Область техники
Изобретение относится к области атомной техники, в частности к обращению с отработавшим ядерным топливом при выгрузке его из хранилищ, а именно к способу извлечения отработавших тепловыделяющих сборок (ОТВС), застрявших в ячейках чехла хранения.
Уровень техники
Широко известна эффективность применения ультразвуковых колебаний для уменьшения силы трения в различных соединениях, что в частности используется при разборке соединений с натягом, резьбовых соединений после эксплуатации (Казанцев В.Ф. Применение ультразвука при сборочно-разборочных операциях / В.Ф. Казанцев, Б.А. Кудряшов, А.Н. Неверов [и др.]. - М.: Технополиграфцентр, 2008, - 146 с.; Нигметзянов Р.И. Способы ультразвуковой разборки соединений деталей / Р.И. Нигметзянов, В.М. Приходько, С.К. Сундуков С.К. [др.] // Ремонт, восстановление, модернизация. - № 2. - 2017. - С. 41-46).
Для обращения с тепловыделяющими сборками ядерных реакторов известно применение ультразвуковых колебаний при их сборке, очистке и дезактивации в процессе эксплуатации.
Известно устройство ультразвуковой очистки рабочих кассет и тепловыделяющих сборок атомных реакторов. Корпус устройства выполнен в виде многогранного каркаса из жестко соединенных между собой вертикальных стоек и горизонтальных стяжек, на гранях которого размещено n преобразователей, подключенных каждый к своему ультразвуковому генератору с функцией амплитудно-частотной модуляции имеющейся стойки управления. В корпусе имеется установочно-направляющее гнездо для обрабатываемого изделия. Преобразователи с излучателями, выполненные герметично из титана, установлены на горизонтальных стяжках вдоль каждой грани корпуса вплотную друг к другу, создавая в жидкости сплошное плотное ультразвуковое поле. Преобразователи, размещенные на каждой паре смежных граней, подключены к ультразвуковым генераторам с разнесением по фазам (RU 2487765, МПК B08B 3/12, опубл. 20.07.2013).
Недостатком известного способа является то, что он направлен на процесс очистки, то есть вся конструкция должна опускаться в моющий раствор для формирования явления ультразвуковой кавитации. В этом изобретении весь корпус вводится в резонансное состояние, что необходимо для процесса очистки. Однако для процесса извлечения ОТВС из чехла крайне необходимо снижать трение локально, то есть на конкретной ОТВС, которая подлежит извлечению. Введение в резонанс всей конструкции (чехол + ОТВС) может тормозить процесс, распределяя энергию ультразвуковых колебаний по всей металлоконструкции.
Известен опыт применения ультразвука для удаления отложений на рабочих кассетах НВАЭС с целью улучшения их теплогидравлических характеристик. Так, во время ППР-2009 была проведена промышленная очистка кассет активной зоны реактора блоков №№ 3, 4, отработавших в составе 4- и 5-топливных кампаний и планируемых к дальнейшей эксплуатации, а также кассеты, планируемые к эксплуатации на 2-ю и 3-ю кампании. Всего ультразвуковой обработке были подвергнуты 79 кассет (Дезактивация АЭС и ЯЭУ с водным теплоносителем / Крицкий В.Г., Родионов Ю.А., Стяжкин П.С. [и др.]; Государственная корпорация по атомной энергии «РОСАТОМ», ОАО «Научно-исследовательский и проектно-конструкторский институт энергетических технологий «АТОМПРОЕКТ» (ОАО «АТОМПРОЕКТ»). - М.: Буки Веди, 2016. 363 с).
К недостаткам такого решения можно отнести, также как в предыдущем аналоге, распределение энергии колебаний по всей конструкции, что не обеспечивает концентрацию ультразвуковых колебаний в месте наличия мешающих сил трения. Распределение ультразвука по конструкции эффективно при проведении операций очистки, таким образом, в месте застревания ОТВС распределенной ультразвуковой энергии будет недостаточно для преодоления сил трения.
Известен контейнер для выгрузки ОТВС (перегрузочный контейнер), Контейнер для выгрузки ОТВС содержит шибер и захват. Шибер и захват имеют независимый электромеханический и ручной привод каждый. Шибер выполнен в виде усеченного конуса с резиновым покрытием, ось которого перпендикулярна оси контейнера. Захват снабжен электромагнитами. Электромагниты соединены трос-кабелем через блок с электромеханическим приводом (RU 2622901, МПК G01C 19/00, опубл. 21.06.2017).
