Группа изобретений относится к области радиочастотной идентификации, в частности к конструкциям радиочастотных меток.
Далее по тексту будут использованы следующие термины и сокращения.
Радиочастотная идентификация (сокр. РЧИД, RFID – англ. Radio Frequency IDentification) — метод беспроводной передачи информации, в котором посредством радиосигналов считываются или записываются данные, хранящиеся в так называемых транспондерах или RFID метках. Как правило RFID метки пассивные, то есть не содержат в своем составе элементов питания.
Чип – интегральная (микро)схема – микроэлектронное устройство с комплексами входных сопротивлений и/или согласующих контуров, изготовленная из полупроводниковой пластины. Чип выполняет функцию обработки сигналов при приеме-передачи информации посредством радиочастотного обмена со считывателем, содержит защищенную память, пользовательскую память, уникальный идентификационный номер, может содержать процессор для обработки криптографии, программируемую область для выполнения микропрограмм и др.
Антенна – конфигурация проводника, геометрически и технически выполненная в соответствии с применяемым типом чипа. Антенна может быть замкнутого (ВЧ диапазон) и открытого типа (СВЧ диапазон). Антенна имеет различную форму: круг, овал, квадрат, прямоугольник и другие свободные геометрические формы. Форма антенны проектируется в соответствии со спецификацией используемого чипа. Антенна выполняется из материалов, содержащих в своем составе токопроводящие вещества, такие как алюминий, медь, серебро, олово, золото, графит и другие материалы. Антенна наносится на подложку, выполненную из тонкопленочных синтетических материалов и бумаги методом укладки проволоки, травления, шелкографии (трафаретная печать), термотрансферного переноса, тиснения, струйной, офсетной, флексографской и цифровой печати специальными красками.
