Изобретение относится к способу оснащения номерного знака, предпочтительно номерного знака автотранспортного средства, по меньшей мере одним выполненным с возможностью бесконтактного считывания носителем данных, согласно ограничительной части пункта 1 формулы изобретения. Кроме того, изобретение относится к устройству для выполнения оснащения номерного знака, предпочтительно номерного знака автотранспортного средства, согласно пункту 21 формулы изобретения. Кроме того, изобретение относится к номерному знаку, прежде всего номерному знаку автотранспортного средства, согласно ограничительной части пункта 14 формулы изобретения.
Номерные знаки, а именно, прежде всего, номерные знаки автотранспортных средств, в возрастающей степени оснащают выполненными с возможностью бесконтактного считывания и, предпочтительно, также с возможностью бесконтактной записи носителями данных. При этом носители данных должны располагаться строго на или в предусмотренном для этого месте или приемном приспособлении в корпусе номерного знака, чтобы они могли функционировать бесперебойно, прежде всего, могли считываться. Прежде всего, расположение строго по месту, а также возможно необходимое замоноличивание носителя данных точно по месту в приемное приспособление корпуса номерного знака в технологическом плане являются особо трудоемкими (операциями). Ввиду высокой степени необходимой точности и связанной с этим сложности процесса изготовления номерного знака, включающего в себя носитель данных, приходится считаться с повышенными производственными расходами.
Из публикации US 2017/0274841 A1 известен номерной знак, снабженный бесконтактно считываемым идентификационным средством, которое для предотвращения подделки номерного знака или его несанкционированного использования простирается через кромочную область деформации канта номерного знака.
В основу изобретения положена задача разработать способ, а также создать устройство, с помощью которых номерные знаки можно изготавливать выгодным образом.
Способ для решения этой задачи предусматривает технические решения по пункту 1 формулы изобретения. Согласно этому предусмотрено, что с корпусом номерного знака номерного знака или металлическим листом для изготовления нескольких корпусов номерных знаков соотносят этикетку, которая может обозначаться также как бирка. В случае с этой этикеткой речь может идти о плоской, предпочтительно гибкой пластинке, в которую интегрирован носитель данных. Кроме того, с носителем данных внутри этикетки может быть соотнесено средство для осуществления связи, например, антенна. В этикетку интегрируют по меньшей мере один приемопередатчик с носителем данных и по меньшей мере одной антенной, и наносят на металлический лист несколько этикеток, причем этикетки наносят на металлический лист с расположением на расстоянии друг от друга, и расстояние между соседними этикетками соответствует длине корпуса номерного знака. При этом отдельные этикетки с расположением на расстоянии относительно друг друга закрепляют или наклеивают на продолговатом металлическом листе автоматизированным способом. При этом металлический лист может протягиваться под устройством, предназначенным для нанесения этикеток. Этикетки располагают на металлическом листе таким образом, что расположение этикеток является одинаковым для всех впоследствии выштампованных корпусов номерных знаков. Расстояние между отдельными этикетками определяют, следовательно, в зависимости от формы и размеров корпуса номерного знака или (собственно) номерного знака.
В памяти на носителе данных могут храниться, например, информационные данные относительно использования номерного знака, информационные данные по автотранспортному средству или владельцу автотранспортного средства. Кроме того, представляется возможным, что в памяти на носителе данных могут храниться и другие информационные данные. Информационные данные, которые сохранены в памяти на носителе данных внутри этикетки, могут как считываться бесконтактным способом, так и перезаписываться. Подобная этикетка является особо простой в обращении. Ее можно наносить любым способом на корпус номерного знака или металлический лист. Благодаря простоте обращения с этикеткой технология изготовления или оснащение номерного знака носителем данных оказываются наименее затратными процессами.
В качестве исходного продукта для изготовления номерных знаков используют длинные металлические листы или металлические полосы, предпочтительно, из алюминия или стали. Из этих "бесконечно" длинных металлических листов в процессе изготовления номерных знаков выштамповывают корпуса номерных знаков. При этом согласно изобретению предусмотрено, что перед выштамповыванием корпусов номерных знаков из металлического листа на металлический лист наносят или прикрепляют этикетки. Прикрепление может осуществляться с помощью подходящего активного вещества.
Один пример осуществления изобретения может предусматривать, что выполненную, предпочтительно, самоклеящейся этикетку прикрепляют или приклеивают на передней стороне номерного знака. В равной мере, само собой разумеется, также представляется возможным, что этикетку приклеивают на передней стороне металлического листа, а именно, перед тем, как номерной знак будет выштампован из металлического листа. Кроме того, может быть предусмотрено, что этикетку наклеивают на переднюю сторону корпуса номерного знака или на пленку, которую наносят на переднюю сторону корпуса номерного знака. В том случае, когда этикетку сначала наклеивают на металлический лист или корпус номерного знака и только после этого снабжают металлический лист или корпус номерного знака пленкой, в случае с которой речь может идти, например, о самоклеящейся светоотражающей пленке, этикетка является заделанной в номерной знак. Этикетка в этом заделанном состоянии является почти невидимой снаружи, и снять ее с корпуса номерного знака можно только в результате его разрушения. Подобное оснащение номерного знака носителем данных обеспечивает тем самым, с одной стороны, выгодную технологию изготовления и, с другой стороны, повышенную защиту от манипуляций. В примере осуществления изобретения, в котором этикетку наклеивают на пленку, уже нанесенную на металлический лист или на корпус номерного знака, расходы на изготовление могут быть уменьшены еще больше.
Другой пример осуществления изобретения может предусматривать, что выполненную, предпочтительно, самоклеящейся этикетку прикрепляют или приклеивают на задней стороне номерного знака. В равной мере, само собой разумеется, также представляется возможным, что этикетку приклеивают на задней стороне металлического листа, а именно, перед тем, как номерной знак будет выштампован из металлического листа. Прежде всего, нанесение этикетки на заднюю сторону корпуса номерного знака или металлического листа обеспечивает повышенную защиту от воздействий окружающей среды или вандализма. Кроме того, может быть предусмотрено, что этикетку наклеивают на заднюю сторону корпуса номерного знака или на пленку, которую наносят на заднюю сторону корпуса номерного знака. В том случае, когда этикетку сначала наклеивают на металлический лист или корпус номерного знака и только после этого снабжают металлический лист или корпус номерного знака пленкой, в случае с которой речь может идти, например, о самоклеящейся светоотражающей пленке, этикетка является заделанной в номерной знак. Этикетка в этом заделанном состоянии является почти невидимой снаружи, и снять ее с корпуса номерного знака можно только в результате его разрушения. Подобное оснащение номерного знака носителем данных обеспечивает тем самым, с одной стороны, выгодную технологию изготовления и, с другой стороны, повышенную защиту от манипуляций. В примере осуществления изобретения, в котором этикетку наклеивают на пленку, уже нанесенную на металлический лист или на корпус номерного знака, расходы на изготовление могут быть уменьшены еще больше.
