Область техники
Настоящее изобретение относится к турбинной лопатке, используемой в производстве авиационных двигателей, газовых турбин и т.п., в частности - к турбинной лопатке, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы, а также способу изготовления такой лопатки.
Уровень техники
Одно из основных направлений улучшения эффективности работы авиационных двигателей и газовых турбин связано с использованием высоких рабочих температур. Лопатки представляют собой центральный компонент силового оборудования - такого, как авиационные двигатели и газовые турбины. Являясь важной частью процесса преобразования тепловой энергии, турбинные лопатки вынуждены работать при переменных нагрузках с высокой температурой и высоким давлением: иными словами, они должны не только быть способны выдерживать рабочую температуру выше температуры их плавления, но и обладать достаточной прочностью для того, чтобы выдерживать механические нагрузки - такие, как центробежная сила. По этой причине необходимо, чтобы лопатки современных авиационных двигателей и газовых турбин изготавливались из термостойких основных материалов и термостойких термобарьерных покрытий, а также создавали температурные градиенты за счет применения технологии газопленочного охлаждения. Лопатки турбин обычно изготавливают из таких материалов, как термостойкие сплавы, монокристаллические металлы, композитные материалы на керамической основе и т.п. В будущем температура работы турбин двигателей будет неуклонно повышаться, и для устранения разницы между рабочей температурой и выдерживаемой температурой материала лопатки потребуются современные технологии пленочного охлаждения.
В целом, лопатку турбины изготавливают полой и в ней предусматривают конструкцию для газопленочного охлаждения с целью активного контроля температуры лопатки, из которой выбрасывается охлаждающий газ, который должен быть изолирован от высокотемпературного воздуха. Основным назначением отверстия в конструкции для газопленочного охлаждения лопатки является образование газовых пленок у поверхностей лопатки; при этом, желательно, чтобы газовая пленка была равномерно распределена по поверхности лопатки и плотно к ней прилегала. В уровне техники известна конструкция лопатки с газопленочным охлаждением, снабженная цилиндрическими круглыми отверстиями, которые позволяют значительно повысить рабочую температуру по сравнению с лопаткой, имеющей сплошную конструкцию. Однако, в случае цилиндрического круглого отверстия, область, защищаемая охлаждением за счет одного такого отверстия, относительно невелика, и при высоком коэффициенте вдува газовые пленки в значительной степени отслаиваются; в связи с этим, в лопатках современных турбин широко используются различные фасонные отверстия неправильной формы, что позволяет существенно увеличить площадь, защищаемую охлаждением с помощью одного отверстия, и увеличить степень сцепления газовой пленки с поверхностью по сравнению с отверстиями правильной формы, независимо от значений коэффициента вдува. Отверстия для газопленочного охлаждения распределены дискретно, распределение и форма отверстий определяют равномерность газовой пленки на поверхности лопаток, а равномерность покрытия пленкой поверхности лопатки становится ключевым фактором, ограничивающим максимальный градиент охлаждения турбины.
Необходимо оптимизировать конструкцию газопленочного отверстия при обеспечении прочности лопатки турбины. В силу требований аэродинамики турбинная лопатка имеет скрученную форму, поэтому выполнение отверстия для газопленочного охлаждения приводит к образованию газовой пленки только на части поверхности лопатки, в некоторых зонах на поверхности лопатки изолирующее действие газовой пленки является слабым, и даже возможно возникновение на поверхности лопатки непокрытых зон. Охлаждающее действие может быть улучшено за счет использования множества рядов плотных газопленочных отверстий, однако слишком большое количество отверстий приводит к повышению расходов при производстве лопатки и снижению ее надежности. Иными словами, если газопленочных отверстий слишком много, то это может уменьшить конструкционную прочность лопатки. Поэтому надежный градиент термозащиты для лопаток, снабженных дискретными газопленочными отверстиями, обычно составляет менее 300 градусов (Yahya, S М (2011), Turbines Compressors and Fans, New Delhi: Tata McGraw-Hill Education, 2010. стр. 430-433).
Ученые давно думают над тем, как улучшить конструкцию для газопленочного охлаждения, чтобы получить турбинные лопатки, имеющие более высокую рабочую температуру. Для того, чтобы улучшить равномерность охлаждающего действия газопленочных отверстий - например, в патентных документах US 20110097188 А1 и т.п. - газопленочные отверстия предусматриваются в неглубоких глухих пазах, которые выполнены перпендикулярно к поверхности лопатки, для коррекции поверхностного эффекта потока воздуха, выбрасываемого из газопленочных отверстий; при этом конструкция глухих пазов подходящих размеров может оказаться особенно полезной. В перечисленных выше исследованиях охлаждающие отверстия играют основную роль в образовании начальной газовой пленки, а неглубокие пазы или пазы определенной глубины на поверхности лопатки представляют собой дополнительную конструкцию для коррекции воздушного потока, причем ориентация пазов в продольном направлении параллельна оси охлаждающего отверстия. Хотя равномерность образования газовой пленки можно улучшить за счет коррекции конфигурации пазов в соответствии с указанными технологиями, задача образования сплошной газовой пленки на поверхности лопатки не может быть решена в полной мере. Кроме того, в вышеперечисленных решениях охлаждающий газ вводится сначала в направлении длины пазов, а затем образуется газовая пленка, перпендикулярная пазу, в соответствии с эффектом вращения турбины, который оказывает ограниченное воздействие с точки зрения улучшения равномерности покрытия лопаток газовой пленкой.
Краткое изложение сущности изобретения
С учетом описанного выше уровня техники настоящее изобретение направлено на создание турбинной лопатки, являющейся полой и имеющей конструкцию для газопленочного охлаждения, где охлаждающий газ, выбрасываемый с внутренней стороны турбинной лопатки через конструкцию для газопленочного охлаждения, образует сплошную и равномерную пленку охлаждающего газа на поверхности лопатки, что обеспечивает эффективное охлаждение и значительно улучшает термостойкость турбинной лопатки.
Для достижения указанных выше технических целей авторы настоящего изобретения после долгих исследований и изысканий представляют конструкцию для газопленочного охлаждения, включающую дискретные отверстия и пазы на стенке турбинной лопатки, где каждый из пазов выполнен в виде составного паза неправильной формы, образуемого двумя участками, ориентированными в направлении глубины паза - т.е., первый участок представляет собой средний распределительный паз для достаточного распределения охлаждающего газа, поступающего через дискретные отверстия для образования непрерывного и равномерного объема газа с положительным давлением, а второй участок представляет собой боковой вытянутый паз, который позволяет газу с положительным давлением вытекать наружу от наружной поверхности турбинной лопатки для образования сплошной и равномерной газовой пленки на наружной поверхности турбинной лопатки.
Таким образом, техническое решение по настоящему решению заключается в следующем.
Турбинная лопатка, имеющая конструкцию для газопленочного охлаждения с составным пазом неправильной формы, где турбинная лопатка является полой, на наружной поверхности турбинной лопатки предусмотрено множество первых пазов, которые представляют собой углубленные пазы, и первый паз включает днище и две боковые поверхности, параллельные направлению по длине первого паза, где в днище каждого первого паза предусмотрено множество дискретных отверстий А, проходящих к внутренней поверхности турбинной лопатки и расположенных в основном, в направлении длины первого паза, где каждый первый паз имеет глубину Н, где первый паз включает по меньшей мере два участка в направлении глубины, первым из которых является участок с глубиной H1 от днища первого паза, а вторым участком - остальная часть первого паза (т.е., глубина второго участка составляет Н2=Н-Н1), и где по меньшей мере одна боковая поверхность второго участка образована из соответствующей боковой поверхности первого участка расширением последней в боковом направлении.
