Заявляемое техническое решение относится к области летательных аппаратов (ЛА), а именно к носовым обтекателям (НО) ЛА, размещаемых в транспортно-пусковых контейнерах (ТПК), и может найти применение на высокоскоростных ЛА, разрабатываемых, в том числе, под условия подводного старта.
Известен НО ЛА в ТПК по патенту РФ №2695470.
Данный НО имеет следующие недостатки:
1. не обеспечивается плавность обводов:
- по стыку днища НО с корпусом НО, т.к. сферическая поверхность днища не обеспечивает плавного сопряжения с цилиндрическим корпусом НО;
- по такелажным узлам, т.к. они не закрыты крышками, обеспечивающими плавность обводов;
- по заднему торцу цилиндрического корпуса НО с носовой частью ЛА с образованием ступеньки по потоку;
- по отверстиям для штоков пиростопоров, удерживающих НО на носовой части ЛА.
2. после выхода ЛА с НО из ТПК, остающиеся в цилиндрических гнездах ТПК части срезных элементов снижают эксплуатационную надежность изделия, т.к. они могут выпасть из гнезд и оказаться внутри ТПК, что может отрицательно повлиять на работу агрегатов и механизмов очередного ЛА в ТПК и самого ТПК.
3. наличие одного элемента герметизации по контакту НО с носовой частью ЛА и по стыку крышек НО с корпусом НО значительно усложняет технологию сборочных работ при проверках на герметичность элементов НО и соединения НО с ЛА, что приводит к значительному увеличению трудоемкости. Это связано с тем, что данном случае для контроля герметичности используется метод накопления при атмосферном давлении с использованием пробных газов в контрольной среде.
Метод основан на принципе проникновения пробного газа через места негерметичности в замкнутый объем, где происходит его накопление и увеличение его концентрации. Оценка величины натекания производится путем отбора проб из объема накопления.
Данному методу свойственен ряд ограничений и недостатков:
- необходимость использования дорогостоящих пробных газов (гелия, элегаза и др.);
- после использования пробных газов при испытаниях требуется длительная продувка внутренних полостей НО с последующим контролем остаточной концентрации пробного газа;
- большая трудоемкость и продолжительное время испытания.
Данное устройство принято за ближайший аналог.
Технической задачей, на решение которой направлено заявляемое техническое решение, является:
- обеспечение плавных обводов на НО, включая такелажные узлы, и на высокоскоростном ЛА (ВЛА) с установленным НО;
- обеспечение невыпадания частей срезных элементов, остающихся в цилиндрических гнездах ТПК после выхода ВЛА с НО из ТПК с их последующим снятием;
- упрощение технологии и снижение трудоемкости сборочных работ и проверок на герметичность элементов НО и соединения НО с ВЛА путем введения дополнительного элемента герметизации вместе с прижимным кольцом по контакту НО с носовой частью ВЛА и дополнительного элемента герметизации по контакту крышек НО с люками НО, что позволит:
- производить проверку на герметичность по методу спада давления в полости между двумя элементами герметизации, объем которой весьма мал;
- добиться высокой степени чувствительности и точности метода из-за малого объема полости;
- свести контроль герметичности к регистрации падения давления в полости по показаниям манометра;
- исключить необходимость использования дорогостоящих пробных газов (гелия, элегаза и др.);
- исключить необходимость продувки внутреннего пространства НО с последующим контролем выполнения требования по допустимой остаточной концентрации пробного газа.
Поставленная задача достигается тем, что НО ВЛА в ТПК, закреплен пиростопорами с возможностью отделения на носовой части ВЛА и имеет выступ для упора в перестыковочное кольцо ТПК, НО закреплен на перестыковочном кольце с помощью срезных элементов с обеспечением герметичности с ТПК, в НО установлен элемент герметизации с прижимным кольцом, контактирующий с носовой частью ВЛА, при этом НО состоит из днища и корпуса, образующих разъемное соединение с обеспечением герметизации стыка, на днище НО установлены четыре сухаря для такелажных работ с ВЛА, а в корпусе НО установлена система двигателей разворота ВЛА и увода НО и выполнены люки для монтажа пиростопоров с последующей установкой крышек, содержащих элемент герметизации, НО включает юбку конической формы, образующую разъемное соединение с корпусом НО и обеспечивающую плавный обвод с носовой частью ВЛА, днище НО по внешнему контуру выполнено в форме эллипса или овала путем вращения вокруг оси НО с обеспечением плавного обвода с корпусом НО, в перестыковочном кольце установлены штыри, фиксирующие от выпадания оставшиеся на ТПК части срезных элементов после выхода ВЛА с НО из ТПК, в корпусе НО установлены два элемента герметизации с прижимными кольцами, контактирующие с носовой частью ВЛА, при этом прижимные кольца установлены с возможностью смещения вдоль оси НО путем вращения винтов крепления к НО, а в прижимном кольце, расположенном между элементами герметизации, выполнено отверстие с выходом в полость между элементами герметизации и закрываемое на входе съемной заглушкой с обеспечением герметичности, кроме того, в крышках люков установлены два элемента герметизации и выполнено отверстие с выходом в полость между элементами герметизации и закрываемое на входе съемной заглушкой с обеспечением герметичности.
