Настоящее изобретение относится к резьбовым, преимущественно металлическим крышкам для укупоривания различных емкостей, используемых после розлива в них содержимого.
Настоящее изобретение может быть использовано для укупоривания различных емкостей, например, стеклянных, металлических и пластиковых емкостей, заполненных различными жидкостями, например, водой, молоком, соком, компотом и тому подобными напитками.
Наиболее эффективно настоящее изобретение может быть использовано для укупоривания стеклянных бутылок, в том числе с алкогольными напитками, имеющими высокую крепость, например, с водкой.
Крышка резьбовая - это крышка, имеющая резьбу, образующую винтовое зацепление с резьбой венчика горлышка емкости, например, бутылки, и используемая для защиты и изоляции разлитых в бутылки напитков от проникновения воздуха, загрязнения, возможного окисления продуктов и потери аромата.
В настоящее время для укупоривания емкостей с напитками, как правило, используют металлические крышки резьбовые, содержащие две части: крышку и прокладку, соединенные между собой сборочными операциями (например, запрессовкой) и находящиеся между собой в функциональном конструктивном единстве.
Для сохранения органолептических свойств разлитых в емкости жидких продуктов требуется надежное укупоривание емкостей, исключающее проникновение воздуха или загрязнений в продукты, окисление этих продуктов, потерю их аромата, преждевременное вытекание продуктов из емкостей. Для этого необходимо исключить возможность нарушения целостности крышек и возможность бесконтрольного разрушения их резьбы и формы, а также повысить стабильность процесса укупоривания, осуществляемого путем закручивания крышек на емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания емкостей.
Металлические резьбовые крышки широко известны в упаковочной продукции и их в основном применяют для герметичного укупоривания различных пластиковых и металлических емкостей. У этих крышек резьба боковой стенки эквидистантна (соразмерна) резьбе венчика горлышка бутылки. На рынке широко представлены подобные крышки, например, https://www.alibaba.com/product-detail/China-Patent-Design-Metal-Screw-Tin_60756550062.html?spm=a2700.details.0.0.21f76575wJJzDE https://www.alibaba.com/product-detail/Free-Smooth-Side-38-400-45_1600180386669.html?spm=a2700.wholesale.0.0.11082eaetSYsUM
Эквидистантный - равноотстоящий, равноудаленный. Эквидистантная поверхность - поверхность, расстояние от которой до какой-то заданной поверхности в любой точке постоянно. Словарь русских синонимов. Словарь синонимов ASIS. В.Н. Тришин.
Венчики известных металлических и пластиковых емкостей имеют достаточно точные размеры. Допуски по размерам лежат в пределах ±0,1 мм. При укупоривании указанных емкостей посредством закручивания резьбовых крышек на венчики с помощью укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, на этих головках устанавливают моменты сил закручивания, которые должны преодолеть трение в винтовом зацеплении выступов и впадин резьбы венчиков емкостей с выступами и впадинами резьбы внутренних боковых стенок крышек, а также трение торцов горлышек емкостей о прокладки, размещенные между торцами горлышек емкостей и внутренними поверхностями торцевых стенок корпусов крышек. При указанных размерах венчиков металлических и пластиковых емкостей разброс указанных моментов силы закручивания этих крышек незначителен и варьируется в пределах ±10% от среднего значения. Это обеспечивает надежное укупоривание металлических и пластиковых емкостей с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости.
Однако в последнее время в соответствии с экологическими требованиями чаще используют многоразовые емкости, выполненные из стекла. При этом известные резьбовые крышки, у которых резьба боковых стенок эквидистантна резьбе венчиков горлышек емкостей, при закручивании на венчики горлышек стеклянных емкостей в процессе укупоривания с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости теряют устойчивость, в результате чего происходит бесконтрольное деформирование (разрушающее смятие) крышек, при котором резьба каждого венчика смещает соответствующую внутреннюю боковую стенку крышки вниз относительно внешней боковой стенки и торцевой стенки, что нарушает целостность крышек и приводит к бесконтрольному разрушению их резьбы и формы. Это исключает стабильность процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, а также исключает надежность и герметичность укупоривания стеклянных емкостей, нарушает их функциональность и внешний вид.
Это объясняется тем, что допуски на диаметры венчиков стеклянных емкостей и разброс указанных моментов сил закручивания, необходимых для укупоривания стеклянных емкостей, по сравнению с описанными выше допусками и моментами для укупоривания металлических и пластиковых емкостей, значительно больше (обычно для диаметров венчиков от 20 до 40 мм составляет ±0,35 мм). В таких условиях разброс моментов сил закручивания, необходимых для укупоривания стеклянных емкостей, очень большой. Поэтому укупорочные головки линий розлива жидких продуктов в емкости регулируют с запасом моментов сил закручивания, чтобы преодолеть максимально возможное сопротивление закручиванию крышек при неблагоприятных условиях, например, при максимальных размерах венчика стеклянной емкости. Однако в этом случае моменты сил закручивания, установленные на укупорочных головках автоматических высокопроизводительных линий розлива для стеклянных емкостей, имеющих минимальные размеры венчика, значительно превышают моменты сил закручивания, требуемые непосредственно для заданных стеклянных емкостей. В результате на укупорочных головках автоматических высокопроизводительных линий розлива возникает избыток моментов сил закручивания, который перемещает внутреннюю боковую (резьбовую) стенку крышки вниз относительно наружной боковой стенки и торцевой стенки. В результате этого крышка теряет устойчивость, происходит разрушение ее формы, что исключает стабильность процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок высокопроизводительных автоматических линий розлива жидких продуктов в емкости, а также исключает надежность и герметичность укупоривания стеклянных емкостей, нарушает их функциональность и внешний вид и создает возможность фиксирования крышки относительно горлышка емкости до момента полного укупоривания.
Известна крышка резьбовая (ЕР 2279809 А1) для укупоривания емкости, имеющей горлышко, на внешней поверхности венчика которой выполнена резьба, содержащая выступы и впадины. Эта крышка, выбранная нами за прототип, содержит корпус, приспособленный для размещения снаружи горлышка емкости и имеющий торцевую стенку, на внутренней поверхности которой размещена прокладка, и внешнюю боковую стенку, внутри которой с размещена внутренняя боковая стенка. На обращенной к венчику поверхности внутренней боковой стенки крышки выполнена резьба, содержащая выступы и впадины, приспособленные для образования винтового зацепления с выступами и впадинами резьбы венчика емкости. Внутренняя боковая стенка крышки имеет U-образную часть, соединяющую внешнюю и внутреннюю боковые стенки и представляющую собой закругленный нижний край крышки. При этом одна ветвь U-образной части принадлежит внешней боковой стенке, а другая ее часть принадлежит внутренней боковой стенке и между указанными ветвями U-образной части расположено поперечное донышко заданной длины. Таким образом, снизу крышки на внутренней боковой стенке сначала выполнена прямолинейная гладкая ветвь U-образной части, над которой выполнена указанная резьба, содержащая выступы и впадины. При этом диаметр гладкой U-образной части больше или равен диаметру впадин резьбы на внутренней боковой стенке крышки. На внешней поверхности горлышка емкости снизу выполнена верхняя гладкая часть, а затем венчик, на внешней поверхности которого выполнена резьба, содержащая выступы и впадины. Наружный диаметр верхней гладкой части горлышка емкости равен внутреннему диаметру резьбы венчика горлышка емкости. При этом внутренний диаметр резьбы внутренней боковой стенки крышки равен наружному диаметру резьбы венчика горлышка емкости. В результате этого, на начальном этапе укупоривания емкости, когда крышка только предварительно надета на горлышко, между наружной поверхностью верхней гладкой части горлышка емкости и гладкой U-образной части внутренней боковой стенки крышки образуется большой поперечный промежуток, наличие которого приводит к возможности поперечного смещения крышки относительно продольной оси горлышка емкости (отсутствие соосности крышки и емкости). В результате этого возникают ситуации, при которых, например, резьба внутренней боковой стенки крышки упирается в торцевую поверхность верхней гладкой части горлышка емкости или донышко U-образной части внутренней боковой стенки крышки упирается в резьбу горлышка емкости. Указанные ситуации исключают возможность образования качественного винтового зацепления выступов и впадин резьбы внутренней боковой стенки крышки с выступами и впадинами резьбы венчика емкости, что приводит к бесконтрольному деформированию крышек как на начальном этапе, так и в процессе дальнейшего укупоривания емкостей. Это, в свою очередь, исключает стабильность процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, а также снижает надежность и герметичность укупоривания стеклянных емкостей, нарушает их функциональность и внешний вид и создает возможность фиксирования крышки относительно горлышка емкости до момента полного укупоривания.
Кроме того, для уплотнения прокладки при укупоривании емкости усилие от резьбы внутренней боковой стенки передается через внутреннюю боковую стенку, U-образную часть и внешнюю боковую стенку на торцевую стенку крышки. При этом внутренняя боковая стенка работает на сжатие. При увеличении момента закручивания крышки на горлышко стеклянной емкости, которое требуется при укупоривании последней, внутренняя ветвь U-образной части теряет устойчивость и деформируется наружу, принимая бочкообразную форму, или деформируется внутрь, принимая глобоидную форму. В первом случае внутренняя боковая стенка может повредить внешнюю боковую стенку. Во втором случае внутренняя боковая стенка может достичь горлышка емкости и зафиксировать крышку относительно горлышка емкости до момента полного укупоривания. Это исключает возможность образования качественного винтового зацепления выступов и впадин резьбы внутренней боковой стенки крышки с выступами и впадинами резьбы венчика стеклянной емкости, что приводит к деформированию крышки в процессе укупоривания. Это, в свою очередь, исключает стабильность процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, а также снижает надежность и герметичность укупоривания стеклянных емкостей, нарушает их функциональность и внешний вид и создает возможность фиксирования крышки относительно горлышка емкости до момента полного укупоривания.
