Изобретение относится к области железнодорожного транспорта и предназначено для установки контейнеров в универсальные полувагоны.
Полувагоны широко используются на железной дороге для перевозки сыпучих и навалочных грузов (руды, угля, щебня, лесоматериалов и т.д.), не требующих защиты от атмосферных осадков, однако такое их использование не обходится без порожних пробегов полувагонов как в прямом, так и обратном направлениях, что приводит к снижению экономической эффективности, пропускной и провозной способности работы железных дорог.
Положительное влияние на эффективность железнодорожных перевозок, на пропускную и провозную способность работы железных дорог оказывают полувагоны, которые снабжены средствами, предназначенными для установки в полувагоны контейнеров, что позволяет перевозить в них сыпучие и навалочные грузы в одном направлении, а в обратном направлении контейнеры.
Известны полувагоны, которые при изготовлении снабжаются средствами для установки контейнеров, являющимися неотъемлемой частью полувагонов, см., например, патенты RU 54880, RU 148966 U1, RU 180512 U1, RU 191326 U1, RU 196252 U1, RU 202911 C1, RU 208833 C1, RU 210233 U1, RU 208833 U1, RU 210233 U1, RU 2724918 C1, RU 2756738 C1, WO 2019175420 A1, KR 20140016550 A1, CN 202911740 U, CN 10823806 A, CN 201932161 U, EP 2636569 A1, AU 2014201061 A1.
Однако эксплуатация оборудованных таким образом полувагонов показала, что они имеют недостатки, в первую очередь связанные с тем, что, во-первых, позиционирование, установка и закрепление контейнеров внутри кузова полувагона возможны только при использовании ручного труда, что усложняет и увеличивает время процесса их погрузки из-за необходимости выполнения дополнительных манипуляций с этими средствами, кроме того, большую проблему создает отсутствие визуального доступа к фитинговым упорам/опорам, которые размещают на дне кузова полувагонов, что при установке и снятии контейнеров с фитинговых упоров приводит к повреждению боковых стенок кузовов полувагонов контейнерами. Кроме того, сами по себе стационарные средства вносят изменения в конструкцию полувагонов, которые негативно сказываются на прочностных характеристиках полувагонов и сокращают срок эксплуатации, а при не обнаруженных вовремя повреждениях полувагонов возможно возникновение аварийных ситуаций как при перевозке сыпучих и навалочных грузов, так и при перевозке контейнеров.
Из патента RU 203169 U1 известно устройство для перевозки крупнотоннажного контейнера в полувагоне, которое не является неотъемлемой частью полувагона, а может устанавливаться и извлекаться в/из существующего полувагона по желанию его владельца силами и средствами вагоноремонтного депо, что является его преимуществом, поскольку позволяет модернизировать уже находящиеся в эксплуатации стандартные полувагоны, используемые для перевозки сыпучих грузов, но не имеющие средства для перевозки контейнеров. Описанное в патенте RU 203169 U1 устройство содержит основание в виде сплошной стальной плиты, выполненное с возможностью установки и крепления к полу полувагона, две несущие продольные балки треугольного сечения, фитинговые упоры, установленные на несущих продольных балках и выполненные с возможностью крепления контейнера в полувагоне, для чего в основании каждого фитингового упора установлена направляющая, один конец которой выполнен с возможностью жесткого крепления к стенке полувагона, а другой - к основанию фитингового упора. Однако широкому использованию этого известного устройства препятствуют его эксплуатационные недостатки, которые прежде всего связаны с его большой массой, что приводит к затруднениям при установке такого устройства в кузов полувагона и выемке из него, установка этого известного устройства на элементы рамы и кузова снижает прочность полувагона, а наличие Т-образных указателей местонахождения фитинговых упоров, показывающих оператору крана или погрузчика местонахождение фитинговых упоров на устройстве, которые закреплены на верхней обвязке кузова полувагона, затрудняет процесс разгрузки сыпучих и навалочных грузов. Кроме того, оснащение полувагона устройством, описанным в патенте RU 203169 U1, приводит к затруднениям при выгрузке из полувагона сыпучих материалов, что связано с наличием многочисленных и труднодоступных пазов между элементами основания устройства и элементами днища полувагона, а также с перекрыванием разгрузочного люка.
Изобретения направлены на повышение эффективности грузоперевозок на железнодорожном транспорте за счет создания устройства и способа его монтажа в полувагоне и подготовки к эксплуатации обеспечивающих возможность перевозки контейнеров в полувагонах, которое легко и без затруднений монтируется и демонтируется, не вызывает затруднений при разгрузке сыпучих и навалочных грузов.
