Изобретение относится к волоконно-оптической технике, в частности к монтажу муфт оптического кабеля, и предназначено для крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля.
Известны способы монтажа муфт оптического кабеля [1-7], как универсальных, так и разработанных специально для подвесных оптических кабелей. Указанные способы не предусматривают фиксации оптических волокон в модульной трубке кабеля. Как показала практика, в этом случае в условиях холодного климата и значительных сезонных перепадов температуры имеет место проблема «выдавливания» оптических волокон из оптического кабеля в муфты [8-9]. Указанная проблема приводит к деградации параметров оптического линейного тракта в оптических волокнах в муфтах в процессе эксплуатации кабельных линий и, в итоге, к необходимости повторного монтажа муфт, что связано со значительными затратами.
Данная проблема решена в способе крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля [10], заключающемуся в том, что согласно данному способу концы соединяемых длин оптического кабеля разделывают по шаблону, в том числе по шаблону обрезают трубки оптических модулей так, что расстояние от места крепления оптических модулей на вводе в кассету до места обреза трубок оптических модулей в зависимости от конструкции кассеты составляет 4 - 8 мм, с оптических модулей и оптических волокон смывают гидрофобный гель, обезжиривают оптические волокна, оптические модули собирают в пучки, обматывают пучок оптических модулей в месте крепления оптических модулей в кассету несколькими слоями липкой полимерной ленты и закрепляют его на вводе в кассету на корпусе кассеты без натяжения двумя стяжками, при этом гидрофобный гель смывают как с внешней поверхности трубок оптического модуля, так и с их внутренней поверхности на расстоянии 1-2 мм от торца трубки оптического модуля, выдавливая гидрофобный гель из трубок оптических модулей, обезжиривают оптические волокна и внешнюю поверхность трубок оптических модулей на расстоянии 20-30 мм и их внутреннюю поверхность на расстоянии 1-2 мм от торца трубки оптического модуля, а также зачищают и обезжиривают поверхность кассета на вводе в месте крепления пучка оптических модулей, несколько слоев липкой полимерной ленты накладывают на пучок оптических модулей так, чтобы расстояние от нижнего края пучка до поверхности кассеты при закреплении оптических модулей на кассете составляло 1 – 2 мм, и после закрепления пучка оптических модулей на вводе в кассету на корпусе кассеты без натяжения двумя стяжками на участке около места обреза трубок оптических модулей в пучке накладывают силиконовый компаунд на расстоянии примерно на 5 мм над внешней поверхностью трубок оптических модулей и примерно на 5 мм над оптическими волокнами от торца трубок оптического модуля, равномерно распределяют силиконовый компаунд, в том числе между пучком оптических модулей и кассетой и внутри трубок оптических модулей на расстояние до 1 – 2 мм от их торца, через 15-20 минут после этого при полимеризации наружного слоя силиконового компаунда приступают к сращиванию оптических волокон. Основной недостаток этого способа заключается в том, что он ограничивает число модулей оптического кабеля заводимых на кассету муфты, в результате чего число заведенных модулей оптического кабеля в кассету может быть меньше, чем она допускает при отсутствии защиты от «выдавливания» оптических волокон из кабеля в муфту.