Кроме того, у данной крышки резьба на внутренней боковой стенке не может иметь больше одного витка. При этом вся нагрузка (момент силы закручивания) на резьбу распределена по поверхности этого витка. В результате при использовании крышек из мягких материалов, например, алюминия при закручивании крышек на горлышки соответствующих стеклянных емкостей на укупорочных головках автоматических высокопроизводительных линий розлива жидких продуктов неизбежно произойдет бесконтрольное деформирование профиля резьбы внутренней боковой стенки соответствующих крышек. Это исключит возможность образования качественного винтового зацепления выступов и впадин резьбы внутренней боковой стенки соответствующей крышки с выступами и впадинами резьбы венчика соответствующей стеклянной емкости, что приводит к деформированию формы крышки как на начальном этапе, так и в процессе дальнейшего укупоривания емкости, что, в свою очередь, исключает стабильность процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, а также снижает надежность и герметичность укупоривания стеклянных емкостей, нарушает их функциональность и внешний вид и создает возможность фиксирования крышки относительно горлышка емкости до момента полного укупоривания.
При этом при использовании крышек из достаточно жесткого материала, например, из жести при закручивании крышки на горлышко стеклянной емкости неизбежно происходит скалывание резьбы горлышка емкости. Это приводит к разрушению лакокрасочного покрытия крышки из жести осколками стекла и к возможности попадания осколков стекла в продукт, размещенный в емкости, что может привести к нанесению вреда потребителю. При этом места крышки с нарушенным лакокрасочным покрытием подвергаются коррозии, что приводит к отсутствию гарантии безопасности продукции.
Таким образом описанное конструктивное выполнение данных крышек имеет ограниченное применение по материальному выполнению. То есть отсутствует возможность использования данных крышек для укупоривания стеклянных емкостей, например, стеклянных бутылок с водой, соками, водкой и тому подобными жидкостями. Кроме того, отсутствует возможность обеспечения стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов. Это значительно снижает надежность и герметичность укупоривания стеклянных емкостей, исключает сохранение их функциональности и внешнего вида и возможность фиксирования крышки относительно горлышка емкости до момента полного укупоривания.
В основу настоящего изобретения поставлена задача создать крышку резьбовую с таким конструктивным выполнением, которое обеспечит возможность укупоривания этими крышками стеклянных емкостей, исключит возможность нарушения целостности крышек и возможность разрушения их резьбы и формы, что обеспечит достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повысит надежность и герметичность укупоривания емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Эта задача решена созданием крышки резьбовой для укупоривания емкости, имеющей горлышко, на внешней поверхности венчика которого выполнена резьба, содержащая выступы и впадины, при этом крышка резьбовая содержит корпус, приспособленный для размещения снаружи горлышка емкости и имеющий торцевую стенку, на внутренней поверхности которой размещена уплотнительная прокладка, внешнюю боковую стенку и внутреннюю боковую стенку, на обращенной в сторону венчика поверхности которой выполнена резьба, содержащая выступы и впадины, приспособленные для образования винтового зацепления с выступами и впадинами резьбы венчика емкости, при этом, согласно изобретению, резьба внутренней боковой стенки крышки имеет первый профиль, диаметр вершин выступов которого больше диаметра дна впадин профиля резьбы венчика емкости и который приспособлен для образования зазора в винтовом зацеплении между оппозитными поверхностями вершин выступов резьбы внутренней боковой стенки крышки и дна впадин резьбы венчика емкости, при этом резьба внутренней боковой стенки выполнена с возможностью деформирования выступов первого профиля в пределах этого зазора в процессе укупоривания емкости и формирования второго профиля этой резьбы, диаметр вершин выступов которого соразмерен диаметру дна впадин профиля резьбы венчика емкости.
Технический результат предлагаемого изобретения заключается в обеспечении возможности укупоривания этими крышками стеклянных емкостей, исключении возможности нарушения целостности крышек и возможности разрушения их резьбы и формы, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания емкостей с сохранением их функциональности и внешнего вида и исключает возможность фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Это объясняется конструктивным выполнением винтового зацепления с образованием указанного зазора между оппозитными поверхностями вершин выступов резьбы внутренней боковой стенки крышки и впадин резьбы венчика стеклянной емкости. Это позволяет резьбе внутренней боковой стенки иметь возможность изменения первого профиля в пределах заданного зазора под действием момента силы закручивания, прилагаемого к крышке в процессе укупоривания стеклянной емкости, а также постепенного формирования второго профиля этой резьбы, диаметр выступов которого соразмерен диаметру дна впадин профиля резьбы венчика емкости.
Это обеспечивает отсутствие разрушений в винтовом зацеплении резьбы внутренней боковой стенки крышки и резьбы венчика стеклянной емкости в процессе укупоривания. При этом наличие указанного зазора исключает возможность критического деформирования крышки, нарушающего ее функциональность и внешний вид, и фиксирующего крышку относительно горлышка стеклянной емкости до момента полного укупоривания. Это обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Кроме того, наличие указанного зазора исключает возможность потери устойчивости крышки и деформирования внутренней боковой стенки при увеличении момента закручивания крышки на горлышко в процессе укупоривания стеклянной емкости. Причем отсутствует критическое деформирование крышки, нарушающее ее функциональность и внешний вид и фиксирующее крышку относительно горлышка стеклянной емкости до момента полного укупоривания, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
При этом на начальном этапе укупоривания стеклянной емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, когда крышка только предварительно надета на горлышко, происходит центрирование поверхности верхней гладкой части горлышка емкости и поверхности внутреннего диаметра резьбы внутренней боковой стенки крышки с образованием минимального поперечного люфта между этими поверхностями, что обеспечивает создание качественного винтового зацепление выступов и впадин резьбы внутренней боковой стенки крышки с выступами и впадинами резьбы венчика стеклянной емкости. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида
Кроме того, указанное конструктивное выполнение винтового зацепления резьбы внутренней боковой стенки крышки и резьбы венчика горлышка стеклянной емкости при приложении необходимого для укупоривания стеклянной емкости момента силы закручивания крышки на горлышко стеклянной емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов обеспечивает контролируемое изменение первого профиля резьбы внутренней боковой стенки крышки, отличимого от профиля резьбы венчика емкости, в пределах заданного зазора. При этом происходит постепенное деформирование первого профиля указанной резьбы с помощью резьбы венчика горлышка емкости в процессе укупоривания последней и формирование второго профиля этой резьбы под действием момента силы закручивания, прилагаемого к крышке в процессе укупоривания стеклянной емкости. Причем выступы второго профиля резьбы внутренней боковой стенки крышки прижимаются к впадинам резьбы венчика стеклянной емкости без разрушения указанных резьб. При этом образуются силы трения, препятствующие вращению крышки относительно горлышка емкости сверх необходимого. Под действием этих сил трения происходит остановка вращения крышки, что, в свою очередь, предотвращает критическое деформирование крышки, нарушающее ее функциональность и внешний вид. При этом отсутствует фиксирование крышки относительно горлышка стеклянной емкости до момента полного укупоривания. Это обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Причем при закручивании крышки на горлышко стеклянной емкости наличие указанного зазора обеспечивает отсутствие скалывания образованных при литье швов во впадинах резьбы венчика горлышка стеклянной емкости, разрушения лакокрасочного покрытия крышки осколками стекла и возможное попадание осколков стекла в продукт, размещенный в этой емкости. Это исключает нанесение вреда потребителю и обеспечивает гарантии безопасности продукции.
Так как внутренняя боковая стенка крышки касается только вершин выступов венчика горлышка стеклянной емкости, площадь соприкосновения внутренней боковой стенки крышки и венчика стеклянной емкости уменьшается и момент силы закручивания крышки на стеклянную емкость зависит только от диаметра выступов резьбы венчика стеклянной емкости. Поле разброса моментов силы закручивания значительно сужается, при этом возможна точная настойка увеличения моментов сил закручивания крышек на укупорочных головках линии розлива в процессе укупоривания. При этом происходит передача осевых усилий в винтовом зацеплении на верхнюю часть первого профиля резьбы внутренней боковой стенки. Выступы первого профиля резьбы внутренней боковой стенки под действием увеличения моментов сил закручивания деформируются и прижимаются к впадинам венчика (происходит постепенное преобразование первого профиля резьбы внутренней боковой стенки колпачка во второй профиль этой резьбы). В результате значительно повышается сила трения крышки о горлышко бутылки и крышка останавливается. Причем при точной настройке моментов сил закручивания на укупорочных головках линии розлива отсутствует критическое деформирование крышки, нарушающее ее функциональность и внешний вид, и исключается возможность фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Таким образом конструктивное выполнение предлагаемых крышек обеспечивает возможность использования этих крышек для укупоривания стеклянных емкостей, например, стеклянных бутылок с водой, соками, водкой и тому подобных жидкостей с исключением возможности нарушения целостности крышек и возможности бесконтрольного разрушения их резьбы и формы, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Целесообразно, чтобы резьба внутренней боковой стенки крышки была выполнена из материала, более мягкого, чем материал резьбы венчика горлышка емкости.
