Изобретение относится к атомной энергетике и может найти применение на предприятиях изготовления тепловыделяющих сборок (ТВС) для ядерных реакторов.
Известен способ предотвращения образования задиров на стержневых тепловыделяющих элементах (ТВЭЛ) при изготовлении ТВС, включающий расстановку на определенном расстоянии друг от друга дистанционирующих решеток с ободами с соосно размещенными ячейками и ввод с самосмазыванием поверхности стержневых ТВЭЛ в соосные ячейки (JP 6060956, МПК G21C 21/00, опубл. 10.08.1994).
В известном решении при размещении ТВЭЛ в ячейках заложен принцип предварительного введения в ячейки распорных элементов в виде трубок круглого или многогранного сечения, размеры внутреннего сечения которых превышают размеры наружного сечения стержневых ТВЭЛ, введения в распорные элементы-трубки ТВЭЛ с самосмазыванием их поверхности и удаления распорных элементов из ячеек дистанционирующих решеток.
При введении распорных элементов-труб в ячейки дистанционирующих решеток с сечением больше диаметра стержневого ТВЭЛ не исключено, что стенки ячейки дистанционирующей решетки после удаления распорного элемента-трубы из-за остаточной деформации будут больше диаметра стержневого ТВЭЛ, что ослабит фиксацию стержневого ТВЭЛ в ячейке дистанционирующей решетки. Согласно требованиям ТВЭЛ в ячейке дистанционирующей решетки должен быть прочно с натягом зафиксирован, и должно быть исключено радиальное перемещение стержневых ТВЭЛ в ячейках дистанционирующих решеток. Однако под действием турбулентного потока теплоносителя в ядерном реакторе не исключена вибрация конструкции ТВС и из-за слабой фиксации стержневого ТВЭЛ в ячейке дистанционирующей решетки не исключена фреттинг-коррозия в местах касания ТВЭЛ с металлом ячеек и возможное разрушение стержневого ТВЭЛ (Решетников Ф. Г. Разработка, производство и эксплуатация ТВЭЛов энергетических реакторов. Книга 1. М., Энергоатомиздат., 1995. – С. 187).
Известен способ предотвращения образования задиров на ТВЭЛ при изготовлении ТВС, включающий расстановку на опорную поверхность по всей длине собираемой ТВС на определенном расстоянии друг от друга дистанционирующих решеток с ободами с соосно размещенными ячейками и ввод с самосмазыванием поверхностей стержневых ТВЭЛ в соосные ячейки (US 5533077, МПК G21C 3/32, опубл. 02.07.1996).
В известном способе при размещении ТВЭЛ в ячейках дистанционирующих решеток заложен тот же принцип предварительного введения в ячейки дистанционирующих решеток распорных элементов-труб, что и в вышеприведенном решении (JP 6060956). В распорную трубу вводят ТВЭЛ и фиксируют, а затем трубу удаляют. Недостатком способа является то, что при введении распорной трубы в ячейки не исключено, что стенки ячейки дистанционирующей решетки после удаления распорной трубы из-за остаточной деформации ослабят фиксацию ТВЭЛ, а это может вызвать при работе ТВС в ядерном реакторе фреттинг-коррозию.
Наиболее близким по технической сущности к заявленному изобретению является способ изготовления и сборки ТВЭЛ в ТВС, включающий расстановку на опорную поверхность по всей длине собираемой ТВС на определенном расстоянии друг от друга дистанционирующих решеток с ободами с соосно размещенными ячейками и ввод с самосмазыванием поверхностей стержневых ТВЭЛ в соосные ячейки (RU 2140674, МПК G21С 21/02, опубл. 27.10.1999).
