Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему элементу для впитывающего изделия.
Предшествующий уровень техники
[0002]
Впитывающие изделия, такие как одноразовые подгузники и гигиенические прокладки, как правило, образованы с верхним листом, который размещается в месте, относительно близком к коже носителя, задним листом, который размещается в месте, относительно удаленном от кожи носителя, и впитывающим элементом, которая расположен между верхним листом и задним листом. Впитывающий элемент, как правило, состоит из стопы волокон волокнистых материалов, таких как древесная целлюлоза, и во многих случаях частицы впитывающего полимера опираются на стопу волокон. Будучи относительно объемным и толстым, впитывающий элемент, состоящий из стопы волокон волокнистых материала, обладает очень хорошим пружинением и тому подобными свойствами. Однако, к сожалению, из-за объемности впитывающее изделие не является тонким и имеет непривлекательный вид, и носитель впитывающего изделия ощущает дискомфорт из-за жесткости и тому подобного. В частности, в случае, когда носитель выделяет выделяемые организмом, текучие среды, такие как моча и менструальная кровь, во впитывающее изделие, впитывающий элемент впитывает и удерживает выделения и, следовательно, набухает, что делает вышеуказанную проблему более серьезной. Следовательно, выполняются исследования, чтобы сделать впитывающий элемент более тонким.
[0003]
В качестве известного технического решения, предназначенного для получения более тонкого впитывающего элемента, например, в патентном литературном источнике 1 описан впитывающий элемент, который образован посредством верхнего впитывающего элемента, состоящего из целлюлозы и впитывающего полимера, и нижнего впитывающего элемента, который расположен так, что он прилегает к стороне поверхности верхнего впитывающего элемента, не обращенной к коже, и состоит из двух листов и впитывающего полимера, размещенного между ними. В верхнем впитывающем элементе образованы отверстия, которые проходят в продольном направлении (направлении от передней стороны к задней стороне носителя) впитывающего изделия, в котором используется впитывающий элемент. Нижний впитывающий элемент разделен на множество зон размещения впитывающего полимера, каждая из которых состоит из двух листов, соединенных вместе, и впитывающих полимеров в виде частиц, изолированных в пространстве между листами, и промежуток между зонами размещения впитывающего полимера, соседними друг с другом, образует часть с проточным каналом, вдавленную от зон размещения впитывающего полимера. В части с проточным каналом впитывающие полимеры отсутствуют или имеются с поверхностной плотностью, более низкой, чем в зоне размещения впитывающего полимера. Следовательно, в нижнем впитывающем элементе впитывающие полимеры распределены неравномерно. Во впитывающем элементе, описанном в патентном литературном источнике 1, выбран листообразный нижний впитывающий элемент, состоящий в основном из впитывающего полимера, так что впитывающий элемент может обеспечить достаточную впитывающую способность, несмотря на то, что он является тонким, и, поскольку верхний впитывающий элемент также содержит впитывающий полимер, могут быть решены проблемы, связанные с недостаточной способностью к удерживанию жидкости и возникновением обратного потока, которые представляют собой проблемы, возникающие в случае, когда впитывающий элемент состоит только из целлюлозы.
[0004]
В патентном литературном источнике 2 также описан впитывающий элемент, имеющий двухслойную структуру, аналогичную впитывающему элементу по патентному литературному источнику 1. Во впитывающем элементе, описанном в патентном литературном источнике 2, нижний слой в двухслойной структуре, относительно удаленный от кожи носителя, по существу не содержит целлюлозы и образован в основном из впитывающего полимера. Кроме того, в патентном литературном источнике 3 описана конструкция впитывающего листа, имеющего структуру, состоящую из двух или более листов гидрофильного нетканого материала и из впитывающего слоя, который содержит впитывающий полимер и адгезив и расположен между данными листами, при этом впитывающий слой разделен в направлении толщины посредством водопроницаемой подложки.
