Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления спиральной пружины, то есть пружины, содержащей упругую ленту, которой придают форму спирали. Типовой вариант применения спиральной пружины предусматривает оснащение ей баланса часового механизма с образованием тем самым резонатора часового хода. Такая часовая спиральная пружина обычно крепится своим внутренним концом, посредством гнезда камня в часовом механизме, к оси баланса, а своим наружным концом указанная спиральная пружина крепится, посредством шпильки или при помощи иного крепежного элемента, к мосту часового хода, который называют "балансовым мостом".
Уровень техники
В патентной заявке ЕР 3181938 на имя этого же заявителя описывается способ изготовления спиральной пружины с заданной жесткостью, в соответствии с которым: а) имеет место образование спиральной пружины с размерами, которые превышают размеры необходимые для получения спиральной пружины, характеризующейся заданной жесткостью, b) задается жесткость изготовленной таким образом пружины, с) производится расчет толщины удаляемого материала для получения спиральной пружины, характеризующейся заданной жесткостью, и d) из пружины, образованной при осуществлении этапа а), удаляется расчетная толщина материала. Такой способ позволяет повысить точность размеров пружины и снизить разброс параметров у спиральных пружин, получаемых из одной пластины или из разных пластин. Размерное качество спиральных пружин может быть улучшено благодаря повторению этапов b), с) и d). Этап а) выполняют, например, посредством вытравливания из кремниевой пластины. Этап d) может состоять в выполнении оксидирования кремниевой спиральной пружины, например посредством термического оксидирования, для превращения толщины удаляемого материала в оксид кремния, и с последующим выполнением удаления указанного оксида кремния. После осуществления этапа d), может выполняться операция называемая "термической компенсацией" для получения жесткости спиральной пружины, которая более точно соответствовала бы частоте резонатора, частью которого указанная пружина должна стать, не проявляя при этом чувствительности к температурным изменениям. В случае использования кремниевой спиральной пружины, последняя может быть выполнена покрытой слоем из оксида кремния, например посредством термического оксидирования, в соответствии со сведениями раскрытыми в патенте ЕР 1422436. При этом, одной из функций оксида кремния также является повышение механической прочности кремниевой спиральной пружины.
В другой патентной заявке ЕР 3181939 на имя того же заявителя описывается способ изготовления спиральной пружины с заданной жесткостью, в соответствии с которым а) имеет место образование спиральной пружины с размерами, которые меньше размеров необходимых для получения спиральной пружины, характеризующейся заданной жесткостью, b) задается жесткость изготовленной таким образом пружины, с) производится расчет толщины материала, недостающего для получения спиральной пружины, характеризующейся заданной жесткостью, и d) выполняется модификация спиральной пружины, образованной при осуществлении этапа а), для компенсации недостающей толщины материала, причем этапы b), с) и d) могут выполняться повторно. Данный способ также позволяет повысить точность размеров пружины и снизить разброс параметров у спиральных пружин, получаемых из одной пластины или из разных пластин. Этап а) выполняют, например, посредством вытравливания из кремниевой пластины. После осуществления этапа d), может выполняться операция называемая "термической компенсацией" для получения жесткости спиральной пружины, которая более точно соответствовала бы частоте резонатора, частью которого указанная пружина должна стать, не проявляя при этом чувствительности к температурным изменениям. В случае использования кремниевой спиральной пружины, последняя может быть выполнена покрытой слоем из оксида кремния, в соответствии со сведениями раскрытыми в патенте ЕР 1422436. При этом, одной из функций оксида кремния также является повышение механической прочности кремниевой спиральной пружины.
В соответствии с типовым вариантом осуществления вышеуказанного способа, на этапе а) предусматривается одновременное формирование нескольких спиральных пружин в одной кремниевой пластине. Эти спиральные пружины остаются соединенными с указанной кремниевой пластиной при помощи перемычек из материала при осуществлении этапов b), с) и d), и также при осуществлении вышеуказанной операции термической компенсации, а затем данные спиральные пружины отделяют от указанной кремниевой пластины. Данные перемычки из материала связывают в радиальном направлении наружный виток данных спиральных пружин с указанной пластиной, как показано на Фиг. 7 патентной заявки ЕР 3181938 и на Фиг. 6 патентной заявки ЕР 3181939. При этом отсутствует возможность соединения с указанной кремниевой пластиной других витков спиральных пружин и указанного гнезда камня часового механизма.
Несложно понять, что данный вариант соединения указанных спиральных пружин с пластиной не позволяет указанным пружинам находиться в состоянии без деформации в процессе их изготовления, в частности когда их подвергают операциям термического оксидирования, в случае наличия кремниевой спиральной пружины. При нахождении пластины в горизонтальном положении, указанные спиральные пружины не сохраняют планарную ориентацию, но принимают форму резервуара. В вертикальном положении, относительное расположение витков пружины меняется таким образом, что некоторые витки пружины сходятся ближе друг к другу на одной стороне и расходятся дальше друг от друга на другой стороне. При комнатной температуре, эти деформации не приводят к каким-либо последствиям, поскольку они по своему характеру остаются упругими. С другой стороны, при выполнении термических обработок, когда спиральные пружины помещают в печь, температуры могут превысить 1000°С, данные деформации уже приобретают постоянный характер и даже становятся более интенсивными в силу уменьшения жесткости кремния. Полученные в результате этого спиральные пружины могут, таким образом, иметь между их внутренним концом и их наружным концом разницу по высоте, превышающую высоту каждого витка. Это увеличивает размер указанных спиральных пружин, которые при установке в часовой механизм могут касаться других элементов как при нормальном функционировании часового механизма, так и при ударах, что может привести к повреждениям. Эти постоянные деформации спиральных пружин также способны вызвать касание витков друг друга при нормальном функционировании часового механизма или при ударе, или же вызвать их слипание с деталями часового механизма, например с балансовым мостом. При этом может быть нарушен доступ к прочим элементам часового механизма, например к узлу индикации для задания уставки скорости движения часового механизма. Кроме того, эти постоянные деформации могут привести к ухудшению изохронности.