Решение этой задачи и достижение технического результата обеспечивается за счет того, что устройство для перевозки контейнеров в полувагонах включает четыре одинаковых ложемента, каждый из которых содержит нижнее основание прямоугольной формы, снабженное опорой П-образной формы, образованной тремя ребрами, приваренными снизу нижнего основания по периферии трех его боковых сторон, ребра выполнены со сквозными отверстиями, предназначенными для размещения болтов, служащих для прикрепления П-образной опоры ложемента к нижней обвязке боковых стенок полувагона, нижнее основание выполнено со сквозным отверстием, предназначенным для обеспечения доступа к болтам, которые служат для прикрепления П-образной опоры ложемента к нижней обвязке боковых стенок полувагона, сверху на нижнем основании размещен опорный узел, который включает верхнее основание прямоугольной формы, выполненное со сквозными отверстиями для размещения болтов, предназначенных для его скрепления с нижним основанием, на верхнем основании жестко закреплена опорная площадка прямоугольной формы, кроме того, на верхнем основании жестко закреплены две одинаковые направляющие опоры и размещенная между ними стойка, причем обе направляющие опоры и стойка выполнены из стального листа, плоские боковые поверхности которого направлены вертикально вверх, при этом направляющие опоры размещены под углом 90° друг к другу и внизу примыкают к двум смежным боковым сторонам опорной площадки, а стойка размещена между ними под углом 45° на одинаковом расстоянии от каждой направляющей опоры, кроме того, стойка скреплена с обеими направляющими опорами перекладинами, размещенными в нижних частях стойки и направляющих опор, при этом торцевая поверхность каждой из направляющих опор, обращенная к опорной площадке, внизу имеет вертикальную часть, размещенную перпендикулярно плоскости верхнего основания, сопрягаемую с ней часть, расположенную к ней под углом 160°±1°, и сопрягаемую с этой наклонной частью верхнюю часть, расположенную к ней под углом 170°±1°, в верхней части каждой направляющей опоры размещена косынка, выполненная из плоского стального листа и размещенная с возможностью перемещения по плоской боковой поверхности направляющей опоры до опирания на внутреннюю боковую поверхность кузова полувагона и закрепления в этом положении, причем часть противоположной торцевой поверхности косынки выполнена наклонной, с углом наклона, который соответствует углу наклона верхней части торцевой поверхности направляющей опоры, торцевая поверхность стойки, обращенная к опорной площадке, имеет внизу вертикальную часть, расположенную перпендикулярно плоскости опорной площадки, смежную часть, сопрягаемую с вертикальной частью под углом 160°±1°, и верхнюю часть, сопрягаемую с ней под углом 155°±1°, на обеих плоских боковых сторонах верхней части стойки закреплены одинаковые косынки, выполненные из плоского стального листа, часть верхней торцевой поверхности которых выполнена с углом наклона, который соответствует углу наклона части верхней наклонной части торцевой поверхности стойки. При этом, боковые торцевые поверхности нижнего основания, верхнего основания и опорной площадки попарно параллельны, косынки, предназначенные для размещения на направляющих опорах и на стойке, выполнены со сквозными отверстиями для обеспечения скрепления косынок с направляющими опорами и со стойкой или посредством точечной сварки, или посредством болтового соединения, нижнее основание, верхнее основание и опорная площадка выполнены из стального листа, опорная площадка скрепляется со стальным листом верхнего основания посредством сварки по периметру опорной площадки, перекладины прикреплены к направляющим опорам и стойке посредством сварки, снизу к трем ребрам опоры П-образной формы приварен дополнительный опорный элемент П-образной формы, выполненный из стали, ширина полок которого превышает толщину ребер, нижнее и верхнее основания, опорная площадка, направляющие опоры, стойка, перекладины и дополнительный опорный элемент выполнены из стали, обеспечивающей гарантию свариваемости, категории не ниже 14, габаритные размеры опорной площадки превышают габаритные размеры фитингового узла контейнера, все болты болтовых соединений обвариваются. Верхние торцевые поверхности косынок, размещенных на направляющих опорах и на стойке, предназначенные для опирания на внутреннюю поверхность боковых стенок и угла кузова полувагона, перпендикулярны плоскости опорной площадки.
Решение указанной выше задачи и достижение при этом указанного выше технического результата обеспечивается также за счет способа монтажа в полувагоне и подготовки к эксплуатации устройства для перевозки контейнеров, который включает четыре одинаковых ложемента, каждый из которых содержит нижнее основание прямоугольной формы, выполненное из стального листа со сквозным отверстием, и снабженное опорой П-образной формы, образованной тремя ребрами со сквозными отверстиями, приваренными снизу стального листа по краям трех его боковых сторон, каждый из ложементов размещают в соответствующем углу полувагона до упора двух смежных торцевых поверхностей нижнего основания с соответствующими двумя смежными боковыми стенками полувагона, через сквозные отверстия двух ребер П-образной опоры, обращенных к двум смежным боковым стенкам полувагона, производят на них разметку, по которой производят сквозное сверление с внутренней стороны боковых стенок полувагона, а затем снаружи производят рассверливание полученных отверстий, через полученные отверстия в боковых стенках полувагона и сквозные отверстия соответствующих двух ребер П-образной опоры производят прикрепление нижнего основания ложемента к двум смежным боковым стенкам полувагона или посредством точечной сварки, или посредством болтового соединения, после чего сверху на нижнем основании размещают опорный узел, который включает верхнее основание прямоугольной формы, выполненное со сквозными отверстиями для размещения болтов, предназначенных для его скрепления с нижним основанием, закрепленные на верхнем основании опорную площадку прямоугольной формы, две одинаковые направляющие опоры и стойку, выполненные из стального листа, плоские боковые поверхности которого направлены вертикально вверх, при этом закрепленные на верхнем основании направляющие опоры размещают под углом 90° друг к другу с примыканием к двум смежным боковым сторонам опорной площадки, а стойку размещают между ними под углом 45° на одинаковом расстоянии от каждой направляющей опоры, предварительно торцевую поверхность каждой из направляющих опор, обращенную к опорной площадке и размещенную снизу, выполняют с вертикальной частью, сопрягаемую с ней часть выполняют к ней под углом 160°±1°, а сопрягаемую с этой наклонной частью верхнюю часть, выполняют к ней под углом 170°±1°, причем опорные узлы размещают на нижних основаниях таким образом, чтобы стойка каждого опорного узла была обращена к соответствующему углу полувагона, затем через сквозные отверстия в верхних основаниях производят разметку на нижних основаниях, по ней производят сверление сквозных отверстий, через которые и расположенные над ними сквозные отверстия в верхних основаниях осуществляют прикрепление опорных узлов к нижним основаниям посредством точечной сварки или болтового соединения, после чего на стойках по обеим боковым сторонам верхней части стойки закрепляют косынки, предварительно переместив их до упора торцевых поверхностей верхних частей на угловую внутреннюю поверхность полувагона, а на боковых сторонах направляющих опор, обращенных от стойки, прикрепляют косынки, предварительно переместив до упора торцевых поверхностей их верхних частей на поверхности смежных внутренних боковых стенок полувагона, после установки ложементов в полувагоне снаружи верхней обвязки полувагона белой краской наносят сигнальные полосы напротив направляющих опор для ориентации погрузки контейнера в полувагон, причем косынки, предназначенные для закрепления на направляющих опорах и на стойке, выполняют со сквозными отверстиями, через которые сначала производят разметку боковых поверхностей направляющих опор и стойки, затем рассверливание по разметке сквозных отверстий, через которые посредством точечной сварки или болтового соединения осуществляют скрепление косынок с направляющими опорами и стойками, разметку крепления в боковых стенках полувагона по сквозным отверстиям П-образных опор осуществляют методом кернения или карандаша разметочного, рассверливание сквозных отверстий по разметкам осуществляют посредством магнитного сверлильного станка, болты в болтовых соединениях обвариваются, места сварки окрашиваются.
