Изобретение относится к области строительства или ремонта магистральных, технологических и промысловых трубопроводов, в частности к устройствам для свинчивания и развинчивания (заворота) линейных стеклопластиковых труб (СПТ).
Известен ключ трубный, содержащий рычаг, две челюсти с плашками, предназначенные для охвата трубы, и дополнительное звено, а так же защелку, имеющую цилиндрический выступ на одной из челюстей, причем рычаг выполнен динамометрическим и выполнен на конце с зевом с плашкой, обе челюсти шарнирно связаны между собой, при этом свободный конец одной челюсти шарнирно связан с дополнительным звеном, другой конец которого шарнирно прикреплен к рычагу со стороны расположения его зева, а на свободном конце другой челюсти закреплен цилиндрический выступ защелки, взаимодействующий с зевом рычага, при этом челюсть, шарнирно связанная с дополнительным звеном, подпружинена относительно этого звена, которое подпружинено относительно рычага для удержания этого звена и шарнирно связанной с ним челюсти, поджатыми в направлении зева рычага (патент RU №55666, опубл. 27.08.2006).
Недостатками являются трудность монтажа ключа на трубу из-за шарнирных связей между всеми частями ключа и отсутствия в разомкнутом состоянии устойчивости, сложность в изготовлении, трудность в использовании для свинчивания стеклопластиковых труб без повреждения поверхности труб, из-за значительного веса и габарита ключа, металлических зажимов, ограниченность использования только для одного типа размера трубы, необходимость привлечения усилия одновременно двух рабочих.
В настоящее время при производстве монтажа стеклопластиковых трубопроводов на объектах нефтяных и газовых месторождений отсутствует механизация работ по завороту труб. Известны ременные ключи для вращения труб в которых ремень служит элементом для захвата трубы. Трубы заворачивать вручную при помощи ременных ключей. Недостатками являются низкая скорость заворота, необходимость привлечения одновременно двух рабочих для обеспечения необходимого усилия зажима ремня на трубе, чтобы не было проскальзывания при вращении трубы (один работник ременным ключом удерживает трубу, другой заворачивает другим ременным ключом другую трубу).
Применение другого инструмента для заворота исключается так как гладкая и хрупкая поверхность материала труб не позволяет применять инструменты с металлическими рабочими поверхностями. Ручной заворот труб увеличивает время монтажа и требует значительных физических усилий работников.
Наиболее близким по технической сущности является ключ для сборки резьбовых соединений, содержащий корпус, зажимы и мотор-редуктор (патент RU №2244620, опубл. 20.01.2005). Корпус выполнен с внутренней профилированной поверхностью, выполняющей роль кулачка, с которой контактируют ролики. Корпус через подшипник скольжения установлен на основании и соединен с валом. Зажимы содержат ролики, оси которых связаны с зажимами, имеющими фиксирующие вкладыши. Зажимы размещены напротив друг друга и соединены при помощи двух направляющих с возвратными пружинами, упирающимися в торцы зажимов. Основание имеет торцевой выступ с пазами, в которых установлены с возможностью перемещения зажимы, размещенные напротив друг друга и соединенные при помощи двух направляющих. Редуктор отделен от корпуса упорным кольцом.
Недостатками данного устройства являются сложность и высокая металлоемкость, что затрудняет его обслуживание, низкая надежность конструкции вследствие наличия возвратных пружин, установленных на направляющих зажимах, и необходимости замены фиксирующих вкладышей при свинчивании труб различных диаметров, низкая эффективность использования без повреждения наружной поверхности стеклопластиковых труб, сложность использования в полевых условиях при строительстве или ремонте трубопроводов из стеклопластиковых труб из-за отсутствия возможности свободного снятия устройства.
Техническими задачами предлагаемого устройства для заворота линейных стеклопластиковых труб являются создание конструкции простой в исполнении, эффективной и надежной при использовании для свинчивания и развинчивания (заворота) без повреждения линейных стеклопластиковых труб, обеспечивающей возможность участия в исполнении одного рабочего, а также расширение технических средств заворота стеклопластиковых труб.
Технические задачи решаются устройством для заворота линейных стеклопластиковых труб, содержащим корпус с зажимным механизмом, прижимаемые зажимным механизмом с противоположных сторон к трубе роликовые зажимы и мотор-редуктор для вращения трубы при завороте.