RFID инлей (англ. Inlay) – часть RFID изделия, состоящая из подложки и содержащая в своем составе не менее одного чипа и одной антенны. Расположение антенн и чипов может быть как синхронно относительно сторон листового материала с радиочастотной меткой, так и асинхронно, в зависимости от предполагаемого дизайна и конфигурации будущего RFID изделия. На инлее могут быть расположены дополнительные электронные компоненты, например, светодиоды, кнопки, конденсаторы, резисторы, сенсоры, микроконтроллеры и др.
RFID метка – совокупность чипа и антенны.
RFID изделие – конечный продукт, содержащий RFID метку, например, карта, бирка, этикетка, наклейка, упаковка, браслет и другие формы изделия, который можно получить методом высечки из листового RFID материала, внутри которого есть RFID инлей.
RFID считыватель (ридер) – устройство, предназначенное для обмена данными с RFID изделиями, например, чтение и запись информации.
Наиболее близким аналогом заявляемого транспондера является устройство, известное из патента RU 2629143, представляющее собой пластиковый брелок с полноцветной печатью, оснащенный встроенной RFID-меткой и имеющий круглое отверстие для крепления кольца.
Однако при эксплуатации ушко, образованное круглым отверстием, подвергается нагрузкам и со временем может отломиться.
Наиболее близким аналогом заявляемой втулки является устройство, известное из патента RU 2516930 и содержащее коррозиестойкий слой из эпоксидной смолы.
Однако данная втулка предназначена для использования в автомобильной промышленности.
Технической проблемой, на решение которой направлена группа изобретений, является предотвращение деформаций и разрушения транспондера в области отверстия.
Техническим результатом является повышение надёжности и долговечности конструкции транспондера с внешними слоями, выполненными из полимерного материала на основе полиуретана, в области отверстия.
