Изобретение относится к волоконно-оптической технике, в частности к монтажу муфт оптического кабеля, и предназначено для крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля.
Известны способы монтажа муфт оптического кабеля [1-7], как универсальных, так разработанных специально для подвесных оптических кабелей. В описаниях данных способов отдельно порядок выкладки и крепления на кассете муфты оптических модулей оптического кабеля не изложен, что допускает разные варианты. Это не учитывает специфику эксплуатации подвесных кабельных линий в условиях холодного климата и значительных сезонных перепадов температуры. В частности, как показала практика нет приемлемого решения проблемы «выдавливания» оптических волокон из оптического кабеля в муфты в условиях холодного климата и значительных сезонных перепадов температуры [8-9]. Указанные проблемы приводят к деградации параметров оптического линейного тракта в оптических волокнах в муфтах в процессе эксплуатации кабельных линий и, в итоге, к необходимости повторного монтажа муфт, что связано со значительными затратами.
Известен способ защиты сварных соединений оптических волокон в муфтах [10], заключающийся в том, что после сварки незащищенные соединения оптических волокон кабеля укладываются на гребенке, которая крепиться на кассете муфты. После заполнения гребенки сварные соединения оптических волокон на гребенке заливают силиконовым компаундом, который затвердевает при контакте с влажным воздухом. Данный способ предназначен для защиты незащищенных сростков оптических волокон и не решает указанные выше проблемы.
Известен способ крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кобеля [11], заключающийся в том, что концы соединяемых длин оптического кабеля разделывают по шаблону, в том числе по шаблону обрезают трубки оптических модулей так, что расстояние от места крепления оптических модулей на вводе в кассету до места обреза трубок оптических модулей в зависимости от конструкции кассеты составляет 20 - 30 мм, с оптических модулей и оптических волокон смывают гидрофобный гель, обезжиривают оптические волокна, оптические модули собирают в пучки, обматывают пучок оптических модулей в месте крепления оптических модулей в кассету несколькими слоями липкой полимерной ленты и закрепляют его на вводе в кассету на корпусе кассеты без натяжения двумя стяжками. Недостаток данного способа заключается в том, что он не исключает «выдавливания» оптических волокон из оптического кабеля в кассеты в муфтах в процессе эксплуатации подвесной кабельной линии в условиях холодного климата и значительных сезонных перепадов температуры.
Сущностью предполагаемого изобретения является расширение области применения.
Эта сущность достигается тем, что, согласно способу крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля концы соединяемых длин оптического кабеля разделывают по шаблону, в том числе по шаблону обрезают трубки оптических модулей так, что расстояние от места крепления оптических модулей на вводе в кассету до места обреза трубок оптических модулей в зависимости от конструкции кассеты составляет 4 - 8 мм, с оптических модулей и оптических волокон смывают гидрофобный гель, обезжиривают оптические волокна, оптические модули собирают в пучки, обматывают пучок оптических модулей в месте крепления оптических модулей в кассету несколькими слоями липкой полимерной ленты и закрепляют его на вводе в кассету на корпусе кассеты без натяжения двумя стяжками, при этом гидрофобный гель смывают как с внешней поверхности трубок оптического модуля, так и с их внутренней поверхности на расстоянии 1-2 мм от торца трубки оптического модуля, выдавливая гидрофобный гель из трубок оптических модулей, обезжиривают оптические волокна и внешнюю поверхность трубок оптических модулей на расстоянии 20-30 мм и их внутреннюю поверхность на расстоянии 1-2 мм от торца трубки оптического модуля, а также зачищают и обезжиривают поверхность кассета на вводе в месте крепления пучка оптических модулей, несколько слоев липкой полимерной ленты накладывают на пучок оптических модулей так, чтобы расстояние от нижнего края пучка до поверхности кассеты при закреплении оптических модулей на кассете составляло 1 – 2 мм, и после закрепления пучка оптических модулей на вводе в кассету на корпусе кассеты без натяжения двумя стяжками на участке около места обреза трубок оптических модулей в пучке накладывают силиконовый компаунд на расстоянии примерно на 5 мм над внешней поверхностью трубок оптических модулей и примерно на 5 мм над оптическими волокнами от торца трубок оптического модуля, равномерно распределяют силиконовый компаунд, в том числе между пучком оптических модулей и кассетой и внутри трубок оптических модулей на расстояние до 1 – 2 мм от их торца, через 15-20 минут после этого при полимеризации наружного слоя силиконового компаунда приступают к сращиванию оптических волокон.
