное титрование раствора перекиси водорода с использованием 0,01 N водного раствора NaOH.
[0034] В композицию для формования методом окунания также может быть включено сочетание множества видов эластомеров. Соотношение содержания эластомера (эластомеров) в композиции для формования методом окунания особо не ограничено; однако оно предпочтительно составляет от 15 до 35% по массе или около того, более предпочтительно от 18 до 30% по массе, в расчете на общее количество композиции для формования методом окунания.
[0035] (2) Поликарбодиимид
Композиция для формования методом окунания в соответствии с одним вариантом выполнения настоящего изобретения содержит поликарбодиимид в качестве сшивающего агента. Поликарбодиимид, используемый в одном варианте выполнения настоящего изобретения, состоит из основного фрагмента, который подвергается реакции сшивания с карбоксильной группой, и гидрофильного сегмента, добавленного к концу основного фрагмента. Конец может быть частично блокирован кэпирующим агентом.
Эти компоненты поликарбодиимида будут описаны ниже.
[0036] <Основной фрагмент поликарбодиимида>
Химическая формула основного фрагмента поликарбодиимида, используемого в одном варианте выполнения настоящего изобретения, приведена ниже в форме диизоцианата.
(1) OCN-(R1-(N=C=N)-)m-R1-NCO
В этой формуле (1) -N=C=N- обозначает карбодиимидную группу, которая вступает в реакцию с карбоксильной группой XNBR.
В этой формуле R1 в качестве примера представлен описанными ниже диизоцианатами.
m представляет собой целое число от 4 до 20 и указывает степень полимеризации (количество карбодиимидных функциональных групп на молекулу поликарбодиимида). При регулировке m до 4 или выше поликарбодиимид может сшивать карбоксильные группы эластомера (XNBR), используемого в одном варианте выполнения настоящего изобретения, во множестве точек, и, следовательно, эластомер (XNBR), используемый в одном варианте выполнения настоящего изобретения, объединяется в сгусток. Это считается причиной, по которой достигается очень высокая усталостная долговечность по сравнению с использованием обычного двухпозиционного сшивающего агента.
Основной фрагмент поликарбодиимида обычно получается в ходе конденсационного декарбоксилирования диизоцианата и имеет изоцианатный остаток на обоих концах.
Диизоцианат может представлять собой, например, ароматический диизоцианат, алифатический диизоцианат, алициклический диизоцианат или их смесь. Конкретные примеры включают в себя 1,5-нафтилен диизоцианат, 4,4-дифенилметандиизоцианат, 4,4-дифенилдиметилметандиизоцианат, 1,3-фенилендиизоцианат, 1,4-фенилендиизоцианат, 2,4-толилендиизоцианат, 2,6-толилендиизоцианат, смесь 2,4-толилендиизоцианата и 2,6-толилендиизоцианата, гексаметилендиизоцианат, циклогексан-1,4-диизоцианат, ксилилендиизоцианат, изофорондиизоцианат, дициклогексилметан-4,4-диизоцианат, метилциклогександиизоцианат и тетраметилксилилендиизоцианат. С точки зрения устойчивости к погодным условиям предпочтительно использовать поликарбодиимид, полученный в ходе реакции конденсации, включающей декарбоксилирование алифатического или алициклического диизоцианата. Другими словами, поскольку вышеописанный диизоцианат не имеет двойной связи, то маловероятно, что поликарбодиимид, получаемый из него, будет разрушаться под действием ультрафиолетового излучения или т.п.
Одним из характерных видов диизоцианата является дициклогексилметан-4,4'-диизоцианат.
[0037] <Гидрофильный сегмент>
Карбодиимидные группы легко вступают в реакцию с водой; в связи с этим, в композиции для формования методом окунания в соответствии с одним вариантом выполнения настоящего изобретения для защиты карбодиимидных групп от воды, чтобы они не теряли способность вступать в реакцию с эластомером (XNBR), используемым в одном варианте выполнения настоящего изобретения, необходимо добавить гидрофильный сегмент к концам (изоцианатным группам) некоторых поликарбодиимидных молекул.
Следующая формула (2) показывает структуру гидрофильного сегмента.
(2) R2-O-(CH2-CHR3-O-)n-H
В этой формуле (2) R2 представляет алкильную группу, имеющую от 1 до 4 атомов углерода; R3 представляет атом водорода или метильную группу; и n представляет целое число от 5 до 30.
В композиции для формования методом окунания (жидкость для окунания/вода) гидрофильный сегмент служит для защиты карбодиимидных групп, окружая основной фрагмент поликарбодиимида, который легко вступает в реакцию с водой (структура ядро/оболочка).
При этом сушка вызывает открытие гидрофильного сегмента, что приводит к открытому состоянию карбодиимидных групп для вступления в реакцию. В связи с этим при изготовлении перчаток методом окунания в соответствии с настоящим изобретением важно уменьшать количество воды только после перехода к описанному ниже этапу отверждения и тем самым открывать гидрофильный сегмент и сшивать карбодиимидные группы с карбоксильными группами XNBR. С этой целью также эффективно добавлять описанный ниже увлажнитель в композицию для формования методом окунания на этапе гелеобразования и предотвращать сушку XNBR, имеющего высокие свойства синерезиса.
Гидрофильный сегмент может быть добавлен на обоих концах или на любом конце основного фрагмента. Кроме того, также может быть использована смесь поликарбодиимида, имеющего гидрофильный сегмент, и поликарбодиимида, не имеющего гидрофильного сегмента.
Конец, к которому не добавлен гидрофильный сегмент, блокируется кэпирующим агентом.
[0038] <Кэпирующий агент>
Кэпирующий агент представлен следующей формулой (3).
(3) (R4)2N-R5-OH
В этой формуле (3) R4 представляет алкиловую группу, имеющую не более 6 атомов углерода, и с точки зрения доступности R4 предпочтительно представляет алкиловую группу, имеющую не более 4 атомов углерода. R5 представляет алкилен, имеющий от 1 до 10 атомов углерода, или полиоксиалкилен.
[0039] <Количество карбодиимидных функциональных групп на молекулу, степень полимеризации, молекулярная масса и эквивалент>
Количество карбодиимидных функциональных групп в поликарбодиимиде, используемом в одном варианте выполнения настоящего изобретения, предпочтительно составляет 4 или более. Путем регулировки количества карбодиимидных функциональных групп до 4 или более безусловно выполняется многопозиционное сшивание, и удовлетворяются характеристики усталостной долговечности, необходимые на практике.
Количество карбодиимидных функциональных групп может быть определено на основе значений описанного ниже эквивалента поликарбодиимида и среднечисловой молекулярной массы.
Количество карбодиимидных функциональных групп на молекулу, которое представляет собой среднюю степень полимеризации поликарбодиимида (среднечисловая молекулярная масса/эквивалент карбодиимида), составляет 4 или более, предпочтительно 9 или более. Это необходимо для надлежащего формирования многопозиционных сшитых структур, что является отличительной особенностью перчатки в соответствии с одним вариантом выполнения настоящего изобретения, и, следовательно, для придания перчатке высокой усталостной долговечности.
Молекулярная масса поликарбодиимида предпочтительно составляет от 500 до 5000, более предпочтительно от 1000 до 4000 в пересчете на среднечисловую молекулярную массу.
Среднечисловая молекулярная масса может быть определена следующим образом путем ГПХ (рассчитана по полистиролу).
Измерительное устройство: HLC-8220GPC, производится компанией Tosoh Corporation
Колонки: SHODEX KF-G + KF-805L × 2 + KF-800D
Элюент: THF
Температура измерения: термостат колонок при температуре 40°C
Расход: 1,0 мл/мин
Концентрация: 0,1 мас./об.%
Растворимость: полное растворение
Предварительная обработка: Образец обрабатывают путем воздушной сушки в потоке азота и последующей вакуумной сушки при температуре 70°C в течение 16 часов, а затем фильтруют через фильтр 0,2 мкм перед измерением.
Датчик: дифференциальный рефрактометр (RI)
Среднечисловую молекулярную массу вычисляют с использованием стандартного образца монодисперсного полистирола.
[0040] С точки зрения усталостной долговечности эквивалент карбодиимида предпочтительно находится в диапазоне от 260 до 440.
Эквивалент карбодиимида представляет собой значение, вычисленное с использованием следующей формулы (I) из концентрации карбодиимидных групп, определенной способом обратного титрования с использованием щавелевой кислоты:
Эквивалент карбодиимида = Количество карбодиимидных групп (40) × 100/Концентрация карбодиимидных групп (%) (I)
В композиции для формования методом окунания в соответствии с одним вариантом выполнения настоящего изобретения поликарбодиимид добавляют в количестве, например, более 0,2% по массе, но составляющем 4,0% по массе или менее, предпочтительно от 0,3 до 2,5% по массе, более предпочтительно от 0,3 до 2,0% по массе, относительно содержания сухого вещества в композиции для формования методом окунания. Что касается диапазона этого количества, было подтверждено, что, в то время как экономическая целесообразность снижается, когда это количество составляет более 4,0% по массе, даже относительно небольшое количество, немного превышающее 0,2% по массе, может придать получаемой перчатке усталостную долговечность, превосходящую усталостную долговечность других перчаток на основе серы.
[0041] <Средний размер частиц поликарбодиимида>
В настоящем изобретении выражение «средний размер частиц» поликарбодиимида относится к среднему значению размера частиц отдельных мицелл, образованных поликарбодиимидом, которое измеряют способом динамического рассеяния света при следующих условиях.
Измерительное устройство: ZETASIZER Nano ZS (производится компанией Malvern Panalytical Ltd.)
Источник света: He-Ne (40 мВт) 633 нм
Температура измерения: 25°C
Вязкость дисперсионной среды: 0,887 сП (используется значение воды)
Коэффициент преломления дисперсионной среды: 1,33 (используется значение воды)
Подготовка образца: 100-кратное разбавление ионообменной водой
Средний размер частиц поликарбодиимида в соответствии с одним вариантом выполнения настоящего изобретения предпочтительно составляет от 5 до 30 нм.
Что касается поликарбодиимида, когда количество карбодиимидных функциональных групп на молекулу составляет 5 или более, а средний размер частиц составляет 30 нм или менее, ожидается, что даже по истечении определенного периода времени с момента приготовления композиции для формования методом окунания композиция для формования методом будет способна придавать высокую усталостную долговечность отвержденной пленке. В частности, когда поликарбодиимид и другие составляющие смешиваются для получения композиции для формования методом окунания, и по истечении определенного периода времени после этого ожидается, что усталостная долговечность отвержденной пленки, полученной из композиции для формования методом окунания по истечении определенного времени, не будет меньше усталостной долговечности отвержденной пленки, полученной из композиции для формования методом окунания до истечения этого времени.