К недостаткам такого устройства можно отнести то, что конструкция контейнера не позволяет произвести выгрузку застрявших ОТВС, не прилагая при этом избыточных усилий, которые могут привести к обрыву части ОТВС.
Известен способ изготовления тепловыделяющей сборки. Способ включает расстановку на определенном расстоянии друг от друга дистанционирующих решеток с ободами с соосно размещенными ячейками и ввод стержневых ТВЭЛ в соосные ячейки. При заходе в каждую из дистанционирующих решеток стержневого ТВЭЛ на него подается индивидуальная частота ультразвуковых колебаний посредством, по меньшей мере, двух ультразвуковых излучателей, обеспечивающих изменение индивидуальной частоты ультразвуковых колебаний при заходе ТВЭЛ в каждую из дистанционирующих решеток. Подбор частоты под оптимальное усилие запрессовки по мере вхождения ТВЭЛ в дистанционирующие решетки осуществляют входящим в систему управления программатором в диапазоне частот от 18 до 40 кГц. Выполнение обратной связи с датчиком усилия, размещенным на толкателе, и блоком реагирования на тренды роста усилия сборки в режиме реального времени предусматривает выдачу сигнала на изменение частоты колебаний на ультразвуковые излучатели как по их величине, так и по направлению (RU 2732730, МПК G01C 21/00, опубл. 22.09.2020).
Недостатком известного способа является то, что он направлен на запрессовку стержневых ТВЭЛ. Однако в практике не менее проблематична операция разборки стержневых ТВЭЛ или выгрузки ОТВС из чехлов хранения, особенно застрявших по причине нарушения геометрических параметров, попадания в зазоры мусора, продуктов коррозии и пр. Применение ультразвуковых колебаний по описанной схеме будет неэффективно ввиду приложения сил и расстановки ультразвуковых преобразователей.
Наиболее близким к заявленному техническому решению является способ и устройство перечехловки и дефектации ОТВС, находящихся в дефектных чехлах. Дефектация (контроль) ОТВС, позволяющая судить об их состоянии, производится по объективным показателям - величинам усилий вытягивания ОТВС из дефектных чехлов. Значения этих усилий были выбраны эмпирически, а затем подтверждены экспериментально. Распределение ОТВС в разные виды упаковок дает возможность обеспечить их надежную и безопасную транспортировку и дальнейшую переработку ОТВС на перерабатывающем комбинате. Дополнительно технический результат достигается за счет локализации участка перечехловки и дефектации ОТВС в хранилище устройством дополнительного радиационно-защитного укрытия рабочей зоны перечехловки (RU 2373588, МПК G21F 5/00, G21C 19/32, опубл. 20.11.2009).
Согласно прототипу, ОТВС, при проверке возможности извлечения или выгрузке которых усилия извлечения оказались выше предельных значений (~120 кгс) для данного типа ОТВС, оставляют в чехле, и после подготовки чехла выгружают из хранилища вместе с чехлом. При этом в таком чехле из 7-и ОТВС чаще всего остаются невыгруженными только 1-2 ОТВС. Выгруженный чехол с ОТВС помещают в специальный пенал, который установлен в корпусе транспортного контейнера, при этом транспортный контейнер оказывается загруженным ОТВС на 14-28 % от своей вместимости.
Недостатком такого способа выгрузки являются невозможность извлечения застрявших ОТВС из чехла хранения и большие удельные затраты на транспортирование ОТВС, выгруженных вместе с чехлом, и обращение с ними при переработке.
Раскрытие сущности изобретения
Технический результат, достигаемый при использовании заявленного изобретения, заключается в снижении трения между ОТВС и ячейкой чехла за счет использования ультразвука, что позволяет без превышения максимально допустимого значения усилия выгрузки извлечь из чехла застрявшие ОТВС, которые ранее оставляли невыгруженными, и перегрузить их в транспортный чехол, размещаемый в транспортном контейнере.
Сущность изобретения заключается в том, что в способе извлечения ОТВС, застрявших в ячейках чехла, заключающийся в вытягивании ОТВС в перегрузочный контейнер. В процессе вытягивания на ОТВС воздействуют ультразвуковыми колебаниями через технологический захват с применением трех ультразвуковых преобразователей, один из которых формирует продольные осевые колебания, второй формирует ультразвуковые колебания, направленные под углом к оси движения, а третий ультразвуковой преобразователь формирует крутильные колебания вокруг оси через кронштейн, при этом частоту ультразвуковых колебаний регулируют в диапазоне от 18 до 40 кГц.
Краткое описание чертежей.
