Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к нетканому полотну «спанбонд» для собирающего/распределительного слоя, причем нетканое полотно содержит первый слой элементарных нитей и второй слой элементарных нитей, который отличается от первого слоя. Настоящее изобретение также относится к практическому применению такого нетканого материала в абсорбирующих средствах личной гигиены.
Предшествующий уровень техники настоящего изобретения
Одноразовые абсорбирующие изделия, такие как подгузники, прокладки, гигиенические полотенца и подобные изделия, изготавливают в качестве слоистых средств, содержащих пропускающий жидкость верхний лист, непропускающий жидкость нижний лист, скрепленный с указанным верхним листом; абсорбирующую сердцевину, расположенную между указанным верхним листом и указанным нижним листом, и собирающий/распределительный слой, расположенный между указанным верхним листом и указанной абсорбирующей сердцевиной.
По существу, верхний лист должен обладать превосходными тактильными свойствами и обеспечивать ощущение мягкости, позволяя при этом любой жидкости быстро проникать в абсорбирующее изделие.
Собирающий/распределительный слой (который также именуют капиллярным/рассредоточивающим слоем или СРС) расположен между верхним листом и сердцевиной. СРС должен характеризоваться большим объемом пустот для достижения удовлетворительных характеристик протекания и повторного увлажнения, а также достаточной емкостью для временного хранения жидкости в СРС, который во время использования служит в качестве временного хранилища жидкости до тех пор, пока сердцевина с более низкой абсорбирующей способностью не опустошит СРС, подготавливая его к следующему притоку жидкости. В случае СРС существует необходимость увеличения скорости поступления жидкости в абсорбирующую сердцевину и уменьшения показателя повторного увлажнения или полного устранения повторного увлажнения верхнего листа и, следовательно, кожи пользователя. Это является особенно проблематичным, когда изделие должно абсорбировать не только первый приток жидкости (первое количество жидкости), но также и второй или третий приток жидкости, что часто происходит во время практического применения абсорбирующих средств, особенно в ночное время.
Дополнительной целью современных производителей одноразовых абсорбирующих изделий является снижение стоимости изготовления и конечной цены, что может быть достигнуто путем снижения стоимости материалов, в этом случае путем уменьшения основной массы используемых нетканых материалов.
Таким образом, существует необходимость в создании нетканого полотна для собирающего/распределительного слоя, которое характеризуется относительно низкой основной массой, являясь при этом объемным, и обеспечивает высокую скорость прохождения жидкости через СРС к абсорбирующей сердцевине, при этом показатель повторного увлажнения остается низким.
В документе US 20150148764, Latimer et al., раскрывается цельная тканевая конструкция, предназначенная для использования в абсорбирующем изделии для личной гигиены, которая включает в себя композитный материал, состоящий по меньшей мере из двух функциональных компонентов для впитывания текучей среды, при этом два функциональных компонента включают в себя волокнистый, функциональный компонент-оболочку (верхний лист) и по меньшей мере один волокнистый, рассредотачивающий функциональный компонент (СРС). СРС включает в себя первый компонент и второй компонент, при этом первый компонент включает в себя смесь смачиваемых волокон с относительно большим диаметром в диапазоне приблизительно 25-40 микрон и смачиваемых волокон с относительно небольшим диаметром в диапазоне приблизительно 8-18 микрон, а второй компонент включает в себя смачиваемое волокно с относительно небольшим диаметром волокон в диапазоне приблизительно 8-18 микрон. Однако такое нетканое полотно характеризуется неудовлетворительным показателем объема на единицу основной массы, при этом оборудование для его изготовления является сложным (т.е. дорогостоящим) из-за необходимости получения гомогенной смеси различных волокон в качестве первого слоя. По причине сложной конструкции оборудования эксплуатация и техническое обслуживание также являются дорогостоящими.
Краткое раскрытие настоящего изобретения
Вышеупомянутые проблемы известного уровня техники были в значительной степени решены посредством нетканого полотна «спанбонд» для собирающего/распределительного слоя, причем полотно содержит по меньшей мере
- первый слой элементарных нитей, причем первый слой состоит из непрерывных извитых двухкомпонентных элементарных нитей со структурой нецентрированная сердцевина/оболочка, и элементарные нити характеризуются диаметром в диапазоне 15-35 микрон и демонстрируют по меньшей мере 3 извитка на один сантиметр, при этом сердцевина элементарных нитей состоит из материала, характеризующегося более высокой температурой плавнения по сравнению с температурой плавления материала оболочки,
- второй слой элементарных нитей, расположенный на первом слое и находящийся в непосредственном взаимодействии с ним, причем второй слой элементарных нитей, содержит непрерывные извитые двухкомпонентные элементарные нити со структурой нецентрированная сердцевина/оболочка, и элементарные нити характеризуются значением диаметра, которое меньше значения диаметра элементарных нитей в первом слое и которое находится в диапазоне 10-20 микрон, и демонстрируют по меньшей мере 3 извитка на один сантиметр, при этом сердцевина состоит из материала, характеризующегося более высокой температурой плавления по сравнению с температурой плавления материала оболочки.
Было обнаружено, что нетканому полотну «спанбонд» согласно настоящему изобретению присущи весьма удовлетворительные свойства сбора/распределения, а также характеристики повторного увлажнения.
Предпочтительно, по меньшей мере некоторые из элементарных нитей второго слоя термически скреплены друг с другом посредством своих компонентов-оболочек, и по меньшей мере некоторые из элементарных нитей первого и второго слоев термически скреплены друг с другом посредством своих компонентов-оболочек.
Предпочтительно, сердцевина элементарных нитей первого слоя и/или второго слоя состоит из ПЭТ, или ПМК, или ПЭТ сополимера и проходит на протяжении по меньшей мере 50% поперечного сечения элементарной нити.
Оболочка элементарных нитей первого слоя и/или второго слоя может содержать полиэтиленовый гомополимер, или полиэтиленовый сополимер, или полипропиленовый сополимер.
Предпочтительно, первый слой характеризуется меньшей объемной плотностью по сравнению со вторым слоем, причем предпочтительно разница значений объемной плотности составляет 5-80 кг/м3, предпочтительно 40-60 кг/м3.
Предпочтительно, степень скрепления, имеющаяся на внешней поверхности второго слоя, непрерывно снижается по нетканому полотну в направлении внешней поверхности первого слоя.
В соответствии с особенно предпочтительным вариантом осуществления первый слой состоит из непрерывных извитых двухкомпонентных элементарных нитей, характеризующихся диаметром 20-30 микрон и демонстрирующих 5-15 извитков на один сантиметр, и/или второй слой состоит из непрерывных извитых двухкомпонентных элементарных нитей, характеризующихся диаметром 15-20 микрон и демонстрирующих 5-15 извитков на один сантиметр.
Второй слой элементарных нитей может характеризоваться некоторой усадкой и/или первый слой элементарных нитей может содержать складки на своей внешней поверхности, по меньшей мере 30% которых образуют с машинным направлением угол, находящийся в диапазоне 5-20°.
Проблемы известного уровня техники в значительной степени устраняются посредством абсорбирующего изделия, содержащего собирающий/распредеделительный слой, состоящий из вышеупомянутого нетканого полотна «спанбонд», пропускающий жидкость верхний лист, непропускающий жидкость нижний лист, скрепленный с указанным верхним листом; абсорбирующую сердцевину, расположенную между указанным верхним листом и указанным нижним листом, причем собирающий/распределительный слой расположен между указанным верхним листом и указанной абсорбирующей сердцевиной.
Предпочтительно, собирающий/распределительный слой характеризуется длиной и шириной, причем элементарные нити проходят по существу вдоль продольного направления и характеризуются длиной, которая составляет по меньшей мере 120%, предпочтительно по меньшей мере 150%, наиболее предпочтительно по меньшей мере 180% длины собирающего/распределительного слоя.
Гидрофильность считается важной для структур СРС. Таким образом, увеличивающая гидрофильность добавка может быть предпочтительно добавлена к компоненту-оболочке элементарных нитей. Альтернативно или дополнительно, нетканое полотно может быть впоследствии пропитано гидрофильным поверхностно-активным веществом (например, Silastol PHP 90 от компании Schill and Seilacher) при помощи погружающего валка (увлажнительного валика), пропиточной машины (плюсовки) и подобных средств.
Предпочтительно, разница между средними значениями диаметра элементарных нитей первого слоя и элементарных нитей второго слоя равняется 2 микрона или более, предпочтительно находится в диапазоне приблизительно 2-7 микрон.
Предпочтительно, второй слой характеризуется более высоким значением объемной плотности по сравнению с первым слоем, и разница между объемной плотностью второго слоя и объемной плотностью первого слоя равняется 5 кг/м3 или более, предпочтительно находится в диапазоне приблизительно 5-80 кг/м3, более предпочтительно составляет 40-60 кг/м3.
Предпочтительно, собирающий слой, сформированный из указанного двухслойного слоистого материала согласно настоящему изобретению, характеризуется толщиной листа в диапазоне 0,5-3 мм, предпочтительно 0,7-1,5 мм.
Предпочтительно, способ получения нетканого полотна согласно настоящему изобретению предусматривает стадию пространственного уплотнения, т.е. усадки второго слоя, так что второй слой занимает площадь, составляющую приблизительно от 95% до 70% его начальной площади.
