Группа изобретений относится к конструкции пластикового брелока с полноцветной печатью, оснащенного встроенной RFID-меткой и к способу его изготовления.
Пластиковый брелок с полноцветной печатью и RFID-меткой может быть оснащен встроенной RFID-меткой, отвечающей стандартам ISO 14443, ISO 15693, ISO18000, ISO11784/ISO11785.
Брелок может с успехом заменить пластиковые карты и использоваться в транспортных системах, в качестве социальной карты, карты лояльности, для прохода на охраняемые территории, а также в качестве рекламного носителя.
Из уровня техники известны брелоки с RFID чипом.
Брелоки и мини-карты, выпускаемые китайской компанией Сет http://www.cetech.com.hk/en_us/products/detail/4. Брелоки имеют различную форму, в том числе прямоугольную, форму трапеции, стилизованные под фигуры животных и человечков и т.д.
Недостатком этих брелоков является их недолговечность и ненадежность в использовании из-за того, что поверхностный слой, как правило, выполнен из эпоксидного покрытия, которое является очень хрупким. При падении такого брелока на твердую поверхность с высоты 1-2 метра он подвергается растрескиванию и расслоению, материал подвержен царапинам, при воздействии УФ света материал желтеет, а краска выгорает, поверхность становится матовой, в результате чего брелок утрачивает внешний вид, в процессе носки на металлическом кольце с ключами увеличивается вероятность потери брелока из-за повышенной хрупкости в месте крепления (ушка). Эпоксидная смола является токсичной.
Предшественником по способу изготовления пластикового брелока является пластиковая карта (смарт-карта).
Известна карта с двойным интерфейсом, содержащая два ламинирующих слоя с расположенными между ними листом - основой, в который впаяна антенна, с компенсационным листом, модуль со встроенной мини-антенной, расположенный в углублении на поверхности смарт-карты (см. US 2015021402 А1).
Задачей настоящей группы изобретений является создание удобного, надежного, эргономичного, миниатюрного в использовании пластикового брелока с полноцветной печатью и RFID-меткой, выполняющего функцию смарт-карты, а также разработка способа изготовления пластикового брелока.
Технический результат заявляемого устройства и способа его получения заключается в создании устройства, выполняющего функцию брелока и бесконтактной смарт-карты, а также повышении его устойчивости к физическим нагрузкам, возникающим в повседневном использовании, повышении устойчивости к изменениям температуры среды использования, к ультрафиолету за счет используемых материалов, входящих в состав устройства, а также в повышении эргономичности и удобства использования устройства, предлагаемый способ изготовления брелока автоматизирует процесс производства, снижает производственные затраты, существенно повышает скорость изготовления, снижает брак.
Технический результат достигается за счет использования следующей совокупности существенных признаков.
Пластиковый брелок выполнен с полноцветной печатью и оснащен встроенной RFID-меткой стандарта ISO 14443, ISO 15693, ISO18000 или ISO11784/ISO11785. Брелок выполнен прямоугольной формы длиной 50,95-51,05 мм, шириной 24,61-24,71 мм, толщиной 3,34-4,34 мм с закругленными углами и имеет сквозное круглое отверстие под кольцо с внутренним диаметром 4,00-4,50 мм. Углы брелока закруглены, причем угол вблизи отверстия имеет радиус закругления R=5,00-6,00 мм, а остальные три угла брелока имеют радиус R=3,00-3,36 мм. Масса брелока 4,65-4,95 г. Брелок содержит последовательно совмещенные слои пластикового ламината, декоративно-информационного слоя лицевой стороны, центрального преламината с установленной как минимум одной RFID-меткой, декоративно-информационного слоя обратной стороны, пластикового ламината, образующих вместе основу, а поверх основы с двух сторон нанесены слой клея и композитной линзы. На поверхности информационно-декоративного слоя может быть нанесен уникальный серийный номер RFID-метки, что позволяет идентифицировать брелок.