В прототипе при размещении стержневых ТВЭЛ в ячейках заложен принцип предварительного образования на поверхности каждого стержневого ТВЭЛ пленочного лакового покрытия, самосмазывания поверхности стержневого ТВЭЛ смазкой перед сборкой ТВС, самоустановки на стержневой ТВЭЛ наконечника с диаметром большим, чем диаметр ТВЭЛ, запрессовки стержневого ТВЭЛ наконечником вперед в ячейки дистанционирующих решеток и съем наконечника со стержневого ТВЭЛ перед нижней решеткой, то есть наконечник выполняет роль распорного элемента. В случае работы наконечника как распорного элемента способу присущи недостатки по патентам JP 6060956 и US 5533077, то есть не исключается фреттинг-коррозия в ядерном реакторе из-за ослабления фиксации стержневого ТВЭЛ в ячейке дистанционирующей решетки. В случае же возврата стенок ячеек в первоначальное положение после прохождения наконечника не исключается повреждение поверхности (царапины, потертости, задиры) стержневого ТВЭЛ о выступы на стенках ячеек. В этом случае не исключается язвенная коррозия циркониевой оболочки стержневого ТВЭЛ, так как цирконий отличается склонностью к разъедающей коррозии в результате истирания между соприкасающимися поверхностями.
Технический результат, при использовании заявленного изобретения, заключается в том, что осуществляется снижение трения ТВЭЛ о поверхность ячеек дистанционирующих решеток путем наложения ультразвуковых колебаний определенной направленности на ТВЭЛ за счет подбора оптимальной частоты ультразвуковых колебаний в пределах от 18 до 40 кГц и исключения деформаций деталей при прохождении ТВЭЛ как первой, так и последующих дистанционирующих решеток, исключения появления поверхностных сдиров при прохождении ТВЭЛ в ячейках дистанционирующих решеток.
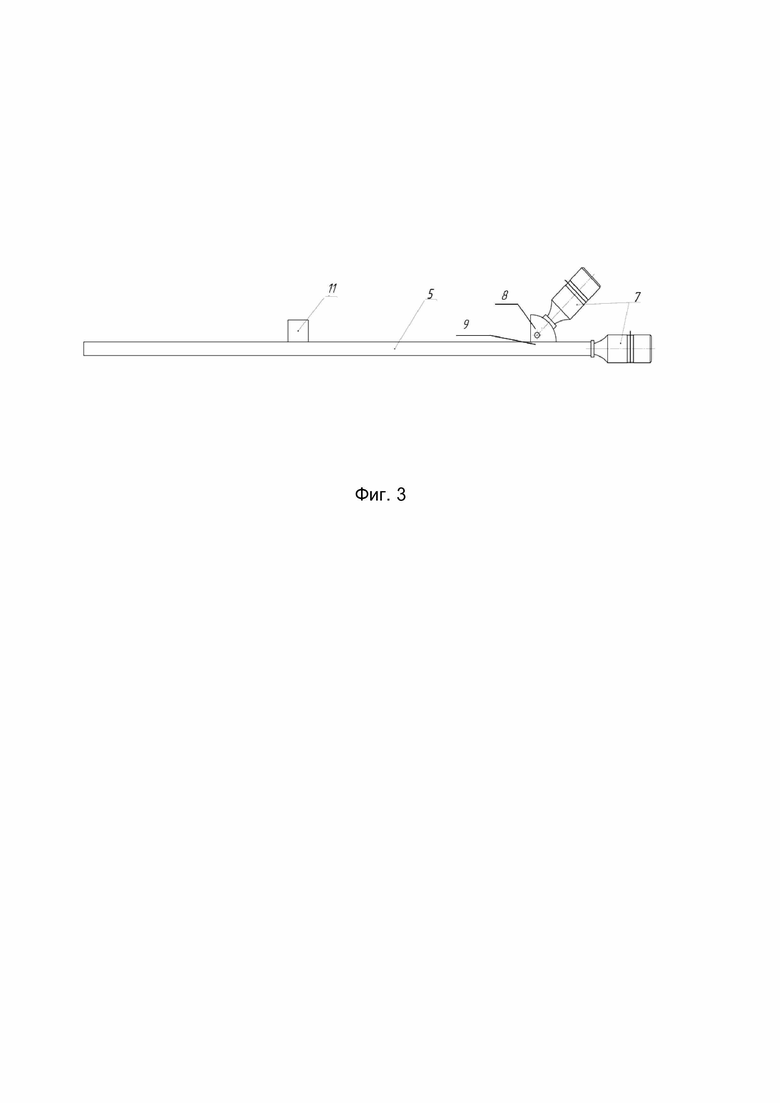
Сущность изобретения заключается в том, что в способ изготовления ТВС включает расстановку на определенном расстоянии друг от друга дистанционирующих решеток с ободами с соосно размещенными ячейками и ввод стержневых ТВЭЛ в соосные ячейки. При заходе в каждую из дистанционирующих решеток стержневого ТВЭЛ, на него подается индивидуальная частота ультразвуковых колебаний посредством, по меньшей мере, двух ультразвуковых излучателей, один из которых расположен на торце толкателя в продольной оси, а второй расположен на скользящем угловом кронштейне, обеспечивающим крепление ультразвукового излучателя под углом от 0º до 90º к продольной оси толкателя, ультразвуковые излучатели обеспечивают изменения индивидуальной частоты ультразвуковых колебаний при заходе ТВЭЛ в каждую из дистанционирующих решеток, при этом подбор частоты под оптимальное усилие запрессовки по мере вхождения канальных труб в дистанционирующие решетки осуществляют входящим в систему управления программатором в диапазоне частот от 18 до 40 кГц, а выполнение обратной связи с датчиком усилия, размещенным на толкателе, и блоком реагирования на тренды роста усилия сборки в режиме реального времени, предусматривает выдачу сигнала на изменение частоты колебаний на ультразвуковые излучатели, как по их величине, так и по направлению.