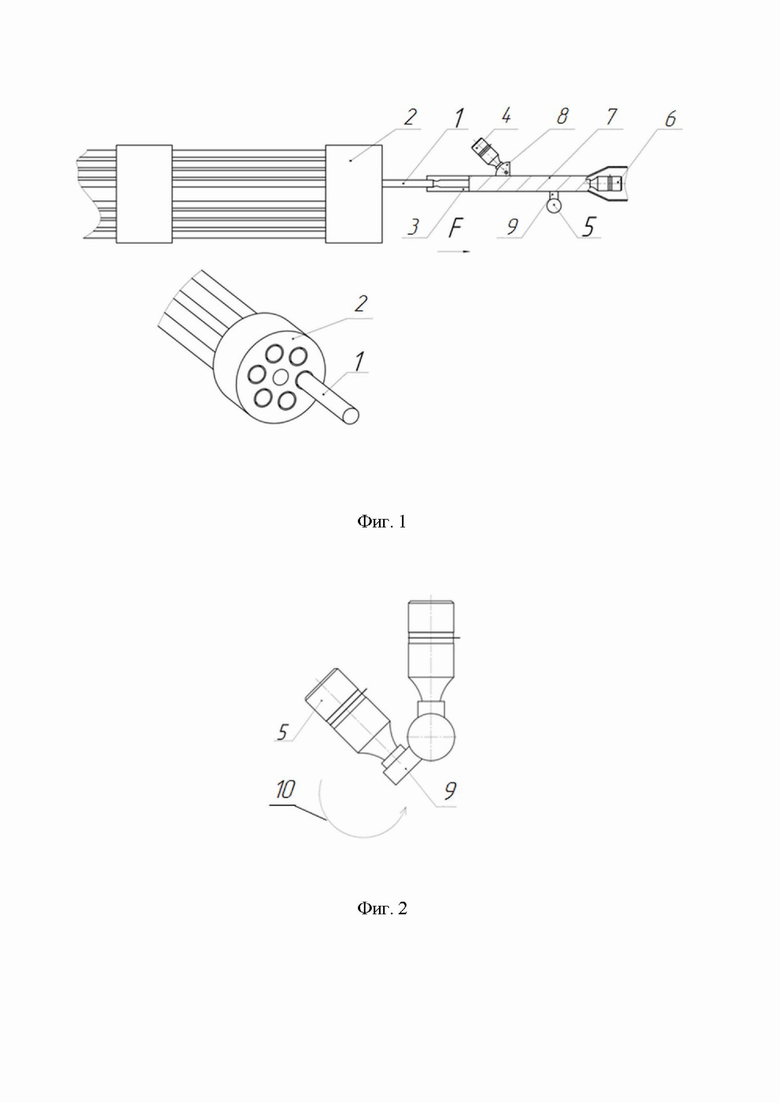
На чертежах представлены фрагменты по осуществлению способа извлечения ОТВС, в том числе застрявших. На фиг. 1 представлена схема извлечения ОТВС, на фиг. 2 показан фрагмент размещения ультразвуковых преобразователей на корпусе технологического захвата.
Осуществление изобретения.
Извлечение ОТВС 1, в том числе застрявших, осуществляется с применением ультразвуковых колебаний, снижающих действие сил трения. Вытягивание ОТВС 1 из соосно размещенных ячеек чехла 2 осуществляется при помощи технологического захвата 3, через который передается вытягивающее усилие F. При страгивании ОТВС 1 и в процессе ее вытягивания условия контактного взаимодействия ОТВС 1 будут изменяться, что может приводить к возрастанию сил трения в области контакта ОТВС 1 с ячейками чехла 2. Для уменьшения действия сил трения ультразвуковые преобразователи 4, 5, 6, в количестве трех штук, размещенные на корпусе 7 технологического захвата 3, передают ультразвуковые колебания индивидуальной частоты через конструктивные элементы технологического захвата 3 на ОТВС 1.
Первый ультразвуковой преобразователь 4 расположен на скользящем угловом кронштейне 8, обеспечивающим крепление ультразвукового преобразователя 4 под углом от 0° до 90° к продольной оси захвата. Угловой кронштейн 8 оснащен болтом, один конец которого закреплен на поперечной оси кронштейна 8, а на второй конец крепится к ультразвуковому преобразователю 4. Таким образом, при ослаблении резьбового соединения ультразвуковой преобразователь 4 может перемещаться и фиксироваться на различных углах (в диапазоне от 0° до 90°) по отношению к оси перемещения технологического захвата 3.
Второй ультразвуковой преобразователь 5 размещен на кронштейне 9, передающим крутильные колебания 10 на верхнюю часть ОТВС 1.