Перечень ссылок
Патентные литературные источники
[0005]
Патентный литературный источник 1: JP2018-50987 A
Патентный литературный источник 2: JP2010-529879 T
Патентный литературный источник 3: WO2010/076857
Сущность изобретения
[0006]
Настоящее изобретение представляет собой впитывающий элемент, используемый во впитывающем изделии, при этом впитывающее изделие имеет продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению, при этом впитывающее изделие включает в себя промежностную часть, размещаемую на промежностной части тела носителя, переднюю часть, размещаемую ближе к передней стороне носителя по сравнению с промежностной частью, и заднюю часть, размещаемую ближе к задней стороне носителя по сравнению с промежностной частью.
В одном варианте осуществления впитывающего элемента по настоящему изобретению впитывающий элемент включает в себя промежуточный лист, первый лист, который расположен со стороны поверхности промежуточного листа, не обращенной к коже, и второй лист, который расположен со стороны поверхности промежуточного листа, обращенной к коже, при этом первая сердцевина, которая содержит по меньшей мере впитывающий полимер в качестве впитывающего материала, расположена между первым листом и промежуточным листом, и впитывающая вторая сердцевина, которая набухает при впитывании жидкости, расположена между промежуточным листом и вторым листом.
В одном варианте осуществления впитывающего элемента по настоящему изобретению сквозное отверстие, которое проходит через вторую сердцевину в направлении толщины, образовано в той зоне второй сердцевины, которая соответствует промежностной части, и второй лист и промежуточный лист находятся ближе друг к другу в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, чем в зоне, перекрывающей часть, в которой не образовано сквозное отверстие и которая расположена вокруг сквозного отверстия во второй сердцевине, если смотреть на вид сверху.
В одном варианте осуществления впитывающего элемента по настоящему изобретению доля впитывающего полимера в материале, образующем первую сердцевину, составляет 90% масс. или более.
В одном варианте осуществления впитывающего элемента по настоящему изобретению впитывающий полимер равномерно распределен в той зоне первой сердцевины, которая соответствует промежностной части.
В одном варианте осуществления впитывающего элемента по настоящему изобретению впитывающий элемент, впитавший жидкость, имеет углубление на стороне обращенной к коже поверхности и на стороне не обращенной к коже поверхности зоны, которая перекрывает сквозное отверстие, если смотреть на вид сверху, и глубина углубления на стороне поверхности, не обращенной к коже, составляет не более 40% от глубины углубления на стороне поверхности, обращенной к коже.
[0007]
Кроме того, настоящее изобретение представляет собой впитывающее изделие, включающее в себя впитывающий элемент по настоящему изобретению.
Другие признаки, эффекты и варианты осуществления настоящего изобретения будут описаны ниже.
Краткое описание чертежей
[0008]
[Фиг.1] Фиг.1 представляет собой развернутый вид сверху, схематически показывающий сторону обращенной к коже поверхности (сторону верхнего листа) одноразового подгузника раскрываемого типа, который представляет собой вариант осуществления впитывающего изделия по настоящему изобретению, в его плоско разложенном нестянутом состоянии.
[Фиг.2] Фиг.2 представляет собой схематический вид в разрезе, выполненном по линии I-I на фиг.1.
[Фиг.3] Фиг.3 представляет собой вид сверху, схематически показывающий сторону поверхности впитывающего элемента, обращенной к коже, в одноразовом подгузнике по фиг.1.
[Фиг.4] Фиг.4 представляет собой вид в разрезе, схематически показывающий сечение, выполненное вдоль направления толщины в месте впитывающего элемента, центральном в продольном направлении (вдоль линии, центральной в продольном направлении и обозначенной ссылочной позицией CLx), показанном на фиг.3.
[Фиг.5] Фиг.5(а) и 5(b) представляют собой схематические виды в разрезе впитывающего элемента, показанного на фиг.4, которые упрощены. Фиг.5(а) показывает впитывающий элемент, который еще не впитал жидкость, и фиг.5(b) показывает впитывающий элемент, который впитал жидкость.
[Фиг.6] Фиг.6(а) и 6(b) представляют собой виды в разрезе, каждый из которых схематически показывает сечение части варианта осуществления впитывающего элемента по настоящему изобретению, выполненное вдоль направления толщины.
[Фиг.7] Каждая из фиг.7(а)-7(с) представляет собой схематический вид сверху многослойной структуры, образованной со стороны первой сердцевины, в примерах или сравнительных примерах.