Это обеспечивает возможность изменения первого профиля резьбы внутренней боковой стенки крышки в пределах заданного зазора в процессе укупоривания емкости и формирования второго профиля этой резьбы с помощью резьбы венчика горлышка стеклянной емкости под действием момента силы закручивания, прилагаемого к крышке в процессе укупоривания стеклянной емкости. При этом происходит прижатие выступов резьбы внутренней боковой стенки крышки, имеющей второй профиль, к впадинам резьбы венчика стеклянной емкости без разрушения указанных резьб. В результате образуются силы трения, препятствующие вращению крышки относительно горлышка емкости сверх необходимого. Под действием этих сил трения происходит остановка вращения крышки. Возможность точной настройки момента силы закручивания на укупорочных головках автоматических высокопроизводительных линий розлива жидких продуктов обеспечивает отсутствие фиксирования крышки относительно горлышка емкости до момента полного укупоривания и предотвращает критическое деформирование крышки, нарушающее ее функциональность и внешний вид. Это обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Желательно, чтобы емкость представляла собой стеклянную бутылку, а крышка была выполнена металлической из сплава, содержащего алюминий.
Это исключает разрушение резьбы венчика горлышка стеклянной емкости и резьбы внутренней боковой стенки крышки, что обеспечивает возможность использования этих крышек для укупоривания стеклянных бутылок и обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Предпочтительно, чтобы диаметр вершин выступов первого профиля резьбы внутренней боковой стенки крышки был больше диаметра дна впадин профиля резьбы венчика емкости, при этом диаметр дна впадин первого профиля резьбы внутренней боковой стенки крышки был, по существу, равен диаметру вершин выступов профиля резьбы венчика емкости.
Это обеспечивает отсутствие разрушений в винтовом зацеплении резьбы внутренней боковой стенки крышки и резьбы венчика стеклянной емкости в процессе укупоривания, что исключает возможность критического деформирования крышки, нарушающего ее функциональность и внешний вид и фиксирующего крышку относительно горлышка стеклянной емкости до момента полного укупоривания. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Благоприятно, чтобы выступы первого профиля резьбы внутренней боковой стенки крышки имели высоту, меньше глубины впадин профиля резьбы венчика емкости.
Это обеспечивает возможность создания заданного зазора в винтовом зацеплении между оппозитными поверхностями вершин выступов резьбы внутренней боковой стенки крышки и вершин впадин резьбы венчика емкости. В результате в винтовом зацеплении отсутствуют разрушения резьбы внутренней боковой стенки крышки и резьбы венчика стеклянной емкости в процессе укупоривания. При этом отсутствует критическая деформация крышки, нарушающая ее функциональность, разрушающая ее внешний вид и фиксирующая крышку относительно горлышка емкости до момента полного укупоривания. Это обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Полезно, чтобы радиус впадин первого профиля резьбы внутренней боковой стенки крышки, по существу, был равен радиусу вершин выступов профиля резьбы венчика емкости.
Это обеспечивает создание заданного зазора в винтовом зацеплении только между оппозитными поверхностями вершин выступов резьбы внутренней боковой стенки крышки и дна впадин резьбы венчика стеклянной емкости, при этом между впадинами первого профиля резьбы внутренней боковой стенки крышки и вершинами выступов профиля резьбы венчика емкости зазор отсутствует. Это позволяет выступам резьбы внутренней боковой стенки крышки, имеющей первый профиль, отличимый от профиля резьбы венчика емкости, быть деформированными в процессе укупоривания емкости в пределах заданного зазора с формированием второго профиля выступов этой резьбы, диаметр выступов которого соразмерен (по существу, равен) диаметру дна впадин профиля резьбы венчика емкости.
Это обеспечивает отсутствие разрушений в винтовом зацеплении резьбы внутренней боковой стенки крышки и резьбы венчика емкости в процессе укупоривания стеклянной емкости. При этом отсутствует критическая деформация крышки, нарушающая ее функциональность, разрушающая ее внешний вид и фиксирующая крышку относительно горлышка стеклянной емкости до момента полного укупоривания, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Возможно, чтобы сформированные выступы второго профиля резьбы внутренней боковой стенки крышки имели высоту, по существу, равную глубине профиля впадин резьбы венчика емкости.
Это позволяет резьбе внутренней боковой стенки крышки, имеющей первый профиль, отличимый от профиля резьбы венчика емкости, быть деформированной в процессе укупоривания емкости в пределах заданного зазора с формированием второго профиля этой резьбы, диаметр выступов которого соразмерен (по существу, равен) диаметру дна впадин профиля резьбы венчика емкости.
Это обеспечивает отсутствие разрушений в винтовом зацеплении резьбы внутренней боковой стенки крышки и резьбы венчика в процессе укупоривания стеклянной емкости, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Конструктивно обосновано, чтобы сформированные выступы второго профиля резьбы внутренней боковой стенки крышки имели поверхность, прижатую к оппозитной поверхности впадин резьбы венчика емкости.
Это обеспечивает создание сил трения, препятствующих вращению крышки относительно горлышка стеклянной емкости при закручивании крышки с повышенным моментом силы закручивания. Под действием этих сил трения вращение крышки останавливается, что, в свою очередь, предотвращает критическое деформирование крышки, нарушающее функциональность или внешний вид последней. При этом отсутствует фиксирование крышки относительно горлышка емкости до момента полного укупоривания. Это обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Полезно, чтобы внутренняя боковая стенка крышки содержала свободный верхний край, имеющий загиб в сторону внешней боковой стенки крышки и размещенный в поперечном промежутке, образованном между внутренней и внешней боковыми стенками. При этом предпочтительно, чтобы загиб представлял собой ребро жесткости, выполненное в виде фланца, выбранного из группы: шайба, тор, половина тора, кольцо.
Это обеспечивает дополнительную жесткость резьбе внутренней боковой стенки крышки, так как исключает возможность деформирования последней путем создания ребра жесткости, выполненного в виде фланца. Кроме того, при увеличении момента закручивания крышки на горлышко емкости, которое требуется при укупоривании стеклянных емкостей, внутренняя боковая стенка сохраняет устойчивость, что исключает возможность деформирования внешней боковой стенки. В результате образуется качественное винтовое зацепление выступов и впадин резьбы внутренней боковой стенки крышки с выступами и впадинами резьбы венчика стеклянной емкости, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Целесообразно, чтобы внутренняя боковая стенка крышки была выполнена за одно целое с внешней боковой стенкой и представляла собой загнутое внутрь продолжение внешней боковой стенки, при этом внутренняя боковая стенка крышки имела закругленный нижний край, представляющий собой нижний выступ резьбы внутренней боковой стенки крышки, размещенный в нижней впадине резьбы венчика емкости.
Это обеспечивает, по существу, равенство диаметра нижнего края внутренней боковой стенки и диаметра вершин выступов резьбы внутренней боковой стенки. Это, в свою очередь, обеспечивает возможность центрирования верхней гладкой части горлышка стеклянной емкости и внутреннего диаметра резьбы внутренней боковой стенки крышки, что обеспечивает качественное винтовое зацепление выступов и впадин резьбы внутренней боковой стенки крышки с выступами и впадинами резьбы венчика стеклянной емкости. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида.
Желательно, чтобы на закругленном нижнем крае внутренней боковой стенки крышки была выполнена направляющая фаска, обращенная зауженным концом в сторону горлышка емкости.
Это обеспечивает надежное центрирование горлышка емкости и крышки в процессе укупоривания, обеспечивающее их необходимую соосность, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка емкости до момента полного укупоривания.
Благоприятно, чтобы внешняя боковая стенка крышки была выполнена цилиндрической и имела гладкую наружную поверхность.
Это обеспечивает отсутствие дополнительных радиальных нагрузок на внутреннюю боковую стенку, а также обеспечивает возможность нанесения декоративных покрытий или выдавливания на наружную поверхность внешней боковой стенки.