В турбинной лопатке указанной конструкции охлаждающий газ поступает в первый паз через дискретные отверстия А, в достаточной степени диффундирует и смешивается в первом участке, образует однородный газ с положительным давлением, после чего протекает через второй участок к концу отверстия в наружной поверхности турбинной лопатки и вытекает, образуя равномерную и сплошную пленку охлаждающего газа на наружной поверхности турбинной лопатки.
Способ изготовления турбинной лопатки вышеописанной конструкции не имеет особых ограничений. Например, турбинная лопатка может изготавливаться по технологии 3D-печати, по технологии изготовления обработкой из цельного материала и т.п. В настоящем изобретении также рассматривается способ изготовления вышеупомянутой турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы, который включает в себя следующие шаги: во-первых, отдельное изготовление турбинной лопатки по меньшей мере в двух частях; во-вторых, формирование первых пазов на наружной поверхности каждой части, а также формирование дискретных отверстий А на внутренней поверхности каждой части; и в-третьих, объединение по меньшей мере двух частей для получения турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы. В альтернативном случае способ включает последовательно выполняемые обработку и формирование второго участка, первого участка и дискретных отверстий А первых пазов на наружной поверхности турбинной лопатки, за счет чего получают турбинную лопатку, имеющую конструкцию для газопленочного охлаждения с составным пазом неправильной формы.
Процесс изготовления не имеет особых ограничений и может включать механическую обработку, лазерную обработку, электрохимическую обработку и т.п.
Для того, чтобы пленка охлаждающего газа стала еще более сплошной, равномерной и сцепляющейся с поверхностью, в настоящем изобретении также предлагается оптимизированная конструкция турбинной лопатки.
В частности, предлагается турбинная лопатка, имеющая конструкцию для газопленочного охлаждения с составным пазом неправильной формы, где турбинная лопатка является полой, на наружной поверхности турбинной лопатки предусмотрено множество первых пазов, которые представляют собой углубления, а внутренняя поверхность турбинной лопатки содержит множество вторых пазов, которые представляют собой углубления пазы, где первый паз включает днище и две боковые поверхности, параллельные направлению длины первого паза, где второй паз включает днище и две боковые поверхности, параллельные направлению длины второго паза, где в днище каждого первого паза предусмотрено множество дискретных отверстий А, проходящих к днищу второго паза, а дискретные отверстия А расположены, в основном, в направлении длины первого паза, где каждый первый паз имеет глубину Н, где первый паз включает по меньшей мере два участка в направлении глубины, первым из которых является участок с глубиной H1 от днища первого паза, а вторым участком - остальная часть паза (т.е., глубина второго участка составляет H2=H-H1), и где по меньшей мере одна боковая поверхность второго участка образована из соответствующей боковой поверхности первого участка расширением последней в боковом направлении.
В описанной выше оптимизированной конструкции внутренняя поверхность турбинной лопатки снабжена вторыми пазами. Введение вторых пазов позволяет улучшить эффективность потока охлаждающего воздуха, текущего к дискретным отверстиям А, создает положительное давление и позволяет сократить глубину отверстия для выброса газа.
Высоту второго паза определяют избирательно для эффективного выброса охлаждающего газа и образования положительного давления.
Способ изготовления турбинной лопатки вышеописанной конструкции не имеет особых ограничений. Например, турбинная лопатка может изготавливаться по технологии 3D-печати, по технологии изготовления обработкой из цельного материала и т.п. В настоящем изобретении также рассматривается способ изготовления вышеупомянутой турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы, который включает в себя следующие шаги: во-первых, отдельное приготовление турбинной лопатки по меньшей мере в двух частях; во-вторых, формирование первых пазов на наружной поверхности каждой части, а также формирование вторых пазов и дискретных отверстий А на внутренней поверхности каждой части; и в-третьих, объединение по меньшей мере двух частей для получения турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы.
Процесс изготовления не имеет особых ограничений и может включать механическую обработку, лазерную обработку, электрохимическую обработку и т.п.
Для того, чтобы пленка охлаждающего газа стала еще более сплошной, равномерной и сцепляющейся с поверхностью, в настоящем изобретении также предлагается оптимизированная конструкция турбинной лопатки.
В частности, предлагается турбинная лопатка, имеющая конструкцию для газопленочного охлаждения с составным пазом неправильной формы, где турбинная лопатка является полой, между внутренней поверхностью и наружной поверхностью образована полость, на внутренней поверхности турбинной лопатки предусмотрено множество дискретных отверстий В, проходящих к полости, где на наружной поверхности турбинной лопатки предусмотрено множество первых пазов, которые представляют собой углубления, а первый паз включает днище и две боковые поверхности, параллельные направлению длины первого паза, где в днище каждого первого паза предусмотрено множество дискретных отверстий А, проходящих к полости, и где дискретные отверстия А расположены, в основном, в направлении длины первого паза, где каждый первый паз имеет глубину Н, где паз включает по меньшей мере два участка в направлении глубины, первым из которых является участок с глубиной Н1 от днища первого паза, а вторым участком - остальная часть (т.е., глубина второго участка составляет Н2=Н-Н1), и где по меньшей мере одна боковая поверхность второго участка образована из соответствующей боковой поверхности первого участка расширением последней в боковом направлении.
В этой оптимизированной конструкции полость образована между внутренней поверхностью и наружной поверхностью турбинной лопатки, охлаждающий газ поступает в полость через дискретные отверстия В для конвективного охлаждения, создает положительное давление и затем входит в первый паз через дискретные отверстия А.
Высоту второго паза определяют избирательно для эффективного выброса охлаждающего газа и образования положительного давления.
В предпочтительном случае дискретные В и дискретные отверстия А располагают в шахматном порядке.
В качестве дискретных отверстий В могут использоваться цилиндрические круглые отверстия, диффузионные отверстия или сложные фасонные отверстия неправильной формы.
В предпочтительном случае открытый конец дискретных отверстий В снабжен фаской или радиусным переходом для предотвращения концентрации напряжений из-за острых углов и нарушений в течении газа.
Способ изготовления турбинной лопатки вышеописанной конструкции не имеет особых ограничений. Например, турбинная лопатка может изготавливаться по технологии 3D-печати, по технологии изготовления обработкой из цельного материала и т.п. В настоящем изобретении также рассматривается способ изготовления вышеупомянутой турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы, который включает в себя следующие шаги: во-первых, отдельное приготовление турбинной лопатки по меньшей мере в двух частях; во-вторых, формирование первых пазов и дискретных отверстий А на наружной поверхности каждой части, а также формирование дискретных отверстий В на внутренней поверхности каждой части; и в-третьих, объединение по меньшей мере двух частей для получения турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы.
Процесс изготовления не имеет особых ограничений и может включать механическую обработку, лазерную обработку, электрохимическую обработку и т.п.
В предпочтительном случае угол между центральной осью днища первого паза в направлении глубины и нормалью к наружной поверхности турбинной лопатки составляет а, и 10°≤α≤90°, в предпочтительном случае 30°≤α≤80°, и в более предпочтительном случае 45°≤α≤70°.
