Настоящее изобретение относится к маркировочному профилю для маркировки электрооборудования и способу изготовления маркировочного профиля.
При изготовлении маркировок для электрооборудования, например, для маркировки клеммных колодок в распределительном шкафу, проблема состоит в том, чтобы изготовить и установить указанную маркировку как можно более эффективно.
При печатании на маркировочных профилях, изготовленных в виде непрерывного материала, должно быть обеспечено, чтобы маркировочный профиль имел необходимую для монтажа формоустойчивость и в то же время был достаточно гибким для нанесения на нем надписей при помощи устройства для печати этикеток, такого как термографическое печатающее устройство с копировальной лентой или т.п.
При печатании на маркировочных профилях, обеспеченных в виде непрерывного материала, кроме того, должна быть обеспечена возможность коррекции проскальзывания и/или отклонений при продвижении или, соответственно, отклонений скорости подачи при подаче и проведении маркировочного материала внутри печатающего устройства, так что высокая точность печати может быть достигнута даже при больших длинах печати. Это представляет собой особую проблему, в частности, в случае маркировочного профиля без делений, не имеющего заданных мест разделения или, соответственно, сегментированного в продольном направлении.
В этой связи из документа US 2017 0282431 A1 известна маркировочная полоса, имеющая множество маркировочных элементов, которые соответственно соединены друг с другом соединительной областью, для маркировки электрических приборов, в частности, последовательно устанавливаемых электрических приборов, предпочтительно последовательно упорядоченных присоединительных клемм. Каждый маркировочный элемент имеет маркировочную пластину с полем для нанесения надписи, а на стороне, обращенной от поля для нанесения надписи, имеет фиксирующий контур, соединенный в частности за одно целое с соответствующей маркировочной пластиной. Маркировочная полоса состоит из различных пластиков различной твердости, причем фиксирующий контур каждого маркировочного элемента состоит из более твердого пластика, и причем маркировочная пластина по меньшей мере в области поля для нанесения надписи состоит из более мягкого пластика, и/или соединительная область между маркирующими элементами соответственно полностью или частично состоит более мягкой области пластика.
Документ WO 2018/189066 A1 относится к печатающему устройству для нанесения печати на маркировочные полосы, имеющему множество маркировочных элементов для маркировки электрических приборов, в частности последовательно устанавливаемых электрических приборов. Каждый маркировочный элемент имеет маркировочную пластину по меньшей мере с одним полем для нанесения надписи, на которое печатается информация. Печатающее устройство имеет приводимый в действие мотором и установленный с возможностью вращения подающий вал и печатающую головку, причем установленный с возможностью вращения подающий вал имеет выступающий участок, который при вращении подающего вала непосредственно прилегает к маркировочной полосе, так что скорость подачи маркировочной полосы синхронизирована с окружной скоростью подающего вала.
Документ US 2011 0279841 A1 D2 относится к многофункциональному устройству для конфекционирования маркировочных табличек для присоединительных клемм, которое имеет печатающее устройство, устройство разделения и/или перфорационное устройство, узел подачи маркировочных табличек, не имеющих надписей, выполненных из конечного или бесконечного материала, и приемный элемент, в котором маркировочные таблички при прохождении через печатающее устройство и устройство разделения и/или перфорационное устройство могут фиксироваться. Маркировочные таблички имеют верхнюю сторону, на которую наносятся надписи, и противоположную нижнюю сторону, причем нижняя сторона имеет профилирование. Приемный элемент имеет выемку для фиксирования маркировочных табличек своим профилированием при прохождении печатающего устройства и устройства разделения и/или перфорационного устройства.
Документ DЕ 18 57 546 U относится к устройству для маркировки присоединительных клемм распределительного устройства, изолирующие или зажимные корпуса которых имеют гнезда для крепления держателя маркировки, а гнезда имеют соответствующие крепежные средства. Держатель маркировки включает маркировочную табличку, проходящую по ширине нескольких клемм, с гнездами различных крепежных средств, расположенных рядом друг с другом в клеммах.
Исходя из этого уровня техники, в основе настоящего изобретения лежит задача, предложить маркировочный профиль и способ изготовления маркировочного профиля, которые позволяют по меньшей мере частично или полностью решить указанные проблемы. Согласно настоящему изобретению указанные проблемы решаются посредством маркировочного профиля по п. 1 формулы изобретения и способа по п. 10 формулы изобретения. Дополнительные варианты осуществления изобретения следуют из зависимых пунктов и нижеследующего описания.
Согласно первому аспекту изобретение относится к маркировочному профилю для маркировки электрического оборудования, содержащему область маркировки, имеющую маркируемую верхнюю поверхность, опорную область, обращенную от верхней поверхности и примыкающую к области маркировки, по меньшей мере один фасонный элемент для крепления с геометрическим замыканием в гнезде, причем маркировочный профиль содержит экструдированный пластиковый профиль или состоит из экструдированного пластикового профиля, и причем пластиковый профиль при рассмотрении вдоль его продольной протяженности имеет постоянное поперечное сечение.
Вследствие того, что пластиковый профиль при рассмотрении вдоль его продольной протяженности имеет постоянное поперечное сечение, после окончательной обработки он может иметь любую длину и может быть адаптирован к соответствующей длине клеммной колодки или планки, которая предназначена для установки на монтажной шине, и на которой маркировочный профиль посредством своего фасонного элемента должен быть закреплен или, соответственно, зафиксирован с геометрическим замыканием.
Таким образом, пластиковый профиль при рассмотрении вдоль его продольной протяженности не имеет делений и предопределенных заданных мест отлома или углублений, вдоль которых при окончательной обработке должен отламываться маркировочный профиль.
Разумеется, после печати или нанесения надписи на маркировочном профиле в маркировочном профиле может быть выполнена перфорация в качестве заданного места отлома, чтобы обеспечить длину, предусмотренную для окончательного монтажа.