Сухари для такелажных работ закрыты крышками с образованием плавного внешнего обвода с днищем НО.
Крепление НО к носовой части ВЛА выполнено путем захода штоков пиростопоров в ответные отверстия носовой части с одновременным отжатием подпружиненных крышек, закрывающих данные отверстия с обеспечением плавного обвода с носовой частью ВЛА.
При установленном НО со стороны заднего торца юбки обеспечивается заданный зазор между юбкой и носовой частью ВЛА, позволяющий отодвигать юбку от остальной части НО после снятия крепежа.
Днище НО по внешнему обводу выполненное в форме овала, образовано двумя окружностями большого диаметра, центры которых лежат на оси НО и сопряженными с ними двумя окружностями малого диаметра с отсечением половины овала и путем вращения второй половины овала вокруг оси НО.
Наружная оболочка носовой части ВЛА, выполнена из минерального стеклопластика, при этом по поверхности контакта наружной оболочки с двумя элементами герметизации нанесено газонепроницаемое покрытие с обеспечением требуемой шероховатости.
Поставленная задача применительно к способу сборки НО с носовой частью ВЛА достигается тем, что сначала от НО отстыковывается юбка и снимаются крышки, вращением винтов крепления прижимных колец к НО выводим элементы герметизации из обжатого состояния, далее заводим юбку на носовую часть ВЛА и устанавливаем НО, при этом штоки пиростопоров заходят в ответные отверстия носовой части ВЛА с одновременным отжатием подпружиненных крышек носовой части, закрывающих данные отверстия, после закрепления пиростопоров на НО обжимаются элементы герметизации за счет вращения винтов крепления прижимных колец к НО и после снятия заглушки в полость между элементами герметизации подается воздух или азот под давлением, производится выдержка по времени и по контрольным приборам определяется величина спада давления за время выдержки и делается вывод о герметичности по данному стыку, после этого давление сбрасывается и в отверстие устанавливается заглушка с обеспечением герметичности, далее на НО устанавливаются крышки с предварительно снятыми заглушками, и в полость между двумя элементами герметизации подается воздух или азот под давлением, по контрольным приборам определяется величина спада давления за время выдержки и делается вывод о герметичности стыков крышек с НО, после этого давление сбрасывается и в отверстия крышек устанавливаются заглушки с обеспечением герметичности, далее к НО подвигается юбка и соединяется с ним с помощью крепежа.
Предложенное техническое решение поясняется чертежами.