[Фиг.8] Фиг.8 представляет собой вид для иллюстрирования способа подготовки образца для определения степени BR изменения изгибной жесткости многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), на единицу изменения толщины, при этом степень BR изменения изгибной жесткости определяют в продольном направлении и боковом направлении до и после впитывания жидкости.
[Фиг.9] Фиг.9 представляет собой вид для иллюстрирования способа подготовки образца для определения степени BR изменения изгибной жесткости многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), на единицу изменения толщины, при этом степень BR изменения изгибной жесткости определяют в наклонном направлении до и после впитывания жидкости.
Описание вариантов осуществления
[0009]
Большинство известных технических решений, направленных на образование более тонкого впитывающего элемента, направлены на уменьшение толщины до впитывания жидкости, и в действительности имеется малое количество технических решений, направленных на обеспечение различных свойств, таких как гибкость после впитывания жидкости и способность к впитыванию жидкости.
[0010]
В качестве впитывающего элемента для впитывающего изделия известен впитывающий элемент, который предусмотрен с частью (в дальнейшем также называемой «частью, в которой отсутствует образующий материал»), в которой материал, образующий впитывающий элемент, отсутствует, или имеется материал, образующий впитывающий элемент, с более низкой поверхностной плотностью, чем в периферийной части, по соображениям, связанным с уменьшением дискомфорта, возникающего при ношении впитывающего изделия, повышением способности к впитыванию жидкости или способности к обеспечению диффузии жидкости, и тому подобным (см., например, патентный литературный источник 1). Однако авторы настоящего изобретения установили, что в случае, когда тонкий впитывающий элемент с неровностью на поверхности в зоне, в которой образована часть, в которой отсутствует образующий материал, используется в одноразовом подгузнике, по мере набухания впитывающего элемента в подгузнике при впитывании выделений носителя зона размещения впитывающего элемента в пределах наружной поверхности подгузника набухает с формой неровности, которая соответствует неровности впитывающего элемента, и видна снаружи, и данная зона размещения часто ощущается как бугристая/неровная при касании пальцами. Такое явление, при котором неровность возникает на наружной поверхности впитывающего изделия при набухании впитывающего элемента, имеющего неровность на поверхности, является вполне естественным и не создает проблемы с точки зрения качества впитывающего изделия как товара. Однако иногда данное явление заставляет обычных потребителей думать, что впитывающий элемент разорван и не может функционировать надлежащим образом. Следовательно, например, в случае, когда вышеуказанное явление возникает в одноразовом подгузнике, носимом ребенком, третья сторона, такая как мать, которая удостоверилась в возникновении данного явления, может прийти к неправильному умозаключению о том, что впитывающий элемент разорван, и заменить подгузник, который по-прежнему является пригодным. В настоящее время существует мало технических решений, направленных на решение конкретной проблемы впитывающего элемента данного типа, в частности, тонкого впитывающего элемента, имеющего часть, в которой отсутствует образующий материал.
[0011]
Следовательно, настоящее изобретение направлено на то, чтобы предложить впитывающий элемент для впитывающего изделия, который имеет достаточную способность к впитыванию жидкости, даже несмотря на то, что он выполнен тонким, уменьшает дискомфорт, возникающий при ношении впитывающего изделия, и с малой вероятностью создает возможность возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента, на наружной поверхности впитывающего изделия после впитывания жидкости.
[0012]
В дальнейшем настоящее изобретение будет описано на основе предпочтительных вариантов осуществления со ссылкой на чертежи. В описании нижеуказанных чертежей одинаковые или аналогичные компоненты обозначены одинаковыми или аналогичными ссылочными позициями. Чертежи в основном представляют собой схематические виды, и соотношение размеров в некоторых случаях может отличаться от реального.
[0013]
Впитывающее изделие по настоящему изобретению имеет направление от передней стороны к задней стороне носителя, то есть продольное направление (обозначенное ссылочной позицией “X” на чертеже), соответствующее направлению, проходящему от передней стороны к задней стороне через промежностную часть, и боковое направление (обозначенное ссылочной позицией “Y” на чертеже), ортогональное к продольному направлению.