Особенно предпочтительный вариант осуществления настоящего изобретения представляет собой абсорбирующее изделие, содержащее пропускающий жидкость верхний лист, непропускающий жидкость нижний лист, скрепленный с указанным верхним листом; абсорбирующую сердцевину, расположенную между указанным верхним листом и указанным нижним листом, и собирающий/распределительный слой согласно настоящему изобретению, расположенный между указанным верхним листом и указанной абсорбирующей сердцевиной. СРС расположен таким образом, что первый слой обращен к верхнему листу и второй слой обращен к абсорбирующей сердцевине. Согласно такому варианту осуществления СРС будет характеризоваться определенной длиной, которая обычно, но не обязательно, меньше длины абсорбирующей сердцевины, которая входит в состав абсорбирующего средства личной гигиены. Более преимущественным вариантом осуществления настоящего изобретения будет СРС, состоящий из элементарных нитей, длина которых по меньшей мере на 20% больше (предпочтительно по меньшей мере 30% больше) длины СРС.
Определения
Термин «собирающий/распределительный слой» или «СРС» относится к слою материала, как правило, в составе абсорбирующего средства личной гигиены, преимущественно, нетканому материалу, между верхним листом и абсорбирующей сердцевиной. Эти слои сконфигурированы таким образом, чтобы быстро собирать и/или распределять текучую среду от верхнего листа в направлении сердцевины. Иногда эти слои именуют «капиллярным слоем», «рассредоточивающим слоем», «собирающим слоем» или «рспределительным слоем». Известны изделия, характеризующиеся наличием СРС, состоящего только из одного подслоя (скрепленный войлок). Кроме того, известны изделия, характеризующиеся наличием двух или более подслоев. Идеально, один подслой должен главным образом быстро отводить текучую среду от верхнего листа и распределять текучую среду в направлении сердцевины, а также в других направлениях внутри слоя, а другой подслой должен снижать тенденцию прохождения текучей среды от сердцевины в направлении первого подслоя и верхнего листа, т.е. уменьшать или предотвращать повторное увлажнение верхнего листа. Эти подслои обычно не содержат суперабсорбирующий материал. Далее термин «собирающий/распределительный слой» («СРС») будет использоваться для обозначения слоя, который присутствует между верхним листом и абсорбирующей сердцевиной и обеспечивает функции сбора и распределения, независимо от количества волоконных подслоев (холстов войлока), образующих указанный слой.
Термин «войлок» относится к материалам из элементарных нитей, которые находятся в состоянии до скрепления, которое выполняется в процессе каландрирования, описанном, например, в публикации WO 2012130414. «Войлок» состоит из отдельных элементарных нитей, между которыми обычно еще не сформировалась фиксированная взаимная связь, хотя они могут быть предварительно скреплены друг с другом различными способами, причем это предварительное скрепление может произойти во время или вскоре после укладки элементарных нитей в процессе формования из расплава. Однако это предварительное скрепление по-прежнему позволяет существенному количеству элементарных нитей свободно перемещаться, в результате чего их местоположение может быть изменено. Вышеупомянутый «войлок» может состоять из нескольких пластов, созданных путем укладки элементарных нитей из нескольких прядильных балок в процессе формования из расплава.
Термин «элементарная нить» относится к принципиально бесконечному волокну, тогда как термин «штапельное волокно» относится к волокну, которое имеет определенную длину в результате разрезания.
Термин «однокомпонентная элементарная нить» относится к элементарной нити, сформированной из одного полимера или полимерной смеси в отличие от двухкомпонентной или многокомпонентной элементарной нити.
Термин «двухкомпонентная элементарная нить» относится к элементарной нити, характеризующейся поперечным сечением, содержащим две дискретные секции на основе полимера, две дискретные секции на основе полимерной смеси или одну дискретную секцию на основе полимера и одну дискретную секцию на основе полимерной смеси. Термин «двухкомпонентная элементарная нить» охватывается термином «многокомпонентная элементарная нить». Двухкомпонентная элементарная нить может характеризоваться наличием полного поперечного сечения, которое разделено на две или более секций, состоящих из различных секций любой формы или конфигурации, включая, например, коаксиальную конфигурацию, конфигурацию «сердцевина и оболочка», конфигурацию «бок о бок», радиальную конфигурацию и т.п.
Двухкомпонентная элементарная нить, характеризующаяся наличием структуры «сердцевина/оболочка», имеет поперечное сечение, содержащее две дискретные секции на основе полимера или полимерной смеси, причем компонент-оболочка на основе полимера или полимерной смеси расположен вокруг компонента-сердцевины на основе полимера или полимерной смеси.
Термин структура «нецентрированная сердцевина/оболочка» относится к элементарной нити, характеризующейся наличием поперечного сечения, в котором центр тяжести компонента-сердцевины смещен относительно центра тяжести элементарной нити. Когда компоненту-оболочке присущи характеристики затвердевания, отличающиеся от характеристик затвердевания компонента-сердцевина, в частности, когда компонент-оболочка характеризуется температурой плавления по меньшей мере на 20°С выше температуры плавления компонента-сердцевины, такая структура способствует приданию извитости элементарной нити.
Нетканые материалы «спанбонд» изготавливаются в ходе одного непрерывного процесса. Элементарные нити прядут, а затем укладывают непосредственно на непрерывную движущуюся ленту.