Заявленный технический результат достигается благодаря тому, что в транспондере для радиочастотной идентификации, выполненном с отверстием и содержащем радиочастотную идентификационную метку, и последовательно расположенные слои лицевой внешний слой, слой пластиковой основы, в которой расположена радиочастотная идентификационная метка, оборотный внешний слой; при этом лицевой внешний слой и оборотный внешний слой выполнены из полимерного материала на основе полиуретана, в отверстии расположена втулка, которая выполнена с высотой, превышающей толщину слоя пластиковой основы, и содержит выемку, размещённую на внешней поверхности втулки, при этом выступающий над слоем пластиковой основы участок втулки контактирует с лицевым внешним слоем, а выступающий под слоем пластиковой основы участок втулки контактирует с оборотным внешним слоем.
Заявленный технический результат также достигается благодаря тому, что втулка для размещения в отверстии транспондера для радиочастотной идентификации выполнена в виде полой детали и содержит выемку, размещённую на внешней поверхности детали.
Кольцо, вставляемое в отверстие транспондера при его эксплуатации, истирает пластиковые слои, приводя в деформации ушка транспондера. Неровности на поверхности кольца обеспечивают дополнительный изнашивающий эффект на внутреннюю поверхность отверстия и его края. Интеграция дополнительного объекта внутрь отверстия нивелирует воздействие кольца на слои транспондера. Монтаж втулки до нанесения слоев полимерного материала внешних слоёв транспондера увеличивает толщину полимерного материала по краю отверстия, повышая прочность конструкции в области ушка.
В описании использованы термины «лицевой», «оборотный», «верхний», «нижний», однако специалисту понятно, что данные термины использованы только для удобства описания, и при перевороте конструкции сущность изобретения не изменится.
Изобретение поясняется с помощью фиг. 1-29, на которых показаны:
Фиг. 1 – общий вид транспондера;
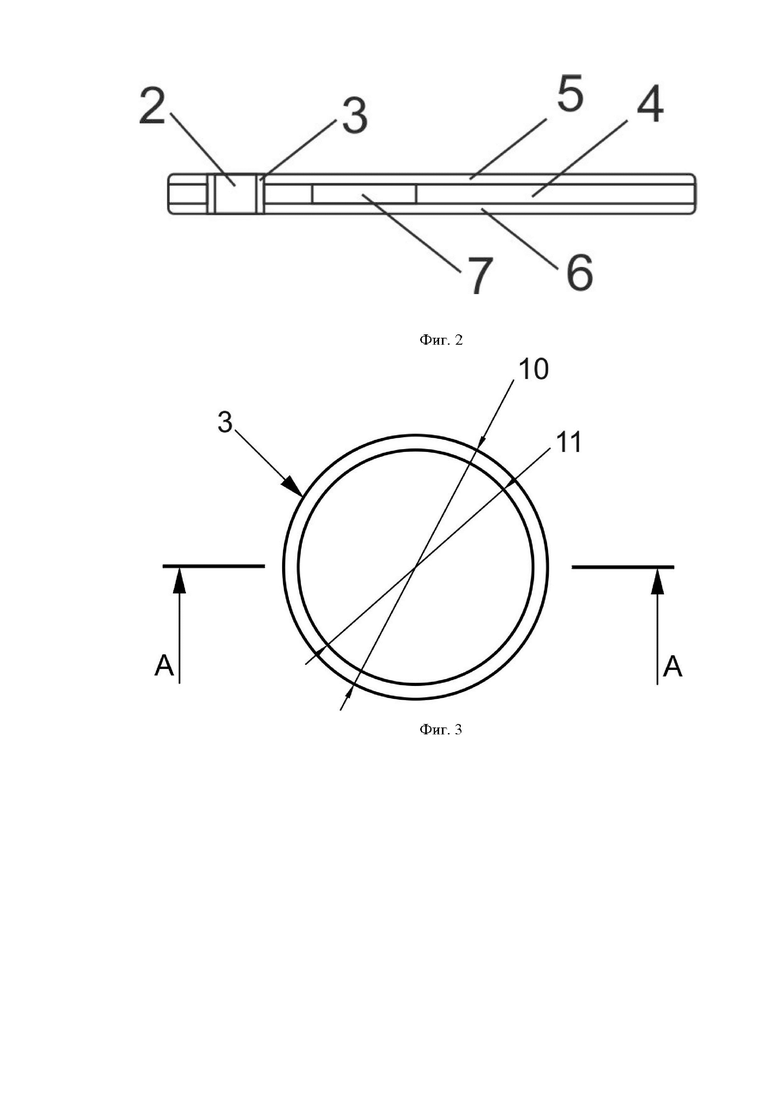
Фиг. 2 – разрез транспондера в области отверстия;
Фиг. 3 – первый вариант втулки, вид сверху;