[0042] (3) Модификатор pH
При изготовлении перчатки с использованием XNBR необходимо отрегулировать pH композиции для формования методом окунания до значения от 9,5 до 10,5 с использованием модификатора pH до завершения окунания.
Как правило, pH XNBR-латекса регулируют до значения от 8 до 8,5. В этом случае карбоксильные группы XNBR ориентируются с внутренней стороны частиц полимера; в связи с этим во время выполнения сшивания между частицами с использованием поликарбодиимида и при необходимости металлического сшивающего агента большее количество карбоксильных групп может быть ориентировано снаружи частиц XNBR по мере увеличения pH с использованием модификатора pH, в результате чего количество карбоксильных групп, участвующих в сшивании, может быть увеличено.
С другой стороны, в случае перчаток, сшитых поликарбодиимидом, усталостная долговечность обеспечивается ковалентными связями, образованными карбоксильными группами XNBR и поликарбодиимидом. При использовании металлического сшивающего агента, например, Zn, в сочетании с этим прочность на растяжение обеспечивается ионными связями, образованными карбоксильными группами XNBR и металлическим сшивающим агентом. При использовании металлического сшивающего агента, имеющего слабую тенденцию к ионизации, например, цинка, большая часть металлического сшивающего агента может эффективно сшиваться в зависимости от добавленного количества. Некоторые из Ca и щелочных металлов, имеющих сильную тенденцию к ионизации, впоследствии удаляются путем промывания водой на этапе выщелачивания; однако Ca и щелочные металлы, оставшиеся в предшественнике отвержденной пленки, связываются с карбоксильными группами.
При этом поликарбодиимид может ковалентно связываться только с карбоксильными группами, оставшимися несвязанными с Ca или щелочным металлом во время этапа отверждения.
Поликарбодиимид может придавать полученной отвержденной пленке высокую усталостную долговечность при очень небольшом количестве около 0,2% по массе относительно содержания сухого вещества в композиции для формования методом окунания. Однако при фактическом использовании гидроксида щелочного металла, например, гидроксида калия, в качестве модификатора pH в случае перчаток, сшитых поликарбодиимидом, перчатки имели низкую усталостную долговечность по сравнению с перчатками в случае использования гидроксида аммония. Постепенно стало понятно, что это обусловлено тем фактом, что сшиваемые карбоксильные группы XNBR связываются с кальцием, щелочным металлом или металлическим сшивающим агентом, добавленным в качестве возможного компонента, и это предотвращает достаточное участие поликарбодиимида в сшивании.
В связи с этим авторы настоящего изобретения изучили условия этапа выщелачивания, которые позволяют удалить кальций и щелочной металл (металлы), и рассмотрели возможность уменьшения общего количества кальция и щелочного металла (металлов), содержащегося в полученной отвержденной пленке, до определенного уровня или ниже.
В реальных экспериментах было установлено, что карбоксильные группы, сшиваемые с поликарбодиимидом, обеспечиваются путем регулировки общего содержания кальция и щелочного металла (металлов) в полученной отвержденной пленке до определенного уровня или ниже, в результате чего усталостная долговечность отвержденной пленки может быть значительно улучшена. Исходя из этого, было обнаружено, что можно использовать гидроксид щелочного металла в качестве модификатора pH в перчатке, сшитой поликарбодиимидом.
Этап выщелачивания является важным этапом, нацеленным на обеспечение равномерного сшивания на последующем этапе отверждения, например, путем удаления эмульгатора, образующего пленку из частиц XNBR, преобразования -COO-, ориентированного снаружи частиц XNBR, обратно в -COOH, и преобразования металлического сшивающего агента, который используется опционально, из комплексного иона в форму нерастворимого в воде гидроксида и, следовательно, удержания металлического сшивающего агента в полученной пленке. Кроме того, было установлено, что этап выщелачивания является наиболее важным этапом для уменьшения общего содержания Ca и щелочного металла (металлов) до определенного уровня или ниже в случае, когда поликарбодиимид сшивается с использованием гидроксида щелочного металла, например, гидроксида калия, в качестве модификатора pH, как в настоящем изобретении.
В настоящем изобретении pH композиции для формования методом окунания регулируют до значения от 9,5 до 10,5. Значение pH ниже 9,5 приводит к недостаточному сшиванию, и в связи с этим характеристики полученной перчатки не могут сохраняться. Значение pH выше 10,5 ухудшает стабильность латекса. При использовании гидроксида щелочного металла, например, гидроксида калия, в качестве модификатора pH гидроксид щелочного металла обычно регулируют водным раствором, имеющим концентрацию около 5% по массе. Содержание гидроксида щелочного металла в композиции для формования методом окунания составляет около 2 частей по массе при pH 10,0 и около 2,5 частей по массе при pH 10,5. Эти значения содержания являются такими же при использовании гидроксида калия в качестве гидроксида щелочного металла.
При сшивании между частицами XNBR предпочтительно повышать pH, чтобы ориентировать как можно больше карбоксильных групп XNBR снаружи; однако при использовании гидроксида щелочного металла в качестве модификатора pH увеличение добавляемого количества может потенциально на столько же увеличивать количество остаточного щелочного металла. В связи с этим, принимая во внимание оба этих аспекта, значение pH предпочтительно составляет около 10,0.
[0043] (4) Соединение цинка и/или соединение алюминия
(A) Соединение цинка
В предпочтительном варианте выполнения настоящего изобретения при добавлении небольшого количества соединения цинка в композицию для формования методом окунания в дополнение к вышеописанному поликарбодиимиду, например, может ожидаться улучшение прочности на растяжение отвержденной пленки, полученной на основе композиции для формования методом окунания, предотвращение набухания отвержденной пленки в растворе искусственного пота и улучшение непроницаемости отвержденной пленки для органических растворителей.
Примеры соединения цинка включают в себя оксид цинка и гидроксид цинка, и главным образом используется оксид цинка.
Оксид цинка, используемый в этом варианте выполнения настоящего изобретения, особо не ограничен, и как правило, может быть использован любой широко известный оксид цинка. Следует отметить, что содержание оксида цинка пропорционально первоначальной прочности на растяжение получаемой перчатки, и что в связи с этим прочность на растяжение перчатки может регулироваться путем изменения содержания оксида цинка. В частности, при изготовлении тонкой перчатки полученной перчатке можно придать желаемую прочность на растяжение путем увеличения количества добавляемого оксида цинка.
Реакция сшивания оксида цинка описана ниже.
При добавлении оксида цинка во время приготовления композиции для формования методом окунания, поскольку Zn главным образом образует [Zn(OH)3]- или [Zn(OH)4]2- и отрицательно заряжен, Zn не образует соль с карбоксильной группой эластомера (XNBR), содержащегося в композиции для формования методом окунания.
Однако на этапе выщелачивания уменьшение pH приводит к тому, что Zn удерживается в форме Zn(OH)2 в полученном предшественнике отвержденной пленки. Кроме того, путем сушки и нагревания на этапе отверждения карбоксильные группы XNBR и Zn2+ образуют сшивки посредством ионных связей.
Zn, в качестве металлического сшивающего агента, связывается с карбоксильными группами быстрее, чем Ca и щелочной металл, и стабильно существует после связывания. Даже если карбоксильные группы XNBR уже связаны с Ca или щелочным металлом, Zn может замещать Ca или щелочной металл для выполнения сшивания. В связи с этим считается, что добавленный Zn главным образом образует сшивки в полученной перчатке.
В композиции для формования методом окунания в соответствии с одним вариантом выполнения настоящего изобретения при добавлении оксида цинка, его количество обычно составляет, например, от 0,5 до 2,0 частей по массе, от 0,8 до 1,5 частей по массе относительно общего содержания сухого вещества в композиции для формования методом окунания. Количество 1,5 части по массе установлено для сохранения прочности на растяжение в случае изготовления ультратонкой отвержденной пленки.
[0044] (B) Соединение алюминия
В перчатке, сшитой поликарбодиимидом, соединение алюминия может использоваться таким же образом, как соединение цинка, например, с целью предотвращения снижения прочности в растворе искусственного пота, повышения прочности на растяжение и улучшения непроницаемости для органических растворителей.
Само соединение алюминия имеет более высокую прочность связывания, чем соединение цинка, и имеет эффект повышения усталостной долговечности отвержденной пленки; однако оно также делает перчатку твердой и хрупкой, и слишком большое количество может скорее снизить прочность на растяжение.
При использовании алюминия в качестве сшивающего агента ионы тетрагидроксоалюмината ([Al(OH)4]-; далее называемые «комплексным ионом алюминия»), могут присутствовать в композиции для формования методом окунания вместе со стабилизатором, который стабилизирует ионы тетрагидроксоалюмината.
В качестве материала комплексных ионов алюминия, например, может использоваться водный раствор алюмината или кислый водный раствор хлорида алюминия или т.п., который превращен в основной водный раствор с использованием щелочи.
В качестве стабилизатора может использоваться спиртовое соединение, гидроксикарбоновая кислота или ее соль. В частности, примеры спиртового соединения включают в себя сахарные спирты, например, сорбитол, сахариды, например, глюкозу, и многоатомные спирты, например, глицерин и этиленгликоль, а примеры гидроксикарбоновой кислоты включают в себя гликолевую кислоту, лимонную кислоту, яблочную кислоту и молочную кислоту. Материал комплексных ионов алюминия и стабилизатор могут быть добавлены в композицию для формования методом окунания в виде отдельных соединений, или может быть получен цитрат алюминия, лактат алюминия или т.п. и добавлен в основной форме.
Реакция алюминия с карбоксильной группой протекает по тому же механизму, что и в случае цинка. В композиции для формования методом окунания алюминий присутствует в форме комплексного иона; однако комплексный ион превращается в Al(OH)3 на этапе выщелачивания, а затем в Al3+ на этапе отверждения для образования сшивок с карбоксильными группами посредством ионных связей.
Считается, что алюминий не может быть замещен Zn или Ca, но может быть замещен щелочным металлом.
В настоящем изобретении количество добавляемого алюминия предпочтительно составляет от 0,2 до 1,5 частей по массе в пересчете на оксид алюминия (Al2O3) относительно общего содержания сухого вещества в композиции для формования методом окунания.
[0045] (C) Сочетание соединения цинка и соединения алюминия
В настоящем изобретении при использовании соединения алюминия в качестве металлического сшивающего агента предпочтительно также использовать соединение цинка в сочетание с ним. Это замедляет отверждение отвержденной пленки, что является недостатком соединения алюминия, в результате чего может быть получена отвержденная пленка, имеющая хорошее относительное удлинение.
В настоящем изобретении соединение алюминия и соединение цинка добавляют в общем количестве предпочтительно от 0,7 до 2,3 частей по массе относительно общего содержания сухого вещества в композиции для формования методом окунания. Соотношение количества добавляемых соединений (ZnO:Al2O3) предпочтительно составляет от 1:0,6 до 1:1,2.
