Изобретение касается системы лобовой части обмотки для электрической вращающейся машины.
Изобретение касается также статора для электрической вращающейся машины, который имеет проводящий магнитное поле статорный элемент и по меньшей мере одну такую систему лобовой части обмотки.
Изобретение касается, кроме того, электрической вращающейся машины, имеющей по меньшей мере один такой статор.
Помимо этого, изобретение касается способа изготовления системы лобовой части обмотки для электрической вращающейся машины.
Обычно статорные обмотки такой электрической вращающейся машины, которая может эксплуатироваться с мощностью по меньшей мере в один мегаватт, выполняются в виде шаблонных катушек. Шаблонные катушки изготавливаются, например, посредством растягивания, литья или порошковой металлургии. На концах шаблонных катушек находится лобовая часть обмотки, которая возникает путем сгибания и отгибания проводов шаблонных катушек. Эта лобовая часть обмотки нуждается в значительном осевом конструктивном пространстве. Из-за дополнительной неактивной длины проводов лобовой части обмотки возникают омические потери, которые снижают коэффициент полезного действия электрической вращающейся машины. Помимо этого, лобовые части обмотки требуется охлаждать. Для охлаждения нужно дополнительное конструктивное пространство.
В частности, у быстроходных машин с малым числом полюсов увеличенное из-за лобовых частей обмотки расстояние между подшипниками негативно сказывается на динамике ротора. Далее, из-за больших длин проводов требуются дополнительные трудоемкие меры по повышению жесткости, чтобы предотвращать недопустимые колебания и деформации при эксплуатации. Помимо этого, повышаются общая длина и вес электрической вращающейся машины. В частности, при модульной конструкции больших машин, при которой несколько отдельных машин в осевом направлении образуют одну общую машину, из-за лобовых частей обмотки возникают значительные электрически не используемые длины.
Лобовые части обмотки шаблонных катушек изготавливаются полуавтоматически при высоких издержках, например, когда медные провода сгибаются так, чтобы они могли с посадкой размещаться в пазах. Последующее соединение каждого из медных проводов, изоляция мест соединения и придание медным проводам жесткости друг относительно друга осуществляется вручную при высоких издержках. Принципиально только при высоких издержках, например, с применением различных длин проводов, которые соединяются пайкой, можно реализовывать различные геометрии проводов в пазах и в лобовых частях обмотки.
У зубцовых катушечных обмоток, в частности, в варианте осуществления из плоского провода, расстояние между соседними пазами может быть лишь настолько малым, насколько это позволяет подлежащий соблюдению радиус гибки изолированного медного провода.
Описание изобретения к патенту DE 10 2009 032 882 B3 описывает способ изготовления шаблонной катушки для многоуровневой обмотки динамоэлектрической машины, а также изготавливаемую посредством упомянутого способа шаблонную катушку. Чтобы упростить изготовление шаблонной катушки, она изготавливается из заготовки катушки, причем эта заготовка катушки имеет две продольные стороны, которые предусмотрены для того, чтобы вкладываться в пазы статора или ротора динамоэлектрической машины. Заготовка катушки имеет две стороны лобовой части обмотки, которые предусмотрены для того, чтобы образовывать по одной лобовой части обмотки шаблонной катушки, причем эти продольные стороны сгибаются под 90° таким образом, чтобы вкладывать продольные стороны в пазы и отгибать от продольных сторон стороны лобовой части обмотки.
Описание изобретения к патенту EP 1 742 330 B1 описывает лобовую часть статорной обмотки для статорной части турбогенератора. Эта лобовая часть статорной обмотки выполнена в виде диска, имеющего средний проем для продевания ротора, причем этот диск имеет изолирующую основную часть, в которую интегрировано электрическое соединение для контактирования статорного провода. Это контактирование создается в виде штекерного соединения и/или с помощью сквозных контактирований.
Выложенная заявка EP 3 297 131 A1 описывает статор для электрической вращающейся машины, который имеет пакет листов статора, имеющий катушечные стержни и по меньшей мере одну плату лобовой части статорной обмотки, имеющую изолирующую основную часть. Чтобы уменьшить осевую длину статора, предлагается, чтобы в изолирующую основную часть были интегрированы проводящие дорожки, при этом указанная по меньшей мере одна плата лобовой части статорной обмотки опирается на торцевую сторону пакета листов статора, и при этом проводящие дорожки соединены с катушечными стержнями посредством материала.
В основе изобретения лежит задача, предложить систему лобовой части обмотки для электрической вращающейся машины, которая может изготавливаться проще и экономичнее по сравнению с уровнем техники.
Решение задачи получается, например, у системы лобовой части обмотки по п.1 формулы изобретения, у статора по п.13 формулы изобретения, у электрической вращающейся машины по п.15 формулы изобретения или, соответственно, при способе по п.16 формулы изобретения. Возможные варианты осуществления изобретения получаются, например, по пп.2-12, 14, 15 или, соответственно, 17-26 формулы изобретения.
Задача в соответствии с изобретением решается с помощью системы головной части обмотки для электрической вращающейся машины, имеющей по меньшей мере одну основную часть и несколько проводов из первого металлического материала, при этом основная часть включает в себя, то есть имеет, электропроводящий материал, имеющий электроизолирующее покрытие, при этом провода через электроизолирующее покрытие соединены с основной частью, при этом провода нанесены на электроизолирующее покрытие посредством первого аддитивного способа изготовления.
Помимо этого, задача в соответствии с изобретением решается с помощью статора для электрической вращающейся машины, который имеет проводящий магнитное поле статорный элемент и по меньшей мере одну такую систему лобовой части обмотки.
Далее, задача в соответствии с изобретением решается с помощью электрической вращающейся машины, имеющей по меньшей мере один такой статор.