В нижеприведенном описании, если не указано иное, продольное направление представляет собой то же направление, что и продольное направление впитывающего изделия или продольное направление составляющего элемента (например, впитывающего элемента) впитывающего изделия, и боковое направление представляет собой то же направление, что и боковое направление впитывающего изделия или боковое направление составляющего элемента впитывающего изделия.
Впитывающее изделие по настоящему изобретению включает в себя впитывающий элемент (обозначенный ссылочной позицией “10” на чертеже), который впитывает и удерживает выделяемую организмом, текучую среду.
Фиг.1 и 2 показывают одноразовый подгузник 1, который представляет собой вариант осуществления впитывающего изделия по настоящему изобретению, и подгузник 1 имеет конструкцию, описанную выше.
[0014]
Подгузник 1 разделен в продольном направлении Х на три части, включая промежностную часть В, которая размещается на промежностной части тела носителя и включает в себя часть (не показанную на чертеже), которая обращена к выделительной части тела и расположена напротив выделительной части, такой как пенис, переднюю часть А, которая размещается ближе к передней (front) стороне (передней (anterior) стороне) носителя, чем промежностная часть В, и заднюю часть С, которая размещается ближе к задней (rear) стороне (задней (posterior) стороне) носителя, чем промежностная часть В. Как правило, каждая из передней части А и задней части С включает в себя поясную часть, которая размещается вокруг талии носителя при ношении подгузника 1. Передняя часть А представляет собой часть передней основной части подгузника 1, и задняя часть С представляет собой часть задней основной части подгузника 1. Промежностная часть В расположена от передней основной части до задней основной части подгузника 1.
В настоящем изобретении передняя часть А, промежностная часть В и задняя часть С могут представлять собой зоны, определенные в случае, когда подгузник 1, находящийся в его плоско разложенном, нестянутом состоянии, разделен в продольном направлении Х на три равные части. «Плоско разложенное нестянутое состояние», упомянутое в данном документе, означает, что обеспечивается плоское состояние подгузника, как показано на фиг.1, и эластичные элементы каждой части подгузника, находящегося в плоско разложенном состоянии, растянуты так, что подгузник будет расправлен до расчетного размера (такого же размера, как размер подгузника, расправленного в плоскости при полном исключении влияния эластичных элементов).
[0015]
Подгузник 1 представляет собой одноразовый подгузник так называемого раскрываемого типа. Как показано на фиг.1, подгузник 1 включает в себя элемент 8 для прикрепления, который находится в боковых краевых частях задней части С подгузника 1, проходящих в продольном направлении Х, и имеет прикрепляемую часть 7, и зону 9 для прикрепления, которая находится на той поверхности передней части А, которая не обращена к коже, и обеспечивает возможность прикрепления прикрепляемой части 7 к ней.
Кроме того, подгузник 1 включает в себя впитывающий комплект 2, который включает в себя впитывающий элемент 10, впитывающий и удерживающий выделяемую организмом, текучую среду, такую как моча, которую выделяет носитель, и клапанную часть 5, которая выступает наружу от периферийного края впитывающего комплекта 2.
[0016]
Впитывающий комплект 2 включает в себя проницаемый для жидкостей, верхний лист 3, который образует поверхность, обращенную к коже, не проницаемый для жидкостей, минимально проницаемый для жидкостей или водоотталкивающий задний лист 4, который образует поверхность, не обращенную к коже, и удерживающий жидкости, впитывающий элемент 10, который расположен между листами 3 и 4. Впитывающий комплект 2 имеет конструкцию, в которой данные элементы объединены в одно целое с помощью известного средства соединения, такого как адгезивы. Впитывающий комплект 2 проходит в продольном направлении Х от передней части А до задней части С. В качестве верхнего листа 3 и заднего листа 4 можно без особого ограничения использовать листы, традиционно используемые для впитывающего изделия данного типа. В качестве верхнего листа 3 можно использовать, например, различные нетканые материалы или пористые пленки. В качестве заднего листа 4 можно использовать, например, полимерную пленку или многослойный материал из полимерной пленки и нетканого материала.