В предпочтительном случае, в вертикальном участке первого паза в направлении ширины первого паза две боковые поверхности первого участка представляют собой два прямолинейных отрезка, находящихся на расстоянии друг от друга, угол между каждым прямолинейным отрезком первого участка и днищем первого паза составляет в предпочтительном случае от 10° до 170°, в более предпочтительном случае - от 30° до 150°, и в наиболее предпочтительном случае - от 60° до 120°. Два прямолинейных отрезка могут быть параллельны друг другу или могут располагаться под определенным углом друг к другу. Боковые поверхности второго участка могут быть прямолинейными или дугообразными отрезками, а в предпочтительном случае по меньшей мере одна боковая поверхность второго участка представляет собой дугообразный отрезок. Кроме того, в предпочтительном случае, соединительный участок, где соединяются между собой по меньшей мере одна боковая поверхность первого участка и соответствующая боковая поверхность второго участка, представляет собой соединение с фаской или соединение с дугообразным переходом, за счет чего обеспечивается их плавное соединение.
Максимальный диаметр каждого дискретного отверстия А равен d, а минимальная ширина первого паза составляет D. В предпочтительном случае D≥d. В предпочтительном случае Н≥2d, в более предпочтительном случае Н≥3d, в еще более предпочтительном случае Н≥4d.
В предпочтительном случае Н1>Н2, в более предпочтительном случае H1:H2≥2:1, в еще более предпочтительном случае H1:H2≥3:1, и в наиболее предпочтительном случае Н1:Н2≥4:1.
Внутренняя поверхность и наружная поверхность турбинной лопатки могут быть параллельны друг другу или располагаться под определенным углом друг к другу.
Дискретные отверстия А могут быть цилиндрическими круглыми отверстиями, диффузионными отверстиями или сложными фасонными отверстиями неправильной формы. В предпочтительном случае угол между центральной осью дискретного отверстия А и наружной поверхностью жаровой трубы равен θ. Угол α и угол θ могут быть различными. В предпочтительном случае угол θ в основном служит для уменьшения толщины обработки отверстий. В целом, в предпочтительном случае 0°≤θ≤60°, в более предпочтительном случае 10°≤θ≤45°, а угол α задан таким, чтобы обеспечить надлежащую силу сцепления газовой пленки с поверхностью.
В предпочтительном случае, открытый конец дискретного отверстия А снабжен фаской или радиусным переходом для предотвращения концентрации напряжений из-за острых углов и нарушений в течении газа.
В отношении размещения первого паза и второго паза на наружной поверхности турбинной лопатки не установлено особых ограничений. В соответствии с фактической формой наружной поверхности турбинной лопатки, первый паз и второй паз могут быть расположены параллельно или в шахматном порядке и выполняются такими, чтобы газовая пленка покрывала всю наружную поверхность турбинной лопатки за счет сплошной газовой пленки, образуемой первым пазом.
По сравнению с решениями, известными из уровня техники, в описываемом изобретении стенка турбинной лопатки снабжена дискретными отверстиями А и первыми пазами, образующими конструкцию для газопленочного охлаждения, где первый паз представляет собой составной паз неправильной формы, включающий два участка в направлении глубины паза: первый участок имеет глубину Н1 и образует средний расширяющий паз, а второй участок имеет глубину Н2 и образует боковой расширенный паз. Такая конструкция имеет следующие преимущества.
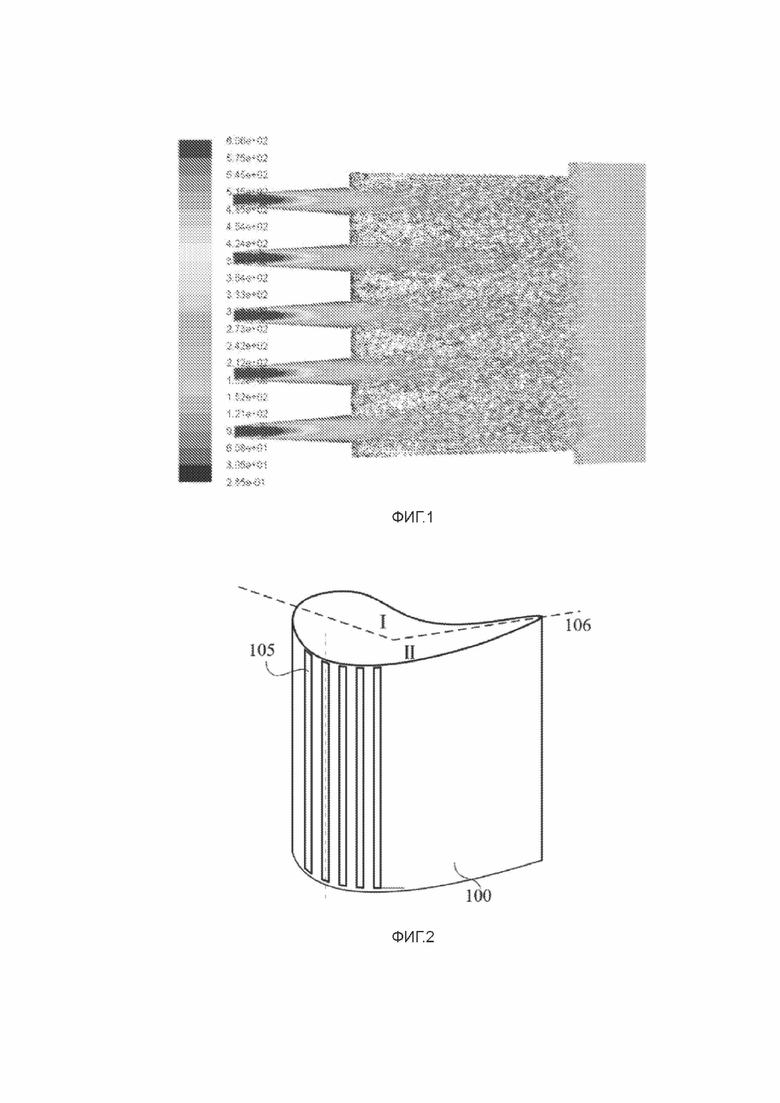
(1) После того как охлаждающий газ поступает в первый паз через дискретные отверстия (так как первый паз представляет собой составной паз неправильной формы, включающий два участка - горизонтальный участок, имеющий относительно большую глубину, и вертикальный участок в направлении ширины первого паза, имеющий длинную и узкую форму), как показано на Фиг. 1, диффундировавший газ из каждого дискретного отверстия может не только диффундировать и смешиваться в направлении длины первого паза, но и диффундировать, смешиваться и накладываться друг на друга в направлении глубины первого паза. Иными словами, газ может в достаточной степени распространяться в первом участке первого паза, после чего образует сплошной и равномерный объем газа с положительным давлением, а затем течет к открытому концу через второй участок первого паза. Форма открытого конца оптимизирована в соответствии с аэродинамическими требованиями сцепления газовой пленки с поверхностью таким образом, что газ вытекает из боковой стенки рядом с наружной поверхностью турбинной лопатки, образуя сплошную и равномерную пленку охлаждающего газа, сцепленную с наружной поверхностью турбинной лопатки. Так как первый паз имеет относительно большую глубину, охлаждающий газ, вытекающий из открытого конца первого паза, имеет более высокое давление воздуха, в связи с чем сплошная и равномерная пленка охлаждающего газа, образующаяся на наружной поверхности турбинной лопатки, сильно прикрепляется к наружной поверхности турбинной лопатки. Таким образом, в настоящем изобретении конструкция составного паза неправильной формы выполнена с возможностью образования сплошной, равномерной и сильно сцепляющейся с поверхностью пленки охлаждающего газа. Охлаждающий газ поступает в первый паз через дискретные отверстия А, в достаточной степени диффундирует и смешивается в первом участке, образует однородный газ с положительным давлением, после чего течет через второй участок к открытому концу на наружной поверхности турбинной лопатки и вытекает, образуя равномерную и сплошную газовую пленку на наружной поверхности турбинной лопатки.