Кроме того, задача в соответствии с изобретением решается с помощью способа изготовления системы лобовой части обмотки для электрической вращающейся машины, при этом основная часть изготавливается путем по меньшей мере частичного покрытия электропроводящего материала электроизолирующим покрытием, при этом несколько проводов из первого металлического материала соединяются с основной частью таким образом, что провода наносятся на электроизолирующее покрытие посредством первого аддитивного способа изготовления.
Приведенные ниже в связи с системой лобовой части обмотки преимущества и предпочтительные варианты осуществления могут переноситься по смыслу на статор, электрическую вращающуюся машину и способ.
В основе изобретения лежит, в частности, рассуждение о том, чтобы оптимизировать изготовление системы лобовой части обмотки путем применения аддитивного способа изготовления, при этом провода наносятся на основную часть посредством первого аддитивного способа изготовления. Аддитивными способами изготовления являются, например, трехмерная печать, трафаретная печать или способы термического напыления. Аддитивный способ изготовления делает возможной реализацию сложных и компактных структур. Когда на основную часть наносят электроизолирующее покрытие, например, из керамического материала, то для основной части может применяться электропроводящий материал, например, металл, электропроводящая керамика или электропроводящий пластик. Этот электропроводящий материал имеет при температуре помещения электрическую проводимость по меньшей мере 1,0 МСм/м. Изолирующее покрытие, в отличие от этого, имеет удельное электрическое сопротивление по меньшей мере 1010 Ом∙см. Основная часть из электропроводящего материала, например, из алюминия, оказывается, например, более крепкой при аддитивном нанесении проводов, может легче и/или с более высокой точностью обрабатываться, например, фрезерованием с ЧПУ, и более экономична в механической обработке.
В одном из вариантов осуществления электроизолирующее покрытие изготовлено путем анодирования второго металлического материала. Под анодированием следует понимать контролируемое окислительное преобразование какого-либо, в частности металлического, материала. Анодирование проводится, например, посредством электролиза в водном растворе. Второй металлический материал представляет собой, например, алюминий или бериллий. Например, второй металлический материал наносится на основную часть и затем анодируется с получением гомогенного и прочного на пробой электроизолирующего слоя оксида металла, например, из оксида алюминия или оксида бериллия. Так провода путем анодирования просто и экономично электроизолирующим образом соединяются с основной частью.
В другом варианте осуществления основная часть изготовлена из второго металлического материала, а электроизолирующее покрытие основной части изготовлено путем анодирования второго металлического материала. Например, основная часть изготовлена из алюминия, при этом поверхность основной части из алюминия анодируется или, соответственно, анодирована с получением электроизолирующего покрытия из алюминия. Наряду с простым и экономичным изготовлением путем анодирования основная часть, благодаря соединению за посредством материала между вторым металлическим материалом и электроизолирующим покрытием, является механически очень крепкой.
Другой вариант осуществления предусматривает, что провода напылены на электроизолирующее покрытие посредством первого способа термического напыления, в частности посредством холодного газодинамического напыления. Способами термического напыления являются, например, электродуговое напыление, плазменное напыление, газопламенное напыление или холодное газодинамическое напыление. С помощью способа термического напыления толстые, по сравнению с другими аддитивными способами изготовления, слои, например, в миллиметровом диапазоне и в сантиметровом диапазоне, могут изготавливаться за короткое время и с большой геометрической гибкостью. Таким образом, благодаря способу термического напыления процесс изготовления становится проще и экономичнее.
В одном из вариантов осуществления электроизолирующее покрытие имеет по существу постоянную первую толщину в пределах от 150 мкм до 1000 мкм. По существу постоянная толщина имеет отклонение толщины слоя по большей мере ±10%, в частности ±5%. Благодаря такой толщине слоя достигается достаточная изоляция и пробойная прочность.
Другой вариант осуществления предусматривает, что провода имеют электроизолирующее покрытие проводов, которое изготовлено путем анодирования. Благодаря анодированию изоляция проводов может наноситься просто и экономично даже у сложных систем проводов.
В одном из вариантов осуществления на провода аддитивно нанесен третий металлический материал, в частности посредством холодного газодинамического напыления, при этом электроизолирующее покрытие проводов изготовлено путем по меньшей мере частичного анодирования этого третьего металлического материала. Например, провода изготовлены из меди, и на провода наносится алюминий, который анодируется с получением электроизолирующего покрытия проводов из оксида алюминия. Это предпочтительно, так как достигается как оптимальная проводимость проводов, так и оптимальная изоляция и пробойная прочность электроизолирующего покрытия проводов.
В другом варианте осуществления провода соединены с электроизолирующим покрытием каждый по меньшей мере через один промежуточный слой. Этот промежуточный слой изготовлен, например, из серебра, алюминия, сурьмы, магния, олова, цинка, свинца, тантала или из их смеси и/или по меньшей мере из одного сплава. Благодаря такому промежуточному слою избегают повреждения электроизолирующего покрытия при нанесении на провода.
Еще в одном варианте осуществления промежуточный слой нанесен на электроизолирующее покрытие посредством второго аддитивного способа изготовления, причем этот второй аддитивный способ изготовления отличается от первого аддитивного способа изготовления. В то время как металлический материал проводов имеет наибольшую возможную электрическую проводимость, материал промежуточного слоя пригоден для того, чтобы образовывать механически и термически стабильное соединение между электроизолирующим покрытием основной части и соответствующими проводами. В частности, этот второй аддитивный способ изготовления оптимизирован в отношении бережного нанесения промежуточного слоя на электроизолирующее покрытие. Помимо этого, промежуточный слой напыляется аддитивным способом изготовления для реализации непрерывного и единообразного способа изготовления.