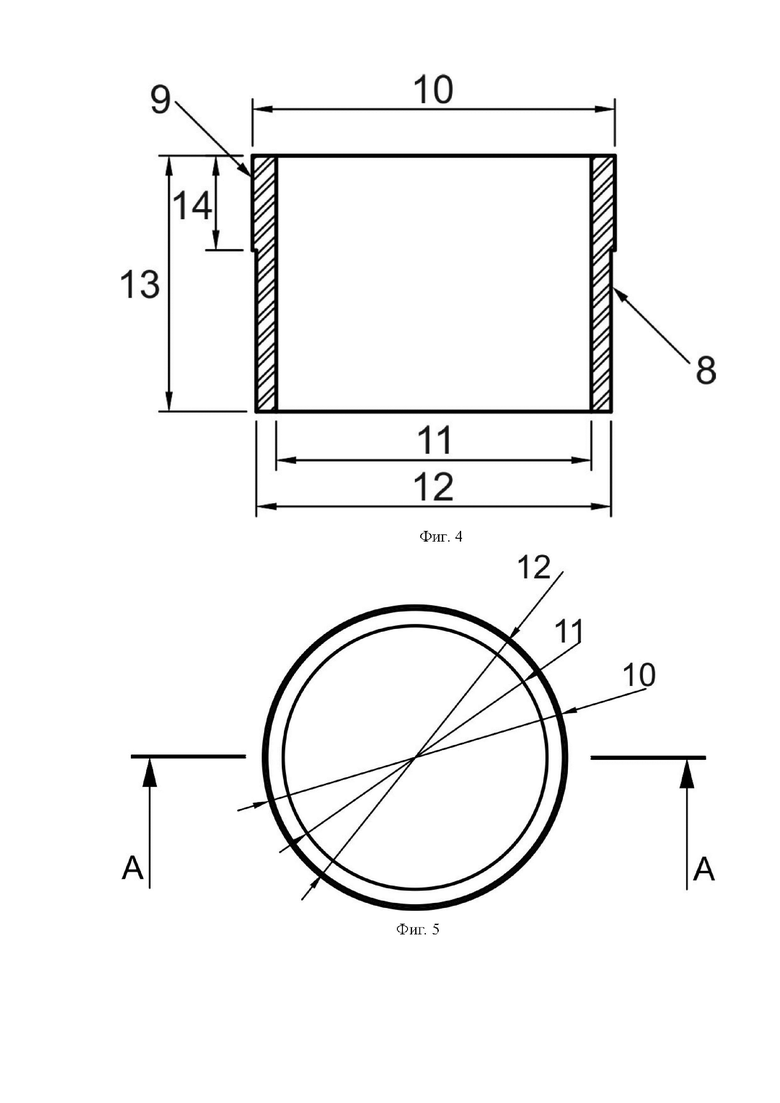
Фиг. 4 – первый вариант втулки, сечение А-А;
Фиг. 5 – первый вариант втулки, вид снизу;
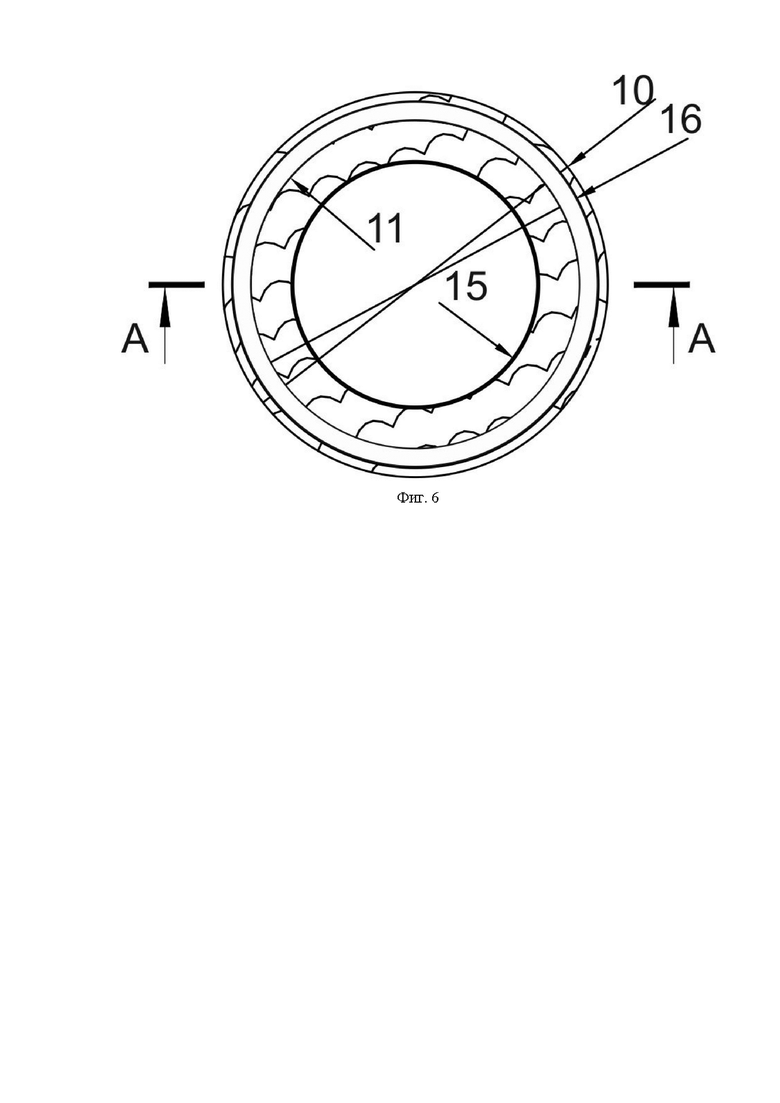
Фиг. 6 – второй вариант втулки, вид сверху;
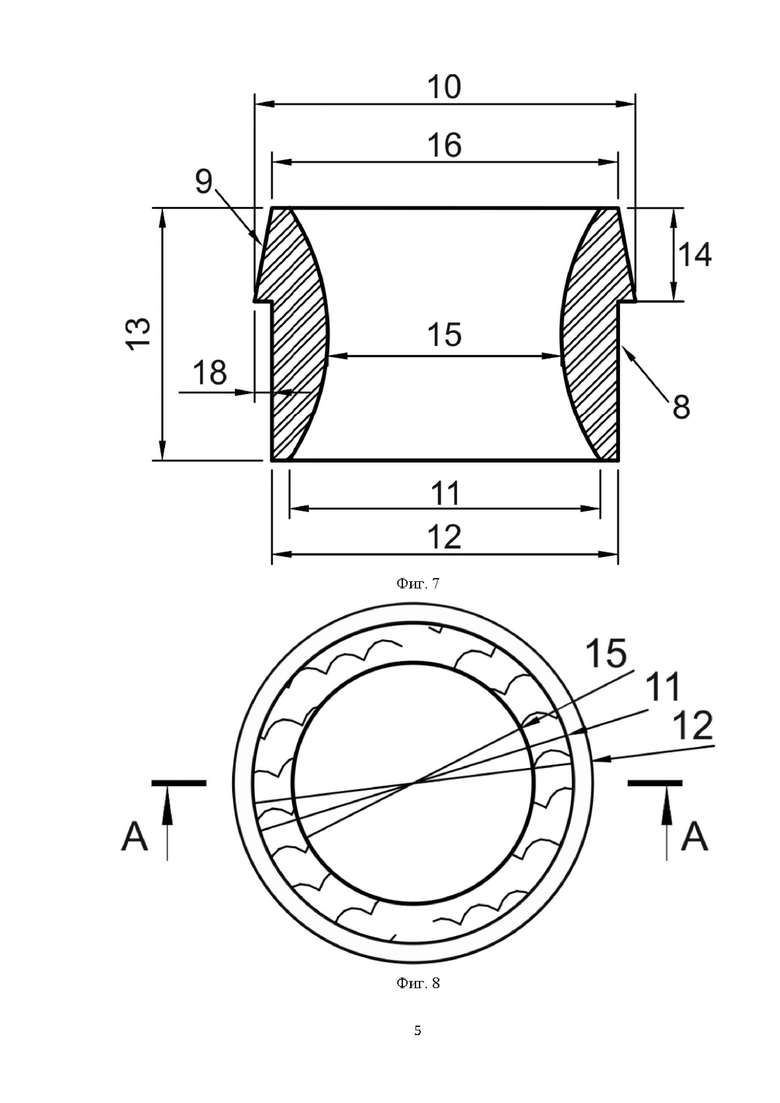
Фиг. 7 – второй вариант втулки, сечение А-А;
Фиг. 8 – второй вариант втулки, вид снизу;
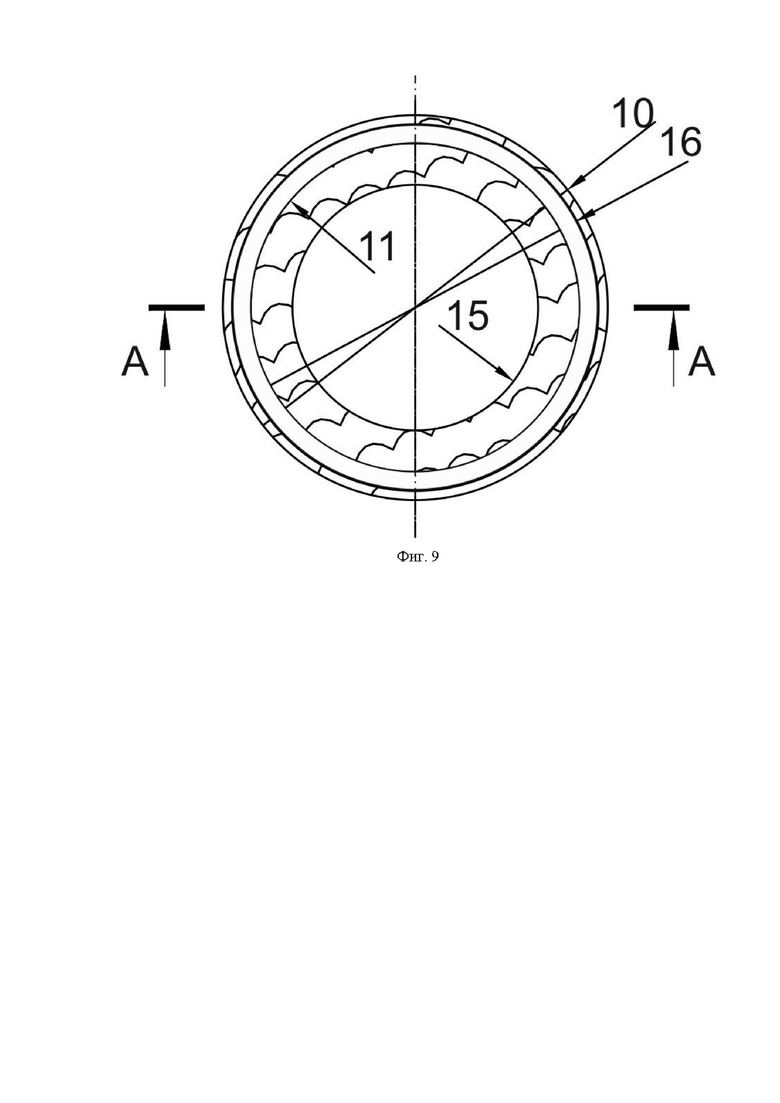
Фиг. 9 – третий вариант втулки, вид сверху;
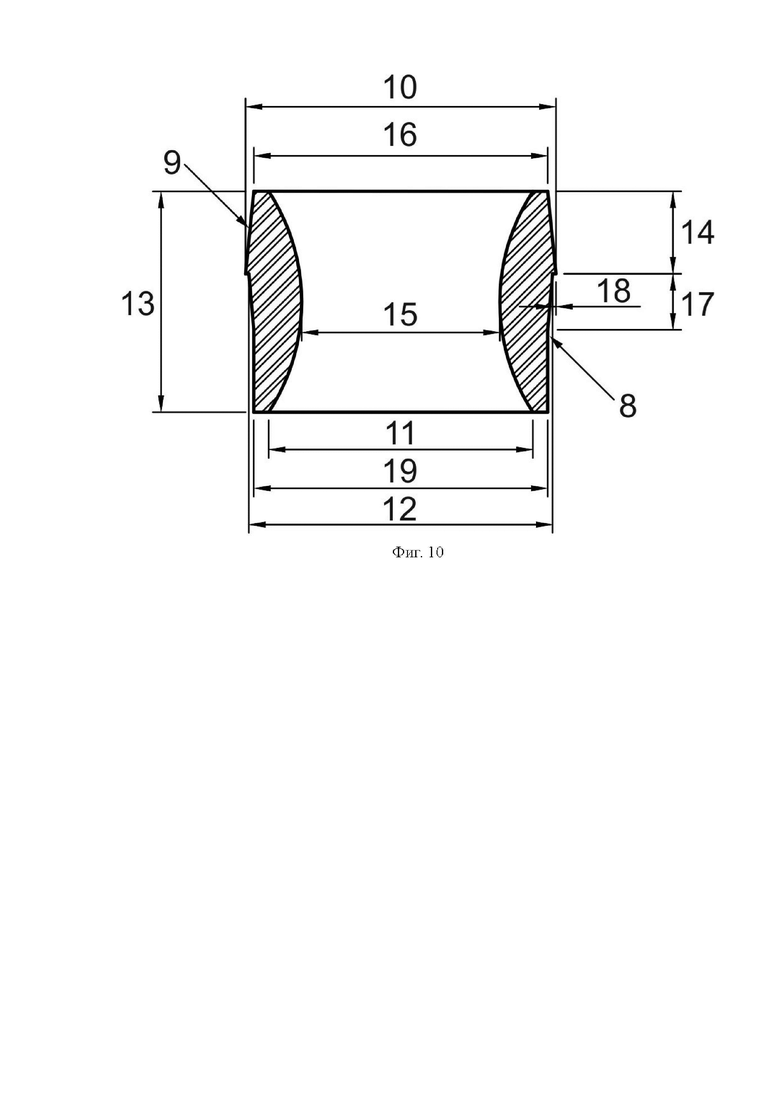
Фиг. 10 – третий вариант втулки, сечение А-А;
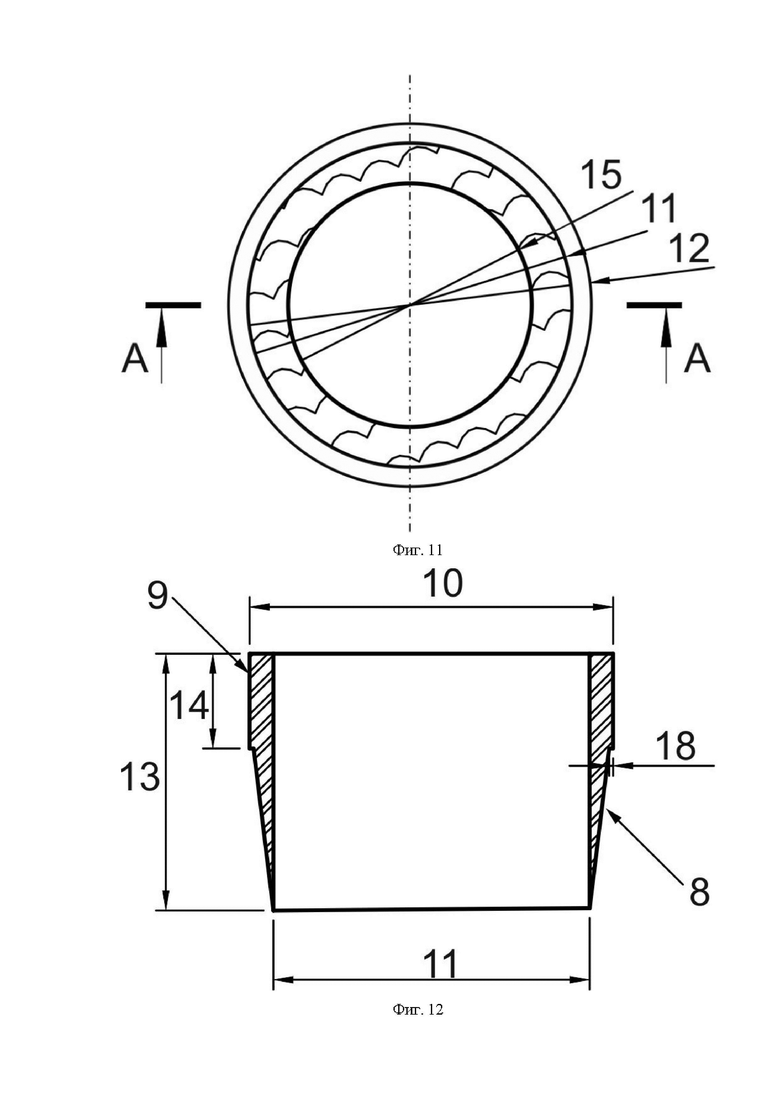
Фиг. 11 – третий вариант втулки, вид снизу;
Фиг. 12 – четвёртый вариант втулки, продольное сечение;
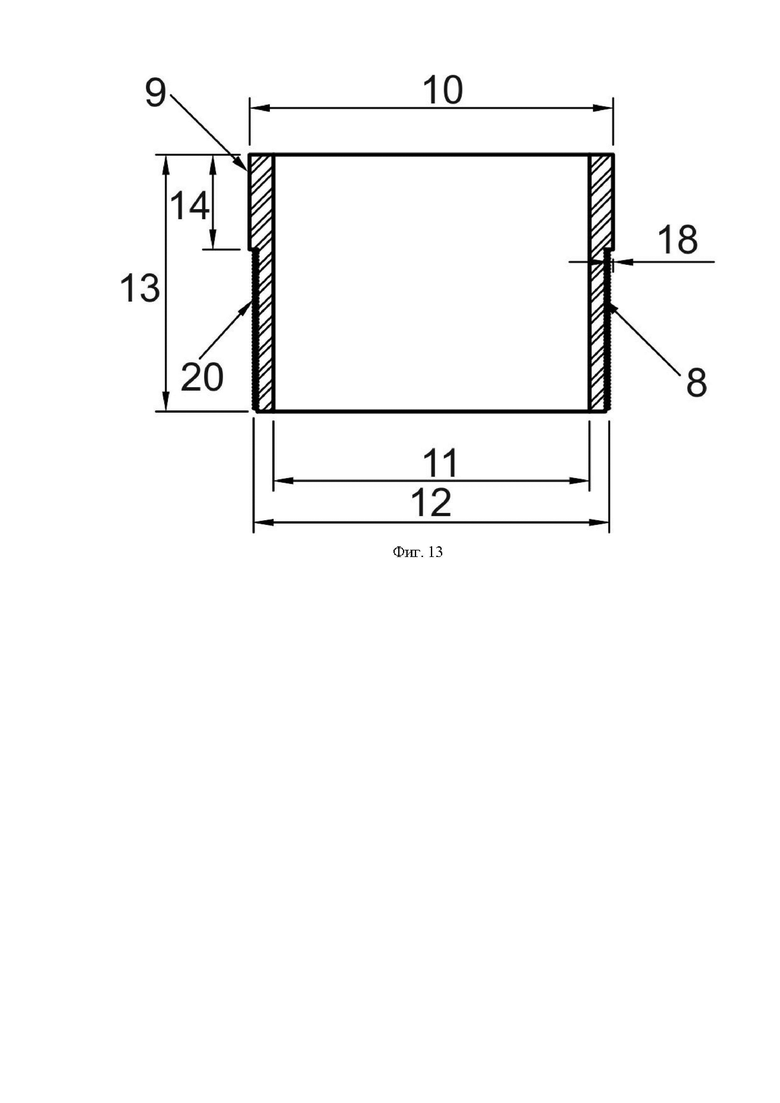
Фиг. 13 – пятый вариант втулки, продольное сечение;
Фиг. 14 – шестой вариант втулки, продольное сечение;
Фиг. 15 – седьмой вариант втулки, продольное сечение;
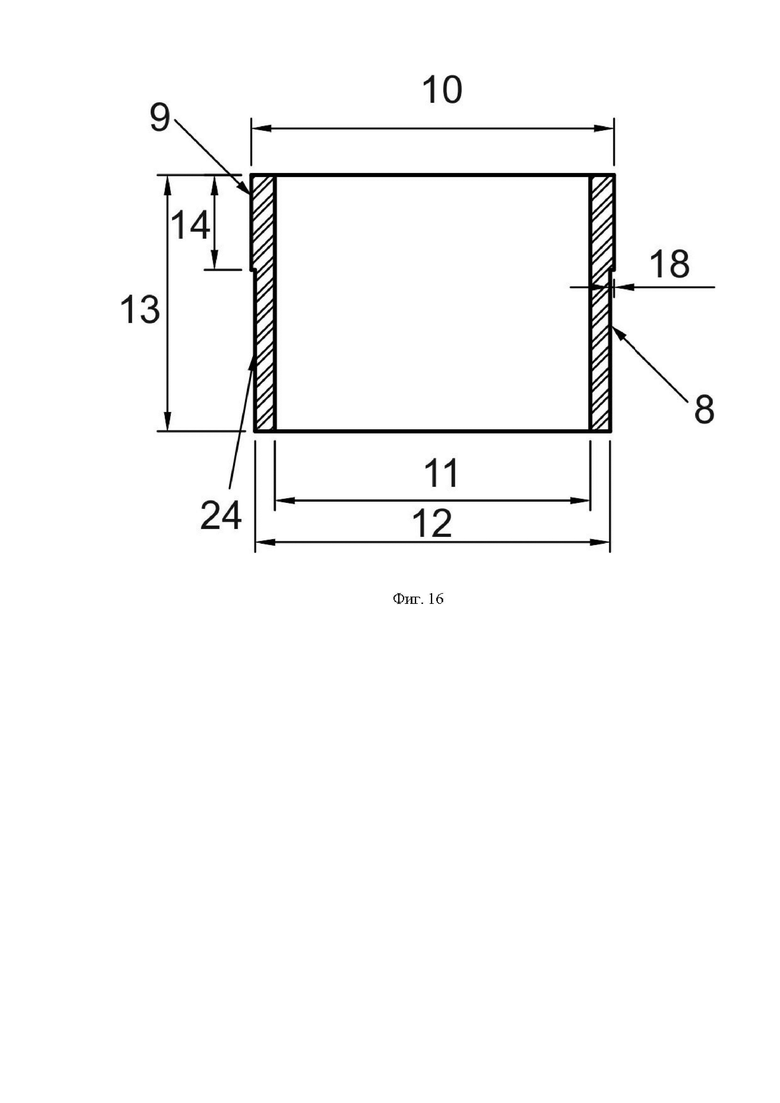
Фиг. 16 – восьмой вариант втулки со слоем клея, продольное сечение;
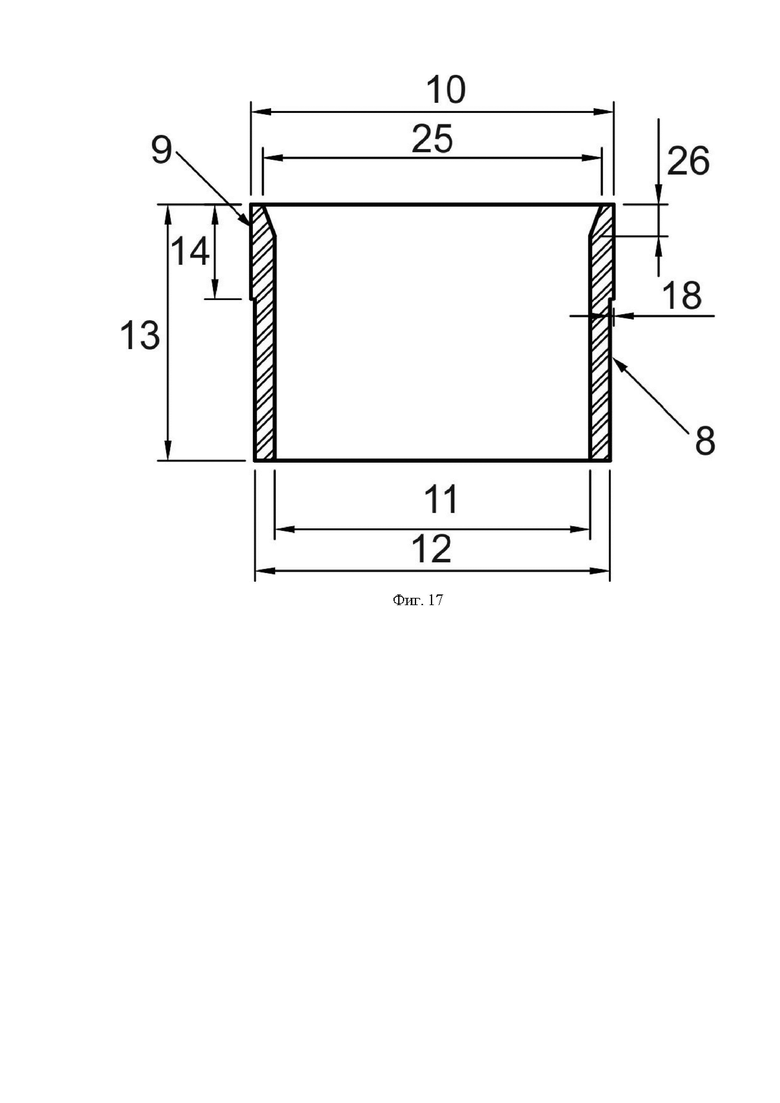
Фиг. 17 – девятый вариант со скосом в верхней части втулки, продольное сечение;
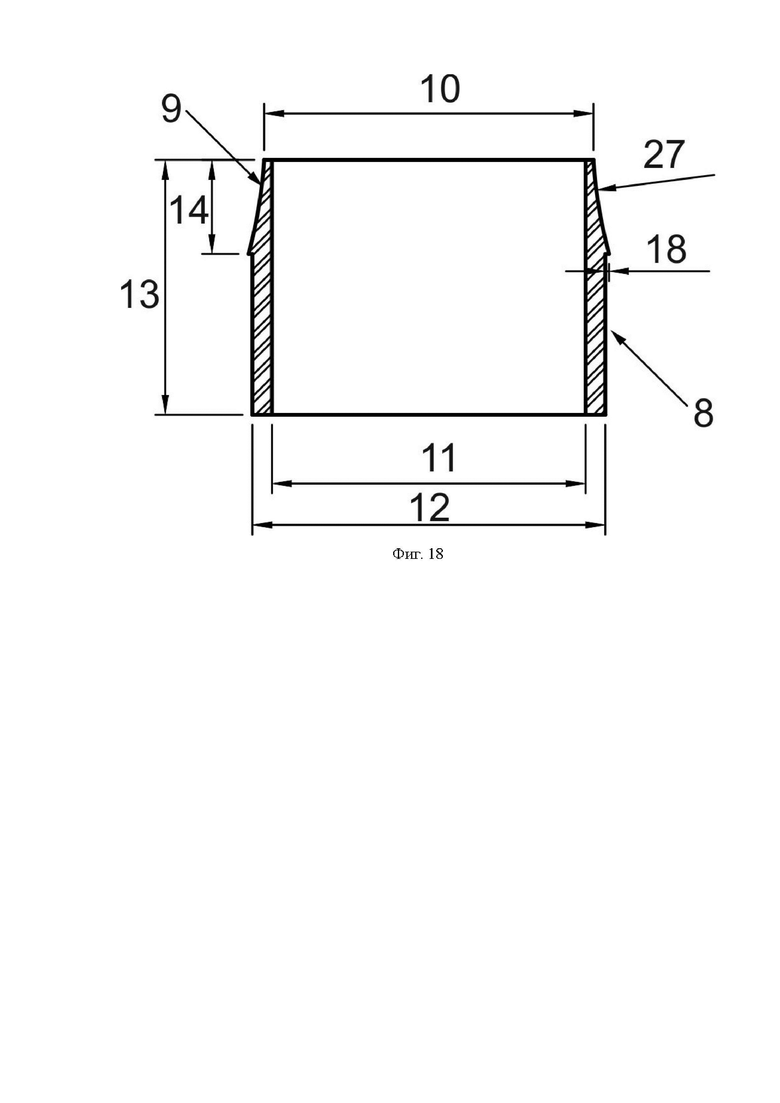
Фиг. 18 – десятый вариант с радиусной выемкой по внешней поверхности в верхней части втулки, продольное сечение;
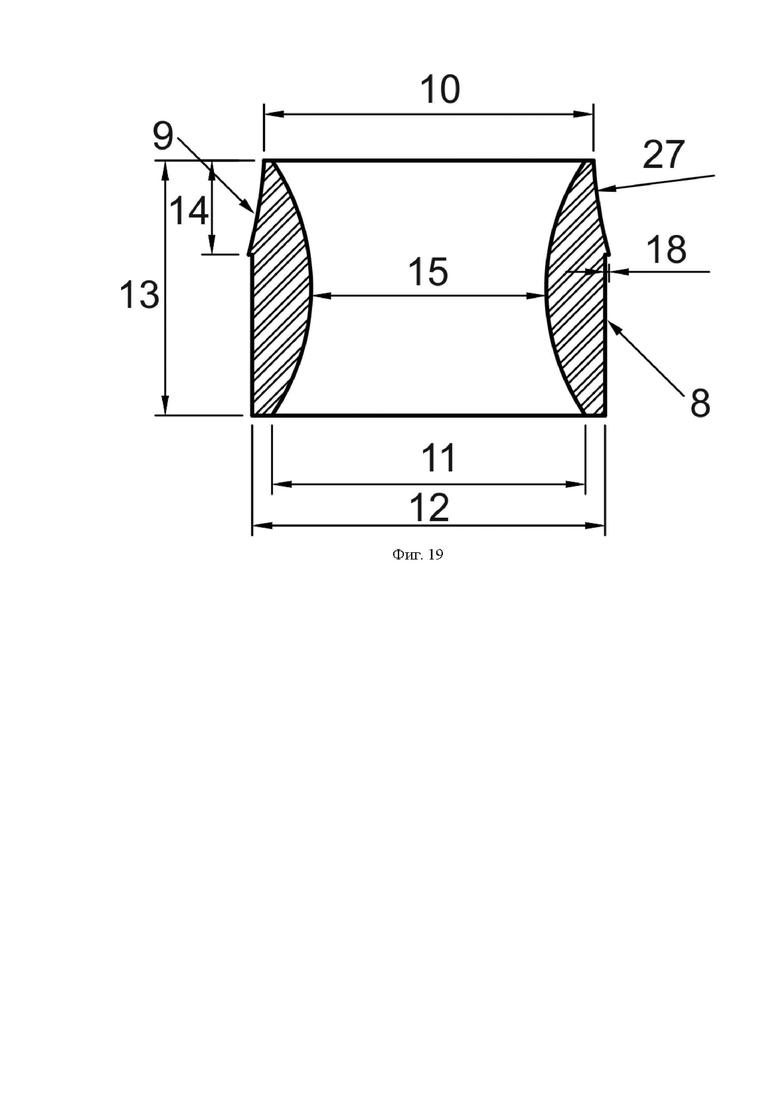
Фиг. 19 – одиннадцатый вариант с радиусной выемкой по внешнему диаметру в верхней части втулки и выпуклой частью по внутренней поверхности в центральной части втулки, продольное сечение;
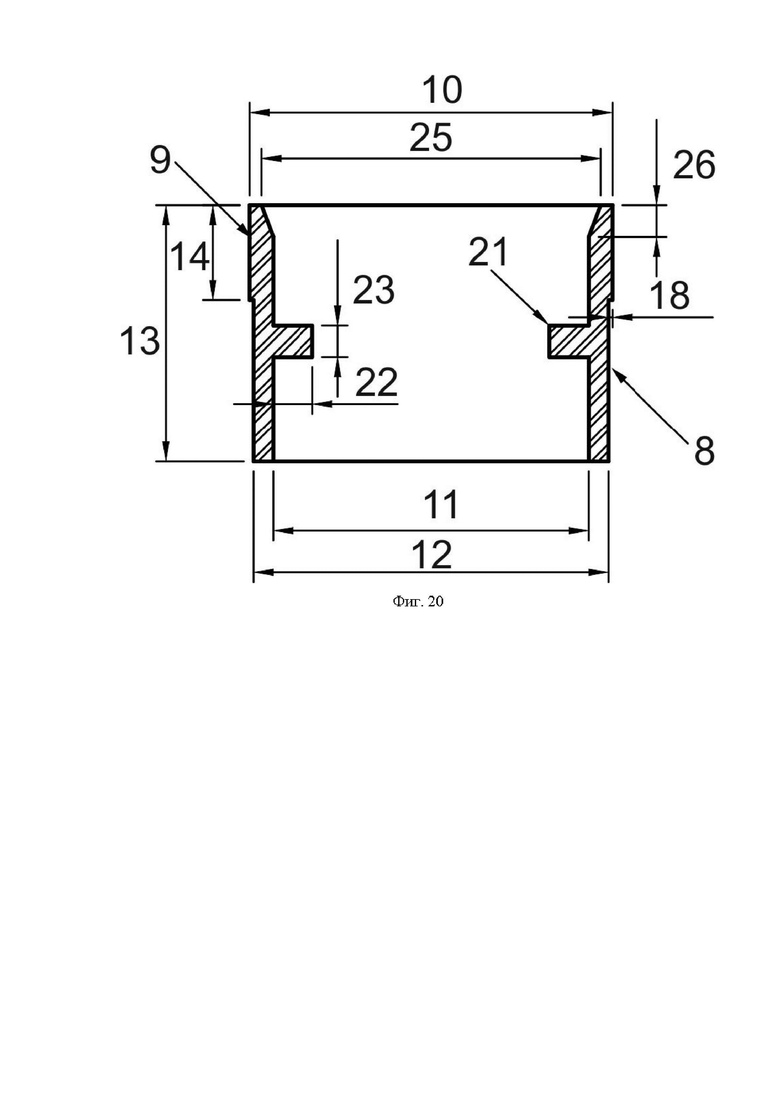
Фиг. 20 – двенадцатый вариант со скосом в верхней части втулки и выступом в центральной части втулки по внутренней поверхности, продольное сечение;
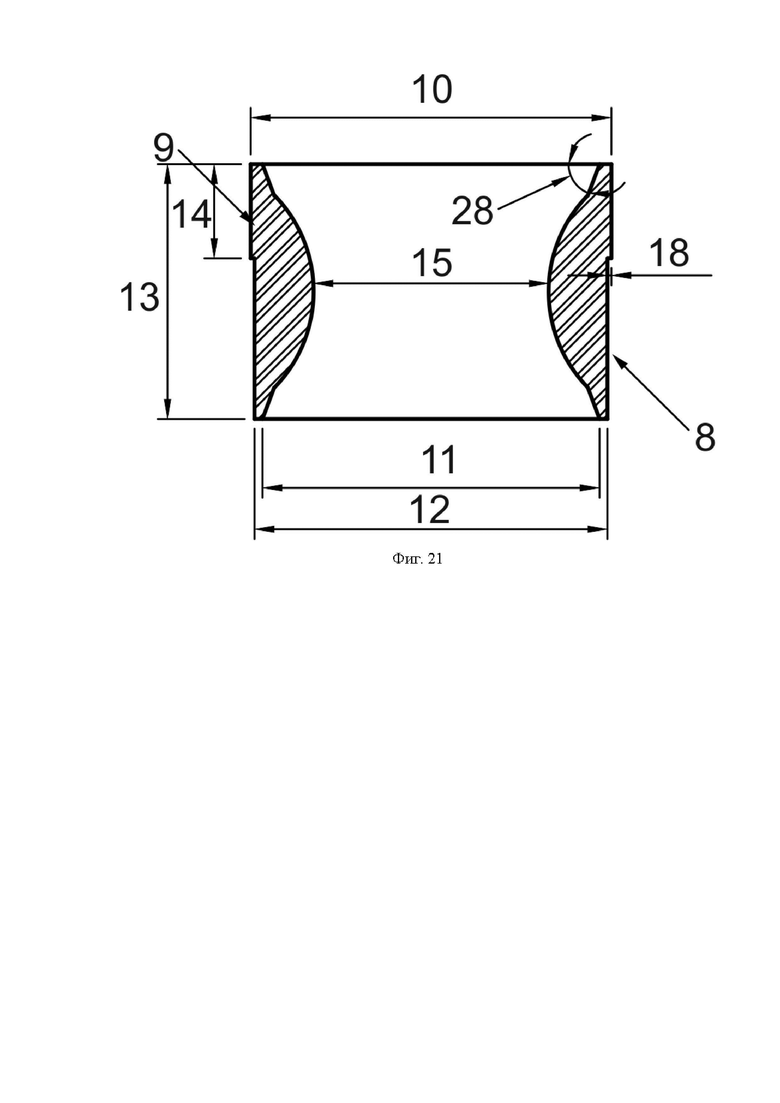
Фиг. 21 – тринадцатый вариант со скосом в верхней части втулки и выпуклой частью в центральной части втулки по внутренней поверхности, продольное сечение;
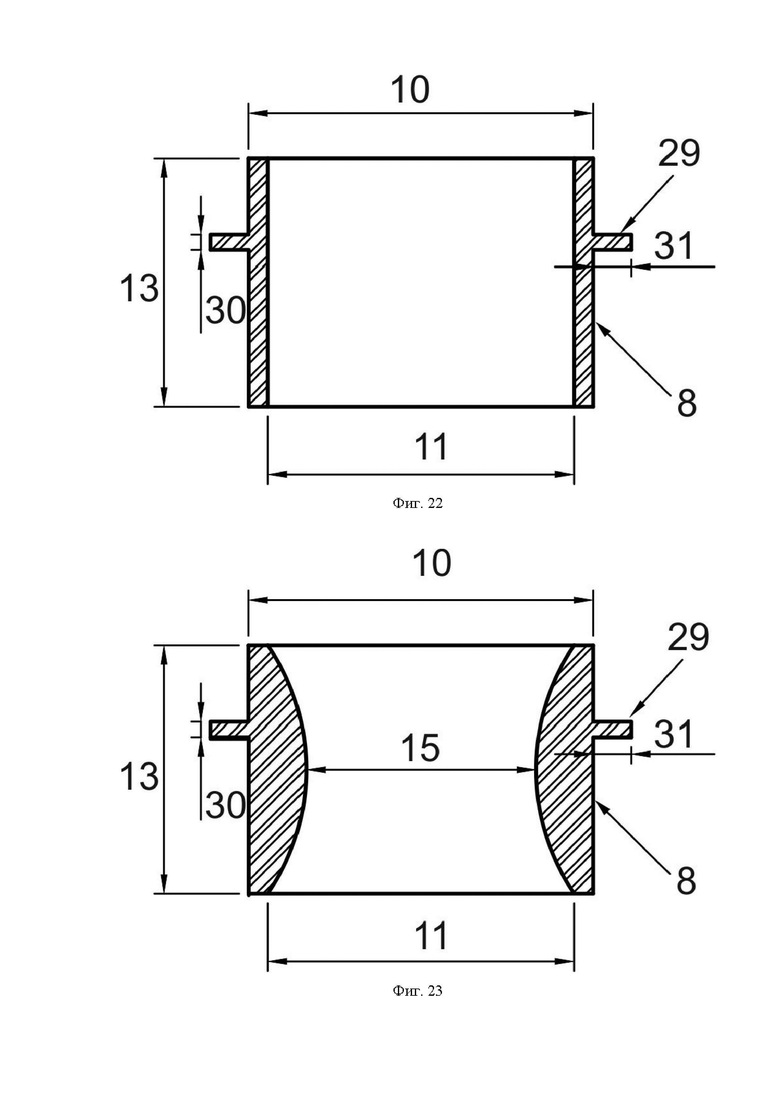
