Заявляемое изобретение относится к окончательной сборке артиллерийских боеприпасов унитарного заряжания и предназначены для патронирования (состыковывания снаряда и гильзы) и обжима гильзы артиллерийского выстрела унитарного заряжания.
Заявляемое изобретение предназначены для окончательной сборки артиллерийских боеприпасов унитарного заряжания следующих калибров - 57 мм, 76 мм, 100 мм, 115 мм, 130 мм.
Ближайшим аналогом заявляемого изобретения принят применяемый в настоящее время и известный из открытых источников способ сборки артиллерийских боеприпасов унитарного заряжания и станок, на котором производится сборка артиллерийских боеприпасов унитарного заряжания. Этот способ и станок известны из открытых источников, например, из сети Интернет, адрес сайта http://5fan.ru/wievjob.php?id=63517. Распечатка текста «Технология подготовки снарядов к сборке», размещенного на этом сайте, приложена к материалам заявки. В соответствии с этим способом операция патронирования, т.е. соединение снаряда с гильзой в единое целое, и обжим гильзы, осуществляется на существующих станках ПСЗр-134, ПС3-154М. Станок ПСЗр-134 принят за ближайший аналог (прототип). Станок ПСЗр-134 (см. стр. 5, 6, 7, 8, 9 приложенной распечатки текста «Технология подготовки снарядов к сборке») предназначен для патронирования и обжима, распатронирования и замера усилия распатронирования артиллерийских выстрелов и для обжима (калибровки) дулец гильз к этим выстрелам.
По типу конструкции станок представляет собой горизонтальный ручной пресс с шатунно-кривошипным и храповым механизмами.
Станок состоит из следующих основных узлов и механизмов: станины, кривошипно-шатунного механизма, храпового механизма, ползуна, подставки, бабки.
Способ сборки артиллерийских боеприпасов унитарного заряжания, представляет собой следующее. Перед патронированием ползун должен находиться в крайнем заднем положении, а обжимное кольцо должно быть разжато. Рычаг должен быть обязательно зафиксирован стопором. Снаряд досылают в полость ползуна до упора ведущим пояском во втулку. Опору бабки откидывают; на ложе и на подставку укладывают гильзу и досылают ее в сторону ползуна до упора фланцем в подставку. Опору бабки возвращают в исходное положение. Передвигая ползун рукояткой, производят патронирование до упора ведущего пояска снаряда в срез дульца гильзы.
Если длина патронирования выстрела превышает длину хода ползуна, то патронирование производится в несколько приемов. Для выполнения каждого приема необходимо отодвинуть ползун в крайнее заднее положение, маховиком подвинуть бабку вперед на 40 мм и произвести патронирование.
Приемы патронирования повторяют несколько раз и заканчивают, когда ведущий поясок снаряда упрется в срез дульца гильзы, а бабка передним краем коснется упора.
Поворотом рычага вверх на 180° производят обжим гильзы в закаточную канавку снаряда и возвращают рычаг в исходное положение. Рычагом возвращают ползун в исходное положение. Откидывают опору бабки и снимают готовый выстрел. Если бабка двигалась вперед, то возвращают ее в крайнее заднее положение до касания задним краем во второй упор. Станок в таком положении готов для повторного патронирования.
К недостаткам ближайших аналогов можно отнести то, что эти станки имеют сложную конструкцию. Кроме того, сборка боеприпаса осуществляется в горизонтальном положении, поэтому возможно высыпание пороха из боеприпаса, что снижает безопасность сборки. Кроме того, сборка некоторых новых видов артиллерийских боеприпасов невозможна на существующих горизонтальных станках сборки из-за особой конструкции метательного заряда.
Техническим результатом изобретения является повышение безопасности сборки боеприпаса.
Заявляемый технический результат достигается тем, что способ окончательной сборки артиллерийских боеприпасов унитарного заряжания, включает процесс патронирования, представляющий собой состыковывание снаряда и гильзы, и процесс обжима гильзы артиллерийского выстрела, производится на двух разных станках.