[0017]
В настоящем описании «поверхность, обращенная к коже», представляет собой поверхность впитывающего изделия или его составляющих элементов (например, впитывающего элемента), которая обращена к стороне кожи носителя при ношении впитывающего изделия, другими словами, сторону, которая является относительно близкой к коже носителя. «Поверхность, не обращенная к коже», представляет собой поверхность впитывающего изделия или его составляющих элементов, которая обращена в сторону, противоположную по отношению к стороне кожи, при ношении впитывающего изделия, другими словами, сторону, которая является относительно удаленной от кожи носителя. Выражение «при ношении впитывающего изделия», используемое в данном документе, означает состояние, когда впитывающее изделие носят и оно остается в его нормальном и надлежащем положении, то есть в правильном положении. На фиг.2 и 4-6(а) и 6(b) настоящей заявки (на видах в разрезе, выполненном вдоль направления толщины) верхняя поверхность (поверхность, расположенная с соответственно верхней стороны) каждого составляющего элемента (например, впитывающего элемента 10) представляет собой поверхность, обращенную к коже, и нижняя поверхность (поверхность, расположенная с соответственно нижней стороны) каждого составляющего элемента представляет собой поверхность, не обращенную к коже.
[0018]
Клапанная часть 5 образована элементом, выступающим наружу от периферийного края впитывающего комплекта 2, и представляет собой часть, в которой впитывающий элемент не размещен. В представленном варианте осуществления, показанном на фиг.2, верхний лист 3 закрывает поверхность впитывающего элемента 10, обращенную к коже, на всей ее протяженности, задний лист 4 закрывает поверхность впитывающего элемента 10, не обращенную к коже, на всей ее протяженности, и листы 3 и 4 выступают наружу в боковом направлении Y от боковых краев впитывающего комплекта 2, проходящих в продольном направлении Х, и образуют часть клапанной части 5 (боковой клапанной части, которая выступает наружу в боковом направлении Y от боковых краев впитывающего комплекта 2, проходящих в продольном направлении Х, и от виртуальных линий продолжения данных боковых краев) вместе с листом 60, предназначенным для образования манжеты, которая защищает от утечки и будет описана позднее. Множество элементов, образующих клапанную часть 5, соединены друг с другом с помощью известных средств соединения, таких как адгезив, термосварка и ультразвуковая сварка.
[0019]
Как показано на фиг.1 и 2, манжеты 6, защищающие от утечки, которые поднимаются по направлению к стороне кожи носителя при ношении подгузника, расположены с обеих сторон впитывающего комплекта 2, проходящих в продольном направлении Х. Более конкретно, две манжеты 6, защищающие от утечки и образованные посредством листа 60, предназначенного для образования манжеты, защищающей от утечки, который является стойким к воздействию жидкостей или водоотталкивающим и воздухопроницаемым, размещены на обеих сторонах поверхности впитывающего комплекта 2, обращенной к коже, которые проходят в продольном направлении Х. Одна та сторона каждого из листов 60, предназначенных для образования двух манжет, защищающих от утечки, которая является концевой в боковом направлении Y, представляет собой закрепленную концевую часть, которая прикреплена к другим элементам (верхнему листу 3 и заднему листу 4 в варианте осуществления, показанном на чертеже), и другая сторона каждого из листов 60, концевая в боковом направлении Y, представляет собой свободную концевую часть, которая не прикреплена к другим элементам. В свободной концевой части каждого из листов 60, предназначенных для образования манжет, защищающих от утечки, размещен эластичный элемент 61, предназначенный для образования манжеты, защищающей от утечки, который прикреплен к данной свободной концевой части в состоянии, в котором он растянут в продольном направлении Х, для обеспечения возможности его растягивания в продольном направлении Х. При ношении подгузника 1 соответствующая свободной концевой части сторона листа 60, предназначенного для образования манжеты, защищающей от утечки, под действием стягивающего усилия, создаваемого эластичным элементом 61, предназначенным для образования манжеты, защищающей от утечки, поднимается по меньшей мере в промежностной части В по направлению к носителю от закрепленной части 62, прикрепленной к другим элементам, как базового конца при подъеме. Подъем манжеты 6, защищающей от утечки и описанной выше, предотвращает вытекание выделений, таких как моча, наружу в боковом направлении Y.