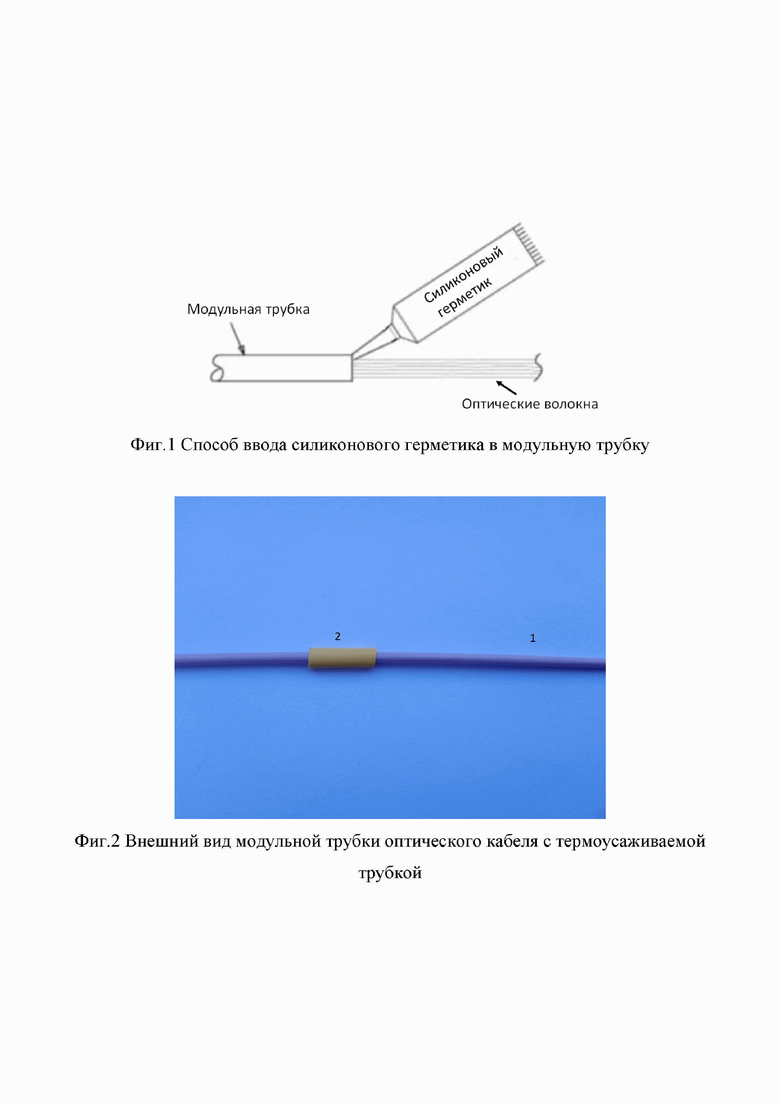
От этого недостатка свободен способ фиксации оптических волокон в модульной трубке [11], заключающийся в том, что в месте выхода оптических волокон из модульной трубки кабеля внутрь модульной трубки на глубину до 2,5 см вводят силиконовый герметик (фиг.1). К недостаткам данного способа относится следующее. Гидрофобное заполнение внутри модульной трубки не позволяет силиконовому герметику надежно закрепиться на оптических волокнах и внутренней поверхности модульной трубки. В результате при значительных сезонных перепадах температуры и низких температурах окружающей среды в зимний период пробка из силиконового герметика вдавливается из модульной трубки вместе с оптическими волокнами и оптические волокна выходят из оптического кабеля в муфту.
Сущностью предлагаемого изобретения является расширение области применения.
Эта сущность достигается тем, что согласно способу фиксации оптических волокон в модульной трубке оптического кабеля в месте выхода оптических волокон из модульной трубки оптического кабеля внутрь модульной трубки вводят силиконовый герметик при этом предварительно на модульную трубку оптического кабеля надевают термоусаживаемую трубку с внутренним диаметром на 0,2 – 0,3 мм больше внешнего диаметра модульной трубки оптического кабеля и длиной до 10 – 30 мм, а после того как модульные трубки оптического кабеля обрезают, смывают гидрофобный гель как с внешней поверхности модульной трубки, так и с ее внутренней поверхности на расстоянии 2-5 мм от торца модульной трубки оптического кабеля, выдавливая гидрофобный гель из модульной трубки оптического кабеля, обезжиривают оптические волокна и внешнюю поверхность модульных трубок оптического кабеля на расстоянии 20-30 мм и их внутреннюю поверхность на расстоянии 2-5 мм от торца модульной трубки оптического кабеля, затем в месте выхода оптических волокон из модульной трубки оптического кабеля внутрь модульной трубки на глубину 2-5 мм вводят силиконовый герметик, наносят равномерно силиконовый герметик на внешнюю поверхность модульной трубки на расстояние 5 – 10 мм от торца модульной трубки и на оптические волокна на расстоянии до 5 мм от торца модульной трубки, надвигают термоусаживаемую трубку на конец модульной трубки так, чтобы в месте выхода оптических волокон из модульной трубки оптического кабеля она примерно на 5-10 мм заходила на выходящие из модульной трубки оптического кабеля оптические волокна, после чего осаживают термоусаживаемую трубку, равномерно нагревая ее, и через 20-30 минут после этого при полимеризации наружного слоя силиконового герметика приступают к сращиванию оптических волокон.