В контексте настоящего документа под термином «нетканый текстильный материал» следует понимать структуру в форме массы или полотна, сформированной или сформированного из направленных или случайно ориентированных элементарных нитей, из которых изначально формируется войлок и которые впоследствии подвергают уплотнению, и элементарные нити скреплены друг с другом при помощи трения, когезионных сил, склеивания или подобных способов, создающих одну или несколько конфигураций скрепления, состоящих из отпечатков скрепления, сформированных при помощи сжатия и/или под действием давления, нагревания, ультразвуковой или тепловой энергии или сочетания этих эффектов при необходимости. Этот термин не относится к тканям, сформированным путем плетения или вязания, или тканям, в которых используются пряди или элементарные нити для образования скрепляющих стежков.
Элементарные нити, образующие первый слой и второй слой согласно настоящему изобретению, ориентированы по существу в машинном направлении. Поскольку элементарные нити являются извитыми и непрерывными (т.е. бесконечными), это означает, что большинство элементарных нитей в целом проходят по существу в машинном направлении, хотя из-за наличия извитости они содержат сегменты, которые проходят вдоль направлений, отличающихся от машинного направления в более или менее значительной степени.
Краткое описание фигур
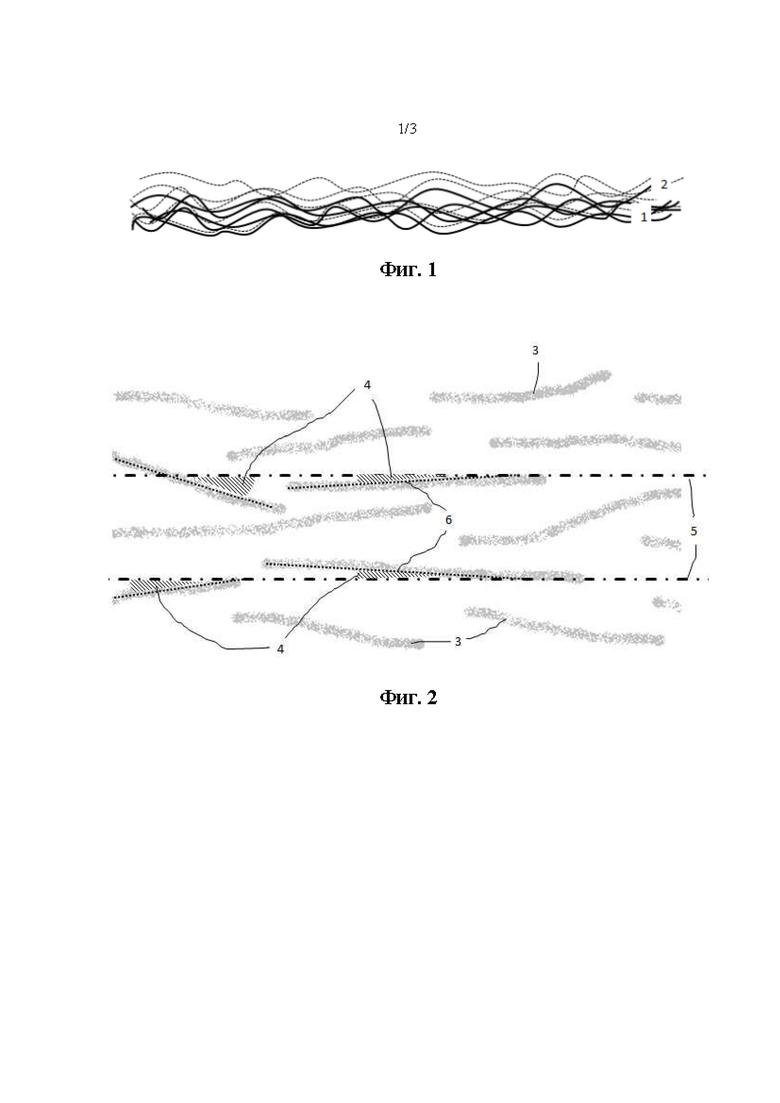
На фиг. 1 представлен материал согласно настоящему изобретению: полотно, содержащее по меньшей мере первый слой более толстых извитых элементарных нитей и второй слой более тонких извитых элементарных нитей;
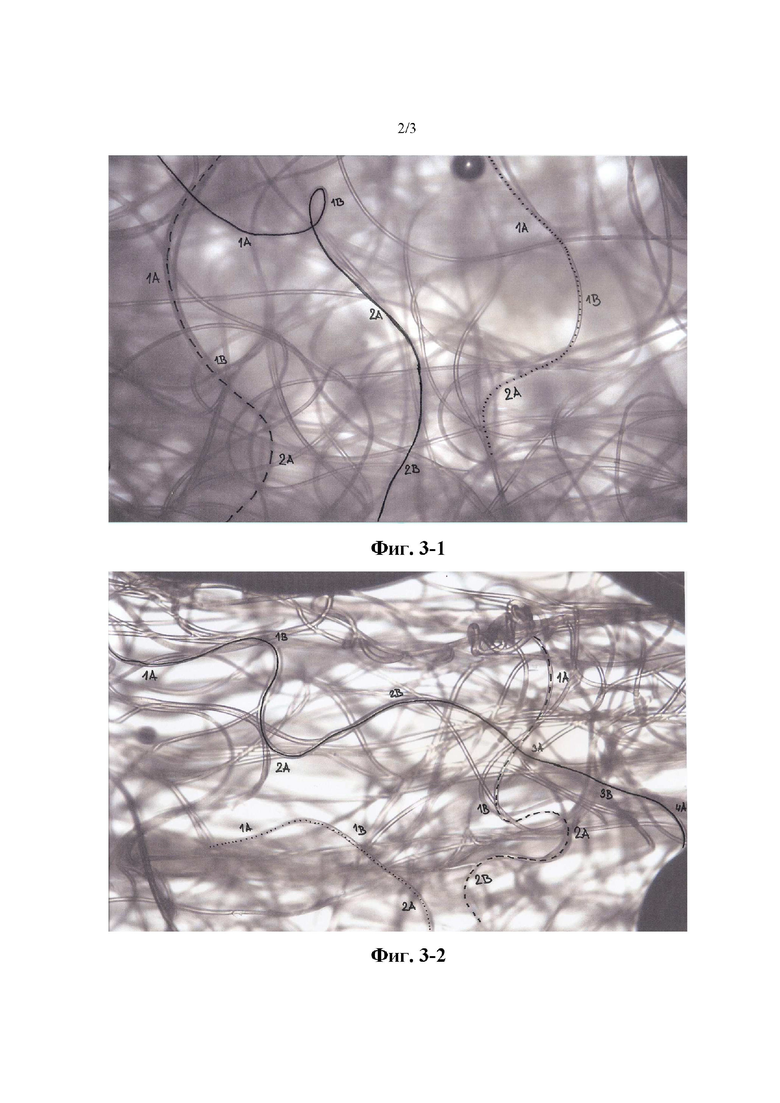
На фиг. 2 представлен материал согласно настоящему изобретению: складки, образующие углы с машинным направлением;
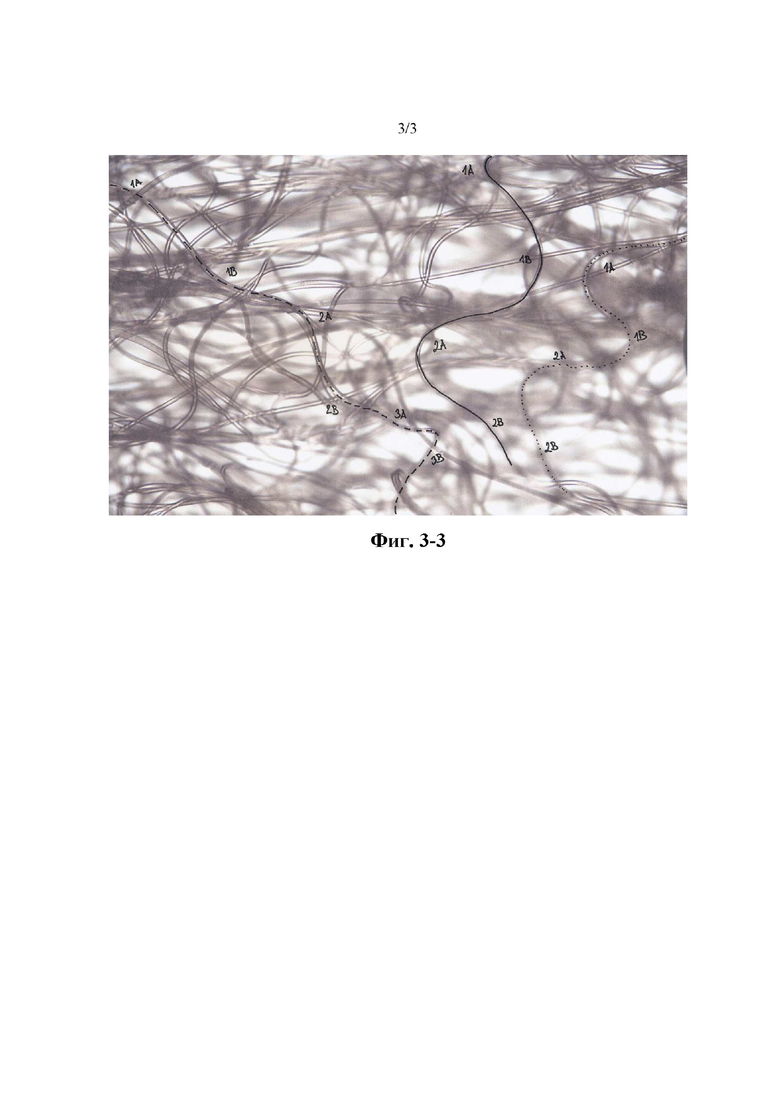
На фиг. 3-1-3-3 представлены: примеры подсчета степени извитости, присущей волокнам в скрепленной ткани.
Подробное раскрытие предпочтительных вариантов осуществления
Пример 1 - ПЭТ/ПЭ гомополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканое полотно типа «спанбонд» получают посредством непрерывного процесса с использованием двух балок. В каждую из балок подают композицию, которая состоит по существу из приблизительно 70% по массе полиэтилентерефталатного гомополимера (5520 от компании Invista), 30% по массе полиэтиленового гомополимера (Aspun 6834 от компании DOW). Для обеих балок температура полимерной композиции, измеренная после зоны экструдера, составляет 270-300°С для ПЭТ и 230-235°С для ПЭ. Спряденные из расплава двухкомпонентные элементарные нити с диаметром 16 мкм и композицией типа ядро/оболочка изготавливают со скоростью 3000 м/мин, а затем укладывают на конвейерную ленту, непрерывно движущуюся со скоростью 190 м/мин. Поперечное сечение элементарной нити содержит сердцевину, которая состоит из полиэтилентерефталатного гомополимера, и оболочку, которая окружает сердцевину и состоит из полиэтиленового гомополимера, причем сердцевина расположена нецентрированно относительно внешней поверхности оболочки, т.е. центр тяжести сердцевины смещен относительно центра тяжести поперечного сечения элементарной нити. Элементарные нити транспортируют через узкий непрерывный поток воздуха с температурой 130°С для увеличения их извитости и/или придания им извитости. Основная масса сформированного нетканого слоя составляет 35 г/м2, и объемная плотность составляет приблизительно 105 кг/м3.
Пример 2 - ПЭТ/ПЭ гомополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканое полотно типа «спанбонд» получают посредством непрерывного процесса с использованием двух балок. В каждую из балок подают композицию, которая состоит по существу из приблизительно 70% по массе полиэтилентерефталатного гомополимера (5520 от компании Invista), 30% по массе полиэтиленового гомополимера (Aspun 6834 от компании DOW). Для обеих балок температура полимерной композиции, измеренная после зоны экструдера, составляет 270-300°С для ПЭТ и 230-235°С для ПЭ. Спряденные из расплава двухкомпонентные элементарные нити с диаметром 20 мкм и композицией типа ядро/оболочка изготавливают со скоростью 2000 м/мин, а затем укладывают на конвейерную ленту, непрерывно движущуюся со скоростью 190 м/мин. Поперечное сечение элементарной нити содержит сердцевину, которая состоит из полиэтилентерефталатного гомополимера, и оболочку, которая окружает сердцевину и состоит из полиэтиленового гомополимера, причем сердцевина расположена нецентрированно относительно внешней поверхности оболочки, т.е. центр тяжести сердцевины смещен относительно центра тяжести поперечного сечения элементарной нити. Элементарные нити транспортируют через узкий непрерывный поток воздуха с температурой 140°С для увеличения их извитости и/или придания им извитости. Основная масса сформированного нетканого слоя составляет 35 г/м2, и объемная плотность составляет приблизительно 56 кг/м3.
Пример 3 - ПЭТ/ПЭ гомополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканое полотно типа «спанбонд» получают посредством непрерывного процесса с использованием двух балок. В каждую из балок подают композицию, которая состоит по существу из приблизительно 70% по массе полиэтилентерефталатного гомополимера (5520 от компании Invista), 30% по массе полиэтиленового гомополимера (Aspun 6834 от компании DOW). Для обеих балок температура полимерной композиции, измеренная после зоны экструдера, составляет 270-300°С для ПЭТ и 230-235°С для ПЭ. Спряденные из расплава двухкомпонентные элементарные нити с диаметром 15 мкм и композицией типа ядро/оболочка изготавливают со скоростью 3000 м/мин, а затем укладывают на конвейерную ленту, непрерывно движущуюся со скоростью 267 м/мин. Поперечное сечение элементарной нити содержит сердцевину, которая состоит из полиэтилентерефталатного гомополимера, и оболочку, которая окружает сердцевину и состоит из полиэтиленового гомополимера, причем сердцевина расположена нецентрированно относительно внешней поверхности оболочки, т.е. центр тяжести сердцевины смещен относительно центра тяжести поперечного сечения элементарной нити. Элементарные нити транспортируют через узкий непрерывный поток воздуха с температурой 140°С для увеличения их извитости и/или придания им извитости. Основная масса сформированного нетканого слоя составляет 25 г/м2, объемная плотность составляет приблизительно 107 кг/м3.