Степень этих постоянных деформаций изменяется в соответствии с весом и жесткостью пружинных витков, временем нахождения в печи и температурой в печи. Степень деформации может быть уменьшена либо путем изменения одного из этих последних двух параметров, либо путем снижения производительности процесса термообработки.
Также, из патента ЕР 0732635 на имя заявителя известен способ изготовления микромеханической детали, в соответствии с которым в подложке выполняют углубления, оставляя при этом части указанной подложки, которые впоследствии образуют перемычки из материала, далее к указанной подложке приваривают пластину кристаллического материала и после этого изданной пластины кристаллического материала вытравливается указанная микромеханическая деталь, причем данная деталь совместно с другими деталями из этой партии деталей удерживаются на подложке при помощи указанных перемычек из материала. В ходе дальнейшего осуществления данного способа имеет место одна или несколько обработок указанных деталей и, наконец, осуществляется разрушение указанных перемычек из материала с отделением указанных деталей от подложки. При использовании такого способа, теплообмен между пластиной из кристаллического материала и указанной подложкой при выполнении операции травления является недостаточным чтобы гарантировать хорошую однородность травления. Кроме того, в данном известном способе необходимой является операция сварки.
Раскрытие изобретения
Настоящее изобретение направлено на устранение вышеуказанных недостатков, либо на уменьшение их влияния, и в контексте указанного изобретения заявляется в этом отношении способ по п. 1 формулы изобретения с раскрытием при этом в составе зависимых пунктов формулы изобретения частных вариантов данного способа.
Предложен способ изготовления по меньшей мере одной спиральной пружины (5), включающий нижеследующую последовательность этапов:
a) использование подложки (1), проходящей в определенной плоскости (Р) и содержащей первый слой (2), параллельный указанной определенной плоскости (Р),
b) формирование по меньшей мере одного сквозного отверстия (3) в указанном первом слое (2),
c) осаждение второго слоя (4) на указанный первый слой (2), причем указанный второй слой (4) заполняет указанное по меньшей мере одно сквозное отверстие (3) с образованием по меньшей мере одной перемычки из материала (7),
d) вытравливание по меньшей мере одной спиральной пружины (5) в слое (6а) травления, состоящем из указанного второго слоя (4) или из указанной подложки (1), причем из одного из указанных элементов, таких как указанный второй слой (4) и указанная подложка (1), не участвующих в вытравливании по меньшей мере одной спиральной пружины (5), образуется опорный элемент (6b), а указанная по меньшей мере одна перемычка из материала (7) связывает по меньшей мере одну спиральную пружину (5) с опорным элементом (6b) в направлении, перпендикулярном указанной определенной плоскости (Р),
e) удаление указанного первого слоя (2), при этом указанная по меньшей мере одна спиральная пружина (5) остается связанной с опорным элементом (6b) посредством по меньшей мере одной перемычки из материала (7),
f) выполнение в отношении по меньшей мере одной спиральной пружины (5) по меньшей мере одной термической обработки,
g) отделение по меньшей мере одной спиральной пружины (5) от опорного элемента (6b).
Согласно настоящему изобретению указанную термическую обработку или по меньшей мере одну термическую обработку из группы термических обработок могут выполнять в печи.
Согласно настоящему изобретению указанную термическую обработку или по меньшей мере одну термическую обработку из группы термических обработок могут выполнять при температуре по меньшей мере 800°С, предпочтительно по меньшей мере 900°С, предпочтительно по меньшей мере при 1000°С, предпочтительно по меньшей мере при 1100°С, предпочтительно по меньшей мере при 1200°С.
Согласно настоящему изобретению указанная термическая обработка или по меньшей мере одна термическая обработка из группы термических обработок может включать термическое оксидирование.
Согласно настоящему изобретению он может включать, между этапами f) и g), этап деоксидирования, причем указанные термическое оксидирование и деоксидирование обеспечивают уменьшение размеров по меньшей мере одной спиральной пружины (5) с получением при этом заданной жесткости пружины.
Согласно настоящему изобретению указанное термическое оксидирование может быть направлено на образование термокомпенсационного слоя (8) на по меньшей мере одной спиральной пружине (5).
Согласно настоящему изобретению указанный слой (6а) травления может быть выполнен из материала с хрупкими свойствами при комнатной температуре.
Согласно настоящему изобретению указанный слой (6а) травления может быть выполнен из кремния или материала на основе кремния.
Согласно настоящему изобретению указанный слой (6а) травления может быть выполнен из стекла или материала на основе стекла.
Согласно настоящему изобретению указанный слой (6а) травления может быть выполнен из керамики или материала на основе керамики.
Согласно настоящему изобретению указанный опорный элемент (6b) может быть выполнен из кремния или материала на основе кремния.
