Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к облицовочному строительному материалу с печатными отметками и к способу изготовления этого облицовочного строительного материала.
Уровень техники
[0002] Различные облицовочные материалы, такие как гипсовые плиты или фанера, используются в качестве облицовочных строительных материалов, которые формируют в зданиях полы, стены, потолки и т.п. Такие облицовочные строительные материалы прикрепляются к колоннам или стойкам путем их закрепления винтами, гвоздями и т.п. Например, в качестве конструкции с огнестойкими характеристиками, которая соответствует квази-огнестойкой конструкции, как указано в Законе о строительных стандартах, принимается конструкция, соответствующая стандартам, установленным Японским агентством жилищного финансирования. К особенностям дома с квази-огнестойкой структурой согласно постановлению министерства относятся предотвращение распространения огня извне, огнезащита каждой комнаты и задержка распространения огня. В соответствии со стандартами для квази-огнестойкой конструкции (метод строительства деревянного каркаса или метод строительства каркасной стены), как указано в постановлении министерства, например, для крепления гипсокартона к стойкам определяется конкретное расстояние между гвоздями и т.п., которые забиваются в каждую из периферийной части и промежуточной части гипсокартона. В свете вышеизложенного, когда отметки, представляющие положения, где должны быть забиты гвозди, напечатаны заранее на данном облицовочном строительном материале, рабочий на стройплощадке может точно и эффективно прикрепить облицовочный строительный материал к стойкам и т.п., которые располагаются с заданными интервалами, вне зависимости от уровня квалификации рабочего.
[0003] Обычно, когда отметки должны быть напечатаны на облицовочных строительных материалах, используется способ удаления данных облицовочных строительных материалов, одного за другим, из облицовочных строительных материалов, которые производятся с заданным размером и укладываются подъемником и т.п., а затем печати отметок одним или более струйными принтерами, распылителем и т.п. Такие отметки печатаются на произведенном облицовочном строительном материале так, чтобы они имели заданный размер. В таком случае каждая первая отметка печатается на облицовочном строительном материале, который является прямоугольным на виде сверху, на допустимом расстоянии (обычно от приблизительно 10 мм до приблизительно 20 мм) от заданной торцевой стороны облицовочного строительного материала, а затем отметки могут быть напечатаны вдоль прямой линии, параллельной длинной стороне облицовочного строительного материала, с заданными интервалами. Следует отметить, что отметки включают в себя крестики, точки и линии сетки в вертикальном и горизонтальном направлениях. Узлы сетки служат в качестве положений забивания гвоздей и т.п. Кроме того, в случае линий сетки первая линия на допустимом расстоянии от данной стороны также может быть напечатана параллельно этой стороне.
[0004]
Для структуры линий сетки, описанной выше, предлагается графическая гипсовая панель с напечатанным рисунком, подобным миллиметровке (см., например, Патентный документ 1). Кроме того, предлагается панельный материал с равноотстоящими линиями в качестве направляющих, где по отношению к каждой из длинной стороны и короткой стороны этого материала линии размещаются путем равного разделения материала в заданном количестве. Эти линии визуально перпендикулярны друг другу относительно длинной стороны или короткой стороны материала (см., например, Патентный документ 2).
Список документов
Патентные документы
[0005]
Патентный документ 1: Японская непроверенная заявка на полезную модель № S63-51012
Патентный документ 2: Японская непроверенная заявка на полезную модель № H5-66138
Сущность изобретения
[0006]
Однако когда описанный выше способ используется для удаления данных облицовочных строительных материалов, одного за другим, из штабеля облицовочных строительных материалов, печати отметок на удаленном облицовочном строительном материале вдоль прямой линии, параллельной длинной стороне этого облицовочного строительного материала, возврата облицовочного строительного материала с напечатанными отметками к штабелированным облицовочным строительным материалам, а затем удаления другого облицовочного строительного материала из штабелированных облицовочных материалов для печати отметок тем же самым образом, могут потребоваться значительные затраты времени и рабочей силы. Следовательно, имеется потребность в улучшениях этого процесса.
[0007]
В связи с этим существует способ изготовления, в котором в предшествующем положении линии для изготовления облицовочных строительных материалов знаки предварительно печатаются с заданными интервалами. В соответствии с этим способом изготовления уменьшается нагрузка, связанная с задачей удаления облицовочных строительных материалов, одного за другим, из штабеля облицовочных строительных материалов, печати отметок на удаленном облицовочном строительном материале, а затем возврата облицовочного строительного материала с напечатанными отметками к штабелированным облицовочным строительным материалам.
[0008]
В дальнейшем гипсокартон рассматривается в качестве облицовочного материала здания, и будет описана последовательность операций способа изготовления гипсокартона. Далее будет описано расположение перед производственной линией. При производстве гипсокартона сначала гипсовая суспензия наносится на переднюю часть задней бумаги (картонной бумаги-основы), которая непрерывно перемещается. Затем задняя бумага (картонная бумага-основа) сгибается вдоль кривых линий, которые формируются рядом с боковыми краями задней бумаги, чтобы обернуть гипсовую суспензию, в то время как передняя бумага (картонная бумага-основа), которая перемещается с той же самой скоростью, что и задняя бумага, ламинируется на слой гипсовой суспензии. Затем ламинат задней бумаги, гипсовой суспензии и передней бумаги передается к формующей машине, которая определяет толщину и ширину данной гипсокартонной плиты, тем самым формируя формованное изделие. В процессе, в котором формованное изделие перемещается на ленточном конвейере и т.п., формованное изделие затвердевает в результате реакции гидратации кальцинированного гипса в гипсовой суспензии, и затвердевшее формованное изделие грубо режется на машине для грубой резки (роторном резаке) и т.п., чтобы тем самым сформировать грубо вырезанное тело. Грубо вырезанное тело подается в сушильную машину (сушилку) и подвергается принудительной сушке в сушильной машине. Тогда, высушенное вырезанное тело режется по размеру продукта на отрезном станке (калибровочном станке) и т.п., чтобы тем самым произвести гипсокартонные плиты. Произведенные гипсокартонные плиты штабелируются подъемником и т.п., как было описано выше, и штабелированные гипсокартонные плиты хранятся.
[0009]
Например, положение перед производственной линией, описанное выше, относится к стадии и т.п., на которой задняя бумага или передняя бумага непрерывно перемещаются перед формованием изделия. Это положение соответствует стадии, предшествующей по меньшей мере одному процессу грубой резки. Например, один или более струйных принтеров и т.п. предусматриваются в заданном положении на пути задней бумаги или передней бумаги, которая непрерывно перемещается, и кроме того каждый из струйных принтеров, включающихся на основе скорости перемещения задней бумаги и т.п. и заданного временного интервала, используется для печати отметок с заданными интервалами. Формованное изделие формируется с использованием по меньшей мере одной из задней бумаги и передней бумаги, на которой отметки печатаются перед процессом грубой резки. Таким образом может быть произведена гипсокартонная плита с напечатанными отметками, располагающимися с заданными интервалами на передней поверхности, или и на передней, и на задней поверхностях.
[0010]
Как было описано выше, на входе производственной линии отметки печатаются на передней поверхности облицовочного строительного материала с заданными интервалами. Таким образом нагрузка, связанная с задачей удаления облицовочных строительных материалов, одного за другим, из штабеля облицовочных строительных материалов, печати отметок на удаленном облицовочном строительном материале, а затем возврата облицовочного строительного материала с напечатанными отметками к штабелированным облицовочным строительным материалам, может быть уменьшена.
[0011]
Однако, в положении перед поточной линией для изготовления облицовочных строительных материалов, когда используется способ изготовления, в котором отметки одного типа предварительно печатаются с заданными интервалами, расстояние между заданной торцевой стороной вырезаемого облицовочного строительного материала и данной первой отметкой всегда короче заданного интервала, за исключением того случая, когда положение облицовочного строительного материала, отрезанного до длины изделия, точно соответствует положению отметки. Таким образом, гвозди и т.п. забиваются с заданными интервалами, и кроме того данный гвоздь и т.п. забивается на заданной торцевой стороне (на расстоянии приблизительно 10 20 мм внутрь от торцевой стороны), так же как и гвоздь, забиваемый на первой отметке. В этом случае количество фиксирующих частей, таких как гвозди, которые забиваются, может быть увеличено на единицу по сравнению с тем случаем, когда отметки печатаются с заданными интервалами, после того, как заданный интервал сначала определяется от данной торцевой стороны облицовочного материала, или данная отметка печатается на допустимом расстоянии от данной торцевой стороны облицовочного материала.
