ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления конденсаторной сердцевины электрической силовой втулки.
УРОВЕНЬ ТЕХНИКИ
На рынке присутствуют разнообразные технологии аддитивного производства (также именуемого 3D–печатью), позволяющие изготавливать адаптированные для потребителя компоненты слой за слоем из разных материалов (например, металла, керамики, пластмассы и композитов). В последние годы скорость производства (объем/ч) и размер камеры изготовления значительно увеличился. Например, новая быстрая машина моделирования методом послойного наплавления (FDM), использующая стандартную термопластическую смолу, является более экономичной.
Наблюдается общая тенденция замены эпоксидной изоляции в высоковольтной (HV) изоляции. Одним примером является литье под давлением термопластического материала. Однако литье под давлением затруднено для более толстых изоляторов.
Существует много HV устройств с изоляцией на эпоксидной основе (с пропиткой), которые имеют проводящие части, например, силовые втулки. Необходимо несколько этапов процесса, например, намотка, высушивание, вакуумная пропитка и отверждение жидкой эпоксидной смолы для формирования сплошных изолирующих тел без пустот. В альтернативном производственном процессе для сухих втулок используется намоточная полимерная пленка. Стоимость полимерной пленки в расчете на килограмм выше, чем стоимость смолы, что снижает экономичность процесса.
Втулка представляет собой пустотелый электрический изолятор, через который может проходить проводник. Втулки используются при необходимости проведения высоковольтных линий через стену или другую поверхность, на коммутационной аппаратуре, трансформаторах, автоматических выключателях и другом высоковольтном оборудовании. Втулка используется, например, для прохождения высоковольтной линии из маслонаполненного трансформатора, и в этом случае втулка является втулкой "масло - воздух", часть которой погружена в масло, залитое в трансформатор, и другая часть находится в воздухе за пределами трансформатора. Другие втулки являются втулками "воздух - воздух", например, для прохождения высоковольтных линий через стену.
Конденсаторная сердцевина силовой втулки содержит электроизолирующий материал, в котором имеются электропроводящие листы для сглаживания электрического поля, создаваемого HV проводником, проходящим через конденсаторную сердцевину.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Компоненты, выполненные посредством аддитивного производства (3D–печати), обычно являются достаточно пористыми, что делает их непригодными для использования в качестве HV изоляции, если пустоты не наполнены (пропитаны) электроизолирующей текучей средой, например, жидкостью, например, маслом или эпоксидной смолой, которая затем отверждается для формирования твердого тела.
В настоящее время известно, что пригодные средневольтные (MV), например, свыше 1 кВ, или высоковольтные (HV), например, свыше 72,5 кВ, изоляторы, например, в форме конденсаторной сердцевины, в силовой втулке можно получить без необходимости в пропитке изолирующей текучей средой, путем использования аддитивного производства совместно с последующим этапом отверждения при повышенных температуре и давлении. При повышенной температуре, электроизолирующий материал размягчается, позволяя повышенному давлению отверждать полученный 3D–печатью изолятор (например, конденсаторную сердцевину), устраняя любые газонаполненные (обычно наполненные воздухом) полости, сформированные в изоляторе в ходе аддитивного производства, снижая опасность пробоя изолирующего материала или частичных разрядов.
Согласно аспекту настоящего изобретения, предложен способ изготовления электрического силового устройства содержащего изолятор. Способ содержит, посредством аддитивного производства, нанесение полимерного изолирующего материала в устройстве, для формирования изолятора в упомянутом устройстве. Способ также содержит, на последующем этапе отверждения, воздействие на изолятор повышенными температурой и давлением в течение заданного периода времени для отверждения изолятора.