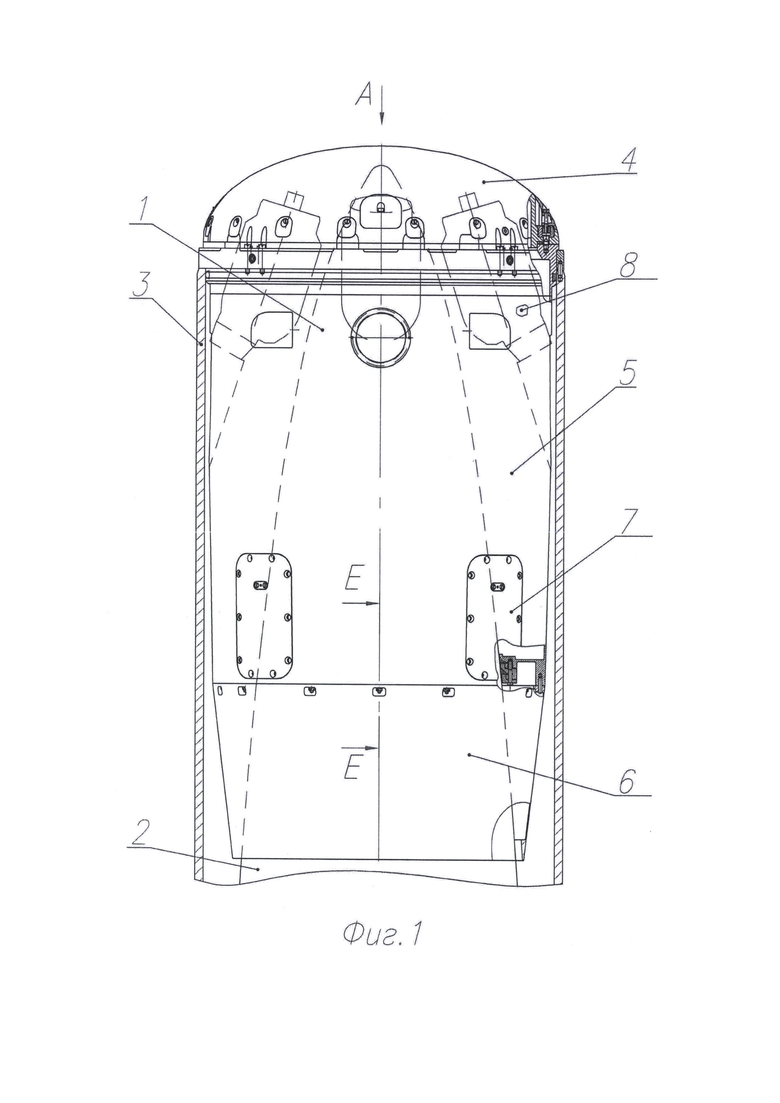
На фиг. 1 дан вид на НО 1 ВЛА 2 в ТПК 3. Здесь также показаны днище 4, корпус 5 и юбка 6, как составные части НО 1, одна из крышек люков 7 и один из двигателей 8 системы двигателей разворота ВЛА 2 и увода НО 1. Введение юбки 6 позволило обеспечить более плавные обводы на ВЛА 2 с установленным НО 1, а также улучшить массово-центровочные характеристики НО 1, в связи с чем отпала необходимость в центровочных грузах, которые есть в ближайшем аналоге.
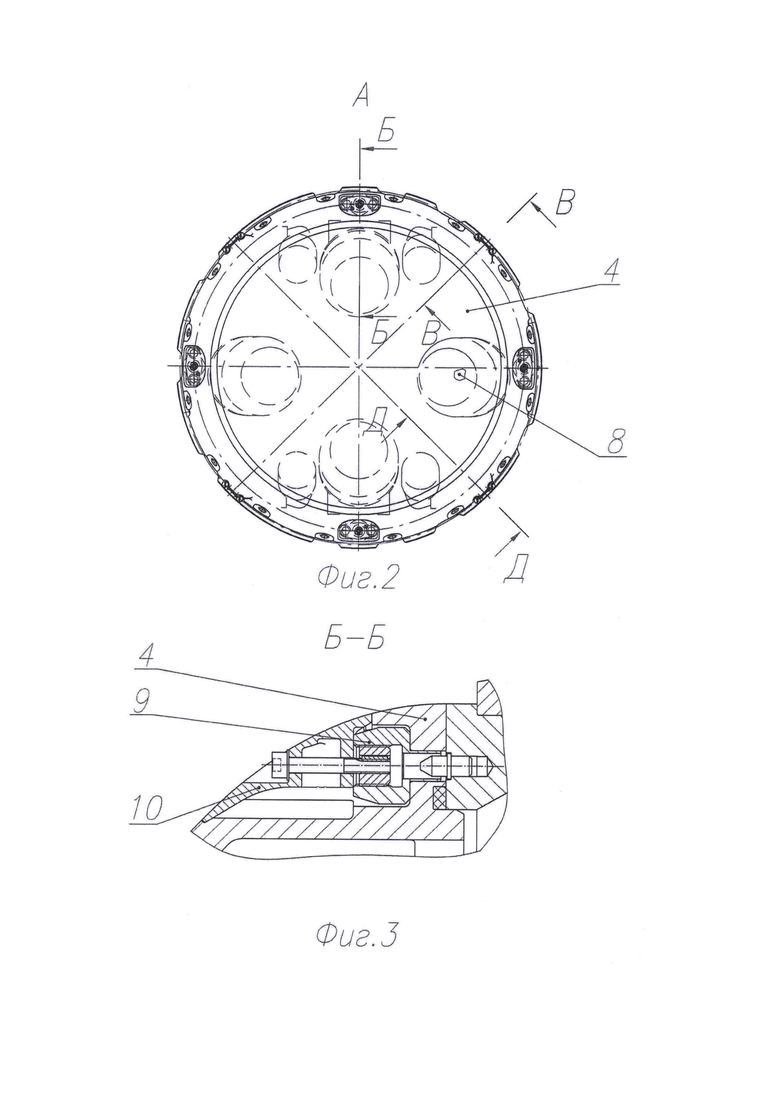
На фиг. 2 дан вид А на днище 4 НО 1, один из двигателей системы двигателей разворота ВЛА 2 и увода НО 1 обозначен поз. 8.