Патронирование осуществляют на станке патронирования артиллерийского выстрела, а обжим гильзы осуществляют на станке обжима гильзы, на станке патронирования корпус снаряда устанавливают вертикально в устройство для фиксации и центровки снаряда, гильзу с метательным зарядом устанавливают вертикально на подъемном столе, устройством перемещения подъемный стол с гильзой с метательным зарядом поднимают до упирания дульца гильзы в нижнюю часть снаряда, при этом гильза напрессовывается на цилиндрическую часть снаряда до упирания среза дульца гильзы в ведущий поясок снаряда и происходит состыковывание снаряда с гильзой, после состыковывания снаряда с гильзой подъемный стол опускают, а спатронированный выстрел извлекают из станка патронирования и передают на станок обжима гильзы. На станке обжима гильзы спатронированный снаряд с гильзой устанавливают вертикально на подъемном столе, подъемный стол с закрепленным на нем боеприпасом поднимают до упирания ведущего пояска снаряда в упор устройства обжима, после упирания снаряда подъем стола с боеприпасом прекращают и устройством обжима производят обжим гильзы по месту стыка дульца гильзы с ведущим пояском снаряда, обеспечивая тем самым надежную фиксацию снаряда с гильзой, после чего опускают подъемный стол и извлекают боеприпас.
Сборка в вертикальном положении обеспечивает дополнительную безопасность, так как практически невозможно просыпание пороха метательного заряда, находящегося в гильзе. Занимаемая двумя станками производственная площадь в значительно меньше, чем у существующих ПСЗр-134 и ПС3-154М.
Размещение корпуса снаряда на станке патронирования в устройстве для фиксации и центровки снаряда позволяет установить корпус снаряда в вертикальном положении, при котором исключается высыпание пороха, что повышает безопасность процесса.
Наличие на станке патронирования подъемного стола с устройством перемещения позволяет произвести патронирование артиллерийского выстрела при вертикальном положении снаряда и гильзы, при котором исключается высыпание пороха, что повышает безопасность процесса.
На станке обжима гильзы спатронированный снаряд с гильзой устанавливают вертикально на подъемном столе, подъемный стол с закрепленным на нем боеприпасом поднимают до упирания ведущего пояска снаряда в упор устройства обжима, после упирания снаряда подъем стола с боеприпасом прекращают и устройством обжима производят обжим гильзы по месту стыка дульца гильзы с ведущим пояском снаряда, обеспечивая тем самым надежную фиксацию снаряда с гильзой, после чего опускают подъемный стол и извлекают боеприпас.
Наличие на станке обжима подъемного стола с устройством перемещения позволяет произвести подъем артиллерийского выстрела и разместить его в устройстве обжима, где производится обжим и надежная фиксация снаряда с гильзой, после чего подъемный стол опускают и извлекают боеприпас, при этом сборка в вертикальном положении обеспечивает дополнительную безопасность, так как практически невозможно просыпание пороха метательного заряда, находящегося в гильзе.
Станок патронирования артиллерийского выстрела содержит станину с закрепленными на ней механизмами. Станок патронирования артиллерийского выстрела снабжен подъемным столом, устройством для перемещения, состоящим из гидроцилиндра и гидростанции, скобой для фиксации гильзы, расположенной на подъемном столе; устройством для фиксации и центровки снаряда с втулкой для фиксации корпуса снаряда, поддерживающим устройством.
Наличие устройства для фиксации и центровки снаряда с втулкой для фиксации корпуса снаряда позволяет установить снаряд вертикально точно в необходимом месте, и надежно закрепить его, что позволяет обеспечить качество патронирования и повышает безопасность процесса. Наличие скобы для фиксации гильзы, расположенной на подъемном столе, позволяет установить на подъемный стол гильзу в вертикальном положении и обеспечивает безопасность этой установки, т.к. скоба для фиксации закрепляет гильзу и предотвращает ее падение, а вертикальная установка гильзы предотвращает высыпание пороха, что повышает безопасность процесса. Наличие подъемного стола с устройством перемещения позволяет произвести патронирование артиллерийского выстрела при вертикальном расположении снаряда и гильзы, при котором исключается высыпание пороха, что повышает безопасность процесса.
Станок обжима гильзы артиллерийского выстрела содержит станину с закрепленными на ней механизмами. Станок обжима гильзы артиллерийского выстрела снабжен подъемным столом, устройством для перемещения подъемного стола, фиксирующим устройством гильзы, закрепленном на подъемном столе, устройством для обжима, содержащем обжимные кулачки. Устройство для обжима закреплено на станине.
Наличие фиксирующего устройства гильзы, расположенного на подъемном столе, позволяет установить на подъемный стол гильзу в вертикальном положении и обеспечивает безопасность этой установки, т.к. скоба для фиксации закрепляет гильзу и предотвращает ее падение, а вертикальная установка гильзы предотвращает высыпание пороха, что повышает безопасность процесса.
Наличие подъемного стола с устройством перемещения позволяет произвести подъем снаряда в вертикальном расположении снаряда и гильзы, при котором исключается высыпание пороха, что повышает безопасность процесса.