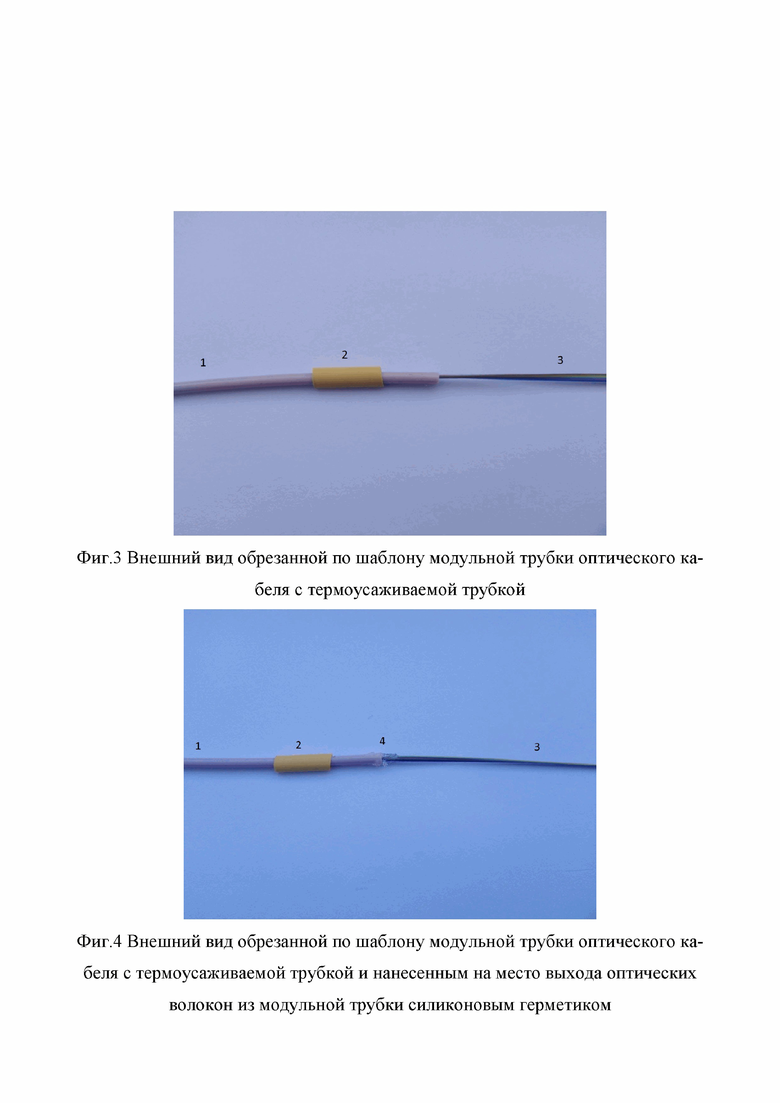
Чертежи на фиг.2-5 иллюстрируют устройство для реализации заявляемого способа. На фиг.1 внешний вид модульной трубки 1 оптического кабеля с надвинутой на нее термоусаживаемой трубкой 2. На фиг.2 представлен внешний вид обрезанной по шаблону модульной трубки 1 оптического кабеля с надвинутой на нее термоусаживаемой трубкой 2 и выходящими из нее оптическими волокнами 3. На фиг.3 представлен внешний вид обрезанной по шаблону модульной трубки 1 оптического кабеля с надвинутой на нее термоусаживаемой трубкой 2 и выходящими из нее оптическими волокнами 3 после нанесения силиконового герметика 4. На фиг.4 представлен внешний вид обрезанной по шаблону модульной трубки 1 оптического кабеля с выходящими из нее оптическими волокнами 3 после осаживания термоусаживаемой трубки.