Согласно еще одному варианту осуществления маркировочного профиля предусмотрено, что пластик пластикового профиля имеет твердость по Шору, выбранную из диапазона от 85A до 54D, или пластик пластикового профиля имеет твердость по Шору, выбранную из диапазона от 75A до 70D, или пластик пластикового профиля имеет твердость по Шору, выбранную из диапазона от 75A до 60D (твердость по Шору согласно DIN ISO 7619-1 (3s)). То есть твердость по Шору пластика всего пластикового профиля составляет, например, твердость по Шору D 65 или, например, твердость по Шору D 75.
Таким образом, пластиковый профиль имеет достаточную гибкость для деформации и нанесения надписи между печатным валиком и печатающей головкой в устройстве для печати этикеток, таком как термографическое печатающее устройство с копировальной лентой или т.п. С другой стороны, пластиковый профиль равным образом обеспечивает необходимую жесткость, чтобы он мог быть надежным образом и с сохранением формы зафиксирован в гнезде с геометрическим замыканием. Для этого могут быть предусмотрены фасонные элементы, например, при рассмотрении в продольной протяженности, выступающие в поперечном направлении буртики, входящие с зацеплением в поднутрения или, соответственно, пазы гнезда.
В частности маркировочный профиль состоит из ровно одного пластика, в частности, из термопластичного эластомера, также, в частности, из термопластичного полимера, сополимера или смеси полимеров.
Маркировочный профиль может содержать термопластичный эластомер или состоять из термопластичного эластомера, в частности из термопластичного полимера, сополимера или смеси полимеров, таких как, например, термопластичные полиуретаны (TPE-U) или т.п.
Маркировочный профиль может содержать термопласт или состоять из термопласта, такого как, например, поливинилхлорид (PVC), полиэтилен (PE), полиуретаны (PUR), термопластичные полиуретаны (TPE-U) или т.п.
Печатный валик принтера может быть выполнен c профилированием для надежного подпирания и направления маркировочного профиля.
Согласно еще одному варианту осуществления маркировочного профиля предусмотрено, что пластиковый профиль представляет собой сплошной профиль. Это означает, что при рассмотрении в поперечном разрезе пластиковый профиль состоит из сплошного материала и не содержит полостей или камер. Таким образом, простым и надежным образом может быть обеспечен сохраняющий форму маркировочный профиль.
Альтернативно может быть предусмотрено, что пластиковый профиль маркировочного профиля представляет собой полый профиль, т.е. имеет замкнутое поперечное сечение профиля. Это означает, что при рассмотрении в поперечном разрезе пластиковый профиль содержит полость, ограниченную пластиком пластикового профиля. Таким образом, с меньшим расходом материала и, следовательно, с меньшими затратами может быть изготовлен легкий маркировочный профиль.
Альтернативно может быть предусмотрено, что пластиковый профиль маркировочного профиля в поперечном разрезе имеет открытое поперечное сечение профиля, такое как С-образный профиль, U-образный профиль, V-образный профиль, двутавровый профиль или т.п. Таким образом, маркировочный профиль при рассмотрении в поперечном разрезе сформован, например, в виде C-образного профиля, причем область маркировки и фасонный элемент соединены перемычкой. Такой C-образный профиль, открытый с одной, двух или более сторон, обладает преимуществами, уже указанными для полого профиля и заключающимися в том, что с меньшим расходом материала и меньшими затратами может быть изготовлен легкий маркировочный профиль. Кроме того, открытое поперечное сечение профиля обладает тем преимуществом, что, например, по сравнению с полым профилем оно имеет более высокую гибкость.
Если маркировочный профиль представляет собой пластиковый профиль из сплошного материала или полый профиль, то при рассмотрении в поперечном разрезе пластиковый профиль может иметь зеркально-симметричную конструкцию.
Если пластиковый профиль маркировочного профиля сформован в виде C-образного профиля, то при рассмотрении в поперечном разрезе пластиковый профиль может иметь асимметричную форму, причем, например, перемычка, соединяющая область маркировки и фасонный элемент, расположена с одной стороны со смещением относительно средней плоскости пластикового профиля.
Может быть предусмотрено, что область маркировки при рассмотрении в поперечном разрезе изогнута, в частности, имеет выпуклую форму. Изогнутая наружу форма делает возможным улучшенное прилегание маркируемой поверхности или, соответственно, области маркировки к печатающей головке печатающего устройства. Альтернативно может быть предусмотрено, что область маркировки является ровной или, соответственно, плоской.
Может быть предусмотрено, что область маркировки при рассмотрении в поперечном разрезе имеет ширину в диапазоне от 8 мм или более до 15 мм или менее, в частности, при рассмотрении в поперечном разрезе область маркировки имеет ширину 15 мм, 12 мм, 11 мм, 10,8 мм или 10,5 мм.
Альтернативно или дополнительно может быть предусмотрено, что маркировочный профиль при рассмотрении в поперечном разрезе имеет высоту в диапазоне от 2 мм или более до 6 мм или менее, в частности, при рассмотрении в поперечном разрезе маркировочный профиль имеет высоту 3 мм или 4,2 мм, или 4,4 мм.
Альтернативно или дополнительно может быть предусмотрено, что область маркировки при рассмотрении в поперечном разрезе имеет толщину в диапазоне от 0,3 мм или более до 2 мм или менее, в частности, при рассмотрении в поперечном разрезе область маркировки имеет толщину 1,1 мм или 0,5 мм, или 0,9 мм.
Альтернативно или дополнительно может быть предусмотрено, что фасонный элемент при рассмотрении в поперечном разрезе имеет толщину в диапазоне от 0,5 мм или более до 2,8 мм или менее, в частности, при рассмотрении в поперечном разрезе фасонный элемент имеет толщину 1 мм.
Поэтому размеры маркировочного профиля могут быть выбраны таким образом, чтобы в полностью смонтированном состоянии маркировочный профиль имел размеры, соответствующие требованиям к монтажному и установочному пространству.