Наличие устройства для фиксации и центровки снаряда с втулкой для фиксации корпуса снаряда позволяет установить снаряд вертикально точно в необходимом месте, и надежно закрепить его, что позволяет обеспечить качество патронирования и повышает безопасность процесса.
Устройство для обжима, содержащее обжимные кулачки, позволяет произвести обжим гильзы по месту стыка фланца гильзы с ведущим пояском снаряда, в вертикальном положении снаряда, обеспечивая тем самым надежную фиксацию снаряда в гильзе с метательным зарядом и предотвращая просыпание пороха, что повышает безопасность процесса.
Закрепление устройства для обжима на станине позволяет разместить его на необходимой высоте подъема снаряда для обеспечения точного обжима гильзы по месту стыка фланца гильзы с ведущим пояском снаряда, обеспечивая тем самым надежную фиксацию снаряда в гильзе с метательным зарядом.
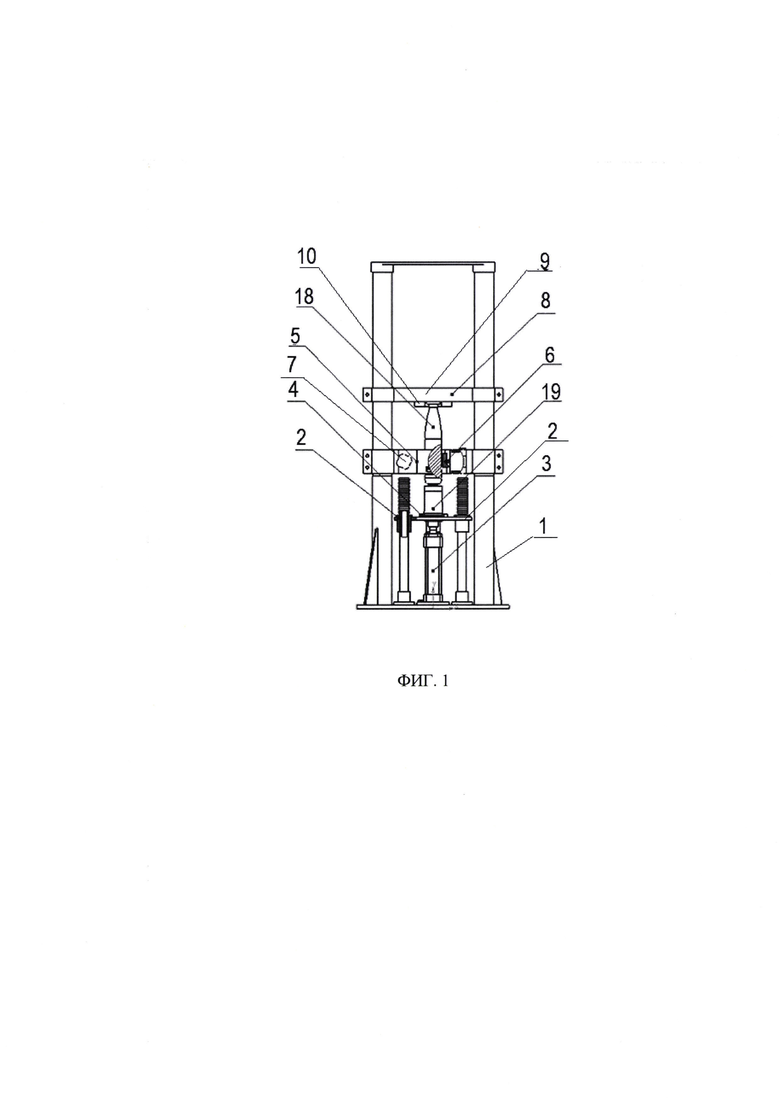
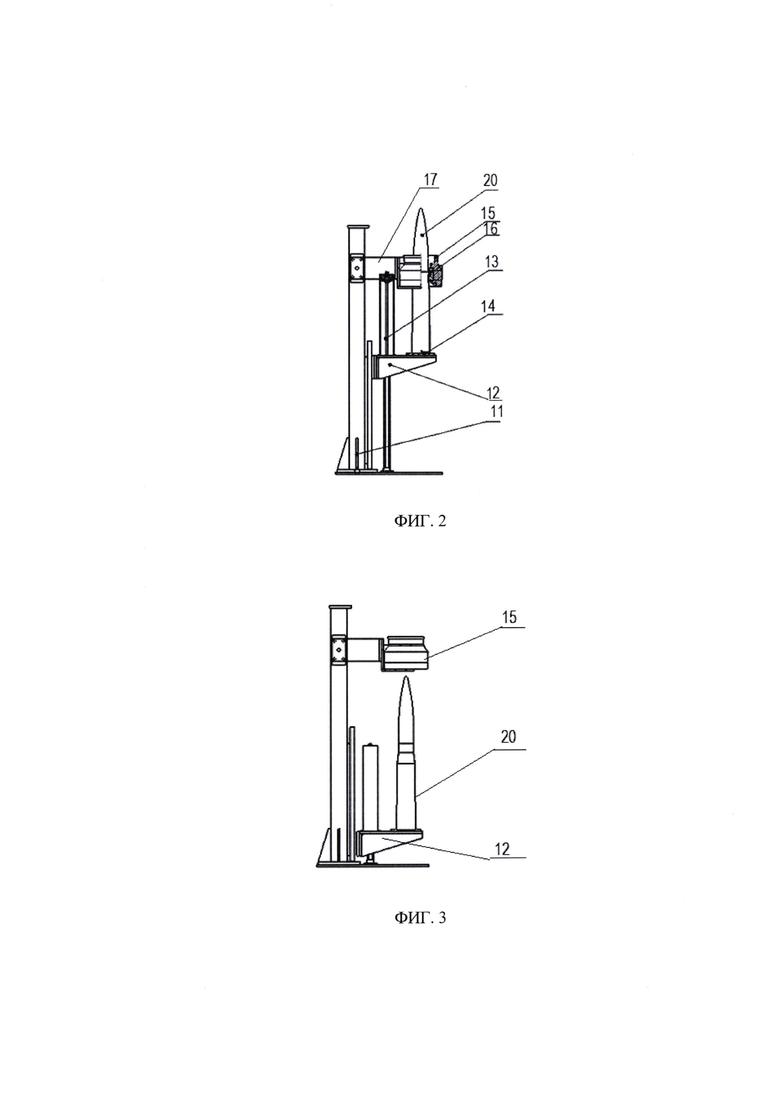
На фигуре 1 изображен станок патронирования артиллерийского выстрела. На фиг. 2 изображен станок обжима гильзы артиллерийского выстрела, на фиг. 3 изображен станок обжима гильзы артиллерийского выстрела после окончания обжима гильзы.
В заявляемом способе окончательной сборки артиллерийских боеприпасов унитарного заряжания, включающем процесс патронирования, представляющий собой состыковывание снаряда и гильзы, и процесс обжима гильзы, процесс патронирования осуществляется на станке патронирования артиллерийского выстрела, а процесс обжима гильзы артиллерийского выстрела осуществляется на станке обжима гильзы артиллерийского выстрела.