Способ изготовления пластикового брелока заключается в том, что его изготавливают на оборудовании, предназначенном для изготовления пластиковых смарт-карт, при этом используют листовые материалы одинакового размера, например формата 295×480 мм. Вначале формируют центральный преламинат, для чего на лист с установленной RFID-меткой(ами), укладывают с двух сторон, лицевой и обратной стороны, пластиковые листы и термокомпрессионным способом соединяют листы между собой. Далее формируют многослойную конструкцию - основу, для чего с обеих сторон центрального преламината укладывают по информационно-декоративному листу и защитному ламинирующему слою. Затем термокомпрессионным способом соединяют все листы между собой и из полученной многослойной конструкции высекают множество, например 24, 48, 72 и более, заготовок брелоков со сквозными круглыми отверстиями каждый. При этом брелоки остаются на листе основы, удерживаясь за полукруг с угла вблизи круглого отверстия, причем на полукруге сделаны две надсечки, которые впоследствии облегчают извлечение брелоков из основы. Далее заготовки брелоков покрывают вначале с одной стороны жидким материалом на основе полиуретана, перемещают на лоток и оставляют на 4-6 часов для полимеризации и сушки. В процессе полимеризации материал линзы надежно прилипает к PVC основе, что не позволяет ей отслаиваться в процессе использования и хранения брелока. Температура и вязкость жидкого материала для получения необходимого объема и высоты композитной линзы, подбирается эмпирическим способом, при этом в него добавляют добавки, в том числе антибактериальную. В результате введенных добавок композитная линза становится устойчивой к загрязнению, к многократным перегибам, не пропускает ультрафиолетовый свет. После высыхания лист основы с заготовками брелоков переворачивают и покрывают жидким материалом на основе полиуретана с другой стороны для образования обратного слоя композитной линзы. Полученные, таким способом, готовые брелоки высушивают, извлекают из основы и упаковывают.
Частный случай исполнения брелока.
Слой композитной линзы выполнен из материала на основе полиуретана толщиной 1,4 мм, пластиковый покрывной лист обратной стороны содержит информационный слой с уникальным серийным номером RFID-метки, тем самым обеспечивается дополнительная защита от подделки и удобный способ идентификации брелока. Декоративно-информационный слой лицевой стороны содержит надпись ТРОЙКА на сине-голубом фоне с изображением трех белых лошадей (транспортная карта ТРОЙКА в формате брелока), на поверхности информационно-декоративного слоя содержится надпись AIRTAG, выполненная методом тиснения. Эта надпись становится видимой при преломлении света под определенным углом обзора, таким образом, брелок защищен от подделок. На брелоке установлена RFID-метка типа NXP MIFARE Plus. Брелок имеет прямоугольную форму размером 24.63×51.03 мм с закругленными углами и содержит сквозное отверстие диаметром 4,3 мм, расположенное в правом верхнем углу брелока, при этом толщина брелока составляет от 3,4 до 3,8 мм.
Способ изготовления брелока заключается в том, что антенну в количестве одной штуки методом ультразвуковой впайки устанавливают на одну сторону пластикового листа форматом от 295×480 мм, далее, поверх пластикового листа со стороны антенны укладывают компенсационный лист и термокомпрессионным способом соединяют листы между собой. К полученному таким способом центральному преламинату с одной стороны укладывают декоративно-информационный слой лицевой стороны, содержащий изображение трех белых лошадей и надпись ТРОЙКА, а с другой стороны укладывают декоративно-информационный слой обратной стороны, содержащий идентификационный номер карты на сине-голубом фоне. Затем с каждой стороны укладывают по дополнительному пластиковому ламинату, формируя, таким образом, многослойную конструкцию (пакет) для последующего процесса пресс-ламинирования. После сборки пакета края листов фиксируют между собой термокомпрессионным способом и запекают. Полученная многослойная конструкция называется основой. Из нее высекают 72 заготовки брелоков со сквозными круглыми отверстиями каждый, при этом брелоки удерживаются в основе за полукруг с угла вблизи круглого отверстия до окончания процесса изготовления. Сквозное отверстие в брелоке выполнено таким образом, что расстояние до краев брелока позволяет в дальнейшем нанести на поверхность брелока жидкий материал на основе полиуретана, который в процессе полимеризации равномерно растекается по всей поверхности брелока. Процесс нанесения жидкого материала на основе полиуретана осуществляют вначале с одной стороны основы, в результате которой образуется лицевой слой композитной линзы, а после высыхания многослойную конструкцию переворачивают и покрывают с другой стороны для получения обратного слоя композитной линзы. Затем многослойную конструкцию с заготовками брелоков сушат, после чего готовые брелоки извлекают из пакета и упаковывают.