Может быть предусмотрено, что маркировочный профиль на по меньшей мере одной поверхности, обращенной от верхней поверхности, имеет расположенные на расстоянии друг от друга, оптически распознаваемые метки положения, причем между метками положения образованы промежуточные области, и причем метки положения, в частности, имеют отражающие свойства, отличающиеся от промежуточных областей.
Метки положения служат для определения относительного положения маркировочного профиля по отношению к печатающему устройству, такому как устройство для печати этикеток или т.п. Таким образом, может быть распознано относительное положение маркировочного профиля, который может быть обеспечен, например, в виде непрерывного материала, по отношению к печатающей головке, чтобы достичь высокой точности печати даже при больших длинах печати.
В данном случае "оптически распознаваемая метка положения" означает то, что метка положения выполнена с возможностью распознавания посредством оптического детектора, такого как светочувствительный датчик, световой барьер или т.п.
Еще один вариант осуществления маркировочного профиля отличается тем, что метки положения образованы множеством расположенных на расстоянии друг от друга в продольной протяженности, ограниченно отражающих и/или ограниченно светопроницаемых областей, причем ограниченно отражающие и/или ограниченно светопроницаемые области, в частности, образованы посредством черной или темной окраски. Метки положения могут представлять собой так называемые черные метки.
Для создания соответствующей метки положения, обнаруживаемой посредством оптического датчика, может быть использовано, например, локальное окрашивание и/или оклеивание, и/или нанесение покрытия.
Альтернативно или дополнительно соответствующая метка положения, обнаруживаемая посредством оптического датчика, может быть создана путем предусматривания по меньшей мере частично светопроницаемой области, окруженной промежуточными областями, менее светопроницаемыми, чем метка положения.
Для обеспечения компактной и, тем не менее, надежно обнаруживаемой метки положения длина метки положения, измеренная в продольной протяженности, может составлять 4 мм или более. Альтернативно или дополнительно может быть предусмотрено, что высота метки положения, измеренная поперек продольной протяженности, составляет 3 мм или более.
Соответствующая метка положения может быть предусмотрена на самóй верхней поверхности или на поверхности, обращенной от верхней поверхности.
Для достижения высокой точности печати может быть предусмотрено, что при рассмотрении в продольной протяженности метки положения расположены на расстоянии 20 мм или более, в частности на расстоянии 30 мм или более, в частности на расстоянии 30 мм.
Согласно второму аспекту изобретение относится к способу изготовления маркировочного профиля, включающему следующие этапы способа: пластификацию по меньшей мере одного пластика в экструзионном устройстве; экструзию маркировочного профиля посредством экструзионного устройства, причем маркировочный профиль выполнен согласно настоящему изобретению; подачу маркировочного профиля к маркировочному устройству, такому как устройство для печати этикеток, термографическое печатающее устройство с копировальной лентой или т.п.; окончательную обработку и/или перфорирование маркировочного профиля на заданную длину.
Благодаря применению предлагаемого изобретением маркировочного профиля может быть достигнуто высокое качество печати при одновременно высокой гибкости в отношении длины маркировки.
Может быть предусмотрено, что сначала посредством непрерывного процесса печати осуществляют нанесение надписи на верхнюю поверхность для множества изготавливаемых отдельных профилей, устанавливаемых отдельно при окончательном монтаже, так что верхнюю поверхность, например, посредством непрерывного процесса печати снабжают маркировкой для двух или более, трех или более или множества отдельных профилей.
Затем выполняют окончательную обработку и/или перфорирование маркировочного профиля с целью изготовления соответствующего отдельного профиля соответствующей заданной длины. Отдельные профили могут иметь одинаковую или разную длину. Отдельные профили также могут быть названы маркировочными полосами. В частности, для каждого отдельного профиля или, соответственно, для каждой маркировочной полосы может быть задана индивидуальная длина.
Затем после нанесения надписи и окончательной обработки может быть осуществлена фиксация отдельного профиля или, соответственно, маркировочной полосы в клеммной колодке или планке, предназначенной для установки на монтажной шине.
Если маркировочный профиль содержит метки положения, может быть достигнута высокая точность печати, в частности, в случае, если маркировочный профиль обеспечивают в виде непрерывного материала, и друг за другом изготавливают множество маркировочных полос.
Если маркировочный профиль содержит метки положения, может быть предусмотрено, что перед, во время или после нанесения надписи осуществляют оптическое распознавание по меньшей мере двух или более меток положения маркировочного профиля, причем посредством распознанных меток положения, в частности, определяют относительное положение маркировочного профиля по отношению к печатной головке печатающего устройства.
Для достижения высокой точности печати даже при больших длинах печати согласно еще одному варианту осуществления способа предусмотрено, что скорость подачи маркировочного профиля в устройство для печати этикеток и/или движение печатающей головки устройства для печати этикеток согласуют посредством распознанных меток положения.
Для достижения высокой точности печати даже при больших длинах печати согласно еще одному варианту осуществления способа альтернативно или дополнительно также может быть предусмотрено, что окончательную обработку и/или перфорирование маркировочного профиля согласуют посредством распознанных меток положения, причем длину маркировочной полосы согласуют посредством распознанных меток положения.
Если используемое печатающее устройство, в частности устройство для печати этикеток, при расстоянии между метками положения, составляющем 30 мм в направлении подачи или, соответственно, в продольном направлении маркировочного профиля при постоянной подаче имеет допуск +0,1%, т.е. подача при печати слишком велика, то после этого изготавливаемую маркировочную полосу соответственно удлиняют на 0,3 мм. Если используемое печатающее устройство, в частности устройство для печати этикеток, при расстоянии между метками положения, составляющем 30 мм в направлении подачи или, соответственно, в продольном направлении маркировочного профиля при постоянной подаче имеет допуск -0,1%, т.е. подача при печати слишком мала, то после этого изготавливаемую маркировочную полосу соответственно укорачивают на 0,3 мм.