Новым является то, что корпус выполнен трубным с установленным внутри ручным винтовым продольным домкратом с подвижной гайкой, с одного конца корпуса выполнена прорезь, причем гайка и корпус оснащены параллельными вертикальными патрубками с соответствующими зажимами, зажимной механизм гайки изготовлен в виде парных и двойных роликов, соединенных осями с соответствующими поперечинами сварной рамы и выполненных с возможностью взаимодействия с попарно с разными соединяемыми заворотом трубами, а зажимной механизм корпуса изготовлен в виде ролика, взаимодействующего при завороте с одной из труб и жестко соединенного с осью мотор-редуктора, зафиксированного на патрубке корпуса.
Также новым является то, что поверхности роликовых зажимов выполнены из плотного пластичного материала.
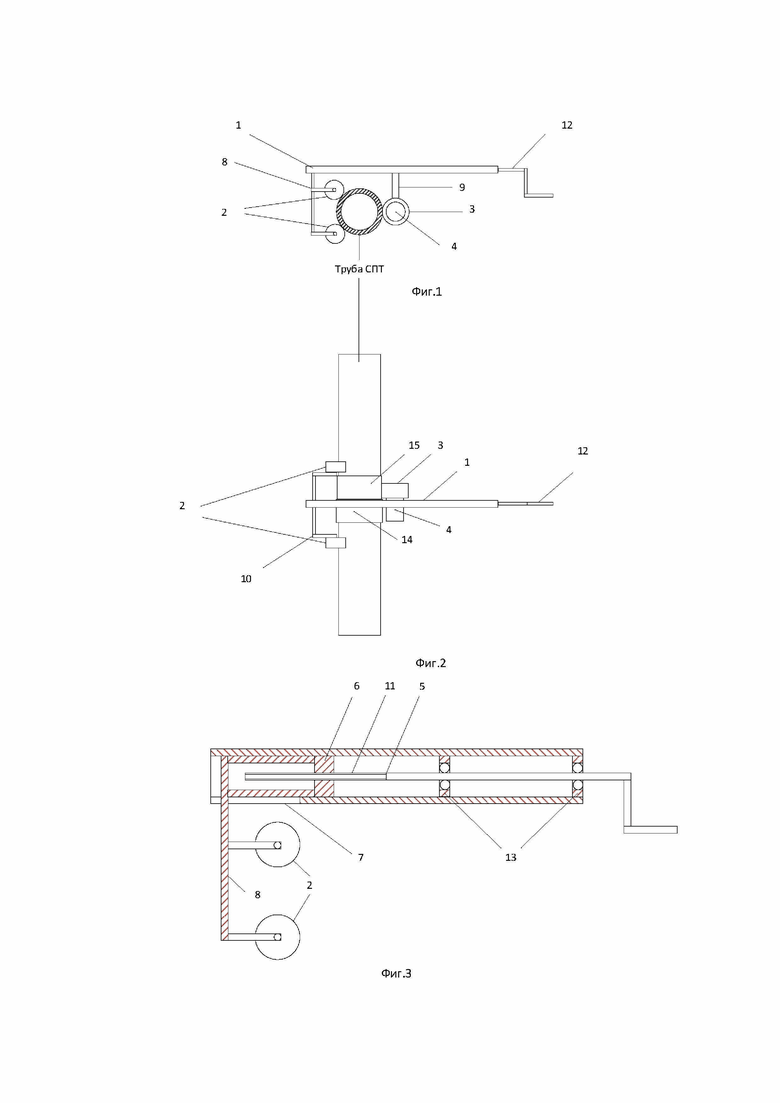
На фиг. 1 изображен вид сбоку устройства.
На фиг. 2 изображен вид сверху устройства.
На фиг. 3 изображен общий вид устройства.
Устройство для заворота линейных стеклопластиковых труб содержит корпус с зажимным механизмом 1 (фиг. 1, 2), прижимаемые зажимным механизмом с противоположных сторон к трубе роликовые зажимы 2 (фиг. 1, 2, 3), 3 (фиг. 1, 2) и мотор-редуктор 4 (фиг. 1, 2) для вращения трубы при завороте. Корпус 1 выполнен трубным с установленным внутри ручным винтовым продольным домкратом 5 (фиг. 3) с подвижной гайкой 6. С одного конца корпуса 1 выполнена прорезь 7. Причем подвижная гайка 6 и корпус 1 оснащены параллельным вертикальным патрубком 8 (фиг. 1, 3), 9 (фиг. 1) с соответствующими зажимами 2, 3. Зажимной механизм 2 гайки 6 изготовлен в виде парных и двойных роликов, соединенных осями с соответствующими поперечинами 10 (фиг. 2) сварной рамы и выполненных с возможностью взаимодействия попарно с соединяемыми заворотом трубами. Конструкция универсальна и может быть использована для широкого диапазона диаметров труб. А зажимной механизм 3 корпуса 1 изготовлен в виде ролика, взаимодействующего при завороте с одной из труб и жестко соединенного с осью мотор-редуктора 4, зафиксированного на патрубке 9 корпуса 1. Поверхности роликов выполнены из плотного пластичного материала.