Если на металлическом листе или корпусе номерного знака сначала закрепляют отдельные этикетки, то впоследствии этикетки могут быть закреплены на металлическом листе или корпусе номерного знака с помощью фольги или самоклеящейся светоотражающей пленки. После того как металлический лист будет протянут под устройством для нанесения этикеток и снабжен этикетками, на металлический лист наносят или наклеивают пленку, предпочтительно, с приложением механического натяжения. Благодаря этому сведению металлического листа воедино с пленкой этикетку заключают между листом и пленкой и дополнительно фиксируют ее по месту.
Предпочтительно, другой пример осуществления изобретения может предусматривать, что по меньшей мере одну включающую в себя носитель данных этикетку наносят на выполненную самоклеящейся пленку, а эту включающую в себя этикетки пленку наклеивают на металлический лист или на корпус номерного знака. При этом может быть предусмотрено, что пленка уже снабжена несколькими этикетками, которые расположены на постоянном расстоянии относительно друг друга. Благодаря тому, что пленка является самоклеящейся, этикетки прикрепляют на клеящейся стороне, прежде всего, на задней стороне пленки. В результате этого предварительного расположения этикеток на пленке дальнейшее выравнивание этикеток на металлическом листе или корпусе номерного знака оказывается излишним. Необходимо всего лишь обеспечить, чтобы пленка наносилась или наклеивалась на металлический лист конгруэнтно и, предпочтительно, с приложением натяжения. В результате этого приклеивания пленки отдельные этикетки автоматически прикрепляются в предусмотренном положении на металлическом листе или корпусе номерного знака.
Прежде всего, также может быть предусмотрено, что перед нанесением по меньшей мере одной этикетки или снабженной по меньшей мере одной этикеткой пленки в металлическом листе выштамповывают выемку, при необходимости - щель, прежде всего несколько щелей. Эта выемка или щели могут использоваться в качестве щелевых антенн для осуществления связи интегрированным в этикетку приемопередатчиком.
Кроме того, может быть предусмотрено, что щелевая антенна функционирует в качестве усилителя для уже интегрированной в этикетку антенны. Для нанесения этикеток или пленки с этикетками на металлический лист со щелями для металлического листа должно быть задано такое шаговое перемещение, чтобы этикетки или пленка с этикетками наносились в предварительно определяемом месте на корпусе номерного знака.
Может быть предусмотрено, что этикетку, по меньше мере, частично располагают поверх щели. Специальный пример осуществления изобретения предусматривает, что этикетку размещают на щели по ее центру или в краевой зоне щели. Благодаря этому расположению (этикетки) приемопередатчик или расположенная в этикетке антенна может особо эффективно устанавливать связь со щелевой антенной и тем самым обеспечивать особо надежную передачу данных. В равной мере, для расположения пленки с этикетками на снабженном щелями металлическом листе для пленки должно быть задано такое шаговое перемещение, чтобы нанесение пленки на лист было взаимно согласованным.
Предпочтительно, также может быть предусмотрено, что из металлического листа, снабженного пленкой по меньшей мере с одной этикеткой, выштамповывают корпус номерного знака/номерного знака автотранспортного средства, причем таким образом, что на корпус каждого номерного знака приходятся как по меньшей мере одна этикетка, так и одна щель. Изготовленная подобным образом заготовка номерного знака может быть снабжена затем соответствующим набором буквенно-цифровых символов, а именно, посредством рельефного тиснения или печатания, или аналогичным способом. Перед этим последующим рельефным тиснением или после него щель в корпусе номерного знака может быть залита заливочной массой для защиты номерного знака от воздействий окружающей среды. Предпочтительно, заливку щели осуществляют с задней стороны корпуса номерного знака. Для этого заливочная масса может вводиться в щель с помощью разбрызгивающего приспособления и подвергаться воздействию тепловой энергии, прежде всего, ультрафиолетового излучения для быстрого отверждения.
Предлагаемый номерной знак включает в себя корпус номерного знака по меньшей мере с одним маркировочным полем, с которым соотнесена надпись. Кроме того, с корпусом номерного знака соотнесен выполненный с возможностью бесконтактного считывания приемопередатчик для осуществления связи. Приемопередатчик включает в себя носитель данных и антенну. Кроме того, корпус номерного знака покрыт защитным покрытием, которое выполнено, предпочтительно, в виде пленки. Вышеназванный приемопередатчик интегрирован в этикетку или бирку, а эта этикетка выполнена с возможностью закрепления на номерном знаке. В случае с этикеткой речь идет, предпочтительно, о пластинчатой, стойкой к атмосферным воздействиям оболочке или облицовке приемопередатчика. Благодаря тому, что этикетка выполнена с возможностью закрепления на номерном знаке простым образом, уменьшается трудоемкость предшествующих технологических процессов для оснащения номерного знака носителем данных. Кроме того, этикетка выполнена самоклеящейся и является наклеиваемой на корпус номерного знака или защитное покрытие, прежде всего светоотражающую пленку, или является заделываемой в номерной знак. При этом этикетка в форме пластинки может быть выполнена самоклеящейся только с одной стороны или с обеих сторон. Клеевое соединение между этикеткой и корпусом номерного знака или защитным покрытием выполнено так, что при попытке снятия этикетки с корпуса номерного знака этикетка, а, следовательно, и носитель данных или же приемопередатчик разрушаются. Для этого, кроме того, может быть предусмотрено, что на этикетке имеются намеченные места обрыва или разрыва. Таким образом, благодаря этому клеевому соединению может быть увеличена защита номерного знака от манипуляций.
Другой пример конструктивного выполнения может предусматривать, что интегрированный в этикетку приемопередатчик выполнен как приемопередатчик ближней связи. Приемопередатчики ближней связи пригодны, прежде всего, для (радиочастотной) связи ближнего радиуса действия. Таким образом, заявленный здесь номерной знак вместе с этикеткой мог бы простым образом считываться с помощью ручного считывающего устройства или мобильного телефона. Это обеспечивает преимущество, прежде всего, в плане проверки номерных знаков, осуществляемой, например, службами охраны общественного порядка.
Кроме того, согласно изобретению может быть предусмотрено, что корпус номерного знака имеет образованную щелью в корпусе антенну УВЧ-диапазона, и что этикетка является соотносимой с этой антенной УВЧ-диапазона, причем приемопередатчик выполнен как чип радиочастотной идентификации, который устанавливает связь с антенной УВЧ-диапазона. Определение размеров щели, а также расположение этикетки по отношению к щели зависят от определения размеров номерного знака, а также от необходимого усиления (сигналов). Предпочтительно, этикетка с чипом радиочастотной идентификации должна группироваться со щелью только частично. За счет индуктивной или емкостной связи чипа радиочастотной идентификации с антенной УВЧ-диапазона или щелью информационные данные могут считываться также на большем расстоянии. Благодаря тому, что чип радиочастотной идентификации вместе с этикеткой должен выставляться над щелью с определенным допуском, трудоемкость технологического процесса в плане точного расположения чипа радиочастотной идентификации в приемном приспособлении может быть значительно уменьшена и, следовательно, можно сэкономить расходы.