Может быть предусмотрено, что такую компенсацию по длине, описанную выше, рассчитывают и выполняют путем распределения по множеству следующих друг за другом маркировочных полос.
Таким образом, еще один вариант осуществления способа может отличаться тем, что из маркировочного профиля изготавливают множество маркировочных полос, причем длину первой маркировочной полосы и/или длину второй маркировочной полосы увеличивают или уменьшают, если посредством распознанных меток положения обнаружено отклонение скорости подачи, в частности, при постоянно установленной скорости подачи.
Ниже изобретение более подробно описывается при помощи чертежей, иллюстрирующих примеры осуществления изобретения, на которых, соответственно, схематично изображено следующее:
фиг. 1 - поперечный разрез предлагаемого изобретением маркировочного профиля;
фиг. 2 - поперечный разрез еще одного предлагаемого изобретением маркировочного профиля;
фиг. 3 - поперечный разрез еще одного предлагаемого изобретением маркировочного профиля;
фиг. 4 - поперечный разрез еще одного предлагаемого изобретением маркировочного профиля;
фиг. 5 - перспективный вид предлагаемого изобретением маркировочного профиля;
фиг. 6 - вид снизу маркировочного профиля по фиг. 1;
фиг. 7 - еще один вид снизу маркировочного профиля по фиг. 1;
фиг. 8 - вид снизу еще одного варианта предлагаемого изобретением профиля;
фиг. 9 - вид снизу еще одного варианта предлагаемого изобретением профиля.
Для лучшего понимания следующих пояснений на каждой из фиг. 1-4 введена декартова система координат, имеющая оси x, y, z.
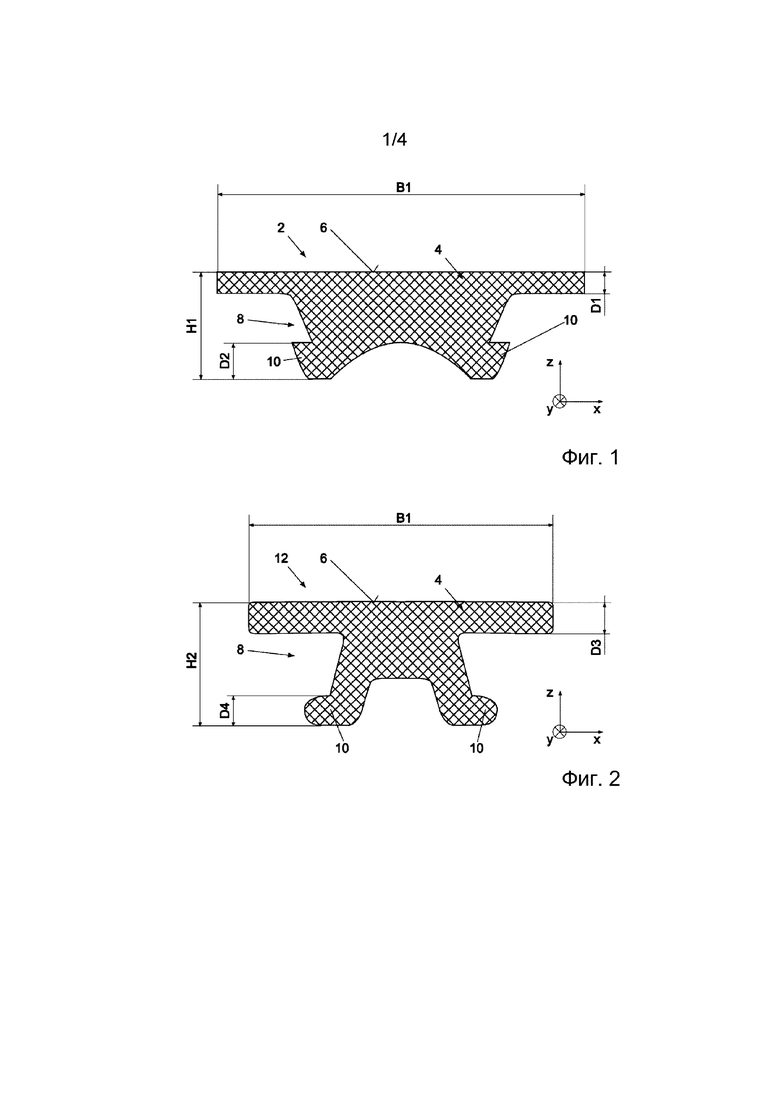
На фиг. 1 показан маркировочный профиль 2 для маркировки электрооборудования. Маркировочный профиль показан в поперечном разрезе вдоль плоскости X-Z, причем продольная протяженность маркировочного профиля 2 ориентирована вдоль оси y.
Маркировочный профиль 2 имеет область 4 маркировки, имеющую маркируемую верхнюю поверхность 6. Маркировочный профиль 2 имеет опорную область 8, примыкающую к области 4 маркировки и обращенную от верхней поверхности 6.
Маркировочный профиль 2, кроме того, имеет два фасонных элемента 10 для крепления маркировочного профиля 2 с геометрическим замыканием в гнезде. Указанное гнездо может представлять собой, например, паз или, соответственно, профиль, снабженный пазами, имеющий соответствующее поднутрение, в котором с геометрическим замыканием могут быть зафиксированы фасонные элементы 10.
В данном случае маркировочный профиль 2 состоит из экструдированного пластикового профиля 2. Пластиковый профиль 2 при рассмотрении вдоль его продольной протяженности, т.е. вдоль оси y, имеет постоянное поперечное сечение.
Пластиковый профиль 2 содержит пластик, имеющий твердость по Шору в диапазоне от 85A до 54D.
В данном случае пластиковый профиль 2 представляет собой сплошной профиль 2. То есть, как видно из фиг. 1, пластиковый профиль 2 не содержит полостей.
Область 4 маркировки имеет ширину B1, составляющую 10,5 мм. Маркировочный профиль 2 имеет высоту H1, составляющую 3 мм. Область 4 маркировки имеет толщину D1, составляющую 0,5 мм.