Станок патронирования артиллерийского выстрела содержит станину 1, подъемный стол 2, устройство для перемещения подъемного стола 3, устройство для фиксации гильзы в виде скобы 4; устройство для фиксации и центровки снаряда 5, сдержащее разъемную втулку со сменными вкладышами 6 под каждый тип собираемых боеприпасов и расположенным в ней винтовым зажимом 7, поддерживающее устройство 8.
Устройство для фиксации и центровки снаряда 5 с разъемной втулкой для фиксации снаряда 6 и винтовым зажимом 7 размещено на станине 1.
Поддерживающее устройство 8 представляет собой закрепленную на станине 1 опору 9, с размещенной на ней скобой для центровки снаряда 10, при этом скоба выполнена съемной.
Станок обжима гильзы артиллерийского выстрела содержит станину 11, подъемный стол 12, устройство для перемещения 13 подъемного стола, фиксирующее устройство гильзы 14, устройство для обжима 15, включающее обжимные кулачки 16 и упор 17. Устройство для перемещения 13 подъемного стола состоит из гидроцилиндра и гидростанции. Фиксирующее устройство гильзы 14 выполнено в виде скобы, закрепленной на подъемном столе 12. Устройство для обжима 15 закреплено на станине 11. Обжимные кулачки 16 имеют гидропривод.
Способ окончательной сборки артиллерийских боеприпасов унитарного заряжания, включающий процесс патронирования, представляющий собой состыковывание снаряда и гильзы, и процесс обжима гильзы артиллерийского выстрела представляет собой следующее.
