Предлагаемое изобретение относится к корпусам отсеков ракет-носителей и может быть использовано в области ракетно-космической техники.
Широко известны отсеки ракет-носителей, изготовленные из монолитных панелей, в которых стрингеры (продольные ребра жесткости, подкрепляющие обшивку) выполнены заодно с обшивкой (обечайкой). Такие панели выполняются путем прессования или механической обработки толстых листовых заготовок (см. книгу «Основы конструирования ракет-носителей космических аппаратов» под редакцией В.П. Мишина, В.К. Карраска, М., «Машиностроение». 1991 г., стр. 211, 212, рис. 6.4а, или книгу Л.И. Балабух, Н.А. Алфутов, В.И. Усюкин «Строительная механика ракет», М., «Высшая школа». 1984 г., стр. 323-325, рис. 12.9).
Известно соединение, например, корпусов баков с распорными шпангоутами днищ (или смежных секций корпуса между собой) посредством кольцевых сварных швов через утолщенные гладкие зоны обечаек корпусов и ответных частей конструкции. Взаимная стыковка (соединение) цилиндрического корпуса, например, топливного бака с днищем осуществляется посредством сварки гладких утолщенных участков обечаек (панелей) корпуса с распорным шпангоутом днища (см. книгу «Основы конструирования ракет-носителей космических аппаратов» под редакцией В.П. Мишина, В.К. Карраска, М., «Машиностроение». 1991 г., стр. 348, рис. 10.18, стр. 349, рис. 10.21). В этих стыковочных зонах продольные ребра отсутствуют, и соединение сваркой панелей корпуса с распорным шпангоутом осуществляется по гладкой утолщенной части, образуется достаточно протяженная неподкрепленная зона конструкции (с учетом гладкой части распорного шпангоута), плохо работающая на осевые сжимающие нагрузки и изгибающие моменты.
Поэтому обеспечение передачи нагрузок в зонах стыка, ослабленных сваркой, а также обеспечение жесткостных параметров конструкции в данных зонах не меньше жесткостных параметров корпуса (выполненного из монолитных панелей) является важной задачей при проектировании корпусов отсеков, выполненных по несущей схеме.
В зоне стыка обечайки корпуса отсека со смежным отсеком (или смежной секцией корпуса бака) при действии нагрузок по корпусу реализуется моментное напряженное состояние, где помимо мембранных напряжений «растяжения-сжатия» присутствуют и изгибные напряжения. Длина зоны действия изгибных напряжений в обечайке корпуса отсека, называемой зоной «краевого эффекта», определяется в соответствии со следующим соотношением (см. например, книгу А.А. Уманский «Строительная механика самолета», М., ГНТИ Оборонгиз. 1961 г., стр. 180)
где R - радиус обечайки цилиндрического корпуса;
δ - толщина обечайки цилиндрического корпуса.
Изгибные напряжения характерны для конструкции с переменной жесткостью (какими являются зоны стыка корпуса и торцевых шпангоутов отсеков) и быстро «затухают» (уменьшаются) на длине зоны «краевого эффекта» по мере удаления от данной плоскости стыка.
Поэтому для обеспечения изгибной жесткости корпуса отсека в данных переходных зонах (эквивалентной изгибной жесткости подкрепленной части корпуса, выполненной из монолитных панелей) толщина гладких участков должна быть равной изгибной жесткости панелей с учетом их ребер. Расчеты показывают, что толщина гладкой части панели более, чем в 4-5 раз может превышать толщину обечайки панели, что приводит к увеличению толщины гладких частей и массы панелей корпуса в зонах соединения с торцевыми шпангоутами отсеков, что является недостатком.
Кроме того, в случае выполнения корпуса отсека из монолитных панелей с продольными ребрами из-за технологических особенностей их изготовления практически невозможно выполнить на торцах панелей специальные утолщенные гладкие участки. Например, при изготовлении прессованных (монолитных) панелей протяжкой через профилированные отверстия (фильеры) заготовки в нагретом состоянии панель имеет постоянную форму сечения по длине (см. например, книгу А.Л. Гиммельфарб «Основы конструирования в самолетостроении»», М., «Машиностроение», 1980 г., стр. 325, рис. 15.8). Такая технология изготовления позволяет выполнить краевые утолщения только в направлении, параллельном ребрам, что в последующем при изготовлении корпуса отсека позволяет сваривать такие панели в продольном (меридиональном) направлении (по продольным кромкам). При этом непосредственная сварка торцевых кромок панелей, сваренных между собой по продольным кромкам, с торцевыми шпангоутами отсека невозможна из-за разной толщины их кромок и наличия продольных ребер на торцах панелей.
Следует отметить, что при реализации сварки разнотолщинных кромок, большие перепады толщин между обечайкой панели (имеющей относительно небольшую толщину) и шпангоутом отсека (или ответной частью смежного отсека) (со значительно большей толщиной, чем толщина обечайки панели) приведут к резкому изменению жесткости и неравномерности нагружения зоны их соединения, ослабленной сваркой, что может явиться потенциальной зоной преждевременного разрушения конструкции.