Пример 4 - ПЭТ/ПЭ гомополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканое полотно типа «спанбонд» получают посредством непрерывного процесса с использованием двух балок. В каждую из балок подают композицию, которая состоит по существу из приблизительно 70% по массе полиэтилентерефталатного гомополимера (5520 от компании Invista), 30% по массе полиэтиленового гомополимера (Aspun 6834 от компании DOW). Для обеих балок температура полимерной композиции, измеренная после зоны экструдера, составляет 270-300°С для ПЭТ и 230-235°С для ПЭ. Спряденные из расплава двухкомпонентные элементарные нити с диаметром 21 мкм и композицией типа ядро/оболочка изготавливают со скоростью 2000 м/мин, а затем укладывают на конвейерную ленту, непрерывно движущуюся со скоростью 267 м/мин. Поперечное сечение элементарной нити содержит сердцевину, которая состоит из полиэтилентерефталатного гомополимера, и оболочку, которая окружает сердцевину и состоит из полиэтиленового гомополимера, причем сердцевина расположена нецентрированно относительно внешней поверхности оболочки, т.е. центр тяжести сердцевины смещен относительно центра тяжести поперечного сечения элементарной нити. Элементарные нити транспортируют через узкий непрерывный поток воздуха с температурой 140°С для увеличения их извитости и/или придания им извитости. Основная масса сформированного нетканого слоя составляет 25 г/м2, объемная плотность составляет приблизительно 60 кг/м3.
Пример 5 - ПЭТ/ПЭ гомополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканое полотно типа «спанбонд» получают посредством непрерывного процесса с использованием двух балок. В каждую из балок подают композицию, которая состоит по существу из приблизительно 70% по массе полиэтилентерефталатного гомополимера (5520 от компании Invista), 30% по массе полиэтиленового гомополимера (Aspun 6834 от компании DOW). Для обеих балок температура полимерной композиции, измеренная после зоны экструдера, составляет 270-300°С для ПЭТ и 230-235°С для ПЭ. Спряденные из расплава двухкомпонентные элементарные нити с диаметром 12 мкм и композицией типа ядро/оболочка изготавливают со скоростью 5000 м/мин, а затем укладывают на конвейерную ленту, непрерывно движущуюся со скоростью 267 м/мин. Поперечное сечение элементарной нити содержит сердцевину, которая состоит из полиэтилентерефталатного гомополимера, и оболочку, которая окружает сердцевину и состоит из полиэтиленового гомополимера, причем сердцевина расположена нецентрированно относительно внешней поверхности оболочки, т.е. центр тяжести сердцевины смещен относительно центра тяжести поперечного сечения элементарной нити. Элементарные нити транспортируют через узкий непрерывный поток воздуха с температурой 140°С для увеличения их извитости и/или придания им извитости. Основная масса сформированного нетканого слоя составляет 25 г/м2, объемная плотность составляет приблизительно 110 кг/м3.
Пример 6 - ПЭТ/ПЭ гомополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканое полотно типа «спанбонд» получают посредством непрерывного процесса с использованием двух балок. В каждую из балок подают композицию, которая состоит по существу из приблизительно 70% по массе полиэтилентерефталатного гомополимера (5520 от компании Invista), 30% по массе полиэтиленового гомополимера (Aspun 6834 от компании DOW). Для обеих балок температура полимерной композиции, измеренная после зоны экструдера, составляет 270-300°С для ПЭТ и 230-235°С для ПЭ. Спряденные из расплава двухкомпонентные элементарные нити с диаметром 16 мкм и композицией типа ядро/оболочка изготавливают со скоростью 3000 м/мин, а затем укладывают на конвейерную ленту, непрерывно движущуюся со скоростью 267 м/мин. Поперечное сечение элементарной нити содержит сердцевину, которая состоит из полиэтилентерефталатного гомополимера, и оболочку, которая окружает сердцевину и состоит из полиэтиленового гомополимера, причем сердцевина расположена нецентрированно относительно внешней поверхности оболочки, т.е. центр тяжести сердцевины смещен относительно центра тяжести поперечного сечения элементарной нити. Элементарные нити транспортируют через узкий непрерывный поток воздуха с температурой 140°С для увеличения их извитости и/или придания им извитости. Основная масса сформированного нетканого слоя составляет 25 г/м2, объемная плотность составляет приблизительно 115 кг/м3.
Пример 7 - ПМК/ПЭ гомополимер в соотношении 50/50 со структурой нецентрированная сердцевина/оболочка
Нетканое полотно типа «спанбонд» получают посредством непрерывного процесса с использованием двух балок. В каждую из балок подают композицию, которая состоит по существу из приблизительно 50% по массе гомополимера полимолочной кислоты (6302D от компании Nature Works), 50% по массе полиэтиленового гомополимера (Aspun 6834 от компании DOW). Для обеих балок температура полимерной композиции, измеренная после зоны экструдера, составляет приблизительно 230°С для ПА и 230°С для ПЭ. Спряденные из расплава двухкомпонентные элементарные нити с диаметром 15 мкм и композицией типа ядро/оболочка изготавливают со скоростью 3000 м/мин, а затем укладывают на конвейерную ленту, непрерывно движущуюся со скоростью 267 м/мин. Поперечное сечение элементарной нити содержит сердцевину, которая состоит из гомополимера полимолочной кислоты, и оболочку, которая окружает сердцевину и состоит из полиэтиленового гомополимера, причем сердцевина расположена нецентрированно относительно внешней поверхности оболочки, т.е. центр тяжести сердцевины смещен относительно центра тяжести поперечного сечения элементарной нити.
Элементарные нити транспортируют через узкий непрерывный поток воздуха с температурой 107°С для увеличения их извитости и/или придания им извитости. Основная масса сформированного нетканого слоя составляет 25 г/м2, и объемная плотность составляет приблизительно 102 кг/м3.
Пример 8 - ПМК/ПЭ гомополимер в соотношении 50/50 со структурой нецентрированная сердцевина/оболочка
Нетканое полотно типа «спанбонд» получают посредством непрерывного процесса с использованием двух балок. В каждую из балок подают композицию, которая состоит по существу из приблизительно 50% по массе гомополимера полимолочной кислоты (6302D от компании Nature Works), 50% по массе полиэтиленового гомополимера (Aspun 6834 от компании DOW). Для обеих балок температура полимерной композиции, измеренная после зоны экструдера, составляет приблизительно 230°С для ПА и 230°С для ПЭ. Спряденные из расплава двухкомпонентные элементарные нити с диаметром 20 мкм и композицией типа ядро/оболочка изготавливают со скоростью 2000 м/мин, а затем укладывают на конвейерную ленту, непрерывно движущуюся со скоростью 267 м/мин. Поперечное сечение элементарной нити содержит сердцевину, которая состоит из гомополимера полимолочной кислоты, и оболочку, которая окружает сердцевину и состоит из полиэтиленового гомополимера, причем сердцевина расположена нецентрированно относительно внешней поверхности оболочки, т.е. центр тяжести сердцевины смещен относительно центра тяжести поперечного сечения элементарной нити.
Элементарные нити транспортируют через узкий непрерывный поток воздуха с температурой 107°С для увеличения их извитости и/или придания им извитости. Основная масса сформированного нетканого слоя составляет 25 г/м2, и объемная плотность составляет приблизительно 55 кг/м3.
Пример 9 - ПЭТ/ПЭ сополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканый текстильный материал «спанбонд» был получен так же, как и в Примере 3, за исключение того, что в оболочке был использован полиэтиленовый сополимер вместо полиэтиленового гомополимера.
Пример 10 - ПЭТ/ПЭ сополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканый текстильный материал «спанбонд» был получен так же, как и в Примере 4, за исключение того, что в оболочке был использован полиэтиленовый сополимер вместо полиэтиленового гомополимера.
Пример 11 - ПЭТ/ПП сополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканый текстильный материал «спанбонд» был получен так же, как и в Примере 3, за исключение того, что в оболочке был использован полипропиленовый сополимер вместо полиэтиленового гомополимера.
Пример 12 - ПЭТ/ПП сополимер в соотношении 70/30 со структурой нецентрированная сердцевина/оболочка
Нетканый текстильный материал «спанбонд» был получен так же, как и в Примере 4, за исключение того, что в оболочке был использован полипропиленовый сополимер вместо полиэтиленового гомополимера.
Согласно настоящему изобретению нетканый материал «спанбонд» содержит два слоя 1, 2, один из которых расположен на другом и находится в непосредственном контакте с ним. Наложение одного слоя на другой может быть осуществлено различными путями. В соответствии с одним вариантом осуществления слой 2 (например, Пример 1) наносят непосредственно на другой слой 1 (например, Пример 2) в ходе поточного процесса производства, а затем композитный материал скрепляют или по меньшей мере уплотняют путем пропускания композитного материала через блок скрепления горячим воздухом (горячевоздушный нож или диффузор), который обдувает горячим воздухом верхнюю поверхность композитного материала и, в случае необходимости, одновременно или последовательно нижнюю поверхность композитного материала. Компоненты-оболочки элементарных нитей частично расплавляются во время указанного процесса, в результате чего они скрепляют элементарные нити друг с другом в местах их соприкосновения друг с другом.