Другой вариант осуществления предусматривает, что первый аддитивный способ изготовления представляет собой первый способ термического напыления, при этом второй аддитивный способ изготовления представляет собой второй способ термического напыления, при этом второй способ термического напыления отличается от первого способа термического напыления скоростью и/или размером частиц. Например, при применении мягкого материала, такого как олово, требуется более низкая кинетическая энергия, чтобы твердотельные частицы при попадании образовывали плотный, прочно прилипающий слой. Благодаря этому избегают повреждений электроизолирующего покрытия основной части.
Еще в одном варианте осуществления промежуточный слой по меньшей мере частично расположен в пазах основной части, причем эти пазы основной части имеют профилирование, посредством которого создается соединение с геометрическим замыканием. Например, это профилирование выполнено в форме ласточкина хвоста или в T-образной форме. Этим профилированием стабилизируется соединение с геометрическим замыканием. Благодаря расположению в пазах промежуточный слой защищен от внешних влияний.
В одном из вариантов осуществления несколько проводов соединены с основной частью механически, термически стабильно.
То есть при эксплуатации электрической вращающейся машины механическое соединение является термически стабильным, что означает, что соединение не разъединяется при допустимой эксплуатации электрической вращающейся машины.
Это механическое соединение является, в частности, соединением посредством материала, при этом механическое соединение между проводами и основной частью получается, в частности через электроизолирующее покрытие и/или по меньшей мере один промежуточный слой. То есть это механическое соединение обеспечено также опосредованно через электроизолирующее покрытие и/или по меньшей мере один промежуточный слой.
Далее изобретение описывается и поясняется подробнее на примерах осуществления, изображенных на фигурах.
Фиг.1: продольное сечение электрической вращающейся машины;
фиг.2: трехмерное изображение системы лобовой части обмотки для электрической вращающейся машины;
фиг.3: увеличенное поперечное сечение первого варианта осуществления системы лобовой части обмотки;
фиг.4: поперечное сечение проводов первого варианта осуществления системы лобовой части обмотки;
фиг.5: поперечное сечение проводов второго варианта осуществления системы лобовой части обмотки;
фиг.6: поперечное сечение проводов третьего варианта осуществления системы лобовой части обмотки;
фиг.7: поперечное сечение проводов четвертого варианта осуществления системы лобовой части обмотки.
В поясняемых далее примерах осуществления речь идет о предпочтительных вариантах осуществления изобретения. В этих примерах осуществления описанные компоненты вариантов осуществления представляют собой каждый отдельные, рассматриваемые независимо друг от друга признаки изобретения, каждый из которых также независимо друг от друга совершенствуют изобретение и вместе с тем также должны рассматриваться как составная часть изобретения по отдельности или в комбинации, отличающейся от показанной. Также описанные варианты осуществления могут дополняться и другими из уже описанных признаков изобретения.
Одинаковые ссылочные обозначения на разных фигурах имеют одинаковое значение.
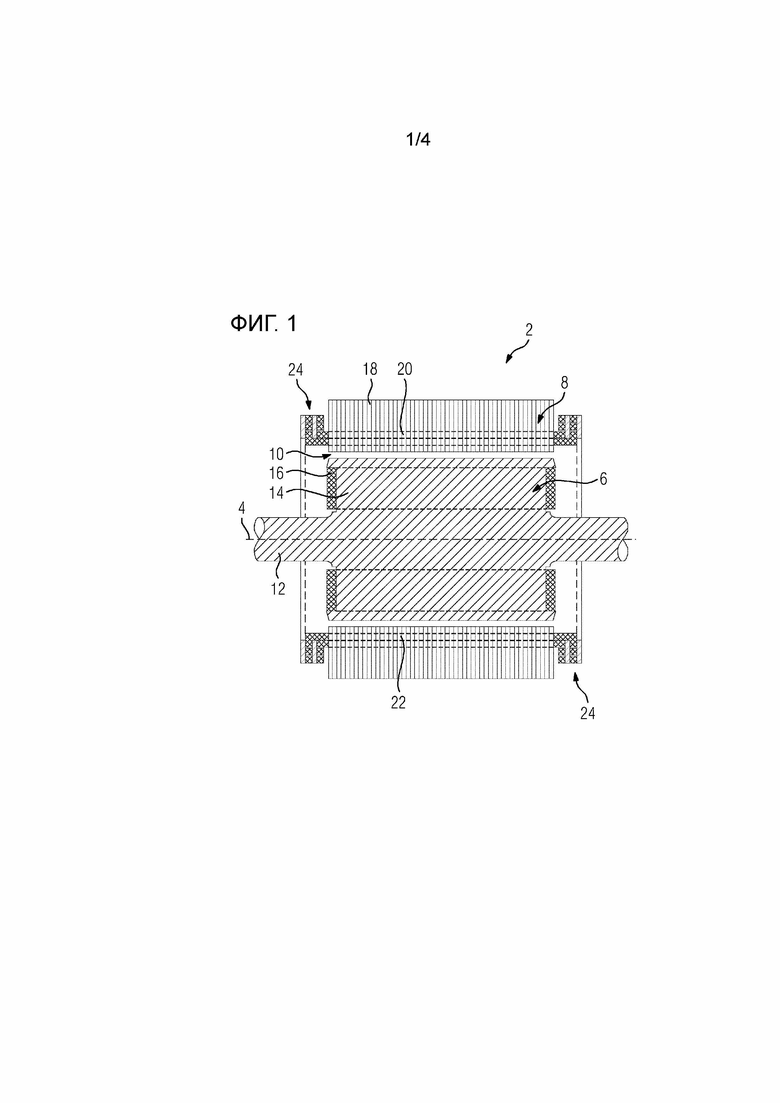
На фиг.1 показано продольное сечение электрической вращающейся машины 2, которая в качестве примера выполнена в виде синхронной машины. Эта синхронная машина имеет вращающийся вокруг оси 4 вращения ротор 6, который для примера выполнен в виде ротора с выступающими полюсами, и статор 8, окружающий этот ротор 6. Между ротором 6 и статором 8 находится зазор 10, который, в частности, выполнен в виде воздушного зазора. Ось 4 вращения задает осевое направление, радиальное направление и окружное направление. Ротор 6 включает в себя вал 12 и выступающие полюса 14, имеющие обмотку 16 возбуждения. Альтернативно ротор 6 имеет постоянные магниты или короткозамкнутую клетку.