Фиг. 22 – четырнадцатый вариант с внешним выступом по внешней поверхности втулки, продольное сечение;
Фиг. 23 – пятнадцатый вариант с внешним выступом по внешней поверхности втулки и выпуклой частью в центральной части втулки по внутренней поверхности, продольное сечение;
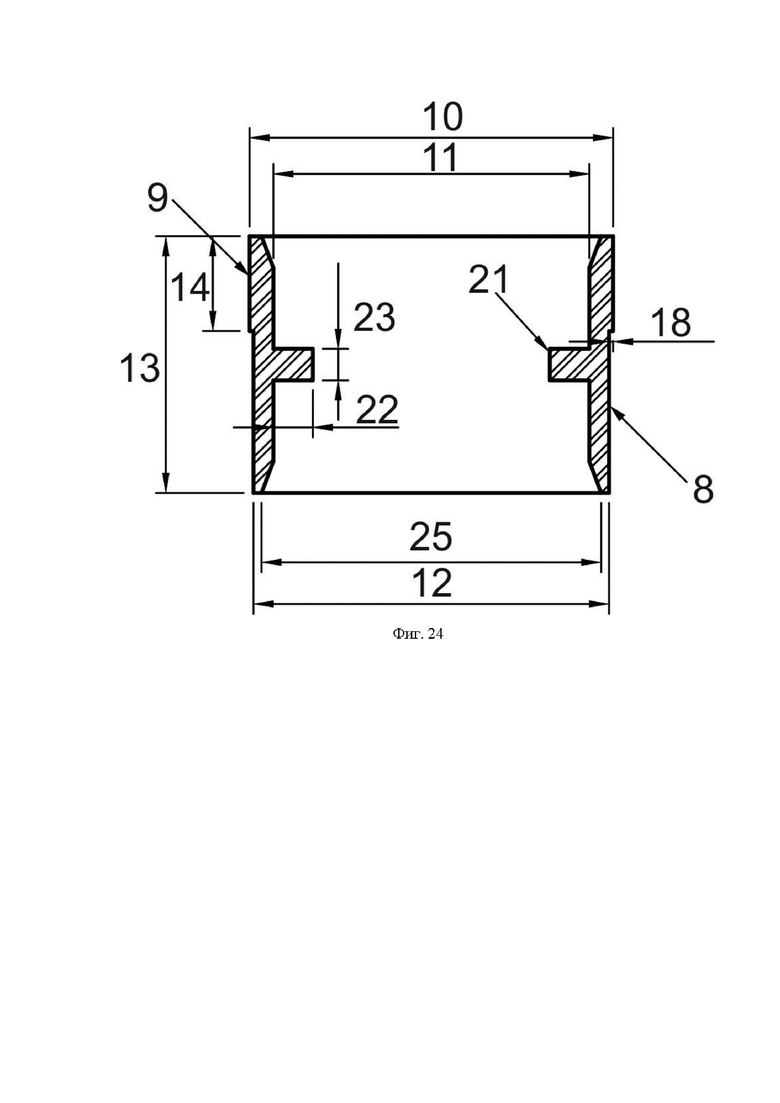
Фиг. 24 – шестнадцатый вариант с внутренним выступом и со скосом по внутренней поверхности в верхней и нижней частях втулки, продольное сечение;
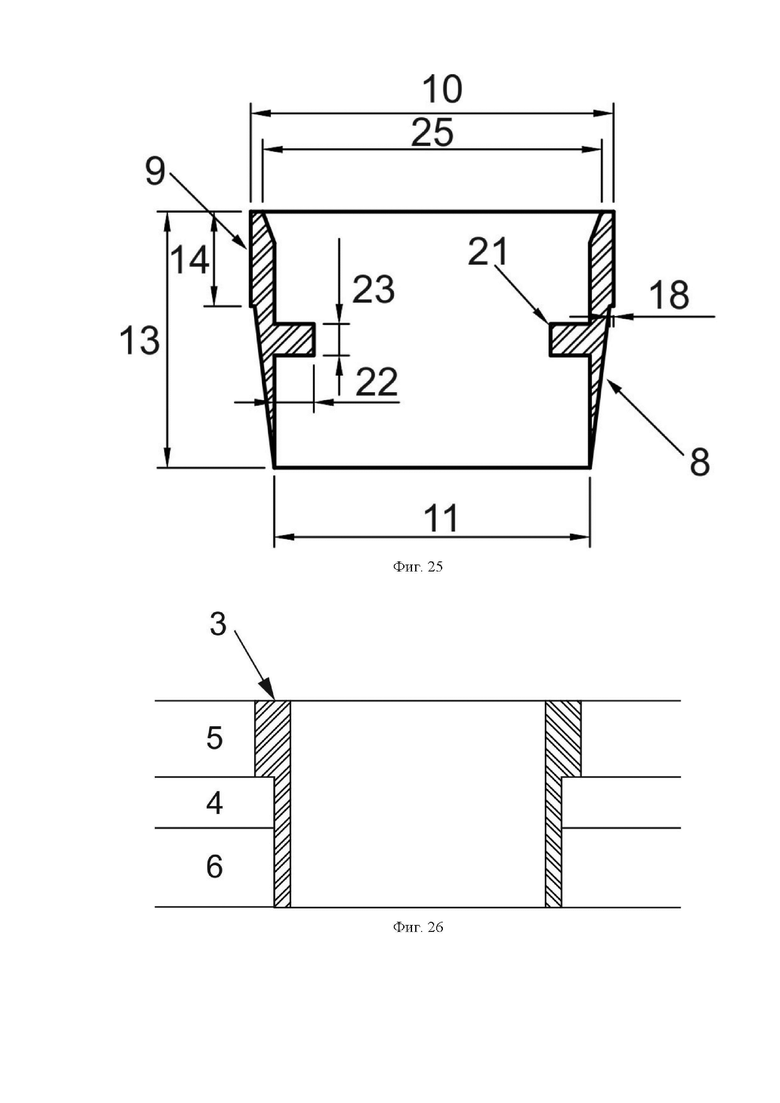
Фиг. 25 – семнадцатый вариант с внутренним выступом, со скосом по внутренней поверхности в верхней части втулки и скосом по внешней поверхности втулки, продольное сечение;
Фиг. 26 – продольное сечение транспондера со втулкой;
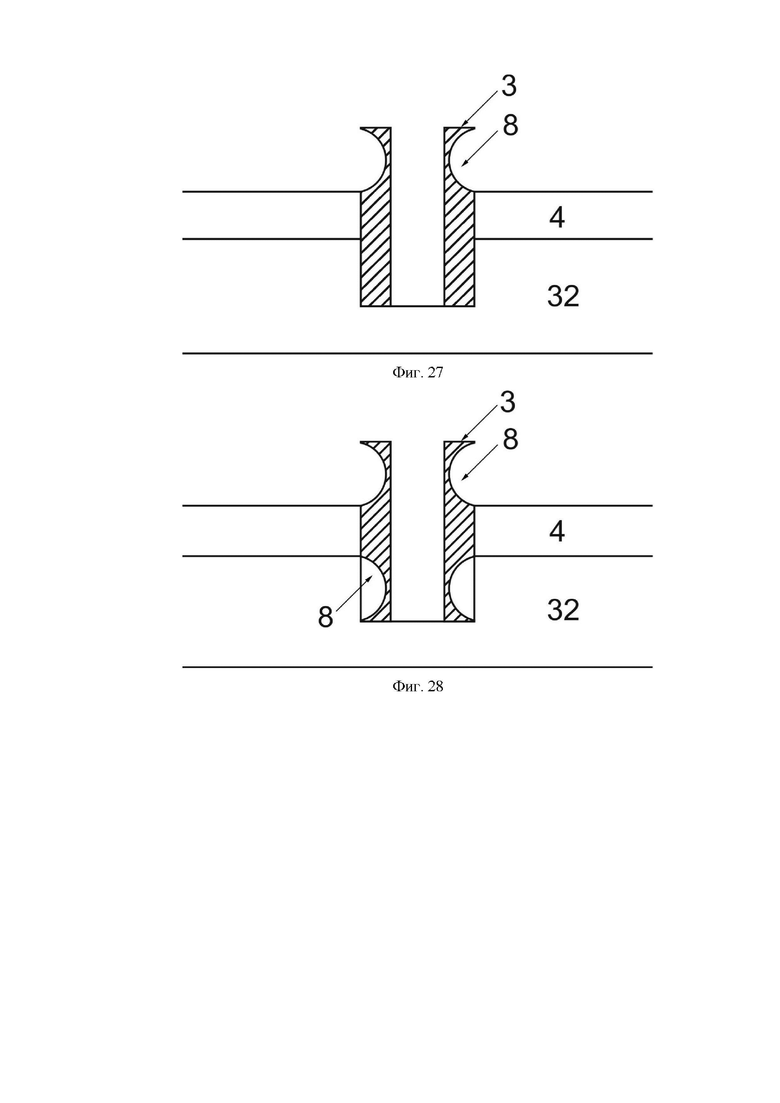
Фиг. 27 – восемнадцатый вариант втулки с выемкой над краем слоя пластиковой основы, продольное сечение;
Фиг. 28 – девятнадцатый вариант втулки с двумя выемками над краем слоя пластиковой основы, продольное сечение;
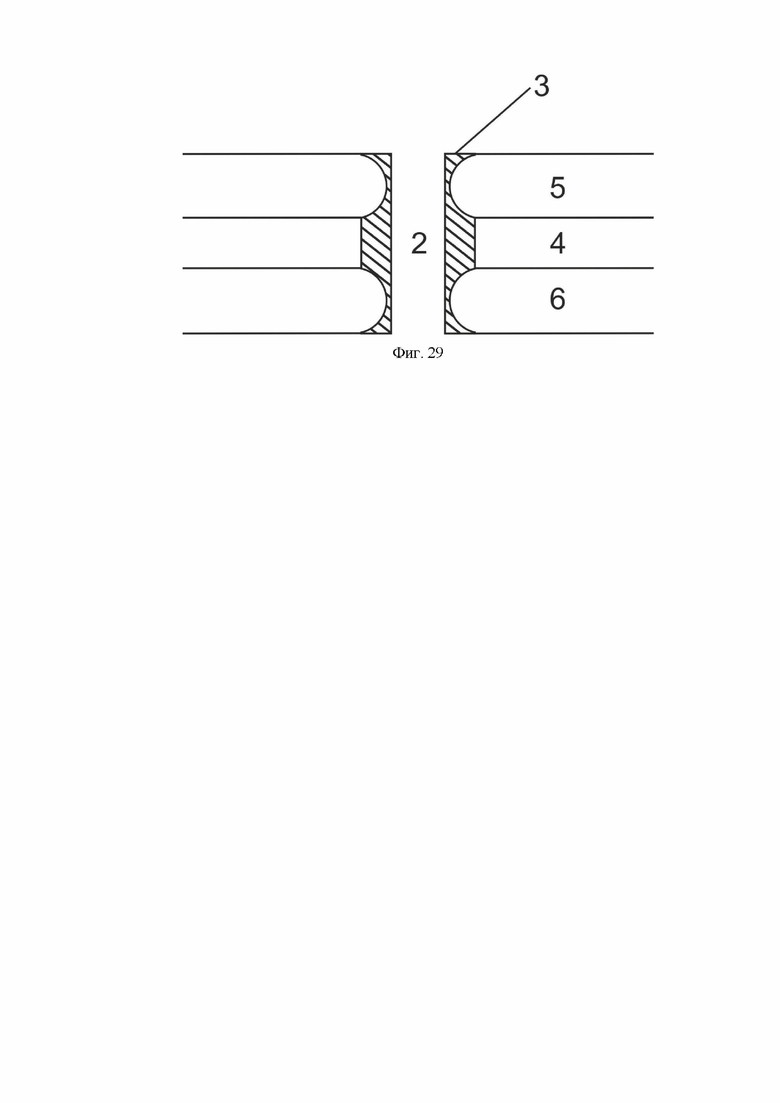
Фиг. 29 – смонтированная в отверстии втулка с двумя выемками над краем слоя пластиковой основы, продольное сечение.
На фиг. 1-32 позициями 1-29 обозначены:
1 – транспондер;
2 – сквозное отверстие;
3 – втулка;
4 – слой пластиковой основы;
5 – лицевой внешний слой;
6 – оборотный внешний слой;
7 – радиочастотная идентификационная метка;
8 – выемка;
9 – ступенька;
10 – внешний диаметр втулки;
11 – внутренний диаметр втулки;
12 – внешний диаметр втулки до ступеньки;
13 – высота втулки;
14 – высота ступеньки;
15 – внутренний диаметр втулки в выпуклой части;
16 – внешний диаметр в верхней части скоса втулки;
17 – высота скошенной области;
18 – ширина ступеньки;
19 – внешний диаметр втулки по прямой части втулки;
20 – шероховатая поверхность;
21 – внутренний выступ;
22 – ширина внутреннего выступа;
23 – высота внутреннего выступа;
24 – область нанесения клея;
25 – внутренний диаметр втулки в крайней части скоса;
26 – высота верхнего скоса втулки;