(2) Диаграмма аэродинамического моделирования турбинной лопатки, через которую проходит охлаждающий газ по настоящему изобретению. Как показано на Фиг. 1, подтверждено, что в настоящем изобретении охлаждающий газ может быть введен в первый паз через дискретные отверстия А, расширяться и смешиваться в первом пазу и образовывать сплошной и равномерный объем газа с положительным давлением, и образовывать газовую пленку, покрывающую всю наружную поверхность турбинной лопатки.
(3) Экспериментально подтверждено, что когда турбинные лопатки в камере сгорания по настоящему изобретению находятся в среде высокотемпературного газа, охлаждающий газ может образовывать газовую пленку, покрывающую всю наружную поверхность турбинной лопатки, за счет чего достигается хорошее охлаждающее действие. При сравнении по эквивалентной эффективности охлаждения=(температура газа - температура, измеренная в жаровой трубке на определенном расстоянии от внутренней поверхности жаровой трубки) / (температура газа - температура охлаждающего газа), в случае если коэффициент вдува охлаждающего газа М=1,5, в турбинной лопатке по настоящему изобретению, на расстоянии более 10 мм от наружной поверхности турбинной лопатки, эквивалентная эффективность охлаждения составляет более 0,5, а когда коэффициент вдува охлаждающего газа повышается, эквивалентная эффективность охлаждения может быть увеличена до значений, превышающих 0,7.
(4) Турбинная лопатка по настоящему изобретению имеет широкую область применения, охватывающую авиационные двигатели, газотурбинные двигатели, летающие автомобили, а также энергетические установки и т.п.
Краткое описание чертежей
Фиг. 1 - диаграмма аэродинамического моделирования турбинной лопатки по настоящему изобретению, через которую проходит охлаждающий газ.
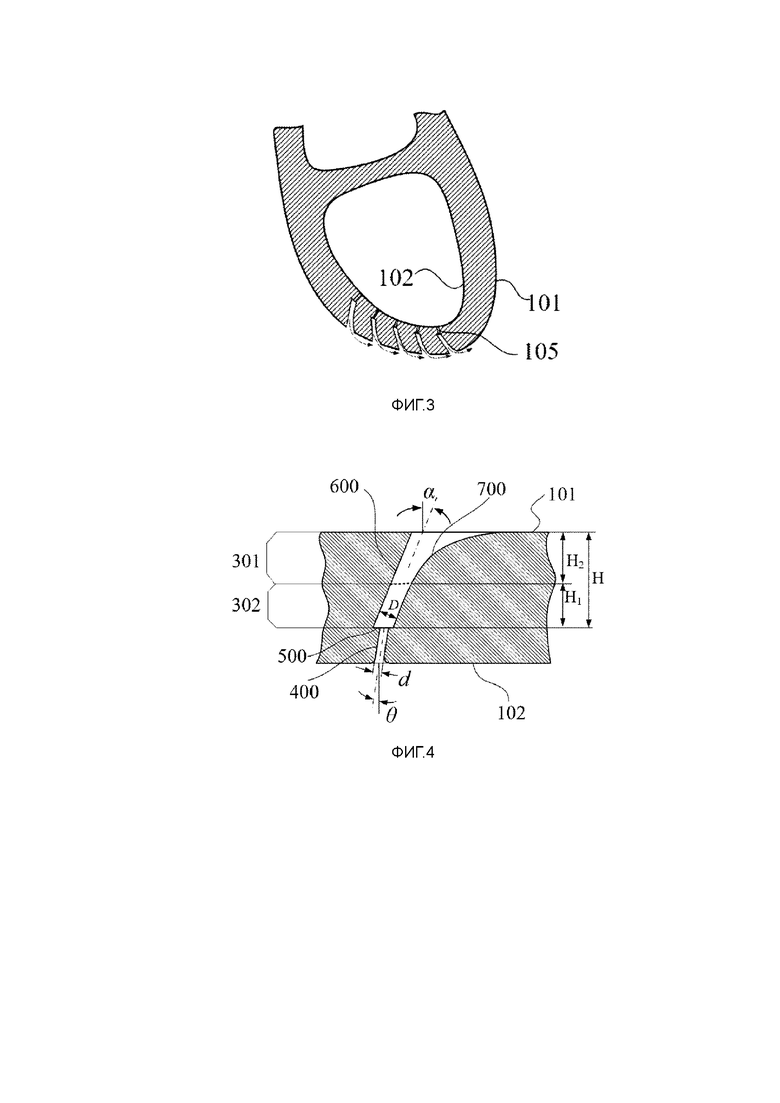
Фиг. 2 - схематичное изображение конструкции турбинной лопатки по варианту осуществления 1 настоящего изобретения.
Фиг. 3 - поперечное сечение конструкции из Фиг. 2.
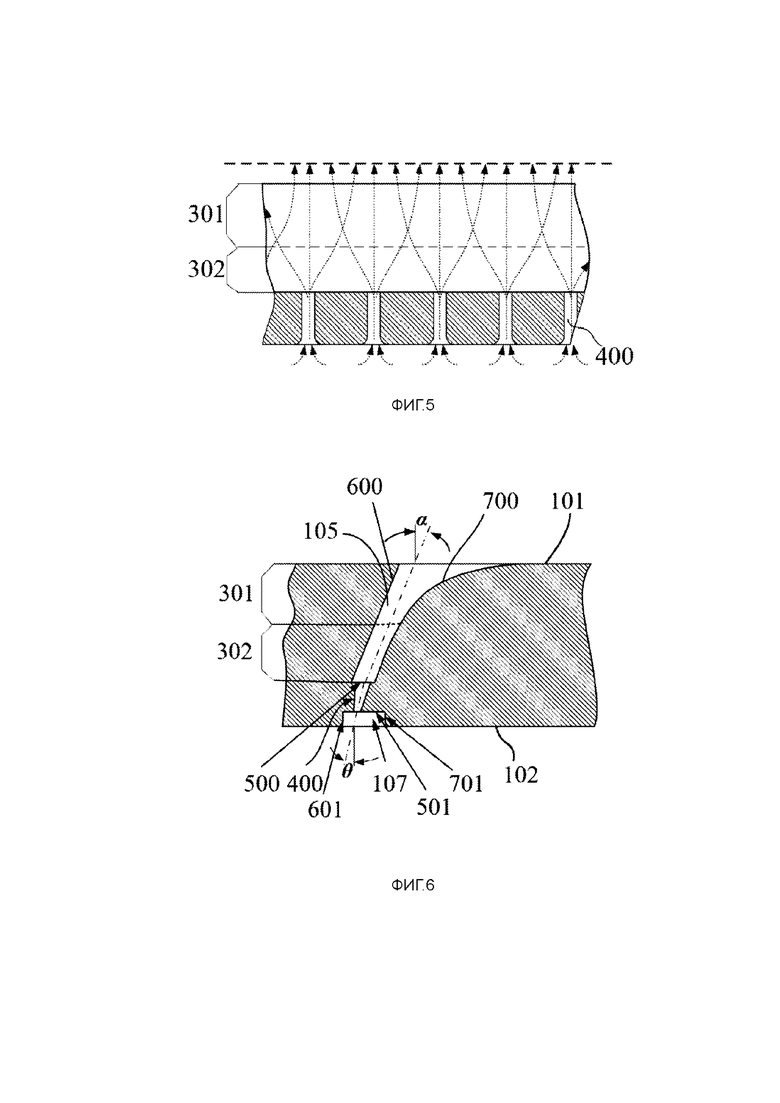
Фиг. 4 - схематичное изображение конструкции первого паза из Фиг. 3.