Статор 8 включает в себя проводящий магнитное поле, в частности подавляющий вихревые токи статорный элемент 18, который, например, выполнен в виде пакета листов, и статорную обмотку 20. Эта статорная обмотка 20 включает в себя катушечные стержни 22, которые изготовлены, например, из меди и в осевом направлении проходят через проводящий магнитное поле статорный элемент 18. Осевые концы катушечных стержней 22 соединены каждый с системой 24 лобовой части обмотки. Подключения статорной обмотки 20, например, к клеммной коробке, в целях обзорности не изображены.
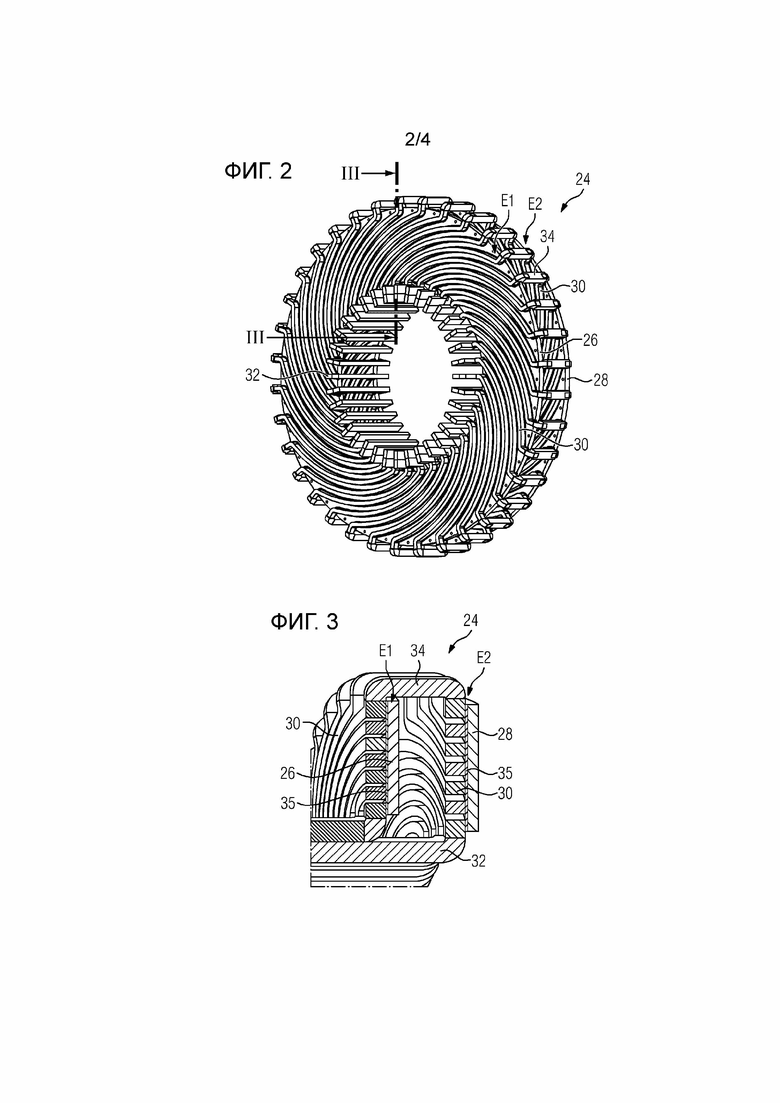
На фиг.2 показано трехмерное изображение системы 24 лобовой части обмотки для электрической вращающейся машины 2. Система 24 лобовой части обмотки включает в себя в качестве примера два расположенных в осевом направлении друг за другом уровня E1, E2, имеющих каждый основную часть 26, 28. Система 24 лобовой части обмотки предусмотрена для двухслойной обмотки. Основная часть 26, 28 имеет по существу полую цилиндрическую форму. Каждый уровень укомплектован несколькими проводами 30, причем эти провода 30 соединены с соответствующей основной частью 26, 28. Провода 30 имеют в качестве примера прямоугольное или квадратное поперечное сечение провода и изготовлены из первого металлического материала, например, меди, имеющего проводимость по меньшей мере 50 МСм/м. У проводов 30 расположены металлические соединительные участки 32 для создания соединения проводов 30 с соответствующими катушечными стержнями 22. Помимо этого, провода 30 каждого из уровней E1, E2 соединены посредством электропроводящих соединительных элементов 34. Например, эти соединительные элементы 34 изготовлены из меди. В остальном исполнение системы 24 лобовой части обмотки на фиг.2 соответствует исполнению на фиг.1.
На фиг.3 показано увеличенное поперечное сечение первого варианта осуществления системы 24 лобовой части обмотки. Основные части 26, 28 изготовлены из электропроводящего материала, например, второго металлического материала, такого как алюминий, причем этот электропроводящий материал включает в себя электроизолирующее покрытие 35.