Устройство содержит модульную трубку 1 оптического кабеля, термоусаживаемую трубку 2, оптические волокна 3, силиконовый герметик 4.
Способ осуществляется следующим образом. В зимний период при низких отрицательных температурах из-за значительной разницы температурных коэффициентов линейного расширения кварцевого стекла оптических волокон 3 и материала модульной трубки 1 оптического кабеля избыточная длина оптических волокон 3 в модульной трубке 1 оптического кабеля существенно увеличивается, увеличивается кривизна оптических волокон 3 в модульной трубке 1 оптического кабеля, что приводит к увеличению механического напряжения в оптических волокнах 3. Однако, поскольку при низкой отрицательной температуре гидрофобный гель в модульной трубке 1 густеет и существенных перемещений оптических волокон 3 к выходу из модульной трубки оптического кабеля 1 при этом нет. Летом, подвесной оптический кабель нагревается до достаточно высоких положительных температур, гидрофобный гель в оптическом кабеле становится текучим и вместе с оптическими волокнами 3, в которых имеют место остаточные механические напряжения, смещается к выходу из модульной трубки 1 оптического кабеля. После отвердевания силиконовый герметик 4 фиксирует оптические волокна на выходе из модульной трубки 1 оптического кабеля и создает пробку, препятствуя выходу из модульных трубок 1 оптического кабеля гидрофобного геля с оптическими волокнами 3. За счет обезжиривания поверхностей модульной трубки 1 и оптических волокон 3 и осаживания термоусаживаемой трубки 2 силиконовый герметик 4 надежно сцепляется с поверхностью модульной трубки 1 оптического кабеля и оптическими волокнами 3, что позволяет создаваемой при этом пробке выдерживать значительные нагрузки без разрушения, исключая «выдавливание» оптических волокон 3 из модульных трубок 1 оптического кабеля в муфту.
В отличие от известного способа, которым является прототип, силиконовый герметик не только вводится внутрь модульной трубки оптического кабеля, но и наносится на обезжиренные внешнюю поверхность модульной трубки оптического кабеля и оптические волокна и при этом место выхода оптических волокон из модульной трубки оптического кабеля с нанесенным на поверхности модульной трубки и оптических волокон силиконовым герметиком обжимается термоусаживаемой трубкой. В результате создаваемая пробка выдерживает значительно большие нагрузки по сравнению с прототипом, что и позволяет расширить область применения заявляемого способа по сравнению с прототипом.
ЛИТЕРАТУРА
1. DE 3133586 A1.
2. SU 1339471 A1.
3. SU 1704125 A1.
4. WO 9712268 A1.
5. US 5862290 A.
6. RU 2207606 C1.
7. US 2019227236 A1.
8. Аграфонов Ю.В., Липов Д.Б., Малов А.М., Овчинкин А.В. Проблемы эксплуатации волоконно-оптических систем связи // Компьютерная оптика. – 1999. –№ 19. – С. 159–164.
9. Андреев В.А., Бурдин В.А., Бессмертный А.Н., Нижгородов А.О., Никулина Т.Г. Особенности технической эксплуатации ВОЛС в районах Крайнего севера и Сибири // Электросвязь. – 2018. – № 8. – C. 67-71.