[0046] (5) Увлажнитель
Для предотвращения высушивания предшественника отвержденной пленки и дезактивации поликарбодиимида из-за открытия его гидрофильного сегмента на этапе гелеобразования перчатки, сшитой поликарбодиимидом, при необходимости в композицию для формования методом окунания может быть добавлен увлажнитель. При использовании гидроксида щелочного металла в качестве модификатора pH, поскольку считается, что гидроксид щелочного металла имеет функцию увлажнения, существует не так много случаев, когда необходим увлажнитель, по сравнению с использованием аммониевого соединения в качестве модификатора pH. Необходимость увлажнителя возрастает, когда используют XNBR, имеющий высокие свойства синерезиса, и его нагревают до высокой температуры, например, до 80°C или выше, на этапе гелеобразования или т.п. В дополнение, поскольку отвержденная пленка, имеющая меньшую толщину, сушится легче, в этом случае может быть необходим увлажнитель.
Примеры увлажнителя включают в себя полиолы, среди которых предпочтительно используется двухвалентное или трехвалентное соединение. В частности, примеры двухвалентного соединения включают в себя этиленгликоль, пропиленгликоль, тетраметиленгликоль, диэтиленгликоль, дипропиленгликоль и полиэтиленгликоль, а примеры трехвалентного соединения включают в себя глицерин. Среди них композиция для формования методом окунания предпочтительно содержит глицерин в качестве увлажнителя.
При использовании увлажнителя его количество составляет, например, от 1,0 до 5,0 частей по массе или около того, предпочтительно от 1,5 до 3,0 частей по массе в расчете на 100 частей по массе эластомера, содержащегося в композиции для формования методом окунания.
[0047] (6) Другие компоненты
В дополнение к вышеописанным компонентам композиция для формования методом окунания также может содержать другой возможный компонент (компоненты), например, диспергатор, антиоксидант, пигмент и/или хелатообразователь.
[0048] Диспергатор предпочтительно представляет собой анионное поверхностно-активное вещество, и его примеры включают в себя карбоксилаты, сульфонаты, фосфаты, полифосфаты, высокомолекулярные алкиларилсульфонаты, высокомолекулярные сульфированные нафталины и высокомолекулярные полимеры, полученные конденсацией нафталина/формальдегида, среди которых предпочтительно используется сульфонат.
В качестве диспергатора может использоваться представленный на рынке продукт. Например, может использоваться TAMOL NN9104. Используемое количество предпочтительно составляет от около 0,5 до около 2,0 частей по массе в расчете на 100 частей по массе эластомера, содержащегося в композиции для формования методом окунания.
[0049] В качестве антиоксиданта может использоваться стерически затрудненный фенольный антиоксидант, например, WINGSTAY L. В качестве пигмента может использоваться, например, диоксид титана. В качестве хелатообразователя может использоваться этилендиаминтетраацетат натрия или т.п.
[0050] 2. Способ изготовления перчатки
Способ изготовления перчатки путем формования методом окунания XNBR определен в качестве традиционного способа изготовления перчатки с использованием серы и цинка в качестве сшивающих агентов. Основные этапы являются такими же, как в случае использования поликарбодиимида в качестве сшивающего агента, как в настоящем изобретении; однако в случае использования поликарбодиимида, имеющего гидрофильный сегмент, необходимо изменить условия некоторых традиционных этапов. Кроме того, при использовании гидроксида щелочного металла в качестве модификатора pH при изготовлении перчатки, сшитой поликарбодиимидом, необходимо изменить некоторые условия, относящиеся к использованию гидроксида щелочного металла.
С учетом вышесказанного, этапы способа изготовления перчатки путем формования методом окунания XNBR, где используют поликарбодиимид вместе с гидроксидом щелочного металла в качестве модификатора pH, будут последовательно описаны ниже.
[0051] (a) Этап адгезии коагулянта
Этап адгезии коагулянта представляет собой этап, который обычно выполняют при изготовлении перчатки путем формования методом окунания XNBR.
На этом этапе, как правило, форму или шаблон (перчаточную форму) погружают в раствор коагулянта, который содержит коагулянт и ионы Ca2+ в качестве гелеобразователя в количестве обычно от 5 до 40% по массе, предпочтительно от 8 до 35% по массе, и всю или часть поверхности формы или шаблона, к которой прилип коагулянт, впоследствии сушат при температуре от 50 до 70°C. На этом этапе при необходимости, определяют продолжительность периода, в течение которого коагулянт и т.п. прилипает к поверхности формы или шаблона, и обычно она составляет от 10 до 20 секунд или около того. В качестве раствора коагулянта используют, например, водный раствор, который содержит от 5 до 40% по массе коагулянта, например, нитрата кальция или хлорида кальция, или флокулянт, например, неорганическую соль, имеющую эффект осаждения на эластомере. Предпочтительно, чтобы раствор коагулянта также содержал стеарат калия, стеарат кальция, минеральное масло, масло на основе сложного эфира или т.п. в качестве антиадгезионного агента в количестве от 0,5 до 2% по массе или около того, например, около 1% по массе.
Коагулянт служит для агрегирования эластомера (XNBR) на этапе окунания, и ионы кальция, содержащиеся в коагулянте, образуют сшивки кальцием в полученной отвержденной пленке.
В настоящем изобретении важным моментом является регулировка такого сшивания кальцием.
[0052] (b) Этап диспергирования композиции для формования методом окунания
На этом этапе перемешивают и диспергируют композицию для формования методом окунания. Этот этап также называется «выдерживанием» и обычно может выполняться в течение определенного периода, например, 5 часов или более, и наиболее предпочтительно выполнять выдерживание в течение примерно 24 часов. В этом процессе pH композиции для формования методом окунания регулируют с использованием модификатора pH до значения от 9,5 до 10,5 или около того. Необходимо поддерживать это состояние до завершения окунания.
Этап диспергирования связан со сроком службы (сроком годности при хранении) композиции для формования методом окунания, и фактически может потребоваться от 3 до 5 дней или около того. Поликарбодиимид имеет гидрофильный сегмент и, следовательно, способствует обеспечению достаточного срока годности при хранении.
Кроме того, при использовании гидроксида щелочного металла в качестве модификатора pH снижение pH композиции для формования методом окунания с течением времени, которое происходит при использовании аммониевого соединения в качестве модификатора pH, почти не происходит, и, следовательно, pH может легко регулироваться.
Причина регулировки pH композиции для формования методом окунания до значения от 9,5 до 10,5 заключается в ориентации карбоксилатных групп частиц XNBR снаружи и, следовательно, обеспечении выполнения сшивания между частицами между поликарбодиимидом и опционально добавленным металлическим сшивающим агентом, и важно поддерживать такой pH.
Следующие этапы (c)-(h) представляют непрерывный процесс.
[0053] (c) Этап окунания
Этап окунания представляет собой этап, на котором погружают форму или шаблон, высушенный на этапе (a), в композиции для формования методом окунания, например, в течение периода от 10 до 30 секунд при температуре от 25 до 40°C, что позволяет композиции для формования методом окунания прилипать к форме или шаблону, к которому прилип коагулянт. На этапе окунания ионы кальция, содержащиеся в коагулянте, вызывают агрегирование эластомера, содержащегося в композиции для формования методом окунания, на поверхности формы или шаблона, в результате чего образуется пленка.
Считается, что в образованной таким образом пленке каждый из компонентов композиции для формования методом окунания (XNBR, поликарбодиимид, гидроксид щелочного металла и другие возможные компоненты) поддерживается в по существу одинаковой концентрации.
Как описано выше, за счет поддержания pH композиции для формования методом окунания на значении от 9,5 до 10,5 карбоксилатные группы частиц XNBR ориентируются снаружи.
[0054] (d) Этап гелеобразования
На традиционном этапе гелеобразования, как правило, форму или шаблон, к которому на этапе (c) прилипла композиция для формования методом окунания, нагревают и сушат при температуре от 80 до 140°C в течение 60-240 секунд.
Этап гелеобразования представляет собой этап, нацеленный на гелеобразование пленки, полученной из композиции для формования методом окунания, и обеспечение оседания пленки в определенной степени, чтобы эластомер не вымывался на последующем этапе выщелачивания. Пленка на этом этапе называется «предшественник отвержденной пленки». Этот этап также нацелен на диспергирование Ca во всей пленке во время гелеобразования.
В способе изготовления перчатки, сшитой поликарбодиимидом, условия этого этапа отличаются от условий традиционного этапа гелеобразования. В способе изготовления перчатки, сшитой поликарбодиимидом, необходимо предотвратить высушивание предшественника отвержденной пленки. Это связано с тем, что при высушивании предшественника отвержденной пленки гидрофильный сегмент поликарбодиимида открывается, и, следовательно, поликарбодиимид дезактивируется до этапа отверждения. Условия сушки предшественника отвержденной пленки варьируются в зависимости от свойств синерезиса XNBR и толщины пленки; однако в общем считается предпочтительным не нагревать предшественник отвержденной пленки при высокой температуре, как в традиционных условиях. Фактически, даже без нагревания температура окружающей среды и температура поверхности предшественника отвержденной пленки довольно высоки и составляют от около 30 до около 40°C и от около 40 до около 50°C соответственно. В связи с этим в случаях, когда предшественник отвержденной пленки получают при температуре традиционного этапа гелеобразования, из-за проблем при образовании пленки, используют XNBR, имеющий высокие свойства синерезиса, или получают ультратонкую отвержденную пленку, предпочтительно предотвращать высушивание предшественника отвержденной пленки путем добавления увлажнителя в композицию для формования методом окунания.
При использовании гидроксида щелочного металла в качестве модификатора pH с учетом вышеописанных мер предосторожности, касающихся условий изготовления перчатки, сшитой поликарбодиимидом, температура этапа гелеобразования может быть относительно выше, чем в случае использования аммониевого соединения в качестве модификатора pH. Это связано с тем, что считается, что, хотя большая часть аммиака, образующегося из аммониевого соединения, добавленного в качестве модификатора pH, улетучивается при более высокой температуре нагревания, гидроксид щелочного металла, наоборот, имеет функцию увлажнения.
В качестве условий этапа гелеобразования в способе изготовления в соответствии с настоящим изобретением предпочтительно оставлять предшественник отвержденной пленки при температуре от 40 до 120°C на время от 20 секунд до 4 минут.
[0055] (e) Этап выщелачивания
Этап выщелачивания представляет собой этап, на котором после этапа гелеобразования промывают предшественник отвержденной пленки, прилипший к перчаточной форме, водой для удаления лишних водорастворимых веществ. Этот этап является очень важным этапом в качестве основы для выполнения последующего этапа отверждения.