Наряду с вышеописанными приемопередатчиками ближней связи и чипами радиочастотной идентификации, в случае с приемопередатчиком речь может идти также об активных электронных компонентах. Для этого может быть предусмотрено, что в этикетке дополнительно расположен элемент питания, прежде всего, кнопочный элемент питания в качестве источника энергоснабжения. В равной мере, может быть предусмотрено, что энергию для работы активного компонента отбирают из другого источника, такого как, например, фотоэлемент или тому подобное.
Кроме того, в отношении номерного знака согласно изобретению может быть предусмотрено, что защитное покрытие на корпусе номерного знака по меньшей мере на отдельных участках является, по меньшей мере, частично деметаллизированным. При этом деметаллизации подлежит, прежде всего, тот участок, на котором находится этикетка и/или щель. Без выполнения деметаллизации частички металла в защитном покрытии могли бы уменьшать мощность передаваемых или принимаемых сигналов приемопередатчика или чипа радиочастотной идентификации. Благодаря же деметаллизации мощность приемопередатчика или чипа радиочастотной идентификации не ухудшается. Кроме того, представляется возможным, что защитное покрытие выполнено в призматической форме или как призматическая пленка, либо как пленка из ПВХ или как прозрачная пластина, прежде всего из полиметилметакрилата (ПММА) или поликарбоната (ПК), либо как иная пленка.
Устройство для решения вышеназванной задачи описано в пункте 21 формулы изобретения. В соответствии с этим пунктом, предусмотрены несколько следующих друг за другом рабочих участков, которые объединены между собой в технологическую цепочку соответственно с помощью транспортера. Следующие друг за другом рабочие участки предназначены для выполнения описанных здесь шагов способа.
Предпочтительные примеры осуществления изобретения более подробно разъяснены далее на основе чертежа. На чертеже показаны:
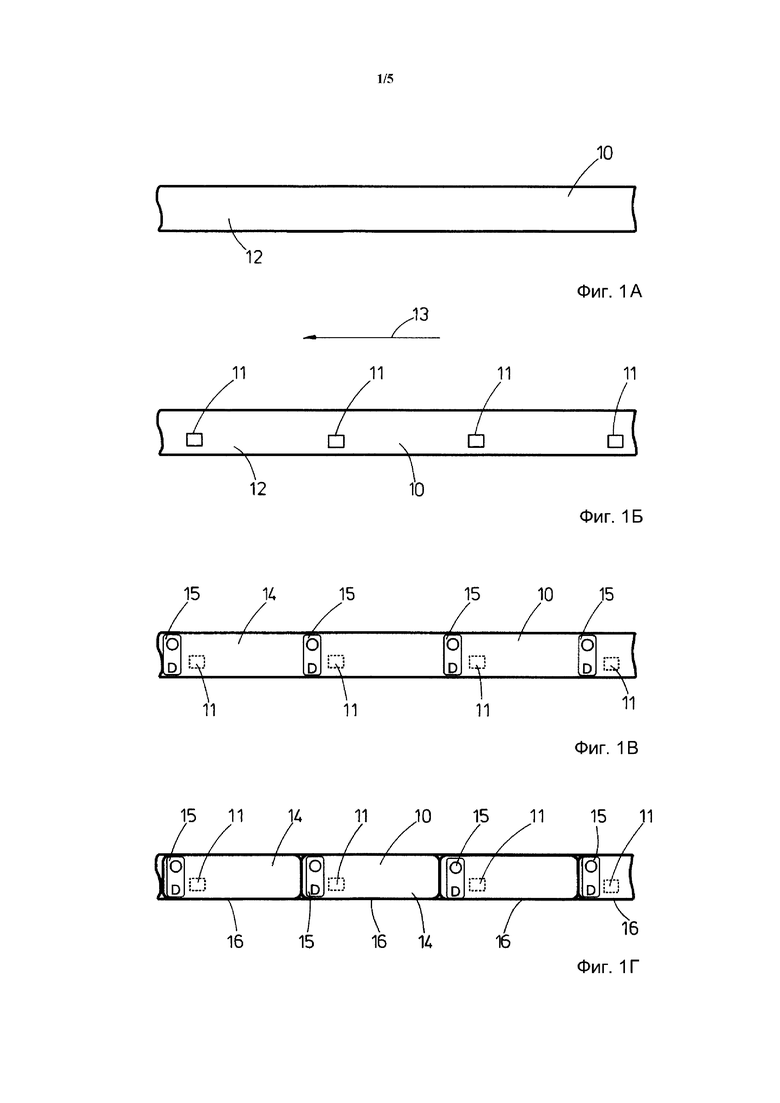
Фиг. 1А: изображение фрагмента металлического листа,
Фиг. 1Б: металлический лист согласно фиг. 1А с наложенными этикетками,
Фиг. 1В: металлический лист согласно фиг. 1Б с наложенной пленкой,