Таким образом, данный способ изготовления брелоков позволяет получить с одного листа 72 пластиковых брелока, удобных в использовании, и которые обладают рядом преимуществ таких как: высокую прочность (высокий предел прочности при растяжении); эластичность; хорошую стойкость к истиранию; устойчивость к механическим воздействиям. Покрытие брелока имеет высокое сопротивление раздиру и деформациям; высокую стойкость к тепловым воздействиям, температурный интервал от -40°С до +80°С, т.е. может использоваться внутри или вне помещений; нечувствительность к воздействию внешних факторов (устойчиво к погодным условиям, хорошая морозостойкость); высокую стойкость к воздействию химических веществ (масло- и бензостойкость, кислотостойкость); покрытие устойчиво к действию микроорганизмов; обладает хорошей демпфирующей способностью; устойчиво к радиации; не трескается; отсутствует коррозия; полиуретановая смола абсолютно прозрачна; не токсична, не содержит тяжелых металлов; не желтеет со временем.
Такой способ изготовления пластиковых брелоков позволяет использовать оборудование, предназначенное для изготовления смарт-карт, а геометрия и размер брелока подобраны как удобный и эффективный способ изготовления продукции. Создана форма с геометрическими параметрами, позволяющая одновременно минимизировать ручной труд, автоматизировать процесс и достичь максимального выхода годной продукции при листовом методе производства. Для потребителя сохранился, привычный ему, порядок получения пластиковых брелоков также как ранее он получал готовые пластиковые карты, упакованные по порядковым номерам. Кроме того, жидкий материал на основе полиуретана содержит антибактериальную добавку, не пропускает ультрафиолетовый свет, устойчив к загрязнению, к многократным перегибам, а также надежно прилипает к PVC основе в процессе полимеризации. В процессе изготовления брелока толщина основы подбирается таким образом, чтобы заготовка брелока соответствовала требованиям к его толщине по ТУ 4084-001-85729412-2015.
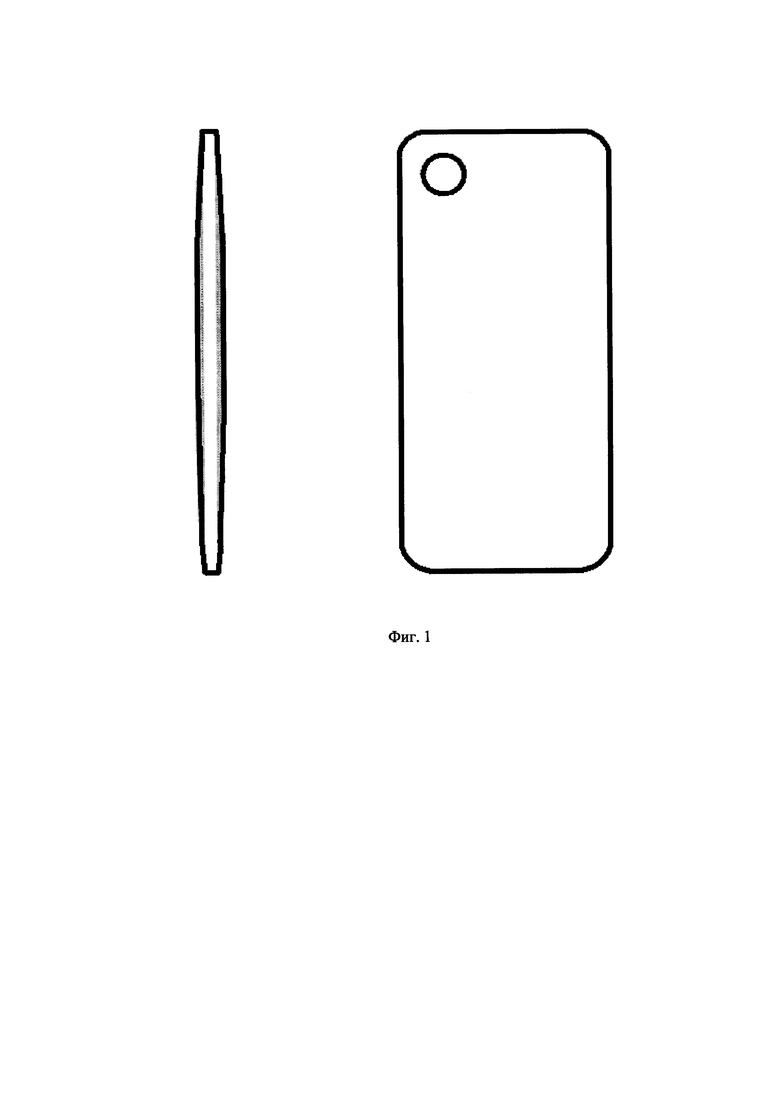
Заявленная группа изобретений поясняется графическими материалами, где на фиг. 1 представлен общий вид брелока (спереди и сбоку).