[0012]
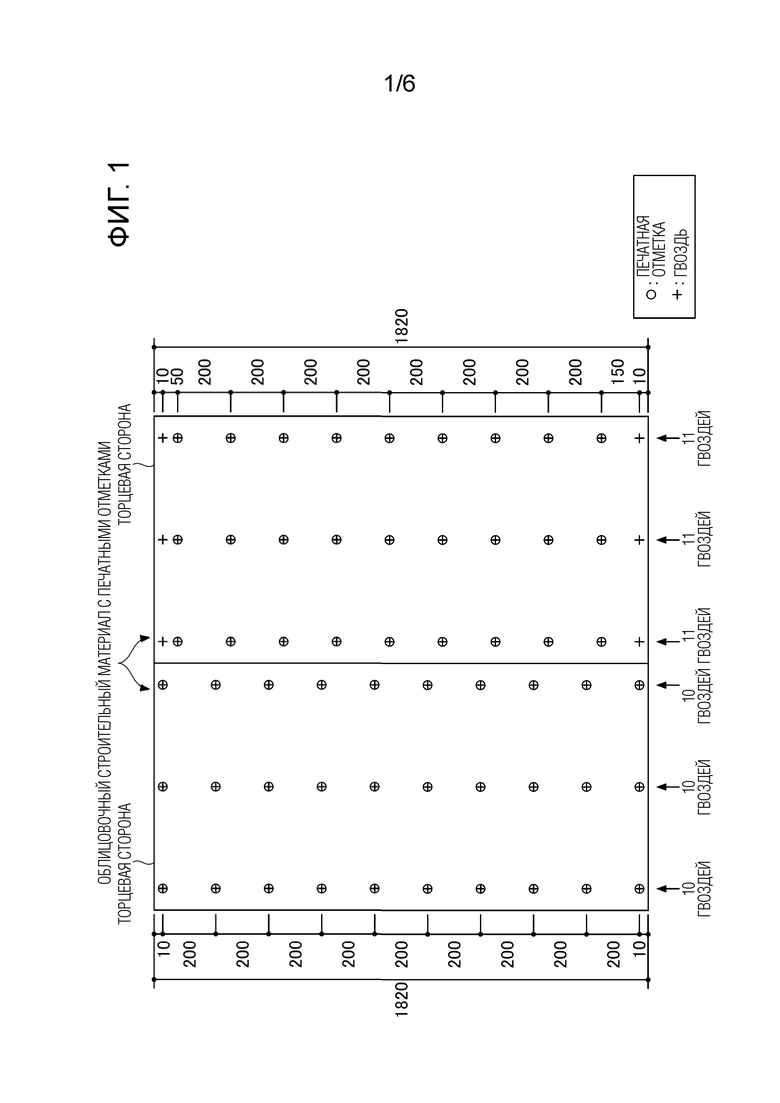
Вышеупомянутый способ будет описан со ссылкой на Фиг. 1. Фиг. 1 представляет собой вид спереди двух облицовочных строительных материалов, которые расположены бок о бок в состоянии скрепления гвоздями, где облицовочные строительные материалы производятся способом изготовления, в котором на участке перед производственной линией отметки одного типа печатаются на каждом облицовочном строительном материале с заданными интервалами, и каждый облицовочный строительный материал режется на длину продукта. На Фиг. 1 напечатанные отметки представлены кружками, а забитые гвозди представлены крестиками. Для тех положений, в которых гвозди забиваются по напечатанной отметке, показаны кружки с крестиками внутри. Для тех положений, где гвозди забиваются без напечатанных отметок, показаны только крестики.
[0013]
В одном примере облицовочного строительного материала, показанном слева на чертеже, изображено предпочтительное расположение облицовочного строительного материала, обрезанного до длины продукта. Каждая первая отметка печатается на допустимом расстоянии 10 мм от верхнего края (торцевой стороны) облицовочного строительного материала, а затем отметки печатаются с заданными интервалами, каждый из которых составляет 200 мм. Таким образом, каждая из отметок печатается на допустимом расстоянии 10 мм от нижнего края облицовочного строительного материала. В этом случае для каждого столбца количество отметок равно 10, и количество гвоздей равно 10, потому что гвозди забиваются во всех отметках.
[0014]
В отличие от этого, для облицовочного строительного материала, показанного справа на чертеже, например, каждая первая отметка печатается на расстоянии 60 мм, которое превышает допустимое расстояние от верхнего края (торцевой стороны) облицовочного строительного материала, а затем отметки печатаются с заданными интервалами, каждый из которых составляет 200 мм. Таким образом, расстояние между каждым последним гвоздем и предшествующим ему гвоздем составляет 150 мм и, следовательно, не равно 200 мм, потому что последний гвоздь должен быть забит на расстоянии 10 мм от конца облицовочного строительного материала. В этом случае для каждого столбца количество отметок равно 9, в то время как количество гвоздей равно 11. Следовательно, количество отметок на единицу больше, чем количество гвоздей, используемых для облицовочного строительного материала, показанного на чертеже слева.
[0015]
Как ясно видно из сравнения облицовочных строительных материалов, показанных на Фиг. 1 слева и справа, расстояние от заданной торцевой стороны каждого облицовочного строительного материала до заданной первой отметки не обязательно является одинаковым. Таким образом, например, как в облицовочном строительном материале, изображенном справа на Фиг. 1, для интервалов между гвоздями и т.п. интервал, ближний к торцевой стороне облицовочного строительного материала, отличается от интервалов в другой области и, следовательно, забивание гвоздей и т.п. частично выполняется с различными интервалами. Иными словами, все гвозди или подобное забиваются не регулярно с заданными интервалами, и, следовательно, становится трудным в процессе строительства проверять, забиваются ли гвозди или подобное с заданными интервалами. В дополнение к этому, у рабочего возникают затруднения в работе, потому что положения, в которых надо закреплять облицовочный строительный материал, различаются.
[0016] Кроме того, как было описано выше, когда закрепляемые положения облицовочного строительного материала различаются, этот облицовочный строительный материал не может использоваться в том случае, когда он прикрепляется к материалам основы параллельно его короткой стороне. В частности, например, когда данный облицовочный строительный материал в вертикальном положении или в горизонтальном положении прикрепляется к материалам основы, например, в том случае, когда используются горизонтальные элементы и т.п., такой облицовочный строительный материал не может использоваться.
[0017] В отличие от этого, когда данные облицовочные строительные материалы удаляются, один за другим, из штабеля произведенных облицовочных строительных материалов, и отметки печатаются на удаленном облицовочном материале, каждая из отметок печатается на заданном расстоянии от данной торцевой стороны облицовочного строительного материала, или на допустимом расстоянии от данной торцевой стороны, после чего отметки могут быть напечатаны с заданными интервалами. В таком способе печати отметок относительные положения закрепляемого облицовочного строительного материала, являются одинаковыми, и таким образом вариации в положениях каждого закрепляемого облицовочного материала отсутствуют.
[0018] Как было описано выше, когда относительные положения закрепляемых облицовочных строительных материалов являются одинаковыми, этот облицовочный строительный материал может также использоваться и в том случае, когда он прикрепляется к материалам основы параллельно его короткой стороне.
[0019] В способе изготовления гипсокартонной плиты, как было описано, затвердевшее формованное изделие режется на отрезном станке и т.п., чтобы тем самым сформировать вырезанное тело. Однако когда отметки предварительно печатаются с заданными интервалами, грубо вырезанное тело режется в процессе, в котором вырезанное тело перемещается вдоль конвейера и т.п. В таком случае среди произведенных вырезанных тел могут существовать одно или более вырезанных тел, в каждом из которых расстояние от данной торцевой стороны вырезанного тела до данной первой отметки меньше заданного расстояния. Следовательно, возникает описанная выше проблема, что приводит к проблеме, специфичной для способа, в котором отметки предварительно печатаются в данном предшествующем положении (перед процессом грубой резки) производственной линии.
[0020] Настоящее изобретение сделано с учетом описанной выше проблемы и имеет своей задачей предложить облицовочный строительный материал с печатными отметками и способ для изготовления облицовочного строительного материала, в которых, даже когда какая-либо часть облицовочного строительного материала режется в производственном процессе, первая печатная отметка наносится на допустимом расстоянии от торцевой стороны облицовочного строительного материала, который является прямоугольным на виде сверху, и, кроме того, данные печатные отметки предварительно наносятся с заданными интервалами вдоль прямой линии, параллельной длинной стороне облицовочного строительного материала.