Таким образом конструктивное выполнение предлагаемой крышки резьбовой обеспечивает возможность использования предлагаемых крышек для укупоривания стеклянных емкостей, например, стеклянных бутылок с водой, соками, водкой и тому подобных жидкостей с исключением возможности нарушения целостности крышек и возможности бесконтрольного разрушения их резьбы и формы, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Для лучшего понимания изобретения ниже приведены конкретные примеры его выполнения со ссылками на прилагаемые чертежи, на которых:
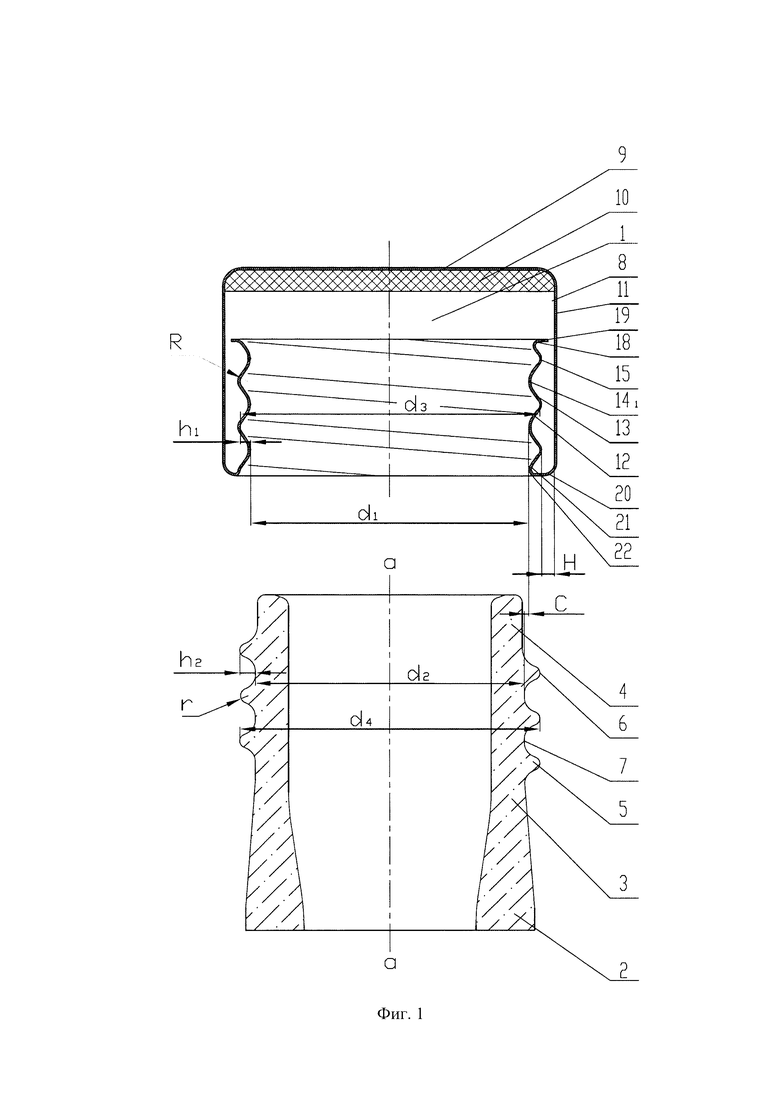
фиг. 1 схематично изображает крышку резьбовую, выполненную согласно изобретению, до укупоривания стеклянной бутылки, которая изображена под предлагаемой крышкой, продольное сечение;
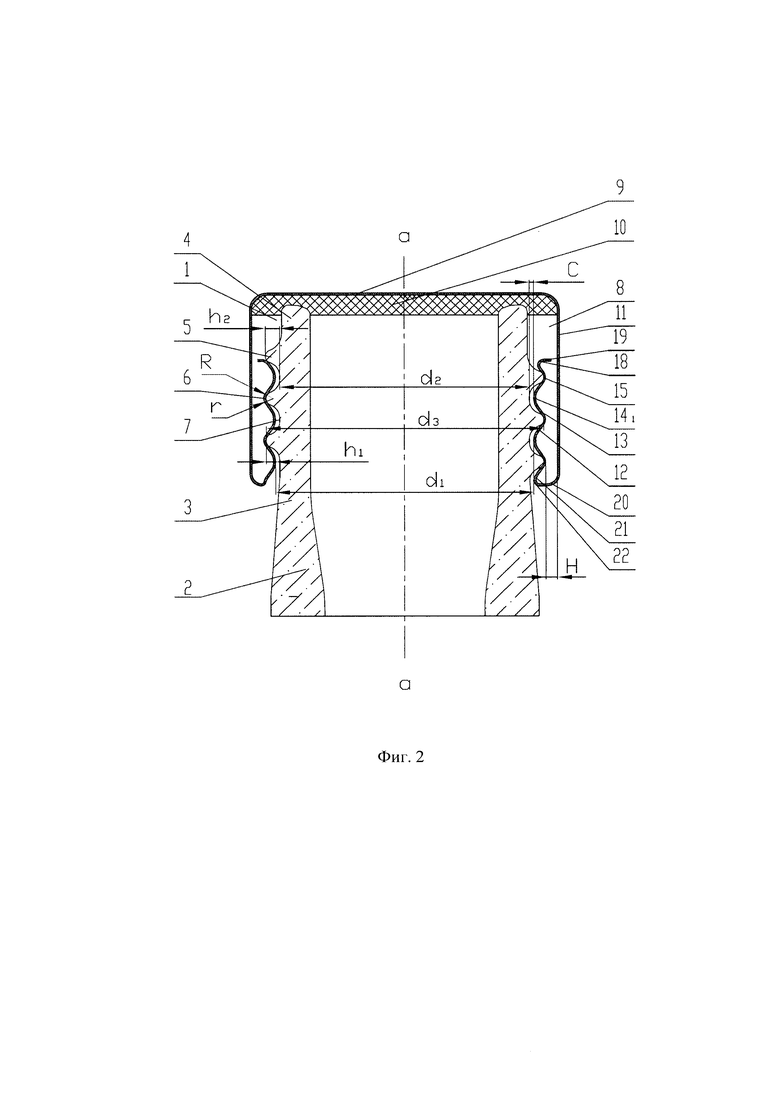
фиг. 2 - крышку резьбовую, выполненную согласно изобретению, на начальном этапе закручивания крышки на стеклянную бутылку, продольное сечение;
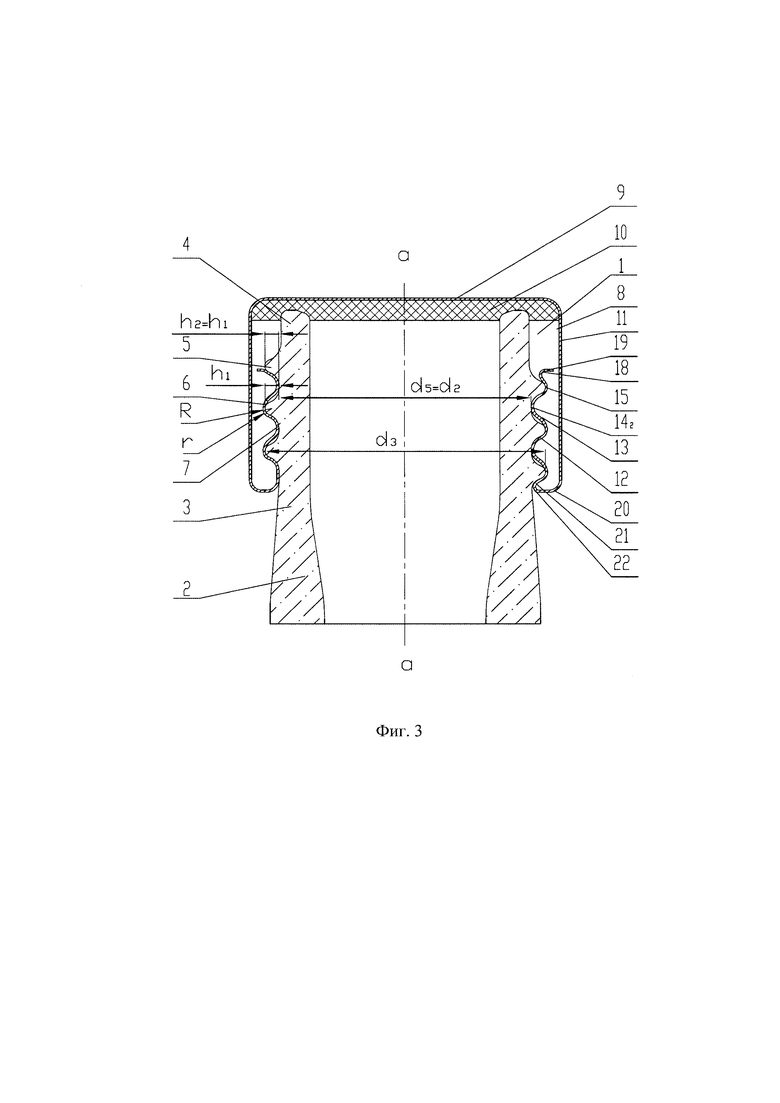
фиг. 3 - крышку резьбовую, выполненную согласно изобретению, после закручивания крышки на стеклянную бутылку, продольное сечение.
Предлагаемая крышка 1 резьбовая (фиг. 1, 2, 3), в основном, предназначена для укупоривания стеклянной емкости, например, стеклянной бутылки 2, имеющей горлышко 3, на внешней поверхности венчика 4 которого выполнена резьба 5, содержащая выступы 6 и впадины 7 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости. При этом предлагаемая крышка 1 может быть использована для укупоривания других стеклянных емкостей, например, канистр разных форм (на чертеже не показано), а также для укупоривания пластиковых и металлических емкостей (на чертеже не показано).
Предлагаемая крышка 1 имеет корпус 8, приспособленный для размещения снаружи горлышка 3 бутылки 2. Корпус 8 имеет торцевую стенку 9, на внутренней поверхности которой размещена уплотнительная прокладка 10, и боковую стенку, содержащую внешнюю боковую стенку 11, внутри которой соосно и с поперечным промежутком Н размещена внутренняя боковая стенка 12. На обращенной в сторону венчика 4 поверхности внутренней боковой стенки 12 крышки 1 выполнена резьба 13, содержащая выступы 141, 142 и впадины 15, приспособленные для образования винтового зацепления с выступами 6 и впадинами 7 резьбы 5 венчика 4 бутылки 2. Внешняя боковая стенка 11 крышки 1, как правило, имеет цилиндрическую форму и сопряжена, например, по радиусу с торцевой стенкой 9 крышки 1. При этом наружная поверхность внешней боковой стенки 11 может быть выполнена гладкой или иметь декоративные покрытия или выдавливания (на чертеже не показано). Причем внешняя боковая стенка 11 может иметь коническую или иную форму (на чертеже не показано).
Уплотняющая прокладка 10 выполнена, например, из вспененного полиэтилена или любого другого известного материала, обладающего аналогичными свойствами, разрешенными для применения в пищевой промышленности.