При изготовлении брелока используются гипоаллергенные материалы, соответствующие Европейскому регламенту 1907/2006, что подтверждает безопасность для ежедневного использования. Композитная линза брелока обеспечивает защиту от выгорания (защита от ультрафиолета) и является антибактериальной. Материал линзы может содержать ароматическую добавку, придающую запах изделию; цветовые и/или флуоресцентные добавки, глиттер.
Упругость материала композитной линзы позволяет «восстанавливаться» после нанесения вмятин или мелких царапин, например, от ключей. Также композитная линза обеспечивает высокую устойчивость к факторам воздействия окружающей среды, а также к агрессивным средам (бензин, моющие средства и т.д.). Полученный таким способом пластиковый брелок удобен в применении в качестве брелока для ключей, пластиковой карты, транспортной карты, школьной карты, в качестве социальной карты, карты лояльности, ски-пасс для прохода на охраняемые территории, а также в качестве рекламного носителя.
Размеры брелока повышают удобство использования, хранения и применения его пользователем. Сквозное круглое отверстие на брелоке обеспечивает его фиксацию на ключах, сумках и других различных вещах.
Группа изобретений относится к конструкции пластикового брелока с полноцветной печатью, оснащенного встроенной RFID-меткой, и к способу его изготовления. Пластиковый брелок выполнен с полноцветной печатью и оснащен встроенной RFID-меткой, выполнен прямоугольной формы и имеет сквозное круглое отверстие под кольцо. Углы брелока закруглены, причем три угла брелока имеют один радиус, а четвертый отличается от них. Брелок содержит последовательно совмещенные слои пластикового ламината, декоративно-информационного слоя лицевой стороны, центрального преламината с установленной как минимум одной RFID-меткой, декоративно-информационного слоя обратной стороны, пластикового ламината, образующих вместе основу, а поверх основы с двух сторон нанесены слой клея и композитной линзы. Способ изготовления пластикового брелока заключается в том, что вначале формируют центральный преламинат, далее формируют многослойную конструкцию - основу, для чего с обеих сторон центрального преламината укладывают по информационно-декоративному листу и защитному ламинирующему слою, затем термокомпрессионным способом соединяют все листы между собой, из полученной многослойной конструкции высекают множество, например 24, 48, 72 и более, заготовок брелоков со сквозными круглыми отверстиями каждый, но при этом брелоки удерживаются на основе. Затем все заготовки покрывают с одной стороны жидким материалом на основе полиуретана, далее с другой, затем многослойный лист с заготовками высушивают, а готовые брелоки извлекают из основы и упаковывают. Технический результат заявляемых устройства и способа заключается в создании устройства, выполняющего функцию брелока и бесконтактной смарт-карты, а также в повышении его устойчивости к физическим нагрузкам, возникающим в повседневном использовании, повышении устойчивости к изменениям температуры среды использования, к ультрафиолету за счет используемых материалов, входящих в состав устройства, а также в повышении эргономичности и удобства использования устройства. Способ позволяет автоматизировать процесс производства брелоков. 2 н. и 15 з.п. ф-лы, 1 ил.
1. Пластиковый брелок с полноцветной печатью, оснащенный встроенной RFID-меткой, отличающийся тем, что имеет массу 4,65-4,95 г, прямоугольную форму длиной 50,95-51,05 мм, шириной 24,61-24,71 мм, толщиной 3,34-4,34 мм, имеет круглое отверстие у одного из углов с внутренним диаметром 4,00-4,50 мм, для крепления кольца, выполнен с закругленными углами, причем угол вблизи отверстия имеет радиус закругления R=5,00-6,00 мм, а остальные три угла имеют радиус R=3,00-3,36 мм; содержит последовательно совмещенные слои пластикового ламината, декоративно-информационного слоя лицевой стороны, центрального преламината с установленной как минимум одной RFID-меткой, декоративно-информационного слоя обратной стороны, пластикового ламината, образующих вместе основу, а поверх основы с двух сторон нанесены слой клея и композитной линзы.