[0021] Для того чтобы решить описанную выше проблему, один аспект настоящего изобретения относится к облицовочному строительному материалу с печатными отметками. Облицовочный строительный материал включает в себя по меньшей мере одну строку печатных отметок, включая одну группу строк, которая повторяется циклически, причем эта группа строк формируется на виде сверху на прямоугольной плоской поверхности облицовочного строительного материала и включает в себя множество печатных отметок, которые располагаются с регулярными первыми интервалами в заданном порядке вдоль по меньшей мере одной прямой линии, параллельной первой или второй стороне прямоугольника. В строке печатных отметок расстояние от первой или второй стороны, перпендикулярной к строке печатных отметок, до первой печатной отметки короче, чем первый интервал.
Полезные эффекты изобретения
[0022] В соответствии с облицовочным строительным материалом с печатными отметками согласно одному аспекту настоящего изобретения может быть обеспечен облицовочный строительный материал с печатными отметками, где, даже когда любая часть облицовочного строительного материала режется в производственном процессе, первая печатная отметка наносится на допустимом расстоянии от торцевой стороны облицовочного строительного материала, который является прямоугольным на виде сверху, и данные печатные отметки предварительно наносятся с заданными интервалами вдоль прямой линии, параллельной длинной стороне облицовочного строительного материала. Кроме того, когда облицовочный строительный материал в соответствии с настоящим аспектом используется, как описано ниже, закрепление фиксируемых частей может быть выполнено точно и эффективно, независимо от уровня квалификации рабочего. Кроме того, надзор за строительством для проверки того, закрепляются ли фиксируемые части с заданными интервалами, может быть выполнено чрезвычайно легко, потому что фиксируемые части регулярно крепятся с заданными интервалами.
Краткое описание чертежей
[0023] [Фиг. 1] Фиг. 1 представляет собой вид спереди двух облицовочных строительных материалов, которые расположены бок о бок в состоянии скрепления гвоздями, где облицовочные строительные материалы производятся способом изготовления, в котором на участке перед производственной линией отметки одного типа печатаются на каждом облицовочном строительном материале с заданными интервалами, и каждый облицовочный строительный материал режется на длину продукта.
[Фиг. 2] Фиг. 2 представляет собой вид сверху одного примера облицовочного строительного материала с печатными отметками в соответствии с одним вариантом осуществления;
[Фиг. 3] Фиг. 3 представляет собой диаграмму для описания способа крепления облицовочного строительного материала к материалам основы в соответствии с вариантом осуществления;
[Фиг. 4] Фиг. 4 представляет собой вид сверху одного примера облицовочного строительного материала с печатным материалом в соответствии с первой модификацией;
[Фиг. 5] Фиг. 5 представляет собой вид сверху одного примера облицовочного строительного материала с печатным материалом в соответствии со второй модификацией; и
[Фиг. 6] Фиг. 6 представляет собой блок-схему, иллюстрирующую способ изготовления облицовочного строительного материала с печатными отметками в соответствии с вариантом осуществления.
Описание вариантов осуществления
[0024] Далее облицовочный строительный материал с печатными отметками в соответствии с одним или более вариантами осуществления будет описан со ссылкой на сопроводительные чертежи.
Следует отметить, что в описании и чертежах одинаковые ссылочные цифры обозначают по существу идентичные компоненты, и дублирующее описание для таких компонентов может быть опущено.
[0025]
[Облицовочный строительный материал с печатными отметками в соответствии с вариантом осуществления]
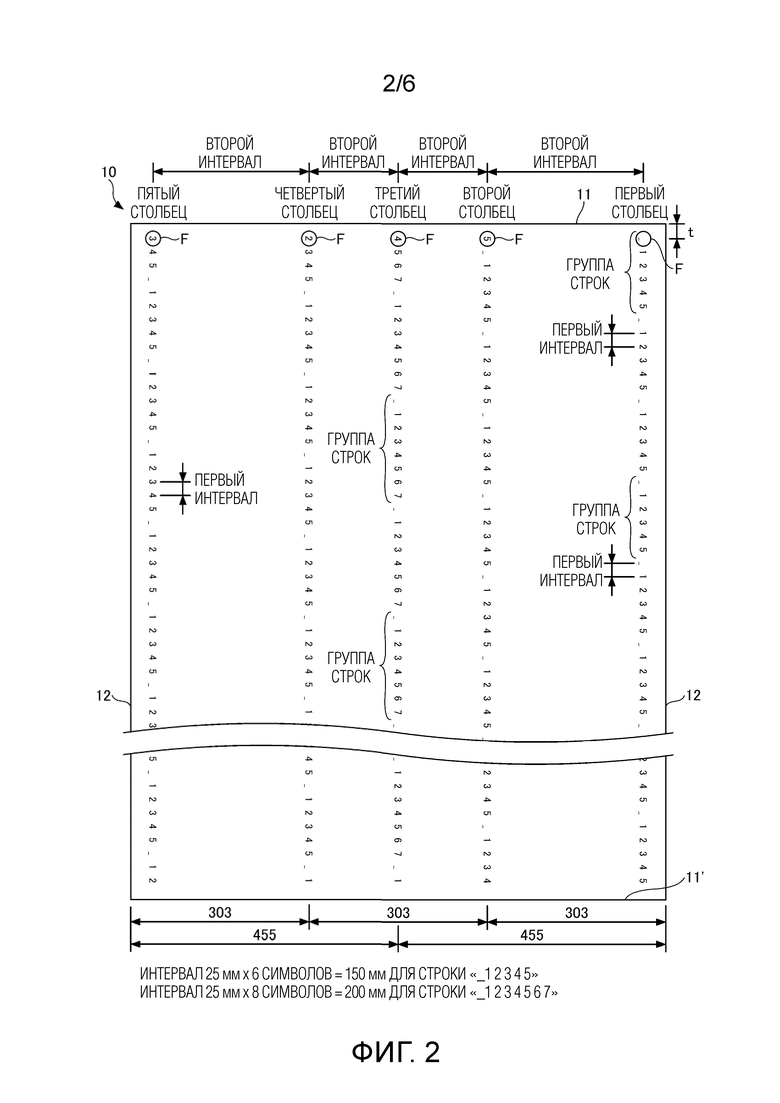
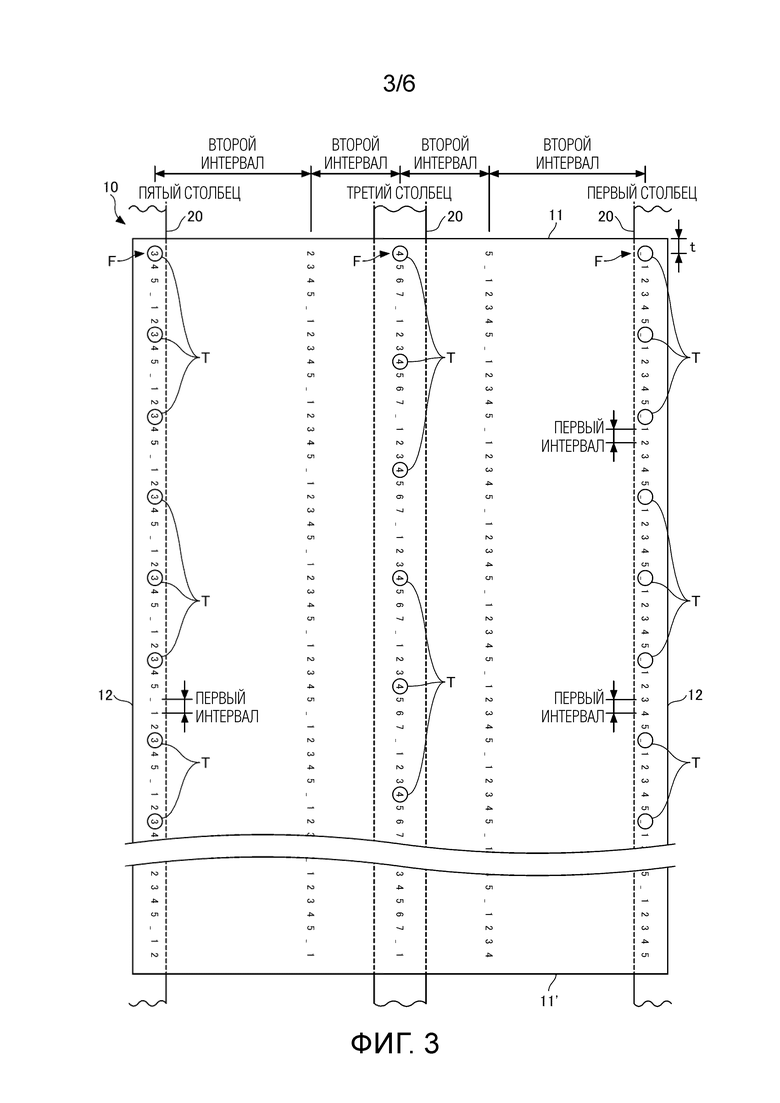
Сначала пример облицовочного строительного материала с печатными отметками в соответствии с вариантом осуществления будет описан со ссылкой на Фиг. 2 и 3. Фиг. 2 представляет собой вид сверху одного примера облицовочного строительного материала с печатными отметками в соответствии с одним вариантом осуществления. Фиг. 3 представляет собой диаграмму, иллюстрирующую способ крепления облицовочного строительного материала с печатными отметками в соответствии с вариантом осуществления к материалам основы. Следует отметить, что далее облицовочный строительный материал с печатными отметками описывается с использованием гипсокартонной плиты. Однако в дополнение к гипсокартонной плите облицовочный строительный материал с печатными отметками может включать в себя плиту из силиката кальция, древесно-стружечную плиту, твердый картон, фанеру, конструкционную фанеру и т.п.