Фасонные элементы 10 выполнены в виде буртиков 10, выступающих поперек продольной протяженности и имеющих толщину D2, составляющую 1 мм.
На фиг. 2 в поперечном разрезе показан еще один вариант маркировочного профиля 12 для маркировки электрооборудования. Ниже, чтобы избежать повторений, рассматриваются только отличия от примера осуществления, описанного выше со ссылкой на фиг. 1. При этом одинаковым признакам присваиваются одинаковые ссылочные обозначения.
Маркировочный профиль 12 отличается от примера осуществления согласно фиг. 1 своей формой поперечного сечения и отдельными размерами. Маркировочный профиль 12 в области 4 маркировки также имеет ширину B1, составляющую 10,5 мм.
Маркировочный профиль 12 имеет высоту H2, составляющую 4,2 мм. Область 4 маркировки маркировочного профиля 12 имеет толщину D3, составляющую 1,1 мм. Фасонные элементы 10 маркировочного профиля 12 имеют толщину D4, составляющую 1,2 мм.
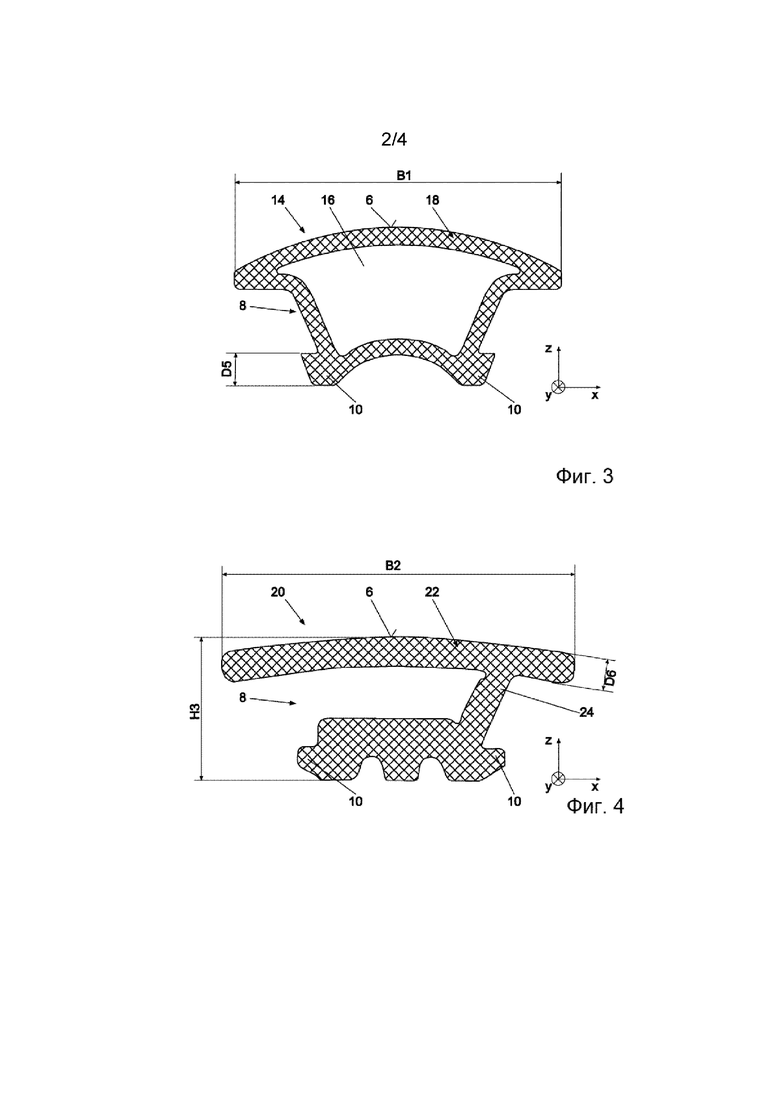
На фиг. 3 в поперечном разрезе показан еще один вариант маркировочного профиля 14. Здесь также показываются только отличия от примеров осуществления, рассмотренных выше. Маркировочный профиль 14 представляет собой пластиковый профиль 14, выполненный в виде полого профиля 14. Таким образом, полый профиль 14 содержит полость 16.
Кроме того, маркировочный профиль 14 содержит область 18 маркировки, которая при рассмотрении в данном поперечном разрезе изогнута или, соответственно, имеет выпуклую форму. Ширина B1 области маркировки также составляет 10,5 мм. Буртики 10 или, соответственно, фасонные элементы 10 имеют толщину D5, составляющую 1,05 мм.
На фиг. 4 в поперечном разрезе показан еще один маркировочный профиль 20, причем маркировочный профиль 20 отличается от маркировочных профилей, описанных выше, тем, что он представляет собой пластиковый профиль 20, выполненный в виде C-образного профиля, причем область 22 маркировки пластикового профиля 20 и фасонный элемент 10 соединены друг с другом посредством перемычки 24.
Пластиковый профиль 20 имеет ширину B2, составляющую 10,8 мм. Толщина D6 маркировочной области 22 составляет 0,9 мм. Высота H3 маркировочного профиля 20 составляет 4,4 мм.
Маркировочные профили 2, 12, 14, 20 могут содержать метки положения. В качестве примера ниже это описано для маркировочного профиля 102.