Конструкция устройства является простой в исполнении, расширяет технические средства заворота стеклопластиковых труб, а также эффективной и надежной при использвании для свинчивания и развинчивания (заворота) без повреждения линейных стеклопластиковых труб, обеспечивающая возможность участия в исполнении одного рабочего, что снижает потери времени при монтаже стеклопластиковых труб, облегчит условия труда работника при простоте использования.
Устройство для заворота линейных стеклопластиковых труб работает следующим образом.
Корпус 1 выполняют трубным, например из профильной трубы 60×60×4, Ст3СП, длиной 560 мм. С одного конца корпуса по нижней образующей выполняют прорезь 7. Устанавливают внутри корпуса ручной винтовой продольный домкрат 5 (фиг. 3) с подвижной гайкой 6, например выполненной из профильной трубы 50×50×3, Ст3СП, длиной 70 мм, жестко соединенной с одного конца патрубком 8 с поперечинами 10 сварной рамой (фиг. 2), выходящим через прорезь 7, а с другого конца профильная труба выполнена с днищем, в центре днища выполнено отверстие с трапецеидальной резьбой Tr 20×4. Днище выполняют, например из листовой стали 09Г2С-12 толщиной 20 мм. Ручной винтовой продольный домкрат 5 составляет пару гайка 6 - винт 11 (фиг. 3) с рукояткой 12 (фиг. 1, 2). Винт выполняют, например с резьбой Tr 20×4 (сталь С45, диаметр 20 мм, длина резьбы 145 мм, длина линейной части 520 мм). В корпусе размещают подшипники качения 13 (фиг. 3), например 6304-ZZ ISB, наружный диаметр 52 мм, внутренний диаметр 20 мм, ширина 15 мм, обеспечивающие соосное размещение рукоятки 12 винта и корпуса 1. Гайку 6 и корпус 1 оснащают параллельными вертикальными патрубками 8 (фиг. 1, 3), 9 (фиг. 1) с соответствующими зажимами 2, 3. Зажимной механизм 2 гайки 6 изготовлен в виде парных и двойных, например полиуретановых неповоротных роликов диаметром 50 мм, соединенных осями с соответствующими поперечинами 10 сварной рамы болтовым соединением и выполненных с возможностью взаимодействия попарно с соединяемыми заворотом трубами. Патрубок 8 выполняют из профильной трубы, например 25×25×3 мм. Зажимной механизм 3 корпуса 1 изготовлен в виде ролика, например полиуретанового с наружным диаметром 70 мм, внутренним диаметром - 15 мм, со шпоночным пазом в ступице, взаимодействующего при завороте с одной из заворачиваемых труб и жестко соединенного с осью мотор-редуктора 4, зафиксированного болтовым соединением на патрубке 9 корпуса 1. В качестве мотор-редуктора используют, например мотор-редуктор F37 с асинхронным электродвигателем D71D4 мощностью 0,37 кВт. Раздвижная конструкция устройства позволяет установить его на любой типоразмер труб и обеспечить плотное прилегание роликов к трубе без повреждения путем вращения рукоятки винта.
Для монтажа трубы устанавливают на опоры-подкладки, ниппельную часть 14 (фиг.2) заворачиваемой трубы вставляют в раструбную (муфтовую) часть 15 другой трубы до упора, производят центровку труб, при необходимости с использованием крана-манипулятора.
Устанавливают устройство на любой типоразмер СПТ труб, плотно прижимают ролик 3 мотор-редуктора 4, например к муфтовой части 15 (фиг.2) с одной стороны трубы и плотно прижимают ролики 2 к заворачиваемым трубам путем вращения рукоятки 12 винта 11. Для заворота трубы включают мотор-редуктор 4 с роликом 3.