[0026]
Облицовочный строительный материал 10 с печатными отметками, как проиллюстрировано, является гипсокартонной плитой с плоской поверхностью, которая является прямоугольной на виде сверху. Облицовочный строительный материал 10 имеет пару коротких сторон 11 и 11' (которые являются примером первых сторон), и пару длинных сторон 12 (которые являются примером вторых сторон). Например, облицовочный строительный материал 10 формируется из квазинегорючего материала, размеры которого для короткой стороны, длинной стороны и толщины составляют 910 мм×1820 мм×9,5 мм, или из негорючего материала, размеры которого составляют 910 мм×1820 мм (2420 мм или 2730 мм)×12,5 мм. Следует отметить, что в данном описании будет описан случай, в котором гипсокартонная плита имеет ширину 910 мм. Однако ширина гипсокартонной плиты не ограничивается этим значением, и может составлять 606 мм, 1000 мм, 1220 мм и т.п. Длина и толщина гипсокартонной плиты также особенно не ограничиваются. В дополнение к типичной гипсокартонной плите гипсокартонная плита включает в себя армированную гипсокартонную плиту, обычно затвердевающую гипсокартонную плиту, гипсокартонную плиту с нетканым стекловолокном, гипсокартонную плиту со стеклянным матом и т.п.
[0027]
Как проиллюстрировано на Фиг. 3, облицовочный строительный материал 10 с печатными отметками крепится к материалам 20 основы, таким как стойки, с помощью крепежных деталей, таких как винты, гвозди или скобы, так, чтобы длинные стороны 12 облицовочного строительного материала 10 располагались параллельно материалам 20 основы. Следует отметить, что облицовочный строительный материал 10 с печатными отметками может крепиться к материалам 20 основы таким образом, чтобы короткие стороны 11 и 11' облицовочного строительного материала 10 располагались параллельно материалам 20 основы. Альтернативно плоская поверхность облицовочного строительного материала 10 с печатными отметками может иметь квадратную плоскую форму.
[0028]
В облицовочном строительном материале 10 с печатными отметками, как проиллюстрировано, по меньшей мере на одной из передней поверхности и задней поверхности, являющихся плоскими поверхностями облицовочного строительного материала 10, формируется одна группа строк, состоящая из напечатанных отметок, которые располагаются с первыми интервалами в заданном порядке вдоль каждой из пяти прямых линий, которые соответствуют данному столбцу от первого столбца до пятого столбца, параллельному длинным сторонам 12, и кроме того такая группа строк многократно печатается циклически, чтобы тем самым сформировать одну строку печатных отметок. В этом описании «первый интервал» является расстоянием между центрами соответствующих печатных отметок. «Второй интервал», описанный ниже, соответствует интервалу между соответствующими строками печатных отметок или интервалу между данной длинной стороной облицовочного строительного материала и данной строкой печатных отметок. Такой «второй интервал» соответствует расстоянию между центрами смежных материалов 20 основы, к которым прикрепляется облицовочный строительный материал 10. Следует отметить, что группа строк включает в себя последовательность цифр, последовательность букв алфавита, последовательность букв хираганы, последовательность букв катаканы, последовательность пиктограмм, последовательность символов, последовательность графических изображений, последовательность иероглифов кандзи, букв алфавита, представляющих имя собственное, букв хираганы, представляющих имя собственное, букв катаканы, представляющих имя собственное, иероглифов кандзи, представляющих имя собственное, и т.п. Кроме того, как проиллюстрировано на Фиг. 3, также используется комбинация и т.п. последовательности цифр и дефиса, который размещается перед последовательностью цифр. Когда цвет каждой печатной отметки в данной группе строк различен, печатная отметка может быть легко идентифицирована.
[0029]
В данном описании фраза «по меньшей мере одна поверхность из передней поверхности и задней поверхности» означает способ, в котором печатные отметки наносятся только на переднюю поверхность или заднюю поверхность, где должно быть выполнено закрепление крепежными деталями, а также способ, в котором печатные отметки наносятся как на переднюю поверхность, так и на заднюю поверхность. Например, в случае одного облицовочного материала достаточно того, чтобы печатные отметки наносились только на переднюю поверхность или заднюю поверхность облицовочного материала, где должно быть выполнено закрепление крепежными деталями. В случае облицовочного материала с двумя лицевыми сторонами одна поверхность облицовочного строительного материала 10, отличающаяся от другой поверхности, где выполняется закрепление крепежными деталями, может использоваться в качестве клейкой поверхности, где выполняется склеивание, где печатные отметки используются в качестве реперных точек. Таким образом, печатные отметки предпочтительно наносятся на обе плоские поверхности.
[0030]
В одном примере, в котором облицовочный строительный материал 10 с печатными отметками имеет ширину 910 мм, чтобы его можно было использовать как в том случае, когда расстояние между материалами основы, такими как стойки, составляет 303 мм, так и в том случае, когда оно составляет 455 мм, наносятся строки печатных отметок, каждая из которых состоит из множества групп строк в данном столбце с первого по пятый. В том случае, когда интервал между материалами основы составляет 303 мм, при закреплении крепежными деталями используются строки печатных отметок, каждая из которых состоит из множества групп строк в данном столбце из первого, второго, четвертого и пятого столбца. Кроме того, в том случае, когда интервал между материалами основы составляет 455 мм, при закреплении крепежными деталями используются строки печатных отметок, каждая из которых состоит из множества групп строк в данном столбце из первого, третьего и пятого столбца. Как было описано выше, предпочтительно, чтобы облицовочный строительный материал 10 со строками печатных отметок, каждая из которых состоит из данной группы строк, которая повторяется циклически, мог быть применен при различных интервалах между материалами основы. Однако для применения при заданном интервале между материалами основы может использоваться данный облицовочный строительный материал только со строкой печатных отметок, которая состоит из данной группы строк, которая повторяется циклически. Например, может использоваться облицовочный строительный материал со строкой печатных отметок только в одном столбце, который состоит из данной группы строк, повторяющейся циклически.
[0031]
В проиллюстрированном примере, в каждом из первого, второго, четвертого и пятого столбца одна группа строк состоит всего из шести печатных отметок, и эти шесть печатных отметок представляют собой знак подчеркивания («_») и цифры от 1 до 5, которые располагаются в указанном порядке, так что расстояние между центрами (являющееся примером первого интервала) соответствующих печатных отметок составляет 25 мм. Кроме того, такая группа строк печатается циклически вдоль одной прямой линии, параллельной длинным сторонам 12, чтобы тем самым сформировать данную строку печатных отметок. В этом описании длина одной группы строк определяется следующим образом. 25 мм×6=150 мм.