На фиг. 3 дан разрез Б-Б по одному из сухарей 9 для такелажных работ, установленному на днище 4. Сухарь 9 закрыт съемной крышкой 10, обеспечивающей плавный внешний обвод с днищем 4.
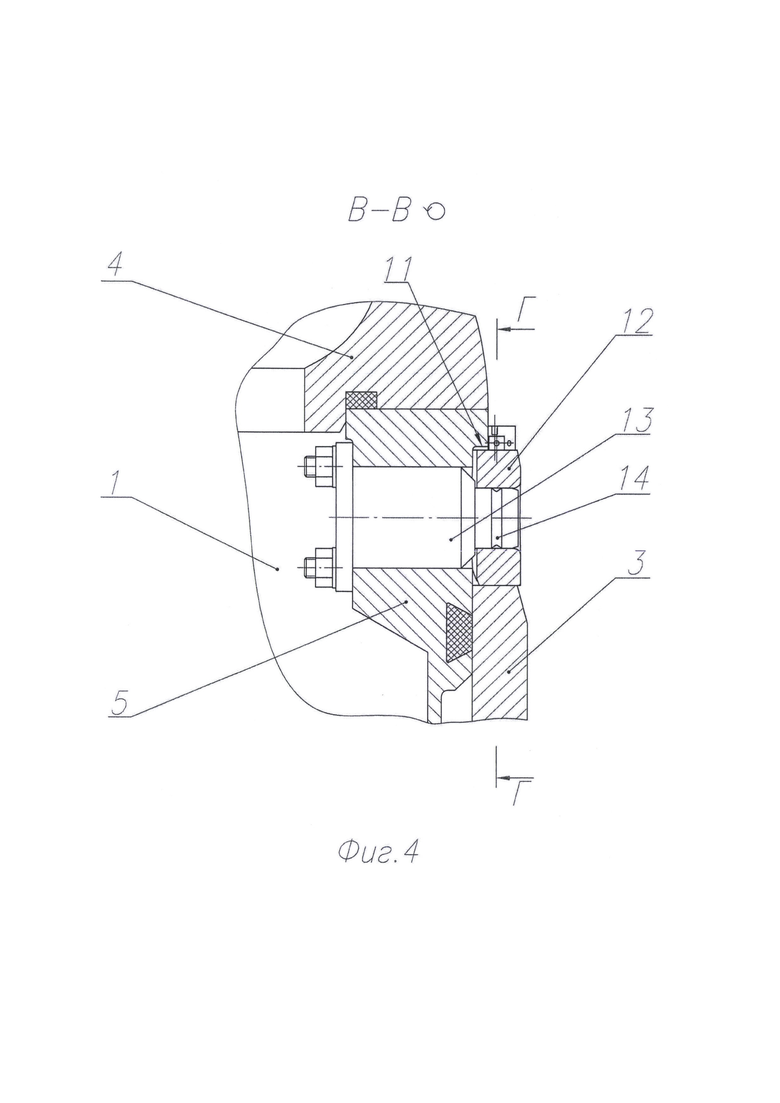
На фиг. 4 показан разрез В-В, где изображен НО 1 с днищем 4 и корпусом 5, опертый выступом 11 на перестыковочное кольцо 12, соединенное с ТПК 3, а также один из срезных элементов 13 крепления НО 1 к перестыковочному кольцу 12. На остающейся части срезного элемента 13 после выхода ВЛА с НО 1 из ТПК 3 выполнена канавка 14 для штырей 16, показанных на фиг. 5.