[0020]
В клапанной части 5 в зоне той части каждой из передней части А и задней части С, которая является концевой в продольном направлении Х, то есть в поясной концевой части, множество эластичных элементов 31, предназначенных для образования поясных сборок, размещены с возможностью растягивания в боковом направлении Y. Множество эластичных элементов 31 размещены с промежутками с заданным интервалом в продольном направлении Х. Поскольку эластичные элементы 31 размещены в состоянии, в котором они проявляют эластичность так, как описано выше, по существу непрерывные круговые сборки для талии (поясные сборки) образуются на всей периферии поясной концевой части каждой из передней части А и задней части С, при этом поясная концевая часть представляет собой часть, в которой размещены эластичные элементы 31.
Кроме того, в той части клапанной части 5, которая предназначена для ноги и подлежит размещению вокруг ноги носителя при ношении подгузника 1, эластичный элемент 32, предназначенный для образования сборок для ноги, который поддается растягиванию в продольном направлении Х, проходит в продольном направлении Х на всей длине по меньшей мере промежностной части В в продольном направлении Х. Следовательно, при ношении подгузника 1 в части для ноги сборки для ноги образуются вследствие стягивания эластичного элемента 32.
Все данные эластичные элементы 31 и 32, предназначенные для образования сборок, размещены и закреплены между множеством листов (между двумя листами из верхнего листа 3, заднего листа 4 и листа 60, предназначенного для образования манжеты, защищающей от утечки, в данном варианте осуществления), образующих клапанную часть 5, с помощью средств соединения, таких как адгезивы, в состоянии, в котором эластичные элементы 31 и 32 растянуты.
Форма каждого из эластичных элементов 61, 31 и 32, описанных выше, не имеет особых ограничений. Например, можно использовать нитевидные или имеющие вид жилок, эластичные элементы (например, плоские резиновые ленты), имеющие прямоугольное, квадратное, круглое или многоугольное поперечное сечение, или можно использовать нитевидные эластичные элементы мультифиламентного типа.
[0021]
Впитывающий элемент 10, включенный в подгузник 1, представляет собой вариант осуществления впитывающего элемента по настоящему изобретению. Фиг.3 показывает сторону поверхности впитывающего элемента 10, обращенной к коже (сторону поверхности, обращенной к верхнему листу 3), и фиг.4 показывает сечение впитывающего элемента 10, выполненное вдоль направления толщины в месте, центральном в продольном направлении Х. По соображениям, связанным с обеспечением легкого понимания, на фиг.4 элементы, которые фактически находятся в плотном контакте друг с другом, представлены как отделенные друг от друга. То, что показано на фиг.4, необязательно является реальным состоянием. Как показано на фиг.3 и 4, впитывающий элемент 10 включает в себя промежуточный лист 13, первый лист 11, который расположен со стороны поверхности промежуточного листа 13, не обращенной к коже (со стороны, более удаленной от кожи носителя, чем промежуточный лист 13), и второй лист 12, который расположен со стороны поверхности промежуточного листа 13, обращенной к коже (со стороны, более близкой к коже носителя, чем промежуточный лист 13), при этом впитывающая первая сердцевина 14 расположена между первым листом 11 и промежуточным листом 13, и впитывающая вторая сердцевина 15, которая набухает при впитывании жидкости, расположена между промежуточным листом 13 и вторым листом 12. Во впитывающем элементе 10, описанном выше, сторона второго листа 12 используется в качестве стороны поверхности, принимающей жидкости, которая первой входит в контакт с жидкостью, подлежащей впитыванию.