2. Брелок по п. 1, отличающийся тем, что материал центрального преламината и декоративно-информационного слоя окрашены в различные цвета.
3. Брелок по п. 1, отличающийся тем, что содержит электронную схему со светодиодной лампочкой.
4. Брелок по п. 1, отличающийся тем, что слой композитной линзы выполнен из материала на основе полиуретана.
5. Брелок по п. 1, отличающийся тем, что толщина средней части слоя композитной линзы составляет не менее 1,4 мм.
6. Брелок по п. 1, отличающийся тем, что центральный преламинат содержит изображение и/или текст, светящиеся под воздействием УФ света, направленного на торцевую часть брелока.
7. Брелок по п. 1, отличающийся тем, что декоративно-информационный слой содержит изображение или надпись, выполненные методом тиснения, видимые при попадании света под определенным углом к поверхности брелока.
8. Брелок по п. 1, отличающийся тем, что пластиковый ламинат представляет собой материал из групп PVC, PET, PC.
9. Способ изготовления пластикового брелока по п. 1, заключающийся в том, что используют листовые материалы слоев брелока одинакового размера, при этом вначале формируют центральный преламинат, для чего на лист с установленной RFID-меткой(ами) укладывают с двух сторон, лицевой и обратной стороны, пластиковые листы и термокомпрессионным способом соединяют листы между собой; далее формируют многослойную конструкцию - основу, для чего с обеих сторон центрального преламината укладывают по информационно-декоративному листу и защитному ламинирующему слою, затем термокомпрессионным способом соединяют все листы между собой, из полученной многослойной конструкции высекают множество, например 24, 48, 72 и более, заготовок брелоков со сквозными круглыми отверстиями каждый, при этом брелоки удерживаются на основе за полукруг с угла вблизи отверстия, причем на полукруге сделаны две надсечки, затем все заготовки покрывают с одной стороны жидким материалом на основе полиуретана, далее идет процесс полимеризации, после чего лист с заготовками переворачивают и покрывают все заготовки с другой стороны жидким материалом на основе полиуретана, при полимеризации которого образуется обратный слой композитной линзы, затем многослойный лист с заготовками высушивают, а готовые брелоки извлекают из основы и упаковывают.
10. Способ по п. 9, отличающийся тем, что температура и вязкость жидкого материала для получения необходимого объема и высоты композитной линзы подбирается эмпирическим способом.
11. Способ по п. 9, отличающийся тем, что материал линзы содержит антибактериальную добавку.
12. Способ по п. 9, отличающийся тем, что материал линзы содержит ароматическую добавку, придающую запах изделию.
13. Способ по п. 9, отличающийся тем, что материал линзы содержит в своем составе глиттер.
14. Способ по п. 9, отличающийся тем, что материал линзы содержит в своем составе цветовые и/или флуоресцентные добавки.
15. Способ по п. 9, отличающийся тем, что материал линзы не пропускает ультрафиолетовый свет.
16. Способ по п. 9, отличающийся тем, что материал линзы устойчив к загрязнению.
17. Способ по п. 9, отличающийся тем, что материал линзы устойчив к многократным перегибам.
| Устройство для передачи катодного дальновидения | 1932 |
|
SU34608A1 |
| Фильмо-нумеровальная машина | 1926 |
|
SU6467A1 |
| СПОСОБ ДЛЯ СОЗДАНИЯ АНТЕННЫ СМАРТ-КАРТЫ НА ТЕРМОПЛАСТИЧЕСКОМ ОСНОВАНИИ И РЕЗУЛЬТИРУЮЩАЯ СМАРТ-КАРТА | 2004 |
|
RU2337400C2 |
| ДОКУМЕНТ С ЭЛЕКТРОННЫМ ПРИБОРОМ | 2006 |
|
RU2419873C2 |
| JP 2004171087 A, 17.06.2004 | |||
| DE 102009058435 A1, 22.06.2011 | |||
| DE 19623625 A1, 18.12.1997. | |||