[0032]
Кроме того, в третьем столбце одна группа строк состоит всего из восьми печатных отметок, и эти восемь печатных отметок представляют собой знак подчеркивания («_») и цифры от 1 до 7, которые располагаются в указанном порядке, так что расстояние между центрами соответствующих печатных отметок составляет 25 мм. Кроме того, такая группа строк печатается циклически вдоль одной прямой линии, параллельной длинным сторонам 12, чтобы тем самым сформировать данную строку печатных отметок. В этом описании длина одной группы строк определяется следующим образом. 25 мм×8=200 мм.
[0033]
Первый интервал, который является расстоянием между центрами соответствующих печатных отметок, устанавливается в диапазоне 5-50 мм, и предпочтительно 10-30 мм. Например, первый интервал может быть установлен в значение, соответствующее случаю, когда стандарты расстояния между забиваемыми крепежными деталями составляют 100 мм или меньше, 150 мм или меньше, 200 мм или меньше, или 300 мм или меньше, и т.п. Значение менее 45 мм выбирается с учетом длины данной группы строк, описанной ниже. Кроме того, длина одной группы строк устанавливается в диапазоне 45-333 мм, в зависимости от длины данного облицовочного материала. Значение 45 мм является значением, соответствующим вышеупомянутым стандартам интервала между забиваемыми крепежными деталями, и является минимальным значением интервала между забиваемыми крепежными деталями. Следует отметить, что значение 333 мм предположительно соответствует стандартизированному размеру проектирования. Для каждого из интервалов или длин, описанных выше, в соответствии со стандартами интервала между забиваемыми крепежными деталями применяется определение «меньше или равно» заданного интервала. По этой причине для предотвращения превышения заданного интервала из-за неудачного прицеливания и т.п. имеются случаи установки цели так, чтобы она была меньше или равна заданному интервалу. Дополнительно к этому, интервал (который является примером второго интервала) между соответствующими столбцами устанавливается в диапазоне от 100 мм до 1220 мм.
[0034]
Когда крепежные детали забиваются в каждом столбце, в том случае, когда каждая печатная отметка F, которая размещается первой от одной короткой стороны 11 (торцевой стороны) облицовочного строительного материала 10, задается как первое положение забивания крепежной детали, расстояние t между короткой стороной 11 и первой печатной отметкой F ограничивается диапазоном 5-50 мм для первого интервала. Другими словами, даже когда формованное изделие и т.п. режется в любом положении режущего процесса в производственной линии, расстояние t между короткой стороной 11 и первой печатной отметкой F устанавливается в диапазоне первого интервала. По этой причине относительные вариации в положениях закрепляемых облицовочных строительных материалов также устанавливаются в диапазоне первого интервала. Следует отметить, что расстояния t в соответствующих столбцах могут слегка отличаться друг от друга, потому что печатные отметки в каждом из столбцов наносятся отдельным струйным принтером и т.п. Однако относительные вариации положений забивания для всех столбцов остаются внутри диапазона первого интервала.
[0035]
Например, в первом столбце печатная отметка F, которая размещается первой от данной короткой стороны 11, представляет собой знак подчеркивания («_»). Таким образом, в первом столбце, как проиллюстрировано на Фиг. 3, знак подчеркивания («_») в качестве первой печатной отметки F устанавливается в первом положении забивания данной крепежной детали, и знаки подчеркивания («_»), которые являются символами T, обычно используемыми в последующих группах строк, соответственно устанавливаются в положениях забивания крепежных деталей. Таким образом крепежные детали могут быть неизбежно забиты на расстоянии 150 мм (с интервалом 150 мм) от другой крепежной детали, где длина каждой группы строк составляет 150 мм. Другими словами, в первом столбце каждый знак подчеркивания («_»), который является первой печатной отметкой F и который является обычно символом T в группах строк, становится положением забивания данной крепежной детали.
[0036]
Следует отметить, что во втором столбце печатная отметка F, которая размещается первой от данной короткой стороны 11, является цифрой «4», и все символы «4» в качестве общих символов T наносятся в качестве положений забивания данных крепежных деталей. Таким образом, крепежные детали могут быть неизбежно забиты с интервалами 200 мм. В пятом столбце печатная отметка F, которая размещается первой от данной короткой стороны 11, является цифрой «3», и все символы «3» в качестве общих символов T задаются в качестве положений забивания данных крепежных деталей. Таким образом, крепежные детали могут быть неизбежно забиты с интервалами 150 мм.
[0037]
Следует отметить, что вместо знака подчеркивания («_») может использоваться пробел, т.е. отсутствие в данной позиции печатной отметки. Когда знак подчеркивания («_»), проиллюстрированный в вышеупомянутом примере, или пробел (« «), т.е. отсутствие печатной отметки, размещается в начале или в конце каждой из групп строк, группы строк, в которых данная группа строк выровнена в циклах, могут быть отчетливо видны по сравнению с группами строк, в которых печатные отметки содержат только цифры. Таким образом, данные печатные отметки, обычно используемые в группах строк, могут быть легко обнаружены. Следует отметить, что, например, в первом столбце и т.п. для облицовочного строительного материала 10 с печатными отметками «0» может использоваться вместо знака подчеркивания («_»), и тогда могут использоваться группы строк, состоящие только из цифр.
[0038]
В этом описании в качестве данной первой печатной отметки F не обязательно используется печатная отметка, которая размещается первой от данной короткой стороны 11. Когда первый интервал является маленьким, например, данная печатная отметка, которая размещается второй от короткой стороны 11, устанавливается как первая печатная отметка F, и в каждой последующей группе строк данный символ T, обычно используемый в качестве первой печатной отметки F, может быть установлен в каждом положении забивания.
[0039]
Например, для облицовочного материала одной стены с квазиогнестойкостью (каркаса), как определено министерским постановлением, расстояние между крепежными деталями, которые должны забиваться в каждую из периферийной части и промежуточной части облицовочного материала, должно составлять 150 мм или меньше. В таком случае, когда такая стена строится таким образом, что интервал между материалами основы составляет 303 мм, вместо облицовочного строительного материала, показанного на Фиг. 2 и 3, используется облицовочный строительный материал (не показан) с печатными отметками, в котором длина данной группы строк в каждом из первого, третьего и пятого столбцов составляет 150 мм. Аналогичным образом для облицовочного материала потолка с квазиогнестойкостью (каркаса), как определено министерским постановлением, расстояние между крепежными деталями, которые должны забиваться в каждую из периферийной части и промежуточной части облицовочного материала, должно составлять 150 мм или меньше, или 200 мм или меньше. В таком случае может использоваться облицовочный строительный материал 10 с печатными отметками, показанный на Фиг. 2 и 3.
[0040]
Как было описано выше, в соответствии с облицовочным строительным материалом 10 с печатными отметками, как проиллюстрировано, даже когда какая-либо часть облицовочного строительного материала 10 режется в процессе изготовления, может быть обеспечен облицовочный строительный материал 10 с печатными отметками, в котором каждая первая печатная отметка F нанесена на допустимом расстоянии от данной торцевой стороны (короткой стороны 11) прямоугольника на виде сверху, и заданные печатные отметки, следующие за первой печатной отметкой F, предварительно нанесены с заданными интервалами в данном столбце.
[0041]
Также, например, рабочий соответственно регулирует первые печатные отметки F и те же самые печатные отметки, что и первые печатные отметки F данного облицовочного строительного материала 10 с печатными отметками, так, чтобы они совпали с теми положениями облицовочного строительного материала 10, которые должны быть прикреплены к одному или более материалам 20 основы данными крепежными деталями. Таким образом относительные вариации в закрепленных положениях соответствующих облицовочных строительных материалов устанавливаются в диапазоне первого интервала. Таким образом, закрепление крепежных деталей может быть выполнено точно и эффективно, независимо от уровня квалификации рабочего. В этом случае крепежные детали, которые должны быть забиты с заданными интервалами, могут быть регулярно забиты с заданными интервалами. Соответственно, надзор за строительством для проверки того, забиваются ли крепежные детали с заданными интервалами, выполняется чрезвычайно легко. Дополнительно к этому, облицовочный строительный материал может использоваться в том случае, когда данный облицовочный строительный материал закрепляется к данным материалам основы параллельно короткой стороне данного облицовочного строительного материала.