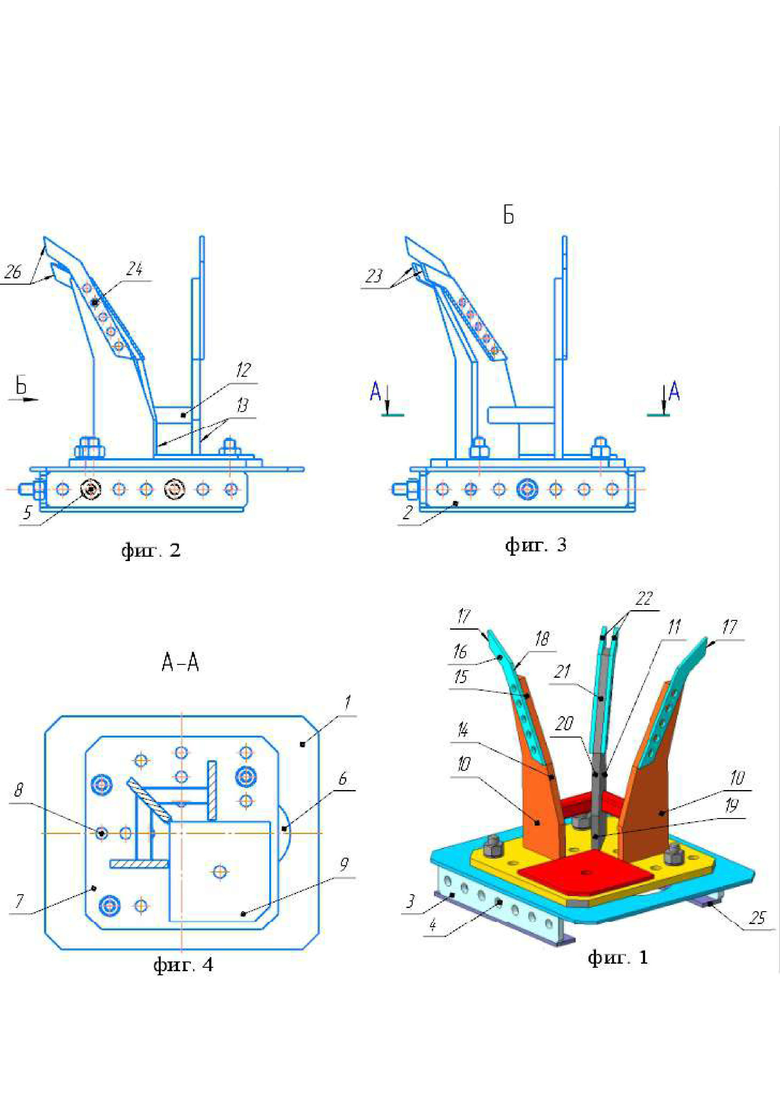
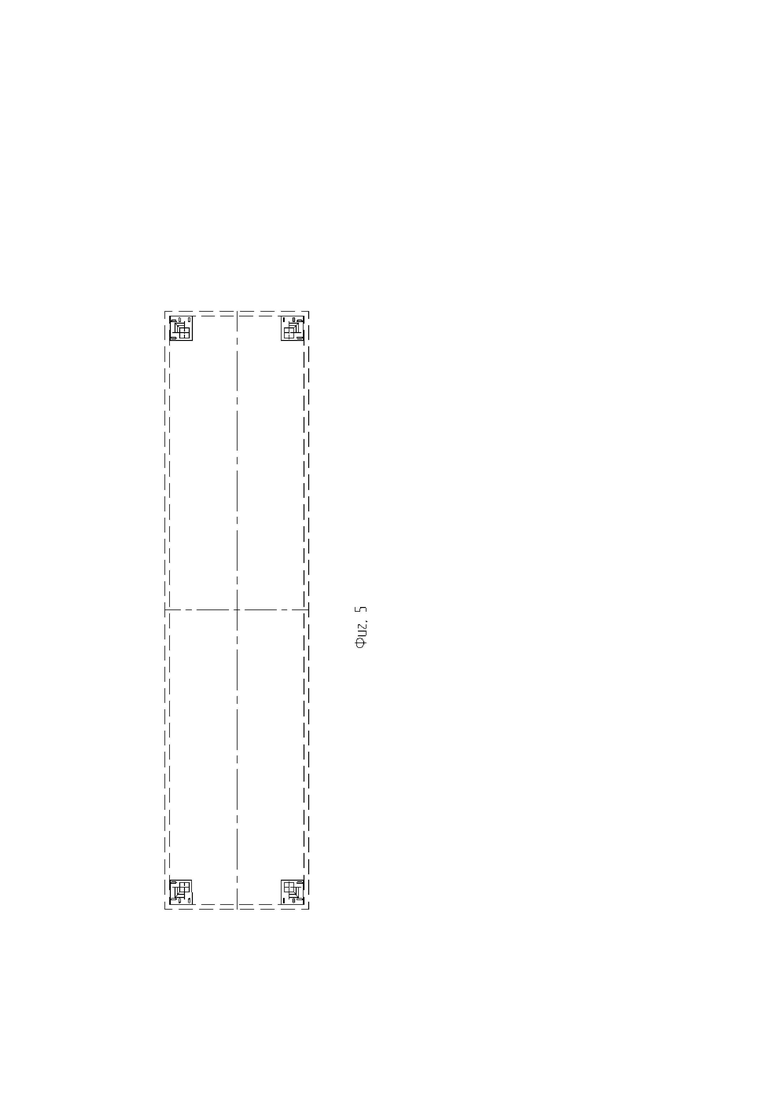
Изобретение поясняется с помощью графических материалов, где на фиг.1 изображен один из одинаковых ложементов в изометрии; на фиг.2 схематически изображен ложемент, на фиг.3 изображен вид Б фиг.2; на фиг.4 изображено сечение А-А фиг.3; на фиг.5 схематически показано расположение четырех ложементов в полувагоне.