Первый момент заключается в том, что за счет промывания предшественника отвержденной пленки с использованием воды и, следовательно, снижения pH в диапазоне около 9,5-10,5 до слабо щелочного диапазона около 7,2-7,3, карбоксилатные группы, ориентированные снаружи частиц XNBR, превращаются в карбоксильные группы, в результате чего образуются карбоксильные группы, сшиваемые во время отверждения. В этом процессе частицы латекса располагаются слоями, и свобода изменения ориентации карбоксильных групп, таким образом, утрачивается, карбоксильные группы больше не будут ориентироваться изнутри. При этом при использовании металлического сшивающего агента, например, цинка в качестве сшивающего агента комплексные ионы цинка превращаются в Zn(OH)2 и непосредственно удерживаются в предшественнике отвержденной пленки вместе с поликарбодиимидом, не вымываясь водой. В результате вышеизложенного подготовка к выполнению сшивания на этапе отверждения завершается.
Второй момент заключается в том, что сшивание на этапе отверждения становится более вероятным благодаря промыванию предшественника отвержденной пленки водой и, следовательно, максимального удаления эмульгатора, образующего пленки на частицах в предшественнике отвержденной пленки.
В способе изготовления перчатки, сшитой поликарбодиимидом, в соответствии с настоящим изобретением, поскольку в качестве модификатора pH используется гидроксид щелочного металла, температура и продолжительность этапа выщелачивания являются важными условиями для придания достаточной усталостной долговечности полученной отвержденной пленке толщиной от 50 до 100 мкм. В соответствии с описанным ниже Экспериментом 1 было установлено, что усталостная долговечность отвержденной пленки резко улучшается, и, следовательно, может быть получена стабильная отвержденная пленка, когда этап выщелачивания выполняют в течение периода 1,5 минуты или более (период, в течение которого предшественник отвержденной пленки находится в контакте с водой) при температуре (температуре воды) от 40 до 70°C. Как правило, в предшественнике отвержденной пленки количество карбоксильных групп XNBR меньше, чем общее количество молекул сшивающего агента и ионов металла, которые потенциально могут связываться с карбоксильными группами; в связи с этим, когда выщелачивание не выполняется в достаточной степени, полученная перчатка имеет низкое качество из-за увеличения количества несшитых компонентов в отвержденной пленке перчатки. Соответственно, в настоящем изобретении условия этапа выщелачивания важны для получения перчатки, имеющей высокую усталостную долговечность. Температура (температура воды) на этапе выщелачивания предпочтительно составляет от 40 до 60°C, более предпочтительно от 45 до 55°C. Кроме того, продолжительность этапа выщелачивания более предпочтительно составляет 2 минуты или более. Однако продолжительность этапа выщелачивания составляет 4 минуты или менее, предпочтительно 3,5 минуты или менее, более предпочтительно 3 минуты или менее, еще более предпочтительно 2,5 минуты или менее. Продолжительность этапа выщелачивания относится к периоду промывания предшественника отвержденной пленки водой. Промывание водой может выполняться, например, путем погружения предшественника отвержденной пленки в воду.
[0056] (f) Этап отбортовки
Этап отбортовки представляет собой этап, на котором после завершения этапа выщелачивания выполняют процесс скручивания манжетного участка полученной перчатки.
[0057] (g) Этап предварительного отверждения
Этап предварительного отверждения представляет собой этап, на котором после этапа отбортовки форму или шаблон сушат в печи при температуре от 60 до 90°C, более предпочтительно при температуре от 65 до 80°C, в течение периода от 30 секунд до 10 минут. За счет включения этого этапа может быть предотвращено частичное расширение полученной перчатки, которое может произойти из-за быстрого снижения содержания воды на последующем этапе (h).
[0058] (h) Этап отверждения
Этот этап представляет собой этап, на котором нагревают и сушат предшественник отвержденной пленки для сшивания поликарбодиимида, используемого в качестве сшивающего агента, и металлического сшивающего агента, который может быть добавлен в качестве возможного компонента, и в конечном итоге получения отвержденной пленки (перчатки). Предшественник отвержденной пленки, как правило, нагревают и сушат при температуре от 100 до 140°C в течение периода от 15 до 30 минут.
На этапе отверждения сшивание может эффективно выполняться при использовании XNBR, имеющего высокие свойства синерезиса; однако при использовании XNBR, имеющего низкие свойства синерезиса, в некоторых случаях не достигаются достаточные характеристики из-за недостаточного сшивания.
Что касается самого поликарбодиимида, его гидрофильный сегмент открывается при высушивании предшественника отвержденной пленки, и, следовательно, поликарбодиимид сшивается с карбоксильными группами XNBR; в связи с этим этап отверждения может выполняться при относительно низкой температуре около 100°C.
Считается, что при использовании металлического сшивающего агента в качестве сшивающего агента по существу весь металлический сшивающий агент, например, Zn или Al, содержащийся в предшественнике отвержденной пленки, может обеспечивать сшивки с карбоксильными группами XNBR на этапе отверждения. В частности, Zn способен замещать и сшивать даже Ca, сшитый с карбоксильными группами.
Затем Ca, содержащийся в предшественнике отвержденной пленки в большом количестве, сшивается с карбоксильными группами XNBR, и значительное количество Ca остается в полученной перчатке.
После этого карбоксильные группы XNBR и щелочной металл связываются. Здесь следует отметить, что щелочной металл не участвует в сшивании.
После этих процессов сшивания и связывания оставшиеся карбоксильные группы XNBR и поликарбодиимид могут сшиваться друг с другом. В связи с этим для обеспечения карбоксильных групп XNBR, сшиваемых с поликарбодиимидом, необходимо максимально уменьшить содержание Ca и щелочного металла в предшественнике отвержденной пленки на этапе выщелачивания, в результате чего полученная отвержденная пленка может иметь достаточную усталостную долговечность. В этот момент щелочной металл связывается только с карбоксильными группами без какой-либо функции сшивания и в связи с этим представляет собой вещество, которое лучше всего удалить.
[0059] В вышеописанном процессе изготовления перчаточную форму погружают в композицию для формования методом окунания лишь единожды; однако в настоящем изобретении перчатка также может быть получена при выполнении операции погружения несколько раз (два или более раз). Такой способ эффективен для предотвращения образования микроотверстий, которые представляют проблему при изготовлении тонкой перчатки толщиной около 50 мкм. Этот способ также эффективен при изготовлении толстой перчатки.
В случае выполнения операции погружения дважды выполняют этап окунания, а затем выполняют этап гелеобразования, после чего дополнительно выполняют этап окунания и этап гелеобразования. В случае выполнения операции погружения трижды после этого дополнительно выполняют этап окунания и этап гелеобразования. В обоих случаях за счет включения этапа гелеобразования процесс изготовления переходит к следующей операции окунания после образования определенного количества сшивок Ca в предшественнике отвержденной пленки.
[0060] 3. Перчатка в соответствии с одним вариантом выполнения настоящего изобретения
В качестве одного варианта выполнения настоящего изобретения в перчатке, имеющей толщину пленки от 50 до 100 мкм, которая изготовлена с использованием гидроксида калия в качестве модификатора pH, может быть достигнута высокая усталостная долговечность и прочность на растяжение, когда общее содержание кальция и калия в перчатке составляет 1,15% по массе или менее.
Вышеописанная перчатка может быть изготовлена вышеописанным способом изготовления перчатки в соответствии с одним вариантом выполнения настоящего изобретения с использованием композиции для формования методом окунания в соответствии с вышеописанным вариантом выполнения.
Перчатка в соответствии с одним вариантом выполнения настоящего изобретения выполнена из отвержденной пленки, образованной путем отверждения вышеописанной композиции для формования методом окунания, и эластомер (XNBR), содержащийся в отвержденной пленке, может иметь, например, тот же состав, что и эластомер, добавленный в композицию для формования методом окунания.
Кроме того, отвержденная пленка имеет сшивки, образованные поликарбодиимидом (сшивки CDI), сшивки, образованные кальцием (сшивки Ca) и при добавлении оксида цинка и/или алюминиевого комплекса сшивки, образованные оксидом цинка (сшивки Zn), и/или сшивки, образованные алюминиевым комплексом (сшивки Al).
В перчатке в соответствии с одним вариантом выполнения настоящего изобретения, когда толщина пленки составляет от 50 до 100 мкм, сшивки, образованные поликарбодиимидом, могут присутствовать в достаточном количестве за счет регулировки общего содержания кальция и калия до 1,15% по массе или менее, и достаточная усталостная долговечность достигается даже при добавлении поликарбодиимида в небольшом количестве.
[0061] Физические свойства перчатки в соответствии с одним вариантом выполнения настоящего изобретения нацелены на следующие моменты (1) и (2):
(1) усталостная долговечность 240 минут или более; и
(2) прочность на растяжение 20 МПа или более (значение T/S, определенное в соответствии со стандартами ASTM в описанных ниже экспериментальных примерах).
Выражение «усталостная долговечность», используемое в настоящем документе, означает устойчивость перчатки к ухудшению характеристик и разрыву, которые вызваны потом пользователя (работника). Конкретный способ оценки усталостной долговечности описан ниже.
Что касается усталостной долговечности, поскольку соединительный участок пальца перчатки может разрываться, усталостная долговечность более 90 минут для соединительного участка пальца обычно считается приемлемым уровнем для практического использования; однако в настоящем изобретении для испытания на усталостную долговечность получают пленку на керамической пластине, и исследуют усталостную долговечность, соответствующую участку ладони.
Усталостная долговечность участка ладони и усталостная долговечность соединительного участка пальца могут быть взаимно преобразованы с использованием следующей формулы:
(Усталостная долговечность (минуты) участка ладони + 21,43)/2,7928 = Усталостная долговечность (минуты) соединительного участка пальца
Соответственно, в настоящем изобретении приемлемый уровень в испытании на усталостную долговечность составляет 240 минут.
Для достижения вышеописанных целевых значений количество добавляемого металлического сшивающего агента регулируют соответствующим образом, и, следовательно, его содержание в перчатке также регулируется. Например, прочность на растяжение может регулироваться путем увеличения или уменьшения количества добавляемого цинка.
Толщина перчатки может регулироваться в соответствии с ее назначением в пределах диапазона, например, от 50 до 100 мкм, и перчатка может использоваться в качестве одноразовой перчатки без ускорителя вулканизации в медицине, пищевой промышленности или в стерильном помещении.
[0062] Содержание щелочного металла (например, калия) и содержание кальция и цинка в изделии, полученном путем формования методом окунания (перчатке), измеряют в соответствии со следующими процедурами:
(1) измерение веса образца (в зависимости от величины обеспеченного образца); (2) сжигание в электрической печи, (3) обработка серной кислотой-плавиковой кислотой, (4) растворение в соляной кислоте, (5) регулировка до постоянного объема (100 мл), (6) количественное определение методом пламенной атомно-абсорбционной спектрометрии (название устройства: VALIAN AA240)
ПРИМЕРЫ
[0063] Описанные ниже эксперименты нацелены на определение условий, необходимых для изготовления перчатки, сшитой поликарбодиимидом, с использованием гидроксида щелочного металла в качестве модификатора pH. В то же время описанные ниже эксперименты также нацелены на проверку характеристик полученных перчаток.