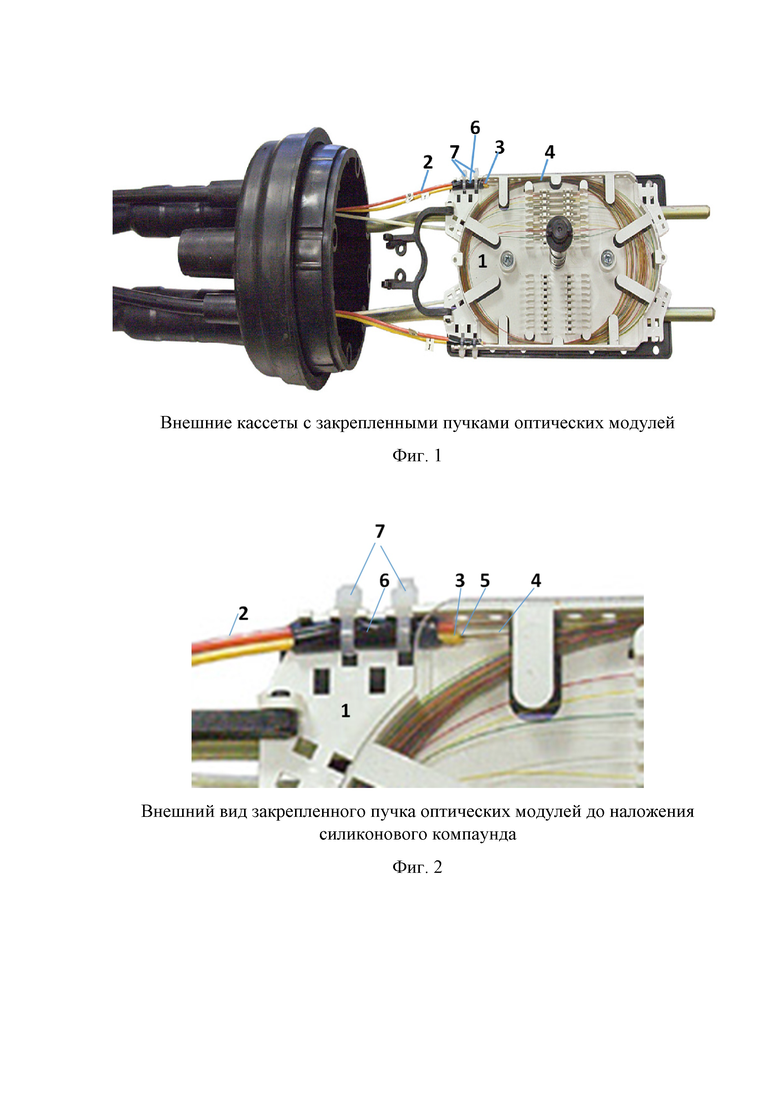
Чертежи на фиг.1 - фиг.3 иллюстрируют устройство для реализации заявляемого способа. На фиг.1 представлен внешний кассеты с закрепленными пучками оптических модулей. На фиг.2 представлен внешний вид закрепленного пучка оптических модулей до наложения силиконового компаунда. На фиг.3 представлен внешний вид закрепленного оптического модуля после наложения силиконового компаунда.
Устройство содержит кассету 1, оптические модули 2, включающие трубку оптического модуля 3, оптические волокна 4 и гидрофобный гель 5, липкую полимерную ленту 6, стяжки 7 и силиконовый компаунд 8.