[0042]
<Облицовочный строительный материал с печатными отметками в соответствии с первой модификацией>
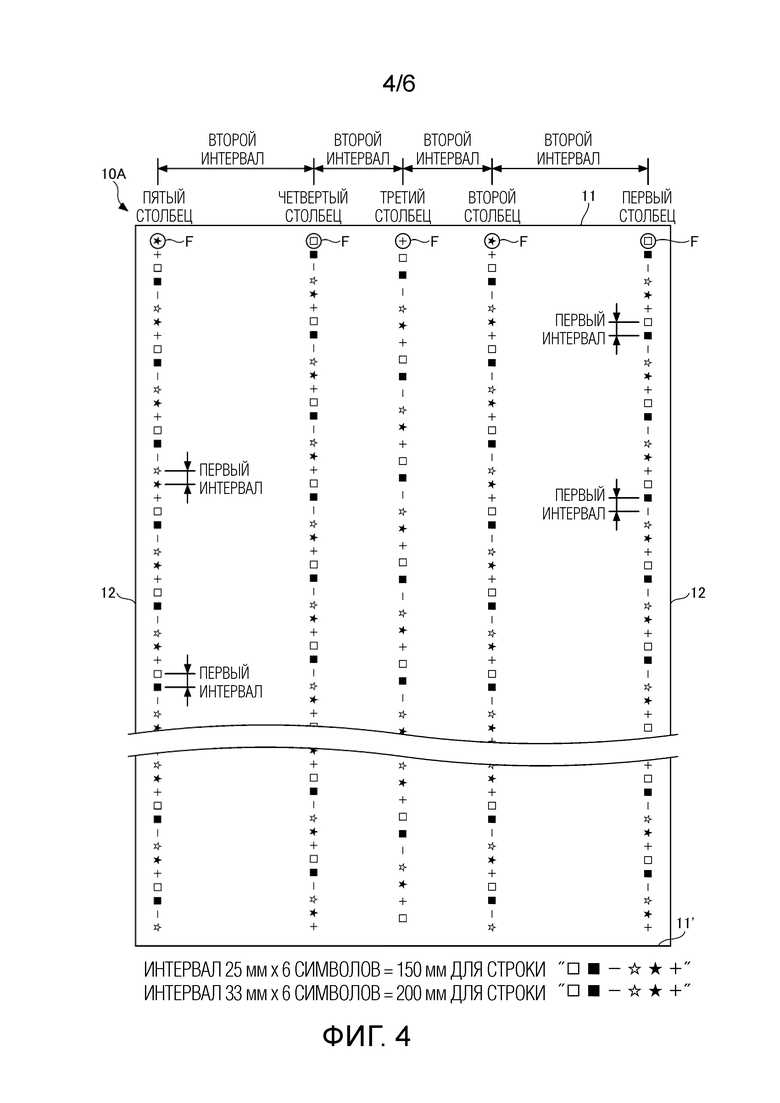
Далее облицовочный строительный материал с печатными отметками в соответствии с первой модификацией будет описан со ссылкой на Фиг. 4. Фиг. 4 представляет собой вид сверху одного примера облицовочного строительного материала с печатными отметками в соответствии с первой модификацией.
[0043]
Для облицовочного строительного материала 10A с печатными отметками, как проиллюстрировано, одна группа строк состоит из шести пиктограмм, таких как « » и «
» и « », которые располагаются в заданном порядке, и такая группа строк повторяется во множестве циклов. Кроме того, в облицовочном строительном материале 10A с печатными отметками, например, в каждом из первого столбца, второго столбца и т.п., в которых крепежные детали забиваются с интервалами 150 мм, первый интервал между соответствующими пиктограммами составляет 25 мм. Кроме того, в третьем столбце, в котором крепежные детали забиваются с интервалами 200 мм, первый интервал между соответствующими пиктограммами составляет 33 мм. Как было описано выше, в соответствии с облицовочным строительным материалом 10A, когда интервалы для крепления отличаются, количество печатных отметок, которые включены в данную строку, является тем же самым, а интервал (первый интервал) между соответствующими печатными отметками отличается. Таким образом можно использовать облицовочный строительный материал 10A.
», которые располагаются в заданном порядке, и такая группа строк повторяется во множестве циклов. Кроме того, в облицовочном строительном материале 10A с печатными отметками, например, в каждом из первого столбца, второго столбца и т.п., в которых крепежные детали забиваются с интервалами 150 мм, первый интервал между соответствующими пиктограммами составляет 25 мм. Кроме того, в третьем столбце, в котором крепежные детали забиваются с интервалами 200 мм, первый интервал между соответствующими пиктограммами составляет 33 мм. Как было описано выше, в соответствии с облицовочным строительным материалом 10A, когда интервалы для крепления отличаются, количество печатных отметок, которые включены в данную строку, является тем же самым, а интервал (первый интервал) между соответствующими печатными отметками отличается. Таким образом можно использовать облицовочный строительный материал 10A.
[0044]
<Облицовочный строительный материал с печатными отметками в соответствии со второй модификацией>
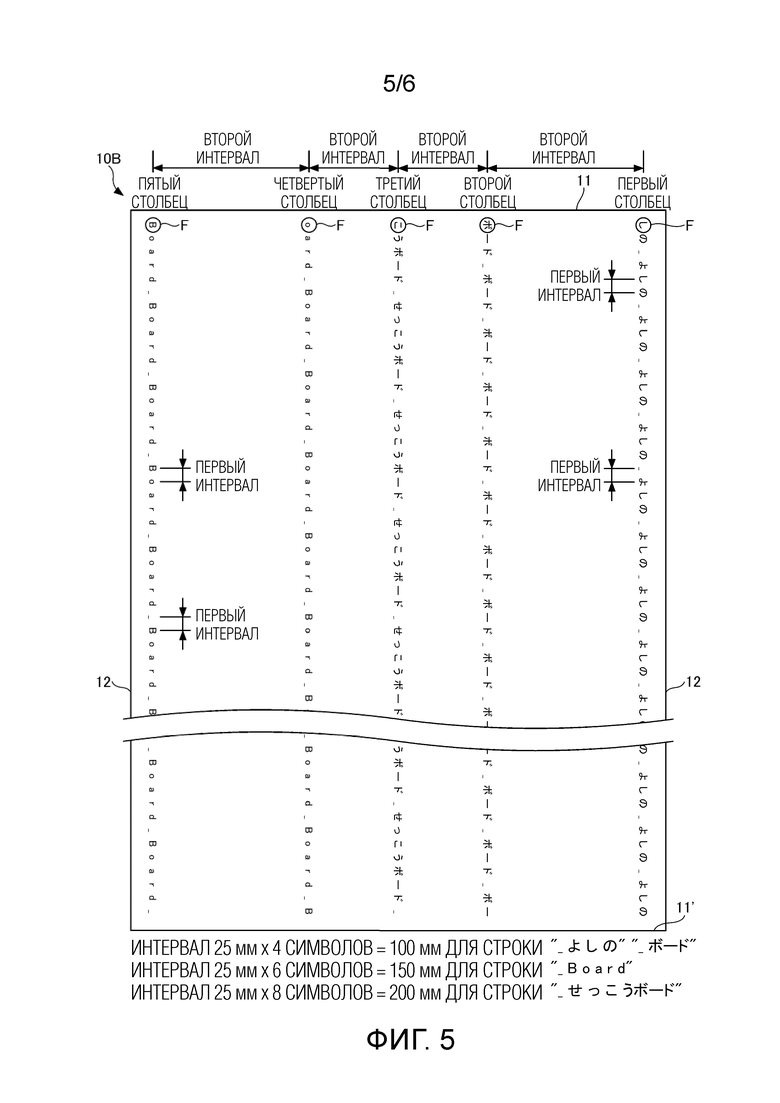
Далее облицовочный строительный материал с печатными отметками в соответствии со второй модификацией будет описан со ссылкой на Фиг. 5. Фиг. 5 представляет собой вид сверху одного примера облицовочного строительного материала с печатными отметками в соответствии со второй модификацией.
[0045]
Для облицовочного строительного материала 10B с печатными отметками, как проиллюстрировано, показана комбинация множества типов печатных отметок. В первом столбце каждая строка представляет собой « », во втором столбце каждая строка представляет собой «Board», и в третьем столбце каждая строка представляет собой «
», во втором столбце каждая строка представляет собой «Board», и в третьем столбце каждая строка представляет собой « ». В четвертом и пятом столбцах каждая строка представляет собой «_Board». В одном примере во всех столбцах может единообразно использоваться имя собственное, представленное хираганой, такое как «
». В четвертом и пятом столбцах каждая строка представляет собой «_Board». В одном примере во всех столбцах может единообразно использоваться имя собственное, представленное хираганой, такое как « », или альтернативно может единообразно использоваться имя собственное, представленное хираганой и катаканой, такое как «
», или альтернативно может единообразно использоваться имя собственное, представленное хираганой и катаканой, такое как « ». Кроме того, во всех столбцах может единообразно использоваться имя собственное, представленное буквами алфавита, такое как «_Board». Хотя это и не показано, строка может состоять из букв и т.п. в алфавитном порядке, например, A, B и C.