В результате анализа научно-технической и патентной литературы в качестве прототипа устройства принята конструкция корпуса бака жидкого водорода сбрасываемой топливной ступени транспортного корабля «Спейс Шаттл» (см. книгу Л.И. Балабух, Н.А. Алфутов, В.И. Усюкин «Строительная механика ракет», М., «Высшая школа». 1984 г., стр. 293, рис. 11.2). Цилиндрический корпус отсека (силовой цилиндр) собран из четырех цилиндрических секций, каждая из которых сварена из восьми алюминиевых панелей. Каждая секция имеет 96 монолитных продольных стрингеров (ребер). Поперечными элементами жесткости являются тринадцать промежуточных шпангоутов Z-образного сечения, закрепленных на продольных ребрах панелей с внутренней стороны корпуса отсека. Данной конструкции корпуса отсека, выполненного из монолитных панелей и промежуточных шпангоутов, присущи недостатки, описанные выше.
Недостатком данного технического решения - прототипа является также то, что промежуточные шпангоуты устанавливаются и закрепляются исключительно к продольным ребрам панелей, при этом значительные по длине корпуса бака гладкие участки (зоны стыка панелей и распорных шпангоутов) остаются неподкрепленными промежуточными шпангоутами, что уменьшает их несущую способность при действии сжимающих нагрузок и внутреннего давления.
Задачей (целью) предлагаемого изобретения является обеспечение сборки корпуса цилиндрического отсека, выполненного из монолитных панелей, со смежными элементами (торцевыми или распорными шпангоутами) отсека, а также уменьшение массы конструкции корпуса отсека (в том числе и корпуса бака) с обеспечением необходимой жесткости зоны соединения (стыка) корпуса отсека со смежными элементами отсека.
Для достижения поставленной цели к торцам силового цилиндра (сваренного из монолитных панелей, содержащих обечайку и выполненные заодно с ней продольные ребра) корпуса отсека привариваются стыковочные кольца, содержащие цилиндрическую стенку и размещенные на ней ребра жесткости.
Крепление стыковочного кольца к силовому цилиндру осуществляется следующим образом: цилиндрическая стенка стыковочного кольца сваривается с торцами обечаек каждой монолитной панели кольцевым сварным швом, а ребра жесткости стыковочного кольца свариваются с продольными ребрами монолитных панелей стыковыми сварными швами.
Для обеспечения сварки стыковочного кольца с монолитными панелями силового цилиндра предлагается стыковочное кольцо выполнять определенной геометрии и размеров, а именно:
- радиус цилиндрической стенки стыковочного кольца выполняется равным радиусу силового цилиндра, сваренному из монолитных панелей,
- плоскости размещения ребер жесткости стыковочного кольца и плоскости соответствующих продольных ребер монолитных панелей выполняются совпадающими (ребра жесткости стыковочного кольца и соответствующие им продольные ребра монолитных панелей находятся в одних плоскостях), т.е. шаг расстановки ребер жесткости стыковочного кольца совпадает с шагом расположения продольных ребер монолитных панелей.
- по плоскости сварки стыковочного кольца с силовым цилиндром толщина цилиндрической стенки стыковочного кольца выполняется равной толщине обечаек монолитных панелей,
- толщина и высота ребер жесткости стыковочного кольца выполняется равной соответственно толщине и высоте продольных ребер монолитных панелей,
- высоту L стыковочного кольца предлагается определять (в соответствии с длиной зоны «краевого эффекта») из соотношения  где R - радиус силового цилиндра, сваренного из монолитных панелей, δ - толщина обечаек монолитных панелей.
где R - радиус силового цилиндра, сваренного из монолитных панелей, δ - толщина обечаек монолитных панелей.
Кроме того, на ребрах жесткости с внутренней стороны стыковочного кольца предлагается закреплять дополнительные шпангоуты аналогично креплению промежуточных шпангоутов на продольных ребрах монолитных панелей силового цилиндра. Установка шпангоутов на ребрах жесткости стыковочного кольца (дополнительно к уже установленным промежуточным шпангоутам на продольных ребрах монолитных панелей) позволяет эффективно подкрепить и включить в работу зоны стыка (соединения) корпуса отсека со смежными элементами (шпангоутами) при действии на отсек нагрузок.
Предложенная геометрия стыковочного кольца (равенство радиусов цилиндрической стенки кольца и радиуса силового цилиндра, расположение ребер жесткости стыковочного кольца в одних плоскостях с продольными ребрами монолитных панелей), а также равенство толщин свариваемых между собой элементов конструкции (ребер жесткости стыковочного кольца и продольных ребер монолитных панелей, цилиндрической стенки стыковочного кольца и обечаек монолитных панелей) позволяет обеспечить сварку стыковочного кольца и монолитных панелей силового цилиндра и создать единую силовую конструкцию цилиндрического корпуса отсека (бака), воспринимающую все действующие на него нагрузки (силы, изгибающие моменты, избыточное давление).
Высоту L стыковочного кольца предлагается определять (рассчитывать) в соответствии с длиной зоны «краевого эффекта» (зоны действия изгибных напряжений в конструкции) по соотношению (1). Следует отметить, что изгибные напряжения на длине зоны «краевого эффекта» быстро затухают и не распространяются дальше (сверх длины зоны «краевого эффекта») вдоль конструкции цилиндрического корпуса (см. книгу А.А. Уманский «Строительная механика самолета», М., ГНТИ Оборонгиз. 1961 г., стр. 180). Поэтому высоту L стыковочного кольца целесообразно задавать (определять) исходя из длины зоны «краевого эффекта», зоны действия максимальных изгибных напряжений. При установке в данных зонах (цилиндрического корпуса отсека) стыковочного кольца максимальные изгибные напряжения эффективно будут восприниматься стенкой и ребрами жесткости стыковочного кольца. При этом изгибные напряжения в конструкции на длине зоны «краевого эффекта» (на длине L) затухнут и не передадутся на монолитные панели, которые являются основой силового корпуса отсека.