Как показано на графических материалах, устройство для перевозки контейнера в полувагоне включает четыре одинаковых ложемента, каждый из которых содержит нижнее основание 1 прямоугольной формы, снабженное опорой 2 П-образной формы, образованной тремя ребрами 3, приваренными снизу нижнего основания 1 по периферии трех его боковых сторон. Ребра 3 выполнены со сквозными отверстиями 4, предназначенными для размещения болтов 5, служащих для прикрепления П-образной опоры 2 ложемента к нижней обвязке боковых стенок полувагона. Нижнее основание 1 выполнено со сквозным отверстием 6, предназначенным для обеспечения доступа к болтам 5, которые служат для прикрепления П-образной опоры ложемента к нижней обвязке боковых стенок полувагона. Сверху на нижнем основании 1 размещен опорный узел, который включает верхнее основание 7 прямоугольной формы, выполненное со сквозными отверстиями 8 для размещения болтов, предназначенных для его скрепления с нижним основанием 1. На верхнем основании 7 жестко закреплены опорная площадка 9 прямоугольной формы, две одинаковые направляющие опоры 10 и размещенная между ними стойка 11, причем обе направляющие опоры 10 и стойка 11 выполнены из стального листа, плоские боковые поверхности которого направлены вертикально вверх, при этом направляющие опоры 10 размещены под углом 90° друг к другу и внизу примыкают к двум смежным боковым сторонам опорной площадки 9, а стойка 11 размещена между ними под углом 45° на одинаковом расстоянии от каждой направляющей опоры 10, кроме того, стойка 11 скреплена с обеими направляющими опорами 10 перекладинами 12, размещенными в нижних частях стойки 11 и направляющих опор 10, при этом торцевая поверхность каждой из направляющих опор 10, обращенная к опорной площадке 9, внизу имеет вертикальную часть 13, размещенную перпендикулярно плоскости верхнего основания 7, сопрягаемую с ней часть 14, расположенную к ней под углом 160°±1°, и сопрягаемую с этой наклонной частью верхнюю часть 15, расположенную к ней под углом 170°±1°. В верхней части 15 каждой направляющей опоры 10 размещена косынка 16, выполненная из плоского стального листа и размещенная с возможностью перемещения по плоской боковой поверхности направляющей опоры 10 до опирания одной своей торцевой поверхностью 17 (вертикальной) на внутреннюю боковую поверхность кузова полувагона и закрепления в этом положении, причем часть 18 противоположной торцевой поверхности косынки 16 выполнена наклонной, с углом наклона, который соответствует углу наклона верхней части 15 торцевой поверхности направляющей опоры 10. Торцевая поверхность стойки 11, обращенная к опорной площадке 9, имеет внизу вертикальную часть 19, расположенную перпендикулярно плоскости опорной площадки 9, смежную часть 20, сопрягаемую с вертикальной частью под углом 160°±1°, и верхнюю часть 21, сопрягаемую с ней под углом 155°±1°. На обеих плоских боковых сторонах верхней части 21 стойки 11 закреплены одинаковые косынки 22, выполненные из плоского стального листа и размещенные с возможностью перемещения по плоским боковым поверхностям стойки 11 до опирания на внутренние боковые стенки полувагона, при этом часть 23 верхней торцевой поверхности косынок 22 выполнена с углом наклона, который соответствует углу наклона части верхней наклонной части 21 торцевой поверхности стойки 11.
Боковые торцевые поверхности нижнего основания 1, верхнего основания 7 и опорной площадки 9 попарно параллельны. Косынки 16 и 22, предназначенные для размещения на направляющих опорах 10 и на стойке 11, выполнены со сквозными отверстиями 24 для обеспечения скрепления косынок 16 и 22 с направляющими опорами 10 и со стойкой 11 или посредством точечной сварки по ГОСТ 14776-79, или посредством болтового соединения, которое может быть усилено посредством обварки головок болтов. Предпочтительно изготавливать нижнее основание 1, верхнее основание 7 и опорную площадку 9 из стального листа. Предпочтительно опорную площадку 9 скреплять с верхним основанием 7 посредством сварки по периметру опорной площадки 9. Перекладины прикрепляются к направляющим опорам 10 и к стойке 11 посредством сварки. Снизу к трем ребрам 3 опоры 2 П-образной формы приварен дополнительный опорный элемент П-образной формы, выполненный из стали, ширина полок которого превышает толщину ребер 3. Нижнее 1 и верхнее 7 основания, опорная площадка 9, направляющие опоры 10, стойка 11, перекладины 12 и дополнительный опорный элемент 25 выполнены из стали, обеспечивающей гарантию свариваемости, категории не ниже 14. Габаритные размеры опорной площадки 9 превышают габаритные размеры фитингового узла контейнера. Предпочтительно все болты болтовых соединений обваривать для исключения возможности их самовывинчивания при вибрации при движении полувагона по железнодорожному пути. Верхние торцевые поверхности 26 косынок 16 и 22, размещенных соответственно на направляющих опорах 10 и на стойке 11, предназначенные для опирания на внутреннюю поверхность боковых стенок и угла кузова полувагона, перпендикулярны плоскости опорной площадки 9.