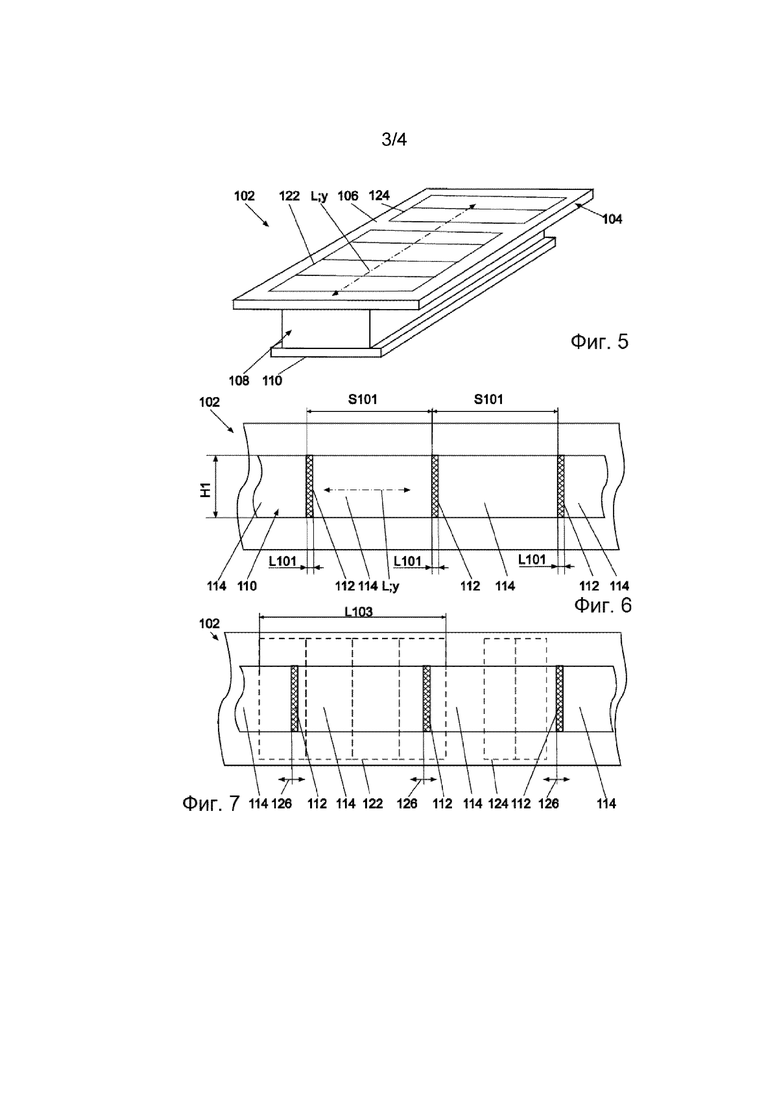
На фиг. 5 показан маркировочный профиль 102 для маркировки электрооборудования. Маркировочный профиль 102 имеет область 104 маркировки, имеющую маркируемую верхнюю поверхность 106.
Маркировочный профиль 102 имеет опорную область 108, примыкающую к области 104 маркировки и обращенную от верхней поверхности 106. Как видно из фиг. 5, опорная область 108 при рассмотрении в разрезе поперек направления L продольной протяженности по меньшей мере на участках имеет меньшую ширину, чем область 104 маркировки.
Маркировочный профиль 102 обеспечивается для печатающего устройства в виде непрерывного материала.
Маркировочный профиль 102 при рассмотрении вдоль его продольной протяженности L имеет постоянное поперечное сечение. Это означает, что маркировочный профиль 102 не имеет предварительной обработки в виде заданных мест отлома или т.п. и не содержит сформованных надрезов, задающих продольное разделение.
На поверхности 110, обращенной от верхней поверхности 106, маркировочный профиль 102 содержит оптически распознаваемые метки 112 положения, расположенные на расстоянии друг от друга. Между метками 112 положения образованы промежуточные области 114, причем в данном случае метки 112 положения обладают отражающими свойствами, отличающимися от отражающих свойств промежуточных областей 114.
В данном случае метки 112 положения образованы множеством ограниченно отражающих областей 112, расположенных на расстоянии друг от друга в продольной протяженности L. Метки 112 положения образованы посредством локального окрашивания маркировочного профиля 102, состоящего из пластика.
В данном случае каждая метка 112 положения имеет длину L101, измеренную в направлении L продольной протяженности и составляющую 4 мм. Каждая метка 112 положения имеет высоту H101, измеренную поперек продольной протяженности L и составляющую 20 мм. При рассмотрении в продольной протяженности L метки 112 положения расположены на расстоянии 30 мм друг от друга. Таким образом, расстояние S101 составляет 30 мм.
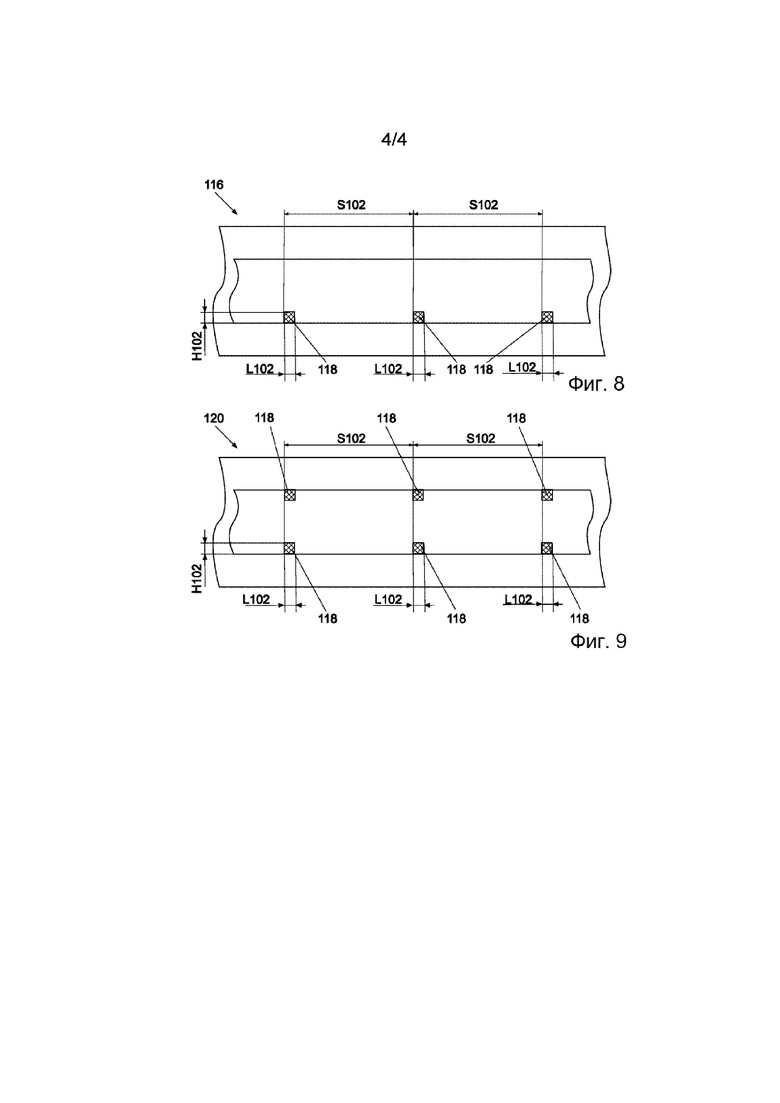
Фиг. 8 и 9 иллюстрируют дополнительные примеры осуществления предлагаемых изобретением маркировочных профилей, причем во избежание повторов рассматриваются только отличия от примеров осуществления, описанных выше.