10. RU 2727562.
11. Aerial Installation Guidelines for Fiber Optic Cable. Installation Practice IP-003// OFS FITEL, LLC, 2013. – 12 p.,
https://fiber-optic-catalog.ofsoptics.com/documents/pdf/IP003.pdf
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля | 2020 |
|
RU2727562C1 |
| Способ испытания защиты соединений оптического кабеля от выдавливания оптических волокон из модульных трубок кабеля в муфту | 2021 |
|
RU2762106C1 |
| Оптическая муфта и терминальный модуль для оптической муфты (варианты) | 2020 |
|
RU2723915C1 |
| МУФТА ДЛЯ ОПТИЧЕСКИХ КАБЕЛЕЙ СВЯЗИ (ВАРИАНТЫ) | 2003 |
|
RU2229147C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПОРТА МУФТЫ ОПТИЧЕСКОГО КАБЕЛЯ С ВЫВОДОМ ПРОВОДНИКОВ ОТ БРОНИ К ЗАЗЕМЛИТЕЛЯМ | 2006 |
|
RU2319989C1 |
| СПОСОБ ВЫРАВНИВАНИЯ СВЯЗИ МОД В ОПТИЧЕСКИХ ВОЛОКНАХ НА СТРОИТЕЛЬНОЙ ДЛИНЕ ОПТИЧЕСКОГО КАБЕЛЯ МОДУЛЬНОЙ КОНСТРУКЦИИ С МНОГОМОДОВЫМИ ИЛИ МАЛОМОДОВЫМИ ОПТИЧЕСКИМИ ВОЛОКНАМИ | 2015 |
|
RU2624770C2 |
| КАБЕЛЬНЫЙ ВВОД ОПТИЧЕСКОЙ МУФТЫ И СПОСОБ ИСПОЛЬЗОВАНИЯ КАБЕЛЬНОГО ВВОДА | 2013 |
|
RU2537708C2 |
| Муфта для соединения кабелей оптоволоконной линии связи | 2019 |
|
RU2711216C1 |
| МУФТА ОПТИЧЕСКАЯ И УЗЕЛ ГЕРМЕТИЗАЦИИ МУФТЫ | 2018 |
|
RU2683815C1 |
| РАЗВЕТВИТЕЛЬНАЯ МУФТА ДЛЯ ВЫПОЛНЕНИЯ ОТВЕТВЛЕНИЙ НИЗКОЧАСТОТНЫХ ТОКОПРОВОДЯЩИХ ЖИЛ ОТ КОМБИНИРОВАННОГО МЕДНО-ОПТИЧЕСКОГО КАБЕЛЯ СВЯЗИ С ТРАНЗИТНЫМ ПРОХОЖДЕНИЕМ ОПТИЧЕСКИХ ВОЛОКОН И ВЫСОКОЧАСТОТНЫХ ТОКОПРОВОДЯЩИХ МЕДНЫХ ЖИЛ | 2002 |
|
RU2228568C2 |

Изобретение относится к волоконно-оптической технике, в частности к монтажу муфт оптического кабеля, и предназначено для крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля. Заявлен способ фиксации оптических волокон в модульной трубке оптического кабеля, в котором в месте выхода оптических волокон из модульной трубки оптического кабеля внутрь модульной трубки вводят силиконовый герметик, при этом предварительно на модульную трубку оптического кабеля надевают термоусаживаемую трубку с внутренним диаметром на 0,2–0,3 мм больше внешнего диаметра модульной трубки оптического кабеля и длиной до 10–30 мм, а после того как модульные трубки оптического кабеля обрезают, смывают гидрофобный гель как с внешней поверхности модульной трубки, так и с ее внутренней поверхности на расстоянии 2-5 мм от торца модульной трубки оптического кабеля, выдавливая гидрофобный гель из модульной трубки оптического кабеля, обезжиривают оптические волокна и внешнюю поверхность модульных трубок оптического кабеля на расстоянии 20-30 мм и их внутреннюю поверхность на расстоянии 2-5 мм от торца модульной трубки оптического кабеля. Затем в месте выхода оптических волокон из модульной трубки оптического кабеля внутрь модульной трубки на глубину 2-5 мм вводят силиконовый герметик, наносят равномерно силиконовый герметик на внешнюю