Согласно настоящему изобретению указанный первый слой (2) может быть выполнен из оксида кремния или материала на основе оксида кремния.
Согласно настоящему изобретению указанный этап b) могут выполнять посредством фотолитографии.
Согласно настоящему изобретению указанный этап с) могут выполнять посредством эпитаксии.
Согласно настоящему изобретению указанный этап d) могут выполнять посредством глубокого реактивного ионного травления.
Согласно настоящему изобретению указанный опорный элемент (6b) могут охлаждать при выполнении этапа d).
Согласно настоящему изобретению по меньшей мере одна перемычка из материала (7) может быть выполнена распределенной в существенной степени по всей длине спиральной пружины (5) или каждой спиральной пружины (5).
Согласно настоящему изобретению в проекции на указанную определенную плоскость (Р), перемычка из материала (7) или каждая из перемычек из материала (7) может являться полностью расположенной между двумя сторонами (5а, 5b) ленты по меньшей мере одной спиральной пружины (5) и занимает только часть ширины (L) данной ленты.
Согласно настоящему изобретению в проекции на указанную определенную плоскость (Р), перемычка из материала (7) или каждая из перемычек из материала (7) может являться в существенной степени центрированной относительно указанных двух сторон (5а, 5b) ленты по меньшей мере одной спиральной пружины (5).
Краткое описание чертежей
Прочие признаки и преимущества настоящего изобретения станут очевидными при прочтении нижеследующего подробного описания со ссылками на фигуры прилагаемых к материалам заявки сопровождающих чертежей, где:
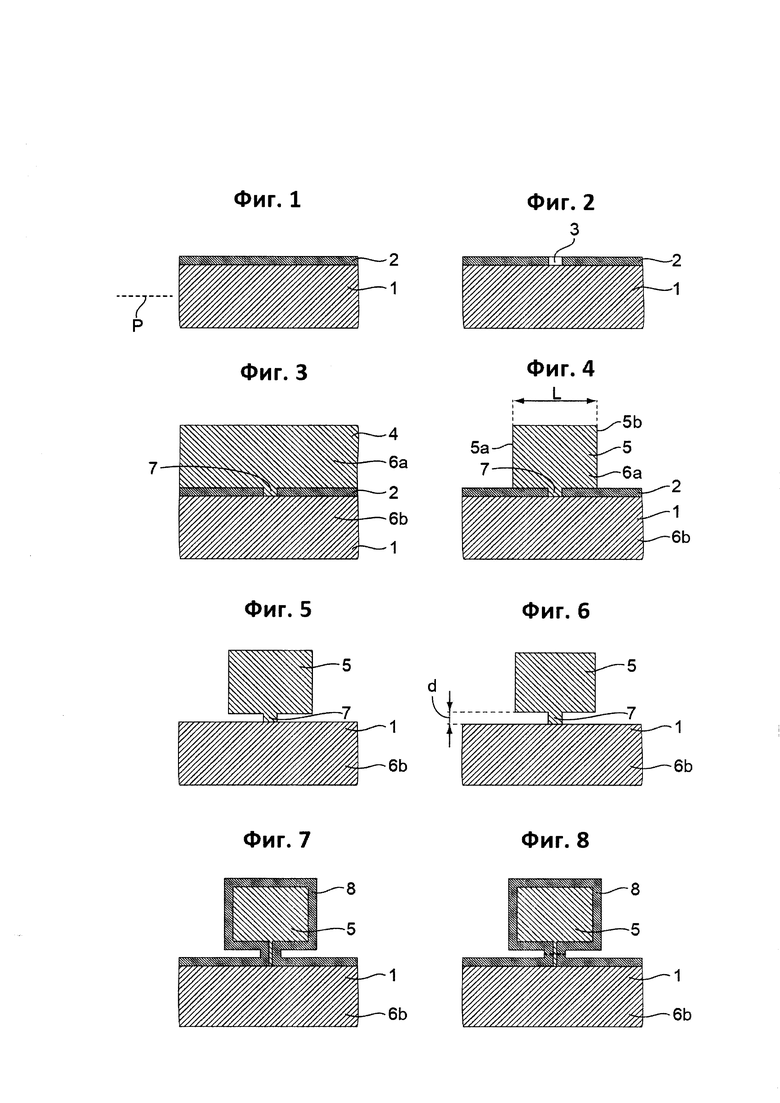
На Фиг. 1-8 представлены виды поперечного сечения, отражающие этапы способа изготовления одной или нескольких спиральных пружин в соответствии с настоящим изобретением;
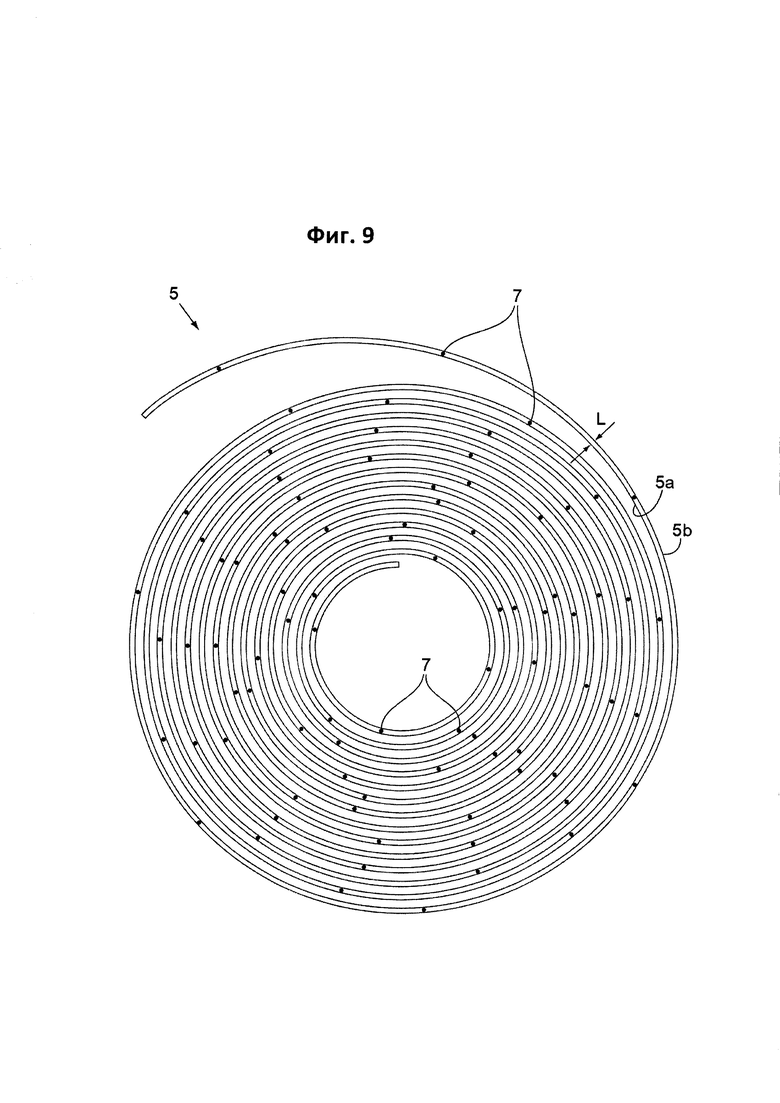
На Фиг. 9 представлена спиральная пружина, показанная на виде сверху со схематическим изображением расположения ее точек крепления к опорному элементу в процессе изготовления данной пружины.
Осуществление изобретения
Первый этап способа, в соответствии с предпочтительным вариантом осуществления настоящего изобретения, показанный на Фиг. 1, состоит из использования кремниевой подложки 1, проходящей в плоскости Р и содержащей на своей верхней стороне параллельно указанной плоскости Р слой 2, состоящий из оксида кремния (SiO2). Толщина (высота) указанной подложки 1 может быть равной аналогичному параметру изготавливаемой спиральной пружины или группы изготавливаемых спиральных пружин, т.