Фиг. 5 - схема течения охлаждающего газа в первом пазу из Фиг. 3.
Фиг. 6 - схематичное изображение конструкции турбинной лопатки по варианту осуществления 2 настоящего изобретения.
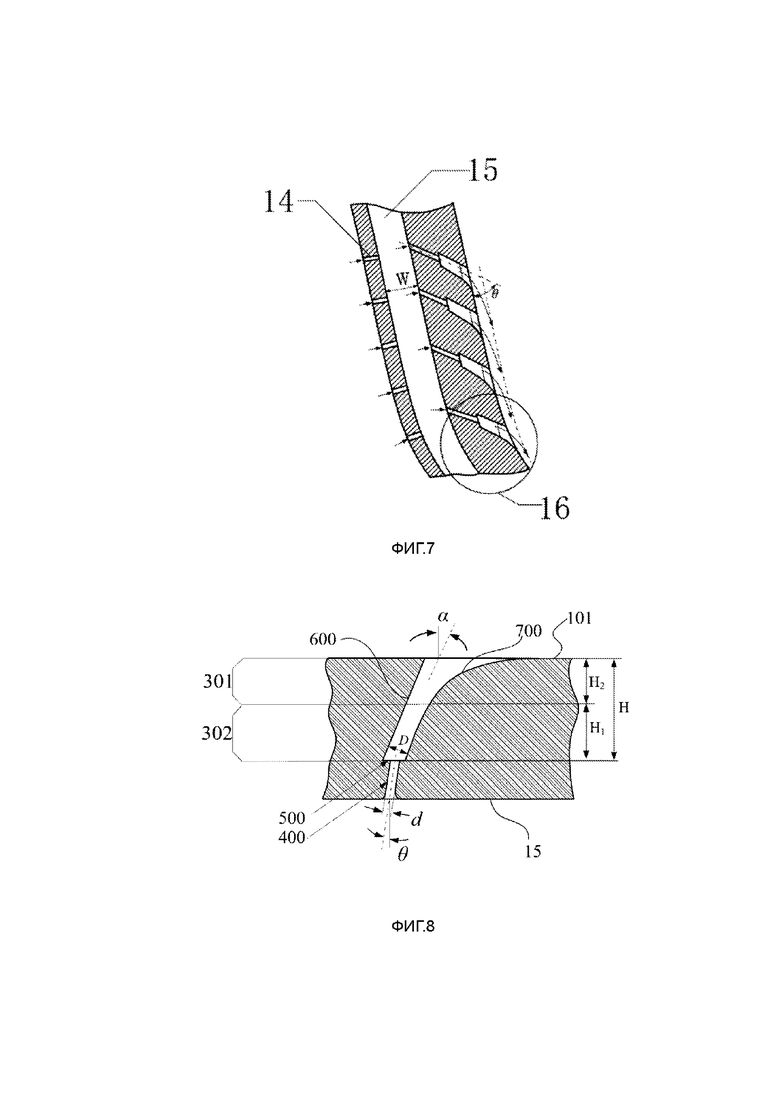
Фиг. 7 - схематичное изображение поперечного сечения турбинной лопатки по варианту осуществления 3 настоящего изобретения.
Фиг. 8 - схематичное изображение конструкции первого паза из Фиг. 7.
Подробное описание вариантов осуществления
Ниже подробно описаны различные варианты осуществления изобретения. Следует отметить, что представленные ниже варианты осуществления предназначены для облегчения понимания настоящего изобретения, но без ограничения объема изобретения.
Условные обозначения на Фиг. 2-8:
14 - дискретное отверстие В;
15 - полость;
100 - турбинная лопатка;
101 - наружная поверхность турбинной лопатки;
102 - внутренняя поверхность турбинной лопатки;
105 - первый паз;
106 - линия объединения;
107 - второй паз;
301 - второй участок паза;
302 - первый участок паза;
400 - дискретное отверстие А;
500 - днище первого паза;
501 - днище второго паза;
600, 700 - две боковые поверхности первого паза; и
601, 701 - две боковые поверхности второго паза.
Вариант 1
В этом варианте осуществления турбинная лопатка 100 имеет полую конструкцию, на Фиг. 2 показано схематичное изображение конструкции турбинной лопатки, а на Фиг. 3 показано схематичное изображение поперечного сечения конструкции из Фиг. 2.
На наружной поверхности 101 турбинной лопатки 100 предусмотрено множество первых пазов 105, расположенных на расстоянии друг от друга параллельно друг другу, причем первые пазы могут быть выполнены на части или всей наружной поверхности 101 турбинной лопатки 100.
На Фиг. 4 представлена увеличенная схема конструкции первого паза 105 из Фиг. 3.
Как показано на Фиг. 4, каждый первый паз включает днище 500 и две боковые поверхности 600 и 700 паза. На днище каждого первого паза предусмотрены множество дискретных отверстий А 400, проходящих к внутренней поверхности 102 турбинной лопатки. В этом варианте осуществления наружная поверхность 101 турбинной лопатки и внутренняя поверхность 102 турбинной лопатки, в основном, расположены параллельно друг другу. Как показано на Фиг. 1, дискретные отверстия А 400 расположены в направлении длины первого паза 105.
Максимальный диаметр дискретных отверстий А равен d, глубина первого паза равна Н, а минимальная ширина первого паза равна D, причем D≥d, а Н≥2d.
В этом варианте осуществления, как показано на Фиг. 4, первый паз включает два участка в направлении глубины. Первым участком 302 является участок, имеющий глубину H1 от днища первого паза, а вторым участком 302 является остальная часть первого паза. Иными словами, глубина второго участка составляет Н2=Н-Н1.
В этом варианте осуществления первый участок 302 паза имеет форму наклонного цилиндра, а на вертикальном участке, как показано на Фиг. 4, две боковые поверхности участка 302 паза представляют собой два прямолинейных отрезка, находящихся на расстоянии друг от друга, причем эти два прямолинейных отрезка параллельны друг другу, а угол между каждым прямолинейным отрезком и днищем первого паза составляет 70°; одна боковая поверхность второго участка также представляет собой прямолинейный отрезок и образована продолжением соответствующей боковой поверхности первого участка, а вторая боковая поверхность второго участка представляет собой дугообразный отрезок и образована из другой боковой поверхности первого участка расширением последней в боковом направлении. В этом варианте осуществления угол α между продольной осью открытого конца каждого второго участка и нормалью к наружной поверхности 101 турбинной лопатки равен 30°.
В этом варианте осуществления H1 несколько больше, чем Н2.
В этом варианте осуществления угол θ между центральной осью дискретного отверстия А и нормалью к внутренней поверхности 102 турбинной лопатки составляет 15°, а открытый конец отверстия снабжен снабжен по периметру радиусным переходом для предотвращения концентрации напряжений из-за острых углов.