В некоторых вариантах осуществления изолятор выполнен в форме конденсаторной сердцевины. Такая конденсаторная сердцевина может, например, быть изготовлена в соответствии с вариантом осуществления способа, согласно изобретению, для изготовления конденсаторной сердцевины электрического силового устройства, например, средне– или высоковольтной силовой втулки. Способ может содержать, посредством аддитивного производства, нанесение внутреннего концентрического слоя конденсаторной сердцевины, из полимерного изолирующего материала вокруг и вдоль продольного сквозного отверстия устройства. Способ также может содержать нанесение первого из множества концентрических промежуточных слоев электропроводящего материала поверх внутреннего слоя, вокруг и вдоль продольного сквозного отверстия. Способ также может содержать, посредством аддитивного производства, нанесение наружного концентрического слоя конденсаторной сердцевины, из полимерного изолирующего материала поверх второго из множества концентрических промежуточных слоев, вокруг и вдоль продольного сквозного отверстия. Способ также может содержать воздействие на конденсаторную сердцевину повышенными температурой и давлением в течение заданного периода времени для отверждения конденсаторной сердцевины.
Согласно другому аспекту настоящего изобретения, предложена конденсаторная сердцевина, изготовленная как изолятор согласно варианту осуществления способа настоящего изобретения.
Согласно другому аспекту настоящего изобретения, предложена силовая втулка, содержащая конденсаторную сердцевину согласно варианту осуществления настоящего изобретения.
Согласно другому аспекту настоящего изобретения, предложен трансформатор в сборе, содержащий бак трансформатора, вмещающий в себя трансформатор и наполненный электроизолирующей жидкостью. Трансформатор в сборе также содержит втулку согласно варианту осуществления настоящего изобретения, проходящую через стенку бака трансформатора.