В соответствии с другим вариантом осуществления по меньшей мере один из слоев 1, 2, или предпочтительно оба слоя 1, 2, по меньшей мере частично предварительно скреплен, или скреплены, для облегчения транспортировки или подобных манипуляций. Затем предварительно скрепленные слои 1, 2 накладывают друг на друга и уплотняют при помощи вышеупомянутого блока скрепления горячим воздухом.
В соответствии с предпочтительным вариантом осуществления обеспечивают наличие первого слоя 1 извитых двухкомпонентных элементарных нитей, характеризующихся структурой нецентрированная сердцевина/оболочка и диаметром приблизительно 15-35 микрон, и второй слой 2 извитых двухкомпонентных элементарных нитей наносят на первый слой 1, при этом элементарные нити второго слоя характеризуются структурой нецентрированная сердцевина/оболочка и диаметром, который находится в диапазоне приблизительно 10-20 микрон и меньше диаметра элементарных нитей первого слоя 1. Второй слой 2 характеризуется более высокой плотностью по сравнению с первым слоем 1. Композитный материал подвергают воздействию горячевоздушного ножа или диффузора, в результате чего горячий воздух воздействует на второй слой 2 элементарных нитей, при этом температура горячего воздуха, воздействующего на второй слой 2 элементарных нитей, слегка превышает температуру плавления, присущую компоненту-оболочке элементарных нитей, входящих в состав второго слоя 2. Поскольку горячий воздух сталкивается с внешней поверхностью второго слоя 2 элементарных нитей, а затем проходит через композитный материал, компонент-оболочка элементарных нитей становится липкой или расправляется, при этом элементарные нити сплавляются в местах их пересечения. Весь композитный материал термически скрепляется таким образом, что соблюдается следующее условие: чем дальше от внешней поверхности второго слоя 2, тем ниже степень скрепления. Без ограничения какой-либо теорией считается, что это связано со следующим: i) снижение температуры горячего воздуха при его прохождении от места взаимодействия через композитный материал к внешней поверхности первого слоя 1, и ii) более высокое отношение площади к массе у элементарных нитей, входящих в состав второго слоя 2 элементарных нитей, так как эти элементарные нити характеризуются меньшим диаметром по сравнению с диаметром элементарных нитей первого слоя 1 элементарных нитей.
Таким образом, получаемый в результате композитный материал или слоистый материал содержит первый слой 2 более крупных элементарных нитей с более низкой плотностью и второй слой 2 более мелких элементарных нитей с более высокой плотностью, при этом степень скрепления (и количество мест скрепления) снижается от внешней поверхности второго слоя 2 в направлении поверхности взаимодействия между первым слоем 1 и вторым слоем 2 и от нее в направлении внешней поверхности первого слоя 1. Общий объем пустот внутри нетканого материала значительно снижается в противоположном направлении.
Согласно настоящему изобретению первый слой 1 извитых двухкомпонентных элементарных нитей характеризуется структурой нецентрированная сердцевина/оболочка и диаметром волокна более приблизительно 15 микрон.
Согласно настоящему изобретению первый слой 1 извитых двухкомпонентных элементарных нитей характеризуется структурой нецентрированная сердцевина/оболочка и диаметром волокна менее приблизительно 35 микрон, предпочтительно менее приблизительно 30 микрон, предпочтительно менее приблизительно 28 микрон, предпочтительно менее приблизительно 26 микрон, наиболее предпочтительно менее приблизительно 24 микрон.
Согласно настоящему изобретению второй слой 2 извитых двухкомпонентных элементарных нитей характеризуется структурой нецентрированная сердцевина/оболочка и диаметром волокна более приблизительно 10 микрон, предпочтительно более приблизительно 11 микрон, наиболее предпочтительно более приблизительно 12 микрон.
Согласно настоящему изобретению второй слой 2 извитых двухкомпонентных элементарных нитей характеризуется структурой нецентрированная сердцевина/оболочка и диаметром волокна менее приблизительно 20 микрон, предпочтительно менее приблизительно 18 микрон, наиболее предпочтительно менее приблизительно 16 микрон.
Предпочтительно, различие в диаметре волокна между первым слоем 1 и вторым слоем 2 составляет более 2 микрон, предпочтительно более 3 микрон, предпочтительно более 4 микрон.
Предпочтительно, различие в диаметре волокна между первым слоем 1 и вторым слоем 2 составляет менее 20 микрон, предпочтительно менее 16 микрон, предпочтительно менее 13 микрон, предпочтительно менее 10 микрон.
Согласно настоящему изобретению первый слой 1 состоит из волокон, демонстрирующих по меньшей мере 3 извитка на один сантиметр, предпочтительно по меньшей мере 4 извитка на один сантиметр, более предпочтительно по меньшей мере 5 извитков на один сантиметр, наиболее предпочтительно по меньшей мере 6 извитков на один сантиметр.
Предпочтительно, первый слой 1 состоит из волокон, демонстрирующих максимально 30 извитков на один сантиметр, предпочтительно максимально 25 извитков на один сантиметр, более предпочтительно максимально 20 извитков на один сантиметр, наиболее предпочтительно максимально 15 извитков на один сантиметр. Согласно настоящему изобретению второй слой 2 состоит из волокон, демонстрирующих по меньшей мере 3 извитка на один сантиметр, предпочтительно по меньшей мере 4 извитка на один сантиметр, более предпочтительно по меньшей мере 5 извитков на один сантиметр, более предпочтительно по меньшей мере 6 извитков на один сантиметр, более предпочтительно по меньшей мере 8 извитков на один сантиметр, наиболее предпочтительно по меньшей мере 10 извитков на один сантиметр.
Предпочтительно, второй слой 2 состоит из волокон, демонстрирующих максимально 30 извитков на один сантиметр, предпочтительно максимально 25 извитков на один сантиметр, более предпочтительно максимально 20 извитков на один сантиметр, наиболее предпочтительно максимально 15 извитков на один сантиметр. Согласно другому предпочтительному варианту осуществления второй слой 2 состоит из волокон, демонстрирующих 5 15 извитков на один сантиметр, и первый слой 1 состоит из волокон, демонстрирующих 5-15 извитков на один сантиметр. Согласно другому варианту осуществления может быть предпочтительным, когда уровень извитости, присущий первому слою 1, ниже уровня извитости, присущего второму слою 2.
Согласно другому варианту осуществления может быть предпочтительным, когда уровень извитости, присущий первом и второму слоями 1, 2, является более или менее одинаковым. Специалист в данной области техники должен знать, что различные технологические проблемы могут служить причиной того, что во время производственного процесса некоторые отдельные волокна не будут иметь необходимого извитая. Без ограничения какой-либо теорией ожидается получить продукт согласно настоящему изобретению, который обладает описанным характеристиками по меньшей мере с 90% волокон, извитых в соответствии с описанием. Дополнительно, второй слой 2 элементарных нитей может подвергаться усадке под воздействием нагрева, вызываемого горячевоздушным ножом или диффузором. Первый слой 1, который не имеет усадки или который усаживается менее второго слоя 2, становится более пушистым. Это происходит потому, что второй слой 2 был скреплен с первым слоем 1 при помощи нагревания, однако, поскольку нагревание было недостаточным для инициации усадки первого слоя 1, первый слой 1 покрылся складками во время усадки второго слоя 2. Складки 3 и их направления не имеют строгого равномерного распределения или ориентации, при этом они образую каналы, проходящие в основном вдоль машинного направления 5, но по меньшей мере 30%, предпочтительно по меньшей мере 40% складок 3 образуют угол 4 с машинным направлениям 5, причем угол 4 находится в диапазоне 5°-20°. Получаемый в результате нетканый текстильный материал характеризуется складчатой первой поверхностью, предоставляемой первым слоем 1, и по существу равномерной второй поверхностью, предоставляемой вторым слоем 2. Этот эффект также может проявляться, когда оба слоя 1, 2 усаживаются, но с различным уровнем усадки для каждого слоя.
Когда такой композитный материал используют в качестве собирающего/распределительного слоя в абсорбирующем изделии, складки 3 и их варьирующее направление на поверхности СРС улучшают способность СРС распределять жидкость в различные части сердцевины абсорбирующего изделия. Согласно настоящему изобретению слои 1, 2 нетканого материала «спанбонд» содержат извитые волокна. Образование таких извитых волокон в результате значительного различия свойств индивидуальных подсекций, что обычно выражается при помощи так называемой сжимаемости индивидуальных подсекций, хорошо известно в промышленности. Волокна, полученные таким способом, известны под названием химически сформированные волокна. Специалисту в данной области техники будет понятно, что термин сжимаемость подсекции описывает, главным образом, объем во время перехода из жидкого состояния в твердое состояние, на который оказывают влияние различные свойства полимеров. Специалисту в данной области техники будет также понятно, что различие в кристалличности также может влиять на степень извитости волокна. Скорость роста кристаллов и степень кристалличности могут вызвать так называемое «вторичное придание извитости», когда волокно находится в твердом состоянии. Придание извитости также может активироваться или поддерживаться при помощи добавочной энергии (например, при помощи нагревания, механической энергии и т.п.). Специалисту в данной области техники будет понятно, что теоретические способы придания извитости описаны в литературе, и вышеупомянутые случаи являются примерами возможных принципов.