Пример осуществления маркировочного профиля 116, показанный на фиг. 8, отличается от примера осуществления, описанного выше, тем, что предусмотрены метки 118 положения, высота H102 которых составляет только 3 мм. В данном случае длина L102 составляет 4 мм. Согласно еще одному варианту осуществления маркировочного профиля 120 такие метки 118 положения расположены в два ряда (фиг. 9).
Для изготовления маркировочной полосы или, соответственно, отдельного профиля для электрооборудования сначала обеспечивают маркировочный профиль 102, 116, 120.
Маркировочный профиль 102, 116, 120 подают в печатающее устройство (на чертеже не показано). В печатающем устройстве в областях 122, 124 печати наносят надпись на верхнюю поверхность 106.
Затем производят окончательную обработку или, соответственно, отрезку на мерные длины соответствующего маркировочного профиля с получением по меньшей мере одной, двух или более маркировочных полос, причем, например, для области 122 печати, предусмотренной для первой маркировочной полосы, от маркировочного профиля 102 отрезают заданную длину L103.
Перед, во время и после нанесения надписи оптически распознают соответствующие метки 112, 118 положения.
В данном случае из маркировочного профиля 102, 116, 120 изготавливают множество маркировочных полос, причем длину первой маркировочной полосы и/или длину второй маркировочной полосы увеличивают или уменьшают, если посредством распознанных меток положения обнаружено отклонение скорости подачи печатающего устройства, в частности, при постоянно установленной скорости подачи. Коррекция длины обозначена стрелками 126.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАРКИРОВОЧНЫЙ ПРОФИЛЬ ДЛЯ МАРКИРОВКИ ЭЛЕКТРООБОРУДОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВОЧНЫХ ПОЛОС | 2020 |
|
RU2774802C1 |
| МАРКИРОВОЧНЫЙ МАТЕРИАЛ ДЛЯ МАРКИРОВКИ ЭЛЕКТРООБОРУДОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МАРКИРОВОЧНОЙ ПОЛОСЫ | 2020 |
|
RU2779766C1 |
| МАРКИРОВОЧНАЯ ПОЛОСА, СИСТЕМА МАРКИРОВКИ И СПОСОБ | 2020 |
|
RU2778790C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ ПЛАСТИКОВЫХ ЭТИКЕТОК | 2020 |
|
RU2777710C1 |
| МАРКИРОВОЧНАЯ МАШИНА | 2014 |
|
RU2652949C1 |
| ПОЛОСА ИЗ ТАБЛИЧЕК С МНОЖЕСТВОМ ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПЕЧАТИ МАРКИРОВОЧНЫХ ТАБЛИЧЕК И МАГАЗИН ДЛЯ ВВЕДЕНИЯ ПОЛОС ИЗ ТАБЛИЧЕК В ПЕЧАТАЮЩЕЕ УСТРОЙСТВО | 2014 |
|
RU2673582C2 |
| МАРКИРОВОЧНЫЙ МОДУЛЬ | 1993 |
|
RU2088990C1 |
| ЭТИКЕТОЧНЫЙ МАТЕРИАЛ МАРКИРОВОЧНЫХ ВТУЛОК ДЛЯ ПРОВОДОВ | 2004 |
|
RU2348535C2 |
| Маркировочная лента | 1989 |
|
SU1734125A1 |
| ЭТИКЕТКА | 2015 |
|
RU2671774C2 |
Группа изобретений относится к маркировочному профилю для маркировки электрооборудования и способу изготовления такого маркировочного профиля. Маркировочный профиль для маркировки электрического оборудования содержит область маркировки, имеющую маркируемую верхнюю поверхность, опорную область, обращенную от верхней поверхности и примыкающую к области маркировки, по меньшей мере один фасонный элемент для крепления с геометрическим замыканием в гнезде. Маркировочный профиль содержит экструдированный пластиковый профиль или состоит из экструдированного пластикового профиля. Пластиковый профиль при рассмотрении вдоль его продольной протяженности имеет постоянное поперечное сечение. Задача предложенной группы изобретений состоит в том, чтобы предложить маркировочный профиль и способ изготовления маркировочного профиля, которые позволяют изготовить и установить маркировку на электрооборудование как можно более эффективно, а также обеспечить, чтобы маркировочный профиль имел необходимую для монтажа формоустойчивость и в то же время был достаточно гибким для нанесения на него надписей при помощи устройства для печати этикеток, обеспечить возможность коррекции проскальзывания и/или отклонений при продвижении или, соответственно, отклонений скорости подачи при подаче и проведении маркировочного материала внутри печатающего устройства, так что высокая точность печати могла быть достигнута даже при больших длинах печати. 2 н. и 8 з.п.ф-лы, 9 ил.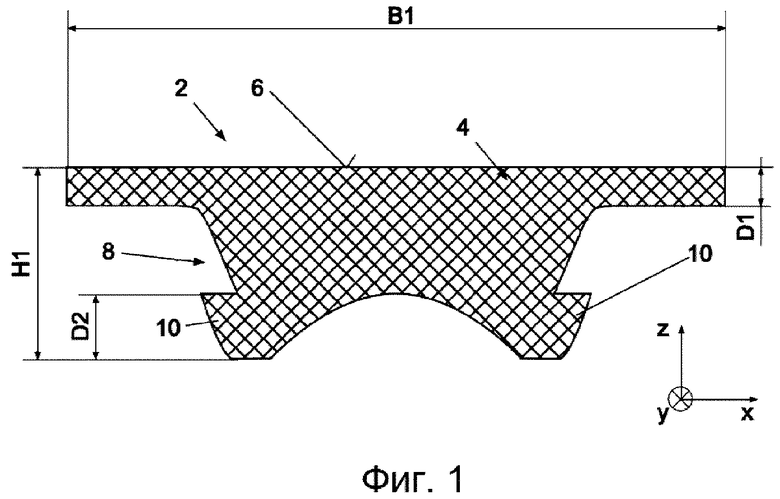
1. Маркировочный профиль для маркировки электрооборудования, содержащий
область (4) маркировки, имеющую маркируемую верхнюю поверхность (6),
опорную область (8), примыкающую к области (4) маркировки и обращенную от верхней поверхности (6),