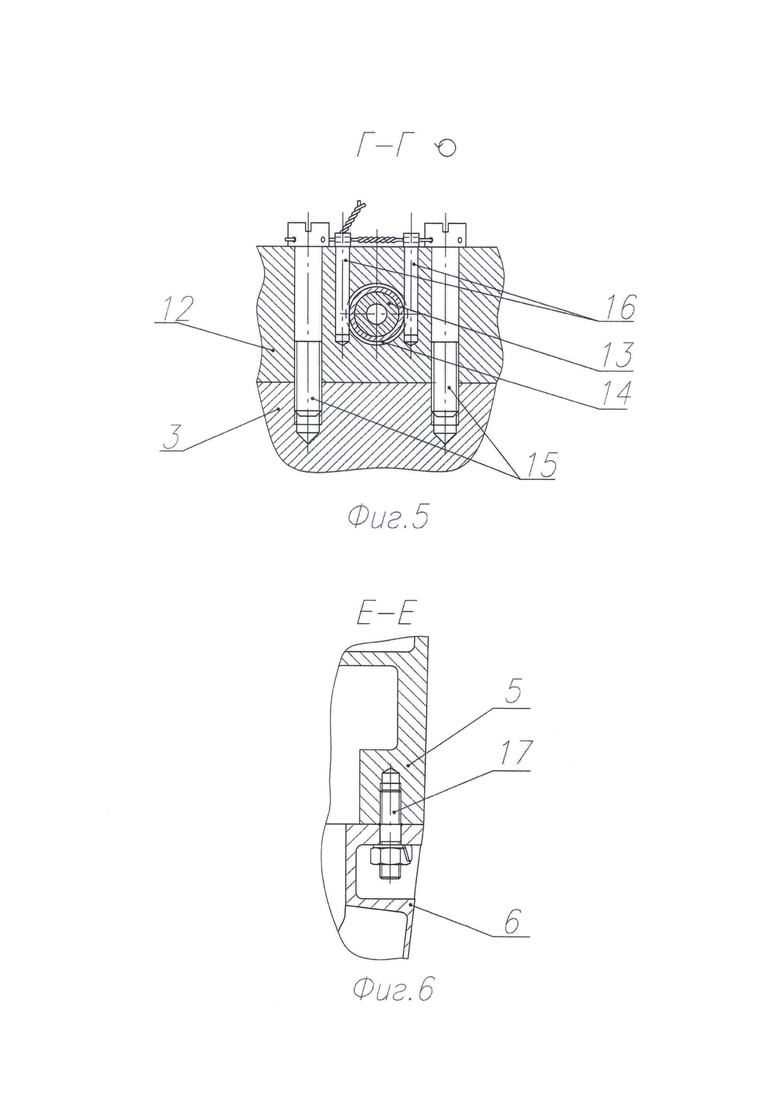
На фиг. 5 изображен разрез Г-Г, где показано крепление перестыковочного кольца 12 к ТПК 3 крепежом 15, а также изображены штыри 16, которые благодаря канавке 14 удерживают оставшуюся на ТПК часть срезного элемента 13 от выпадания после выхода ВЛА из ТПК.
На фиг. 6 дано сечение Е-Е по стыку корпуса 5 с юбкой 6, которые соединяются с помощью крепежа 17.
На фиг. 7 дан разрез Д-Д по месту соединения НО 1 с носовой частью 2 ВЛА. показаны корпус 5 и юбка 6 НО 1 и крышка люка 7, обеспечивающая доступ к пиростопору 18, шток 19 которого входит в ответное отверстие втулки 20 в носовой части 2 ВЛА, отжимая подпружиненную крышку 21. Элементы герметизации 22 по контакту НО 1 с носовой частью 2 ВЛА находятся в обжатом состоянии благодаря прижимным кольцам 23 и 24. Отверстие 25 в кольце 23 выходит в полость 26 между элементами герметизации 22 и закрывается на входе съемной заглушкой 27 с обеспечением герметичности. В крышке люка 7 установлены два элемента герметизации 28 и выполнено отверстие 29 с выходом в полость 30 между элементами герметизации 28 и закрываемое на входе съемной заглушкой 31 с обеспечением герметичности.
Здесь также представлен вариант исполнения носовой части 2 ВЛА, когда наружная оболочка 32 выполнена из минерального стеклопластика, при этом по поверхности контакта наружной оболочки 32 с двумя элементами герметизации 22 нанесено газонепроницаемое покрытие 33 с обеспечением требуемой шероховатости.