Провода 30 изготовлены из электропроводящих твердотельных частиц, которые посредством первого способа термического напыления, в частности посредством холодного газодинамического напыления, напыляются на электроизолирующее покрытие 35 каждой основной части 26, 28. Эти электропроводящие твердотельные частицы содержат, например, медь, причем посредством первого способа термического напыления достигается электрическая проводимость по меньшей мере 50 МСм/м. Благодаря изолирующему покрытию 35 провода 30 расположены, будучи изолированы от электропроводящего материала каждой основной части 26, 28, и соединены с ней через изолирующее покрытие 35. В остальном исполнение системы 24 лобовой части обмотки на фиг.3 соответствует исполнению на фиг.2.
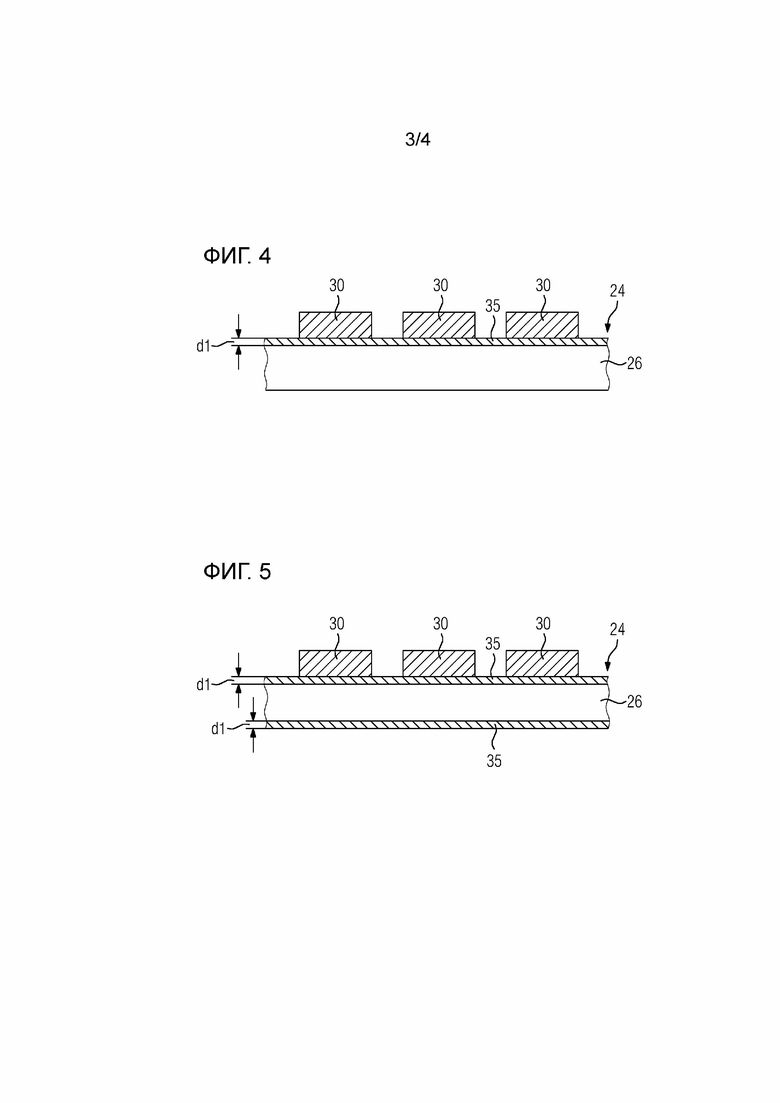
На фиг.4 показано поперечное сечение проводов 30 первого варианта осуществления системы 24 лобовой части обмотки, которые соединены с основной частью 26. Основная часть 26 изготовлена из электропроводящего материала и включает в себя на обращенной к проводам 30 поверхности электроизолирующее покрытие 35, через которое провода 30 соединены с основной частью 26. Благодаря электроизолирующему покрытию 35 предотвращается короткое замыкание проводов 30 на электропроводящий материал основной части 26. Электроизолирующее покрытие 35 имеет по существу постоянную первую толщину d1 в пределах от 150 мкм до 1000 мкм, в частности от 200 мкм до 500 мкм. Например, основная часть 26 изготовлена из второго металлического материала, в частности из алюминия. Электроизолирующее покрытие 35 изготовлено путем анодирования, то есть путем контролируемого окислительного преобразования, второго металлического материала. Анодирование проводится, например, посредством электролиза в водном растворе. При анодировании поверхности алюминия образуется гомогенный и прочный на пробой слой оксида алюминия, через который провода 30 электроизолированным образом соединены с основной частью 26. В остальном исполнение системы 24 лобовой части обмотки на фиг.4 соответствует исполнению на фиг.3.
На фиг.5 показано поперечное сечение проводов 30 второго варианта осуществления системы 24 лобовой части обмотки. Поверхность основной части 26 на фиг.5 по существу полностью анодирована, так что на всей поверхности основной части 26 выполнено гомогенное и прочное на пробой изолирующее покрытие 35. В остальном исполнение системы 24 лобовой части обмотки на фиг.5 соответствует исполнению на фиг.4.