е. обычно составляет 120 μм, либо может быть меньше аналогичного параметра изготавливаемой спиральной пружины или группы изготавливаемых спиральных пружин, в зависимости от того изготавливаются ли последние в указанной подложке 1 или в другом слое, как будет описано ниже. Во втором случае, для недопущения деформации, указанная подложка 1 характеризуется однако достаточной толщиной, что в обычном случае составляет несколько десятков микрометров. Например, толщина слоя 2 из оксида кремния составляет 3 μм. Кремний подложки 1 может находиться в монокристаллической форме, вне зависимости от его кристаллической ориентации, поликристаллической или аморфной структуры.
На указанный слой 2 из оксида кремния далее наносится рисунок, например при помощи фотолитографии для образования в нем сквозных отверстий 3, как показано на Фиг. 2, где просматривается лишь одно из указанных сквозных отверстий 3. В частности, слой 2 подвергается травлению через маску. Процесс травления может осуществляться мокрым или сухим способом. Последний вариант является предпочтительным. Для лучшей точности может применяться плазма. Диаметр выполненных таким образом отверстий 3 в предпочтительном случае меньше, чем ширина ленты изготавливаемых спиральных пружин. Обычно, указанные отверстия 3 характеризуются диаметром около 5 μм, а ширина ленты изготавливаемых спиральных пружин составляет около 30 μм.
На следующем этапе способа (Фиг. 3), на поверхности слоя 2 из оксида кремния выращивают монокристаллический, поликристаллический или аморфный кремний, например с использованием эпитаксии, для образования кремниевого слоя 4. В ходе этого этапа, указанные отверстия 3 в слое 2 из оксида кремния заполняются кремнием из слоя 4. Толщина кремниевого слоя 4 совпадает с толщиной изготавливаемых спиральной пружины или пружин, т.е. обычно составляет 120 μм, или может быть меньше толщины изготавливаемых спиральной пружины или пружин, в зависимости от того изготавливаются ли последние в данном слое 4 или в указанной подложке 1. Во втором случае, для недопущения деформации, указанный слой 4 характеризуется однако достаточной толщиной, что в обычном случае составляет несколько десятков микрометров. В частности, в первом случае, а также в соответствии с состоянием верхней поверхности слоя 4, данная верхняя поверхность может быть выполнена полированной, например при помощи химико-механического полирования (ХМП), для устранения дефектов роста кристаллов, возникающих вследствие нанесения рисунка на слой 2 оксида кремния, с целью регулирования толщины указанного кремниевого слоя 4.