Приварка стыковочного кольца к монолитным панелям силового цилиндра позволяет также обеспечить соединение корпуса отсека со смежным элементом (например, торцевым шпангоутом отсека, или распорным шпангоутом бака). Как было сказано выше (см. листы 2 и 3 Описания) непосредственное соединение монолитных панелей (сваренных в силовой цилиндр) с торцевым шпангоутом отсека невозможно, поэтому наличие стыковочного кольца, приваренного одним своим торцом к силовому цилиндру, позволяет к другому (противоположному) торцу приварить торцевой шпангоут отсека.
Т.к. толщины элементов стыковочного кольца и монолитных панелей силового цилиндра одинаковы, то одинакова их жесткость, значит зона стыка силового цилиндра и торцевого шпангоута отсека (которая определяется жесткостью стыковочного кольца) не меньше, чем жесткость силового цилиндра, сваренного из монолитных панелей. Таким образом, жесткость цилиндрического корпуса отсека (состоящего из монолитных панелей силового цилиндра и стыковочных колец) будет одинаковой по всей его длине.
Стыковочное кольцо является переходным элементом между силовым цилиндром и торцевым шпангоутом отсека, которое обеспечивает их взаимную стыковку без уменьшения жесткости конструкции.
Кроме того, сварка силового цилиндра и торцевых шпангоутов отсека посредством стыковочных колец, имеющих ребра жесткости, вместо сварки протяженных по длине утолщенных гладких участков (с изгибной толщиной, превышающей в 4-5 раз толщину монолитных панелей корпуса отсека) позволяет уменьшить массу конструкции корпуса отсека по сравнению с техническим решением - прототипом.
Конструкция предлагаемого цилиндрического корпуса отсека поясняется на фигурах 1-7.
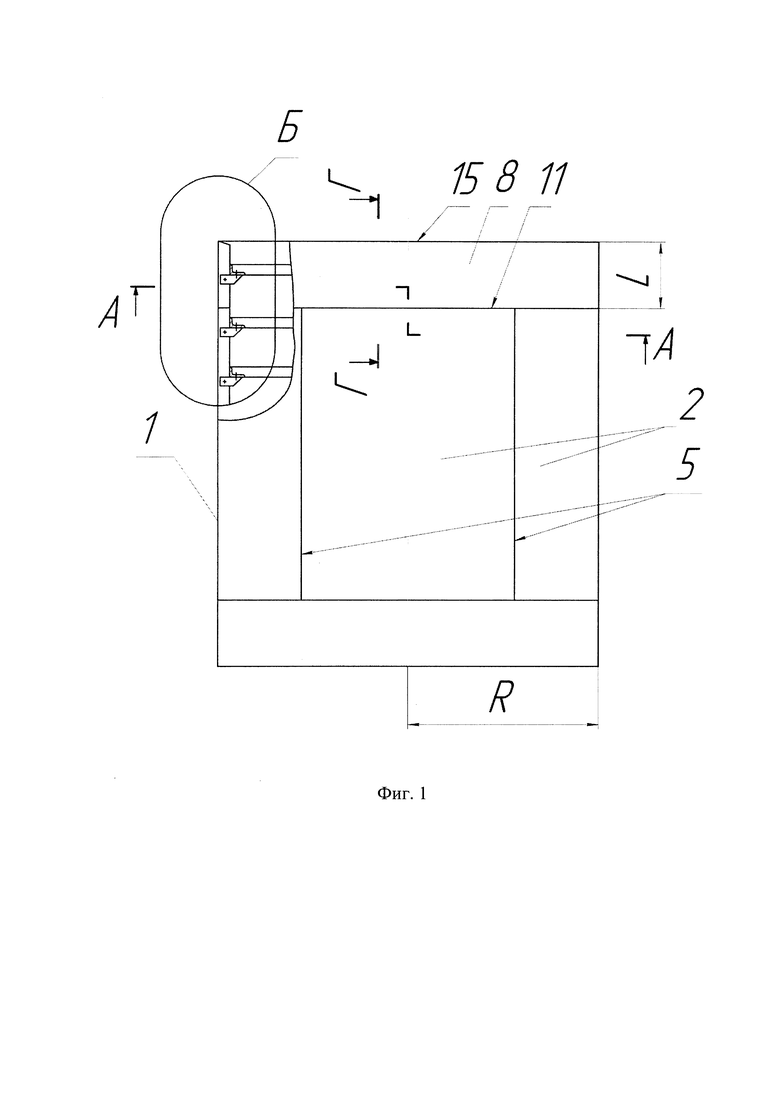
На фигуре 1 изображен общий вид цилиндрического корпуса отсека.