Конструкция вышеописанных ложементов проста и технологична в изготовлении, изготовленные таким образом ложементы не вызывают трудностей и проблем при монтаже в полувагоне любого типа, кроме того, обладает высокими прочностными характеристиками и повышенной устойчивостью в эксплуатации, обеспечивая надежную перевозку контейнеров в полувагонах.
Монтаж и подготовка к эксплуатации описанного выше устройства для перевозки контейнеров в полувагонах осуществляются следующим образом.
Как показано на фиг.5 каждый из ложементов размещают в соответствующем углу полувагона до прилегания двух смежных торцевых поверхностей нижнего основания 1 с соответствующими двумя смежными боковыми стенками полувагона. Через сквозные отверстия 4 двух ребер 3 П-образной опоры, которые обращены к двум смежным боковым стенкам полувагона, производят на них разметку, например, или методом кернения или карандаша разметочного. По полученной разметке производят сквозное сверление с внутренней стороны боковых стенок полувагона, а затем снаружи производят рассверливание полученных отверстий, через которые производят прикрепление нижнего основания 1 ложемента к двум смежным боковым стенкам полувагона или посредством болтового соединения, после чего сверху на нижнем основании 1 размещают опорный узел, который включает верхнее основание 7 прямоугольной формы, выполненное со сквозными отверстиями 8 для размещения болтов, предназначенных для его скрепления с нижним основанием 1, закрепленные на верхнем основании 7 опорную площадку 9 прямоугольной формы, две одинаковые направляющие опоры 10 и стойку 11, которые выполнены из стального листа, плоские боковые поверхности которого направлены вертикально вверх. При этом закрепленные на верхнем основании 7 направляющие опоры 10 размещают под углом 90° друг к другу с примыканием к двум смежным боковым сторонам опорной площадки 9, а стойку 11 размещают между ними под углом 45° на одинаковом расстоянии от каждой направляющей опоры 10. Предварительно торцевую поверхность каждой из направляющих опор 10, обращенную к опорной площадке 9 и размещенную снизу, выполняют с вертикальной частью 13, сопрягаемую с ней часть 14 выполняют к ней под углом 160°±1°, а сопрягаемую с этой наклонной частью 14 верхнюю часть 15, выполняют к ней под углом 170°±1°, причем опорные узлы размещают на нижних основаниях 1 таким образом, чтобы стойка 11 каждого опорного узла была обращена к соответствующему углу полувагона, см. фиг. 5.
Затем через сквозные отверстия 8 в верхних основаниях 7 производят разметку на нижних основаниях 1. Разметку мест крепления ложементов производят в зависимости от типов полувагона и устанавливаемого в полувагон контейнера, причем использование вышеописанных ложементов может быть применено на весь модельный ряд полувагонов с внутренними габаритами длиной 12 690 м. - 13 000 м., шириной 2 911м. - 3 000м. без изменения их конструкции для размещения и крепления 40-ка футовых контейнеров. По разметке производят сверление сквозных отверстий в нижних основаниях, через которые и расположенные над ними сквозные отверстия 8 в верхних основаниях 7 осуществляют прикрепление опорных узлов к нижним основаниям 1 посредством болтового соединения с последующей обваркой верхнего основания по его периметру. После прикрепления опорных узлов к нижним основаниям 1 в определенных необходимых положениях, обеспечивающих попадание четырех фитингов контейнера на опорные площадки 9 четырех ложементов при его установке в полувагон, по обеим боковым сторонам верхней части каждой стойки 11 закрепляют косынки 22, предварительно переместив их до упора торцевых поверхностей их верхних частей 21 на угловую внутреннюю поверхность полувагона. На боковых сторонах направляющих опор 10, обращенных от стойки 11, прикрепляют косынки 16, предварительно переместив до упора торцевых поверхностей их верхних частей 15 на поверхности смежных внутренних боковых стенок полувагона. После установки ложементов в полувагоне снаружи верхней обвязки полувагона белой краской наносят сигнальные полосы напротив направляющих опор 10 для ориентации погрузки контейнера в полувагон. Косынки 16 и 22, предназначенные для закрепления на направляющих опорах 10 и на стойке 11, выполняют со сквозными отверстиями 24, через которые сначала производят разметку боковых поверхностей направляющих опор 10 и стоек 11, затем рассверливание по разметке сквозных отверстий, через которые посредством болтового соединения или точечной сварки осуществляют скрепление косынок 16 и 22 с направляющими опорами 10 и стойками 11. Разметка крепления в боковых стенках полувагона по сквозным отверстиям П-образных опор осуществляют методом кернения или карандаша разметочного. Рассверливание сквозных отверстий по разметкам осуществляют посредством магнитного сверлильного станка.