27 – радиусная выемка по внешнему диаметру втулки;
28 – угол скоса;
29 – внешний выступ;
30 – высота внешнего выступа;
31 – ширина внешнего выступа;
32 – подложка для расположения транспондеров перед заливкой внешних слоёв.
На фиг. 1 показан общий вид транспондера 1 со втулкой 3 в отверстии 2.
Транспондер 1 для радиочастотной идентификации представляет собой брелок, выполненный со сквозным отверстием 2 и содержащий радиочастотную идентификационную метку (RFID метку) 7. RFID метка 7 состоит из интегральной схемы и антенны (на фигурах не показаны).
На фиг. 2 показан разрез транспондера 1 в области отверстия 2, на котором видны слои транспондера 1. Транспондер 1 содержит последовательно расположенные слои: лицевой внешний слой 5, слой пластиковой основы 4, в которой расположена RFID метка 7, оборотный внешний слой 6. Слой пластиковой основы 4 может быть выполнен из одного или нескольких слоев пластика, например, по классической технологии изготовления пластиковых смарт-карт. Лицевой внешний слой 5 и оборотный внешний слой 6 выполнены из полимерного материала на основе полиуретана. В сквозном отверстии 2 расположена втулка 3, которая может быть выполнена из металла, пластмасс, полиуретана, дерева, углепластика или другого материала.
В зависимости от используемого материала втулка может быть изготовлена путем штамповки, литья, проката, резки, аддитивных технологий, в том числе 3D-печатью.
В качестве пластмассы для втулки 3 могут быть использованы поливинилхлорид (PVC), полиэтилентерефталат (PET), поликарбонат (PC), акрилнитрил-бутадиен-стирол (ABS), стеклопластик (GRP — Glassfiber Reinforced Plastic) или любой другой подходящий вид пластмасс.
В качестве металла для втулки 3 могут быть использованы алюминий, сталь, медь и любые другие подходящие металлы.
Втулка 3 может быть снабжена резьбой или запирающей арматурой для последующего крепления фурнитуры.
Втулка 3 может быть выполнена цветной или прозрачной.