Следует отметить, что любой признак любого из аспектов может применяться к любому другому аспекту, во всех уместных случаях. Аналогично, любое преимущество любого из аспектов может применяться к любому из других аспектов. Другие задачи, особенности и преимущества прилагаемых вариантов осуществления будут очевидны из следующего подробного раскрытия, из прилагаемых зависимых пунктов формулы изобретения и из чертежей.
Как правило, все термины, используемые в формуле изобретения, должны интерпретироваться в соответствии с их обычным значением в области техники, если явно не указано обратное. Все ссылки на "элемент, устройство, компонент, средство, этап и т.д." следует рассматривать в целом, как относящиеся к по меньшей мере одному экземпляру элемента, устройства, компонента, средства, этапа и т.д., если явно не указано обратное. Этапы любого раскрытого здесь способа не обязаны осуществляться в конкретном раскрытом порядке, если явно не указано обратное. Термины “первый”, “второй” и т.д., используемые для различных признаков/компонентов настоящего изобретения, предназначены только для того, чтобы отличать признаки/компоненты от других аналогичных признаков/компонентов, но не назначать какой–либо порядок или иерархию признаков/компонентов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления будут описаны, только в порядке примера, со ссылкой на прилагаемые чертежи, на которых:
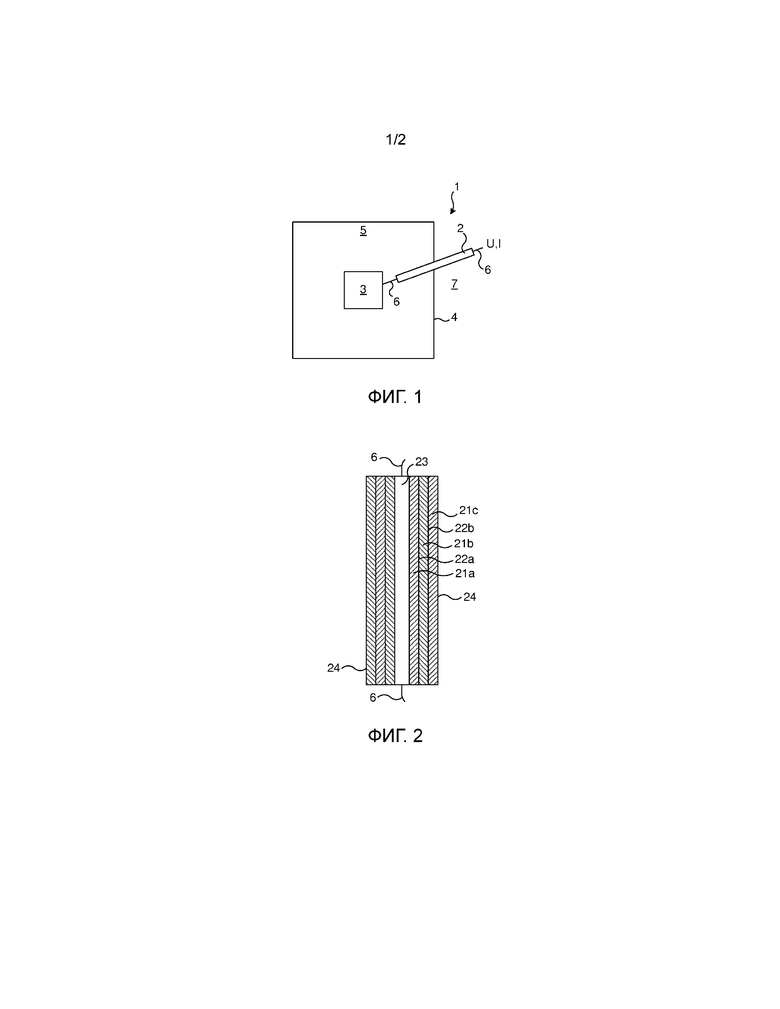
Фиг. 1 – вид сбоку в разрезе варианта осуществления трансформатора в сборе, содержащего HV втулку, в соответствии с настоящим изобретением.
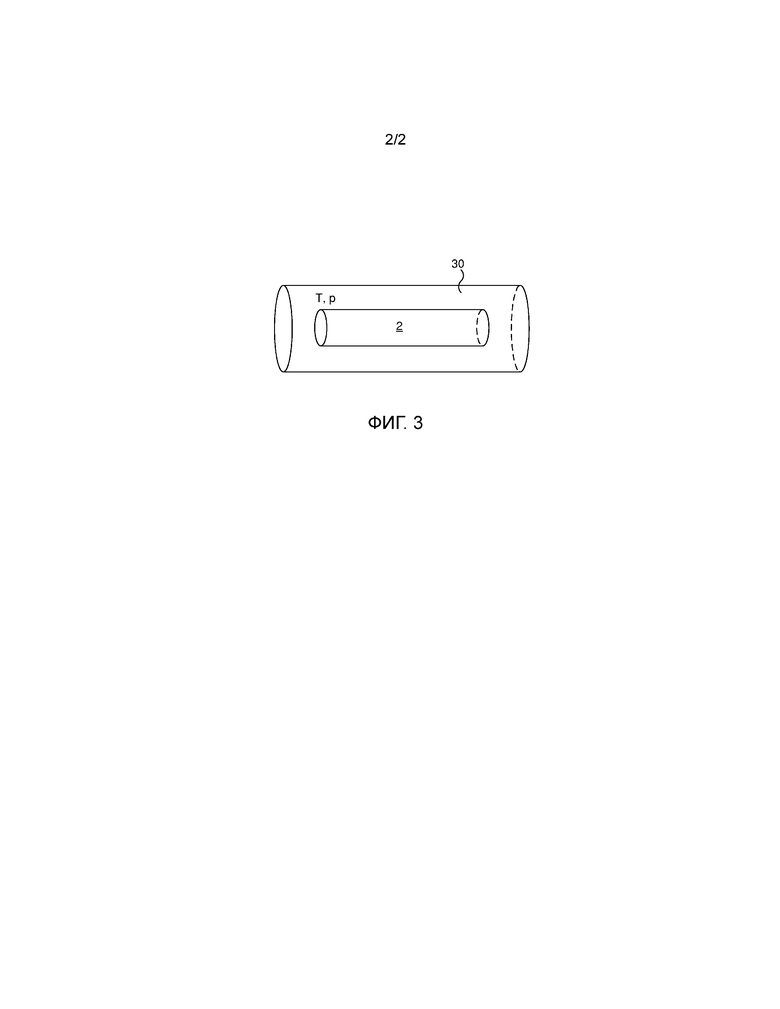
Фиг. 2 – вид сбоку в продольном разрезе варианта осуществления HV втулки, в соответствии с настоящим изобретением.