Фиг. 5 представляет собой схему потока охлаждающего газа в первом пазу из Фиг. 3. После того как охлаждающий газ от внутренней поверхности 102 турбинной лопатки поступает в первый паз через дискретные отверстия А, он может не только диффундировать и смешиваться в направлении длины первого паза, но и диффундировать, смешиваться и накладываться друг на друга в направлении глубины первого паза. Иными словами, газ может в достаточной степени распространяться в первом участке первого паза, образуя сплошной и равномерный объем газа с положительным давлением, а затем течь через второй участок первого паза к открытому концу наружной поверхности 101 турбинной лопатки. Так как первый паз имеет относительно большую глубину, газ, вытекающий из открытого конца первого паза, имеет более высокое давление воздуха, в связи с чем сплошная и равномерная пленка охлаждающего газа, образующаяся на наружной поверхности турбинной лопатки, сильно прикрепляется к ее наружной поверхности.
В этом варианте осуществления способ изготовления вышеупомянутой турбинной лопатки включает следующие шаги: во-первых, отдельная подготовка турбинной лопатки 100 в двух частях (т.е., как показано на Фиг. 2, части I и части II, где часть I и часть II объединяются по линии объединения 106 с получение целой турбинной лопатки 100); во-вторых, формирование первых пазов 105 на наружной поверхности части I, формирование дискретных отверстий А на внутренней поверхности части I, формирование первых пазов 105 на наружной поверхности части II, и формирование дискретных отверстий А на внутренней поверхности части II; и в-третьих, объединение части I и части II по линии объединения 106 с получением целой турбинной лопатки 100.
Вариант 2
В этом варианте осуществления турбинная лопатка 100 имеет полую конструкцию, на Фиг. 2 показана схема конструкции турбинной лопатки, а на Фиг. 3 показано поперечное сечение конструкции из Фиг. 2.
На наружной поверхности 101 турбинной лопатки 100 предусмотрено множество первых пазов 105, расположенных на расстоянии друг от друга и параллельно друг другу, причем первые пазы могут быть выполнены на части или всей наружной поверхности 101 турбинной лопатки 100. На внутренней поверхности 102 турбинной лопатки 100 предусмотрено множество вторых пазов 107, расположенных на расстоянии друг от друга и параллельно друг другу.
На Фиг. 6 показана увеличенная схема конструкции первого паза 105 и второго паза 107 из Фиг. 3.
Как показано на Фиг. 6, каждый первый паз включает днище 500 и две боковые поверхности 600 и 700. Каждый второй паз 107 включает днище 501 и две боковые поверхности 601 и 701, параллельные направлению длины второго паза. На днище каждого первого паза предусмотрены множество дискретных отверстий А 400, проходящих к днищу второго паза, причем дискретные отверстия А 400 располагаются в основном вдоль направления длины первого паза 105.
Максимальный диаметр дискретных отверстий А равен d, глубина первого паза равна Н, а минимальная ширина первого паза равна D, причем D≥d, а Н≥2d.
В этом варианте осуществления первый паз 105 включает два участка в направлении глубины. Как показано на Фиг. 6, первым участком 302 является участок, имеющий глубину H1 от днища первого паза, а вторым участком 301 является остальная часть паза. Иными словами, глубина второго участка составляет Н2=Н-Н1.
В этом варианте осуществления первый участок 302 паза имеет форму наклонного цилиндра, а на вертикальном участке, как показано на Фиг. 6, две боковые поверхности первого участка 302 паза представляют собой два прямолинейных отрезка, находящихся на расстоянии друг от друга, причем эти два прямолинейных отрезка параллельны друг другу, а угол между каждым прямолинейным отрезком первого участка и днищем первого паза составляет 70°; одна боковая поверхность второго участка также представляет собой прямолинейный отрезок и образована продолжением соответствующей боковой поверхности первого участка, а другая боковая поверхность представляет собой дугообразный отрезок и образована из другой боковой поверхности первого участка расширением последней в боковом направлении. В этом варианте осуществления угол α между продольной осью открытого конца каждого второго участка в направлении глубины и нормалью к поверхности 101 турбинной лопатки равен 30°.
В этом варианте осуществления H1 несколько больше, чем Н2.
В этом варианте осуществления угол θ между центральной осью дискретного отверстия А и нормалью к внутренней поверхности 102 турбинной лопатки составляет 15°, а открытый конец отверстия снабжен скругленным переходом для предотвращения концентрации напряжений из-за острых углов.
В этом варианте осуществления путь течения охлаждающего газа у стенки турбинной лопатки включает следующее: охлаждающий газ от внутренней поверхности 102 турбинной лопатки поступает во второй паз, эффективно течет по второму пазу и создает положительное давление, а затем поступает в первый паз через дискретные отверстия А; при этом, охлаждающий газ из каждого дискретного отверстия А может не только диффундировать и смешиваться в направлении длины первого паза, но и диффундировать, смешиваться и накладываться друг на друга в направлении глубины первого паза. Иными словами, газ может в достаточной степени распространяться в первом участке первого паза, образуя сплошной и равномерный объем газа с положительным давлением, а затем течь через второй участок первого паза к открытому концу наружной поверхности турбинной лопатки и вытекать с образованием сплошной и равномерной газовой пленки, сцепленной с наружной поверхностью турбинной лопатки. Так как первый паз имеет относительно большую глубину, газ, вытекающий из открытого конца первого паза, имеет более высокое давление воздуха, в связи с чем сплошная и равномерная пленка охлаждающего газа, образующаяся на наружной поверхности турбинной лопатки, сильно прикрепляется к ее наружной поверхности.
В этом варианте осуществления способ изготовления вышеупомянутой турбинной лопатки включает следующие шаги: во-первых, отдельная подготовка турбинной лопатки 100 в двух частях (т.е., как показано на Фиг. 2, части I и части II, где часть I и часть II объединяются по линии объединения 106 с получение целой турбинной лопатки 100); во-вторых, формирование первых пазов 105 на наружной поверхности части I, формирование вторых пазов 107 и дискретных отверстий А на внутренней поверхности части I, формирование первых пазов 105 на наружной поверхности части II, и формирование вторых пазов 107 и дискретных отверстий А на внутренней поверхности части II; и в-третьих, объединение части I и части II по линии объединения 106 с получением целой турбинной лопатки 100.
Вариант 3
В этом варианте осуществления турбинная лопатка 100 имеет полую конструкцию, на Фиг. 2 показана схема конструкции турбинной лопатки, а на Фиг. 7 схематично показано поперечное сечение конструкции из Фиг. 2.
Как показано на Фиг. 7, между внутренней поверхностью 102 и наружной поверхностью 101 турбинной лопатки 100 образована полость 15. На внутренней поверхности 102 турбинной лопатки предусмотрено множество дискретных отверстий В 14, проходящих к полости 15.
На наружной поверхности 101 турбинной лопатки 100 предусмотрено) множество первых пазов 105, расположенных на расстоянии друг от друга параллельно друг другу, причем первые пазы могут иметь длину, частично и полностью проходящую в направлении длины наружной поверхности 101 турбинной лопатки 100.
На Фиг. 8 представлена увеличенная схема конструкции первого паза 105 из Фиг. 7.
Как показано на Фиг. 8, каждый первый паз 105 включает днище 500 и две боковые поверхности 600 и 700. На днище каждого первого паза предусмотрены множество дискретных отверстий А 400, проходящих к полости 15.
В этом варианте осуществления наружная поверхность 101 турбинной лопатки и внутренняя поверхность 102 турбинной лопатки, в основном, расположены параллельно друг другу. Как показано на Фиг. 1, дискретные отверстия А 400 расположены в основном вдоль направления длины первого паза.
Максимальный диаметр дискретных отверстий А равен d, глубина первого паза равна Н, а минимальная ширина первого паза равна D, причем D≥d, а Н≥2d.