Способ осуществляется следующим образом. В зимний период при низких отрицательных температурах из-за значительной разницы температурных коэффициентов линейного расширения кварцевого стекла оптических волокон 3 и материала трубки оптического модуля 4 избыточная длина оптических волокон 4 в оптическом модуле 2 существенно увеличивается, увеличивается кривизна оптических волокон 4 в оптическом модуле 2, что приводит к увеличению механического напряжения в оптических волокнах 4. Однако, поскольку при низкой отрицательной температуре гидрофобный гель 5 густеет, хотя оптические модули 2 и закреплены с применением липкой полимерной ленты 6 и с помощью стяжек 7 на кассете 1, существенных перемещений оптических волокон к выходу из трубки оптического модуля 3 при этом нет. Летом, подвесной оптический кабель нагревается до достаточно высоких положительных температур, гидрофобный гель 5 в оптическом кабеле становится текучим и вместе с оптическими волокнами 4, в которых имеют место остаточные механические напряжения, смещается к выходу из трубки оптического модуля 3. Но, поскольку после отвердевания силиконовый компаунд 8 фиксирует оптические волокна на выходе из трубки оптического модуля 3 и создает пробку, препятствуя выходу из трубок оптических модуля 3 гидрофобного геля 5, гидрофобный гель 5 с оптическими волокнами 4 не выходит из оптических модулей 2 оптического кабеля в кассету муфты 1.
В отличие от известного способа, которым является прототип, предлагаемый способ исключает выход оптических волокон из оптических модулей оптического кабеля в кассету муфты и связанную с этим деградацию параметров оптического линейного тракта в оптических волокнах в муфтах в процессе эксплуатации кабельных линий и, соответственно, необходимость повторного монтажа муфт и дополнительные затраты на это, что, в итоге, расширяет область применения способа
ЛИТЕРАТУРА
1. DE3133586A1
2. SU1339471A1
3. SU1704125A1
4. WO9712268A1
5. US5862290A
6. RU2207606C1
7. US2019227236A1
8. Аграфонов Ю.В., Липов Д.Б., Малов А.М., Овчинкин А.В. Проблемы эксплуатации волоконно-оптических систем связи // Компьютерная оптика. – 1999. –№ 19. – С. 159–164.
9. Андреев В.А., Бурдин В.А., Бессмертный А.Н., Нижгородов А.О., Никулина Т.Г. Особенности технической эксплуатации ВОЛС в районах Крайнего севера и Сибири // Электросвязь. – 2018. – № 8. – C. 67-71.
10. Installation Instruction. USCO 4-6. Corning Cable Systems. S46999-L4186-P431, 2001. – pp.1-14
11. Инструкция по монтажу ОМ и ОВ на кассете КУ (редакция 07/2018) // Связьстройдеталь. – C. 1-2.

Использование: для крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля. Сущность заявленного изобретения заключается в том, что в способе крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля концы соединяемых длин оптического кабеля разделывают по шаблону, в том числе по шаблону обрезают трубки оптических модулей так, что расстояние от места крепления оптических модулей на вводе в кассету до места обреза трубок оптических модулей в зависимости от конструкции кассеты составляет 4-8 мм, с оптических модулей и оптических волокон смывают гидрофобный гель, обезжиривают оптические волокна, оптические модули собирают в пучки, обматывают пучок оптических модулей в месте крепления оптических модулей в кассету несколькими слоями липкой полимерной ленты и закрепляют его на вводе в кассету на корпусе кассеты без натяжения двумя стяжками, при этом гидрофобный гель смывают как с внешней поверхности трубок оптического модуля, так и с их внутренней поверхности на расстоянии 1-2 мм от торца трубки оптического модуля, выдавливая гидрофобный гель из трубок оптических модулей, обезжиривают оптические волокна и внешнюю поверхность тру-бок оптических модулей на расстоянии 20-30 мм и их внутреннюю поверхность на расстоянии 