Фиг. 1Г: изображение номерных знаков, выштампованных из металлического листа,
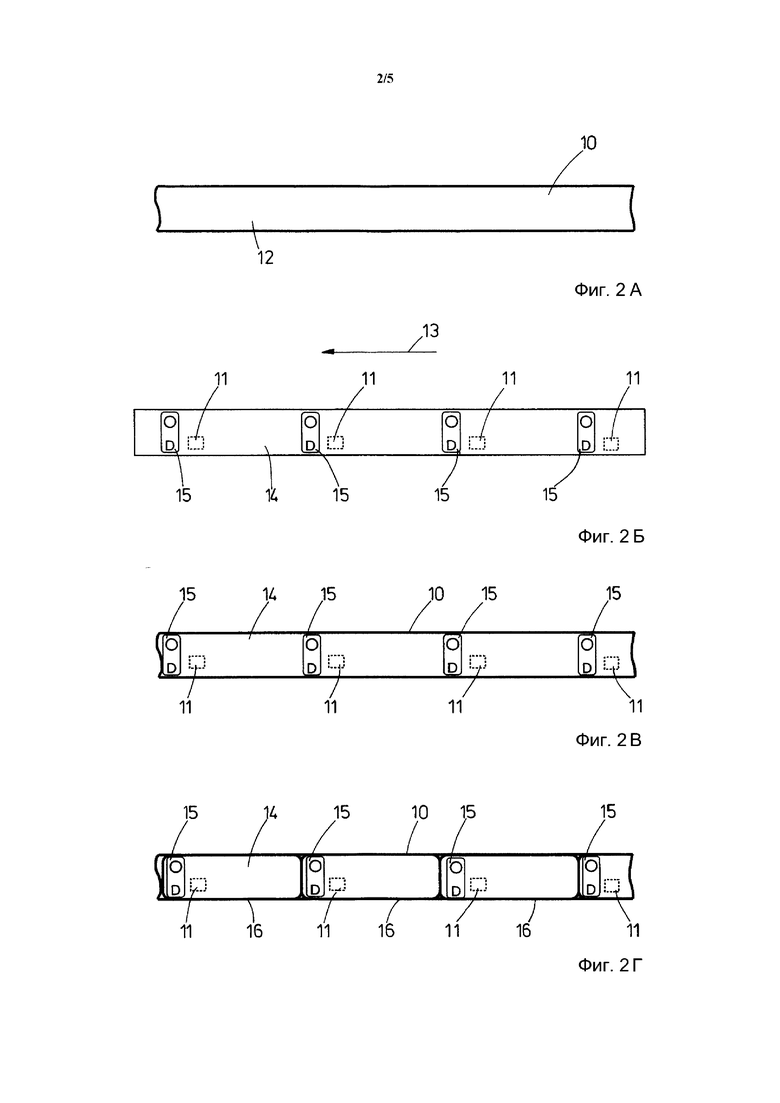
Фиг. 2А: изображение фрагмента металлического листа,
Фиг. 2Б: изображение фрагмента пленки с нанесенными этикетками,
Фиг. 2В: изображение пленки согласно фиг. 2Б, нанесенной на металлический лист,
Фиг. 2Г: изображение номерных знаков, выштампованных из металлического листа,
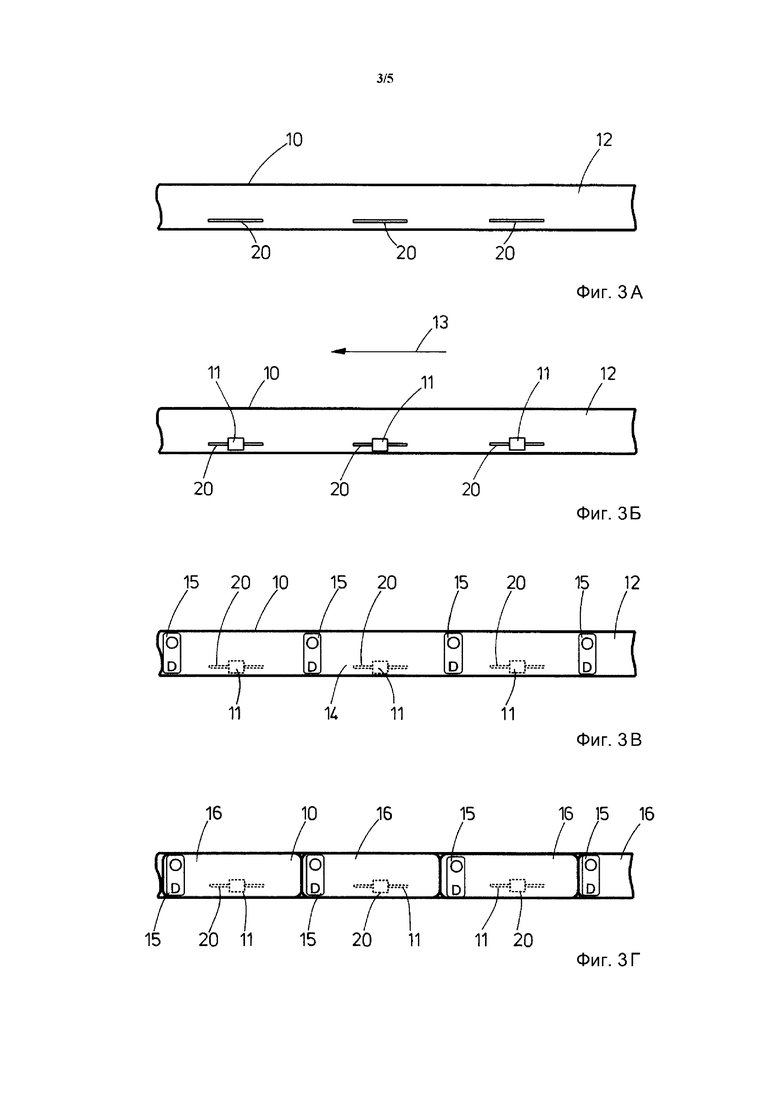
Фиг. 3А: изображение металлического листа со щелями,
Фиг. 3Б: изображение (листа) с нанесенными на щели этикетками,
Фиг. 3В: изображение металлического листа согласно фиг. 3Б с нанесенной пленкой,
Фиг. 3Г: изображение номерных знаков, выштампованных из металлического листа,
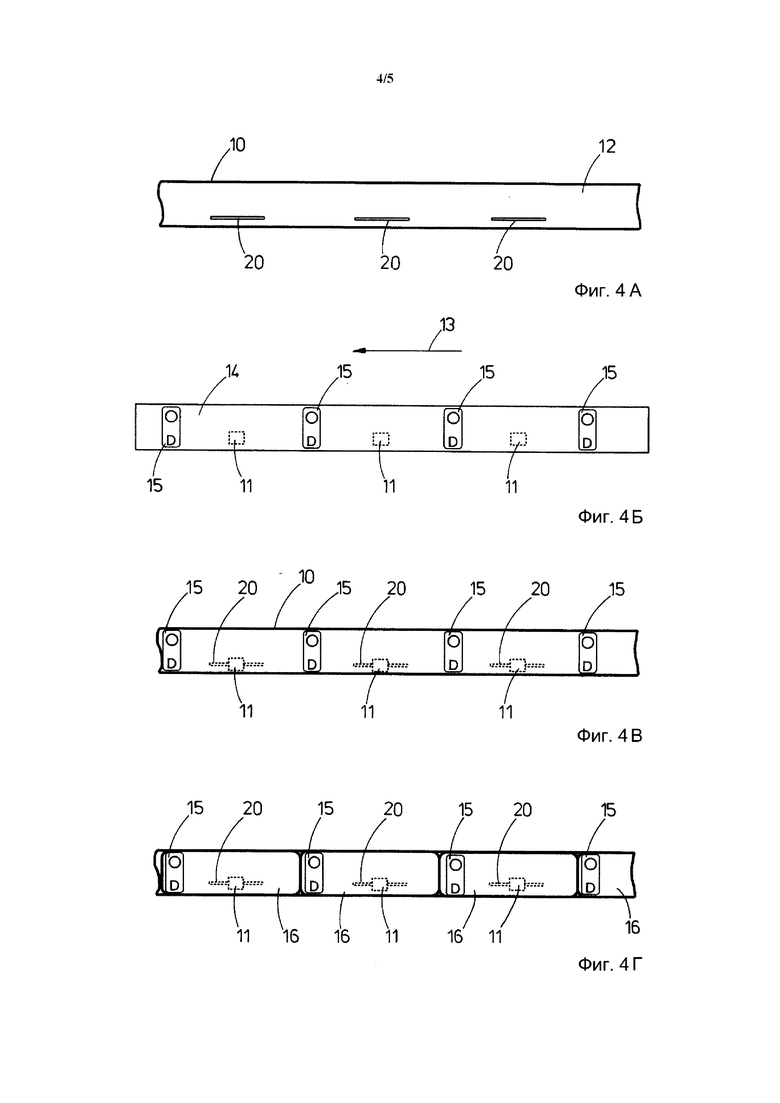
Фиг. 4А: изображение фрагмента металлического листа со щелями,
Фиг. 4Б: изображение фрагмента пленки с нанесенными этикетками,
Фиг. 4В: изображение металлического листа согласно фиг. 4А с нанесенной пленкой согласно фиг. 4Б,
Фиг. 4Г: изображение номерных знаков, выштампованных из металлического листа,
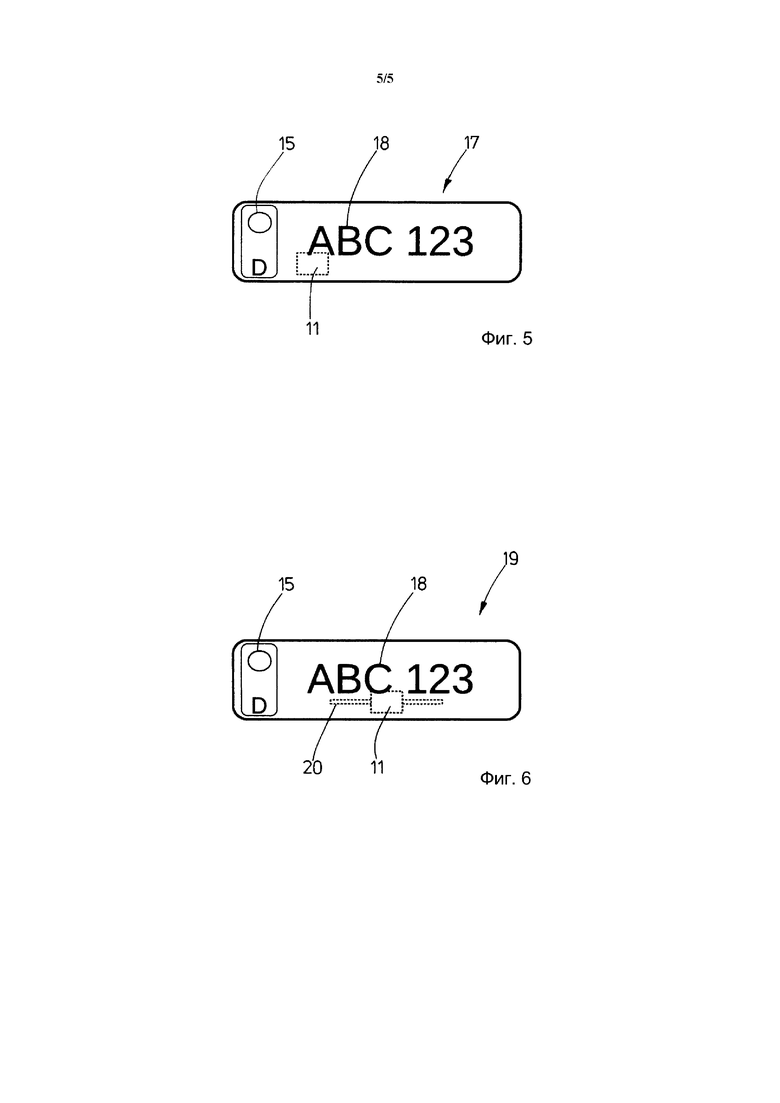
Фиг. 5: изображение изготовленного номерного знака с рельефно тисненым набором буквенно-цифровых символов, и
Фиг. 6: изображение изготовленного номерного знака с рельефно тисненым набором буквенно-цифровых символов.
На основе фигур чертежа далее по тексту представлены примеры осуществления способа согласно изобретению или примеры конструктивного выполнения номерного знака согласно изобретению. При этом изобретение не ограничено представленными примерами осуществления/конструктивного выполнения или представленными и описанными отличительными признаками, и техническими решениями. Также не предусмотрено никакое ограничение изобретения отдельными отличительными признаками, представленными на фигурах. Таким образом, согласно изобретению предполагается, что отличительные признаки или технические решения в представленных здесь для наглядности примерах осуществления/конструктивного выполнения являются комбинируемыми между собой без ограничений или что отдельные отличительные признаки из примеров осуществления/конструктивного выполнения являются абстрагируемыми друг от друга. Наряду с представленными здесь примерами осуществления/конструктивного выполнения, представляется возможным еще множество других технических решений и отличительных признаков, в основе которых может лежать тот же самый изобретательский замысел.