Затем (см. Фиг. 4), производят нанесение рисунка на кремниевый слой 4 или на кремниевую подложку 1 посредством глубокого реактивного ионного травления (ГРИТ) с целью образования одной или более спиральных пружин 5. В настоящем описании изобретения, один прорисованный на нанесенном рисунке элемент из указанного слоя 4 и подложки 1 называется "слоем травления" и обозначен как элемент 6а, а другой прорисованный на нанесенном рисунке элемент из указанного слоя 4 и подложки 1 называется "опорным элементом" и обозначен как элемент 6b. На Фиг. 4 изображен вариант, где указанные спиральные пружины 5 вытравливают в указанном слое 4, а указанная подложка 1 образует указанный опорный элемент 6b. На Фиг. 4 имеется изображение лишь вида поперечного сечения одного из витков этих спиральных пружин 5. Каждая спиральная пружина 5 может быть образована одновременно и за одно целое со своим гнездом для камня в часовом механизме для своей последующей установки на ось баланса. В ходе выполнения данного этапа ГРИТ для травления используется маска, а внутренняя температура плазмы составляет порядка 180°С. Опорный элемент 6b охлаждают до 20°С, например посредством орошения гелием лицевой части опорного элемента 6b, являющейся наиболее удаленной от слоя травления 6а и/или посредством использования циркулирующей термостатируемой охлаждающей жидкости, которая охлаждает зажимное средство под опорный элемент 6b. Такое охлаждение опорного элемента 6b позволяет охлаждать маску посредством слоя 2 из оксида кремния и слоя 6а травления, исключая таким образом пережигания маски и у ухудшения качества травления. Такое охлаждение маски становится возможным, в частности, благодаря процессам теплового обмена между опорным элементом 6b и слоем 6а травления. Благодаря непрерывности контактного взаимодействия между указанным опорным элементом 6b и указанным слоем 6а травления за счет слоя 2 из оксида кремния, происходит улучшение указанных процессов теплового обмена по сравнению с тем теплообменом, который имеет место в известном способе в соответствии с патентом ЕР 0732635. В последнем случае действительно в зонах травления указанная подложка и пластина из кристаллического материала связаны друг с другом лишь перемычками из материала в процессе травления, поскольку ранее в указанной подложке были образованы углубления. Это неблагоприятным образом влияет на процессы теплового обмена и на однородность травления в процессе изготовления спиральных пружин.
В настоящем изобретении, указанные спиральные пружины 5, которые образованы в слое 6а травления, связаны с опорным элементом 6b в направлении перпендикулярном плоскости Р за счет слоя 2 из оксида кремния, а также за счет кремния, заполняющего отверстия 3. Из указанного кремния, заполняющего отверстия 3, и образуются перемычки из материала 7, которые выполнены за одно целое с указанными спиральными пружинами 5 и с указанными опорными элементами 6b. Эти перемычки из материала 7, характеризующиеся формой и размерами указанных отверстий 3, обычно выполнены цилиндрическими с округлым поперечным сечением, но они также могут иметь и иную форму, например форму цилиндра с многоугольным или овальным поперечным сечением. Они расположены снизу или сверху спиральных пружин. При этом является предпочтительным, когда в проекции на указанную плоскость Р, каждая перемычка из материала 7 является полностью расположенной между двумя сторонами 5а, 5b ленты спиральной пружины 5, и занимает только часть ширины L данной ленты, например занимает менее, чем 50% или даже менее, чем 30% или даже менее, чем 20% данной ширины L, и является центрированной относительно указанных двух сторон 5а, 5b и обращенной к нейтральному волокну указанной ленты. Также является предпочтительным, когда эти перемычки из материала 7 выполнены распределенными по всей длине каждой спиральной пружины 5, как это схематически показано на Фиг. 9.
На следующем этапе способа в соответствии с настоящим изобретением, выполняют удаление (Фиг. 5) указанного слоя 2 из оксида кремния, например путем оказания на него агрессивного химического воздействия. При этом, спиральные пружины 5 оказываются соединенными с опорным элементом 6b лишь посредством перемычек из материала 7. Затем, для придания спиральным пружинам 5 заданной жесткости осуществляют способ, описанный в патентной заявке ЕР 3181938. А именно, несколько спиральных пружин 5 отделяют от опорного элемента 6b и соединяют с балансом часового механизма, характеризующегося заданной инерцией, измеряют частоту колебаний, вычисляют среднее значение, выводят из этого значение жесткости для спиральных пружин 5, вычисляют толщину материала, который необходимо удалить из спиральных пружин 5 для обеспечения заданной жесткости этих пружин, и удаляют данную толщину материала из спиральных пружин 5, соединенных с опорным элементом 6b. Эти этапы могут выполняться повторно для улучшения точности размеров спиральных пружин 5.
Для удаления расчетной толщины материала, спиральные пружины 5 подвергают оксидированию, а затем деоксидированию. Сданной целью, узел состоящий из опорного элемента 6b и спиральных пружин 5 помещают в печь с температурой от 800 до 1200°С с атмосферой оксидирования и выдерживают там до образования на поверхности пружин заданной толщины оксида кремния (SiO2). Этот слой оксида кремния образуется за счет расходования кремния по глубине, приблизительно равной половине его толщины. После этой термической обработки, указанный слой из оксида кремния удаляют, например путем оказания на него агрессивного химического воздействия, для получения спиральных пружин 5 с уменьшенными размерами, соответствующими заданному значению жесткости (Фиг. 6). Это оксидирование/деоксидирование спиральных пружин 5 позволяет также в значительной мере снизить волнообразные неровности, создаваемые в процессе глубокого реактивного ионного травления на сторонах спиральных пружин 5, как это объясняется в патентной заявке ЕР 3181938.