по меньшей мере один фасонный элемент (10) для крепления с геометрическим замыканием в гнезде,
причем маркировочный профиль (2) содержит экструдированный пластиковый профиль (2) или состоит из экструдированного пластикового профиля (2), и
причем пластиковый профиль (2) при рассмотрении вдоль его продольной протяженности имеет постоянное поперечное сечение.
2. Маркировочный профиль по п. 1,
отличающийся тем, что
пластик пластикового профиля имеет твердость по Шору, выбранную из диапазона от 85A до 54D,
или
пластик пластикового профиля имеет твердость по Шору, выбранную из диапазона от 75A до 70D,
или
пластик пластикового профиля имеет твердость по Шору, выбранную из диапазона от 75A до 60D.
3. Маркировочный профиль по одному из пп. 1 или 2,
отличающийся тем, что
пластиковый профиль представляет собой сплошной профиль.
4. Маркировочный профиль по одному из пп. 1 или 2,
отличающийся тем, что
пластиковый профиль представляет собой полый профиль.
5. Маркировочный профиль по одному из пп. 1 или 2,
отличающийся тем, что
пластиковый профиль при рассмотрении в поперечном разрезе имеет открытое поперечное сечение профиля, такое как С-образный профиль, U-образный профиль, V-образный профиль или двутавровый профиль.
6. Маркировочный профиль по одному из предыдущих пунктов, отличающийся тем, что
область маркировки при рассмотрении в поперечном разрезе изогнута, в частности, имеет выпуклую форму.
7. Маркировочный профиль по одному из предыдущих пунктов, отличающийся тем, что
область маркировки при рассмотрении в поперечном разрезе имеет ширину в диапазоне от 8 мм или более до 15 мм или менее, в частности, при рассмотрении в поперечном разрезе область маркировки имеет ширину 15 мм, 12 мм или 11 мм,
и/или
маркировочный профиль при рассмотрении в поперечном разрезе имеет высоту в диапазоне от 2 мм или более до 6 мм или менее, в частности при рассмотрении в поперечном разрезе маркировочный профиль имеет высоту 3 мм, или 4,2 мм, или 4,4 мм,
и/или
область маркировки при рассмотрении в поперечном разрезе имеет толщину в диапазоне от 0,3 мм или более до 2 мм или менее, в частности при рассмотрении в поперечном разрезе область маркировки имеет толщину 1,1 мм, или 0,5 мм, или 0,9 мм,
и/или
фасонный элемент при рассмотрении в поперечном разрезе имеет толщину в диапазоне от 0,5 мм или более до 2,8 мм или менее, в частности при рассмотрении в поперечном разрезе фасонный элемент имеет толщину 1 мм.
8. Маркировочный профиль по одному из предыдущих пунктов, отличающийся тем, что
на по меньшей мере одной поверхности, обращенной от верхней поверхности, маркировочный профиль имеет оптически распознаваемые метки положения, расположенные на расстоянии друг от друга,
причем между метками положения образованы промежуточные области, и
причем метки положения, в частности, обладают отражающими свойствами, отличающимися от промежуточных областей.
9. Маркировочный профиль по п. 8,
отличающийся тем, что
метки положения образованы множеством расположенных на расстоянии друг от друга в продольной протяженности, ограниченно отражающих и/или ограниченно светопроницаемых областей, причем ограниченно отражающие и/или ограниченно светопроницаемые области, в частности, образованы посредством черной или темной окраски,
и/или
метка положения имеет измеренную в продольной протяженности длину, составляющую 4 мм или более, и/или измеренную поперек продольной протяженности высоту, составляющую 3 мм или более,
и/или
при рассмотрении в продольной протяженности метки положения расположены на расстоянии 20 мм или более, в частности на расстоянии 30 мм или более, в частности на расстоянии 30 мм.
10. Способ изготовления маркировочного профиля, включающий следующие этапы способа:
пластификацию по меньшей мере одного пластика в экструзионном устройстве;
экструзию маркировочного профиля посредством экструзионного устройства, причем маркировочный профиль выполнен по одному из предыдущих пунктов;
подачу маркировочного профиля к маркировочному устройству, такому как устройство для печати этикеток или термографическое печатающее устройство с копировальной лентой;
окончательную обработку и/или перфорирование маркировочного профиля на заданную длину.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| DE 1857546 U, 30.08.1962 | |||
| DE 19843742 A1, 30.09.1999 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| МАРКИРОВОЧНЫЙ МОДУЛЬ | 1993 |
|
RU2088990C1 |