Форма отверстия 2, как и форма втулки 3 может быть любой и зависит от функционального назначения и дизайна изделия: круглое, овальное, четырёхугольное, треугольное или другой формы, а также само отверстие 2 внутри может иметь форму цилиндра, параллелепипеда или усечённого конуса. На фиг.1-29 показано отверстие с круглым сечением как наиболее простой вариант в изготовлении.
Втулка 3 выполнена с высотой, превышающей толщину слоя пластиковой основы 4, и содержит выемку 8, размещённую на внешней поверхности втулки 3. При этом выступающий над слоем пластиковой основы 4 участок втулки 3 контактирует с лицевым внешним слоем 5, а выступающий под слоем пластиковой основы 4 участок втулки контактирует с оборотным внешним слоем 6. Выемка 8 может быть расположена ниже лицевого внешнего слоя 5 на уровне слоя пластиковой основы 4 и оборотного внешнего слоя 6 или в плоскости лицевого внешнего слоя 5 над поверхностью слоя пластиковой основы 4.
При расположении выемки 8 ниже лицевого внешнего слоя 5 на уровне слоя пластиковой основы 4 и оборотного внешнего слоя 6 на внешней поверхности втулки 3 образуется ступенька 9, которая своей торцевой поверхностью контактирует с лицевым внешним слоем 5, а поверхностью, смежной с поверхностью выемки, опирается на край слоя пластиковой основы 4.
Ступенька 9 обеспечивает фиксацию втулки 3 в отверстии 2 за счёт того, что диаметр втулки 3 в области ступеньки 9 превышает диаметр отверстия 2, а также дополнительную фиксацию при заливке слоёв 5 и 6 полимерным материалом, который фиксирует втулку 3 в области ступеньки 9 при полимеризации. Дополнительно ступенька 9 предотвращает затекание полимерного материала в отверстие 2. Ступенька 9 в данном случае выступает в качестве ограничителя высоты при монтаже втулки 3 в отверстие 2.
При расположении выемки 8 в плоскости лицевого внешнего слоя 5 над поверхностью слоя пластиковой основы 4 поверхность выемки контактирует с внешним лицевым слоем 5.
На фиг. 3-5 показан первый вариант втулки 3. Втулка 3 выполнена в виде полого цилиндра, содержит выемку 8 прямоугольного сечения ниже лицевого внешнего слоя 5 на уровне слоя пластиковой основы 4 и оборотного внешнего слоя 6 и ступеньку 9 высотой 13. Ступенька 9 выполнена прямой и расположена с одного края втулки 3 по внешнему диаметру втулки 3. Верхний край ступеньки 9 совпадает с верхним краем втулки 3. Внешний диаметр 12 втулки до ступеньки 9 в области выемки 8 соответствует внутреннему диаметру отверстия 2 слоя пластиковой основы 4. Внешний диаметр 10 втулки в области ступеньки превышает внутренний диаметр отверстия 2 слоя пластиковой основы 4, позволяя нижней части ступеньки 9 опираться о край отверстия 2 слоя пластиковой основы 4. Высота 13 втулки больше толщины слоя пластиковой основы 4. В частном случае высота 13 втулки составляет 3,25 мм, высота 14 ступеньки 9 –12 мм, внутренний диаметр 11 втулки – 4 мм, внешний диаметр 12 втулки до ступеньки – 4,5 мм, внешний диаметр 10 втулки в области ступеньки – 4,6 мм.
На фиг. 6-8 показан второй вариант втулки 3, внутренняя поверхность которой выполнена выпуклой, а ступенька 9 выполнена со скосом. Втулка 3 содержит выемку 8 прямоугольного сечения ниже лицевого внешнего слоя 5 на уровне слоя пластиковой основы 4 и оборотного внешнего слоя 6. Выполнение внутренней поверхности втулки 3 выпуклой в виде радиального скругления обеспечивает дополнительную защиту отверстия 2 транспондера 1 от деформации, вызываемой кольцом, вставляемым в это отверстие. При эксплуатации кольцо контактирует в первую очередь с выпуклой областью внутренней поверхности втулки 3, меньше контактирую с краями отверстия 2 внешних слоёв 5-6, препятствуя их деформации и разрушению в дальнейшем. Выполнение выпуклой области по радиусному скруглению позволяет равномерно распределить нагрузку от кольца на конструкцию транспондера 1, предотвращая повышенную локальную нагрузку на отдельные точки конструкции. Кроме того, намеренное уменьшение минимального внутреннего диаметра 15 втулки 3 ограничивает размер кольца, который можно использовать, тем самым предохраняя ушко брелока от повышенной нагрузки из-за использования больших и массивных колец. Скос ступеньки 9 позволяет застывшему полимерному материалу лицевого внешнего слоя 5 выполнять функцию фиксатора, препятствуя нежелательному извлечению втулки 3 из отверстия 2.
В частном случае высота 13 втулки – 3,25 мм, внешний диаметр 10 – 4,9 мм, внешний диаметр 16 в верхней части втулки в области ступеньки 9 со скосом – 4,45 мм, внешний диаметр 12 втулки в области выемки 8 до ступеньки – 4,45 мм, внутренний диаметр 11 втулки 3 по краям – 4 мм, внутренний диаметр 15 втулки в области максимальной выпуклости – 3 мм, ширина 18 ступеньки – 0,23 мм, высота 14 ступеньки – 1,2 мм.
Также возможны следующие параметры: высота 13 втулки – 3,35 мм, внешний диаметр 10 – 4,7 мм, внешний диаметр 16 в верхней части втулки в области ступеньки 9 со скосом – 4,45 мм, внешний диаметр 12 втулки в области выемки 8 до ступеньки – 4,45 мм, внутренний диаметр 11 втулки 3 по краям – 4 мм, внутренний диаметр 15 втулки в области максимальной выпуклости – 3 мм, ширина 18 ступеньки – 0,13 мм, высота 14 ступеньки – 1,25 мм.
На фиг. 9-11 показан третий вариант втулки 3, которая содержит выемку 8 сложного сечения ниже лицевого внешнего слоя 5 на уровне слоя пластиковой основы 4 и оборотного внешнего слоя 6. Внутренняя поверхность втулки 3 выполнена выпуклой, ступенька 9 и выемка 8 в области максимальной выпуклости внутренней поверхности втулки выполнены со скосом. Выполнение выемки 8 со скосом в области максимальной выпуклости обеспечивает более плотную фиксацию втулки 3 в отверстии 2 за счёт эффекта расклинивания, т.к. при монтаже втулки 3 внешний диаметр втулки линейно увеличивается в области контакта втулки с внутренней поверхностью отверстия 2 в слое пластиковой основы 4. Данная конструкция позволяет использовать роботизированный монтаж втулок 3. Целесообразно выполнять максимальный внешний диаметр втулки в области скоса выемки 8 на внешней поверхности втулки 3 до ступеньки больше максимального внутреннего радиуса отверстия 2 на 0,1-3 %. В частном случае высота 13 втулки – 3,35 мм, внешний диаметр 10 – 4,9 мм, внешний диаметр 16 в верхней части ступеньки со скосом – 4,45 мм, внешний диаметр 12 втулки до ступеньки перед скосом внешней поверхности втулки – 4,55 мм, после скоса 19 – 4,45 мм, внутренний диаметр 11 втулки 3 по краям – 4 мм, внутренний диаметр 15 втулки в области максимальной выпуклости – 3 мм, ширина ступеньки 18 – 0,18 мм, высота 14 ступеньки 9 – 1,25 мм, высота скоса 17 – 0,85 мм, внутренний диаметр отверстия 2 – 4,5 мм.
На фиг. 12 показан вариант втулки со скошенной внешней поверхностью выемки 8 втулки 3 после ступеньки 9 для обеспечения эффекта расклинивания аналогично втулке по третьему варианту на фиг. 10. В частном случае высота 13 втулки – 3,25 мм, внешний диаметр 10 втулки 3 – 4,6 мм, внутренний диаметр 11 втулки – 4 мм, ширина 18 ступеньки – 0,05 мм, высота 14 ступеньки – 1,2 мм.
На фиг. 13 показан вариант втулки, дополненный шероховатой поверхностью 20 на внешней поверхности втулки 3 в области выемки 8 до ступеньки 9. Шероховатая поверхность 20 улучшает адгезию поверхности втулки 3 к окружающим её слоям транспондера, тем самым увеличивая надёжность фиксации втулки 3 в отверстии 2.
На фиг. 14 показан вариант втулки, дополненный шероховатой поверхностью 20 в области максимальной выпуклости на внутренней поверхности втулки 3 для увеличения надёжности фиксации втулки в отверстии аналогично фиг. 13.
На фиг. 15 показан вариант втулки, дополненный выступом 21 на внутренней поверхности втулки 3 в центральной её части. Выступ 21 защищает края отверстия 2 от деформации по аналогии с выпуклостями втулки 3 по второму варианту (фиг. 6-8), а также позволяют уменьшить минимальный внутренний диаметр отверстия 2.
На фиг. 16 показан вариант втулки, снабжённый областью для нанесения клея 24 на внешней поверхности втулки 3 в области выемки 8 для улучшения фиксации втулки 3 в отверстии 2. В качестве клея может быть использован любой синтетический клей, например марки ВК-32-ЭМ.
На фиг. 17 показан вариант втулки, снабжённый скосом по внутренней поверхности втулки 3 с края, на котором расположена ступенька 9. Данный скос позволяет снизить воздействие кольца, вставленного в отверстие 2, на края отверстия 2, предотвращая деформацию и последующее разрушение слоев транспондера 1 в области отверстия 2.
На фиг. 18 показана втулка 3, в которой ступенька 9 выполнена с радиусной выемкой 27 по внешней поверхности втулки. Радиусная выемка 27 является вариантом скоса ступеньки 9. Радиусное скругление выемки позволяет разместить чуть большее количество полимерного материала в качестве фиксатора втулки 3, чем прямой скос.
На фиг. 19 показана втулка 3 на основе второго варианта, в котором ступенька 9 выполнена с радиусной выемкой по внешней поверхности втулки аналогично фиг. 18.
На фиг. 20 показан вариант втулки на основе комбинации втулок на фиг. 15 и фиг. 17. Такая конструкция ещё больше снижает частоту воздействия кольца, вставляемого в отверстие 2, на края отверстия 2 за счёт выступа 21 на внутренней поверхности втулки 3 в центральной её части и скоса внутреннего края втулки в области ступеньки 9.
На фиг. 21 показана втулка на основе второго варианта, в котором по внутренней поверхности втулки 3 в обоих краёв выполнены скосы, которые позволяют сильнее снизить нагрузку на края втулки 3, повышая нагрузку на середину, в которой расположена выпуклая часть. Угол 28 между скошенным участком и краем втулки 3 в частном случае составляет 69º.