Третий ультразвуковой преобразователь 6 монтируется на корпусе 7 технологического захвата 3 в продольном направлении по осевой линии.
С целью обеспечения наилучшего акустического контакта соединение ультразвуковых преобразователей 4, 5, 6 с технологическим захватом 3 выполнено сваркой или с плотным механическим контактом.
Рабочая частота ультразвуковых преобразователей 4, 5, 6 зависит от фиксирующего ОТВС 1 усилия. Частота определяется входящим в систему управления программатором в диапазоне частот от 18 до 40 кГц, а выполнение обратной связи с датчиком усилия, размещенным на захвате, и блоком реагирования на изменения усилия в режиме реального времени, предусматривает изменение рабочего сигнала на изменение частоты колебаний на ультразвуковые преобразователи 4, 5, 6.
Способ извлечения ОТВС 1 осуществляют следующим образом. Технологический захват 3 устанавливается на ОТВС 1. На корпус 7 технологического захвата 3 подаются ультразвуковые колебания от трех ультразвуковых преобразователей 4, 5, 6. Первый ультразвуковой преобразователь 4 создает колебания в продольном направлении. Второй ультразвуковой преобразователь 5 оказывает разгружающее влияние, направленное под углом к осевому направлению при помощи углового кронштейна 8. Третий ультразвуковой преобразователь 6 формирует крутильные колебания 10 вокруг оси основного вытягивающего усилия F. При этом ультразвуковые преобразователи 4, 5, 6 размещены во взаимно перекрещивающихся плоскостях. Комплексное действие ультразвуковых преобразователей 4, 5, 6 снижает силы трения, возникающие на поверхности ОТВС 1 при ее извлечении. В совокупности с осевым вытягивающим усилием F извлечение происходит без застревания с минимальными временными затратами. Подбор частоты под оптимальное усилие извлечения по мере выхода ОТВС 1 из чехла 2 хранения осуществляется входящим в систему управления программатором.
Подбор частоты осуществляется в режиме девиации ультразвукового генератора (на чертежах не показано) в диапазоне от 18 до 40 кГц. Обратная связь между датчиком усилия, размещенным на технологическом захвате 3, и блоком реагирования на величину силы терния в режиме реального времени, с выдачей сигнала на изменение частоты колебаний на ультразвуковые преобразователи 4, 5, 6.
Заявленное изобретение может быть использовано для подрыва кондиционных и застрявших ОТВС в чехле, выполняемом при выгрузке чехлов с застрявшими ОТВС из ячеек хранилища.
Использование изобретения позволяет повысить качество работ по выгрузке ОТВС из хранилища, снизить общую стоимость вывоза и переработки ОТВС за счет исключения дорогостоящей транспортировки чехлов с застрявшими ОТВС и снижения затрат на обращение с ОТВС на перерабатывающем комбинате.
По сравнению с известным решением заявленное изобретение позволяет снизить трение между ОТВС и ячейкой чехла за счет использования ультразвука, что способствует облегчению операции извлечения ОТВС, которые ранее оставляли невыгруженными для загрузки и транспортирования с чехлом в пенале, установленном в транспортный контейнер, и перегрузить их в штатный транспортный чехол, размещаемый в транспортном контейнере. Заполнение ОТВС полезного объема контейнера при этом может достигать 100 %.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ПЕРЕЧЕХЛОВКИ И ДЕФЕКТАЦИИ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК, НАХОДЯЩИХСЯ В ДЕФЕКТНЫХ ЧЕХЛАХ | 2007 |
|
RU2373588C2 |
| СПОСОБ ЗАГРУЗКИ ОТРАБОТАВШЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА В АМПУЛУ ДЛЯ ПОСЛЕДУЮЩЕГО ЕЕ ХРАНЕНИЯ И АМПУЛА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2328046C2 |