Патронирование осуществляют на станке патронирования артиллерийского выстрела, а обжим гильзы осуществляют на станке обжима гильзы. На станке патронирования корпус снаряда 16 устанавливают вертикально в устройство для фиксации и центровки снаряда 5, а гильзу с метательным зарядом устанавливают вертикально в устройство для фиксации гильзы 4 на подъемном столе 2. Устройством перемещения подъемный стол с гильзой с метательным зарядом поднимают до упирания дульца гильзы в нижнюю часть снаряда, при этом гильза напрессовывается на цилиндрическую часть снаряда до упирания среза дульца гильзы в ведущий поясок снаряда и происходит состыковывание снаряда с гильзой.
После состыковывания снаряда с гильзой подъемный стол опускают, а спатронированный выстрел извлекают из станка патронирования и передают на станок обжима гильзы.
На станке обжима гильзы спатронированный снаряд с гильзой устанавливают вертикально на подъемном столе 12 в устройстве для фиксации гильзы 14. Подъемный стол 12 с закрепленным на нем боеприпасом поднимают до упирания ведущего пояска снаряда в упор 17 устройства для обжима 15. После упирания снаряда подъем стола 12 с боеприпасом прекращают и устройством для обжима 15 с помощью кулачков 16 производят обжим гильзы по месту стыка дульца гильзы с ведущим пояском снаряда, обеспечивая тем самым надежную фиксацию снаряда с гильзой, после чего опускают подъемный стол и извлекают боеприпас.
Станок патронирования артиллерийского выстрела работает следующим образом.
Станок патронирования предназначен для предварительного соединения снаряда артиллерийского выстрела калибра 57-130 мм с гильзой методом запрессовки.
Корпус снаряда 17 в вертикальном положении задвигают в сменную скобу 10, размещенную на поддерживающем устройстве 8, которое при настройке станка закрепляют на определенной высоте на двух параллельных столбах станины 1. Также при настройке станка соответственно чертежу на снаряд выставляют и высоту установки устройства для фиксации и центровки снаряда 5, которое представляет собой разъемную втулку со сменными вкладышами 6 под каждый тип собираемых боеприпасов и расположенным в ней винтовым зажимом 7.
При установке корпуса снаряда 18 в устройство для фиксации и центровки снаряда 5, цилиндрическую часть снаряда 18 устанавливают в разъемную втулку для фиксации корпуса снаряда 6 и закрепляют в ней винтовым зажимом 7.
Гильзу 19 с метательным зарядом в вертикальном положении устанавливают в упор в скобу 4 устройства для фиксации гильзы, расположенную на подъемном столе 2.
Устройством перемещения 3, состоящим из гидроцилиндра, гидростанции, гидрошлангов и ручного гидрораспределителя (на фиг. 1 не показаны), подъемный стол 2 с гильзой с метательным зарядом 19 поднимается до упирания дульца гильзы в нижнюю часть снаряда, затем гильза напрессовывается на цилиндрическую часть снаряда до упирания среза дульца гильзы в ведущий поясок снаряда.
После соединения снаряда с гильзой (патронирования) спатронированный выстрел извлекается из устройства для фиксации и центровки снаряда 5 и скобы для фиксации гильзы 4 путем освобождения винтового зажима 7 и выдвигания из пазов скобы 4 и скобы 10, а затем подъемный стол 2 опускается.
Станок обжима гильзы артиллерийского выстрела работает следующим образом.
Станок обжима гильзы предназначен для крепления снаряда артиллерийского выстрела калибра 57-130 мм в гильзе с метательным зарядом методом обжима гильзы.
Спатронированный снаряд с гильзой 20 устанавливают вертикально в фиксирующее устройство гильзы 14, расположенное на подъемном столе 12. Устройство для перемещения 13 подъемного стола, состоящее из гидроцилиндра и гидростанции, поднимает подъемный стол с установленным на нем спатронированным снарядом с гильзой 19 до тех пор, пока устройство для перемещения 13 не упрется в устройство обжима 15, закрепленное на станине, после чего подъем стола 12 прекращается. При этом спатронированный снаряд с гильзой 19 попадает в ту часть устройства для обжима 15, в которой расположены обжимные кулачки 16. В верхней крайней точке подъема стола обжимные кулачки 16 с помощью гидропривода обжимают гильзу по месту стыка фланца гильзы с ведущим пояском снаряда, обеспечивая тем самым надежную фиксацию снаряда в гильзе с метательным зарядом.
После окончания операции обжима (соединения снаряда с гильзой) кулачки 16 расходятся (разжимаются) и подъемный стол 2 опускается, а собранный выстрел извлекается из фиксирующего устройства гильзы 4.
Пример выполнения способа.