В описанных ниже экспериментах были проверены характеристики пленок, полученных с использованием композиции для формования методом окунания, pH которой отрегулирован до 10,0 или 10,5 с использованием гидроксида щелочного металла, в частности, гидроксида калия, при изменении температуры и продолжительности выщелачивания.
В дополнение, было определено количество Zn, Ca и K, содержащихся в полученных пленках, и была проверена зависимость между этим количеством и характеристиками пленки. Кроме того, были изучены условия придания практически применимых характеристик перчаткам с толщиной пленки 50-100 мкм даже при использовании гидроксида щелочного металла, например, гидроксида калия.
В описанных ниже экспериментальных примерах приведены результаты экспериментов, проведенных для проверки условий в соответствии с вариантами выполнения настоящего изобретения. В этих экспериментальных примерах подробно описаны конкретные примеры в соответствии с настоящим изобретением; однако специалисту в области техники очевидно, что различные изменения и преобразования могут быть выполнены без отклонения от замысла и объема настоящего изобретения.
[0064] 1. Материалы, используемые в композиции для формования методом окунания
Материалы композиции для формования методом окунания, используемые в настоящих примерах, являются следующими:
(1) Эластомерный (XNBR) латекс
В качестве эластомерного XNBR латекса главным образом использовали NL128 (торговое название), производимый компанией LG Chem, Ltd. Физические свойства были следующими.
Вязкость по Муни (ML(1+4) 100°C): от 100 до 102
Содержание нерастворимого в МЭК компонента: от 3,0 до 5,4% по массе
Содержание MMA (COOH): от 5,0 до 5,6% по массе
Содержание AN: 31% по массе
Содержание сухого вещества: 45% по массе
Вязкость по Муни (ML(1+4) 100°C), содержание нерастворимого в МЭК компонента, содержание MMA и содержание AN были определены в соответствии с соответствующими способами, описанными выше в разделе «ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ».
(2) Поликарбодиимид
В настоящих примерах в качестве поликарбодиимида главным образом использовали V-02-L2, производимый компанией Nisshinbo Chemical Inc. Физические свойства были следующими.
Средний размер частиц: 11,3 нм
Среднечисловая молекулярная масса: 3600
Количество карбодиимидных функциональных групп на молекулу: 9,4
(3) Модификатор pH
В качестве модификатора pH главным образом использовали гидроксид щелочного металла (гидроксид калия, производимый компанией Kanto Chemical Co., Inc., особый). pH композиции для формования методом окунания отрегулировали до 10,0 или 10,5 с использованием гидроксида калия.
В дополнение, частично использовали гидроксид натрия (производится компанией Kanto Chemical Co., Inc., особый).
В качестве аммиака в сравнительном примере использовали 28%-ый водный раствор гидроксида аммония (производится компанией Kanto Chemical Co., Inc., особый).
(4) Другие используемые материалы
В качестве металлического сшивающего агента использовали антиоксидант и белый пигмент, оксид цинка (производится компанией Farben Technique (M), торговое название «CZnO-50»), торговое название «CVOX-50», производится компанией Farben Technique (M), и оксид титана (производится компанией Farben Technique (M), торговое название «PW-601») соответственно.
2. Способ изготовления перчатки
(1) Получение композиции для формования методом окунания
В лабораторный стакан объемом 1 литр (производится компанией AS ONE Corporation, диаметр корпуса 105 мм, высота 150 мм), добавили 220 г XNBR латекса (NL128), затем разбавили XNBR латекс путем добавления в него 200 г воды, после чего начали перемешивание. После предварительной регулировки pH до 9,2-9,3 с использованием гидроксида калия добавили поликарбодиимид в количестве 0,5 части по массе в расчете на 100 частей по массе эластомера. Кроме того, добавили 0,2 части по массе антиоксиданта, 1,0 часть по массе оксида цинка и 1,0 часть по массе оксида титана, и полученный продукт смешали при перемешивании в течение 16 часов. Затем pH полученной смеси отрегулировали с использованием 5%-го водного раствора гидроксида калия до 10,0 или 10,5. Количество добавленного гидроксида калия составляло около 2,0 частей по массе в случае pH 10,0 или около 2,5 частей по массе в случае pH 10,5. После этого для регулирования концентрации сухого вещества дополнительно добавили воду.
В полученной композиции для формования методом окунания содержание сухого вещества составляло 16% по массе в случае толщины пленки от 50 до 60 мкм, 19% по массе в случае толщины пленки от 60 до 70 мкм, 22% по массе в случае толщины пленки от 70 до 80 мкм или 26% по массе в случае толщины пленки от 90 до 100 мкм.
Количество полученной композиции для формования методом окунания составило около 500 г. Следует отметить, что композицию для формования методом окунания непрерывно перемешивали в лабораторном стакане до момента использования.
[0065] (2) Получение коагулянта
После разбавления 19,6 г «S-9» (торговое название, концентрация сухого вещества: 25,46%, производится компанией Crestage Industry Sdn. Bhd.) примерно в 2 раза с использованием 50 г воды, которая была предварительно взвешена, разбавленный S-9 медленно добавили в качестве диспергатора в раствор, полученный путем растворения 0,56 г смачивающего агента «TERIC 320» (торговое название, производится компанией Huntsman Corporation) в 42,0 г воды. Добавили весь S-9 при вымывании оставшегося S-9 в контейнере с помощью оставшейся воды, и полученный продукт перемешивали в течение 3-4 часов. Отдельно в лабораторном стакане объемом 1 литр (производится компанией AS ONE Corporation, диаметр корпуса 105 мм, высота 150 мм) приготовили водный раствор нитрата кальция путем растворения 143,9 г тетрагидрата нитрата кальция в 153,0 г воды, и добавили в него полученную ранее дисперсию S-9 при перемешивании. Затем отрегулировали pH полученного продукта с использованием 5%-го водного раствора аммиака до 8,5-9,5, и в конечном итоге содержание нитрата кальция в качестве ангидрида составило 14% по массе в случае толщины пленки от 50 до 60 мкм, 17% по массе в случае толщины пленки от 60 до 70 мкм, 20% по массе в случае толщины пленки от 70 до 80 мкм или 24% по массе в случае толщины пленки от 90 до 100 мкм. Кроме того, добавили воду, чтобы концентрация сухого вещества S-9 составила 1,2%, в результате чего получили 500 г жидкого коагулянта. Полученный жидкий коагулянт непрерывно перемешивали в лабораторном стакане объемом 1 литр до момента использования.
[0066] (3) Прилипание коагулянта к керамической пластине
Жидкий коагулянт, полученный выше, нагрели до 50°C при перемешивании, отфильтровали через нейлоновый фильтр, имеющий 200 ячеек на дюйм, и затем добавили в сосуд для погружения, после чего в него погрузили пластину, выполненную из керамики (размером 200 мм × 80 мм × 3 мм; далее называемую «керамическая пластина»), которую промыли, а затем нагрели до 60°C. В частности, после контакта свободного конца керамической пластины с поверхностью жидкого коагулянта керамическую пластину погружали на 18 см от свободного конца в течение периода 4 секунды и поддерживали погруженное состоянии в течение 4 секунд до извлечения керамической пластины в течение 3 секунд. Затем быстро стряхнули жидкий коагулянт, прилипший к поверхности керамической пластины, и просушили поверхность керамической пластины. Высушенную керамическую пластину снова нагрели до 60°C при подготовке к последующему погружению в композицию для формования методом окунания.
[0067] (4) Получение отвержденной пленки
Полученную выше композицию для формования методом окунания, поддерживаемую при комнатной температуре, отфильтровали через нейлоновый фильтр, имеющий 200 ячеек на дюйм, и затем добавили в сосуд для погружения, после чего в него погрузили вышеописанную нагретую до 60°C керамическую пластину, к которой прилип жидкий коагулянт. В частности, керамическую пластину погружали в течение периода 6 секунд, удерживали в течение 4 секунд и затем доставали в течение 3 секунд. Керамическую пластину удерживали в воздухе до тех пор, пока композиция для формования методом окунания не перестала капать, и затем слегка стряхнули капли латекса, прилипшие к свободному концу.
Керамическую пластину, погруженную в композицию для формования методом окунания, оставили при температуре 50°C на 2 минуты или при температуре 80°C на 2 минуты для получения предшественника отвержденной пленки (гелеобразование).
Затем выполнили выщелачивание предшественника отвержденной пленки деионизированной водой при температуре 23°C или 50°C в течение 0,5 минут, 1 минуты, 2 минут или 3 минут.
Каждую из полученных пленок просушили при температуре 70°C в течение 5 минут (предварительное отверждение), а затем провели термическое отверждение главным образом при температуре 130°C в течение 30 минут (отверждение).
Каждую полученную отвержденную пленку аккуратно сняли с керамической пластины и хранили при температуре 23°C ± 2°C и влажности 50% ± 10% до проведения испытаний физических свойств.
[0068] 4. Анализ и оценка отвержденных пленок
Была измерена прочность на растяжение и усталостная долговечность каждой из полученных отвержденных пленок для оценки, может ли каждая отвержденная пленка использоваться на практике. В дополнение, было количественно проанализировано содержание металлов (Zn, Ca и K) в каждой отвержденной пленке для изучения его связи с усталостной долговечностью. Эти измерения были выполнены в соответствии со следующими соответствующими способами.
[0069] (Усталостная долговечность)
Из каждой отвержденной пленки вырезали гантелевидный образец №1 для испытания в соответствии с документом JIS K6251 и погрузили его в раствор искусственного пота (который содержал 20 г хлорида натрия, 17,5 г хлорида аммония, 17,05 г молочной кислоты и 5,01 г уксусной кислоты на 1 литр, и pH которого отрегулировали с использованием гидроксида натрия до 4,7), и оценили усталостную долговечность с использованием устройства для испытания на усталостную долговечность, проиллюстрированного на Фиг. 3.
С использованием устройства, проиллюстрированного на Фиг. 3, гантелевидный образец для испытания длиной 120 мм удерживали неподвижным зажимным патроном и подвижным зажимным патроном на расстоянии 15 мм от каждого из двух концов, и образец для испытания погрузили в раствор искусственного пота на 60 мм от нижнего конца со стороны неподвижного зажимного патрона. После перемещения подвижного зажимного патрона в минимальное положение (отпущенное состояние), в котором образец для испытания имел длину 147 мм (123%), и удержания подвижного зажимного патрона в этом положении в течение 11 секунд, подвижный зажимной патрон переместили в максимальное положение (растянутое состояние), в котором образец для испытания имел длину 195 мм (163%), а затем снова переместили в минимальное положение (отпущенное состояние) через 1,8 секунды. Проводили циклическое испытание, в котором эти операции перемещения приняты за один цикл. Определили продолжительность усталостной долговечности (минуты) путем умножения продолжительности каждого цикла, которая составляла 12,8 секунд, на количество циклов до разрыва образца для испытания.