Исходным материалом или исходным моментом для способа оснащения номерного знака носителем данных является металлический лист/наличие металлического листа 10. Этот металлический лист 10 подают на первый рабочий участок как "бесконечный материал" в виде полосы. Этот металлический лист 10 может быть изготовлен из алюминия, стали или аналогичного материала. При этом также представляется возможным, что в качестве исходного материала используют синтетический материал, такой как, например, полиметилметакрилат (ПММА).
Этот металлический лист 10 практически с прямолинейным выравниванием подают на наклеивающую или этикетировочную установку, с помощью которой на переднюю сторону 12 металлического листа 10 наносят этикетки 11 на расстоянии друг от друга. В случае с этими этикетками 11 речь идет о закрытых оболочкой либо заделанных в оболочку или корпусированных носителях данных, включающих в себя средство связи. Этикетка 11 выполнена таким образом, что она является стойкой к атмосферным воздействиям. Кроме того, она по меньшей мере на одной стороне имеет клеевой слой, так что самоклеящаяся этикетка 11 может наноситься на переднюю сторону 12 металлического листа без необходимости предварительного нанесения соответствующего склеивающего вещества на переднюю сторону 12.
В случае со средством связи в составе носителя данных речь может идти, например, о чипе радиочастотной идентификации или о другом приемопередатчике, таком как, например, приемопередатчик ближней связи. В зависимости от варианта конструктивного выполнения устройство связи может включать в себя антенну, которая пригодна для осуществления связи на различных полосах частот. Через это устройство связи можно считывать данные, сохраненные в памяти носителя данных. Кроме того, может быть предусмотрено, что носитель данных является записываемым через это устройство связи.