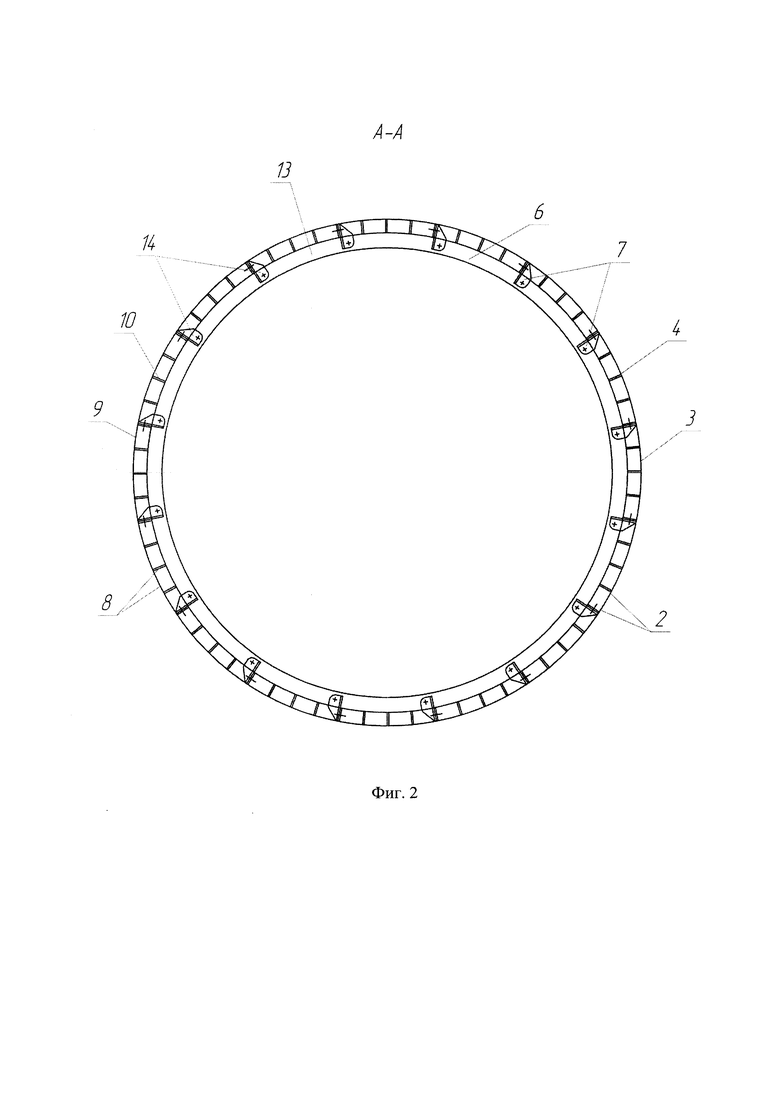
На фигуре 2 представлено сечение А-А согласно фигуре 1.
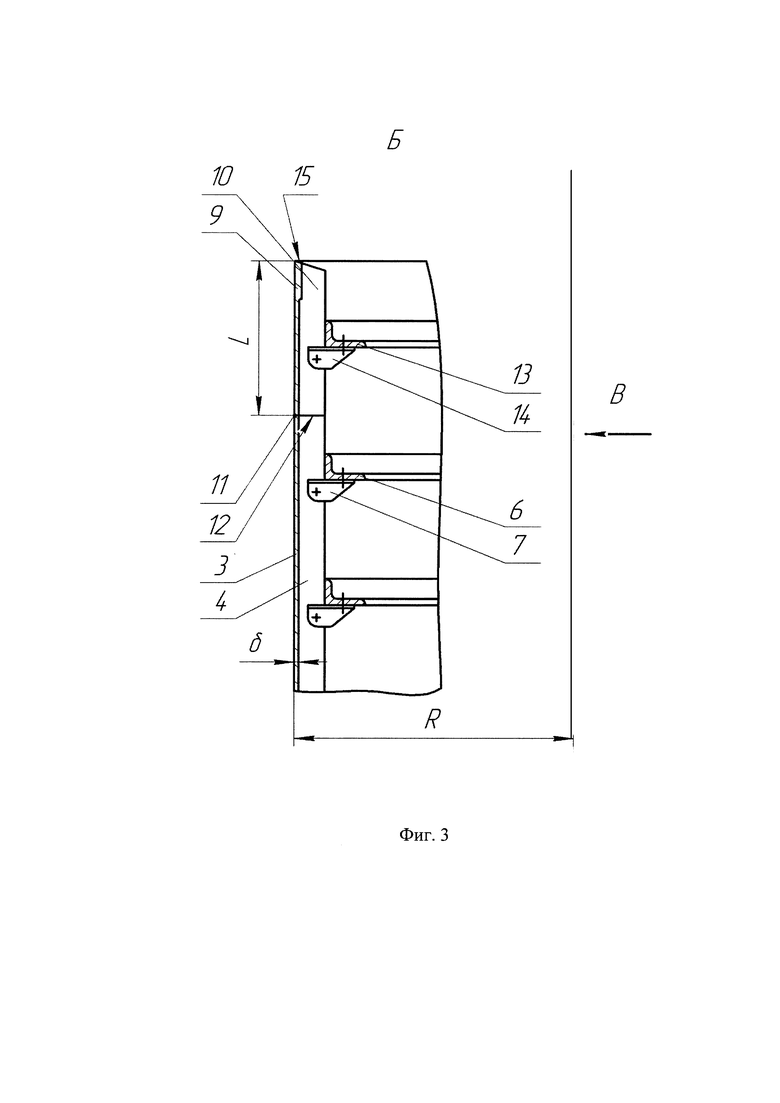
На фигуре 3 показан выносной элемент Б согласно фигуре 1.