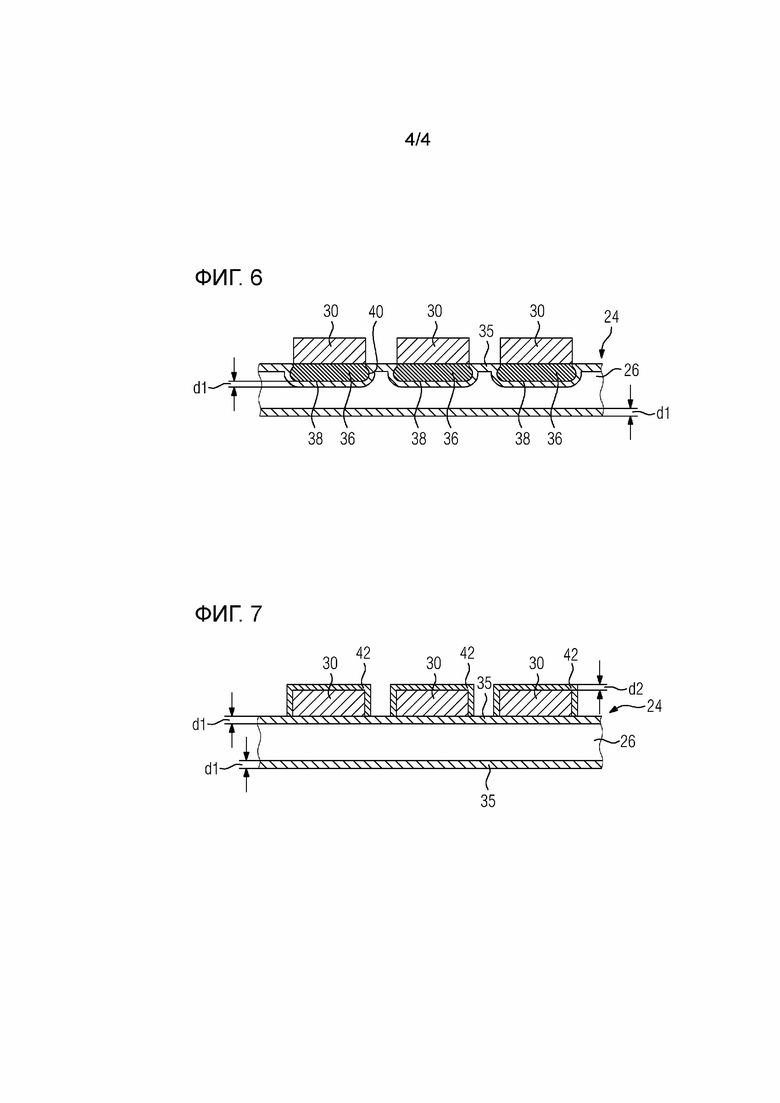
На фиг.6 показано поперечное сечение проводов 30 третьего варианта осуществления системы 24 лобовой части обмотки, при этом провода 30 соединены каждый с основной частью 26 через промежуточный слой 36, причем этот промежуточный слой 36 образует фундамент для проводов и соединен с каждой изолирующей основной частью 26, 28 посредством соединения с геометрическим замыканием. Промежуточный слой 36 расположен соответственно в пазах 38 основной части 26, при этом промежуточный слой 36 заканчивается по существу заподлицо с обращенной к проводам 30 поверхностью основной части 26. Поверхность основной части 26 анодирована также внутри пазов 38, так что на всей поверхности основной части 26 выполнено гомогенное и прочное на пробой изолирующее покрытие 35. Снабженные покрытием пазы 38 имеют профилирование 40, посредством которого создается соединение с геометрическим замыканием с изолирующей основной частью 26. В частности, паз 38 профилирован, сужаясь наружу, чтобы обеспечивать соединение с геометрическим замыканием каждого промежуточного слоя 36 с изолирующей основной частью 26. Например, паз 38 выполнен в виде T-образного паза или в виде паза в форме ласточкина хвоста. Промежуточный слой 36 изготовлен из материала, который отличается от первого металлического материала проводов 30 и от второго металлического материала основной части. Промежуточный слой 36 изготовлен, например, из серебра, алюминия, сурьмы, магния, олова, цинка, свинца, тантала или из их смеси и/или по меньшей мере из одного сплава. Опционально промежуточный слой 36 имеет дополнительные наполнители, такие как, например, какой-либо керамический материал.
Промежуточный слой 36 напыляется на изолирующее покрытие основной части 26 посредством второго способа термического напыления, в частности посредством холодного газодинамического напыления. Чтобы, несмотря на профилирование 40, гомогенно заполнять паз 38, частицы второго способа термического напыления распыляются в каждый паз 38 из различных направлений. Альтернативно промежуточный слой 36 вводится в пазы 38 иным образом, например, путем заливки или гальваническим способом.
Провода 30 напыляются на промежуточный слой 36 посредством первого способа термического напыления, в частности посредством холодного газодинамического напыления. В частности, при применении частиц из меди, которые напыляются на промежуточный слой 36 посредством холодного газодинамического напыления, промежуточный слой 36 обеспечивает возможность лучшего прилипания и большей плотности частиц, так как частицы могут напыляться на промежуточный слой 36 с большей скоростью, чем на изолирующее покрытие 35 основной части 26. В остальном исполнение системы 24 лобовой части обмотки на фиг.6 соответствует исполнению на фиг.5.
На фиг.7 показано поперечное сечение проводов 30 четвертого варианта осуществления системы 24 лобовой части обмотки. Провода 30, которые изготовлены из меди, имеют электроизолирующее покрытие 42 проводов, которое имеет вторую толщину d2 в пределах от 150 мкм до 1000 мкм, в частности от 200 мкм до 500 мкм, и изготавливается путем анодирования.
При изготовлении электроизолирующего покрытия 42 проводов на медные провода 30 напыляется третий металлический материал, в частности посредством холодного газодинамического напыления, причем этот третий металлический материал содержит, например, алюминий. Благодаря по меньшей мере частичному анодированию третьего металлического материала, например, контролируемому окислительному преобразованию алюминия в оксид алюминия, образуется гомогенное прочное на пробой изолирующее покрытие 42 проводов. В остальном исполнение системы 24 лобовой части обмотки на фиг.7 соответствует исполнению на фиг.5.