На чертежах представлены фрагменты по осуществлению способа предотвращения образования задиров на ТВЭЛ при изготовлении ТВС. На фиг. 1 представлена схема сборки ТВС, на фиг. 2 показан фрагмент размещения ТВЭЛ в ячейках дистанционирующей решетки, на фиг. 3 – толкатель с датчиком усилия и ультразвуковыми излучателям, на фиг. 4 изображена блок-схема обеспечения процесса сборки ТВС.
Способ изготовления ТВС осуществляют следующим образом. На опорную поверхность 1 по всей длине собираемой ТВС 2 на определенном расстоянии друг от друга расставляют и закрепляют дистанционирующие решетки 3 так, чтобы оси всех ячеек 4 были параллельны опорной поверхности 1. Стержневой ТВЭЛ 5 толкателем 6 подается во все ячейки 4. На ТВЭЛ 5 подается индивидуальная частота ультразвуковых колебаний посредством, по меньшей мере, двух ультразвуковых излучателей 7, обеспечивающих изменения индивидуальной частоты ультразвуковых колебаний при заходе ТВЭЛ 5 в каждую из дистанционирующих решеток 3. При этом ультразвуковые излучатели 7 размещены во взаимно перекрещивающихся плоскостях. Один ультразвуковой излучатель 7 расположен соосно к оси перемещения толкателя 6 и обеспечивает формирование продольных колебаний системы. Второй ультразвуковой излучатель 7 закреплен на образующей поверхности толкателя 6 при помощи углового кронштейна 8. Угловой кронштейн 8 оснащен болтом, один конец которого закреплен на поперечной оси кронштейна 9, а на второй конец крепится ультразвуковой излучатель 7. Таким образом, при ослаблении резьбового соединения ультразвуковой излучатель 7 может перемещаться и фиксироваться на различных углах (в диапазоне от 0º до 90º) по отношению к оси перемещения толкателя 6. Подбор частоты под оптимальное усилие запрессовки по мере вхождения ТВЭЛ 5 в дистанционирующие решетки 3 осуществляется входящим в систему управления программатором 10. Подбор частоты осуществляется в режиме девиации ультразвукового генератора в диапазоне от 18 до 40 кГц. Обратная связь между датчиком усилия 11, размещенным на толкателе 6, и блоком реагирования 12 на тренды роста усилия сборки в режиме реального времени, с выдачей сигнала на изменение частоты колебаний на ультразвуковые излучатели 7 как по их величине, так и по направлению. Ультразвуковых излучателей 7, расположенных на толкателе 6, может быть несколько.