поверхность модульной трубки на расстояние 5–10 мм от торца модульной трубки и на оптические волокна на расстоянии до 5 мм от торца модульной трубки, надвигают термоусаживаемую трубку на конец модульной трубки так, чтобы в месте выхода оптических волокон из модульной трубки оптического кабеля она примерно на 5-10 мм заходила на выходящие из модульной трубки оптического кабеля оптические волокна, после чего осаживают термоусаживаемую трубку, равномерно нагревая ее, и через 20-30 минут после этого при полимеризации наружного слоя силиконового герметика приступают к сращиванию оптических волокон. Технический результат - расширение области применения. 5 ил.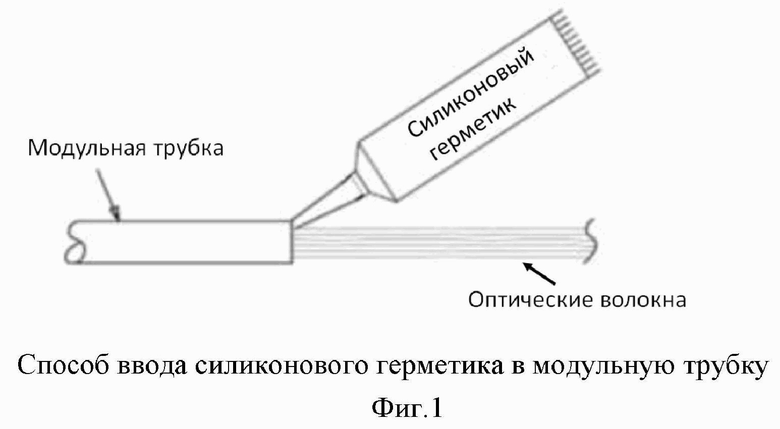
Способ фиксации оптических волокон в модульной трубке оптического кабеля, заключающийся в том, что в месте выхода оптических волокон из модульной трубки оптического кабеля внутрь модульной трубки вводят силиконовый герметик, отличающийся тем, что предварительно на модульную трубку оптического кабеля надевают термоусаживаемую трубку с внутренним диаметром на 0,2–0,3 мм больше внешнего диаметра модульной трубки оптического кабеля и длиной до 10–30 мм, а после того как модульные трубки оптического кабеля обрезают, смывают гидрофобный гель как с внешней поверхности модульной трубки, так и с ее внутренней поверхности на расстоянии 2-5 мм от торца модульной трубки оптического кабеля, выдавливая гидрофобный гель из модульной трубки оптического кабеля, обезжиривают оптические волокна и внешнюю поверхность модульных трубок оптического кабеля на расстоянии 20-30 мм и их внутреннюю поверхность на расстоянии 2-5 мм от торца модульной трубки оптического кабеля, затем в месте выхода оптических волокон из модульной трубки оптического кабеля внутрь модульной трубки на глубину 2-5 мм вводят силиконовый герметик, наносят равномерно силиконовый герметик на внешнюю поверхность модульной трубки на расстояние 5–10 мм от торца модульной трубки и на оптические волокна на расстоянии до 5 мм от торца модульной трубки, надвигают термоусаживаемую трубку на конец модульной трубки так, чтобы в месте выхода оптических волокон из модульной трубки оптического кабеля она примерно на 5-10 мм заходила на выходящие из модульной трубки оптического кабеля оптические волокна, после чего осаживают термоусаживаемую трубку, равномерно нагревая ее, и через 20-30 минут после этого при полимеризации наружного слоя силиконового герметика приступают к сращиванию оптических волокон.
| Способ крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля | 2020 |
|
RU2727562C1 |
| RU 2059275 C1, 27.04.1996 | |||
| US 10921521 B2, 16.02.2021 | |||
| WO 2011112763 A1, 15.09.2011 | |||
| WO 1996033431 A1, 24.10.1996 | |||
| Муфта для соединения кабелей оптоволоконной линии связи | 2019 |
|
RU2711216C1 |