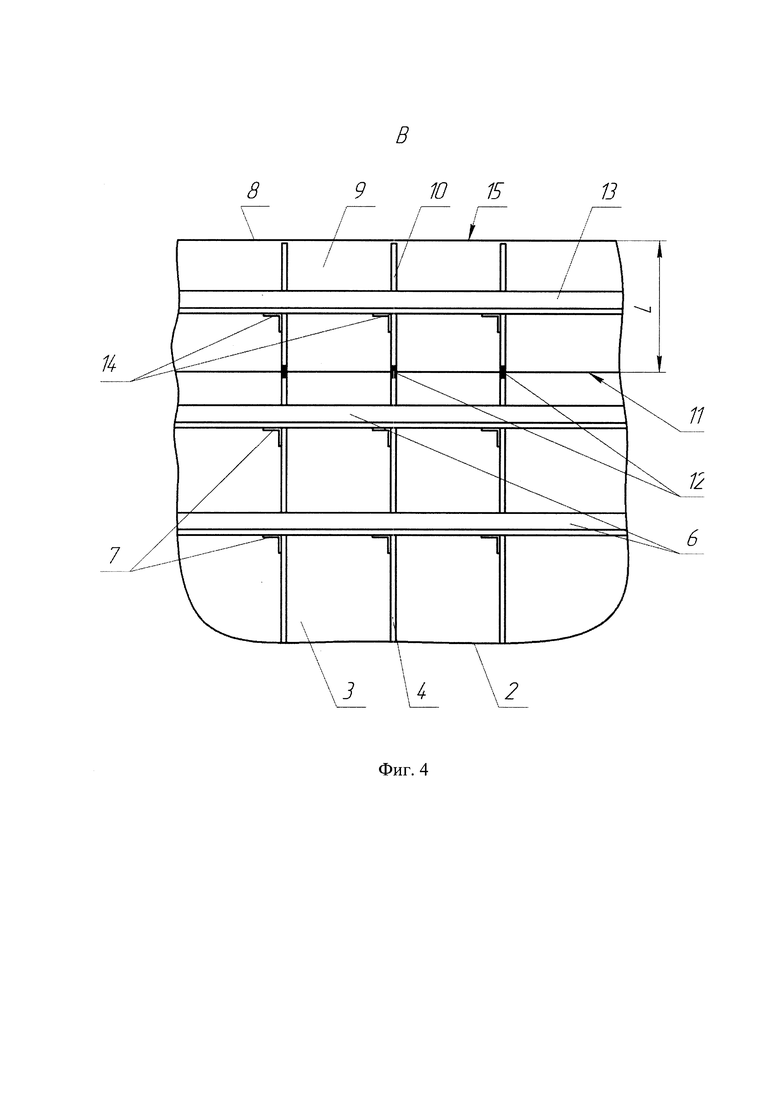
На фигуре 4 изображен вид В согласно фигуре 3.
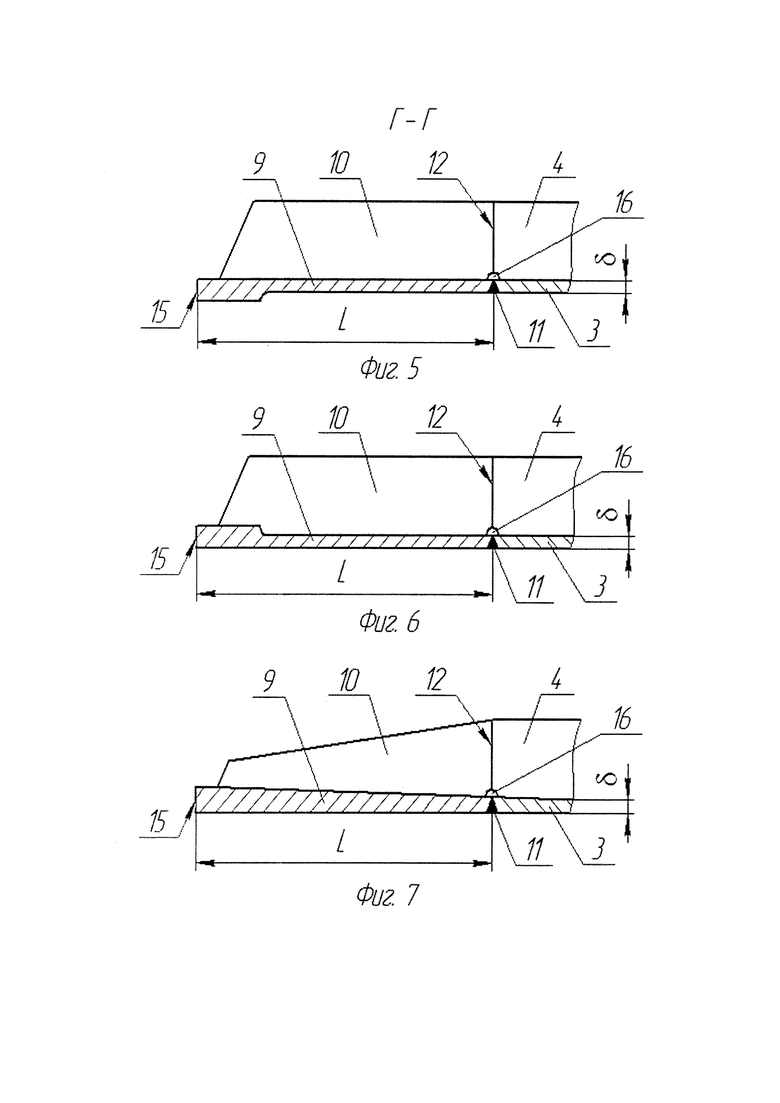
На фигурах 5, 6 и 7 показано сечение Г-Г согласно фигуре 1 для некоторых вариантов выполнения стыковочных колец.