Фиг 3 – вид сбоку в продольном разрезе варианта осуществления камеры отверждения, в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Перейдем к более подробному описанию вариантов осуществления со ссылкой на прилагаемые чертежи, на которых показаны некоторые варианты осуществления. Однако в объеме настоящего изобретения возможны другие варианты осуществления во многих различных формах. Напротив, нижеследующие варианты осуществления приведены только в порядке примера для обеспечения широты и полноты этого раскрытия, с целью полностью донести объем изобретения до специалистов в данной области техники. Аналогичные ссылочные позиции обозначают аналогичные элементы на протяжении описания.
Изолятор представлен здесь как конденсаторная сердцевина, что предпочтительно в некоторых вариантах осуществления настоящего изобретения. Однако способ, согласно изобретению, также может использоваться для изготовления других типов электрических изоляторов, обычно для MV или (в особенности) HV силовых устройств. Примеры других HV и (в особенности) MV приложений вариантов осуществления настоящего изобретения включают в себя любой из втулки, опорного изолятора, плиты с направляющими втулками, внедренного полюса или моноблочного изолятора, например, для подстанций с газовой изоляцией (GIS) или подстанций с воздушной изоляцией (AIS).
Электрическое силовое устройство может, например, представлять собой втулку, измерительный трансформатор или кабельный наконечник, предпочтительно, втулку, например, HV втулку, которая используется здесь в порядке примера. Втулка согласно настоящему изобретению может использоваться для трансформатора, например, представленного здесь HV силового трансформатора, но втулка, согласно изобретению, альтернативно может использоваться для других электрических устройств, в особенности, наполненных газом или жидкостью (например, маслом) электрических устройств, например, электрических генераторов или переключателей.
Полимерный изолирующий материал представлен здесь как термопластический материал, что предпочтительно в некоторых вариантах осуществления, например, при использовании FDM (технология трехмерной печати, при которой построение объекта идет за счет расплавления нити пластика, которая через экструдер подается на рабочую поверхность), но в других вариантах осуществления, например, в зависимости от используемого метода аддитивного производства, можно использовать другие полимерные материалы, например, эластомерные или отверждаемые полимерные изолирующие материалы.
На фиг. 1 показана схема трансформатора 1 в сборе, где втулка 2, имеющая продольное сквозное отверстие, окруженное конденсаторной сердцевиной и наружной оболочкой, используется для пропускания электрического тока (I, U) в проводнике 6 через стенку бака 4 трансформатора в трансформатор 3. Бак 4 трансформатора (по меньшей мере частично) наполнен электроизолирующей, например, диэлектрической, текучей средой 5, благодаря чему, втулка проходит из изолирующей текучей среды 5 во внешнюю текучую среду (обычно воздух) за пределами бака 4. Трансформатор может быть маслонаполненным трансформатором, например, наполненным минеральным маслом или эфирным маслом. Трансформатор может быть высоковольтным силовым трансформатором, например, имеющим номинальное или рабочее напряжение по меньшей мере 50 кВ, например, в диапазоне 50-200 кВ, благодаря чему, высоковольтный ток протекает из трансформатора 3 через втулку 2 по проводнику 6, проходящему через сквозное отверстие втулки. Таким образом, втулка 2 может иметь внутреннюю, погруженную в масло часть на нижнем конце втулки внутри бака 4 трансформатора, и наружную часть в воздухе на верхнем конце втулки за пределами бака трансформатора. Втулка 2 может быть по меньшей мере частично наполнена текучей средой, обычно изолирующей текучей средой 5, но в соответствии с настоящим изобретением конденсаторная сердцевина отверждена и не нуждается в пропитке изолирующей текучей средой. Втулка, посредством связанного с ней проводника 6, может проводить ток, например, из обмотки трансформатора 3, через стенку бака 4 трансформатора, например, в воздушную линию электрической распределительной сети, причем втулка 2 изолирует ток от стенки и любой другой внешней конструкции.