». Кроме того, во всех столбцах может единообразно использоваться имя собственное, представленное буквами алфавита, такое как «_Board». Хотя это и не показано, строка может состоять из букв и т.п. в алфавитном порядке, например, A, B и C.
[0046]
[Пример способа изготовления облицовочного строительного материала с печатными отметками]
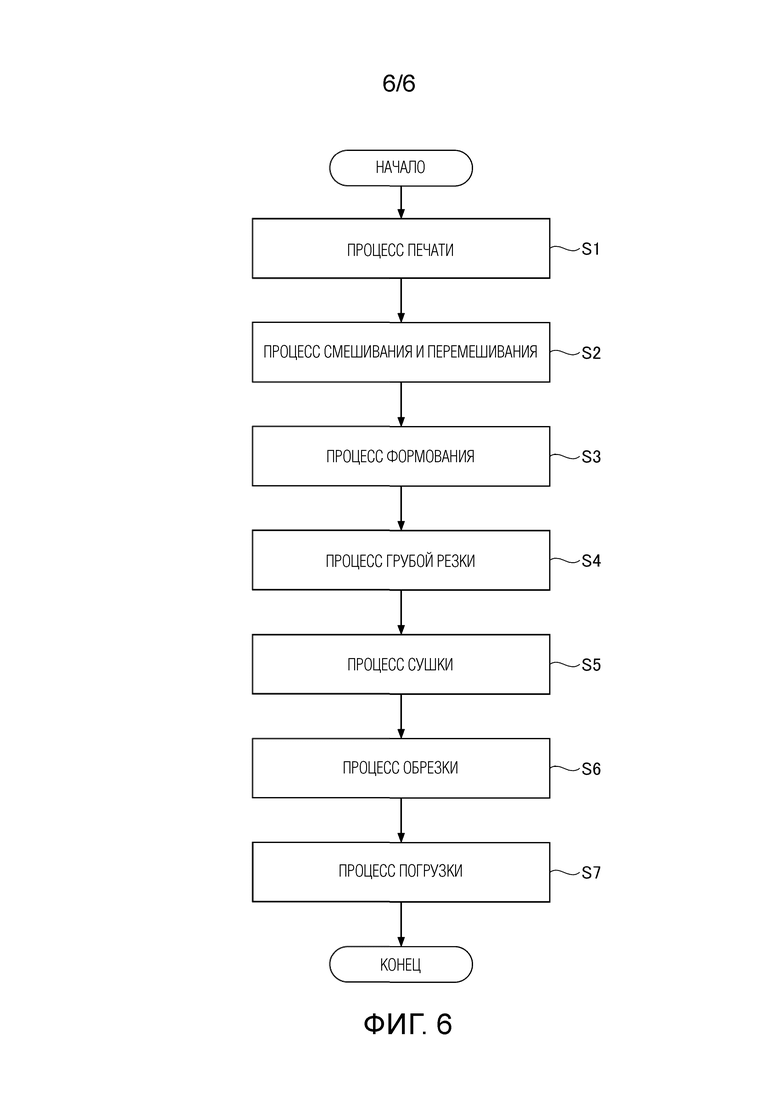
Далее пример способа изготовления облицовочного строительного материала с печатными отметками будет описан со ссылкой на Фиг. 6. Фиг. 6 представляет собой блок-схему, иллюстрирующую способ изготовления облицовочного строительного материала с печатными отметками в соответствии с вариантом осуществления. Следует отметить, что такой способ изготовления выполняется с использованием формующей машины непрерывный типа (не показана).
[0047]
Сначала на первой стадии S1 способа изготовления выполняется процесс печати. Например, в среднем положении пути транспортировки, вдоль которого задняя бумага (картонная бумага-основа) и передняя бумага (картонная бумага-основа) непрерывно транспортируются с одинаковой скоростью, предусматриваются один или более струйных принтеров, каждый из которых соответствует заданному столбцу среди пяти столбцов, в которых печатаются группы строк. Когда печатные отметки наносятся только на заднюю бумагу, которая соответствует лицевой поверхности данного облицовочного строительного материала, струйный принтер предусматривается только под путем транспортировки. Когда печатные отметки наносятся с обеих сторон облицовочного строительного материала, струйные принтеры предусматриваются над и под путем транспортировки. Каждым струйным принтером управляют так, чтобы он включался на основе скорости непрерывной транспортировки задней и передней бумаги, а также на заданный интервал времени. В большинстве случаев, сторона задней бумаги типичной гипсокартонной плиты используется в качестве ее лицевой поверхности, а сторона передней бумаги гипсокартонной плиты используется в качестве ее задней поверхности.
[0048]
В процессе непрерывной транспортировки задней бумаги и т.п., каждый из одного или более струйных принтеров печатает заданную группу строк, состоящую из печатных отметок, во множестве циклов, как проиллюстрировано на Фиг. 2 и т.п.
[0049]
Кроме того, в процессе смешивания и перемешивания на второй стадии S2 кальцинированный гипс, вода, клейкое вещество по мере необходимости, а также другие различные добавки перемешиваются и смешиваются с помощью смесителя (основного смесителя) с получением таким образом однородной гипсовой суспензии. В этом описании в качестве кальцинированного гипса может использоваться кальцинированный гипс β-типа, кальцинированный гипс α-типа или их смесь, и кальцинированный гипс β-типа или кальцинированный гипс α-типа получают спеканием в атмосфере или в воде (включая пар) гипса, такого как природный гипс, побочный гипс или гипс, полученный с использованием процесса десульфуризации дымовых газов, или смеси этих типов гипса. Примеры клейкого вещества включают в себя крахмал, поливиниловый спирт, карбоксиметилцеллюлозу (CMC) и т.п. Кроме того, примеры различных добавок включают в себя различные пластифицирующие добавки, модификаторы затвердевания, гидрофобные добавки, армирующие волокна, легкие наполнители и т.п.
[0050]
После того как печатные отметки будут нанесены на заднюю бумагу и т.п., в процессе формовки, который является третьей стадией S3, гипсовая суспензия наносится на переднюю сторону непрерывно транспортируемой задней бумаги (картонной бумаги-основы). Затем задняя бумага сгибается вдоль кривых линий, которые формируются рядом с боковыми краями задней бумаги, чтобы обернуть гипсовую суспензию, в то время как передняя бумага (картонная бумага-основа), которая перемещается с той же самой скоростью, что и задняя бумага, ламинируется на слой гипсовой суспензии. Затем слой задней бумаги, гипсовой суспензии и передней бумаги передается к формующей машине, которая определяет толщину и ширину данной гипсокартонной плиты, чтобы тем самым выполнить формовку. В результате получается формованное изделие. Это формованное изделие затвердевает в результате реакции гидратации кальцинированного гипса в гипсовой суспензии в процессе транспортировки формованного изделия через ленточный конвейер и т.п.
[0051]
Затем в процессе грубой резки, который является четвертой стадией S4, формованное изделие транспортируется к машине грубой резки (роторному резаку) посредством ленточного конвейера или транспортирующего ролика, и формованное изделие грубо режется машиной грубой резки. Например, может быть сформировано грубо вырезанное тело, имеющее длину 6000 мм, что в три или более раз больше, чем длина каждого облицовочного строительного материала, составляющая 1820 мм.
[0052]
Затем, в процессе сушки, который является пятой стадией S5, грубо вырезанное тело передается к сушильной машине (сушилке), а затем принудительно сушится. Следует отметить, что между машиной грубой резки (роторным резаком) и сушилкой в процессе грубой резки может находиться процесс, в котором, например, переворачивающее устройство (кантователь) переворачивает плиту так, чтобы ее передняя и задняя поверхности поменялись местами, в соответствии с расположением и т.п. данного устройства, или, альтернативно, процесс передачи может выполняться с помощью передающего ролика или ленточного конвейера.