Итак, изобретение касается системы 24 лобовой части обмотки для электрической вращающейся машины. Чтобы предложить систему 24 лобовой части обмотки, которая может изготавливаться проще и экономичнее по сравнению с уровнем техники, предлагается, чтобы система 24 головной части обмотки имела по меньшей мере одну основную часть 26, 28 и несколько проводов 30 из первого металлического материала, при этом основная часть 26, 28 включает в себя электропроводящий материал, имеющий электроизолирующее покрытие 35, при этом провода 30 через электроизолирующее покрытие 35 соединены с основной частью 26, 28, и при этом провода 30 нанесены на электроизолирующее покрытие 35 посредством первого аддитивного способа изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ ЛОБОВОЙ ЧАСТИ ОБМОТКИ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2019 |
|
RU2772303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ДЛЯ ВРАЩАЮЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2019 |
|
RU2760203C1 |
| Обмотка статора электрической машины | 2024 |
|
RU2839280C1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2018 |
|
RU2728542C1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2017 |
|
RU2707883C1 |
| СТАТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ ВРАЩАЮЩЕЙСЯ МАШИНЫ | 2018 |
|
RU2725183C1 |
| ИЗГОТОВЛЕНИЕ КОНДЕНСАТОРНОЙ СЕРДЦЕВИНЫ СИЛОВОЙ ВТУЛКИ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2018 |
|
RU2732855C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ ИЗМЕРИТЕЛЬНЫЙ ЗОНД С ПОТЕНЦИАЛЬНО СВОБОДНО РАСПОЛОЖЕННЫМ ЧУВСТВИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2138800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОГО АКТИВНОГО ЭЛЕМЕНТА СТАТОРА МОМЕНТНОГО ДВИГАТЕЛЯ | 2019 |
|
RU2713217C1 |
| НАРУЖНАЯ ПРОТИВОКОРОННАЯ ЗАЩИТА ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2562231C1 |
Изобретение относится к электротехнике. Технический результат заключается в упрощении изготовления лобовой части электрической вращающейся машины. Система (24) лобовой части обмотки для электрической вращающейся машины имеет по меньшей мере одну основную часть (26, 28) и множество проводов (30) из первого металлического материала. Основная часть (26, 28) включает в себя электропроводящий материал, имеющий электроизолирующее покрытие (35). Провода (30) через электроизолирующее покрытие (35) соединены с основной частью (26, 28). Провода (30) нанесены на электроизолирующее покрытие (35) посредством первого аддитивного способа изготовления. 4 н. и 22 з.п. ф-лы, 7 ил.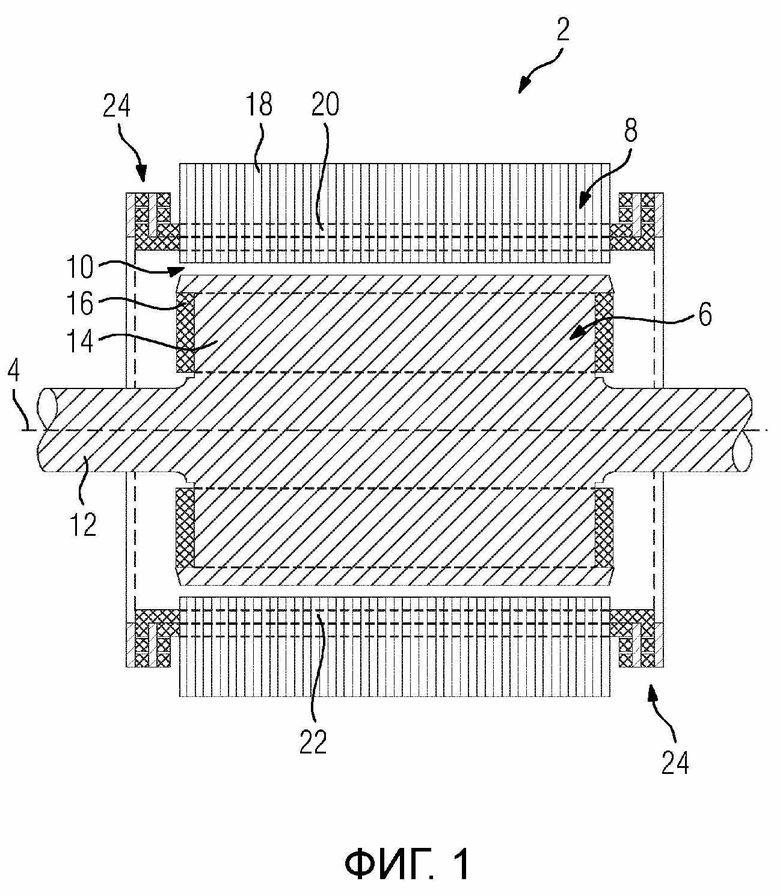
1. Система (24) лобовой части обмотки для электрической вращающейся машины, имеющая по меньшей мере одну основную часть (26, 28) и множество проводов (30) из первого металлического материала,
при этом основная часть (26, 28) включает в себя электропроводящий материал, имеющий электроизолирующее покрытие (35),
при этом провода (30) через электроизолирующее покрытие (35) соединены с основной частью (26, 28),
при этом провода (30) нанесены на электроизолирующее покрытие (35) посредством первого аддитивного способа изготовления.
2. Система (24) лобовой части обмотки по п.1,
при этом электроизолирующее покрытие (35) изготовлено путем анодирования второго металлического материала.
3. Система (24) лобовой части обмотки по одному из пп.1 или 2,
при этом основная часть (26, 28) изготовлена из второго металлического материала, и
при этом электроизолирующее покрытие (35) основной части (26, 28) изготовлено путем анодирования второго металлического материала.