Конструкция устройства является эффективной и надежной при использовании для свинчивания и развинчивания (заворота) без повреждения линейных стеклопластиковых труб, обеспечивающая возможность участия в исполнении одного рабочего, что снижает потери времени при монтаже стеклопластиковых труб, облегчит условия труда работника при простоте исполнения и использования. Также устройство расширяет технические средства заворота стеклопластиковых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Навесной грейфер для захвата и свинчивания стеклопластиковых труб | 2023 |
|
RU2816588C1 |
| АВТОМАТИЧЕСКИ РЕГУЛИРУЕМАЯ ПРИВОДНАЯ ЧЕЛЮСТЬ ТРУБНОГО КЛЮЧА | 2009 |
|
RU2525241C2 |
| УСТРОЙСТВО ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ НАСОСНЫХ ШТАНГ | 2001 |
|
RU2204010C2 |
| УНИВЕРСАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПОДВЕСНОЙ ТРУБНЫЙ КЛЮЧ | 2007 |
|
RU2348507C1 |
| БУРОВОЙ ПРИВОДНОЙ КЛЮЧ | 1989 |
|
RU2026484C1 |
| АВТОМАТИЧЕСКИЙ СТАЦИОНАРНЫЙ БУРОВОЙ КЛЮЧ | 1956 |
|
SU115325A1 |
| ГИДРОПРИВОДНОЙ ПОДВЕСНОЙ ТРУБНЫЙ КЛЮЧ | 2003 |
|
RU2243351C1 |
| Ключ для сборки резьбовых соединений труб (варианты) | 2017 |
|
RU2645854C1 |
| Устройство для свинчивания или развинчивания резьбового соединения элементов устьевой арматуры скважины высоковязкой нефти | 2020 |
|
RU2742082C1 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ТРУБНЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2377386C1 |
Изобретение относится к области строительства или ремонта магистральных, технологических и промысловых трубопроводов, в частности к устройствам для свинчивания и развинчивания (заворота) линейных стеклопластиковых труб (СПТ). Устройство для заворота линейных стеклопластиковых труб содержит корпус с зажимным механизмом, прижимаемые зажимным механизмом с противоположных сторон к трубе роликовые зажимы и мотор-редуктор для вращения трубы при завороте. Корпус выполнен трубным с установленным внутри ручным винтовым продольным домкратом с подвижной гайкой. С одного конца корпуса выполнена прорезь. Причем гайка и корпус оснащены параллельными вертикальными патрубками с соответствующими зажимами. Зажимной механизм гайки изготовлен в виде парных и двойных роликов, соединенных осями с соответствующими поперечинами сварной рамы и выполненных с возможностью взаимодействия попарно с разными соединяемыми заворотом трубами. А зажимной механизм корпуса изготовлен в виде ролика, взаимодействующего при завороте с одной из труб и жестко соединённого с осью мотор-редуктора, зафиксированного на патрубке корпуса. Поверхности роликов выполнены из плотного пластичного материала. Техническим результатом является создание конструкции простой в исполнении, эффективной и надежной при использовании для свинчивания и развинчивания (заворота) без повреждения линейных стеклопластиковых труб, обеспечивающей возможность участия в исполнении одного рабочего, а также расширение технических средств заворота стеклопластиковых труб. 1 з.п. ф-лы, 3 ил.
1. Устройство для заворота линейных стеклопластиковых труб, содержащее корпус с зажимным механизмом, прижимаемые зажимным механизмом с противоположных сторон к трубе роликовые зажимы и мотор-редуктор для вращения трубы при завороте, отличающееся тем, что корпус выполнен трубным с установленным внутри ручным винтовым продольным домкратом с подвижной гайкой, с одного конца корпуса выполнена прорезь, причем гайка и корпус оснащены параллельными вертикальными патрубками с соответствующими зажимами, зажимной механизм гайки изготовлен в виде парных и двойных роликов, соединенных осями с соответствующими поперечинами сварной рамы и выполненных с возможностью взаимодействия попарно с разными соединяемыми заворотом трубами, а зажимной механизм корпуса изготовлен в виде ролика, взаимодействующего при завороте с одной из труб и жестко соединённого с осью мотор-редуктора, зафиксированного на патрубке корпуса.
2. Устройство для заворота линейных стеклопластиковых труб по п.1, отличающееся тем, что поверхности роликов выполнены из плотного пластичного материала.
| КЛЮЧ ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2244620C1 |
| Способ сульфидирования поверхности стальных или чугунных изделий | 1959 |
|
SU123823A1 |
| Механизм для накопления телеграфных сигналов | 1938 |
|
SU55666A1 |
| DE 19643488 C2, 02.03.2000 | |||
| CN 202123477 U, 25.01.2012. | |||