[0070] (Прочность на растяжение)
Из каждой отвержденной пленки вырезали гантелевидный образец для испытания №5 в соответствии со стандартом ASTM D412 (в соответствии с документом JIS K6251:2017), и определили его прочность на растяжение (МПа) с использованием универсальной машины для испытания на растяжение TENSILON модели RTC-1310A, производимой компанией A&D Co., Ltd., при скорости испытания 500 мм/мин, расстоянии между зажимными патронами 75 мм и расстоянии между контрольными отметками 25 мм.
[0071] (Количественный анализ содержания кальция, калия и цинка)
Содержание металлов в каждой отвержденной пленки количественно определили методом атомно-абсорбционной спектрометрии. Конкретный способ количественного определения описан выше в разделе «ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ».
[0072] 5. Различные эксперименты
(1) Эксперимент 1
В этом эксперименте оценили, соответствуют ли физические свойства перчаток (усталостная долговечность и прочность на растяжение) характеристикам, необходимым для перчатки, в случае, когда время выщелачивания составляло от 0,5 до 3 минут при температуре выщелачивания 50°C или 23°C. Здесь следует отметить, что выражение «температура выщелачивания» означает температуру воды, используемой для выщелачивания. Кроме того, выражение «время выщелачивания» означает период, в течение которого каждый предшественник отвержденной пленки промывали с использованием воды (период, в течение которого предшественник отвержденной пленки контактировал с водой (в частности, был погружен в воду)).
Как показано в приведенных ниже Таблицах 1A и 1B, толщину пленки изменяли в диапазоне 50-100 мкм, и визуально проверяли полученную тенденцию. Условия получения отвержденной пленки были установлены в соответствии с вышеописанными процедурами изготовления. Что касается вопроса о том, были ли физические свойства перчатки удовлетворительными или нет, оценку «G: хорошо» присваивали, когда целевые физические свойства (1) и (2) перчатки, которые описаны выше в разделе «ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ», были удовлетворительными, или в противном случае присваивали оценку «F: неудача».
[Таблица 1A] При температуре выщелачивания 50°C
Примечание 2) В Экспериментах № (1) и (2) содержание металлов не было количественно проанализировано.
[0073] [Таблица 1B] При температуре выщелачивания 23°C
[0074] Результаты вышеописанного Эксперимента 1 рассмотрены ниже.
Изготовление перчатки способом формования методом окунания выполняется с постоянной линейной скоростью, и при этом время, выделенное на этап выщелачивания, обычно составляет максимум 4 минуты.
Что касается температуры воды в сосуде для выщелачивания (температуры выщелачивания), при сравнении случаев, приведенных в Таблице 1A, где температура выщелачивания составляла 50°C, и случаев, приведенных в Таблице 1B, где температура выщелачивания составляла 23°C, было установлено, что температура выщелачивания 50°C придавала отвержденным пленкам более высокую усталостную долговечность даже при малом времени выщелачивания. В дополнение, при изучении Фиг. 1A, было установлено, что усталостная долговечность каждой отвержденной пленки резко возрастала, когда время выщелачивания превышало 1 минуту.
В результате видно, что за счет выполнения этапа выщелачивания в течение 1,5 минут или более при температуре воды, увеличенной до 40-70°C или около того, полученные отвержденные пленки толщиной 50-100 мкм имели достаточную усталостную долговечность, что было общим для обоих случаев, в которых pH составлял 10,0 ((1)-(5)) и 10,5 (6).
Что касается температуры выщелачивания, температура выщелачивания 50°C может придавать полученным отвержденным пленкам более высокую усталостную долговечность, чем температура выщелачивания 23°C. В дополнение, было установлено, что разница в температуре выщелачивания оказывает большее влияние на разницу в усталостной долговечности отвержденных пленок при увеличении толщины пленок.
[0075] Далее было определено количество Zn, Ca и K, содержащихся в каждой из отвержденных пленок, приведенных в Таблицах 1A и 1B. Сначала, что качается Zn, было установлено, что его количество почти не уменьшилось даже после этапа выщелачивания.
С другой стороны, было установлено, что Ca и K элюировались в момент, когда предшественников отвержденной пленки подвергали этапу выщелачивания. Была изучена зависимость между общим содержанием Ca и K в отвержденных пленках и усталостной долговечностью отвержденных пленок.
Обратимся к Фиг. 2A, видно, что, хотя более толстые отвержденные пленки имели определенный уровень усталостной долговечности, даже когда общее содержание Ca и K было большим, усталостная долговечность отвержденных пленок улучшалась при уменьшении общего содержания Ca и K.
Общее содержание K и Ca, при котором усталостная долговечность резко улучшается, варьируется в зависимости от толщины каждой отвержденной пленки. При изучении отвержденных пленок толщиной 50-100 мкм в целом, было установлено, что отвержденные пленки имели достаточную усталостную долговечность, когда общее содержание K и Ca составляло менее 1,15% по массе.
[0076] (2) Эксперимент 2
В этом эксперименте в качестве модификатора pH использовали гидроксид натрия, который является гидроксидом щелочного металла, и сравнили его с гидроксидом калия.
Однако здесь следует отметить, что гидроксид натрия, оставшийся в перчатке, может раздражать кожу и поэтому редко используется при изготовлении перчаток.
[Таблица 2]
[0077] (3) Эксперимент 3
Самая большая проблема при использовании соединения, которое может образовывать аммиак, например, гидроксида аммония, в качестве модификатора pH, заключается в том, что аммиак является летучим. Существующее оборудование для изготовления перчаток главным образом представляет собой открытые системы, и процесс от этапа выдерживания до этапа окунания может занимать примерно до 5 дней. Уменьшение pH композиции для формования методом окунания с течением времени из-за улетучивания аммиака было изучено следующим образом.
Композиция для формования методом окунания была такой же, как композиция, используемая в Примере 1, за исключением того, что в качестве модификатор pH использовали гидроксид аммония (NH3).
В экспериментах, приведенных ниже, сравнили случай, когда сосуд для перемешивания (лабораторный стакан) был обернут поливинилиденхлоридной пленкой, и случай, когда сосуд для перемешивания не был обернут. Результаты приведены в Таблице 3A.
[0078] [Таблица 3A]
спустя определённое время
При изучении приведенных выше результатов, было установлено, что pH снизился до 8,64, когда сосуд для перемешивания не был обернут (открытая система), и это считается причиной снижения усталостной долговечности перчатки.
Соответственно, для использования гидроксида аммония в качестве модификатора pH в случае открытой системы необходимо либо поддерживать pH путем добавления аммониевого соединения, например, гидроксида аммония, либо переделать оборудования в закрытую систему. Кроме того, в открытой системе особенно сильны раздражающий запах аммиака и коррозия оборудования.
[0079] Далее из вышеописанной композиции для формования методом окунания, которую перемешивали в течение 24 часов, получили отвержденные пленки (с обертыванием или без), и измерили физические свойства отвержденных пленок. Условия получения этих отвержденных пленок были такими же, как в Эксперименте 1. Результаты приведены в Таблице 3B.
[Таблица 3B]
(4) Эксперимент 4
Изучение поликарбодиимида
Провели испытания для подтверждения влияния разницы в среднем размере частиц мицелл поликарбодиимида, содержащегося в композиции для формования методом окунания, на изменение вязкости с течением времени после приготовления композиции для формования методом окунания. В частности, проверили, приводит ли использование V-02-L2 (производится компанией Nisshinbo Chemical Inc., средний размер частиц мицелл: 11,3 нм, количество карбодиимидных функциональных групп на молекулу: 9,4) в качестве поликарбодиимида 1 и использование E-03A (производится компанией Nisshinbo Chemical Inc., средний размер частиц мицелл: 68,3 (n=2), количество карбодиимидных функциональных групп на молекулу: 9,3) в качестве поликарбодиимида 2 к разности в стабильности при хранении (сроке годности при хранении) композиции для формования методом окунания.
Здесь следует отметить, что содержание поликарбодиимида в каждой композиции для формования методом окунания составляло 3,0 м.ч. Кроме того, в качестве латекса использовали 120H, производимый компанией LG Chem, Ltd. pH отрегулировали до 10 с использованием основного соединения, и каждую композицию для формования методом окунания непрерывно перемешивали со скоростью 120 об/мин при нормальной температуре.
Результаты приведены ниже в Таблице 4. В Таблице 4 значения, приведенные в столбце «0» (количество прошедших дней), указывают вязкость, измеренную через 1 час после приготовления каждой композиции.
[Таблица 4]
[0080] На основе результатов, приведенных в Таблице 4, было установлено, что поликарбодиимид 1, имеющий небольшой средний размер частиц мицелл, почти не изменяет вязкость композиции для формования методом окунания даже с течением времени после приготовления.
[0081] (5) Эксперимент 5
в латекс, производимый компанией LG Chem, Ltd. (LN120H, концентрация сухого вещества: 45% по массе) добавили поликарбодиимид (V-02-L2), используемый в Эксперименте 4, в количестве 0,5 м.ч. или 3,0 м.ч., и полученные продукты перемешивали в течение 3 часов. После этого из каждой из полученных смесей извлекли заданное количество спустя 3 дня, 27 дней и 60 дней, и отрегулировали pH с использованием основного соединения для получения композиции для формования методом окунания. Кроме того, изготовили отвержденные пленки в соответствии с теми же процедурами, как в вышеописанных экспериментальных примерах (однако этап гелеобразования выполняли при температуре 50°C в течение 2 минут, этап выщелачивания выполняли при температуре 50°C в течение 5 минут, и этап отверждения выполняли при температуре 135°C в течение 10 минут), и измерили физические свойства полученных отвержденных пленок. Результаты приведены в Таблице 5.
[Таблица 5]
Как показано в Таблице 5, при использовании поликарбодиимида 1 в качестве сшивающего агента отвержденные пленки, изготовленные из композиции для формования методом окунания, через длительный период времени после смешивания с латексом имели физические свойства, эквивалентные отвержденным пленкам, изготовленным из композиции для формования методом окунания, через короткий период времени после приготовления. Это свидетельствует о том, что сшивающий агент с таким средним размером частиц и количеством карбодиимидных функциональных групп на молекулу поликарбодиимида 1 имеет превосходную стабильность с течением времени.