Резьба 13 внутренней боковой стенки 12 выполнена с возможностью изменения профиля под действием момента силы закручивания в процессе укупоривания бутылки 2 крышкой 1 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов.
До приложения момента силы закручивания при укупоривании стеклянной бутылки 2 резьба 13 внутренней боковой стенки 12 крышки 1 имеет первый профиль, отличимый от профиля резьбы 5 венчика 4 бутылки 2. При этом первый профиль имеет величину притупления вершин выступов 141 резьбы 13 внутренней боковой стенки 12, больше величины притупления дна впадин 7 профиля резьбы 5 венчика 4 бутылки 2. То есть первый профиль резьбы 13 внутренней боковой стенки 12 имеет диаметр вершин выступов 141, больше диаметра дна впадин 7 профиля резьбы 5 венчика 4 бутылки 2. В результате этого на начальном этапе укупоривания стеклянной бутылки 2 в винтовом зацеплении между оппозитными поверхностями вершин выступов 141 первого профиля резьбы 13 внутренней боковой стенки 12 крышки 1 и дна впадин 7 резьбы 5 венчика 4 бутылки 2 образован зазор С, который больше допуска на возможное отклонение размеров (диаметров) стеклянной бутылки 2 от номинального значения.
Выступы 141 резьбы 13 внутренней боковой стенки 12 крышки 1, имеющие первый профиль, выполнены с возможностью постепенного деформирования первого профиля в пределах заданного зазора С с помощью резьбы 5 венчика 4 горлышка 3 бутылки 2 в процессе укупоривания и приспособлены для формирования второго профиля этой резьбы 13 под действием момента силы закручивания, прилагаемого к крышке 1 в процессе укупоривания стеклянной бутылки 2. Момент силы закручивания зависит от конкретного конструктивного и материального выполнения крышки 1 и бутылки 2. Например, для алюминиевой крышки 1 диаметром от 28 до 32 мм, закручиваемой на стеклянную бутылку 2, этот момент составляет от 2 до 4 Нм. В результате происходит постепенное уменьшение величины притупления вершин выступов 141 первого профиля резьбы 13 внутренней боковой стенки 12 и постепенное уменьшение зазора С между оппозитными поверхностями вершин выступов 141 резьбы 13 внутренней боковой стенки 12 крышки 1 и дна впадин 7 резьбы 5 венчика 4 бутылки 2. При этом происходит формирование второго профиля этой резьбы 13, величина притупления вершин выступов 142 которого соразмерна величине притупления дна впадин 7 резьбы 5 венчика 4 бутылки 2. То есть диаметр d5 вершин выступов 142 второго профиля резьбы 13 внутренней боковой стенки 12 становится соразмерен диаметру d2 дна впадин 7 профиля резьбы 5 венчика 4 бутылки 2.
Указанное конструктивное выполнение винтового зацепления и наличие указанного зазора С между оппозитными поверхностями вершин выступов 141 резьбы 13 внутренней боковой стенки 12 крышки 1 и дна впадин 7 резьбы 5 венчика 4 бутылки 2 позволяет резьбе 13 внутренней боковой стенки 12 быть измененной в процессе укупоривания стеклянной бутылки 2 в пределах заданного зазора С, деформировать в процессе укупоривания бутылки 2 первый профиль и формировать второй профиль этой резьбы 13, выступы 142 которого соразмерны впадинам 7 профиля резьбы 5 венчика 4 емкости 2, то есть имеют диаметр, по существу, аналогичный диаметру впадин 7 профиля резьбы 5 венчика 4 емкости 2. При этом наличие указанного зазора С дает возможность использовать минимально достаточный момент силы закручивания крышки 1, который исключает возможность критического деформирования крышки 1. Кроме того, наличие заданного зазора С и, соответственно, минимально достаточного момента силы закручивания исключает возможность потери устойчивости крышки 1 и деформирования внутренней боковой стенки 12, например, внутрь, приобретая при этом бочкообразную форму, или наружу, приобретая при этом глобоидную форму, при увеличении момента силы закручивания крышки 1 на горлышко 3 в процессе укупоривания стеклянной бутылки 2. Причем отсутствует критическое деформирование крышки 1, нарушающее ее функциональность, разрушающее ее внешний вид и фиксирующее крышку 1 относительно горлышка 3 емкости 2 до момента полного укупоривания. Это обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка емкости до момента полного укупоривания.
Для лучшего понимания приводим основные элементы резьбы, к которым относятся (extxe.com - Современные технологии производства в промышленности):
- профиль резьбы - контур сечения витка в плоскости, проходящей через ось резьбы;
- вершина резьбы (профиля резьбы) - часть винтовой поверхности, соединяющая смежные боковые стороны резьбы по вершине выступа;
- впадина резьбы (профиля резьбы) - часть винтовой поверхности, соединяющая смежные боковые стороны резьбы по дну ее впадины;
- наружный диаметр резьбы - диаметр воображаемого цилиндра, описанного вокруг вершин наружной или впадин внутренней резьбы, то есть в нашем изобретении: описанного вокруг вершин выступов 14 внутренней боковой стенки 12 крышки 1;
- внутренний диаметр резьбы - диаметр воображаемого цилиндра, вписанного во впадины наружной или вершины внутренней резьбы, то есть в нашем изобретении: вписанного во впадины 15 внутренней боковой стенки 12 крышки 1;
- высота профиля - это радиально измеренная высота основного расчетного теоретического профиля;
- вершины выступов и впадин профиля срезаны по прямой или дуге окружности.
На начальном этапе укупоривания бутылки 2, когда крышка 1 только предварительно надета на горлышко 3 бутылки 2, происходит центрирование наружной поверхности верхней гладкой части горлышка 3 бутылки 2 и внутренней поверхности (по внутреннему диаметру) резьбы 13 внутренней боковой стенки 12 крышки 1 с образованием между указанными поверхностями минимального поперечного люфта. Это значительно снижает возможность поперечного смещения крышки 1 относительно продольной оси а-а горлышка 3 бутылки 2 (наличие соосности крышки 1 и бутылки 2). В результате отсутствует возможность, при которой, например, резьба 13 внутренней боковой стенки 12 крышки 1 может упереться в торцевую поверхность верхней гладкой части горлышка 3 бутылки 2 или внутренняя боковая стенка 12 крышки 1 может упереться в резьбу 5 венчика 4 горлышка 3 бутылки 2. Это обеспечивает образование качественного винтового зацепления выступов 141, 142 и впадин 15 резьбы 13 внутренней боковой стенки 12 крышки 1 с выступами 6 и впадинами 7 резьбы 5 венчика 4 бутылки 2, что обеспечивает контролируемое деформирование крышки 1 в пределах заданного зазора С как на начальном этапе, так и в процессе дальнейшего укупоривании. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышки 1 на стеклянную бутылку 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания.
Кроме того, указанное конструктивное выполнение винтового зацепления резьбы 13 внутренней боковой стенки 12 крышки 1 и резьбы 5 венчика 4 горлышка 3 стеклянной бутылки 2 при приложении повышенного момента силы закручивания крышки 1 на горлышко 3 стеклянной бутылки 2 в процессе укупоривания с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, например, при неточной регулировке укупорочных головок указанной линии, обеспечивает контролируемое деформирование резьбы 13 внутренней боковой стенки 12 крышки 1 в пределах заданного зазора С, при котором выступы 142 второго профиля этой резьбы 13 прижимаются к впадинам 7 резьбы 5 венчика 4 стеклянной бутылки 2 без разрушения указанных резьб. При этом образуются силы трения, препятствующие вращению крышки 1 относительно горлышка 3 бутылки 2. Под действием сил трения происходит остановка вращения крышки 1, что, в свою очередь, предотвращает критическое деформирование крышки 1, нарушающее ее функциональность и внешний вид. При этом отсутствует фиксирование крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышки 1 на стеклянную бутылку 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания.
При использовании крышки 1, выполненной из достаточно жесткого материала, например, из жести, при закручивании крышки 1 на горлышко 3 стеклянной бутылки 2 наличие заданного зазора С обеспечивает отсутствие скалывания резьбы 5 венчика 4 горлышка 3 бутылки 2, разрушения лакокрасочного покрытия крышки 1 из жести осколками стекла и возможное попадание осколков стекла в продукт, размещенный в бутылке 2. Это исключает нанесение вреда потребителю и обеспечивает гарантии безопасности продукции.
При этом внутренняя боковая стенка 12 крышки 1 касается только вершин выступов 6 венчика 4 горлышка 3 бутылки 2, в результате чего площадь соприкосновения внутренней стенки 12 и венчика 4 уменьшается и момент силы закручивания крышки 1 на бутылку 2 незначительно зависит от диаметра впадин 7 венчика 4 бутылки 2. Поле допуска моментов силы закручивания крышек значительно сужается, при этом возможна точная настойка укупорочных головок линии розлива по моментам сил закручивания крышек 1. При этом при закручивании крышек 1 с использованием моментов сил закручивания, превышающих необходимое для укупоривания конкретной крышки 1 значение, происходит передача осевых усилий в винтовом зацеплении на верхнюю часть профиля резьбы 13 внутренней боковой стенки 12. При этом резьба 13 внутренней боковой стенки 12 деформируется в пределах зазора С и прижимается к впадинам 7 венчика 4, в результате чего значительно повышается момент трения крышки 1 о венчик 4 бутылки 2 и крышка 1 останавливается. Это повышает стабильность процесса укупоривания, осуществляемого путем закручивания крышки 1 на стеклянную бутылку 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания.