Установка в полувагоны контейнеров с помощью устройства, включающего описанные выше четыре ложемента, производится без участия человека. При этом предварительная ориентация погрузки контейнера в полувагон легко осуществляется по белым сигнальным полосам на верхней обвязке полувагона, а захват и последующее точное попадание четырех фитингов контейнера на четыре опорные площадки 9 происходит по наклонным торцевым поверхностям 14, 15, 18 направляющих опор 10 и косынок 16, а также по наклонным торцевым поверхностям 20, 21, 23 стоек 11 и косынок 22, описанные геометрические параметры которых позволяют захватить, а затем точно и плавно опустить контейнер на опорные площадки 9.
Следует также отметить, что установленные в полувагон ложементы не опираются на разгрузочные люка, за счет чего обеспечивается полная выгрузка сыпучих грузов и не снижаются прочностные характеристики полувагона и размещенного в нем контейнера.
В случае же использования болтового соединения в конструкции устройства возможен его демонтаж при текущем и плановом ремонте полувагона путем срезки болтов и дальнейшее повторное использование.
Таким образом, описанное устройство для перевозки контейнеров в полувагонах, охарактеризованное представленной совокупностью признаков, обеспечивает возможность перевозки контейнеров в различных типах полувагонов, при этом легко и без затруднений монтируется и демонтируется, обладает небольшим весом и материалоемкостью, процессы установки контейнера в полувагон и его снятие не требуют использования ручного труда, а его наличие в полувагоне не вызывает затруднений при разгрузке сыпучих и навалочных грузов, что явным образом подтверждает улучшенные эксплуатационные характеристики, оказывающие положительное влияние на эффективность грузоперевозок на железнодорожном транспорте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перевозки контейнеров в полувагонах | 2022 |
|
RU2783547C1 |
| Способ установки 40-футового контейнера в полувагоне | 2023 |
|
RU2811184C1 |
| УДАРОСТОЙКОЕ УВЯЗОЧНОЕ УСТРОЙСТВО, СТЕНА КУЗОВА ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА, КУЗОВ ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА И ЖЕЛЕЗНОДОРОЖНЫЙ ПОЛУВАГОН | 2013 |
|
RU2554898C1 |
| УДАРОСТОЙКОЕ УВЯЗОЧНОЕ УСТРОЙСТВО, СТЕНА КУЗОВА ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА, КУЗОВ ЖЕЛЕЗНОДОРОЖНОГО ПОЛУВАГОНА И ЖЕЛЕЗНОДОРОЖНЫЙ ПОЛУВАГОН | 2013 |
|
RU2574675C9 |
| ВАГОН-ПЛАТФОРМА ДЛЯ ПЕРЕВОЗКИ ЛЕСОМАТЕРИАЛОВ | 2019 |
|
RU2716603C1 |
| Устройство для наращивания стен полувагона | 1989 |
|
SU1745579A1 |
| СЪЕМНОЕ ОБОРУДОВАНИЕ ЖЕЛЕЗНОДОРОЖНЫХ ПОЛУВАГОНОВ ДЛЯ ПЕРЕВОЗКИ ГРУЗОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2005 |
|
RU2296071C2 |
| ГРУЗОВОЙ ПОЛУВАГОН С ГЛУХИМ ПОЛОМ | 2009 |
|
RU2391239C1 |
| Средство крепления многооборотное для перевозки автомобильных полуприцепов на вагонах-платформах | 2021 |
|
RU2772762C1 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2543058C2 |
Изобретения относятся к железнодорожному транспорту, предназначены для обеспечения установки контейнеров в полувагоны. Устройство для перевозки контейнеров включает четыре одинаковых ложемента с опорой П-образной формы со сквозными отверстиями (4) для разметки и сверления в боковых стенках полувагона отверстий, через которые производят прикрепление нижнего основания ложемента к двум смежным боковым стенкам полувагона и размещают сверху на нижнем основании опорный узел, который включает верхнее основание прямоугольной формы, выполненное со сквозными отверстиями для скрепления с нижним основанием, закрепленные на верхнем основании опорную площадку прямоугольной формы, две одинаковые направляющие опоры (10) и стойку (11). Направляющие опоры (10) размещают под углом 90° друг к другу с примыканием к двум смежным боковым сторонам опорной площадки, а стойку (11) размещают между ними под углом 45° на одинаковом расстоянии от каждой направляющей опоры таким образом, чтобы она была обращена к соответствующему углу полувагона. Через сквозные отверстия в верхних основаниях производят разметку на нижних основаниях для сверления сквозных отверстий, через которые и расположенные над ними сквозные отверстия в верхних основаниях осуществляют прикрепление опорных узлов к нижним основаниям, после чего на стойках (11) по обеим боковым сторонам верхней части стойки закрепляют косынки (22), предварительно переместив их до упора торцевых поверхностей верхних частей на угловую внутреннюю поверхность полувагона, а на боковых сторонах направляющих опор (10), обращенных от стойки, прикрепляют косынки (16), предварительно переместив до упора торцевых поверхностей их верхних частей на поверхности смежных внутренних боковых стенок полувагона. После установки ложементов в полувагоне снаружи верхней обвязки полувагона белой краской наносят сигнальные полосы напротив направляющих опор для ориентации погрузки контейнера в полувагон. Изобретение повышает эффективность грузоперевозок на железнодорожном транспорте и облегчает монтаж и демонтаж на полувагоне устройства, не вызывающих затруднений разгрузку сыпучих и навалочных грузов, обеспечивает сохранность полувагонов и контейнеров. 2 н. и 16 з.п. ф-лы, 5 ил.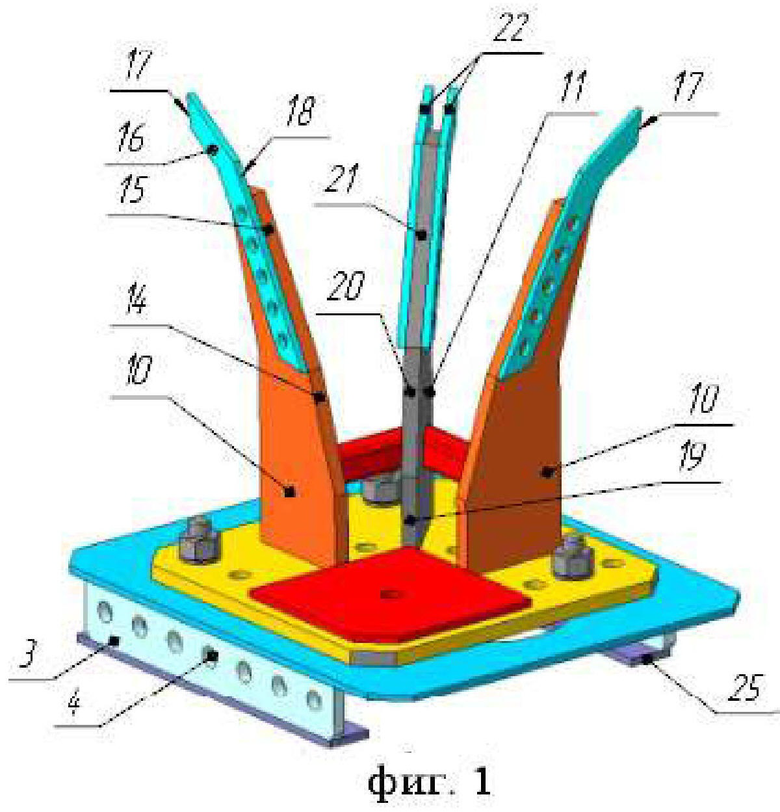