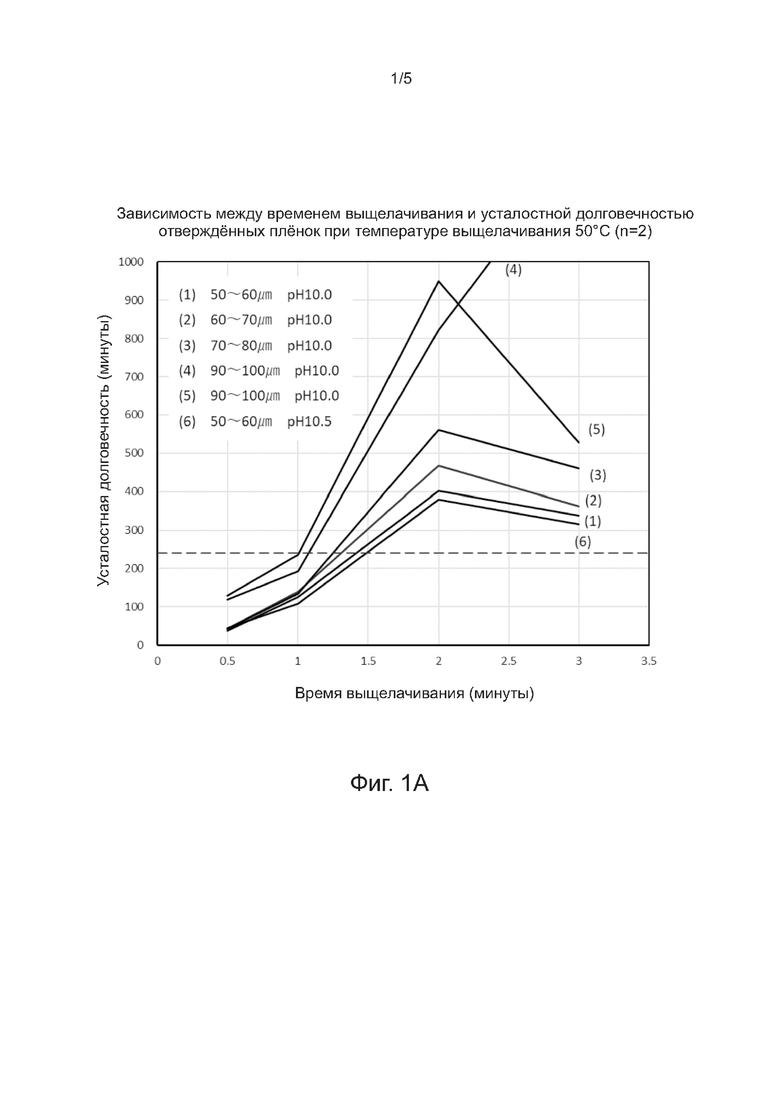
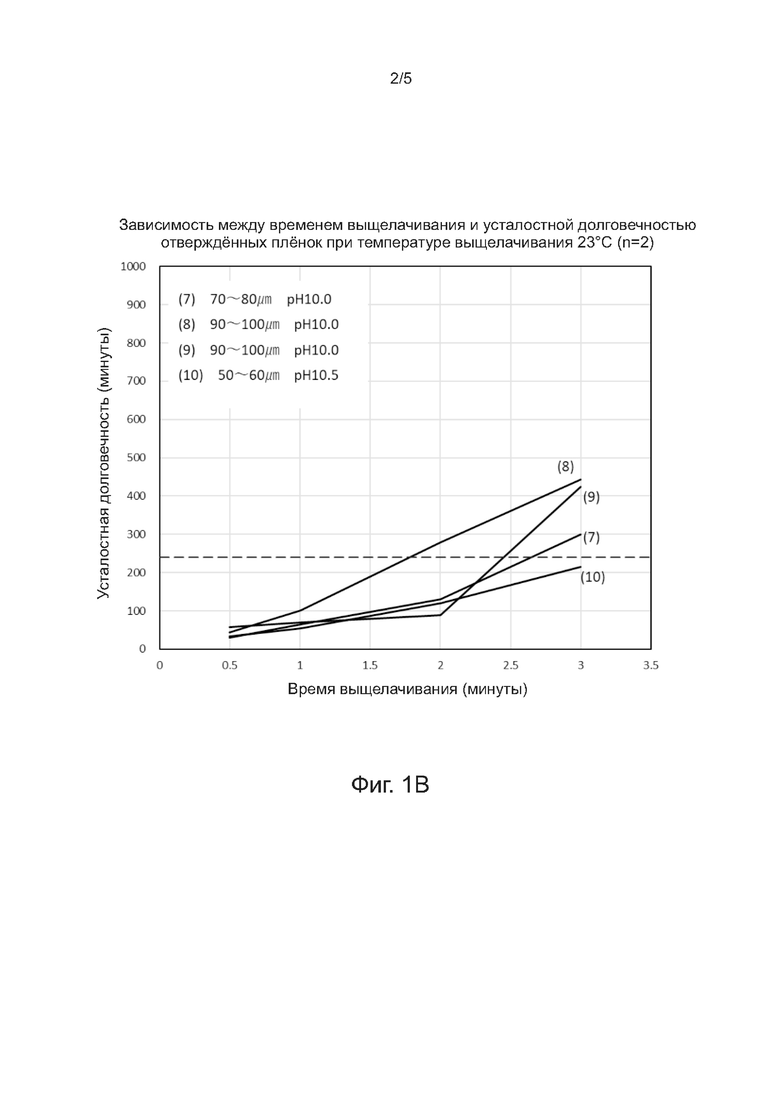
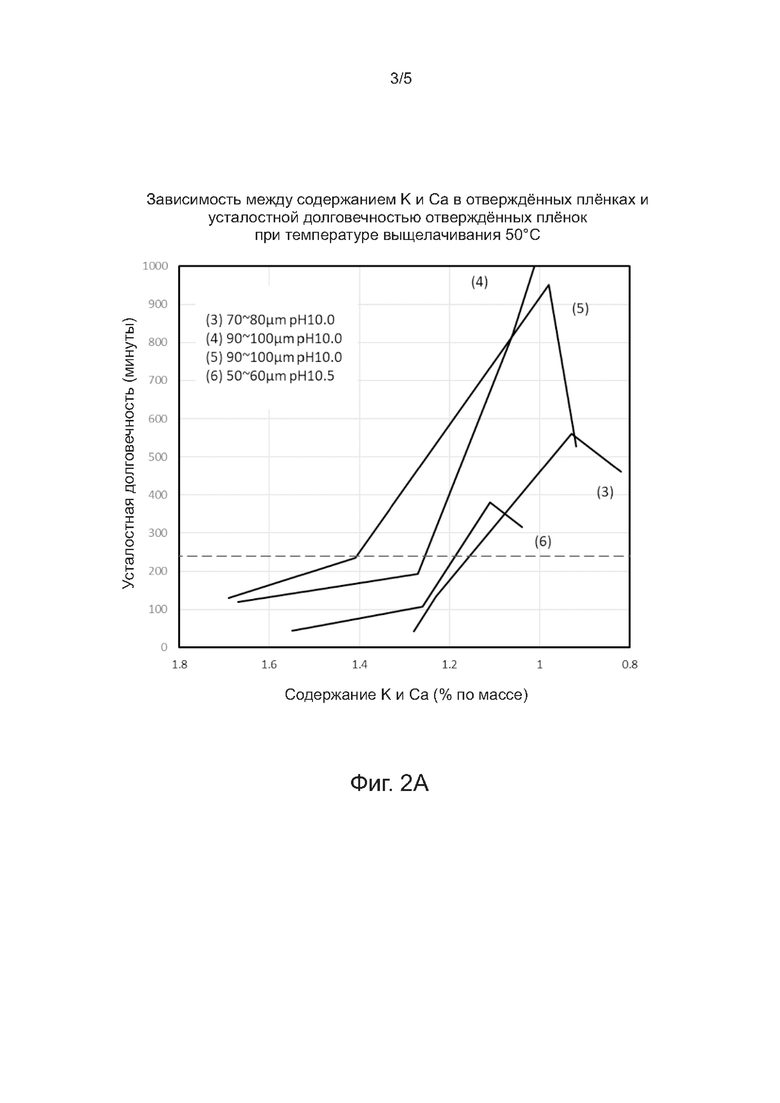
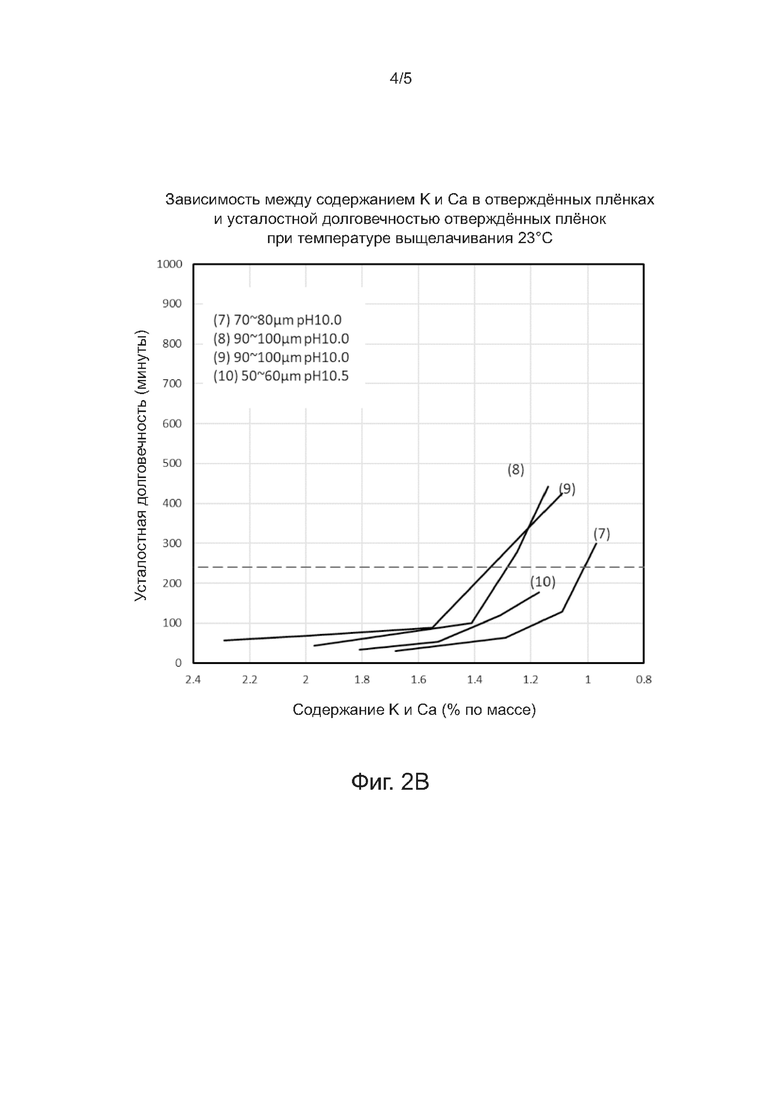
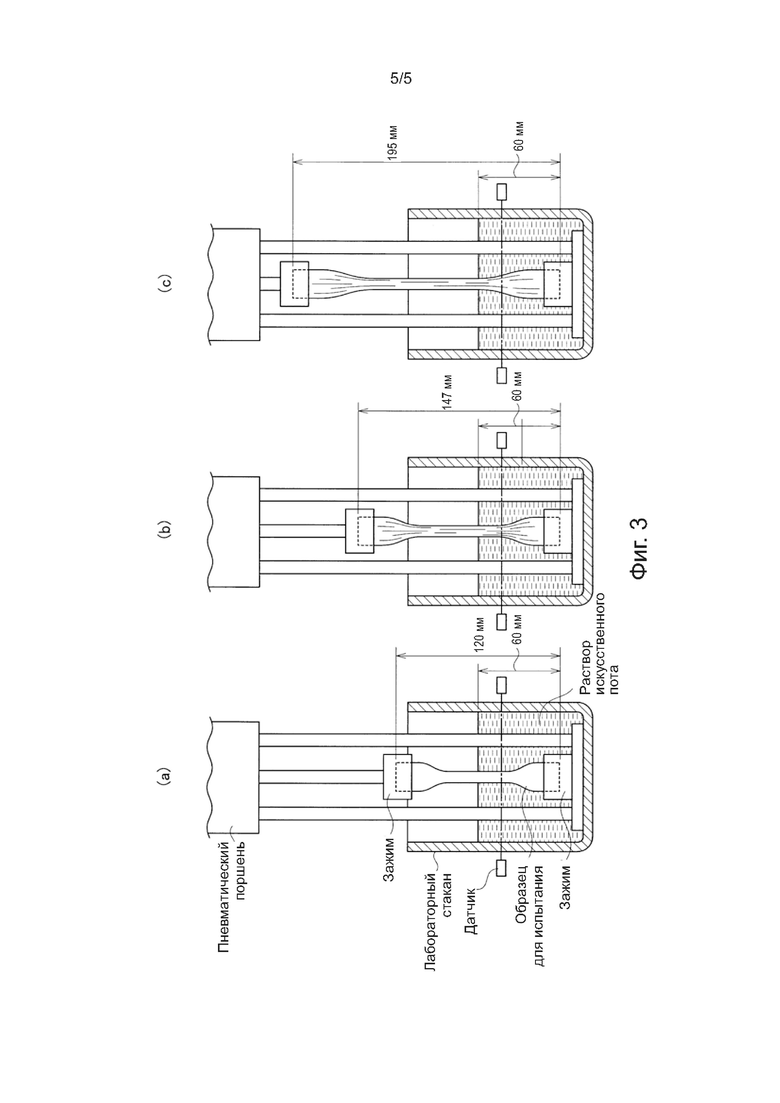
Группа изобретений относится к композициям для формования методом окунания, способу изготовления перчатки и перчатке. Композиция для формования методом окунания содержит по меньшей мере следующие компоненты: эластомер, который содержит структурное звено, полученное из (мет)акрилонитрила, структурное звено, полученное из ненасыщенной карбоновой кислоты, и структурное звено, полученное из бутадиена, в основной цепи полимера, поликарбодиимид, гидроксид щелочного металла и воду. При этом гидроксид щелочного металла представляет собой гидроксид калия, эластомер содержит структурное звено, полученное из (мет)акрилонитрила, в количестве от 20 до 40% по массе, структурное звено, полученное из ненасыщенной карбоновой кислоты, в количестве от 1 до 10% по массе и структурное звено, полученное из бутадиена, в количестве от 50 до 75% по массе. Поликарбодиимид содержит по меньшей мере один поликарбодиимид, содержащий гидрофильный сегмент в своей молекулярной структуре, и добавлен в количестве, превышающем 0,2% по массе, но составляющем 4,0% по массе или менее относительно общего содержания сухого вещества в композиции для формования методом окунания, при этом поликарбодиимид имеет структуру ядро/оболочка в композиции для формования окунанием, количество карбодиимидных функциональных групп составляет 5 или более на молекулу поликарбодиимида, либо, в другом варианте, карбодиимид имеет эквивалент по поликарбодиимиду, лежащий в интервале от 260 до 440. Молекулярная масса поликарбодиимида составляет от 500 до 5000 в пересчете на среднечисловую молекулярную массу, мицеллы, образованные из поликарбодиимида, имеют средний размер частиц от 5 до 30 нм и композиция для формования окунанием имеет pH от 9,5 до 10,5. Описан также способ изготовления перчатки и перчатка, имеющая общее содержание калия и кальция 1,15% по массе или менее. 4 н. и 4 з.п. ф-лы, 5 ил., 7 табл.
1. Композиция для формования методом окунания, содержащая по меньшей мере:
эластомер, который содержит структурное звено, полученное из (мет)акрилонитрила; структурное звено, полученное из ненасыщенной карбоновой кислоты; и структурное звено, полученное из бутадиена, в основной цепи полимера;
поликарбодиимид;
гидроксид щелочного металла и
воду, где
гидроксид щелочного металла представляет собой гидроксид калия,
эластомер содержит структурное звено, полученное из (мет)акрилонитрила, в количестве от 20 до 40% по массе; структурное звено, полученное из ненасыщенной карбоновой кислоты, в количестве от 1 до 10% по массе и структурное звено, полученное из бутадиена, в количестве от 50 до 75% по массе,
поликарбодиимид содержит по меньшей мере один поликарбодиимид, содержащий гидрофильный сегмент в своей молекулярной структуре, и добавлен в количестве, превышающем 0,2% по массе, но составляющем 4,0% по массе или менее относительно общего содержания сухого вещества в композиции для формования методом окунания, при этом
поликарбодиимид имеет структуру ядро/оболочка в композиции для формования окунанием,
количество карбодиимидных функциональных групп составляет 5 или более на молекулу поликарбодиимида,
молекулярная масса поликарбодиимида составляет от 500 до 5000 в пересчете на среднечисловую молекулярную массу,
мицеллы, образованные из поликарбодиимида, имеют средний размер частиц от 5 до 30 нм и
композиция для формования окунанием имеет pH от 9,5 до 10,5.
2. Композиция для формования методом окунания, содержащая по меньшей мере:
эластомер, который содержит структурное звено, полученное из (мет)акрилонитрила; структурное звено, полученное из ненасыщенной карбоновой кислоты; и структурное звено, полученное из бутадиена, в основной цепи полимера;
поликарбодиимид;
гидроксид щелочного металла и
воду, где