На следующем этапе способа в соответствии с настоящим изобретением, как показано на Фиг. 7, указанные спиральные пружины 5 могут покрываться термокомпенсационным слоем 8, выполненным из материала, характеризующегося первым термическим коэффициентом модуля упругости со знаком противоположным аналогичной величине характеризующей кремний, в соответствии со сведениями, раскрытыми в патенте ЕР 1422436. В обычном случае, данный термокомпенсационный слой 8 выполняют из оксида кремния (SiO2). Он может быть создан путем термического оксидирования, как это указано выше, при помещении узла, состоящего из опорного элемента 6b и спиральных пружин 5, в печь с температурой от 800 до 1200°С, а также под воздействие созданной там атмосферы оксидирования до образования на поверхностях данного термообрабатываемого узла заданной толщины покрытия из оксида кремния. Поскольку оксид кремния образуется за счет расхода кремния по глубине приблизительно равной половине его толщины, то расстояние d между указанными спиральными пружинами 5 и указанным опорным элементом бона Фиг. 6 должно быть больше, чем указанная толщина термокомпенсационного слоя 8 в целях недопущения касания указанными элементами друг друга. Поэтому, например, это расстояние d является большим, чем 3 μм, или даже чем 4 μм, или даже чем 5 или 6 μм, в случае когда толщина указанного термокомпенсационного слоя 8 составляет 3 μм. При этом, назначением указанного термокомпенсационного слоя 8, в частности если такой слой выполнен из оксида кремния, также является еще и повышение механической прочности указанных спиральных пружин 5.
Количество перемычек из материала 7 в расчете на одну спиральную пружину выбирают достаточно высоким в целях недопущения разрушения витков пружины или их контактного взаимодействия с опорным элементом 6b при проходах через печь. Это количество зависит, в частности, от жесткости указанных спиральных пружин 5. Оно может быть уменьшено путем расположения узла, состоящего из опорного элемента 6b и спиральных пружин 5, таким образом, что указанный опорный элемент 6b оказывается выше данных спиральных пружин 5 при выполнении этапов процесса оксидирования.
Кроме того, указанные перемычки из материала 7, расположенные вдоль каждой спиральной пружины 5, могут также быть выполнены на гнезде камня в часовом механизме и/или на жестком наружном конце спиральной пружины, предназначенном для неподвижного крепления к рамному мосту. Перемычки из материала могут также быть использованы для буквальной сшивки указанных спиральных пружин 5 друг с другом в ленту.
Данные перемычки из материала или соединительные части 7, связывающие указанные спиральные пружины 5 с опорным элементом 6b, дают возможность не допустить или по крайней мере уменьшить постоянные (пластические) деформации этих спиральных пружин 5 при выполнении этапов процесса оксидирования. И действительно, кремний обладает свойствами хрупкого материала при комнатной температуре (он может испытывать лишь упругую деформацию), но при этом ему свойственно и вязкое поведение при температурах в интервале от 800°С до 1000°С. Деформации спиральных пружин 5, которые первоначально по своему характеру являются упругими и обратимыми при помещении указанных спиральных пружин 5 в печь, в ходе дальнейшей термической обработки могут стать уже постоянными. Указанные опорный элемент 6b и перемычки из материала 7 ограничивают указанные деформации спиральных пружин 5, которые смогут, таким образом, принять такую форму, которая схожа с их теоретически возможной формой по завершении процесса их изготовления.
На заключительном этапе способа в соответствии с настоящим изобретением, как показано на Фиг. 8, указанные спиральные пружины 5 освобождают от указанного опорного элемента 6b путем разрушения указанных перемычек из материала 7 посредством использования инструмента. В одном из вариантов осуществления изобретения, освобождение спиральных пружин 5 от опорного элемента может быть выполнено путем удаления перемычек из материала 7 посредством осуществления операции травления с использованием маски от лицевой стороны опорного элемента 6b на максимальном удалении от указанных спиральных пружин 5.
Какие бы средства не использовались для освобождения спиральных пружин 5, в зонах расположения указанных спиральных пружин 5, где находятся перемычки из материала 7, термокомпенсационный слой 8 будет отсутствовать. Однако, поскольку данные непокрытые термокомпенсационным слоем зоны обращены в сторону нейтрального волокна указанных спиральных пружин 5, они будут подвержены небольшой изгибающей нагрузке при функционировании указанных спиральных пружин 5. Таким образом, их механическая прочность может оказаться низкой. Термическая компенсация является очень полезной на боковых сторонах спиральных пружин 5, но при этом она менее полезна сверху и снизу. Поэтому, отсутствие термокомпенсационного слоя в зонах расположения перемычек из материала 7 не сильно ухудшит свойства спиральных пружин 5 при колебаниях температуры.
Однако, если же требуется не допустить отсутствие термокомпенсационного слоя в зонах расположения спиральных пружин 5 после разрушения или удаления указанных перемычек из материала 7, то диаметр отверстий 3 и, таким образом, размер перемычек материала 7 может быть уменьшен таким образом, что после формирования указанного термокомпенсационного слоя 8 в составе указанных перемычек из материала 7 будет лишь оксид кремния.