В этом варианте осуществления первый паз включает два участка в направлении глубины. Как показано на Фиг. 4, первым участком 302 является участок, имеющий глубину Н1 от днища первого паза, а вторым участком 302 является остальная часть первого паза. Иными словами, глубина второго участка составляет H2=H-H1.
В этом варианте осуществления первый участок 302 паза имеет форму наклонного цилиндра, а на вертикальном участке, как показано на Фиг. 4, две боковые поверхности участка 302 паза представляют собой два прямолинейных отрезка, находящихся на расстоянии друг от друга, причем эти два прямолинейных отрезка параллельны друг другу, а угол между каждым прямолинейным отрезком первого участка и днищем первого паза составляет 70°; одна боковая поверхность второго участка также представляет собой прямолинейный отрезок и образована продолжением соответствующей боковой поверхности первого участка, а вторая боковая поверхность второго участка представляет собой дугообразный отрезок и образована из другой боковой поверхности первого участка расширением последней в боковом направлении. В этом варианте осуществления угол α между осью открытого конца каждого второго участка в направлении глубины и нормалью к поверхности 101 турбинной лопатки равен 30°.
В этом варианте осуществления H1 несколько больше, чем Н2.
В этом варианте осуществления угол θ между центральной осью дискретного отверстия А и нормалью внутренней поверхности 102 турбинной лопатки составляет 15°, а открытый конец отверстия снабжен по периметру радиусным переходом для предотвращения концентрации напряжений из-за острых углов.
В этом варианте осуществления путь течения охлаждающего газа у стенки турбинной лопатки включает следующее: охлаждающий газ от внутренней поверхности 102 турбинной лопатки поступает в полость 15 через дискретные отверстия В, эффективно течет в полости 15 и создает положительное давление, а затем поступает в первый паз через дискретные отверстия А; при этом, охлаждающий газ из каждого дискретного отверстия А может не только диффундировать и смешиваться в направлении длины первого паза, но и диффундировать, смешиваться и накладываться друг на друга в направлении глубины первого паза. Иными словами, газ может в достаточной степени распространяться в первом участке первого паза, образуя сплошной и равномерный объем газа с положительным давлением, а затем течь через второй участок первого паза к открытому концу наружной поверхности турбинной лопатки и вытекать с образованием сплошной и равномерной газовой пленки, сцепленной с наружной поверхностью турбинной лопатки. Так как первый паз имеет относительно большую глубину, газ, вытекающий из открытого конца первого паза, имеет более высокое давление воздуха, в связи с чем сплошная и равномерная пленка охлаждающего газа, образующаяся на наружной поверхности турбинной лопатки, сильно прикрепляется к наружной поверхности турбинной лопатки.
В этом варианте осуществления способ изготовления вышеупомянутой турбинной лопатки включает следующие шаги: во-первых, отдельная подготовка турбинной лопатки 100 в двух частях (т.е., как показано на Фиг. 2, части I и части II, где часть I и часть II объединяются по линии объединения 106 с получение целой турбинной лопатки 100); во-вторых, формирование первых пазов 105 и дискретных отверстий на наружной поверхности части I, формирование дискретных отверстий В на внутренней поверхности части I, формирование первых пазов 105 и дискретных отверстий А на наружной поверхности части II, и формирование дискретных отверстий В на внутренней поверхности части II; и в-третьих, объединение части I и части II по линии объединения 106 с получением целой турбинной лопатки 100.
Указанные выше варианты осуществления представляют собой подробные описания технического решения по настоящему изобретению. При этом подразумевается, что указанные выше варианты осуществления представляют собой всего лишь частные варианты осуществления настоящего изобретения и не должны пониматься как ограничивающие его объем. Любые изменения, дополнения и замены, подпадающие под объем принципов настоящего изобретения, включаются в объем защиты прилагаемой формулы изобретения.
Турбинная лопатка (100), имеющая конструкцию для газопленочного охлаждения с составным пазом неправильной формы. Турбинная лопатка (100) имеет полую конструкцию, и на ее наружной поверхности (101) предусмотрено множество первых пазов (105), которые представляют собой углубления. На днище (500) каждого первого паза предусмотрено множество дискретных отверстий А (400), проходящих к внутренней поверхности (102) турбинной лопатки. Первый паз (105) представляет собой паз неправильной формы и включает по меньшей мере два участка в направлении глубины. Первым участком (302) является участок, имеющий глубину H1 от нижнего участка (500) первого паза, а второй участок (301) составляет остальная часть первого паза. По меньшей мере одна боковая поверхность второго участка (301) образована из соответствующей боковой поверхности первого участка (302) расширением в боковом направлении. Решение обеспечивает эффективное охлаждение и значительно улучшает термостойкость турбинной лопатки. 6 н. и 13 з.п. ф-лы, 8 ил.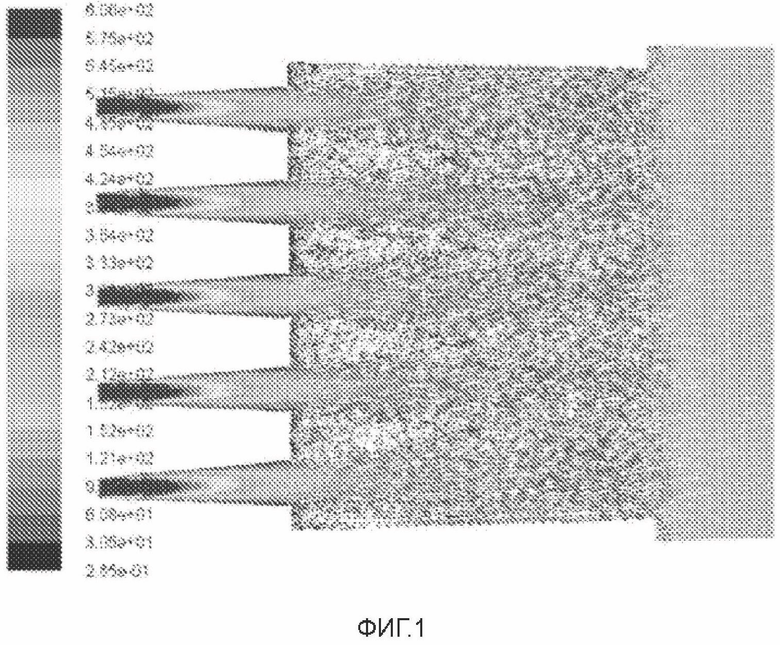
1. Турбинная лопатка с конструкцией для газопленочного охлаждения с составным пазом неправильной формы, характеризующаяся тем, что имеет полую конструкцию, причем на наружной поверхности турбинной лопатки предусмотрено множество первых пазов, которые представляют собой углубления,
где каждый первый паз включает днище и две боковые поверхности, параллельные направлению по длине первого паза,
где в днище каждого первого паза предусмотрено множество дискретных отверстий А, проходящих к внутренней поверхности турбинной лопатки и расположенных в основном в направлении длины первого паза,
где каждый первый паз имеет глубину Н,
где каждый первый паз включает по меньшей мере два участка в направлении глубины, первым из которых является участок с глубиной от днища первого паза, а вторым участком - остальная часть первого паза, соответственно глубина второго участка составляет H2=H-H1,
где по меньшей мере одна боковая поверхность второго участка образована из соответствующей боковой поверхности первого участка расширением последней в боковом направлении,
где максимальный диаметр каждого дискретного отверстия А равен d, глубина каждого первого паза равна Н, и максимальная ширина каждого первого паза равна D,
где D≥d, Н≥2d и Н1≥Н2.