Цилиндрический корпус отсека выполнен состоящим из силового цилиндра 1, сваренного из монолитных панелей 2 (фиг. 1). Каждая панель 2 содержит обечайку 3 и выполненные заодно с ней продольные ребра 4 (фиг. 2, 3, 4). Монолитные панели 2 сварены между собой продольными сварными швами 5 (фиг. 1), параллельными продольным ребрам 4. Внутри силового цилиндра 1 установлены промежуточные шпангоуты 6, закрепленные на продольных ребрах 4 монолитных панелей 2, например, посредством кронштейнов 7 (фиг. 2, 3, 4). Крепление кронштейнов 7 к промежуточным шпангоутам 6 и к продольным ребрам 4 может быть выполнено, например, с помощью винтов или сварных точек (на фигурах условно не показаны).
К торцам силового цилиндра 1 привариваются стыковочные кольца 8 (фиг. 1), содержащие цилиндрическую стенку 9 и размещенные на ней ребра жесткости 10 (фиг. 2, 3, 4). Сварка стыковочного кольца 8 с силовым цилиндром 1 осуществляется приваркой цилиндрической стенки 9 стыковочного кольца 8 с обечайками 3 монолитных панелей 2 посредством кольцевого сварного шва 11 (фиг. 1, 3, 4, 5, 6, 7), и сваркой ребер жесткости 10 стыковочного кольца 8 с соответствующими продольными ребрами 4 монолитных панелей 2 посредством стыковых сварных швов 12 (фиг. 3, 4, 5, 6, 7).
Радиус цилиндрической стенки 9 стыковочного кольца 8 выполняется равным радиусу R силового цилиндра 1, сваренного из монолитных панелей 2, а ребра жесткости 10 стыковочного кольца 8 и продольные ребра 4 монолитных панелей 2 размещаются в одних плоскостях (плоскости ребер жесткости 10 стыковочного кольца 8 и плоскости соответствующих продольных ребер 4 монолитных панелей 2 совпадают). Количество ребер жесткости 10 стыковочного кольца 8 равно количеству продольных ребер 4 всех монолитных панелей 2, сваренных в силовой цилиндр 1 продольными сварными швами 5. Соответственно, и расстояния (по дуге радиуса R) между ребрами жесткости 10 стыковочного кольца 8 равно расстоянию между продольными ребрами 4 монолитных панелей 2 силового цилиндра 1.
Высота L (размер по продольной оси корпуса отсека) стыковочного кольца 8 задается (выбирается) из соотношения (1).
На ребрах жесткости 10 стыковочного кольца 8 с его внутренней стороны закрепляются дополнительные шпангоуты 13 посредством кронштейнов 14 (фиг. 2, 3, 4) аналогично креплению промежуточных шпангоутов 6 посредством кронштейнов 7 к продольным ребрам 4 монолитных панелей 2. Количество дополнительных шпангоутов 13, устанавливаемых на стыковочном кольце 8, зависит от высоты L стыковочного кольца 8 и шага расстановки шпангоутов по длине корпуса отсека. Шаг расстановки дополнительных шпангоутов 13 принимается равным шагу расстановки промежуточных шпангоутов 6 на продольных ребрах 4 монолитных панелей 2. На фиг. 3, 4 показана установка одного дополнительного шпангоута 13 внутри стыковочного кольца 8.
Сборка цилиндрического корпуса отсека проводится в следующей последовательности:
• силовой цилиндр 1 сваривается из монолитных панелей 2 продольными сварными швами 5 (параллельными продольным ребрам 4);
• к торцам силового цилиндра 1 привариваются стыковочные кольца 8 путем приварки цилиндрических стенок 9 стыковочных колец 8 к обечайкам 3 монолитных панелей 2 кольцевым сварным швом 11, и приварки ребер жесткости 10 стыковочных колец 8 к продольным ребрам 4 монолитных панелей 2 стыковыми сварными швами 12;
• промежуточные шпангоуты 6 внутри силового цилиндра 1 закрепляются на продольных ребрах 4 монолитных панелей 2 посредством кронштейнов 7;
• дополнительные шпангоуты 13 закрепляются на ребрах жесткости 10 с внутренней стороны стыковочных колец 8 посредством кронштейнов 14.
Собранный цилиндрический корпус отсека, состоящий из силового цилиндра 1, выполненного из монолитных панелей 2, с приваренными к его торцам стыковочными кольцами 8, затем сваривается с торцевыми шпангоутами отсека, либо с распорными шпангоутами днищ баков (на фиг. условно не показаны), если корпус является частью корпуса бака. Сварка осуществляется по свободным торцам 15 (фиг. 1, 3, 4) стыковочных колец 8, противоположным торцам приварки стыковочных колец 8 к силовому цилиндру 1.
Для обеспечения сварки по плоскости соединения стыковочных колец 8 с силовым цилиндром 1 целесообразно толщину цилиндрической стенки 9 стыковочного кольца 8 выполнять равной толщине 8 обечаек 3 монолитных панелей 2, а толщину и высоту ребер жесткости 10 стыковочного кольца 8 выполнять равной соответственно толщине и высоте продольных ребер 4 монолитных панелей 2.