На фиг. 8. представлена выноска Ж, где показаны втулка 20 с отверстием и подпружиненная крышка 21, перекрывающая это отверстие после отделения НО 1 от носовой части 2 ВЛА с обеспечением плавного обвода.
На фиг. 9. представлен момент сборки, когда на корпусе 5 НО 1, установленном на носовой части 2 ВЛА обжимаются элементы герметизации 22 за счет вращения винтов 34 крепления на НО 1 прижимных колец 23 и 24.
Юбка 6 НО 1 отведена от корпуса 5.
На фиг. 10 приведена схема проверки на герметичность по месту контакта НО 1 с носовой частью 2 ВЛА. Показаны корпус 5 НО 1 с носовой частью 2 ВЛА и обжатые элементы герметизации 22. Схематично изображены манометр 35 и трубопровод 36 подачи газа в полость между элементами герметизации 22.
На фиг. 11 приведена схема проверки на герметичность по стыку крышки 7 с люком корпуса 5 НО 1. Схематично изображены манометр 35 и трубопровод 36 подачи газа в полость между элементами герметизации 28.
Таким образом, в пояснениях к фиг. 1 - фиг. 11 полностью описана работа устройства.
Способ сборки устройства заключается в следующем.
Сначала от НО 1 отстыковывается юбка 6 и снимаются крышки 7, вращением винтов 34 крепления прижимных колец 23 и 24 к НО 1 выводим элементы герметизации 22 из обжатого состояния, далее заводим юбку 6 на носовую часть 2 ВЛА и устанавливаем НО 1, при этом штоки 19 пиростопоров 18 заходят в ответные отверстия 20 носовой части 2 ВЛА с одновременным отжатием подпружиненных крышек 21 носовой части 2 ВЛА, закрывающих данные отверстия 20, после закрепления пиростопоров 18 на НО 1 обжимаются элементы герметизации 22 за счет вращения винтов 34 крепления прижимных колец 23 и 24 к НО 1 и после снятия заглушки 27 в полость 26 между элементами герметизации 22 подается воздух или азот под давлением, производится выдержка по времени и по манометру 35 определяется величина спада давления за время выдержки и делается вывод о герметичности по данному стыку, после этого давление сбрасывается и в отверстие 25 устанавливается заглушка 27 с обеспечением герметичности, далее на НО 1 устанавливаются крышки 7 с предварительно снятыми заглушками 31, и в полость 30 между двумя элементами герметизации 28 подается воздух или азот под давлением, по манометру 35 определяется величина спада давления за время выдержки и делается вывод о герметичности стыков крышек 7 с люками НО 1, после этого давление сбрасывается, в отверстия 29 крышек 7 устанавливаются заглушки 31 с обеспечением герметичности и к НО 1 подвигается юбка 6 и соединяется с ним с помощью крепежа 17.
Далее ВЛА 2 с НО 1 заводится в ТПК 3, при этом для такелажных работ используются сухари 9 на днище 4 НО 1. Для этого снимаются крышки 10 днища 4. При упоре НО 1 корпусом 5, имеющим выступ И, в перестыковочное кольцо 12, закрепленное на ТПК 3, снимается днище 4 и устанавливаются срезные элементы 13, соединяющие НО 1 ВЛА 2 с ТПК 3. С верхнего торца перестыковочного кольца 12 устанавливаются штыри 16, обеспечивающие невыпадание оставшихся частей срезных элементов 13 после выхода ВЛА с НО 1 из ТПК 3. После этого устанавливается днище 4 и крышки 10.
Предложенная конструкция НО успешно прошла лабораторно-стендовые и летно-конструкторские испытания в составе ВЛА и ТПК.