Согласно настоящему изобретению нетканый материал может включать в себя двухкомпонентные волокна со структурой нецентрированная сердцевина/оболочка, при этом сердцевина содержит сложные полиэфиры, включающие в себя как полиэфиры искусственного происхождения (такие как, например, полиэтилентерефталат «ПЭТ»), так и полиэфиры на основе биологического сырья (такие как, например, полимолочная кислота -«ПМК») или их сополимеры. Согласно некоторым вариантам осуществления может быть предпочтительным наличие одинакового материала сердцевины как в первом, так и во втором слоях 1, 2. Согласно другим вариантам осуществления может быть предпочтительным комбинировать материалы сердцевины в конечном продукте, например, использовать ПМК в качестве материала сердцевины в первом слое 1 с более толстыми волокнами и использовать ПЭТ в качестве материала сердцевины во втором слое 2 с более тонкими волокнами. Специалист в данной области техники может понять, что использование различных полимеров сердцевины может привести к различным конечным свойствам поверхности слоев (например, жесткости). Конечный продукт может быть разработан в соответствии с конкретными потребностями. Согласно настоящему изобретению нетканый материал может содержать двухкомпонентные волокна с нецентрированной сердцевиной/оболочкой, в которых оболочка содержит полимеры с более низкой температурой плавления по сравнению с температурой плавления полимера сердцевины. Предпочтительно, полимеры могут быть выбраны из группы полиолефинов (например, полипропилен «ПП» или полиэтилен «ПЭ») или их сополимеров (например, сополимер полипропилена - «соПП», сополимер полиэтилена - «соПЭ»). Предпочтительно, полимеры также могут быть выбраны из группы сополимеров сложных полиэфиров (например, сополимера полиэтилентерефталата - «соПЭТ»).
Специалист в данной области техники также может оценить преимущество использования полимерных смесей из вышеупомянутых групп или добавления подходящих добавок.
Согласно некоторым вариантам осуществления может быть предпочтительным наличие одинакового материала оболочки в первом и втором слоях 1, 2. Согласно другим вариантам осуществления может быть предпочтительным комбинировать материалы оболочки в конечном продукте, например, использовать оболочку на основе ПП в первом слое и оболочку на основе соПП во втором слое. Материалы оболочки в первом и втором слоях 1, 2 должны демонстрировать очень хорошую способность к взаимному смешиванию. Специалист в данной области техники оценит, например, различный уровень адгезии на внешней поверхности первого и второго слоев 1, 2, который может быть учтен, например, при расположении полотна внутри абсорбирующего средства личной гигиены. Согласно настоящему изобретению нетканый материал может быть преимущественно использован в качестве части одноразового средства личной гигиены, такого как подгузник, средство для женской гигиены, средство для лечения недержания у взрослых, абсорбирующая прокладка или другие типы абсорбирующих средств, где требуется функция сбора и распределения. Современные абсорбирующие средства выполнены в качестве многослойных структур, в которых соседние функциональные слои могут быть преимущественно настолько идеально смежными друг с другом, что они кажутся связанными. Нетканый материал согласно настоящему изобретению будет, как правило, располагаться между верхним листом и абсорбирующей сердцевиной. Верхний лист может быть выполнен, например, из одного слоя для создания многослойной мягкой объемной структуры, которая является приятной на ощупь. Абсорбирующая сердцевина может быть сконструирована различными способами, например, начиная от «воздушной» сердцевины с низким количеством суперабсорбента или без суперабсорбента и заканчивая так называемой «плотной» сердцевиной с большим количеством суперабсорбента. Абсорбирующая сердцевина может быть покрыта так называемой оболочкой сердцевины. Специалисту в данной области техники будет понятно, что нетканый материал согласно настоящему изобретению может быть использован в качестве функционального СРС или в качестве части функционального СРС в комбинации, например, с другим слоем в соответствии с техническим заданием конструктора абсорбирующего средства.
Конкретные примеры нетканого полотна «спанбонд» согласно настоящему изобретению
Пример 13
Примеры 1 и 2 были объединены путем наслоения Примера 2 на Пример 1 с образованием двухслойной нетканой структуры, где слой, состоящий из Примера 1, образовывал второй слой 2 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 16 микрон, степенью извитости приблизительно 13 извитков на один сантиметр и объемной плотностью приблизительно 105 кг/м3, и слой, состоящий из Примера 2, образовывал первый слой 1 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 20 микрон, степенью извитости приблизительно 7 извитков на один сантиметр и объемной плотностью приблизительно 56 кг/м3. Таким образом, получают композитный материал, характеризующийся общей основной массой 70 г/м2 и толщиной приблизительно 1 мм. Слои 1, 2 были скреплены друг с другом путем пропускания композитного материала через блок скрепления горячим воздухом (горячевоздушный нож или диффузор), который выдувал горячий воздух на внешнюю поверхность второго слоя 2, при этом горячий воздух характеризовался температурой приблизительно 125-130°С при взаимодействии со вторым слоем 2. Продолжительность воздействия и скорость/давление горячего воздуха были подобраны таким образом, чтобы оболочки элементарных нитей на внешней поверхности второго слоя 2 достаточно расправились для обеспечения надежного скрепления, при этом элементарные нити на внешней поверхности первого слоя 1 остались по существу нескрепленными. Согласно этому конкретному варианту осуществления воздействие горячим воздухом на определенное место продолжалось 2,5 секунды в устройстве сушки горячим воздухом - Размер. 1 / ∅2600 - АВ 4800 (FLEISSNER GmbH), при этом циркуляция воздуха была установлена равной 90% и отведение воздуха было установлено равным 100%. Во время такого скрепления слоев 1, 2 горячий воздух (например, из устройства сушки Omega Fleissner) взаимодействует с внешней поверхностью второго слоя 2 и проникает через слои 1, 2, и температура воздуха постепенно падает, начиная от места взаимодействия, так что температура воздуха, воздействующего на первый слой 1, ниже температуры воздуха, воздействующего на второй слой 2. Таким образом, может быть получен эффект различной усадки двух отдельных слоев 1, 2. Слой, который подвергся меньшей усадке, может создавать объемную структуру в виде каналов/складок, что положительно влияет на объемность нетканого полотна, а также его способность накопления жидкости и способность распределения жидкости.
Пример 14
Примеры 3 и 4 были объединены путем наслоения Примера 4 на Пример 3 с образованием двухслойной нетканой структуры, где слой, состоящий из Примера 3, образовывал второй слой 2 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 15 микрон, степенью извитости приблизительно 14 извитков на один сантиметр и объемной плотностью приблизительно 107 кг/м3, и слой, состоящий из Примера 4, образовывал первый слой 1 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 21 микрон, степенью извитости приблизительно 8 извитков на один сантиметр и объемной плотностью приблизительно 60 кг/м3. Таким образом, получают композитный материал, характеризующийся общей основной массой 50 г/м2 и толщиной приблизительно 1 мм. Слои 1, 2 были скреплены друг с другом путем пропускания композитного материала через блок скрепления горячим воздухом (горячевоздушный нож или диффузор), который выдувал горячий воздух на внешнюю поверхность второго слоя 2, при этом горячий воздух характеризовался температурой приблизительно 125-130°С при взаимодействии со вторым слоем 2. Продолжительность воздействия и скорость/давление горячего воздуха были подобраны таким образом, чтобы оболочки элементарных нитей на внешней поверхности второго слоя 2 достаточно расправились для обеспечения надежного скрепления, при этом элементарные нити на внешней поверхности первого слоя 1 остались по существу нескрепленными. Согласно этому конкретному варианту осуществления воздействие горячим воздухом на определенное место продолжалось приблизительно 2 секунды в устройстве сушки горячим воздухом - Размер. 1 / ∅2600 - АВ 4800 (FLEISSNER GmbH), при этом циркуляция воздуха была установлена равной 90% и отведение воздуха было установлено равным 100%. И в этом случае, во время такого скрепления слоев 1, 2, горячий воздух (например, из устройства сушки Omega Fleissner) взаимодействует с внешней поверхностью второго слоя 2 и проникает через слои 1, 2, и температура воздуха постепенно падает, начиная от места взаимодействия, так что температура воздуха, воздействующего на первый слой 1, ниже температуры воздуха, воздействующего на второй слой 2. Таким образом, может быть получен эффект различной усадки двух отдельных слоев 1, 2. Слой, который подвергся меньшей усадке, может создавать объемную структуру в виде каналов/складок, что положительно влияет на объемность нетканого полотна, а также его способность накопления жидкости и способность распределения жидкости.