Для обеспечения соединения (сварки) свободных торцов 15 стыковочного кольца 8 с ответными элементами торцевых шпангоутов (или распорных шпангоутов) цилиндрическая стенка 9 выполняется переменной толщины, а ребра жесткости 10 стыковочного кольца 8 выполняются переменной высоты на небольшом участке стыковочного кольца 8, как показано, например, на фиг. 5, 6, 7. Таим образом, геометрические параметры элементов (стенки 9 и ребер 10) стыковочного кольца 8 соответствуют геометрическим параметрам элементов (обечаек 3 и ребер 4) монолитных панелей 1. Следовательно, жесткость конструкции цилиндрического корпуса в зоне стыка со шпангоутами (которая определяется жесткостью стыковочного кольца 8) будет эквивалентна жесткости монолитных панелей 2 силового цилиндра 1.
В нижней части ребер жесткости 10 стыковочного кольца 8 и продольных ребер 4 монолитных панелей 2 (по плоскости соединения стыковочного кольца 8 с силовым цилиндром 1) выполняется выборка 16 (фиг. 5, 6, 7) под кольцевой сварной шов 11 соединения цилиндрической стенки 9 стыковочного кольца 8 и обечаек 3 монолитных панелей 2.
Предложенный цилиндрический корпус отсека является силовой конструкцией и может применяться в корпусах «сухих» (негерметичных) отсеков РН, например, межбакового, хвостового, приборного отсеков, а также, являясь сварной конструкцией, может использоваться в герметичных корпусах баков. При использовании предложенного корпуса в составе «сухих» (негерметичных) отсеков РН, приборы и оборудование внутри отсеков крепятся к силовому набору - к продольным ребрам монолитных панелей и ребрам жесткости стыковочных колец, а также к промежуточным и дополнительным шпангоутам. В случае применения предложенного корпуса в составе баков РН к ребрам и шпангоутам могут быть закреплены необходимые внутрибаковые устройства.
Силовая конструкция корпуса отсека (бака) работает следующим образом. Предложенный цилиндрический корпус отсека, состоящий из силового цилиндра 1, сваренного из монолитных панелей 2, с приваренными стыковочными кольцами 8, является несущей конструкцией и в составе отсеков (баков) нагружается комбинацией нагрузок: осевыми и поперечными силами, изгибающими моментами, внутренним избыточным давлением. Осевые нагрузки и изгибающие моменты воспринимаются продольными ребрами 4 (совместно с обечайками 3) монолитных панелей 2 и ребрами жесткости 10 (совместно с цилиндрическими стенками 9) стыковочных колец 8. Внутреннее избыточное давление в баке (внутреннее давление возможно и внутри «сухих» отсеков) воспринимается обечайками 3 монолитных панелей 2 и цилиндрическими стенками 9 стыковочных колец 8. Действие поперечных нагрузок воспринимается промежуточными шпангоутами 6, закрепленными внутри силового цилиндра 1 на продольных ребрах 4 монолитных панелей 2 и дополнительными шпангоутами 13, закрепленными на ребрах жесткости 10 с внутренней стороны стыковочных колец 8.
Установка (приварка) на цилиндрический корпус отсека стыковочных колец 8 высотой L (определенной в соответствии с длиной зоны «краевого эффекта» по соотношению (1)) позволяет обеспечить эквивалентность жесткостных параметров зоны стыка цилиндрического корпуса отсека жесткостным параметрам основной силовой конструкции корпуса (силового цилиндра 1), состоящего из монолитных панелей 2 и промежуточных шпангоутов 6, закрепленных на продольных ребрах 4 монолитных панелей 2. Установка дополнительных промежуточных шпангоутов 13 на ребрах жесткости 10 стыковочных колец 8 позволяет более эффективно включить в работу всю длину цилиндрического корпуса отсека (в том числе и зоны стыка со шпангоутами) при действии на него нагрузок.
Заявленное техническое решение (устройство цилиндрического корпуса отсека) по сравнению с прототипом обладает существенными отличиями и позволяет уменьшить массу конструкции с обеспечением жесткостных параметров зоны соединения (стыка) цилиндрического корпуса с торцевыми шпангоутами отсека.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОПЛИВНЫЙ БАК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763410C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ НА ПРОЧНОСТЬ ГОЛОВНОГО ОБТЕКАТЕЛЯ | 2004 |