Фиг. 2 иллюстрирует многослойную структуру конденсаторной сердцевины втулки 2. конденсаторную сердцевину можно рассматривать как образованную несколькими соосными цилиндрическими слоями, по существу, круглого поперечного сечения, слепленными друг с другом и расположенными один поверх другого, благодаря чему, множество изолирующих слоев 21, нанесенных методом аддитивного производства, формируется с проводящими промежуточными слоями 22 между ними. Можно использовать любое количество перемежающихся изолирующих слоев 21 и проводящих слоев 22, в зависимости от требований к втулке 2. В примере, приведенном на фиг. 2, показано сравнительно малое количество слоев 21 и 22: внутренний слой 21a из термопластического изолирующего материала, первый промежуточный слой 22a из электропроводящего материала, поверх внутреннего слоя 21a, средний слой 21b из термопластического изолирующего материала поверх первого промежуточного слоя 22a, второй промежуточный слой 22b из электропроводящего материала поверх среднего слоя 21b и наружный слой 21c из термопластического изолирующего материала поверх второго промежуточного слоя 22b.
Перемежающиеся слои 21 и 22 обычно слепляются друг с другом в ходе процесса изготовления. Слои 21 термопластического изолирующего материала наносятся, например, поверх проводящего промежуточного слоя 22, методом аддитивного производства, например FDM, который предпочтителен в силу возможности изготавливать методом 3D–печати крупные объекты за относительно короткое время. Электропроводящие промежуточные слои 22 также можно наносить, обычно при комнатной температуре, с использованием метода аддитивного производства, плазменного осаждения, физического или химического осаждения из паровой фазы, или посредством печати, например, струйной печати, или окрашивания, например кистью, на слое термопластического изолирующего материала, поверх которого он наносится.
Слои 21 и 22 формируются вокруг и вдоль центрального сквозного отверстия 23 втулки 2, через которое может проходить проводник 6. Сквозное отверстие 23 может быть образовано центральной трубой из электроизолирующего или проводящего материала, на которую, с использованием аддитивного производства, можно наносить внутренний слой 21a термопластического изолирующего материала. Если центральная труба выполнена из проводящего материала, например, меди или алюминия, центральная труба может образовывать часть проводника 6.
Наружный корпус или оболочка 24, например, из электроизолирующей керамики, может образовывать наружную поверхность втулки 2 за пределами конденсаторной сердцевины.
Рабочее напряжение устройства 2 может быть HV, по меньшей мере 30 или 50 кВ, например, в диапазоне 35–400 кВ, например, 35–170 кВ, например, для втулки 140–400 кВ, например, для кабельного наконечника, и это означает, что конденсаторная сердцевина сконфигурирована для рабочего напряжения втулки по меньшей мере 30 кВ, например, в диапазоне 35–400 кВ, например, 35–170 кВ или 140–400 кВ. Использование HV предъявляет дополнительные требования к конденсаторной сердцевине, которая должна быть приспособлена для сглаживания относительно сильного электрического поля и работы в условиях высоких температур.