Корпус снаряда 17 с помощью сменной резьбовой втулки, ввинченной в очко под взрыватель у снаряда, задвигается в вертикальном положении в специальную сменную скобу 10, размещенную на поддерживающем устройстве 8, которое при настройке станка закрепляется на определенной высоте двух параллельных столбов станины 1. Также при настройке станка соответственно чертежу на снаряд выставляется и высота установки устройства для фиксации и центровки снаряда 5, которое представляет из себя разъемную втулку со сменными вкладышами 6 под каждый тип собираемых боеприпасов и расположенным в ней винтовым зажимом. При установке снаряда на станок для сборки разъемная втулка открыта, поэтому цилиндрическая часть снаряда 1 свободно входит в неподвижную часть разъемной втулки с соответствующим вкладышем. Затем, для фиксации корпуса снаряда в строго осевом положении, подвижную часть разъемной втулки закрывают, закрепляя ее винтовым зажимом, тем самым обеспечивается жесткое и строго вертикальное положение снаряда перед патронированием.
Гильза с метательным зарядом 18 устанавливается вертикально в упор в скобу для фиксации гильзы 4 расположенную на подъемном столе 2, тем самым достигается точное осевое расположение гильзы и снаряда (обеспечивается конструкцией станка), что исключает замин края гильзы при дальнейшем движении стола и неправильную (не по оси) состыковку гильзы и снаряда.
При помощи устройства перемещения 3, состоящего из гидроцилиндра, гидростанции, гидрошлангов и ручного гидрораспределителя (на фиг. 1 не показаны), подъемный стол 2 с закрепленной на нем гильзой с метательным зарядом 19 поднимается до упирания дульца гильзы в нижнюю часть снаряда, затем гильза напрессовывается на цилиндрическую часть снаряда до упирания среза дульца гильзы в ведущий поясок снаряда (строго выдерживается размер в соответствии с чертежами на боеприпас). Высота напрессовки (соединения) гильзы и снаряда контролируется оператором визуально, а также обеспечивается конструкцией станка и правильной его настройкой перед проведением работ. Гидростанция и гидроцилиндр обеспечивают усилие при соединении снаряда и гильзы до 6000 кгс. Конструкция подъемного стола 2 обеспечивает плавное и строго вертикальное перемещение гильзы вверх при соединении со снарядом, так как при выдвижении штока гидроцилиндра устройства перемещения 3 подъем стола осуществляется по трем шарико-винтовым направляющим, установленным паралельно.
После окончания операции патронирования (соединения снаряда с гильзой) оператор станка ослабляет винтовой зажим и открывает подвижную часть разъемной втулки, тем самым освобождая собранный (спатронированный) боеприпас. Затем движением «на себя» боеприпас выдвигается из двух удерживающих его скоб и перемещается вручную на станок обжима гильзы. Для продолжения работы со следующим боеприпасом необходимо при помощи ручного гидрораспределителя опустить подъемный стол 5 в нижнее положение.
На станке обжима гильзы спатронированный снаряд с гильзой 20 устанавливается на подъемном столе 12 в вертикальном положении вручную и затем вдвигается в фиксирующее устройство гильзы 14 в виде скобы до упора, чем обеспечивается правильное положение боеприпаса на станке обжима. Устройство подъема 13 состоящее из гидроцилиндра, гидростанции, гидрошлангов и ручного гидрораспределителя (на фиг. 2 не показаны), поднимает подъемный стол 12 с закрепленным на нем боеприпасом до упирания ведущего пояска снаряда в упор 17 устройства обжима 15, в котором также установлены сменные кулачки обжимные 16. В верхней крайней точке после упирания снаряда подъем стола с боеприпасом прекращается и кулачки обжимные 16, имеющие гидропривод, сжимаются по диаметру до крайней возможной точки (до упора кулачков друг в друга). Конструкцией станка и формой внутренней части кулачков обжимных 16 обеспечивается обжим гильзы по месту стыка дульца гильзы с ведущим пояском снаряда, обеспечивая тем самым надежную фиксацию снаряда с гильзой. В зажатом положении устройство обжима 15 остается до нескольких секунд, затем автоматически происходит разжим кулачков обжимных 16, тем самым освобождая боеприпас. Операция обжима дульца гильзы завершена.
Затем оператор с помощью ручного гидрораспределителя опускает подъемный стол 12, при этом собранный боеприпас выходит из устройства обжима 15, после этого оператор вручную движением «на себя» извлекает из фиксирующего устройства гильзы боеприпас.Станок готов к следующей операции обжима гильзы.
Заявляемые станки могут быть изготовлены на имеющемся оборудовании имеющимися техническими средствами, а заявляемый способ может быть осуществлен на заявляемых станках.