|
RU2293956C2 |
| КОРПУС ДЛЯ ВНЕШНЕГО ДАВЛЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2441798C1 |
| Переходной отсек ракеты-носителя и его опорный шпангоут | 2017 |
|
RU2661631C1 |
| МАЛЫЙ РАЗГОННЫЙ БЛОК | 2023 |
|
RU2808312C1 |
| СПОСОБ ГОРИЗОНТАЛЬНОЙ СБОРКИ РАКЕТЫ КОСМИЧЕСКОГО НАЗНАЧЕНИЯ С РАСШИРЕННЫМ ГОЛОВНЫМ ОБТЕКАТЕЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2272758C2 |
| ДЕМПФИРУЮЩЕЕ УСТРОЙСТВО ТОПЛИВНОГО БАКА | 2002 |
|
RU2231669C2 |
| РАЗГОННЫЙ БЛОК И СИЛОВОЙ ШПАНГОУТ (2 ВАРИАНТА) | 2007 |
|
RU2340516C1 |
| Комплект приспособлений для виброиспытаний радиоэлектронной аппаратуры в составе цилиндрического отсека и способ виброиспытаний | 2024 |
|
RU2840777C1 |
| Соединение оболочек из композиционных материалов | 1977 |
|
SU708102A1 |
Изобретение относится к области машиностроения, а более конкретно к конструкции ракеты-носителя. Цилиндрический корпус отсека ракеты-носителя состоит из силового цилиндра, сваренного из монолитных панелей, каждая из которых содержит обечайку и выполненные заодно с ней продольные ребра. Монолитные панели сварены между собой продольными сварными швами, параллельными продольным ребрам. Внутри силового цилиндра установлены промежуточные шпангоуты, закрепленные на продольных ребрах монолитных панелей посредством кронштейнов. К торцам силового цилиндра крепятся стыковочные кольца. Каждое кольцо содержит цилиндрическую стенку и размещенные на ней ребра жесткости. К ребрам жесткости крепятся дополнительные шпангоуты посредством кронштейнов аналогично креплению промежуточных шпангоутов к продольным ребрам монолитных панелей внутри силового цилиндра. По плоскости сварки стыковочного кольца с торцом силового цилиндра толщина цилиндрической стенки стыковочного кольца выполняется равной толщине обечаек монолитных панелей, а толщина и высота ребер жесткости стыковочного кольца выполняется равной соответственно толщине и высоте продольных ребер монолитных панелей. Достигается уменьшение массы. 1 з.п. ф-лы, 7 ил.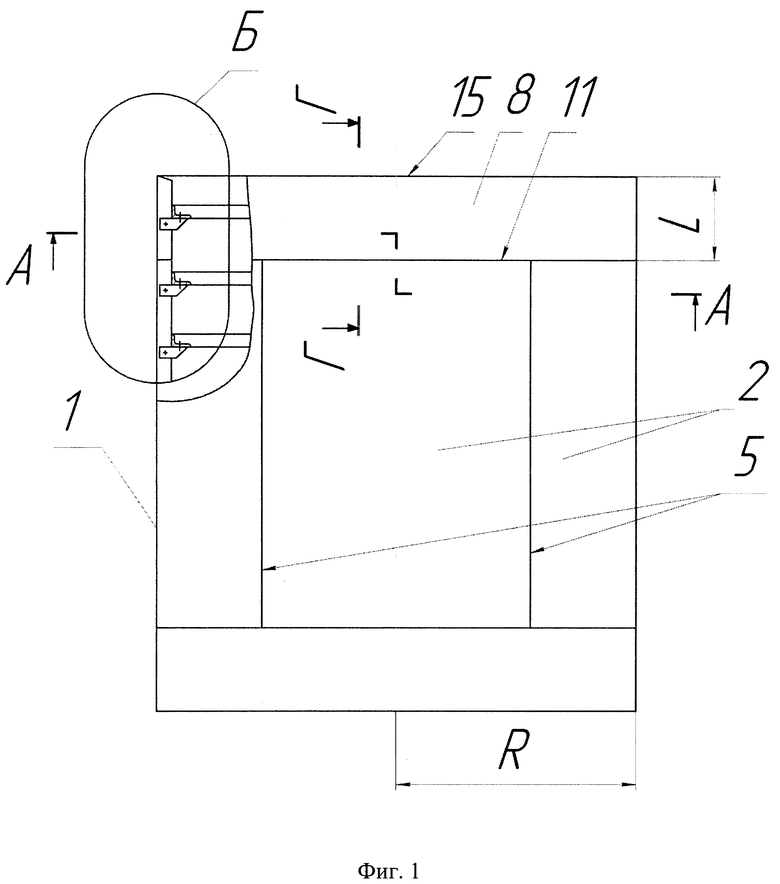
1. Цилиндрический корпус отсека ракеты-носителя, состоящий из силового цилиндра, сваренного из монолитных панелей, содержащих обечайку и выполненные заодно с ней продольные ребра, и промежуточных шпангоутов, закрепленных внутри силового цилиндра на продольных ребрах монолитных панелей посредством кронштейнов, отличающийся тем, что к торцам силового цилиндра крепятся стыковочные кольца, содержащие цилиндрическую стенку и размещенные на ней ребра жесткости, причем взаимное крепление стыковочного кольца и силового цилиндра осуществляется приваркой цилиндрической стенки стыковочного кольца к обечайкам монолитных панелей силового цилиндра кольцевым сварным швом и приваркой ребер жесткости стыковочного кольца к соответствующим продольным ребрам монолитных панелей силового цилиндра стыковыми сварными швами, при этом радиус цилиндрической стенки стыковочного кольца выполняется равным радиусу силового цилиндра, а ребра жесткости стыковочного кольца и соответствующие продольные ребра монолитных панелей располагаются в одной плоскости, при этом по плоскости крепления стыковочного кольца и силового цилиндра толщина цилиндрической стенки стыковочного кольца выполняется равной толщине обечаек монолитных панелей силового цилиндра, а толщина и высота ребер жесткости стыковочного кольца выполняется равной соответственно толщине и высоте продольных ребер монолитных панелей силового цилиндра, при этом высота L стыковочного кольца определяется из соотношения
где R - радиус силового цилиндра, сваренного из монолитных панелей;
δ - толщина обечаек монолитных панелей.
2. Цилиндрический корпус отсека ракеты-носителя по п. 1, отличающийся тем, что на ребрах жесткости с внутренней стороны стыковочного кольца закрепляются дополнительные шпангоуты.
| ОТСЕК-ПЛАТФОРМА РАКЕТЫ ДЛЯ КРЕПЛЕНИЯ ЭЛЕМЕНТОВ ПОЛЕЗНОГО ГРУЗА | 1993 |
|
RU2072953C1 |
| RU 2073188 C1, 10.02.1997 | |||
| CN 109277709 A, 29.01.2019 | |||
| US 8189345 B2, 29.05.2012. | |||