[0022]
В качестве листов каждого из трех типов (первого листа 11, второго листа 12 и промежуточного листа 13), включенных во впитывающий элемент 10, можно использовать лист, обладающий проницаемостью для жидкостей или способностью к впитыванию жидкостей, который, как правило, представляет собой волокнистый лист, состоящий главным образом из волокна, то есть имеющий содержание волокон, составляющее более 50% масс. Примеры волокна, образующего листы данных трех типов, включают натуральное волокно, такое как волокно из древесной целлюлозы, включая хвойную целлюлозу и лиственную целлюлозу, и волокно из недревесной целлюлозы, включая хлопковую целлюлозу, целлюлозную массу из пеньки и тому подобное; волокно из модифицированной целлюлозы, такой как катионизированная целлюлоза и мерсеризованная целлюлоза (вышеуказанные волокна представляют собой волокна на целлюлозной основе); синтетическое волокно, образованное из смолы, такой как полиэтиленовая или полипропиленовая, и тому подобное. Один вид каждого из данных волокон может быть использован сам по себе, или волокна двух или более видов из данных волокон могут быть использованы при смешивании их вместе. Примеры вариантов листов данных трех типов включают бумагу, тканый материал и нетканый материал. Примеры нетканого материала включают нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, скрепленный посредством нагретых валиков, нетканый материал, полученный гидросплетением, фильерный нетканый материал, нетканый материал мелтблаун и нетканый материал со структурой SMS (слой (S), полученный фильерным способом, - слой (М), полученный способом плавления с раздувом, - слой (S), полученный фильерным способом). Листы данных трех типов, как правило, представляют собой однослойную структуру, состоящую из вышеуказанного материала одного вида, но могут представлять собой многослойную структуру, состоящую из вышеуказанных материалов двух или более видов, которые наложены друг на друга и соединены в одно целое. Составы и конфигурации листов данных трех типов могут быть одинаковыми или могут отличаться друг от друга.
[0023]
В представленном варианте осуществления второй лист 12 состоит из одного широкого листа, имеющего длину (ширину), которая больше ширины самой широкой части (максимальной ширины) других составляющих элементов (первого листа 11, промежуточного листа 13, первой сердцевины 14 и второй сердцевины 15) впитывающего элемента 10, определяемой в боковом направлении Y. Более конкретно, второй лист 12 по данному варианту осуществления имеет ширину, которая не менее чем в 2 раза и не более чем в 3 раза превышает вышеупомянутую максимальную ширину. Как показано на фиг.4, предпочтительно, чтобы второй лист 12 закрывал поверхность второй сердцевины 15, обращенную к коже, на всей ее протяженности и выступал наружу в боковом направлении Y от каждого из боковых краев второй сердцевины 15, проходящих в продольном направлении Х, и чтобы выступающая часть 12Е, образованная в результате этого, была загнута по направлению к стороне поверхности первого листа 11, не обращенной к коже и закрывала поверхность первого листа, не обращенную к коже, на всей ее протяженности. То есть предпочтительно, чтобы второй лист 12 закрывал всю обращенную к коже поверхность и всю не обращенную к коже поверхность многослойной структуры, включающей в себя первый лист 11, промежуточный лист 13, первую сердцевину 14 и вторую сердцевину 15.
[0024]
В настоящем изобретении второй лист 12 может не иметь выступающей части 12Е, и ширина второго листа 12 может быть приблизительно такой же, как максимальная ширина второй сердцевины 15, входящей в контакт со вторым листом 12. Как правило, за исключением второго листа 12, другие составляющие элементы впитывающего элемента 10 (первый лист 11, промежуточный лист 13, первая сердцевина 14 и вторая сердцевина 15) имеют приблизительно одинаковую максимальную ширину, то есть приблизительно одинаковую максимальную длину в боковом направлении Y.
[0025]
Первая сердцевина 14, то есть слой, расположенный между первым листом 11 и промежуточным листом 13, содержит по меньшей мере впитывающий полимер 20 в качестве впитывающего материала. Первая сердцевина 14 отличается тем, что доля впитывающего полимера в материале, образующем первую сердцевину 14, составляет 90% масс. или более. То есть «содержание впитывающего полимера» в первой сердцевине 14 (доля массы впитывающего полимера, содержащегося в первой сердцевине 14, от общей массы материала, образующего сердцевину) составляет 90% масс. или более, и первая сердцевина 14 образована в основном посредством впитывающего полимера 20. «Материал, образующий первую сердцевину 14» (материал, образующий сердцевину), упомянутый в данном документе, означает вещество, размещенное между двумя листами (в частности, первым листом 11 и промежуточным листом 13), расположенными с обеих сторон первой сердцевины 14, которая расположена между данными двумя листами. В данном случае материал, образующий сердцевину, не включает в себя адгезивы, которые нанесены на поверхности (внутренние поверхности) двух листов, обращенные друг к другу. Следовательно, адгезивы, обозначенные ссылочными позициями 22 и 23 на фиг.4, не являются материалом, образующим первую сердцевину 14.