Кроме того, наличие указанного зазора С уменьшает пятно контакта внутренней боковой стенки 12 с венчиком 4 бутылки 2. Заданный зазор С и наличие прокладки 10, выполненной, например, из вспененного полиэтилена, создают преграду для теплового потока от горлышка 3 бутылки 2 к внешней боковой стенке 12 крышки 1 и в обратном направлении. Происходит тепловая изоляция поверхности крышки 1 от венчика 4 бутылки 2, что расширяет возможности использования укупоренной бутылки 2, например, возможен перенос незащищенной рукой за крышку 1 горячей бутылки, а также улучшает термоизоляцию горячих или холодных напитков при хранении.
Таким образом конструктивное выполнение предлагаемых крышек 1 обеспечивает возможность использования этих крышек для укупоривания стеклянных емкостей, например, стеклянных бутылок 2 с водой, соками, водкой и тому подобных жидкостей с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости без критического деформирования крышек, нарушающего их функциональность и внешний вид, и без фиксирования крышек относительно горлышек емкостей до момента полного укупоривания. Это, в свою очередь, повышает стабильность процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Резьба 13 внутренней боковой стенки 12 крышки 1 выполнена из материала, более мягкого, чем материал резьбы венчика горлышка 3 бутылки 2. Это обеспечивает деформирование первого профиля резьбы 13 внутренней боковой стенки 12 крышки 1 с помощью резьбы 5 венчика 4 горлышка 3 стеклянной бутылки 2 в пределах заданного зазора С, и формирование второго профиля этой резьбы 13 под действием момента силы закручивания, прилагаемого к крышке 1 в процессе укупоривания стеклянной бутылки 2. При этом выступы 142 второго профиля резьбы 13 внутренней боковой стенки 12 крышки 1 прижимаются к впадинам 7 резьбы 5 венчика 4 емкости 1 без разрушения указанных резьб 13, 5. В результате образуются силы трения, препятствующие вращению крышки 1 относительно горлышка 3 бутылки 2 сверх необходимого. Под действием этих сил трения происходит остановка вращения крышки 1, что, в свою очередь, предотвращает критическое деформирование крышки 1, нарушающее ее функциональность и внешний вид. При этом отсутствует фиксирование крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышки 1 на стеклянную бутылку 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
В описанном выше примере бутылка 2 представляет собой стеклянную бутылку 2, а крышка 1 выполнена из материала, содержащего алюминий, разрешенного для использования в пищевой промышленности. Например, крышка 1 выполнена из сплава EN AW-8011А.
Диаметр d1 вершин выступов 141 первого профиля резьбы 13 внутренней боковой стенки 12 крышки 1 больше диаметра d2 дна впадин 7 профиля резьбы 5 венчика 4 бутылки 2, при этом диаметр d3 дна впадин 15 первого профиля резьбы 13 внутренней боковой стенки 12 крышки 1, по существу, равен диаметру d4 вершин выступов 6 профиля резьбы 5 венчика 4 бутылки 2.
Это обеспечивает на начальном этапе укупоривания бутылки 2, когда крышка 1 только предварительно надета на горлышко 3, осуществление центрирования верхней гладкой части горлышка 3 бутылки 2 и вершин выступов резьбы 13 внутренней боковой стенки 12 крышки 1, имеющих диаметр d1. В результате этого между наружной поверхностью верхней гладкой части горлышка 3 и поверхностью вершин выступов резьбы 13 внутренней боковой стенки 12 крышки 1, имеющих диаметр d1, образован минимальный поперечный люфт, что значительно снижает возможность поперечного смещения крышки 1 относительно продольной оси а-а горлышка 3 бутылки 2 (наличие соосности крышки 1 и бутылки 2). В результате этого отсутствует возможность, при которой, например, резьба 13 внутренней боковой стенки 12 крышки 1 может упереться в торцевую поверхность верхней гладкой части горлышка 3 бутылки или внутренняя боковая стенка 12 крышки 1 может упереться в резьбу 5 горлышка 3 бутылки 2. Это обеспечивает образование качественного винтового зацепления выступов 141 и впадин 15 резьбы 13 внутренней боковой стенки 12 крышки первого профиля 1 с соответствующими выступами 6 и впадинами 7 резьбы 5 венчика 4 бутылки 2 и образование между ними гарантированного зазора С, что приводит к контролируемому деформированию крышки 1 в пределах заданного зазора С как на начальном этапе, так и в процессе дальнейшего укупоривания бутылки 2. Это, в свою очередь, обеспечивает стабильность надежного укупоривания (герметичности) стеклянной бутылки 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости без критического деформирования формы крышки 1, нарушающей ее функциональность и внешний вид и исключает возможность фиксирования крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышки 1 на стеклянную бутылку 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Для обеспечения создания указанного зазора С выступы 141 первого профиля резьбы 13 внутренней боковой стенки 12 крышки 1 имеют высоту h1, меньше глубины h1 впадин 7 профиля резьбы 5 венчика 4 бутылки 2.
При этом радиус R впадин 15 первого профиля резьбы 13 внутренней боковой стенки 12 крышки 1, по существу, равен радиусу г вершин выступов 6 профиля резьбы 5 венчика 4 бутылки 2.
Это обеспечивает создание заданного зазора С в винтовом зацеплении только между оппозитными поверхностями вершин выступов 141 резьбы 13 внутренней боковой стенки 12 крышки 1 и дна впадин 7 резьбы 5 венчика 4 стеклянной бутылки 2, при этом между впадинами 15 первого профиля резьбы 13 внутренней боковой стенки 12 крышки 1 и вершинами выступов 6 профиля резьбы 5 венчика 4 бутылки 2 зазор отсутствует. Это позволяет выступам 141 резьбы 13 внутренней боковой стенки 12 крышки 1, имеющей первый профиль, отличимый от профиля резьбы 5 венчика 4 бутылки 2, быть деформированными в процессе укупоривания в пределах заданного зазора С и формировать второй профиль выступов 142 этой резьбы 13. Это обеспечивает отсутствие разрушений в винтовом зацеплении резьбы 13 внутренней боковой стенки 12 крышки 1 и резьбы 5 венчика 4 стеклянной бутылки 2 в процессе укупоривания. При этом отсутствует критическая деформация крышки 1, нарушающая ее функциональность, разрушающая ее внешний вид и фиксирующая крышку 1 относительно горлышка 3 стеклянной бутылки 2 до момента полного укупоривания, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек 1 на стеклянные бутылки 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Сформированные в процессе укупоривания бутылки 2 выступы 142 второго профиля резьбы 13 внутренней боковой стенки 12 крышки 1 имеют высоту, по существу, равную глубине профиля впадин 7 резьбы 5 венчика 4 бутылки 2.
Это позволяет резьбе 13 внутренней боковой стенки 12 крышки 1, имеющей первый профиль, отличимый от профиля резьбы 5 венчика 4 бутылки 2, быть деформированной в процессе укупоривания в пределах заданного зазора С и формировать второй профиль этой резьбы 13. Это обеспечивает отсутствие разрушений в винтовом зацеплении резьбы 13 внутренней боковой стенки 12 крышки 1 и резьбы 5 венчика 4 в процессе укупоривания стеклянной бутылки 2 и обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек 1 на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки 1 относительно горлышка 3 стеклянной емкости до момента полного укупоривания.
Сформированные в процессе укупоривания бутылки 2 выступы 142 второго профиля резьбы 13 внутренней боковой стенки 12 крышки 1 имеют поверхность 16, прижатую к оппозитной поверхности 17 впадин 7 резьбы 5 венчика 3 бутылки 2, при этом диаметр d5 вершин выступов 142 второго профиля резьбы 13 внутренней боковой стенки 12 соразмерен (по существу, равен) диаметру d2 дна впадин 7 профиля резьбы 5 венчика 4 бутылки 2.
Это обеспечивает создание сил трения, препятствующих вращению крышки 1 относительно горлышка 3 стеклянной бутылки 2 при закручивании крышки 1 с повышенным моментом силы закручивания. Под действием этих сил трения вращение крышки 1 останавливается, что, в свою очередь, предотвращает критическое деформирование крышки 1, нарушающее функциональность или внешний вид последней. При этом отсутствует фиксирование крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания. Это обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Это обеспечивает контролируемое деформирование витков резьбы 13 внутренней боковой стенки 12 крышки 1 в пределах заданного зазора С при закручивании крышки 1 на горлышко 3 бутылки 2 с повышенным моментом силы закручивания (например, при неточной регулировке укупорочной головки линии розлива), в результате чего внутренняя поверхность резьбы 13 внутренней боковой стенки 12 крышки 1 прижимается к внутренней поверхности резьбы 5 горлышка 3 бутылки 2 без разрушения указанных резьб 5, 13. При этом создаются силы трения, препятствующие вращению крышки 1 относительно горлышка 3 бутылки 2. Под действием этих сил трения вращение крышки 1 останавливается, что в свою очередь, предотвращает критическое деформирование крышки 1, нарушающее функциональность или внешний вид последней, и исключает возможность фиксирования крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания. Это повышает стабильность процесса укупоривания, осуществляемого путем закручивания крышек на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей.
Внутренняя боковая стенка 12 крышки 1 содержит свободный верхний край 18, имеющий загиб 19 в сторону внешней боковой стенки 11 крышки 1 и размещенный в поперечном промежутке Н, образованном между внешней и внутренней боковыми стенками 11, 12.