| МЕТАЛЛОБЕТОННЫЙ КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШИХ СБОРОК ТВЭЛ ЯДЕРНЫХ РЕАКТОРОВ | 2005 |
|
RU2293384C1 |
| МЕТАЛЛОБЕТОННЫЙ КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШИХ СБОРОК ТВЭЛ ЯДЕРНЫХ РЕАКТОРОВ | 2004 |
|
RU2279725C1 |
| ЧЕХОЛ ДЛЯ РАЗМЕЩЕНИЯ И ХРАНЕНИЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРА ВВЭР-1000 | 2015 |
|
RU2593388C1 |
| МЕТАЛЛОБЕТОННЫЙ КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШИХ СБОРОК ТВЭЛ ЯДЕРНЫХ РЕАКТОРОВ | 2005 |
|
RU2293383C1 |
| Чехол контейнера для транспортирования и хранения отработавшего ядерного топлива водо-водяного ядерного реактора | 2019 |
|
RU2707503C1 |
| КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК И ЧЕХОЛ ДЛЯ ИХ РАЗМЕЩЕНИЯ | 2016 |
|
RU2611057C1 |
| ЧЕХОЛ ХРАНЕНИЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ ВВЭР-1000 | 2015 |
|
RU2603853C1 |
| МЕТАЛЛОБЕТОННЫЙ КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШИХ СБОРОК ТВЭЛ ЯДЕРНЫХ РЕАКТОРОВ | 2001 |
|
RU2189648C1 |
Изобретение относится к области атомной техники, в частности к обращению с отработавшим ядерным топливом при выгрузке его из хранилищ, а именно к способу извлечения отработавших тепловыделяющих сборок (ОТВС), застрявших в ячейках чехла хранения. Способ заключается в вытягивании ОТВС в перегрузочный контейнер. В процессе вытягивания на ОТВС воздействуют ультразвуковыми колебаниями через технологический захват с применением трех ультразвуковых преобразователей, один из которых формирует продольные осевые колебания, второй формирует ультразвуковые колебания, направленные под углом к оси движения, а третий ультразвуковой преобразователь формирует крутильные колебания вокруг оси через кронштейн. Частоту ультразвуковых колебаний регулируют в диапазоне от 18 до 40 кГц. Технический результат: снижение трения между ОТВС и ячейкой чехла за счет использования ультразвука, что позволяет без превышения максимально допустимого значения усилия выгрузки извлечь из чехла хранения застрявшие ОТВС, которые ранее оставляли невыгруженными, и перегрузить их в транспортный чехол, размещаемый в транспортном контейнере. 2 ил.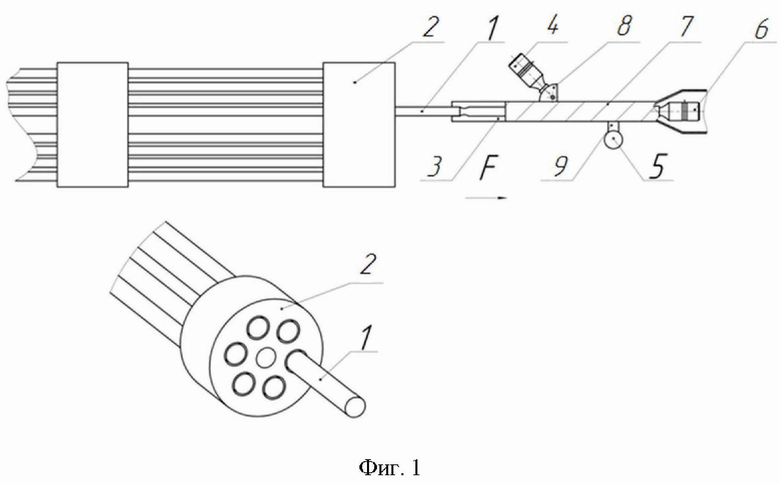
Способ извлечения отработавших тепловыделяющих сборок, застрявших в ячейках чехла, заключающийся в вытягивании отработавших тепловыделяющих сборок в перегрузочный контейнер, отличающийся тем, что в процессе вытягивания на отработавшие тепловыделяющие сборки воздействуют ультразвуковыми колебаниями через технологический захват с применением трех ультразвуковых преобразователей, один из которых формирует продольные осевые колебания, второй формирует ультразвуковые колебания, направленные под углом к оси движения, а третий ультразвуковой преобразователь формирует крутильные колебания вокруг оси через кронштейн, при этом частоту ультразвуковых колебаний регулируют в диапазоне от 18 до 40 кГц.
| СПОСОБ И УСТРОЙСТВО ПЕРЕЧЕХЛОВКИ И ДЕФЕКТАЦИИ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК, НАХОДЯЩИХСЯ В ДЕФЕКТНЫХ ЧЕХЛАХ | 2007 |
|
RU2373588C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ОТРАБОТАННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2007 |
|
RU2348084C1 |
| Способ изготовления тепловыделяющей сборки | 2020 |
|
RU2732730C1 |
| СПОСОБ РЕМОНТА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2004 |
|
RU2256959C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1999 |
|
RU2154864C1 |
| CN 101740149 A, 16.06.2010 | |||
| KR 1020060122985 A, 30.11.2006 | |||
| Аппарат для получения сухого дубильного экстракта | 1950 |
|
SU91580A1 |