Пример 15
Примеры 5 и 6 были объединены путем наслоения Примера 6 на Пример 5 с образованием двухслойной нетканой структуры, где слой, состоящий из Примера 5, образовывал второй слой 2 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 12 микрон, степенью извитости приблизительно 4 извитка на один сантиметр и объемной плотностью приблизительно 110 кг/м3, и слой, состоящий из Примера 6, образовывал первый слой 1 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 16 микрон, степенью извитости приблизительно 6 извитков на один сантиметр и объемной плотностью приблизительно 115 кг/м3. Таким образом, получают композитный материал, характеризующийся общей основной массой 50 г/м2 и толщиной приблизительно 1 мм. Слои 1, 2 были скреплены друг с другом путем пропускания композитного материала через блок скрепления горячим воздухом (горячевоздушный нож или диффузор), который выдувал горячий воздух на внешнюю поверхность второго слоя 2, при этом горячий воздух характеризовался температурой приблизительно 125-130°С при взаимодействии со вторым слоем 2. Продолжительность воздействия и скорость/давление горячего воздуха были подобраны таким образом, чтобы оболочки элементарных нитей на внешней поверхности второго слоя 2 достаточно расправились для обеспечения надежного скрепления, при этом элементарные нити на внешней поверхности первого слоя 1 остались по существу нескрепленными. Согласно этому конкретному варианту осуществления воздействие горячим воздухом на определенное место продолжалось 1,5 секунды.
Пример 16
Примеры 7 и 8 были объединены путем наслоения Примера 8 на Пример 7 с образованием двухслойной нетканой структуры, где слой, состоящий из Примера 7, образовывал второй слой 2 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 15 микрон, степенью извитости приблизительно 13 извитков на один сантиметр и объемной плотностью приблизительно 102 кг/м3, и слой, состоящий из Примера 8, образовывал первый слой 1 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 20 микрон, степенью извитости приблизительно 7 извитков на один сантиметр и объемной плотностью приблизительно 55 кг/м3. Таким образом, получают композитный материал, характеризующийся общей основной массой 50 г/м2 и толщиной приблизительно 1 мм. Слои 1, 2 были скреплены друг с другом путем пропускания композитного материала через блок скрепления горячим воздухом (горячевоздушный нож или диффузор), который выдувал горячий воздух на внешнюю поверхность второго слоя, при этом горячий воздух характеризовался температурой приблизительно 125-130°С при взаимодействии со вторым слоем 2. Продолжительность воздействия и скорость/давление горячего воздуха были подобраны таким образом, чтобы оболочки элементарных нитей на внешней поверхности второго слоя 2 достаточно расплавились для обеспечения надежного скрепления, при этом элементарные нити на внешней поверхности первого слоя 1 остались по существу нескрепленными. Согласно этому конкретному варианту осуществления воздействие горячим воздухом на определенное место продолжалось 2,5 секунды в устройстве сушки горячим воздухом - Размер. 1 / ∅2600 - АВ 4800 (FLEISSNER GmbH), при этом циркуляция воздуха была установлена равной 90% и отведение воздуха было установлено равным 100%. И в этом случае, во время такого скрепления слоев, может быть получена различная усадка индивидуальных слоев, что описано в отношении Примеров 13 и 14.
Пример 17
Примеры 9 и 10 были объединены путем наслоения указанного Примера 10 на указанный Пример 9 с образованием двухслойной нетканой структуры, где слой, состоящий из указанного Примера 9, образовывал второй слой 2 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 15 микрон, степенью извитости приблизительно 12 извитков на один сантиметр и объемной плотностью приблизительно 108 кг/м3, и слой, состоящий из указанного Примера 10, образовывал первый слой 1 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 21 микрон, степенью извитости приблизительно 6 извитков на один сантиметр и объемной плотностью приблизительно 59 кг/м3. Таким образом, получают композитный материал, характеризующийся общей основной массой 50 г/м2 и толщиной приблизительно 1 мм. Слои 1, 2 были скреплены друг с другом путем пропускания композитного материала через блок скрепления горячим воздухом (горячевоздушный нож или диффузор), который выдувал горячий воздух на внешнюю поверхность второго слоя 2, при этом горячий воздух характеризовался температурой приблизительно 125-130°С при взаимодействии со вторым слоем 2. Продолжительность воздействия и скорость/давление горячего воздуха были подобраны таким образом, чтобы оболочки элементарных нитей на внешней поверхности второго слоя 2 достаточно расплавились для обеспечения надежного скрепления, при этом элементарные нити на внешней поверхности первого слоя 1 остались по существу нескрепленными. Согласно этому конкретному варианту осуществления воздействие горячим воздухом на определенное место продолжалось 2 секунды в устройстве сушки горячим воздухом - Размер. 1 / ∅2600 - АВ 4800 (FLEISSNER GmbH), при этом циркуляция воздуха была установлена равной 90% и отведение воздуха было установлено равным 100%. И в этом случае, во время такого скрепления слоев, может быть получена различная усадка индивидуальных слоев, что описано в отношении Примеров 13 и 14.
Пример 18
Примеры 11 и 12 были объединены путем наслоения указанного Примера 12 на указанный Пример 11 с образованием двухслойной нетканой структуры, где слой, состоящий из указанного Примера 11, образовывал второй слой 2 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 16 микрон, степенью извитости приблизительно 13 извитков на один сантиметр и объемной плотностью приблизительно 106 кг/м3, и слой, состоящий из указанного Примера 12, образовывал первый слой 1 и состоял из элементарных нитей, характеризующихся диаметром приблизительно 20 микрон, степенью извитости приблизительно 6 извитков на один сантиметр и объемной плотностью приблизительно 58 кг/м3. Таким образом, получают композитный материал, характеризующийся общей основной массой 50 г/м2 и толщиной приблизительно 1 мм. Слои 1, 2 были скреплены друг с другом путем пропускания композитного материала через блок скрепления горячим воздухом (горячевоздушный нож или диффузор), который выдувал горячий воздух на внешнюю поверхность второго слоя 2, при этом горячий воздух характеризовался температурой приблизительно 125-130°С при взаимодействии со вторым слоем 2. Продолжительность воздействия и скорость/давление горячего воздуха были подобраны таким образом, чтобы оболочки элементарных нитей на внешней поверхности второго слоя 2 достаточно расплавились для обеспечения надежного скрепления, при этом элементарные нити на внешней поверхности первого слоя 1 остались по существу нескрепленными. Согласно этому конкретному варианту осуществления воздействие горячим воздухом на определенное место продолжалось 2 секунды в устройстве сушки горячим воздухом - Размер. 1 / ∅2600 - АВ 4800 (FLEISSNER GmbH), при этом циркуляция воздуха была установлена равной 90% и отведение воздуха было установлено равным 100%. И в этом случае, во время такого скрепления слоев, может быть получена различная усадка индивидуальных слоев, что описано в отношении Примеров 13 и 14.
Способы испытаний
«Основная масса» нетканого полотна измеряется в соответствии с европейским стандартным испытанием EN ISO 9073-1:1989 (соответствует WSP 130.1). Для измерения используют 10 слоев нетканого полотна, при этом размер Примера составляет 10×10 см2.
«Толщина листа» или «толщина» нетканого материала измеряется в соответствии с европейским стандартным испытанием EN ISO 9073-2:1995 (соответствует WSP 120.6) со следующим изменением:
1. материал должен измеряться на Примере, взятом с производства, который не подвергался воздействию более высоких упрочняющих усилий или не находился более одного дня под воздействием давления (например, в рулоне с готовой продукцией), напротив перед измерением материал должен свободно лежать на какой-либо поверхности по меньшей мере в течение 24 часов.
2. общая масса верхнего плеча устройства, включая добавленную массу, составляет 130 г.
«Степень извитости» измеряется в соответствии с ASTM D-3937-82 со следующим изменением:
1. В качестве единицы измерения используют «извиток на один сантиметр».
Установление степени извитости в скрепленном слое представляет собой проблему, так как отдельные волокна скреплены друг с другом, и невозможно удалить одно из них из композиции (без опасности воздействия на исходный уровень извитости) и измерить значение извитости и длину волокна. Для цели настоящего изобретения может быть использована следующая оценка:
1) получают изображение оцениваемого слоя с таким увеличением, чтобы волокна были хорошо видны;
2) выбирают одиночное волокно, и помечают его часть на всем изображении или по меньшей мере части изображения;
3) измеряют длину помеченного волокна на изображении;
4) подсчитывают количество извитков на участке с измеренной длиной;
В отличие от измерения отдельных волокон, невозможно расположить волокно таким образом, чтобы все извитки были хорошо видны, а затем подсчитаны в повторяющейся последовательности. В скрепленной структуре некоторые части могут быть скрыты в направлении z, некоторые части могут быть скрыты другими волокнами; некоторые части могут быть скрыты из-за скрепления. Каждый поворот волокна должен подсчитываться в качестве половины извитка. Кроме того, переход от резкого к размытому на одном волокне следуют подсчитывать в качестве половины извитка см. примеры на фиг. 3-1-3-3, где половины извитков 1А+1В образуют один извиток (то же самое относится к 2А+2В и 3А+3В).
5) рассчитывают количество извитков на один сантиметр.
Следует иметь в виду, что значение рассчитывается с использованием двухмерного изображения трехмерного объекта и что не охватывается длина волокна в направлении z. Фактическая длина волокна, вероятно, будет выше. Кроме того, двухмерное изображение может скрывать некоторые извитки волокна, в частности, рядом с местом скрепления. Тем не менее, ожидается, что описанная оценка может дать релевантную картину извитости волокна.
«Отношение длины элементарной нити к длине ткани» может быть измерено двумя различными путями:
a) длину элементарных нитей измеряют путем их вытягивания таким образом, чтобы они проходили вдоль некоторой линии без каких-либо извитков;
b) в ткани, характеризующейся заданным уровнем скрепления, невозможно использовать способ а) для измерения длины элементарных нитей, в результате чего оценка может быть выполнена следующим образом:
a. получают изображение оцениваемого слоя с таким увеличением, чтобы волокна были хорошо видны;
b. выбирают одиночное волокно, и помечают его часть на всем изображении или по меньшей мере на части изображения;
c. измеряют длину волокна, помеченного на изображении;
d. измеряют длину ткани, где помечено волокно;
c) рассчитывают отношение длины элементарной нить к длине ткани (в процентах).