Наличие загиба 19, выполненного, например, в виде шайбы, тора (половины тора) или кольца, увеличивает жесткость верхнего края 18 внутренней боковой стенки 12 и обеспечивает возможность воспринимать большие осевые нагрузки от резьбы 5 венчика 4 горлышка 3 бутылки 2. Это обеспечивает дополнительную жесткость резьбе 13 внутренней боковой стенки 12 крышки 1, так как исключает возможность деформирования последней путем создания ребра жесткости, выполненного в виде фланца. Кроме того, при увеличении момента закручивания крышки 1 на горлышко 3 бутылки 2, которое требуется при укупоривании стеклянных емкостей, внутренняя боковая стенка 12 сохраняет устойчивость, что исключает возможность деформирования внешней боковой стенки 11. В результате образуется качественное винтовое зацепление выступов 142 и впадин 15 резьбы 13 внутренней боковой стенки 12, имеющей второй профиль, с выступами 6 и впадинами 7 резьбы 5 венчика 4 стеклянной бутылки 2, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек 1 на стеклянные бутылки 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных бутылок 2 с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышек 1 относительно горлышек 3 стеклянных бутылок 2 до момента полного укупоривания.
Внутренняя боковая стенка 12 крышки 1 выполнена за одно целое с внешней боковой стенкой 11 и представляет собой загнутое внутрь продолжение внешней боковой стенки 11, при этом внутренняя боковая стенка 12 крышки 1 имеет закругленный нижний край 20, представляющий собой нижний выступ 21 резьбы 13 внутренней боковой стенки 12 крышки 1, размещенный в нижней впадине резьбы 5 венчика 4 бутылки 2.
Отсутствие гладкой части нижнего края 20 внутренней боковой стенки 12 крышки 1 обеспечивает надежное центрирование горлышка 3 бутылки 2 и крышки 1 в процессе укупоривания, обеспечивающее их необходимую соосность. Кроме того, это обеспечивает, по существу, равенство диаметра закругленного нижнего края 20 внутренней боковой стенки 12 и диаметра вершин выступов 21 резьбы 13 внутренней боковой стенки 12. Это, в свою очередь, обеспечивает возможность центрирования верхней гладкой части горлышка 3 стеклянной бутылки 2 и внутреннего диаметра резьбы 13 внутренней боковой стенки 12 крышки 1, что обеспечивает качественное винтовое зацепление выступов 142 и впадин 15 резьбы внутренней боковой стенки 12, имеющей второй профиль, с выступами 6 и впадинами 7 резьбы 5 венчика 4 стеклянной бутылки 2. Это, в свою очередь, обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек 1 на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида.
На нижнем выступе 21 закругленного нижнего края 20 внутренней боковой стенки 12 крышки 1 выполнена направляющая фаска 22, обращенная зауженным концом в сторону горлышка 3 бутылки 2.
Это обеспечивает более надежное центрирование горлышка 3 бутылки 2 и крышки 1 в процессе укупоривания, обеспечивающее их необходимую соосность, что повышает стабильность процесса укупоривания, осуществляемого путем закручивания крышек 1 на стеклянные бутылки 2 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки 1 относительно горлышка 3 бутылки 2 до момента полного укупоривания.
Таким образом конструктивное выполнение предлагаемой крышки 1 резьбовой обеспечивает возможность использования предлагаемых крышек 1 для укупоривания стеклянных емкостей, например, стеклянных бутылок 2 с водой, соками, водкой и тому подобными жидкостями с исключением возможности нарушения целостности крышек 1 и возможности бесконтрольного разрушения их резьбы 13 и формы, что обеспечивает достижение стабильности процесса укупоривания, осуществляемого путем закручивания крышек 1 на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов, что значительно повышает надежность и герметичность укупоривания стеклянных емкостей с сохранением их функциональности и внешнего вида и исключением возможности фиксирования крышки относительно горлышка стеклянной емкости до момента полного укупоривания.
Основные технологические переходы изготовления предлагаемой крышки резьбовой включают следующие стадии производства:
- покрывают лист металла (сплав, например, EN AW-8011A) лаками на линии лакировки листов;
- вырубают и формируют в штампе заготовку крышки 1 из указанного листа металла;
- осуществляют вальцовку свободного верхнего края 18 внешней боковой стенки 11 заготовки крышки 1;
- отгибают внутрь свободный нижний край 20 внешней боковой стенки 11 заготовки крышки 1 и внутри этой стенки 11 с помощью специального штампа формируют трубчатую внутреннюю боковую стенку 12 крышки 1;
- с помощью формующего инструмента, преимущественно, ролика (роликов) осуществляют накатку спиральной резьбы 13 внутренней боковой стенки 12 крышки 1, имеющей первый профиль, диаметр d1 вершин выступов 141 которого больше диаметра d2 дна впадин 7 профиля резьбы 5 венчика 4 бутылки 2;
- выполняют первый профиль спиральной резьбы 13 с образованием зазора С в винтовом зацеплении между оппозитными поверхностями вершин выступов 141 резьбы 13 внутренней боковой стенки 12 крышки 1, имеющей первый профиль, и дна впадин 7 резьбы 5 венчика 4 бутылки 2;
- указанную накатку спиральной резьбы 13 выполняют с возможностью изменения первого профиля резьбы 13 с помощью резьбы 5 венчика 4 горлышка 3 бутылки 2 при увеличении момента силы закручивания, прилагаемого к крышке 1 в процессе укупоривания стеклянной бутылки 2 и постепенного формирования второго профиля этой резьбы 13, диаметр d5 выступов 142 которого соразмерен диаметру d2 дна впадин 7 профиля резьбы 5 венчика 4 бутылки 2;
- на внутренней поверхности торцевой стенки 9 размещают уплотнительную прокладку 10, например, из вспененного полиэтилена.
Предлагаемую крышку 1 применяют следующим образом:
- процесс укупоривания осуществляют путем закручивания крышек 1 на стеклянные емкости с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости;
- предварительно надевают крышку 1 на горлышко 3 бутылки 2 и осуществляют центрирование верхней гладкой части горлышка 3 стеклянной бутылки 2 по внутреннему диаметру резьбы 13 внутренней боковой стенки 12 крышки 1;
- осуществляют укупоривание стеклянной бутылки 2 путем прикладывания момента силы закручивания на крышку 1 с использованием укупорочных головок автоматических высокопроизводительных линий розлива жидких продуктов в емкости;
- образуют зазор С в винтовом зацеплении между оппозитными поверхностями вершин выступов 141 резьбы 13 внутренней боковой стенки 12 крышки 1, имеющей первый профиль, и дна впадин 7 резьбы 5 венчика 4 горлышка 3 бутылки 2;
- увеличивают момент силы закручивания в процессе укупоривания бутылки 2 и обеспечивают в процессе укупоривания постепенное деформирование выступов 141 резьбы 13 внутренней боковой стенки 12, имеющей первый профиль, с помощью резьбы 5 венчика 4 горлышка 3 бутылки 2 в пределах указанного зазора С;
- обеспечивают постепенное уменьшение диаметра d1 вершин выступов 141 первого профиля указанной резьбы 13 и постепенное уменьшение зазора С между оппозитными поверхностями вершин выступов 141 резьбы 13 внутренней боковой стенки 12 крышки 1 и дна впадин 7 резьбы 5 венчика 4 бутылки 2;
- формируют второй профиль резьбы 13 в процессе укупоривания бутылки 2, который имеет диаметр d5 вершин выступов 142, соразмерный диаметру d2 дна впадин 7 профиля резьбы 5 венчика 4 горлышка 3 емкости 2;