1-2 мм от торца трубки оптического модуля, а также зачищают и обезжиривают поверхность кассета на вводе в месте крепления пучка оптических модулей, несколько слоев липкой полимерной ленты накладывают на пучок оптических модулей так, чтобы расстояние от нижнего края пучка до поверхности кассеты при закреплении оптических модулей на кассете составляло 1–2 мм, и после закрепления пучка оптических модулей на вводе в кассету на корпусе кассеты без натяжения двумя стяжками на участке около места обреза трубок оптических модулей в пучке накладывают силиконовый компаунд на расстоянии примерно на 5 мм над внешней поверхностью трубок оптических модулей и примерно на 5 мм над оптическими волокнами от торца трубок оптического модуля, равномерно распределяют силиконовый компаунд, в том числе между пучком оптических модулей и кассетой и внутри трубок оптических модулей на расстояние до 1–2 мм от их торца, через 15-20 минут после этого при полимеризации наружного слоя силиконового компаунда приступают к сращиванию оптических волокон. Технический результат: обеспечение возможности расширения области применения. 3 ил.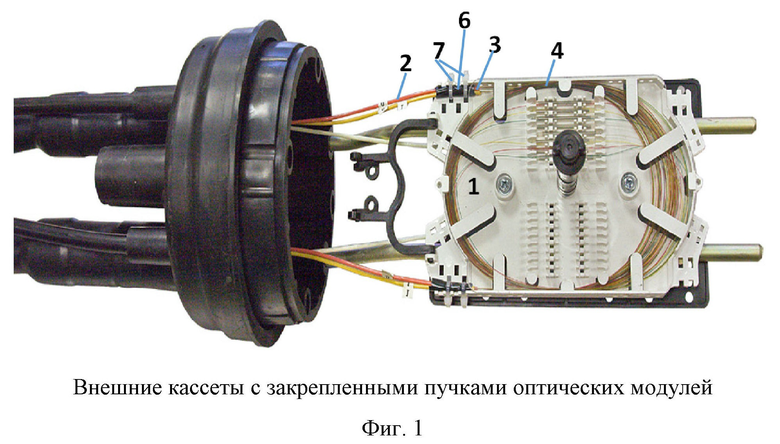
Способ крепления оптических модулей оптического кабеля на кассете муфты при сращивании длин оптического кабеля, заключающийся в том, что концы соединяемых длин оптического кабеля разделывают по шаблону, в том числе по шаблону обрезают трубки оптических модулей так, что расстояние от места крепления оптических модулей на вводе в кассету до места обреза трубок оптических модулей в зависимости от конструкции кассеты составляет 4-8 мм, с оптических модулей и оптических волокон смывают гидрофобный гель, обезжиривают оптические волокна, оптические модули собирают в пучки, обматывают пучок оптических модулей в месте крепления оптических модулей в кассету несколькими слоями липкой полимерной ленты и закрепляют его на вводе в кассету на корпусе кассеты без натяжения двумя стяжками, отличающийся тем, что гидрофобный гель смывают как с внешней поверхности трубок оптического модуля, так и с их внутренней поверхности на расстоянии 1-2 мм от торца трубки оптического модуля, выдавливая гидрофобный гель из трубок оптических модулей, обезжиривают оптические волокна и внешнюю поверхность трубок оптических модулей на расстоянии 20-30 мм и их внутреннюю поверхность на расстоянии 1-2 мм от торца трубки оптического модуля, а также зачищают и обезжиривают поверхность кассеты на вводе в месте крепления пучка оптических модулей, несколько слоев липкой полимерной ленты накладывают на пучок оптических модулей так, чтобы расстояние от нижнего края пучка до поверхности кассеты при закреплении оптических модулей на кассете составляло 1–2 мм, и после закрепления пучка оптических модулей на вводе в кассету на корпусе кассеты без натяжения двумя стяжками на участке около места обреза трубок оптических модулей в пучке накладывают силиконовый компаунд на расстоянии примерно на 5 мм над внешней поверхностью трубок оптических модулей и примерно на 5 мм над оптическими волокнами от торца трубок оптического модуля, равномерно распределяют силиконовый компаунд, в том числе между пучком оптических модулей и кассетой и внутри трубок оптических модулей на расстояние до 1–2 мм от их торца, через 15-20 минут после этого при полимеризации наружного слоя силиконового компаунда приступают к сращиванию оптических волокон.
| Андреев Р.В., Алехин Н.И., Попов В.Б | |||
| Современные технологии монтажа электрических кабелей связи, Федеральное агентство связи, ФГБОУВО "ПОВОЛЖСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ТЕЛЕКОММУНИКАЦИЙИ ИНФОРМАТИКИ", САМАРСКИЙ РЕГИОНАЛЬНЫЙ ТЕЛЕКОММУНИКАЦИОННЫЙ ТРЕЙНИНГ ЦЕНТР, САМАРА, 2016 | |||
| US 20190227236 A1, 25.07.2019 | |||
| WO 2011112763 A1, 15.09.2011 | |||
| WO |