В одном из вариантов осуществления изобретения, указанные перемычки из материала 7 каждой спиральной пружины 5 претерпевают замену на одну единственную перемычку из материала, образующую в проекции на плоскость Р непрерывную спираль, повторяющую спиральную форму ленты спиральной пружины 5. Также является предпочтительным, когда в проекции на плоскость Р данная перемычка из материала является полностью расположенной между двумя сторонами 5а, 5b ленты спиральной пружины и занимает только часть ширины L данной ленты спиральной пружины, например занимает меньше, чем 50% или даже меньше чем 30% или даже меньше чем 20% от данной ширины L, и при этом является отцентрированной относительно указанных двух сторон 5а, 5b указанной ленты спиральной пружины.
Настоящее изобретение не ограничивается видом используемых в нем материалов, а именно вышеупомянутыми кремнием и оксидом кремния. Является само собой разумеющимся, что в настоящем изобретении могут быть использованы и любые иные материала, в частности материалы для слоя 6а травления, которые допускают выполнение травления по нанесенному рисунку. При этом настоящее изобретение способно проявить себя с наиболее выгодной стороны при использовании в нем таких материалов, как кремний, стекло или керамика, которые характеризуются хрупкостью при комнатной температуре и пластичностью или потенциальной способностью к пластической деформации при высокой температуре.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖИДКАЯ КОМПОЗИЦИЯ, СПОСОБ ПОЛУЧЕНИЯ КРЕМНИЕВОЙ ПОДЛОЖКИ И СПОСОБ ПОЛУЧЕНИЯ ПОДЛОЖКИ ДЛЯ ГОЛОВКИ ДЛЯ ВЫБРОСА ЖИДКОСТИ | 2011 |
|
RU2468467C2 |
| Способ компенсации неоднородности травления кремниевых перемычек по чипу (варианты) и кремниевая пластина с распределением чипов по данному способу (варианты) | 2020 |
|
RU2748050C1 |
| ПОДЛОЖКА ДЛЯ СОЛНЕЧНОГО ЭЛЕМЕНТА И СОЛНЕЧНЫЙ ЭЛЕМЕНТ | 2011 |
|
RU2569902C2 |
| Способ соединения кремниевых пластин микроэлектромеханических систем с изоляционным слоем диоксида кремния между ними | 2020 |
|
RU2745338C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННЫХ ОБЛАСТЕЙ КРЕМНИЯ В ОБЪЕМЕ КРЕМНИЕВОЙ ПЛАСТИНЫ | 2009 |
|
RU2403647C1 |
| СПОСОБ СОЗДАНИЯ ГИБКОГО МУЛЬТИСТАБИЛЬНОГО ЭЛЕМЕНТА | 2013 |
|
RU2605502C1 |
| ФОТОДИОДЫ И ИХ ИЗГОТОВЛЕНИЕ | 2008 |
|
RU2468474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЛОЖКИ "КРЕМНИЙ НА ИЗОЛЯТОРЕ" И ПОДЛОЖКА "КРЕМНИЙ НА ИЗОЛЯТОРЕ" | 2014 |
|
RU2639612C1 |
| Ячейка сегнетоэлектрической памяти и способ ее изготовления | 2024 |
|
RU2836293C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОЧУВСТВИТЕЛЬНОГО СЕНСОРА "МАГНИТОРЕЗИСТИВНАЯ ГОЛОВКА-ГРАДИОМЕТР" | 2012 |
|
RU2506666C1 |
Изобретение относится к области машиностроения. Способ включает следующую последовательность этапов. Использование подложки (1), проходящей в определенной плоскости и содержащей первый слой (2) параллельный определенной плоскости. Формирование сквозного отверстия в первом слое (2). Осаждение второго слоя на первый слой (2), причем второй слой заполняет сквозное отверстие с образованием перемычки из материала (7). Вытравливание спиральной пружины (5) в слое (6а) травления, состоящем из второго слоя или из подложки (1). Удаление первого слоя (2), при этом спиральная пружина (5) остается связанной с опорным элементом (6b) посредством перемычки из материала (7). Выполнение в отношении спиральной пружины (5) термической обработки. Отделение спиральной пружины (5) от опорного элемента (6b). Достигается уменьшение деформации и улучшение теплообмена в процессе изготовления пружины. 18 з.п. ф-лы, 9 ил.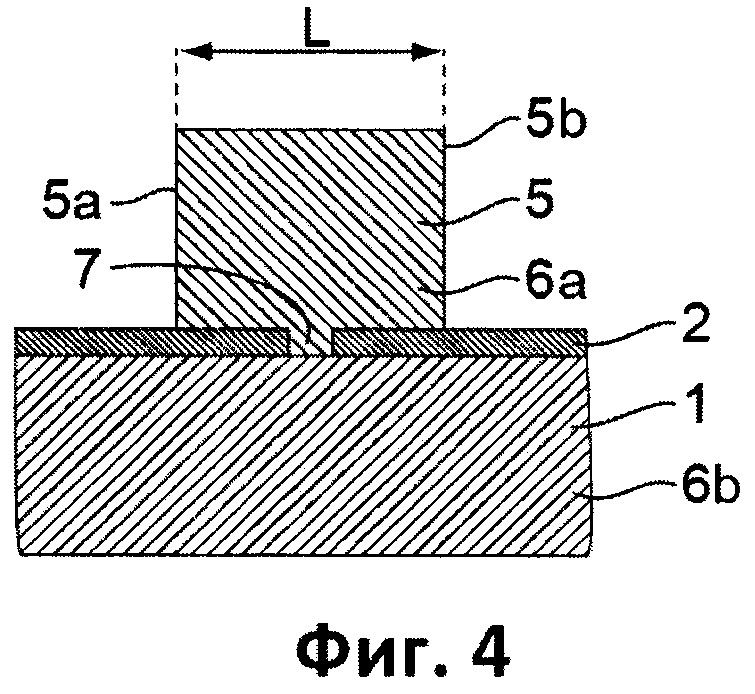
1. Способ изготовления по меньшей мере одной спиральной пружины (5), включающий нижеследующую последовательность этапов:
a) использование подложки (1), проходящей в определенной плоскости (Р) и содержащей первый слой (2), параллельный указанной определенной плоскости (Р),
b) формирование по меньшей мере одного сквозного отверстия (3) в указанном первом слое (2),
c) осаждение второго слоя (4) на указанный первый слой (2), причем указанный второй слой (4) заполняет указанное по меньшей мере одно сквозное отверстие (3) с образованием по меньшей мере одной перемычки из материала (7),