- в конце процесса укупоривания емкости 2 образуют предлагаемую крышку 1 с контролируемым деформированием резьбы 13 внутренней боковой стенки 12 крышки 1 в пределах заданного зазора С, наличие которого обеспечивает прижатие выступов 142 резьбы 13 внутренней боковой стенки 12 крышки 1 к впадинам 7 резьбы 5 венчика 4 стеклянной бутылки 2 без разрушения указанных резьб 13, 5. При этом образуются силы трения, препятствующие вращению крышки 1 относительно горлышка 3 бутылки 2 сверх необходимого для уплотнения прокладки 10. Под действием этих сил трения происходит остановка вращения крышки 1, что, в свою очередь, предотвращает критическое деформирование крышки 1. При этом отсутствует фиксирование крышки 1 относительно горлышка 3 стеклянной бутылки 2 до момента полного укупоривания.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНАЦИЯ ПРЕДОХРАНИТЕЛЬНОЙ КРЫШКИ И КОНТЕЙНЕРА | 2005 |
|
RU2296702C1 |
| УКУПОРОЧНОЕ УСТРОЙСТВО ДЛЯ БУТЫЛКИ | 2023 |
|
RU2821380C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ВИНТОВОЙ КОЛПАЧОК ДЛЯ УКУПОРИВАНИЯ | 2004 |
|
RU2340524C2 |
| АППАРАТ ДЛЯ РОЗЛИВА И УКУПОРКИ НАПИТКОВ В БУТЫЛКИ | 2004 |
|
RU2266861C2 |
| УКУПОРОЧНОЕ УСТРОЙСТВО | 2023 |
|
RU2824303C1 |
| ПРЕДОХРАНИТЕЛЬНАЯ КРЫШКА | 2001 |
|
RU2193000C1 |
| УКУПОРОЧНЫЙ КОЛПАЧОК | 2022 |
|
RU2798622C1 |
| СТЕКЛЯННЫЙ КОНТЕЙНЕР С ГОРЛЫШКОМ, ИМЕЮЩИМ ВНУТРЕННЮЮ РЕЗЬБУ | 2011 |
|
RU2562501C2 |
| УЗЕЛ ЗАКУПОРИВАНИЯ БУТЫЛКИ С ЖИДКОСТЬЮ И УКУПОРОЧНОЕ УСТРОЙСТВО | 2012 |
|
RU2539645C1 |
| ВИНТОВОЙ УКУПОРОЧНЫЙ КОЛПАЧОК | 2012 |
|
RU2585568C2 |
Изобретение относится к резьбовым, преимущественно металлическим, крышкам, выполненным с возможностью укупоривания стеклянных емкостей без разрушения резьбы и формы крышек, что обеспечивает стабильность укупоривания с использованием укупорочных головок автоматических линий розлива жидких продуктов и повышает надежность и герметичность укупоривания емкостей. Крышка 1 резьбовая предназначена для укупоривания емкости, имеющей горлышко 3, на внешней поверхности венчика 4 которого выполнена резьба 5, содержащая выступы 6 и впадины 7. Крышка 1 содержит корпус 8, содержащий торцевую стенку 9, уплотнительную прокладку 10, внешнюю боковую стенку 11 и внутреннюю боковую стенку 12, на обращенной в сторону венчика 4 поверхности которой выполнена резьба 13, содержащая выступы 141, 142 и впадины 15, приспособленные для образования винтового зацепления с выступами 6 и впадинами 7 резьбы 5 венчика 4 емкости. Резьба 13 внутренней стенки 12 имеет первый профиль, диаметр вершин выступов 141 которого больше диаметра дна впадин 7 профиля резьбы 5 венчика 4 емкости и который приспособлен для образования зазора С в винтовом зацеплении. При этом резьба 13 внутренней стенки 12 выполнена с возможностью деформирования выступов 141 первого профиля в пределах зазора С в процессе укупоривания емкости и формирования второго профиля этой резьбы 13, диаметр вершин выступов 142 которого соразмерен диаметру дна впадин 7 профиля резьбы 5 венчика 4 емкости. 12 з.п. ф-лы, 3 ил.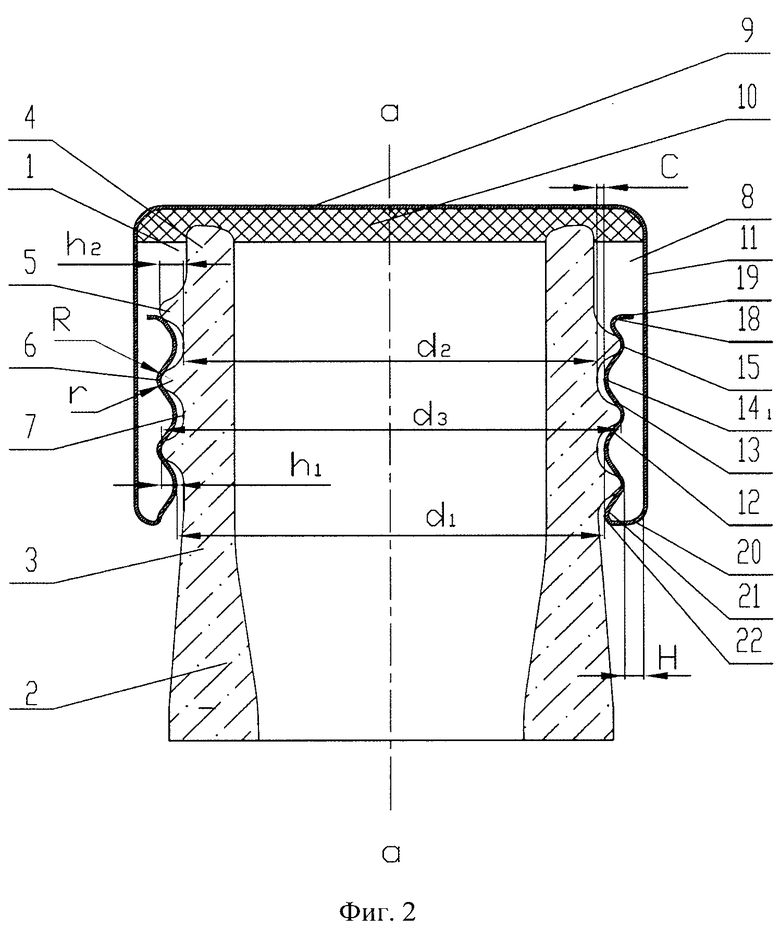
1. Крышка резьбовая, преимущественно металлическая, для укупоривания емкости, имеющей горлышко, на внешней поверхности венчика которого выполнена резьба, содержащая выступы и впадины, при этом крышка резьбовая содержит корпус, приспособленный для размещения снаружи горлышка емкости и имеющий торцевую стенку, на внутренней поверхности которой размещена уплотнительная прокладка, внешнюю боковую стенку и внутреннюю боковую стенку, на обращенной в сторону венчика поверхности которой выполнена резьба, содержащая выступы и впадины, приспособленные для образования винтового зацепления с выступами и впадинами резьбы венчика емкости, отличающаяся тем, что резьба внутренней боковой стенки крышки имеет первый профиль, диаметр вершин выступов которого больше диаметра дна впадин профиля резьбы венчика емкости и который приспособлен для образования зазора в винтовом зацеплении между оппозитными поверхностями вершин выступов резьбы внутренней боковой стенки крышки и дна впадин резьбы венчика емкости, при этом резьба внутренней боковой стенки выполнена с возможностью деформирования выступов первого профиля в пределах этого зазора в процессе укупоривания емкости и формирования второго профиля этой резьбы, диаметр вершин выступов которого соразмерен диаметру дна впадин профиля резьбы венчика емкости.
2. Крышка резьбовая по п. 1, отличающаяся тем, что резьба внутренней боковой стенки крышки выполнена из материала, более мягкого, чем материал резьбы венчика горлышка емкости.
3. Крышка резьбовая по п. 2, отличающаяся тем, что емкость представляет собой стеклянную бутылку, а крышка выполнена металлической из сплава, содержащего алюминий.
4. Крышка резьбовая по п. 1, отличающаяся тем, что диаметр вершин выступов первого профиля резьбы внутренней боковой стенки крышки больше диаметра дна впадин профиля резьбы венчика емкости, при этом диаметр дна впадин первого профиля резьбы внутренней боковой стенки крышки, по существу, равен диаметру вершин выступов профиля резьбы венчика емкости.
5. Крышка резьбовая по п. 4, отличающаяся тем, что выступы первого профиля резьбы внутренней боковой стенки крышки имеют высоту, меньше глубины впадин профиля резьбы венчика емкости.
6. Крышка резьбовая по п. 5, отличающаяся тем, что радиус впадин первого профиля резьбы внутренней боковой стенки крышки, по существу, равен радиусу вершин выступов профиля резьбы венчика емкости.
7. Крышка резьбовая по п. 1, отличающаяся тем, что сформированные выступы второго профиля резьбы внутренней боковой стенки крышки имеют высоту, по существу, равную глубине профиля впадин резьбы венчика емкости.
8. Крышка резьбовая по п. 7, отличающаяся тем, что сформированные выступы второго профиля резьбы внутренней боковой стенки крышки имеют поверхность, прижатую к оппозитной поверхности впадин резьбы венчика емкости.
9. Крышка резьбовая по п. 1, отличающаяся тем, что внутренняя боковая стенка крышки содержит свободный верхний край, имеющий загиб в сторону внешней боковой стенки крышки и размещенный в поперечном промежутке, образованном между внутренней и внешней боковыми стенками.
10. Крышка резьбовая по п. 9, отличающаяся тем, что загиб представляет собой ребро жесткости, выполненное в виде фланца, выбранного из группы: шайба, тор, половина тора, кольцо.
11. Крышка резьбовая по п. 1, отличающаяся тем, что внутренняя боковая стенка крышки выполнена за одно целое с внешней боковой стенкой и представляет собой загнутое внутрь продолжение внешней боковой стенки, при этом внутренняя боковая стенка крышки имеет закругленный нижний край, представляющий собой нижний выступ резьбы внутренней боковой стенки крышки, размещенный в нижней впадине резьбы венчика емкости.
12. Крышка резьбовая по п. 11, отличающаяся тем, что на закругленном нижнем крае внутренней боковой стенки крышки выполнена направляющая фаска, обращенная зауженным концом в сторону горлышка емкости.
13. Крышка резьбовая по п. 1, отличающаяся тем, что внешняя боковая стенка крышки выполнена цилиндрической и имеет гладкую наружную поверхность.
| СПОСОБ ПРОИЗВОДСТВА ПОЛУОБЕЗЖИРЕННОЙ СОЕВОЙ МУКИ, СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОГО СОЕВОГО БЕЛКА, ПОЛУОБЕЗЖИРЕННАЯ СОЕВАЯ МУКА И ТЕКСТУРИРОВАННЫЙ СОЕВЫЙ БЕЛОК | 2005 |
|
RU2279809C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ВОЛНОВОЙ ДВИГАТЕЛЬ | 2004 |
|
RU2278462C1 |
| Устройство для съема цилиндрических изделий с подвесного грузонесущего конвейера | 1977 |
|
SU725970A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ РАДИОНУКЛИДОВ В ПРОБАХ С ИСПОЛЬЗОВАНИЕМ ЖИДКОСТНОГО СЦИНТИЛЛЯЦИОННОГО СЧЕТЧИКА | 1997 |
|
RU2120646C1 |