[0053]
В процессе резки, который является шестой стадией S6, высушенное грубо вырезанное тело передается к отрезному станку (калибровочному станку) посредством ленточного конвейера и т.п. и разрезается на части, соответствующие размеру продукта. В вышеприведенном примере поверхность грубо вырезанного тела является грубой и не перпендикулярной плоской поверхности облицовочного строительного материала. По этой причине оба конца грубо вырезанного тела слегка обрезаются, и таким образом производятся три продукта, каждый из которых имеет длину 1820 мм.
[0054]
Например, каждый продукт, произведенный в процессе обрезки, является облицовочным строительным материалом 10 с печатными отметками, как проиллюстрировано на Фиг. 2. Таким образом облицовочный строительный материал 10 с нанесенными на него печатными отметками может быть произведен на производственной линии.
[0055]
В процессе погрузки, который является седьмой стадией S7, произведенные облицовочные строительные материалы 10 с печатными отметками в заданном количестве регулярно складываются подъемником и т.п., а затем хранятся на складе.
[0056]
Как было описано выше, формовочная машина непрерывного типа используется для нанесения печатных отметок перед той областью, где выполняется процесс формовки, и облицовочный строительный материал 10 с печатными отметками может изготавливаться на производственной линии.
[0057]
Таким образом, значительные затраты времени и рабочей силы, которые будут требоваться в способе изготовления путем удаления данных облицовочных строительных материалов, одного за другим, из штабеля облицовочных строительных материалов, печати отметок на удаленном облицовочном строительном материале вдоль прямой линии, параллельной длинной стороне этого облицовочного строительного материала, возврата облицовочного строительного материала с напечатанными отметками к штабелированным облицовочным строительным материалам, а затем удаления другого облицовочного строительного материала из штабелированных облицовочных материалов для печати отметок тем же самым образом, могут быть устранены. Соответственно, облицовочный строительный материал 10 с печатными отметками может производиться с высокой эффективностью.
[0058]
Следует отметить, что процесс печати может быть выполнен не только перед процессом смешивания и перемешивания, проиллюстрированным на Фиг. 6, но также, например, между процессом формовки и процессом грубой резки. Даже в таком случае процесс печати должен выполняться в предшествующем положении производственной линии.
[0059]
Для конфигураций или подобного, описанных в вышеупомянутых вариантах осуществления, могут использоваться другие варианты осуществления, такие как комбинации с другими компонентами. Настоящее раскрытие не ограничивается конфигурациями, проиллюстрированными в данном описании. В связи с этим изменения могут быть внесены в такой степени, при которой сохраняется идея настоящего изобретения, и они могут быть подходящим образом определены в соответствии со способом их применения.
[0060]
Данная международная заявка испрашивает приоритет японской патентной заявки №2018-239480, поданной 21 декабря 2018 г., содержание которой включено в настоящий документ посредством ссылки во всей его полноте.
Список ссылочных обозначений
[0061]
10, 10A, 10B - облицовочный строительный материал с печатными отметками (облицовочный строительный материал);
11 - короткая сторона (первая сторона или торцевая сторона);
12 - длинная сторона (вторая сторона);
20 - материал основы (стойки);
F - первая печатная отметка;
T - обычная печатная отметка.
Предлагается облицовочный строительный материал с печатными отметками, в котором, даже когда какая-либо часть облицовочного строительного материала режется в процессе изготовления, каждая первая печатная отметка наносится на допустимом расстоянии от торцевой стороны облицовочного строительного материала, который является прямоугольным на виде сверху, и печатные отметки предварительно наносятся с заданными интервалами в данном столбце. Облицовочный строительный материал с печатными отметками включает в себя строки печатных отметок, каждая из которых включает в себя одну группу строк, которая повторяется циклически, причем эта группа строк формируется на виде сверху на прямоугольной плоской поверхности облицовочного строительного материала и состоит из множества печатных отметок, которые располагаются с регулярными первыми интервалами в заданном порядке вдоль по меньшей мере одной прямой линии, параллельной первой стороне или второй стороне прямоугольника, при этом в строке печатных отметок расстояние от первой стороны или второй стороны, перпендикулярной к строке печатных отметок, до первой печатной отметки короче, чем первый интервал. 2 н. и 7 з.п. ф-лы, 6 ил.
1. Облицовочный строительный материал с печатными отметками, содержащий:
по меньшей мере одну строку печатных отметок, включающую одну группу строк, которая повторяется циклически, причем эта группа строк сформирована на виде сверху на прямоугольной плоской поверхности облицовочного строительного материала и включает в себя множество печатных отметок, которые располагаются с регулярными первыми интервалами в заданном порядке вдоль по меньшей мере одной прямой линии, параллельной первой или второй стороне прямоугольника,
при этом в строке печатных отметок расстояние от первой стороны или второй стороны, перпендикулярной к строке печатных отметок, до первой печатной отметки короче, чем первый интервал.
2. Облицовочный строительный материал с печатными отметками по п.1, в котором печатная отметка, используемая в строке, которая размещается в каждом из циклов, находится в заданном положении, где должна быть забита крепежная деталь.
3. Облицовочный строительный материал с печатными отметками по п.1 или 2, в котором каждый первый интервал находится в диапазоне 5-50 мм, и
в котором упомянутая одна группа строк имеет длину в диапазоне 45-333 мм.
4. Облицовочный строительный материал с печатными отметками по любому из пп.1-3, в котором строки печатных отметок располагаются с заданными вторыми интервалами, и
в котором каждый второй интервал находится в диапазоне 100-1220 мм.
5. Облицовочный строительный материал с печатными отметками по п.4, в котором каждый второй интервал равен расстоянию между центрами смежных материалов основы, к которым должен быть прибит облицовочный строительный материал.
6. Облицовочный строительный материал с печатными отметками по любому из пп.1-5, в котором упомянутая группа строк состоит из строки одного типа или комбинации из упомянутой строки одного типа и либо другого символа, либо пробела, размещаемого первым или последним в группе строк, причем упомянутая строка одного типа может представлять собой последовательность цифр, последовательность букв алфавита, последовательность букв хираганы, последовательность букв катаканы, последовательность пиктограмм, последовательность символов, последовательность графических изображений, последовательность иероглифов кандзи, букв алфавита, представляющих имя собственное, букв хираганы, представляющих имя собственное, букв катаканы, представляющих имя собственное, и иероглифов кандзи, представляющих имя собственное.
7. Способ изготовления облицовочного строительного материала с печатными отметками, содержащий:
по меньшей мере стадию печати для формирования одной группы строк с множеством печатных отметок, которые располагаются с регулярными первыми интервалами в заданном порядке вдоль по меньшей мере одной прямой линии, параллельной первой стороне или второй стороне плоской поверхности облицовочного строительного материала, который является прямоугольным на виде сверху, чтобы напечатать по меньшей мере одну строку печатных отметок, включающую группу строк, которая повторяется циклически, на картонной бумаге-основе, включенной в облицовочный строительный материал, или на формованном изделии из облицовочного строительного материала, при этом в строке печатных отметок расстояние от первой стороны или второй стороны, перпендикулярной к строке печатных отметок, до первой печатной отметки короче, чем первый интервал.
8. Способ для изготовления облицовочного строительного материала с печатными отметками по п.7, в котором на стадии печати каждую группу строк, состоящую из печатных отметок, которые включены в данную строку печатных отметок, печатают во множестве циклов с помощью одного из струйных принтеров, связанного с этой строкой печатных отметок и установленного в предшествующем положении линии для изготовления облицовочного строительного материала.
9. Способ для изготовления облицовочного строительного материала с печатными отметками по п.7 или 8, дополнительно содержащий стадию формовки для нанесения, после стадии печати, гипсовой суспензии на картонную бумагу-основу, на которую нанесена строка печатных отметок, для того, чтобы сформировать формованное изделие;
стадию грубой резки формованного изделия для того, чтобы сформировать грубо обрезанное тело; и
стадию обрезки грубо обрезанного тела до размера продукта для того, чтобы изготовить облицовочный строительный материал с печатными отметками.
| JPS 49111923 A, 24.10.1974 | |||
| JPH 11131684 A, 18.05.1999 | |||
| US 20100132869 A1, 03.06.2010 | |||
| JP 5412020 B2, 12.02.2014 | |||
| СТРОИТЕЛЬНАЯ ПЛИТА И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПЛИТЫ | 2010 |
|
RU2498908C2 |