«Способность к упругой деформации» нетканого материала измеряется в соответствии с европейским стандартным испытанием EN ISO 964-1 со следующим изменением:
1. к образцу нетканого материала прикладывают усилие предварительного нагружения в 1,06 Н;
2. к образцу нетканого материала прикладывают усилие в 5 Н со скоростью нагружения 5 мм/мин.
Затем способность к упругой деформации рассчитывают при помощи следующего уравнения:
С = способность к упругой деформации [%];
T1 = расстояние между зажимами при нагрузке 5 Н [мм];
Т0 = толщина (согласно EN ISO 9073-2:1995) [мм].
«Объемную плотность» нетканого материала рассчитывается при помощи следующего уравнения:
ρb = объемная плотность [кг/м3];
BW = основная масса (согласно EN ISO 9073-1:1989) [г/м2];
T = толщина (согласно EN ISO 9073-2:1995) [мм].
Объемная плотность одного слоя в композитном материале:
1) измеряют толщину одного слоя при помощи оптического способа исходя из поперечного сечения нетканого материала. Количество образцов должно быть по меньшей мере 10, и указанное число должно быть установлено таким образом, чтобы исправленное стандартное отклонение выборки s было менее 30% среднего значения (ν ниже 30%);
2) измеряют основную массу
a. берут производственное значение;
b. для получения приблизительного значения можно выполнить следующее:
i. берут образец с известной площадью поверхности;
ii. слои аккуратно отделяют друг от друга, или волокна отделяют от слоев;
iii. измеряют массу отделенных слоев и их волокон;
iv. основную массу рассчитывают исходя из известной площади поверхности и массы слоя;
v. количество образцов должно быть по меньшей мере 10, и указанное число должно быть установлено таким образом, чтобы исправленное стандартное отклонение выборки s было менее 20% среднего значения (ν ниже 20%).
Исправленное стандартное отклонение выборки должно быть вычислено с использованием следующей формулы:
где:
N - количество образцов;
xi - одиночное измеренное значение;
x - среднее измеренное значение.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ МАТЕРИАЛ СПАНБОНД С ИЗВИТЫМИ ТОНКИМИ ВОЛОКНАМИ И УЛУЧШЕННОЙ ОДНОРОДНОСТЬЮ | 2019 |
|
RU2748508C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2810682C2 |
| АБСОРБИРУЮЩАЯ СТРУКТУРА | 2016 |
|
RU2697170C1 |
| Нетканое полотно | 2015 |
|
RU2677084C2 |
| ЕДИНАЯ ПОГЛОЩАЮЩАЯ ТЕКУЧУЮ СРЕДУ СИСТЕМА ДЛЯ ВПИТЫВАЮЩИХ ПРОДУКТОВ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2611944C2 |
| Абсорбирующее изделие с адгезивом, свободным от агента, усиливающего клейкость | 2015 |
|
RU2680499C2 |
| ВАТКА, СОДЕРЖАЩАЯ ИЗВИТЫЕ ДВУХ- ИЛИ МНОГОКОМПОНЕНТНЫЕ ВОЛОКНА, И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2649264C2 |
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2665912C1 |
| Гетерогенный материал, содержащий пеноматериал | 2015 |
|
RU2662631C2 |
| Абсорбирующие изделия с барьерными ножными манжетами | 2014 |
|
RU2626229C2 |
Нетканое полотно «спанбонд» для собирающего/распределительного слоя, причем полотно содержит: первый слой (1) элементарных нитей, причем первый слой (1) состоит из непрерывных извитых двухкомпонентных элементарных нитей со структурой нецентрированная сердцевина/оболочка, при этом элементарные нити характеризуются диаметром в диапазоне 15-35 микрон и демонстрируют по меньшей мере 3 извитка на один сантиметр, второй слой (2) элементарных нитей, расположенный на первом слое (1) и находящийся в непосредственном взаимодействии с ним, причем второй слой (2) элементарных нитей содержит непрерывные извитые двухкомпонентные элементарные нити со структурой нецентрированная сердцевина/оболочка, причем элементарные нити характеризуются значением диаметра, которое меньше значения диаметра элементарных нитей в первом слое (1) и которое находится в диапазоне 10-20 микрон, и демонстрируют по меньшей мере 3 извитка на один сантиметр. 2 н. и 10 з.п. ф-лы, 5 ил.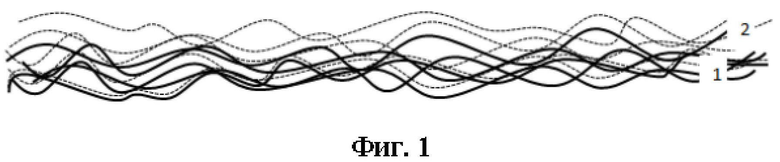
1. Нетканое полотно «спанбонд» для собирающего/распределительного слоя, причем полотно содержит:
- первый слой (1) элементарных нитей, причем первый слой состоит из непрерывных извитых двухкомпонентных элементарных нитей со структурой нецентрированная сердцевина/оболочка, при этом элементарные нити характеризуются диаметром в диапазоне 15-35 микрон и демонстрируют по меньшей мере 3 извитка на один сантиметр,
- второй слой (2) элементарных нитей, расположенный на первом слое (1) и находящийся в непосредственном взаимодействии с ним, отличающееся тем, что второй слой (2) элементарных нитей содержит непрерывные извитые двухкомпонентные элементарные нити со структурой нецентрированная сердцевина/оболочка, причем элементарные нити характеризуются значением диаметра, которое меньше значения диаметра элементарных нитей в первом слое (1) и которое находится в диапазоне 10-20 микрон, и демонстрируют по меньшей мере 3 извитка на один сантиметр.
2. Нетканое полотно «спанбонд» по п. 1, в котором по меньшей мере некоторые из элементарных нитей второго слоя (2) термически скреплены друг с другом посредством своих компонентов-оболочек и по меньшей мере некоторые из элементарных нитей первого и второго слоев (1, 2) термически скреплены друг с другом посредством своих компонентов-оболочек.
3. Нетканое полотно «спанбонд» по п. 1, в котором сердцевина элементарных нитей первого слоя (1) и/или второго слоя (2) состоит из ПЭТ, или ПМК, или ПЭТ сополимера и проходит на протяжении по меньшей мере 50 % поперечного сечения элементарной нити.
4. Нетканое полотно «спанбонд» по п. 1, в котором оболочка элементарных нитей первого слоя (1) и/или второго слоя (2) содержит полиэтиленовый гомополимер, или полиэтиленовый сополимер, или полипропиленовый сополимер.
5. Нетканое полотно «спанбонд» по п. 1, в котором первый слой (1) характеризуется меньшей объемной плотностью по сравнению со вторым слоем (2).
6. Нетканое полотно «спанбонд» по п. 5, в котором разница значений объемной плотности составляет 5-80 кг/м3.
7. Нетканое полотно «спанбонд» по п. 5, в котором разница значений объемной плотности составляет 40-60 кг/м3.
8. Нетканое полотно «спанбонд» по п. 1, в котором степень скрепления, имеющаяся 2 на внешней поверхности второго слоя (2), непрерывно снижается по нетканому полотну в направлении внешней поверхности первого слоя (1).
9. Нетканое полотно «спанбонд» по п. 1, в котором первый слой (1) состоит из непрерывных извитых двухкомпонентных элементарных нитей, характеризующихся диаметром 20-30 микрон и демонстрирующих 5-15 извитков на один сантиметр, и/или второй слой (2) состоит из непрерывных извитых двухкомпонентных элементарных нитей, характеризующихся диаметром 15-20 микрон и демонстрирующих 5-15 извитков на один сантиметр.
10. Нетканое полотно «спанбонд» по п. 1, причем второй слой (2) элементарных нитей характеризуется некоторой усадкой и/или первый слой элементарных нитей (1) содержит на своей внешней поверхности складки (3), по меньшей мере 30% которых образуют с машинным направлением (5) угол (4), находящийся в диапазоне 5-20°.
11. Абсорбирующее изделие, содержащее собирающий/распределительный слой, состоящий из нетканого полотна «спанбонд» по любому из предыдущих пунктов, отличающееся тем, что дополнительно содержит пропускающий жидкость верхний лист, непропускающий жидкость нижний лист, скрепленный с указанным верхним листом; абсорбирующую сердцевину, расположенную между указанным верхним листом и указанным нижним листом, причем собирающий/распределительный слой расположен между указанным верхним листом и указанной абсорбирующей сердцевиной.
12. Абсорбирующее изделие по п. 11, отличающееся тем, что собирающий/распределительный слой характеризуется длиной и шириной, причем элементарные нити проходят вдоль продольного направления и характеризуются длиной, которая составляет по меньшей мере 120%, по меньшей мере 150%, по меньшей мере 180% длины собирающего/распределительного слоя.
| US 2005245158 A1, 03.11.2005 | |||
| US 2015173975 A1, 25.06.2015 | |||
| US 6608236 B1, 19.08.2003 | |||
| RU 2012106807 A, 27.08.2013. |