Использование предлагаемого технического решения позволит улучшить аэрогидродинамические характеристики путем обеспечения плавных обводов ВЛА с НО, повысить эксплуатационную надежность путем обеспечения невыпадания оставшихся на ТПК частей срезных элементов после выхода ВЛА с НО из ТПК, упростить технологию и снизить трудоемкость сборочных работ и проверок на герметичность элементов НО и соединения НО с ВЛА.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОСОВОЙ ОБТЕКАТЕЛЬ ЛЕТАТЕЛЬНОГО АППАРАТА В ТРАНСПОРТНО-ПУСКОВОМ КОНТЕЙНЕРЕ | 2018 |
|
RU2695470C1 |
| САМОЛЁТ С ОБТЕКАТЕЛЕМ АНТЕНН | 2015 |
|
RU2599078C1 |
| КРЫЛАТАЯ РАКЕТА В ТРАНСПОРТНО-ПУСКОВОМ КОНТЕЙНЕРЕ | 2001 |
|
RU2215981C2 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТЫ | 2005 |
|
RU2288422C1 |
| Двухцелевой транспортный упаковочный комплект для технологического обращения и транспортирования по дорогам общего пользования изделий активной зоны реактора | 2022 |
|
RU2793228C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ И РАССТЫКОВКИ ЭЛЕКТРИЧЕСКИХ СВЯЗЕЙ РАЗДЕЛЯЕМЫХ СТУПЕНЕЙ ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2630858C1 |
| ГОЛОВНОЙ БЛОК РАКЕТЫ И СПОСОБ ЕГО СБОРКИ | 1993 |
|
RU2072954C1 |
| БЫСТРОСЪЕМНАЯ КРЫШКА КОЛЛЕКТОРА ПАРОГАЗОВОЙ СМЕСИ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2534743C1 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ПРЕИМУЩЕСТВЕННО ДЛЯ ОРУЖИЯ ТИПА ТОРПЕДЫ | 2005 |
|
RU2294510C1 |
| КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК И ЧЕХОЛ ДЛЯ ИХ РАЗМЕЩЕНИЯ | 2016 |
|
RU2611057C1 |
Группа изобретений относится к области носовых обтекателей (НО) высокоскоростных летательных аппаратов (ВЛА), размещаемых в транспортно-пусковых контейнерах (ТПК) под условия подводного старта. НО ВЛА в ТПК закреплен пиростопорами с возможностью отделения на носовой части ВЛА, имеет выступ для упора в перестыковочное кольцо ТПК и закреплен на перестыковочном кольце с помощью срезных элементов с обеспечением герметичности с ТПК. В НО установлен элемент герметизации с прижимным кольцом, контактирующий с носовой частью ВЛА. НО состоит из днища и корпуса, образующих разъемное соединение с обеспечением герметизации стыка. На днище НО установлены четыре сухаря для такелажных работ с ВЛА. В корпусе НО установлена система двигателей разворота ВЛА и увода НО, выполнены люки для монтажа пиростопоров с последующей установкой крышек. НО включает юбку конической формы, образующую разъемное соединение с корпусом НО и обеспечивающую плавный обвод с носовой частью ВЛА. Сухари для такелажных работ закрыты крышками с образованием плавного внешнего обвода с днищем НО. Крепление НО к носовой части ВЛА выполнено путем захода штоков пиростопоров в ответные отверстия носовой части с одновременным отжатием подпружиненных крышек, закрывающих данные отверстия с обеспечением плавного обвода с носовой частью ВЛА. Способ сборки НО с носовой частью ВЛА заключается в том, что сначала от НО отстыковывается юбка и снимаются крышки, а затем вращением винтов крепления прижимных колец к НО выводим элементы герметизации из обжатого состояния, далее заводим юбку на носовую часть ВЛА и устанавливаем НО. После закрепления пиростопоров на НО обжимаются элементы герметизации за счет вращения винтов крепления прижимных колец к НО и после снятия заглушки в полость между элементами герметизации подается воздух или азот под давлением, производится выдержка по времени и по контрольным приборам определяется величина спада давления за время выдержки и делается вывод о герметичности по данному стыку. На НО устанавливаются крышки с предварительно снятыми заглушками. К НО подвигается юбка и соединяется с ним с помощью крепежа. Группа изобретений направлена на улучшение аэрогидродинамических характеристик путем обеспечения плавных обводов ВЛА с НО и повышение эксплуатационной надежности. 2 н. и 5 з.п. ф-лы, 11 ил.