Не представленная наклеивающая установка для нанесения этикеток 11 наносит этикетки 11 на одинаковом расстоянии. Это может быть достигнуто за счет того, что металлический лист 10 с постоянной скоростью или с постоянной ритмичной шаговой подвижкой вперед продвигают в направлении 13 технологической линии. Один пример осуществления изобретения может предусматривать, что металлическому листу 10 придают такое шаговое перемещение, что отдельные технологические участки распознают, в каких местах (на него) должны укладываться, например, этикетки 11. Благодаря подобному шаговому перемещению металлического листа 10 или также и нанесенных этикеток 11 можно отказаться от выборки в рабочем порядке определенных номерных знаков для определения места нанесения, например, этикеток 11.
Другой, не представленный пример осуществления изобретения может предусматривать, что этикетки 11 наносят на заднюю сторону металлического листа 10 аналогичным способом, как описано перед этим.
Показанный на фиг. 1Б металлический лист 10 с нанесенными этикетками 11 с помощью не представленного транспортировочного устройства подают затем на другой, не представленный рабочий участок, что осуществляют, опять же, с шаговым перемещением.
На следующем рабочем участке на переднюю сторону 12 металлического листа 10 наносят пленку 14. Эту предпочтительно самоклеящуюся пленку 14 в зависимости от шагового перемещения укладывают на металлический лист 10. Эта операция может осуществляться с приложением определенного предварительного натяжения так, чтобы между пленкой и металлическим листом 10 не образовывались нежелательные вздутия и т. п. В случае с пленкой 14 речь может идти о светоотражающей пленке с полем 15 для указания страны, как представлено на фиг. 1В. В равной мере, также может быть предусмотрено, что на пленке 14 имеется другая маркировка или изображение. Ранее нанесенные этикетки 11 закрывают пленкой 14 так, что при этом под пленкой 14 может просматриваться всего лишь контур этикеток 11.
В представленном на фиг. 1А-1Г примере осуществления изобретения точность позиционирования этикеток 11 или пленки 14 не имеет существенного значения. Допуск на позиционирование, с которым этикетки 11 являются наносимыми на металлический лист 10, характеризуется как относительно большой, следствием чего оказывается то, что затратность технологического процесса в плане позиционирования является незначительной и, следовательно, более выгодной.
Может быть предусмотрено, что пленка 14 является металлизированной. Эта металлизация может отсутствовать на отдельных участках, в местах, на которые приходятся этикетки 11. Подобная деметаллизация должна приниматься в расчет с учетом испускания и приема электромагнитных волн блоком связи. Укрытие этикеток 11 (полностью) металлизированной пленкой могло бы привести к ограничению эффективной мощности модуля связи.
Снабженный пленкой 14 металлический лист 10 с помощью другого средства транспортировки в режиме шагового перемещения транспортируют на следующий, не представленный рабочий участок. Также и здесь осуществляют шаговое перемещение металлического листа 10 с таким расчетом, что из него могут выштамповываться корпуса отдельных номерных знаков. Шаговое перемещение или выштамповывание осуществляют таким образом, что на передней стороне 12 корпусов номерных знаков в заданном месте соответственно находится пленка 14 (фрагмент пленки) с полем 15 для указания страны и нижележащей этикеткой 11. На этом рабочем участке из "бесконечного" металлического листа 10 выштамповывают несколько номерных знаков 17 в виде корпуса 16 номерного знака, который снабжен пленкой 14 и этикеткой 11. Отдельные номерные знаки 17 подают затем по отдельности на устройство рельефного тиснения. На этом технологическом шаге номерные знаки 17 индивидуализируют в результате процедуры рельефного тиснения и последующего горячего рельефного тиснения. Для этого же (для индивидуализации) номерные знаки 17 с предшествующего технологического шага упаковывают и отправляют в местный орган регистрации транспортных средств. В прессе для тиснения номерному знаку 17 рельефным тиснением придают нужный или необходимый набор 18 буквенно-цифровых символов и обрамление. В зависимости от способа тиснения, рельефным тиснением сначала выполняют обрамление, а затем – набор буквенно-цифровых символов (фиг. 5). Для обеспечения лучшей контрастности фона, то есть пленки 14 относительно рельефно тисненого набора 18 буквенно-цифровых символов, рельефно тисненые участки окрашивают с использованием процедуры горячего рельефного тиснения. Для этого зачастую используют листы черной фольги горячего тиснения.
В другом, представленном на фиг. 2А-2Г примере осуществления изобретения пленка 14 перед нанесением на металлический лист 10 уже имеет на себе этикетки 11. Поскольку отдельные элементы во втором примере осуществления изобретения идентичны таковым в примере осуществления изобретения на фиг. 1А-1Г, то (для них) использованы одинаковые ссылочные обозначения.
Может быть предусмотрено, что пленку 14 или светоотражающую пленку с предварительно уже нанесенными этикетками 11 поставляет поставщик пленки/фольги или что соответствующее устройство перед нанесением пленки 14 на переднюю сторону 12 металлического листа 10 наносит этикетки 11 на заднюю сторону пленки 14. Поскольку пленка 14 выполнена самоклеящейся, наносить этикетки 11 на ее заднюю сторону можно простым образом.
Затем на следующем, представленном на фиг. 2В технологическом шаге пленку 14 наносят на переднюю сторону 12 металлического листа 10. Шаговое перемещение металлического листа 10 здесь еще не требуется. Только после нанесения пленки 14 на металлический лист 10 шаговое перемещение осуществляют таким образом, что на следующем, представленном на фиг. 2Г технологическом шаге из того же самого металлического листа 10 можно выштамповывать корпуса 16 номерных знаков. Этот процесс выштамповывания, в свою очередь, должен осуществляться таким образом, чтобы на корпус 16 каждого номерного знака в заданном месте приходилось поле 15 для указания страны. Следующие за технологическим шагом выштамповывания шаги идентичны таковым в ранее описанном примере осуществления изобретения.
В другом, представленном на фиг. 3А-3Г примере осуществления изобретения изготовленные номерные знаки 19 включают в себя щелевую антенну, которая действует в качестве антенны или усилителя для интегрированного в этикетку 11 блока связи носителя данных. Щелевую антенну задают с помощью щели 20, которую выштамповывают в металлическом листе 10 сразу же в начале технологического процесса (фиг. 3А). Выштамповывание металлического листа 10 осуществляют, опять же, по методу пошагового перемещения. В результате пошаговой транспортировки металлического листа 10 в направлении 13 технологической линии металлический лист 10 всегда подают под не представленное устройство для выштамповывания щелей 20 фактически так, что щели 20 приходятся всегда на одно и то же место на металлическом листе и находятся на одинаковом расстоянии относительно друг друга.