Использование изобретения позволяет повысить качество работ, снизить себестоимость изготовления ТВС за счет исключения применения лакопокраски, нанесения смазки и, после сборки ТВС, ее отмывки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ | 2000 |
|
RU2179760C2 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195720C2 |
| Способ извлечения отработавших тепловыделяющих сборок, застрявших в ячейках чехла | 2021 |
|
RU2772524C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2189644C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2000 |
|
RU2195721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |


Изобретение относится к способу изготовления тепловыделяющей сборки для ядерных реакторов. Способ включает расстановку на определенном расстоянии друг от друга дистанционирующих решеток с ободами с соосно размещенными ячейками и ввод стержневых тепловыделяющих элементов (ТВЭЛ) в соосные ячейки. При заходе в каждую из дистанционирующих решеток стержневого ТВЭЛ на него подается индивидуальная частота ультразвуковых колебаний посредством по меньшей мере двух ультразвуковых излучателей, обеспечивающих изменение индивидуальной частоты ультразвуковых колебаний при заходе ТВЭЛ в каждую из дистанционирующих решеток. Подбор частоты под оптимальное усилие запрессовки по мере вхождения канальных труб в дистанционирующие решетки осуществляют входящим в систему управления программатором в диапазоне частот от 18 до 40 кГц. Вполнение обратной связи с датчиком усилия, размещенным на толкателе, и блоком реагирования на тренды роста усилия сборки в режиме реального времени предусматривает выдачу сигнала на изменение частоты колебаний на ультразвуковые излучатели как по их величине, так и по направлению. Техническим результатом является снижение трения ТВЭЛ о поверхность ячеек дистанционирующих решеток и исключение деформаций деталей при прохождении ТВЭЛ как первой, так и последующих дистанционирующих решеток, исключение появления поверхностных сдиров при прохождении ТВЭЛ в ячейках дистанционирующих решеток. 4 ил.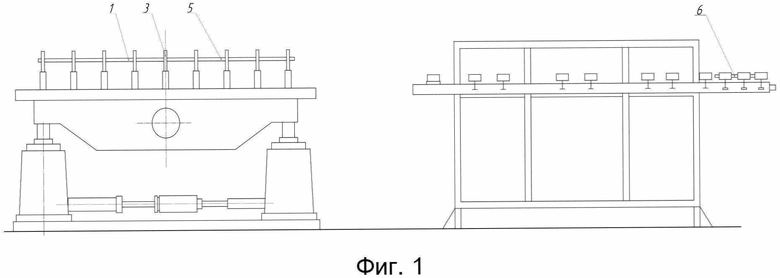
Способ изготовления тепловыделяющей сборки, включающий расстановку на определенном расстоянии друг от друга дистанционирующих решеток с ободами с соосно размещенными ячейками и ввод стержневых ТВЭЛ в соосные ячейки, отличающийся тем, что при заходе в каждую из дистанционирующих решеток стержневого ТВЭЛ на него подается индивидуальная частота ультразвуковых колебаний посредством по меньшей мере двух ультразвуковых излучателей, один из которых расположен на торце толкателя в продольной оси, а второй расположен на скользящем угловом кронштейне, обеспечивающем крепление ультразвукового излучателя под углом от 0° до 90° к продольной оси толкателя, ультразвуковые излучатели обеспечивают изменения индивидуальной частоты ультразвуковых колебаний при заходе ТВЭЛ в каждую из дистанционирующих решеток, при этом подбор частоты под оптимальное усилие запрессовки по мере вхождения канальных труб в дистанционирующие решетки осуществляют входящим в систему управления программатором в диапазоне частот от 18 до 40 кГц, а выполнение обратной связи с датчиком усилия, размещенным на толкателе, и блоком реагирования на тренды роста усилия сборки в режиме реального времени предусматривает выдачу сигнала на изменение частоты колебаний на ультразвуковые излучатели как по их величине, так и по направлению.
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| СБОРКА ДЛЯ ЯДЕРНОГО РЕАКТОРА, СОДЕРЖАЩАЯ ЯДЕРНОЕ ТОПЛИВО И СИСТЕМУ ИНИЦИИРОВАНИЯ ВВОДА, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ПОГЛОЩАЮЩЕГО НЕЙТРОНЫ И/ИЛИ СМЯГЧАЮЩЕГО ПОСЛЕДСТВИЯ АВАРИЙНОЙ СИТУАЦИИ ЭЛЕМЕНТА | 2012 |
|
RU2602836C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2012 |
|
RU2546648C2 |
| СПОСОБ ДИСТАНЦИОНИРОВАНИЯ ТВЭЛОВ В ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКЕ | 2013 |
|
RU2528952C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2647707C1 |
| FR 2985362 B1, 02.03.2018 | |||
| EP 3149746 A1, 05.04.2017 | |||
| US 5533077 A1, 02.07.1996 | |||
| US 20120087458 A1, 12.04.2012. | |||