Сборка в вертикальном положении обеспечивает дополнительную безопасность, так как практически невозможно просыпание пороха метательного заряда, находящегося в гильзе.
Устройство станков значительно проще, чем существующих горизонтальных. Уменьшена стоимость оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мобильный пункт сборки боеприпасов | 2019 |
|
RU2715005C1 |
| Мобильный пункт ремонта боеприпасов | 2019 |
|
RU2700860C1 |
| АРТИЛЛЕРИЙСКИЙ ВЫСТРЕЛ УНИТАРНОГО ЗАРЯЖАНИЯ | 2015 |
|
RU2576719C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2003 |
|
RU2247304C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН УНИТАРНОГО ЗАРЯЖАНИЯ | 2010 |
|
RU2422758C1 |
| АРТИЛЛЕРИЙСКИЙ СНАРЯД | 2008 |
|
RU2365865C1 |
| АРТИЛЛЕРИЙСКИЙ ПАТРОН | 2015 |
|
RU2611272C2 |
| УЧЕБНЫЙ АРТИЛЛЕРИЙСКИЙ ВЫСТРЕЛ | 2019 |
|
RU2721546C1 |
| АРТИЛЛЕРИЙСКИЙ МАЛОКАЛИБЕРНЫЙ ПАТРОН | 2010 |
|
RU2422757C1 |
| СПОСОБ СТРЕЛЬБЫ ИЗ ОРУДИЯ УНИТАРНЫМ ВЫСТРЕЛОМ И УНИТАРНЫЙ ВЫСТРЕЛ, РЕАЛИЗУЮЩИЙ ЕГО | 2015 |
|
RU2584405C1 |
Группа изобретений относится к способу окончательной сборки артиллерийских боеприпасов унитарного заряжания, станку патронирования артиллерийского выстрела и к станку обжима гильзы артиллерийского выстрела. Способ окончательной сборки артиллерийских боеприпасов унитарного заряжания включает процесс патронирования, представляющий собой состыковывание снаряда и гильзы, и процесс обжима гильзы артиллерийского выстрела. Патронирование осуществляют на станке патронирования артиллерийского выстрела, а обжим гильзы осуществляют на станке обжима гильзы. На станке патронирования корпус снаряда устанавливают вертикально в устройство для фиксации и центровки снаряда, гильзу с метательным зарядом устанавливают вертикально на подъемном столе, устройством перемещения подъемный стол с гильзой с метательным зарядом поднимают до упирания дульца гильзы в нижнюю часть снаряда. Гильза напрессовывается на цилиндрическую часть снаряда до упирания среза дульца гильзы в ведущий поясок снаряда и происходит состыковывание снаряда с гильзой. После состыковывания снаряда с гильзой подъемный стол опускают, а спатронированный выстрел извлекают из станка патронирования и передают на станок обжима гильзы, на котором спатронированный снаряд с гильзой устанавливают вертикально на подъемном столе. Подъемный стол с закрепленным на нем боеприпасом поднимают до упирания ведущего пояска снаряда в упор устройства обжима. После упирания снаряда подъем стола с боеприпасом прекращают и устройством обжима производят обжим гильзы по месту стыка дульца гильзы с ведущим пояском снаряда, обеспечивая тем самым надежную фиксацию снаряда с гильзой, после чего опускают подъемный стол и извлекают боеприпас. Технический результат направлен на повышение безопасности сборки боеприпаса. 3 н.п. ф-лы, 3 ил.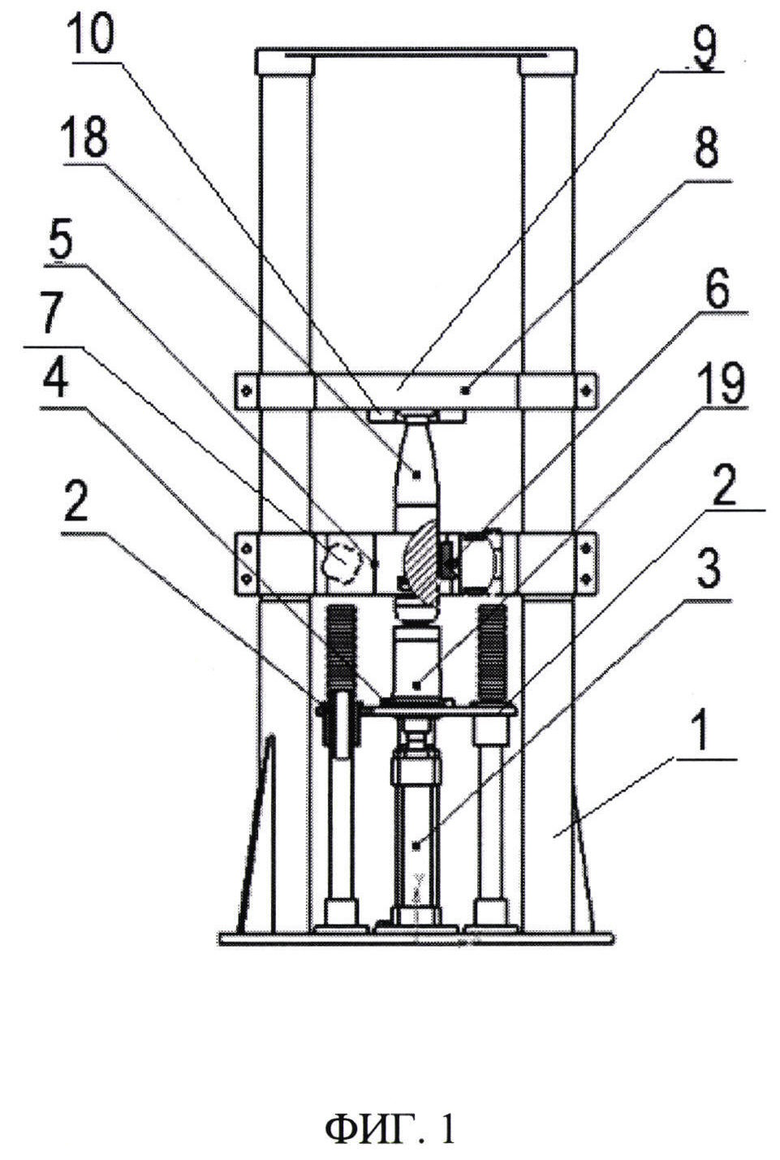