На следующем технологическом шаге на следующем рабочем участке поверх щелей 20, по меньшей мере, частично размещают или наносят соответственно одну этикетку 11. Посредством пошагового перемещения металлического листа 10 с учетом (местоположения) щелей 20 металлический лист 10 транспортируют в режиме шагового перемещения фактически так, что этикетировочная машина может наносить этикетки 11 в заданном положении поверх щелей 20 (фиг. 3Б). Затем представленный на фиг. 3Б фрагмент с нанесенными этикетками 11 пошаговым перемещением направляют дальше на следующий рабочий участок для нанесения пленки 14. В это же время, вслед за этим непрерывно осуществляют как выштамповывание других щелей 20, так и нанесение после этого следующих этикеток 11 на щели 20, так что получается непрерывный процесс изготовления номерных знаков 19.
Пленку 14 наносят в зависимости от шагового перемещения на переднюю сторону 12 металлического листа 10. Как и в других примерах осуществления изобретения, пленка 14 выполнена также и здесь самоклеящейся, и ее наносят на металлический лист с приложением небольшого предварительного натяжения.
В завершение, как уже было описано на основе фиг. 1Г и 2Г, на следующем шаге из металлического листа 10 выштамповывают корпуса 16 отдельных номерных знаков (фиг. 3Г).
После отсекания номерных знаков 19 обрабатывают заднюю сторону корпусов 16 номерных знаков. На задней стороне корпусов 16 номерных знаков с помощью заливочного устройства выполняют заливку в области щелевой антенны или щели 20, используя заливочную массу. Заливочная масса должна, с одной стороны, предупреждать проникновение посторонних частичек и влаги и, следовательно, обеспечивать функциональность номерного знака, а с другой стороны, предохранять этикетку от механических воздействий или манипуляций (фиг. 6). Используемой заливочной массой может быть, например, масса, отвердевающая под действием ультрафиолетовых лучей, в связи с чем заливочная масса на этом технологическом шаге может освещаться ультрафиолетовым излучателем. После отверждения этой заливочной массы отдельные номерные знаки 19 или заготовки номерных знаков считаются изготовленными. Другим примером осуществления изобретения в этой связи могло бы быть нанесение этикетки для укрытия щели 20 на задней стороне корпуса 16 номерного знака.
В завершение, на фиг. 4А-4Г приведено описание еще одного примера осуществления способа для изготовления номерных знаков 19. В представленном там для наглядности примере осуществления по аналогии с фиг. 2А-2Г приведено описание пленки 14 с уже нанесенными на заднюю сторону пленки 14 этикетками 11 (фиг. 4Б). Эту пленку 14 наносят на снабженный щелями 20 металлический лист 10, причем именно таким образом, что этикетки 11, по меньшей мере, частично располагаются поверх щелей 20. Это осуществляют с использованием шагового перемещения при поступательном движении металлического листа 10 и синхронизации этого шагового перемещения с положением этикеток 11 или полей 15 для указания страны на пленке 14. Прочие технологические шаги являются идентичными таковым в предшествующих примерах осуществления изобретения.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 металлический лист
11 этикетка
12 передняя сторона
13 направление технологической линии
14 пленка
15 поле для указания страны
16 корпус номерного знака
17 номерной знак
18 набор буквенно-цифровых символов
19 номерной знак
20 щель
Изобретение относится к способу и устройству оснащения номерного знака, предпочтительно номерного знака автотранспортного средства, по меньшей мере одним выполненным с возможностью бесконтактного считывания носителем данных, а также к номерному знаку, прежде всего номерному знаку автотранспортного средства. Точное по месту позиционирование носителя данных в приемное приспособление корпуса номерного знака является особо трудоемким. Ввиду высокой степени необходимой точности и связанной с этим сложности процесса изготовления номерного знака приходится считаться с повышенными производственными расходами. Изобретение предлагает способ и устройство, с помощью которого номерные знаки можно изготавливать выгодным образом. Это достигается за счет того, что номерной знак оснащают по меньшей мере одним выполненным с возможностью бесконтактного считывания носителем данных. Носитель данных закрепляют на номерном знаке. На корпусе номерного знака или на металлическом листе для изготовления нескольких корпусов номерных знаков закрепляют по меньшей мере одну этикетку, которая включает в себя по меньшей мере один носитель данных, причем в этикетку интегрируют по меньшей мере один приемопередатчик с носителем данных и по меньшей мере одной антенной, и наносят на металлический лист несколько этикеток. Этикетки наносят на металлический лист с расположением на расстоянии друг от друга, и расстояние между соседними этикетками соответствует длине корпуса номерного знака. 3 н. и 19 з.п. ф-лы, 18 ил.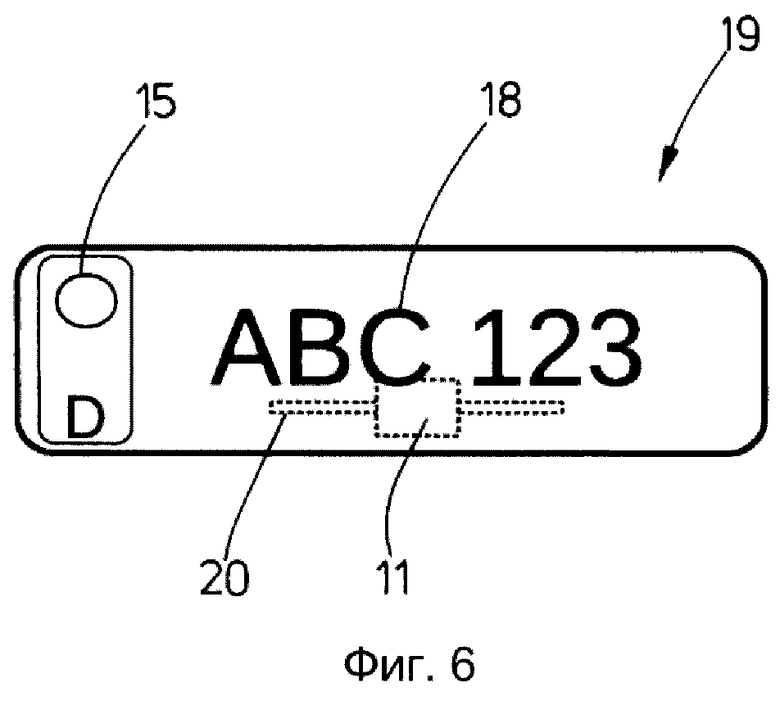
1. Способ оснащения номерного знака (17, 19) по меньшей мере одним выполненным с возможностью бесконтактного считывания носителем данных, причем носитель данных закрепляют на номерном знаке (17, 19), отличающийся тем, что на корпусе (16) номерного знака или на металлическом листе (10) для изготовления нескольких корпусов (16) номерных знаков закрепляют по меньшей мере одну этикетку (11), которая включает в себя по меньшей мере один носитель данных, причем в этикетку (11) интегрируют по меньшей мере один приемопередатчик с носителем данных и по меньшей мере одной антенной, и наносят на металлический лист (10) несколько этикеток (11), причем этикетки (11) наносят на металлический лист (10) с расположением на расстоянии друг от друга, и расстояние между соседними этикетками (11) соответствует длине корпуса (16) номерного знака.