Полимерный (например, термопластический) изолирующий материал имеет точку плавления Tm или температуру стеклования Tg выше рабочей температуры втулки, но ниже температуры, используемой для нанесения полимерного материала методом аддитивного производства. Рабочая температура втулки может составлять, например, по меньшей мере 100°C, например, по меньшей мере 120°C, и в этом случае полимерный (например, термопластический) материал может иметь Tm или Tg по меньшей мере 120°C. Метод аддитивного производства может содержать нанесение полимерного, например, термопластического, изолирующего материала при температуре по меньшей мере 150°C или по меньшей мере 200°C, например, по меньшей мере 250°C, и в этом случае полимерный материал может иметь Tm или Tg менее 250°C, например, менее 200°C или менее 150°C. Альтернативно, полимерный материал может иметь Tg, которая ниже, чем температуры, при которых нужно работать с полимерным материалом, например, менее –40°C.
Проводящий материал промежуточных слоев 22 можно наносить любым пригодным способом, например, в жидком виде при комнатной температуре, или любым другим способом покрытия, например, струйной печати или 3D–печати, путем плазменного осаждения, физического или химического осаждения из паровой фазы, посредством покрытия распылением или окрашиванием, например кистью, или путем нанесения/налепливания проводящей фольги с адгезивом или непосредственно на изолирующий материал, если фольга является липкой, на любой слой 21 из полимерного изолирующего материала. Проводящий материал может, например, представлять собой или содержать серебро, алюминий, графен и/или сажу в глазури, которая является жидкостью при комнатной температуре до нанесения в конденсаторной сердцевине.
Размеры конденсаторной сердцевины зависят от применения и размера втулки 2. Конденсаторная сердцевина настоящего изобретения может быть особенно пригодна для HV втулок малых и средних размеров, поскольку более крупные конденсаторные сердцевины может быть нелегко изготавливать посредством аддитивного производства или отверждать. Конденсаторная сердцевина может иметь, например, длину в продольном направлении, по меньшей мере 0,5 или 1 м, или максимум, например, 6 м, например, в диапазоне 0,5–3 м. Конденсаторная сердцевина может иметь диаметр поперечного сечения в диапазоне 7–30 см, например, 10–30 см, в зависимости от диаметра сквозного отверстия 23 и суммарной толщины кольцевой стенки слоев 21 и 22 конденсаторной сердцевины. В некоторых вариантах осуществления конденсаторная сердцевина имеет толщину стенки, измеренную от внутренней поверхности внутреннего слоя 22a до наружной поверхности наружного слоя 22c, в диапазоне 2–10 см.
Фиг. 3 схематически показывает вариант осуществления втулки 2, или ее конденсаторной сердцевины, внутри камеры 30 отверждения, сконфигурированной для отверждения конденсаторной сердцевины после формирования путем нанесения слоев 21 и 22. Камера отверждения может быть, по существу, цилиндрической, например, иметь, по существу, круглое поперечное сечение, и достаточно большой, чтобы вмещать в себя конденсаторную сердцевину. Камера отверждения сконфигурирована для применения повышенной температуры T и повышенного давления p в камере 30 для отверждения конденсаторной сердцевины. Повышенная температура, предпочтительно, выше Tg и ниже Tm полимерного материала, и повышенное давление может, например, находиться в диапазоне 1,0–10 бар. Камера 30 отверждения может быть, например, сконфигурирована для изостатического прессования. Благодаря повышенным T и p, полости и пузырьки воздуха можно удалять из конденсаторной сердцевины, снижая опасность пробоев и улучшая изоляционные свойства конденсаторной сердцевины без необходимости в пропитке, например, маслом или эпоксидной смолой для HV приложений.