гидроксид щелочного металла представляет собой гидроксид калия,
эластомер содержит структурное звено, полученное из (мет)акрилонитрила, в количестве от 20 до 40% по массе, структурное звено, полученное из ненасыщенной карбоновой кислоты, в количестве от 1 до 10% по массе и структурное звено, полученное из бутадиена, в количестве от 50 до 75% по массе,
поликарбодиимид содержит по меньшей мере один поликарбодиимид, содержащий гидрофильный сегмент в своей молекулярной структуре и добавлен в количестве, превышающем 0,2% по массе, но составляющем 4,0% по массе или менее относительно общего содержания сухого вещества в композиции для формования методом окунания, при этом
поликарбодиимид имеет структуру ядро/оболочка в композиции для формования окунанием,
карбодиимид имеет эквивалент по поликарбодиимиду, лежащий в интервале от 260 до 440,
молекулярная масса поликарбодиимида составляет от 500 до 5000 в пересчете на среднечисловую молекулярную массу и
композиция для формования окунанием имеет pH от 9,5 до 10,5.
3. Композиция для формования методом окунания по п. 1 или 2, содержащая оксид цинка и/или алюминиевый комплекс в качестве металлического сшивающего агента в количестве от 0,2 до 7,0% по массе относительно общего содержания сухого вещества в композиции для формования методом окунания.
4. Композиция для формования методом окунания по любому из пп. 1-3, в которой
количество карбодиимидных функциональных групп составляет 5 или более на молекулу поликарбодиимида и
мицеллы, образованные из поликарбодиимида, имеют средний размер частиц от 5 до 30 нм.
5. Способ изготовления перчатки, причем способ содержит:
(1) этап, на котором обеспечивают прилипание коагулянта, содержащего ионы кальция, к перчаточной форме;
(2) этап диспергирования, на котором перемешивают композицию для формования методом окунания;
(3) этап окунания, на котором погружают перчаточную форму, к которой на этапе (1) прилип коагулянт, в композицию для формования методом окунания для обеспечения агрегирования и прилипания композиции для формования методом окунания к перчаточной форме;
(4) этап гелеобразования, на котором оставляют перчаточную форму, к которой прилипла композиция для формования методом окунания, при температуре от 40 до 120°C в течение периода от 20 секунд до 4 минут для образования предшественника отвержденной пленки на перчаточной форме;
(5) этап выщелачивания, на котором промывают предшественник отвержденной пленки, образованный на перчаточной форме, водой при температуре от 40 до 70°C в течение периода от 1,5 минут до 4 минут;
(6) этап отбортовки, на котором формируют валик на манжетном участке полученной перчатки; и
(7) этап отверждения, на котором нагревают и сушат предшественник отвержденной пленки, подвергнутый этапу отбортовки, при температуре от 100 до 140°C в течение периода от 15 до 30 минут для получения отвержденной пленки,
в котором
этапы (3)-(7) выполняют в указанном порядке и
композиция для формования методом окунания представляет собой композицию для формования методом окунания по любому из пп. 1-4.
6. Способ изготовления перчатки по п. 5, в котором этапы (3) и (4) выполняют по меньшей мере дважды.
7. Перчатка, изготовленная в соответствии со способом по п. 5 или 6, причем перчатка имеет общее содержание калия и кальция 1,15% по массе или менее при толщине пленки от 50 до 100 мкм.
8. Перчатка по п. 7, имеющая прочность на растяжение 20 МПа или более, как определено в соответствии со способом испытания по стандартам ASTM, и имеющая усталостную долговечность 240 минут или более в испытании на усталостную долговечность.
| KR 1020150057092 A, 28.05.2015 | |||
| ЭЛАСТОМЕРНАЯ РЕЗИНОВАЯ ПЕРЧАТКА, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ПРИМЕНЕНИЯ В ЧИСТЫХ ПОМЕЩЕНИЯХ И НЕ СОДЕРЖАЩАЯ УСКОРИТЕЛЯ ВУЛКАНИЗАЦИИ И СЕРЫ | 2011 |
|
RU2637243C2 |
| WO 2017217542 A1, 21.12.2017 | |||
| JP 8207171 A, 13.08.1996 | |||
| JP 2005307163 A, 04.11.2005. | |||