2. Способ по п. 1, отличающийся тем, что выполненную предпочтительно самоклеящейся этикетку (11) наклеивают на переднюю сторону (12) номерного знака (17, 19), прежде всего на переднюю сторону (12) корпуса (16) номерного знака (17, 19) или на пленку (14), которую наносят на переднюю сторону (12) корпуса (16) номерного знака.
3. Способ по п. 1, отличающийся тем, что выполненную предпочтительно самоклеящейся этикетку (11) наклеивают на заднюю сторону номерного знака (17, 19), прежде всего на заднюю сторону корпуса (16) номерного знака (17, 19), или на пленку, которую наносят на заднюю сторону корпуса (16) номерного знака.
4. Способ по одному из предшествующих пунктов, отличающийся тем, что по меньшей мере одну этикетку (11) закрепляют на металлическом листе (10) или корпусе (16) номерного знака с помощью пленки (14), прежде всего самоклеящейся светоотражающей пленки.
5. Способ по п. 1, отличающийся тем, что по меньшей мере одну снабженную носителем данных этикетку (11) наносят на выполненную самоклеящейся пленку (14), прежде всего светоотражающую пленку, и пленку (14) вместе по меньшей мере с одной этикеткой (11) наклеивают на металлический лист (10) или корпус (16) номерного знака.
6. Способ по одному из предшествующих пунктов, отличающийся тем, что перед нанесением по меньшей мере одной этикетки (11) или снабженной по меньшей мере одной этикеткой (11) пленки (14) в металлическом листе (10) выштамповывают выемку.
7. Способ по п. 6, отличающийся тем, что выемку выштамповывают в виде по меньшей мере одной щели (20).
8. Способ по п. 7, отличающийся тем, что по меньшей мере одну этикетку (11) или пленку (14) по меньшей мере с одной этикеткой (11) располагают на металлическом листе (10) таким образом, что этикетка (11) располагается, по меньшей мере, участками поверх соответствующей щели (20).
9. Способ по одному из предшествующих пунктов, отличающийся тем, что из металлического листа (10), снабженного пленкой (14) по меньшей мере с одной этикеткой (11), выштамповывают образующий собой номерной знак (17, 19) корпус (16) номерного знака с соответствующей этикеткой (11).
10. Способ по одному из пп.1-5, отличающийся тем, что в корпусе (16) номерного знака выштампована щель (20).
11. Способ по одному из пп. 6-8, отличающийся тем, что выемку заливают с задней стороны корпуса (16) номерного знака заливочной массой.
12. Способ по одному из предшествующих пунктов, отличающийся тем, что на номерной знак (17, 19) наносят, предпочтительно рельефным тиснением или печатанием, набор (18) буквенно-цифровых символов.
13. Способ по одному из предшествующих пунктов, отличающийся тем, что номерной знак (17, 19) предназначен для автотранспортного средства.
14. Номерной знак (17, 19), имеющий корпус (16) номерного знака, который имеет по меньшей мере одно маркировочное поле и по меньшей мере одну надпись, которая соотнесена с маркировочным полем на корпусе (16) номерного знака, причем с корпусом (16) номерного знака соотнесен по меньшей мере один выполненный с возможностью бесконтактного считывания приемопередатчик с носителем данных и антенной для осуществления связи, и причем корпус (16) номерного знака покрыт защитным покрытием, отличающийся тем, что приемопередатчик интегрирован в этикетку (11), выполненную с возможностью закрепления на номерном знаке (17, 19), причем этикетка (11) выполнена самоклеящейся и является наклеиваемой на корпус (16) номерного знака или защитное покрытие или является заделываемой в номерной знак (17, 19).
15. Номерной знак (17, 19) по п. 14, отличающийся тем, что интегрированный в этикетку (11) приемопередатчик выполнен как приемопередатчик ближней связи.
16. Номерной знак (17, 19) по п. 14 или 15, отличающийся тем, что корпус (16) номерного знака имеет образованную щелью (20) антенну УВЧ-диапазона и что этикетка (11) является соотносимой с этой антенной УВЧ-диапазона, причем приемопередатчик выполнен как чип радиочастотной идентификации, который устанавливает связь с антенной УВЧ-диапазона.
17. Номерной знак (17, 19) по одному из пп. 14-16, отличающийся тем, что приемопередатчик является активным или пассивным компонентом.
18. Номерной знак (17, 19) по одному из пп. 14-17, отличающийся тем, что защитное покрытие, по меньшей мере, в области этикетки (11) является, по меньшей мере, частично деметаллизированным или что защитное покрытие выполнено в виде пленки, прежде всего призматической пленки или пленки из ПВХ, или в виде прозрачной пластины, прежде всего из полиметилметакрилата (ПММА) или поликарбоната (ПК).
19. Номерной знак (17, 19) по п. 16, отличающийся тем, что защитное покрытие, по меньшей мере, в области щели (20) является, по меньшей мере, частично деметаллизированным или что защитное покрытие выполнено в виде пленки, прежде всего призматической пленки или пленки из ПВХ, или в виде прозрачной пластины, прежде всего из полиметилметакрилата (ПММА) или поликарбоната (ПК).
20. Номерной знак (17, 19) по одному из пп. 14-19, отличающийся тем, что он предназначен для автотранспортного средства.
21. Устройство для оснащения номерного знака (17, 19) по меньшей мере одним выполненным с возможностью бесконтактного считывания носителем данных, который интегрирован в этикетку (11), имеющее несколько следующих друг за другом рабочих участков, которые объединены между собой в технологическую цепочку с помощью по меньшей мере одного транспортера и выполнены для осуществления способа по меньшей мере по одному из пп. 1-13.
22. Устройство по п. 21, отличающееся тем, что номерной знак (17, 19) предназначен для автотранспортного средства.
| US 2004070505 A1, 15.04.2004 | |||
| WO 2016023033 A1, 11.02.2016 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 2017274841 A1, 28.09.2017 | |||
| УПРАВЛЕНИЕ ИСПОЛЬЗОВАНИЕМ ОДНОГО ПАРКОВОЧНОГО ПРОСТРАНСТВА ДЛЯ НЕСКОЛЬКИХ ТРАНСПОРТНЫХ СРЕДСТВ ПОСРЕДСТВОМ ПРИМЕНЕНИЯ МНОЖЕСТВА КАМЕР | 2013 |
|
RU2607043C1 |
| EP 1903531 A1, 26.03.2008 | |||
| Чертежное перо | 1949 |
|
SU81926A1 |
| US 5605761 A1, 25.02.1997. | |||