1. Носовой обтекатель (НО) высокоскоростного летательного аппарата (ВЛА) в транспортно-пусковом контейнере (ТПК), закрепленный пиростопорами с возможностью отделения на носовой части ВЛА и имеющий выступ для упора в перестыковочное кольцо ТПК, НО закреплен на перестыковочном кольце с помощью срезных элементов с обеспечением герметичности с ТПК, в НО установлен элемент герметизации с прижимным кольцом, контактирующий с носовой частью ВЛА, при этом НО состоит из днища и корпуса, образующих разъемное соединение с обеспечением герметизации стыка, на днище НО установлены четыре сухаря для такелажных работ с ВЛА, а в корпусе НО установлена система двигателей разворота ВЛА и увода НО и выполнены люки для монтажа пиростопоров с последующей установкой крышек, содержащих элемент герметизации, отличающийся тем, что НО включает юбку конической формы, образующую разъемное соединение с корпусом НО и обеспечивающую плавный обвод с носовой частью ВЛА, днище НО по внешнему контуру выполнено в форме эллипса или овала путем вращения вокруг оси НО с обеспечением плавного обвода с корпусом НО, в перестыковочном кольце установлены штыри, фиксирующие от выпадания оставшиеся на ТПК части срезных элементов после выхода ВЛА с НО из ТПК, в корпусе НО установлены два элемента герметизации с прижимными кольцами, контактирующие с носовой частью ВЛА, при этом прижимные кольца установлены с возможностью смещения вдоль оси НО путем вращения винтов крепления к НО, а в прижимном кольце, расположенном между элементами герметизации, выполнено отверстие с выходом в полость между элементами герметизации и закрываемое на входе съемной заглушкой с обеспечением герметичности, кроме того, в крышках люков установлены два элемента герметизации и выполнено отверстие с выходом в полость между элементами герметизации и закрываемое на входе съемной заглушкой с обеспечением герметичности.
2. НО по п. 1, отличающийся тем, что сухари для такелажных работ закрыты крышками с образованием плавного внешнего обвода с днищем НО.
3. НО по п. 1, отличающийся тем, что крепление НО к носовой части ВЛА выполнено путем захода штоков пиростопоров в ответные отверстия носовой части с одновременным отжатием подпружиненных крышек, закрывающих данные отверстия с обеспечением плавного обвода с носовой частью ВЛА.
4. НО по п. 1, отличающийся тем, что при установленном НО со стороны заднего торца юбки обеспечивается заданный зазор между юбкой и носовой частью ВЛА, позволяющий отодвигать юбку от остальной части НО после снятия крепежа.
5. НО по п. 1, отличающийся тем, что днище НО по внешнему обводу, выполненное в форме овала, образовано двумя окружностями большого диаметра, центры которых лежат на оси НО, и сопряженными с ними двумя окружностями малого диаметра с отсечением половины овала и путем вращения второй половины овала вокруг оси НО.
6. НО по п. 1, отличающийся тем, что наружная оболочка носовой части ВЛА выполнена из минерального стеклопластика, при этом по поверхности контакта наружной оболочки с двумя элементами герметизации нанесено газонепроницаемое покрытие с обеспечением требуемой шероховатости.
7. Способ сборки НО по п. 1 при проведении проверок на герметичность, отличающийся тем, что сначала от НО отстыковывается юбка и снимаются крышки, вращением винтов крепления прижимных колец к НО выводим элементы герметизации из обжатого состояния, далее заводим юбку на носовую часть ВЛА и устанавливаем НО, при этом штоки пиростопоров заходят в ответные отверстия носовой части ВЛА с одновременным отжатием подпружиненных крышек носовой части, закрывающих данные отверстия, после закрепления пиростопоров на НО обжимаются элементы герметизации за счет вращения винтов крепления прижимных колец к НО и после снятия заглушки в полость между элементами герметизации подается воздух или азот под давлением, производится выдержка по времени и по контрольным приборам определяется величина спада давления за время выдержки и делается вывод о герметичности по данному стыку, после этого давление сбрасывается и в отверстие устанавливается заглушка с обеспечением герметичности, далее на НО устанавливаются крышки с предварительно снятыми заглушками и в полость между двумя элементами герметизации подается воздух или азот под давлением, по контрольным приборам определяется величина спада давления за время выдержки и делается вывод о герметичности стыков крышек с НО, после этого давление сбрасывается и в отверстия крышек устанавливаются заглушки с обеспечением герметичности, далее к НО подвигается юбка и соединяется с ним с помощью крепежа.
| НОСОВОЙ ОБТЕКАТЕЛЬ ЛЕТАТЕЛЬНОГО АППАРАТА В ТРАНСПОРТНО-ПУСКОВОМ КОНТЕЙНЕРЕ | 2018 |
|
RU2695470C1 |
| WO 2020162998 A3, 13.08.2020 | |||
| US 10793242 B2, 06.10.2020. | |||