На фиг. 22 показана втулка 3 на основе первого варианта втулки 3, в котором ступенька 9 по высоте не доходит до верхнего края втулки 3, образуя выступ 29. Такой выступ 29 выполняет роль ограничителя по высоте при монтаже втулки 3 в отверстие 2, что позволяет правильно разместить втулку 3 в отверстии 2, а также функцию скоса ступеньки 9, оставляя место для полимерного материала, который при полимеризации будет препятствовать извлечению втулки 3 из отверстия 2.
На фиг. 23 показана втулка на основе второго варианта втулки, в котором ступенька 9 по высоте не доходит до верхнего края втулки 3, образуя выступ 29, который имеет функцию по аналогии с фиг. 22.
На фиг. 24 показана втулка 3 на основе варианта втулки с фиг. 20, в котором внутренняя поверхность втулки 3, снабжена скосом с верхнего и нижнего краёв втулки 3, что увеличивает максимальный внутренний диаметр втулки 3, облегчая размещение кольца пользователем в отверстии 2 транспондера 1.
На фиг. 25 показана втулка 3 на основе первого варианта втулки 3, в которой выемка 8 выполнена со скосом, на внутренней поверхности втулки 3 в центральной её части расположен выступ 21, а верхний край внутренней поверхности втулки 3 выполнен со скосом.
На фиг. 26 показан первый вариант втулки 3, смонтированный в отверстие 2.
На фиг. 27 показан вариант втулки 3, в которой выемка 8 расположена в плоскости лицевого внешнего слоя 5 над поверхностью слоя пластиковой основы 4.
На фиг. 28 показан вариант втулки, в которой выполнены две симметричные выемки 8, расположенные в плоскости лицевого внешнего слоя 5 над поверхностью слоя пластиковой основы 4 и в плоскости оборотного внешнего слоя 6 над поверхностью слоя пластиковой основы 4.
На фиг. 29 показана смонтированная втулка 3 из фиг.28.
Специалисту понятно, что приведенные варианты втулок не ограничивают объем охраны изобретения и приведены в качестве примеров, чтобы показать функциональное назначение различных конструкций и возможность комбинирования различных элементов втулок между собой, создавая новые конструкции.
Предложенные конструкции втулок позволяют обеспечить автоматизацию их монтажа в отверстие транспондера.
Устройство изготавливают следующим образом.
Устройство изготавливают на оборудовании, предназначенном для изготовления пластиковых смарт-карт, при этом используют листовые материалы одинакового размера, например, формата 295×480 мм. Вначале формируют центральный преламинат, для чего на лист с установленной RFID-меткой(ами), укладывают с двух сторон, лицевой и обратной стороны, пластиковые листы и термокомпрессионным способом соединяют листы между собой. Далее формируют многослойную конструкцию - пластиковую основу, для чего с обеих сторон центрального преламината укладывают по информационно-декоративному листу и защитному ламинирующему слою. Затем термокомпрессионным способом соединяют все листы между собой и из полученной многослойной конструкции высекают множество, например, 24, 48, 72 и более, заготовок транспондеров со сквозными отверстиями каждый. При этом транспондеры остаются на листе основы, удерживаясь за полукруг с угла вблизи отверстия.
Затем в каждое отверстие помещают втулку со стороны меньшего внешнего диаметра так, чтобы ступенька была размещена на краю отверстия слоя пластиковой основы (фиг. 26). Материал втулки может быть нагрет для лучшей адгезии со слоями транспондера.
При использовании варианта втулки 3, в которой выемка 8 расположена в плоскости лицевого внешнего слоя 5 над поверхностью слоя пластиковой основы 4, используют подложку 32, глубина отверстий в которой определяет глубину позиционирования втулки 3.
Далее на слой пластиковой основы 4 со стороны ступеньки или выемки в зависимости от выбранного варианта втулки 3 наносят жидкий полимерный материал на основе полиуретана и оставляют на 4-6 часов для полимеризации. В процессе полимеризации полимерный материал надёжно прилипает к слою пластиковой основы 4, что не позволяет ей отслаиваться в процессе использования и хранения транспондера 1, и фиксирует втулку 3 в отверстии 2. После полимеризации слой пластиковой основы 4 со втулками 3 и одним слоем полимерного материала, образующего лицевой внешний слой 5, переворачивают, покрывают жидким полимерным материалом на основе полиуретана с другой стороны для образования оборотного внешнего слоя 6 и дожидаются его полимеризации. Полученные таким способом готовые транспондеры 1 извлекают из основы и упаковывают. Благодаря втулке 3 слой полимерного материала около отверстия 2 получается такой же толщины, как и в центральной части транспондера 1, повышая устойчивость ушка получаемого брелока к деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Листовой материал с радиочастотной идентификацией (варианты) | 2019 |
|
RU2714655C1 |
| Плоский листовой материал с радиочастотной идентификацией | 2019 |
|
RU2714631C1 |
| Пластиковый брелок с полноцветной печатью, оснащенный встроенной RFID-меткой, и способ его изготовления | 2016 |
|
RU2629143C1 |
| Радиочастотная идентификационная метка | 2019 |
|
RU2704279C1 |
| Устройство для защиты от незаконного чтения или записи RFID-меток | 2019 |
|
RU2715175C1 |
| ВТУЛКА РУЛОНА С МЕТКОЙ | 2011 |
|
RU2592612C2 |
| Пластиковый брелок, оснащенный встроенной RFID-меткой, и способ его изготовления | 2019 |
|
RU2715172C1 |
| ЛОКАЛЬНАЯ СИСТЕМА СЛЕЖЕНИЯ ЗА ПОДВИЖНЫМИ ОБЪЕКТАМИ И ТЕРМОЗАЩИЩЕННЫЙ ТРАНСПОНДЕР ДЛЯ НЕЁ | 2020 |
|
RU2736795C1 |
| ЗАКРЫВАЮЩИЙ ЭЛЕМЕНТ | 2017 |
|
RU2754986C1 |
| ЭТИКЕТКА | 2015 |
|
RU2671774C2 |


Изобретение относится к области радиочастотной идентификации, в частности к конструкциям радиочастотных меток. Техническим результатом является повышение надёжности и долговечности конструкции транспондера с внешними слоями, выполненными из полимерного материала на основе полиуретана, в области отверстия. Транспондер для радиочастотной идентификации выполнен с отверстием и содержит радиочастотную идентификационную метку и последовательно расположенные слои: лицевой внешний слой, слой пластиковой основы, в которой расположена радиочастотная идентификационная метка, оборотный внешний слой. Лицевой внешний слой и оборотный внешний слой выполнены из полимерного материала на основе полиуретана. В отверстии расположена втулка, которая выполнена с высотой, превышающей толщину слоя пластиковой основы, и содержит выемку, размещённую на внешней поверхности втулки. Выступающий над слоем пластиковой основы участок втулки контактирует с лицевым внешним слоем, а выступающий под слоем пластиковой основы участок втулки контактирует с оборотным внешним слоем. 2 н. и 13 з.п. ф-лы, 29 ил.
1. Транспондер для радиочастотной идентификации, выполненный с отверстием и содержащий радиочастотную идентификационную метку и последовательно расположенные слои: лицевой внешний слой, слой пластиковой основы, в которой расположена радиочастотная идентификационная метка, оборотный внешний слой; при этом лицевой внешний слой и оборотный внешний слой выполнены из полимерного материала на основе полиуретана, отличающийся тем, что в отверстии расположена втулка с выпуклой внутренней поверхностью, максимум выпуклости которой расположен в центральной части втулки, втулка выполнена с высотой, превышающей толщину слоя пластиковой основы, и содержит выемку, размещённую на внешней поверхности втулки, при этом выступающий над слоем пластиковой основы участок втулки контактирует с лицевым внешним слоем, а выступающий под слоем пластиковой основы участок втулки контактирует с оборотным внешним слоем.
2. Транспондер по п. 1, отличающийся тем, что выемка втулки расположена ниже плоскости лицевого внешнего слоя.
3. Транспондер по п. 1, отличающийся тем, что выемка втулки расположена в плоскости лицевого внешнего слоя.
4. Транспондер по п. 1, отличающийся тем, что внешняя поверхность выемки втулки выполнена со скосом.
5. Транспондер по п. 2, отличающийся тем, что поверхность выемки до ступеньки выполнена со скосом с уменьшением внешнего размера к краю втулки.
6. Транспондер по п. 5, отличающийся тем, что максимальный внешний диаметр втулки в области скоса на внешней поверхности втулки до ступеньки больше максимального внутреннего радиуса отверстия на 0,1-3%.
7. Транспондер по п. 1, отличающийся тем, что втулка выполнена с выступом на внутренней поверхности в центральной части втулки.
8. Транспондер по п. 1, отличающийся тем, что внутренний край втулки выполнен со скосом.
9. Втулка для размещения в отверстии транспондера для радиочастотной идентификации по п.1, характеризующаяся тем, что выполнена в виде полой детали и содержит выемку, размещённую на внешней поверхности детали.
10. Втулка по п. 9, характеризующаяся тем, что выполнена с выпуклой внутренней поверхностью, максимум выпуклости которой расположен в центральной части втулки.
11. Втулка по п. 9, характеризующаяся тем, что выемка выполнена до нижнего края втулки с образованием ступеньки в верхней части втулки.
12. Втулка по п. 11, характеризующаяся тем, что поверхность выемки до ступеньки выполнена со скосом.
13. Втулка по п. 11, характеризующаяся тем, что внутренний край втулки выполнен со скосом.
14. Втулка по п. 9, характеризующаяся тем, что содержит выступ на внутренней поверхности в центральной части втулки.
15. Втулка по п. 9, характеризующаяся тем, что выемка выполнена в верхней части втулки с образованием ступеньки в центральной части втулки.
| US 8789763 B2, 29.07.2014 | |||
| Пластиковый брелок с полноцветной печатью, оснащенный встроенной RFID-меткой, и способ его изготовления | 2016 |
|
RU2629143C1 |
| СПОСОБ И УСТРОЙСТВО ФОРМИРОВАНИЯ ФРОНТА ДЕТОНАЦИОННОЙ ВОЛНЫ (ВАРИАНТЫ) И УСТРОЙСТВО ИНИЦИИРОВАНИЯ | 2017 |
|
RU2649997C1 |
| САМООРИЕНТИРУЮЩЕЕСЯ КОЛЕСИКО ДЛЯ РАЗЛИЧНЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 2005 |
|
RU2344942C2 |
| ФРИКЦИОННЫЙ ТРУБЧАТЫЙ АНКЕР И РАЗДУВАЮЩИЙ АДАПТЕР ДЛЯ НЕГО | 2007 |
|
RU2436961C2 |