4. Система (24) лобовой части обмотки по одному из предыдущих пунктов,
при этом провода (30) напылены на электроизолирующее покрытие (35) посредством первого способа термического напыления, в частности посредством холодного газодинамического напыления.
5. Система (24) лобовой части обмотки по одному из предыдущих пунктов,
при этом электроизолирующее покрытие (35) имеет по существу постоянную первую толщину (d1) в пределах от 150 мкм до 1000 мкм.
6. Система (24) лобовой части обмотки по одному из предыдущих пунктов,
при этом провода (30) имеют электроизолирующее покрытие (42) проводов, которое изготовлено путем анодирования.
7. Система (24) лобовой части обмотки по п.6,
при этом на провода (30) аддитивно нанесен третий металлический материал, в частности, посредством холодного газодинамического напыления, и
при этом электроизолирующее покрытие (42) проводов изготовлено путем по меньшей мере частичного анодирования третьего металлического материала.
8. Система (24) лобовой части обмотки по одному из предыдущих пунктов,
при этом провода (30) соединены с электроизолирующим покрытием (35) каждый по меньшей мере через один промежуточный слой (36).
9. Система (24) лобовой части обмотки по п.8,
при этом промежуточный слой (36) нанесен на электроизолирующее покрытие (35) посредством второго аддитивного способа изготовления,
причем второй аддитивный способ изготовления отличается от первого аддитивного способа изготовления.
10. Система (24) лобовой части обмотки по п.9,
при этом первый аддитивный способ изготовления представляет собой первый способ термического напыления,
при этом второй аддитивный способ изготовления представляет собой второй способ термического напыления,
при этом второй способ термического напыления отличается от первого способа термического напыления скоростью и/или размером частиц.
11. Система (24) лобовой части обмотки по одному из пп. 8-10,
при этом промежуточный слой (36) по меньшей мере частично расположен в пазах (38) основной части (26, 28),
причем пазы (38) основной части (26) имеют профилирование (40), посредством которого создается соединение с геометрическим замыканием.
12. Система (24) лобовой части обмотки по одному из пп.1-11,
при этом множество проводов (30) соединены с основной частью (26, 28) механически, термически стабильно.
13. Статор для электрической вращающейся машины (2), который имеет проводящий магнитное поле статорный элемент (18) и по меньшей мере одну систему (24) лобовой части обмотки по одному из пп.1-12.
14. Статор (8) по п.11,
который имеет катушечные стержни (22), расположенные и по меньшей мере частично проходящие в проводящем магнитное поле статорном элементе (18) и соединенные с проводами (30) системы (24) лобовой части обмотки,
причем провода (30) расположены по существу перпендикулярно катушечным стержням (22).
15. Электрическая вращающаяся машина (2), имеющая по меньшей мере один статор (8) по одному из пп.12 или 14.
16. Способ изготовления системы (24) лобовой части обмотки для электрической вращающейся машины (2),
при этом основную часть (26, 28) изготавливают путем по меньшей мере частичного покрытия электропроводящего материала электроизолирующим покрытием (35),
при этом множество проводов (30) из первого металлического материала соединяют с основной частью (26, 28) таким образом, что провода (30) наносятся на электроизолирующее покрытие (35) посредством первого аддитивного способа изготовления.
17. Способ по п.16,
при этом электроизолирующее покрытие (35) изготавливают путем анодирования второго металлического материала.
18. Способ по п.17,
при этом основную часть (26, 28) изготавливают из второго металлического материала, и
при этом электроизолирующее покрытие (35) основной части (26, 28) изготавливают путем анодирования второго металлического материала.
19. Способ по одному из пп.16-18,
при этом провода (30) напыляют на электроизолирующее покрытие (35) посредством первого способа термического напыления, в частности посредством холодного газодинамического напыления.
20. Способ по одному из пп.16-19,
при этом провода изолируют электроизолирующим покрытием (42) проводов,
которое изготавливают путем анодирования.
21. Способ по п.20,
при этом на провода (30) аддитивно наносят третий металлический материал, в частности, посредством холодного газодинамического напыления, и
при этом электроизолирующее покрытие (42) проводов изготавливают путем по меньшей мере частичного анодирования третьего металлического материала.
22. Способ по одному из пп.16-21,
при этом провода (30) соединяют с электроизолирующим покрытием (35) каждый по меньшей мере через один промежуточный слой (36).
23. Способ по п.22,
при этом промежуточный слой (36) наносят на электроизолирующее покрытие (35) посредством второго аддитивного способа изготовления,
при этом второй способ термического напыления отличается от первого способа термического напыления.
24. Способ по п.21,
при этом первый аддитивный способ изготовления представляет собой первый способ термического напыления,
при этом второй аддитивный способ изготовления представляет собой второй способ термического напыления,
при этом второй способ термического напыления отличается от первого способа термического напыления скоростью и/или размером частиц.
25. Способ по одному из пп.22-24,
при этом промежуточный слой (36) по меньшей мере частично располагается в пазах (38) основной части (26, 28), причем пазы (38) основной части (26) имеют профилирование (40), посредством которого создается соединение с геометрическим замыканием.
26. Способ по одному из пп.22-25,
при этом систему (24) лобовой части обмотки изготавливают по одному из пп.1-12.
| US 2018323685 A1, 08.11.2018 | |||
| WO 2018050331 A1, 22.03.2018 | |||
| WO 2018153745 A1, 30.08.2018 | |||
| Устройство для передачи штучных грузов с приводного рольганга | 1976 |
|
SU670508A1 |
| РОТАЦИОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С АКСИАЛЬНЫМ ПОЛЕМ | 2004 |
|
RU2294588C2 |