Настоящее изобретение в основном было описано выше со ссылкой на некоторые варианты его осуществления. Однако, как очевидно специалисту в данной области техники, варианты осуществления, отличные от раскрытых выше, одинаково возможны в объеме настоящего изобретения, который задается нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ С ПОЛУПРОВОДЯЩИМ ВЕРХНИМ СЛОЕМ, ОТЛИЧИМЫМ ОТ ОБОЛОЧКИ | 2010 |
|
RU2540268C2 |
| ИЗОЛИРУЮЩАЯ СТРУКТУРА С ЭКРАНАМИ, ФОРМИРУЮЩИМИ ЭЛЕКТРИЧЕСКОЕ ПОЛЕ | 2007 |
|
RU2432633C2 |
| ВЫСОКОВОЛЬТНЫЙ ПРОХОДНОЙ ИЗОЛЯТОР | 2006 |
|
RU2406174C2 |
| ВЫСОКОВОЛЬТНЫЙ ПРОХОДНОЙ ИЗОЛЯТОР ДЛЯ НАРУЖНОЙ УСТАНОВКИ | 2008 |
|
RU2473997C2 |
| ВЫСОКОВОЛЬТНОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНОГО УСТРОЙСТВА | 2013 |
|
RU2613686C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 1999 |
|
RU2143775C1 |
| ВЫСОКОВОЛЬТНЫЙ ПРОХОДНОЙ ИЗОЛЯТОР | 2005 |
|
RU2378726C2 |
| КАБЕЛЬНАЯ АРМАТУРА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ВЫСОКОВОЛЬТНЫМ КОМПОНЕНТОМ | 2016 |
|
RU2681643C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНОГО ЭЛЕКТРИЧЕСКОГО УСТРОЙСТВА | 2016 |
|
RU2672670C1 |
| СИЛОВОЙ ТРАНСФОРМАТОР | 1998 |
|
RU2193253C2 |
Изобретение относится к способу изготовления электрического силового устройства, содержащего изолятор. Способ содержит, посредством аддитивного производства, нанесение полимерного изолирующего материала в устройстве, для формирования изолятора в упомянутом устройстве. Способ также содержит, на последующем этапе отверждения, воздействие на изолятор повышенными температурой и давлением в течение заданного периода времени для отверждения изолятора. Изобретение снижает опасность пробоя изолирующего материала или частичных разрядов. 4 н. и 11 з.п. ф-лы, 3 ил. 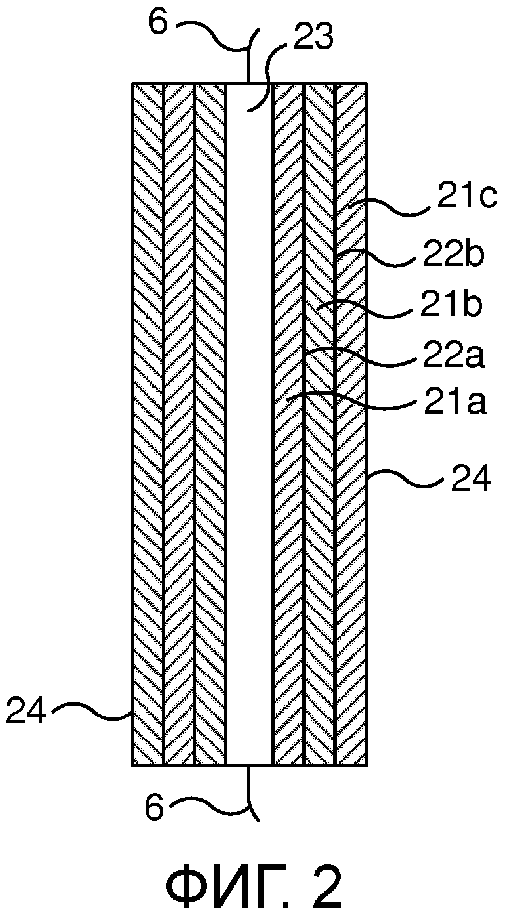
1. Способ изготовления электрического силового устройства (2), содержащего изолятор (21), содержащий этапы, на которых:
посредством аддитивного производства, наносят полимерный изолирующий материал в устройстве (2), для формирования изолятора в этом устройстве; и
на последующем этапе отверждения, подвергают изолятор действию повышенных температуры и давления в течение заданного периода времени для отверждения изолятора.