d) вытравливание по меньшей мере одной спиральной пружины (5) в слое (6а) травления, состоящем из указанного второго слоя (4) или из указанной подложки (1), причем из одного из указанных элементов, таких как указанный второй слой (4) и указанная подложка (1), не участвующих в вытравливании по меньшей мере одной спиральной пружины (5), образуется опорный элемент (6b), а указанная по меньшей мере одна перемычка из материала (7) связывает по меньшей мере одну спиральную пружину (5) с опорным элементом (6b) в направлении, перпендикулярном указанной определенной плоскости (Р),
e) удаление указанного первого слоя (2), при этом указанная по меньшей мере одна спиральная пружина (5) остается связанной с опорным элементом (6b) посредством по меньшей мере одной перемычки из материала (7),
f) выполнение в отношении по меньшей мере одной спиральной пружины (5) по меньшей мере одной термической обработки,
g) отделение по меньшей мере одной спиральной пружины (5) от опорного элемента (6b).
2. Способ по п. 1, отличающийся тем, что указанную термическую обработку или по меньшей мере одну термическую обработку из группы термических обработок выполняют в печи.
3. Способ по п. 1, отличающийся тем, что указанную термическую обработку или по меньшей мере одну термическую обработку из группы термических обработок выполняют при температуре по меньшей мере 800°С, предпочтительно по меньшей мере 900°С, предпочтительно по меньшей мере при 1000°С, предпочтительно по меньшей мере при 1100°С, предпочтительно по меньшей мере при 1200°С.
4. Способ по п. 1, отличающийся тем, что указанная термическая обработка или по меньшей мере одна термическая обработка из группы термических обработок включает термическое оксидирование.
5. Способ по п. 4, отличающийся тем, что он включает, между этапами f) и g), этап деоксидирования, причем указанные термическое оксидирование и деоксидирование обеспечивают уменьшение размеров по меньшей мере одной спиральной пружины (5) с получением при этом заданной жесткости пружины.
6. Способ по п. 4, отличающийся тем, что указанное термическое оксидирование направлено на образование термокомпенсационного слоя (8) на по меньшей мере одной спиральной пружине (5).
7. Способ по п. 1, отличающийся тем, что указанный слой (6а) травления выполнен из материала с хрупкими свойствами при комнатной температуре.
8. Способ по п. 1, отличающийся тем, что указанный слой (6а) травления выполнен из кремния или материала на основе кремния.
9. Способ по п. 1, отличающийся тем, что указанный слой (6а) травления выполнен из стекла или материала на основе стекла.
10. Способ по п. 1, отличающийся тем, что указанный слой (6а) травления выполнен из керамики или материала на основе керамики.
11. Способ по п. 1, отличающийся тем, что указанный опорный элемент (6b) выполнен из кремния или материала на основе кремния.
12. Способ по п. 1, отличающийся тем, что указанный первый слой (2) выполнен из оксида кремния или материала на основе оксида кремния.
13. Способ по п. 1, отличающийся тем, что указанный этап b) выполняют посредством фотолитографии.
14. Способ по п. 1, отличающийся тем, что указанный этап с) выполняют посредством эпитаксии.
15. Способ по п. 1, отличающийся тем, что указанный этап d) выполняют посредством глубокого реактивного ионного травления.
16. Способ по п. 1, отличающийся тем, что указанный опорный элемент (6b) охлаждают при выполнении этапа d).
17. Способ по п. 1, отличающийся тем, что по меньшей мере одна перемычка из материала (7) выполнена распределенной в существенной степени по всей длине спиральной пружины (5) или каждой спиральной пружины (5).
18. Способ по п. 1, отличающийся тем, что в проекции на указанную определенную плоскость (Р) перемычка из материала (7) или каждая из перемычек из материала (7) является полностью расположенной между двумя сторонами (5а, 5b) ленты по меньшей мере одной спиральной пружины (5) и занимает только часть ширины (L) данной ленты.
19. Способ по любому из пп. 1-18, отличающийся тем, что в проекции на указанную определенную плоскость (Р) перемычка из материала (7) или каждая из перемычек из материала (7) является в существенной степени центрированной относительно указанных двух сторон (5а, 5b) ленты по меньшей мере одной спиральной пружины (5).
| ВЕЩЕСТВО, ОБЛАДАЮЩЕЕ РАДИОПРОТЕКТОРНЫМ ДЕЙСТВИЕМ | 1993 |
|
RU2104007C1 |
| EP 3181938 A1, 21.06.2017 | |||
| RU 95103242 A1, 20.08.1996. | |||