2. Способ изготовления турбинной лопатки по п. 1, характеризующийся тем, что осуществляют
во-первых, отдельное изготовление турбинной лопатки по меньшей мере в двух частях;
во-вторых, формирование первых пазов на наружной поверхности каждой части, а также формирование дискретных отверстий А на внутренней поверхности каждой части;
в-третьих, объединение по меньшей мере двух частей для получения турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы;
где в альтернативном случае названный способ включает
последовательно выполняемые обработку и формирование второго участка, первого участка и дискретных отверстий А первых пазов на наружной поверхности турбинной лопатки, за счет чего получают турбинную лопатку, имеющую конструкцию для газопленочного охлаждения с составным пазом неправильной формы.
3. Турбинная лопатка с конструкцией для газопленочного охлаждения с составным пазом неправильной формы, характеризующаяся тем, что имеет полую конструкцию, причем на наружной поверхности турбинной лопатки предусмотрено множество первых пазов, которые представляют собой углубления,
где внутренняя поверхность турбинной лопатки содержит множество вторых пазов, которые представляют собой углубления,
где каждый первый паз включает днище и две боковые поверхности, параллельные направлению длины первого паза,
где каждый второй паз включает днище и две боковые поверхности, параллельные направлению длины второго паза,
где в днище каждого первого паза предусмотрено множество дискретных отверстий А, проходящих к днищу второго паза, а дискретные отверстия А расположены, в основном, в направлении длины первого паза,
где каждый первый паз имеет глубину Н,
где каждый первый паз включает по меньшей мере два участка в направлении глубины, первым из которых является участок с глубиной H1 от днища первого паза, а вторым участком - остальная часть паза, соответственно глубина второго участка составляет H2=H-H1,
где по меньшей мере одна боковая поверхность второго участка образована из соответствующей боковой поверхности первого участка расширением последней в боковом направлении,
где максимальный диаметр каждого дискретного отверстия А равен d, глубина каждого первого паза равна Н, и максимальная ширина каждого первого паза равна D, и
где D≥d, Н≥2d и Н1≥Н2.
4. Способ изготовления турбинной лопатки по п. 3, характеризующийся тем, что осуществляют
во-первых, отдельное изготовление турбинной лопатки по меньшей мере в двух частях;
во-вторых, формирование первых пазов на наружной поверхности каждой части, а также формирование вторых пазов и дискретных отверстий А на внутренней поверхности каждой части;
в-третьих, объединение по меньшей мере двух частей для получения турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы.
5. Турбинная лопатка с конструкцией для газопленочного охлаждения с составным пазом неправильной формы, характеризующаяся тем, что имеет полую конструкцию, между внутренней поверхностью и наружной поверхностью турбинной лопатки образована полость, и на внутренней поверхности турбинной лопатки предусмотрено множество дискретных отверстий В, проходящих к указанной полости,
где на наружной поверхности турбинной лопатки предусмотрено множество первых пазов, которые представляют собой углубления пазы, и каждый первый паз включает днище и две боковые поверхности, параллельные направлению длины первого паза,
где в днище каждого первого паза предусмотрено множество дискретных отверстий А, проходящих к полости, и где дискретные отверстия А расположены, в основном, в направлении длины первого паза,
где каждый первый паз имеет глубину Н,
где каждый первый паз включает по меньшей мере два участка в направлении глубины, первым из которых является участок с глубиной от днища первого паза, а вторым участком - остальная часть, соответственно глубина второго участка составляет Н2=Н-Н1, и
где по меньшей мере одна боковая поверхность второго участка образована из соответствующей боковой поверхности первого участка расширением последней в боковом направлении.
6. Способ изготовления турбинной лопатки по п. 5, характеризующийся тем, что осуществляют
во-первых, отдельное изготовление турбинной лопатки по меньшей мере в двух частях;
во-вторых, формирование первых пазов и дискретных отверстий А на наружной поверхности каждой части, а также формирование дискретных отверстий В на внутренней поверхности каждой части;
в-третьих, объединение по меньшей мере двух частей для получения турбинной лопатки, имеющей конструкцию для газопленочного охлаждения с составным пазом неправильной формы.
7. Турбинная лопатка по любому из пп. 1, 3 и 5, отличающаяся тем, что угол α между осью открытого конца каждого первого паза в направлении глубины и нормалью к наружной поверхности турбинной лопатки составляет 10°≤α≤90°, в предпочтительном случае 30°≤α≤80° и в более предпочтительном случае 45°≤α≤70°.
8. Турбинная лопатка по любому из пп. 1, 3 и 5, отличающаяся тем, что в вертикальном участке первого паза в направлении ширины первого паза две боковые поверхности первого участка представляют собой два прямолинейных отрезка, находящихся на расстоянии друг от друга.
9. Турбинная лопатка по п. 8, отличающаяся тем, что угол между каждым прямолинейным отрезком первого участка и днищем первого паза составляет в предпочтительном случае от 10° до 170°, в более предпочтительном случае от 30° до 150° и в наиболее предпочтительном случае от 60° до 120°.
10. Турбинная лопатка по п. 8, отличающаяся тем, что по меньшей мере одна боковая поверхность второго участка представляет собой дугообразный отрезок.
11. Турбинная лопатка по любому из пп. 1, 3 и 5, отличающаяся тем, что участок, где соединяются между собой по меньшей мере одна боковая поверхность первого участка и соответствующая боковая поверхность второго участка, выполнен с фаской или дугообразным переходом.
12. Турбинная лопатка по п. 5, отличающаяся тем, что максимальный диаметр каждого дискретного отверстия А равен d, глубина каждого первого паза составляет Н, а минимальная ширина каждого первого паза составляет D,
где D≥d, а Н≥2d.
13. Турбинная лопатка по любому из пп. 1, 3 и 5, отличающаяся тем, что Н≥3d.
14. Турбинная лопатка по п. 13, отличающаяся тем, что Н≥4d.
15. Турбинная лопатка по любому из пп. 1, 3 и 5, отличающаяся тем, что дискретные отверстия А выполнены цилиндрическими круглыми отверстиями, диффузионными отверстиями или сложными составными отверстиями неправильной формы,
где в предпочтительном случае угол между центральной осью каждого дискретного отверстия А и нормалью к поверхности турбинной лопатки равен θ, 0°≤θ≤60° и в предпочтительном случае 10°≤θ≤45°, и
где в предпочтительном случае открытый конец каждого дискретного отверстия А снабжен фаской или радиусным переходом.
16. Турбинная лопатка по любому из пп. 1, 3 и 5, отличающаяся тем, что газовая пленка, образуемая каждым первым пазом, создает сплошное покрытие всей поверхности турбинной лопатки.
17. Турбинная лопатка по любому из пп. 1, 3 и 5, отличающаяся тем, что Н1>Н2, и где в предпочтительном случае H1:H2≥2:1.
18. Турбинная лопатка по п. 17, отличающаяся тем, что Н1:Н2≥3:1.
19. Турбинная лопатка по п. 18, отличающаяся тем, что Н1:Н2≥4:1.
| US 5030060 A, 09.07.1991 | |||
| CN 108843404 A, 20.11.2018 | |||
| US 7563073 B1, 21.07.2009 | |||
| US 8851848 B1, 07.10.2014 | |||
| CN 203867627 U, 08.10 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Охлаждаемая турбинная лопатка (варианты) и способ охлаждения турбинной лопатки | 2012 |
|
RU2623600C2 |