2. Способ по п. 1, содержащий формирование изолятора (21) в форме конденсаторной сердцевины электрического силового устройства (2), причем способ содержит этапы, на которых:
посредством аддитивного производства, наносят внутренний концентрический слой (21a) конденсаторной сердцевины из полимерного изолирующего материала вокруг и вдоль продольного сквозного отверстия (23) устройства;
наносят первый (22a) из множества концентрических промежуточных слоев (22) электропроводящего материала поверх внутреннего слоя (21a) вокруг и вдоль продольного сквозного отверстия; и
посредством аддитивного производства, наносят наружный концентрический слой (21c) конденсаторной сердцевины, из полимерного изолирующего материала поверх второго (22b) из множества концентрических промежуточных слоев (22) вокруг и вдоль продольного сквозного отверстия;
причем данные этапы осуществляют прежде чем подвергать конденсаторную сердцевину действию повышенных температуры и давления в течение заданного периода времени для отверждения конденсаторной сердцевины.
3. Способ по п. 2, в котором электропроводящие промежуточные слои (22) наносят путем покрытия, предпочтительно, струйной печати или 3D–печати, плазменного осаждения, физического или химического осаждения из паровой фазы, покрытия распылением или окрашиванием, предпочтительно, кистью, или путем налепливания проводящей фольги, на любой слой (21) из полимерного изолирующего материала.
4. Способ по любому из пп. 2 и 3, в котором конденсаторная сердцевина сконфигурирована для рабочего напряжения устройства (2) по меньшей мере 30 кВ, предпочтительно, в диапазоне 35–400 кВ например 35–170 кВ или 140–400 кВ.
5. Способ по любому из пп. 2–4, дополнительно содержащий этап, на котором размещают конденсаторную сердцевину в высоковольтной втулке (2), измерительном трансформаторе или кабельном наконечнике.
6. Способ по п. 5, дополнительно содержащий этап, на котором размещают втулку (2) с ее прохождением через стенку бака трансформатора (4).
7. Способ по любому из пп. 1–4, в котором электрическим силовым устройством является втулка (2), измерительный трансформатор или кабельный наконечник.
8. Способ по п. 1, в котором способ содержит этап, на котором формируют изолятор в форме средневольтного изолятора, предпочтительно втулки, опорного изолятора, плиты с направляющими втулками, внедренного полюса или моноблочного изолятора.
9. Способ по любому из предыдущих пунктов, в котором аддитивное производство содержит моделирование методом послойного наплавления - FDM.
10. Способ по любому из предыдущих пунктов, в котором полимерный изолирующий материал является термопластическим материалом.
11. Способ по любому из предыдущих пунктов, в котором аддитивное производство содержит нанесение полимерного изолирующего материала при температуре по меньшей мере 150°C, предпочтительно по меньшей мере 200°C.
12. Способ по любому из предыдущих пунктов, в котором полимерный изолирующий материал имеет температуру стеклования, Tg, по меньшей мере 120°C или менее 40°C.
13. Конденсаторная сердцевина в виде изолятора, содержащая соосные по существу цилиндрические слои, расположенные один поверх другого и сцепленные друг с другом с формированием нанесенных методом аддитивного производства изолирующих слоев с их последующим отверждением при повышенных температуре и давлении с расположенными между ними проводящими промежуточными слоями.
14. Высоковольтная силовая втулка (2), содержащая конденсаторную сердцевину по п. 13.
15. Трансформатор (1) в сборе, содержащий бак (4) трансформатора, вмещающий в себя трансформатор (3) и наполненный электроизолирующей жидкостью (5), и втулку (2) по п. 14, проходящую через стенку бака трансформатора.
| WO 2014090677 A1, 19.06.2014 | |||
| WO 2017021429 A1, 09.02.2017 | |||
| ИЗОЛИРУЮЩАЯ СТРУКТУРА С ЭКРАНАМИ, ФОРМИРУЮЩИМИ ЭЛЕКТРИЧЕСКОЕ ПОЛЕ | 2007 |
|
RU2432633C2 |
| Способ прессования слоистых материалов | 1960 |
|
SU139426A1 |