1. Устройство для перевозки контейнера в полувагоне, характеризующееся тем, что включает четыре одинаковых ложемента, каждый из которых содержит нижнее основание прямоугольной формы, снабженное опорой П-образной формы, образованной тремя ребрами, приваренными снизу нижнего основания по периферии трех его боковых сторон, ребра выполнены со сквозными отверстиями, предназначенными для размещения болтов, служащих для прикрепления П-образной опоры ложемента к нижней обвязке боковых стенок полувагона, нижнее основание выполнено со сквозным отверстием, предназначенным для обеспечения доступа к болтам, которые служат для прикрепления П-образной опоры ложемента к нижней обвязке боковых стенок полувагона, сверху на нижнем основании размещен опорный узел, который включает верхнее основание прямоугольной формы, выполненное со сквозными отверстиями, предназначенными для его скрепления с нижним основанием, на верхнем основании жестко закреплена опорная площадка прямоугольной формы, кроме того, на верхнем основании жестко закреплены две одинаковые направляющие опоры и размещенная между ними стойка, причем обе направляющие опоры и стойка выполнены из стального листа, плоские боковые поверхности которого направлены вертикально вверх, при этом направляющие опоры размещены под углом 90° друг к другу и внизу примыкают к двум смежным боковым сторонам опорной площадки, а стойка размещена между ними под углом 45° на одинаковом расстоянии от каждой направляющей опоры, кроме того, стойка скреплена с обеими направляющими опорами перекладинами, размещенными в нижних частях стойки и направляющих опор, при этом торцевая поверхность каждой из направляющих опор, обращенная к опорной площадке, внизу имеет вертикальную часть, размещенную перпендикулярно плоскости верхнего основания, сопрягаемую с ней часть, расположенную к ней под углом 160±1°, и сопрягаемую с этой наклонной частью верхнюю часть, расположенную к ней под углом 170±1°, в верхней части каждой направляющей опоры размещена косынка, выполненная из плоского стального листа и размещенная с возможностью перемещения по плоской боковой поверхности направляющей опоры до опирания на внутреннюю боковую поверхность боковой стенки полувагона и закрепления в этом положении, причем часть противоположной торцевой поверхности косынки выполнена наклонной с углом наклона, который соответствует углу наклона верхней части торцевой поверхности направляющей опоры, торцевая поверхность стойки, обращенная к опорной площадке, имеет внизу вертикальную часть, расположенную перпендикулярно плоскости опорной площадки, смежную часть, сопрягаемую с вертикальной частью под углом 160±1°, и верхнюю часть, сопрягаемую с ней под углом 155±1°, на обеих плоских боковых сторонах верхней части стойки закреплены одинаковые косынки, выполненные из плоского стального листа и размещенные с возможностью перемещения по плоским боковым поверхностям стойки до опирания на внутренние боковые стенки полувагона, причем часть верхней торцевой поверхности косынок выполнена с углом наклона, который соответствует углу наклона части верхней наклонной части торцевой поверхности стойки.
2. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что боковые торцевые поверхности нижнего основания, верхнего основания и опорной площадки попарно параллельны.
3. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что косынки, предназначенные для размещения на направляющих опорах и на стойке, выполнены со сквозными отверстиями для обеспечения скрепления косынок с направляющими опорами и со стойкой или посредством точечной сварки, или посредством болтового соединения.
4. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что нижнее основание, верхнее основание и опорная площадка выполнены из стального листа.
5. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что опорная площадка скрепляется с верхним основанием посредством сварки по периметру опорной площадки.
6. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что перекладины прикреплены к направляющим опорам и стойке посредством сварки.
7. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что снизу к трем ребрам опоры П-образной формы приварен дополнительный опорный элемент П-образной формы, выполненный из стали, ширина полок которого превышает толщину ребер.
8. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что нижнее и верхнее основания, опорная площадка, направляющие опоры, стойка, перекладины, косынки и дополнительный опорный элемент выполнены из стали, обеспечивающей гарантию свариваемости, категории не ниже 14.
9. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что габаритные размеры опорной площадки превышают габаритные размеры фитингового узла контейнера.
10. Устройство для перевозки контейнеров в полувагонах по одному из пп. 1-9, отличающееся тем, что все болты болтовых соединений обвариваются.
11. Устройство для перевозки контейнеров в полувагонах по п. 1, отличающееся тем, что верхние торцевые поверхности косынок, размещенных на направляющих опорах и на стойке, предназначенные для опирания на внутреннюю поверхность боковых стенок и угла кузова полувагона, перпендикулярны плоскости опорной площадки.
12. Способ монтажа в полувагоне и подготовки к эксплуатации устройства для перевозки контейнеров, который включает четыре одинаковых ложемента, каждый из которых содержит нижнее основание прямоугольной формы, выполненное из стального листа и снабженное опорой П-образной формы, образованной тремя ребрами со сквозными отверстиями, приваренными снизу стального листа по краям трех его боковых сторон, каждый из ложементов размещают в соответствующем углу полувагона до упора двух смежных торцевых поверхностей нижнего основания с соответствующими двумя смежными боковыми стенками полувагона, через сквозные отверстия двух ребер П-образной опоры, обращенных к двум смежным боковым стенкам полувагона, производят на них разметку, по которой производят сквозное сверление с внутренней стороны боковых стенок полувагона, а затем снаружи производят рассверливание полученных отверстий, через полученные отверстия в боковых стенках полувагона и сквозные отверстия соответствующих двух ребер П-образной опоры производят прикрепление нижнего основания ложемента к двум смежным боковым стенкам полувагона посредством болтового соединения, после чего сверху на нижнем основании размещают опорный узел, который включает верхнее основание прямоугольной формы, выполненное со сквозными отверстиями для размещения болтов, предназначенных для его скрепления с нижним основанием, закрепленные на верхнем основании опорную площадку прямоугольной формы, две одинаковые направляющие опоры и стойку, выполненные из стального листа, плоские боковые поверхности которого направлены вертикально вверх, при этом закрепленные на верхнем основании направляющие опоры размещают под углом 90° друг к другу с примыканием к двум смежным боковым сторонам опорной площадки, а стойку размещают между ними под углом 45° на одинаковом расстоянии от каждой направляющей опоры, предварительно торцевую поверхность каждой из направляющих опор, обращенную к опорной площадке и размещенную снизу, выполняют с вертикальной частью, сопрягаемую с ней часть выполняют к ней под углом 160±1°, а сопрягаемую с этой наклонной частью верхнюю часть выполняют к ней под углом 170±1°, причем опорные узлы размещают на нижних основаниях таким образом, чтобы стойка каждого опорного узла была обращена к соответствующему углу полувагона, затем через сквозные отверстия в верхних основаниях производят разметку на нижних основаниях, по ней производят сверление сквозных отверстий, через которые и расположенные над ними сквозные отверстия в верхних основаниях осуществляют прикрепление опорных узлов к нижним основаниям посредством болтового соединения с обваркой верхнего основания, после чего на стойках по обеим боковым сторонам верхней части стойки закрепляют косынки, предварительно переместив их до упора их верхних частей на угловую внутреннюю поверхность полувагона, на боковых сторонах направляющих опор также прикрепляют косынки, предварительно переместив до упора их верхних частей на поверхности смежных внутренних боковых стенок полувагона, после установки ложементов в полувагоне снаружи верхней обвязки полувагона белой краской наносят сигнальные полосы напротив направляющих опор для ориентации погрузки контейнера в полувагон.
13. Способ монтажа в полувагоне и подготовки к эксплуатации устройства для перевозки контейнеров по п. 12, отличающийся тем, что косынки, предназначенные для закрепления на направляющих опорах и на стойке, выполняют со сквозными отверстиями, через которые сначала производят разметку боковых поверхностей направляющих опор и стойки, затем рассверливание по разметке сквозных отверстий, через которые посредством точечной сварки или болтового соединения осуществляют скрепление косынок с направляющими опорами и стойками.
14. Способ монтажа в полувагоне и подготовки к эксплуатации устройства для перевозки контейнеров по п. 12, отличающийся тем, что верхние торцевые поверхности косынок, размещенных на направляющих опорах и на стойке, предназначенные для опирания на внутреннюю поверхность боковых стенок и угла кузова полувагона, изготавливают перпендикулярными плоскости опорной площадки.
15. Способ монтажа в полувагоне и подготовки к эксплуатации устройства для перевозки контейнеров по п. 12, отличающийся тем, что разметку крепления в боковых стенках полувагона по сквозным отверстиям П-образных опор осуществляют методом кернения или карандаша разметочного.
16. Способ монтажа в полувагоне и подготовки к эксплуатации устройства для перевозки контейнеров по п. 12, отличающийся тем, что рассверливание сквозных отверстий по разметкам осуществляют посредством магнитного сверлильного станка.
17. Способ монтажа в полувагоне и подготовки к эксплуатации устройства для перевозки контейнеров по п. 12, отличающийся тем, что болты в болтовых соединениях обвариваются.
18. Способ монтажа в полувагоне и подготовки к эксплуатации устройства для перевозки контейнеров по п. 12, отличающийся тем, что места сварки окрашиваются.
| 0 |
|
SU208833A1 | |
| НАВЕСНОЙ ЭЛЕКТРОМАГНИТНЫЙ ДОЗАТОР | 0 |
|
SU203169A1 |
| ОКСИГЕНАТОР ПУЗЫРЬКОВОГО ТИПА ДЛЯ НАСЫЩЕНИЯ КРОВИ КИСЛОРОДОМ | 0 |
|
SU196252A1 |
| US 3410227 A1, 12.11.1968 | |||
| CN 209521685 U, 22.10.2019. | |||