1. Способ окончательной сборки артиллерийских боеприпасов унитарного заряжания, включающий процесс патронирования, представляющий собой состыковывание снаряда и гильзы, и процесс обжима гильзы артиллерийского выстрела, отличающийся тем, что патронирование осуществляют на станке патронирования артиллерийского выстрела, а обжим гильзы осуществляют на станке обжима гильзы, при этом на станке патронирования корпус снаряда устанавливают вертикально в устройство для фиксации и центровки снаряда, гильзу с метательным зарядом устанавливают вертикально на подъемном столе, устройством перемещения подъемный стол с гильзой с метательным зарядом поднимают до упирания дульца гильзы в нижнюю часть снаряда, при этом гильза напрессовывается на цилиндрическую часть снаряда до упирания среза дульца гильзы в ведущий поясок снаряда и происходит состыковывание снаряда с гильзой, после состыковывания снаряда с гильзой подъемный стол опускают, а спатронированный выстрел извлекают из станка патронирования и передают на станок обжима гильзы, на котором спатронированный снаряд с гильзой устанавливают вертикально на подъемном столе, подъемный стол с закрепленным на нем боеприпасом поднимают до упирания ведущего пояска снаряда в упор устройства обжима, после упирания снаряда подъем стола с боеприпасом прекращают и устройством обжима производят обжим гильзы по месту стыка дульца гильзы с ведущим пояском снаряда, обеспечивая тем самым надежную фиксацию снаряда с гильзой, после чего опускают подъемный стол и извлекают боеприпас.
2. Станок патронирования артиллерийского выстрела, содержащий станину, подъемный стол, устройство для перемещения подъемного стола, скобу для фиксации гильзы, расположенную на подъемном столе, отличающийся тем, что он снабжен устройством для фиксации и центровки снаряда с втулкой для фиксации корпуса снаряда.
3. Станок обжима гильзы артиллерийского выстрела, содержащий станину, подъемный стол, устройство для перемещения подъемного стола, устройство, фиксирующее гильзу, закрепленное на подъемном столе, отличающийся тем, что он снабжен устройством для обжима, содержащим сменные обжимные кулачки, имеющие гидропривод, при этом форма внутренней части обжимных кулачков обеспечивает обжим гильзы по месту стыка дульца гильзы с ведущим пояском снаряда.
| GB 191506932 A, 04.05.1916 | |||
| СТАНОК ДЛЯ РАСПАТРОНИРОВАНИЯ ВЫСТРЕЛОВ | 2004 |
|
RU2269741C1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2016 |
|
RU2651712C2 |
| US 2016040969 A1, 11.02.2016. | |||