[0026]
Первая сердцевина 14, как правило, содержит только впитывающий полимер 20 в качестве впитывающего материала и не содержит впитывающего волокна, такого как волокно из древесной целлюлозы. В альтернативном варианте, даже несмотря на то, что первая сердцевина 14 содержит впитывающее волокно, содержание впитывающего волокна значительно меньше содержания впитывающего волокна во второй сердцевине 15 (например, составляет не более 10% масс.).
[0027]
В качестве впитывающего полимера 20 в общем случае можно использовать материал, образующий гидрогель и способный впитывать и удерживать воду. Например, можно использовать полимер или сополимер акриловой кислоты или соли акриловой кислоты и щелочного металла. Примеры вышеуказанного включают полиакриловую кислоту и ее соли и полиметакриловую кислоту и ее соли. Конкретные примеры вышеуказанного включают полимер неполной натриевой соли акриловой кислоты. Форма впитывающего полимера 20 не имеет особых ограничений, и частицы впитывающего полимера 20 могут представлять собой, например, сферические, пучкообразные, комковатые, тюкообразные, волокнистые или аморфные частицы или частицы с формой, представляющей собой комбинацию из данных форм. По соображениям, связанным с более равномерным распределением впитывающего полимера 20 при изготовлении первой сердцевины 14 (впитывающего элемента 10) для улучшения способности впитывающего элемента 10 к впитыванию жидкости, предпочтительно использовать впитывающий полимер 20 в виде частиц с одинаковой формой. Также предпочтительно, чтобы впитывающий полимер 20 представлял собой сферические частицы.
[0028]
Адгезивы 22 и 23 предназначены для прикрепления впитывающего полимера 20, содержащегося в первой сердцевине 14, к первому листу 11 и/или промежуточному листу 13 и для соединения листов 11 и 13 вместе. Адгезив 22 нанесен на поверхность (внутреннюю поверхность) первого листа 11, которая обращена к промежуточному листу 13, и адгезив 23 нанесен на поверхность (внутреннюю поверхность) промежуточного листа 13, которая обращена к первому листу 11. В качестве адгезивов 22 и 23 можно без особого ограничения использовать адгезивы, которые могут использоваться для соединения элементов во впитывающем изделии данного типа. Их примеры включают термоплавкий адгезив. Адгезив 22 и адгезив 23 могут представлять собой адгезивы одинакового типа или адгезивы разных типов. Как правило, данные адгезивы представляют собой адгезивы одного и того же типа. Адгезивы 22 и 23 будут описаны позднее.
[0029]
Рисунок нанесения адгезива может различаться или может быть одинаковым для адгезива 22 на стороне первого листа 11 и адгезива 23 на стороне промежуточного листа 13. В случае, когда рисунок нанесения адгезива различается для адгезивов 22 и 23, например, может быть выбрана конфигурация, в которой адгезив на стороне поверхности, принимающей жидкости, которая первой входит в контакт с жидкостью, подлежащей впитыванию в первую сердцевину 14, нанесен так, что часть, не покрытая адгезивом, имеется в заданной зоне с покрытием (например, в зоне, в которой имеется впитывающий полимер 20) в пределах поверхности, покрытой адгезивом, и адгезив на стороне, которая противоположна стороне поверхности, принимающей жидкости, нанесен (посредством нанесения так называемого сплошного покрытия) так, что часть, не покрытая адгезивом, по существу отсутствует в заданной зоне с покрытием в пределах поверхности, покрытой адгезивом. Иногда существует озабоченность, связанная с тем, что проницаемость для жидкостей или способность первой сердцевины 14 к впитыванию жидкостей может ухудшиться в зависимости от типа адгезива, рисунка нанесения и тому подобного. Однако в случае, когда адгезивы нанесены так, что часть, не покрытая адгезивом, имеется на стороне поверхности, принимающей жидкости, но по существу отсутствует на стороне, которая противоположна стороне поверхности, принимающей жидкости, как в вышеуказанной конфигурации, такая озабоченность может быть устранена.
Как показано на фиг.2, в данном варианте осуществления сторона второго листа 12 используется в качестве стороны поверхности впитывающего элемента 10, принимающей жидкости. Следовательно, в первой сердцевине 14 сторона промежуточного листа 13 представляет собой сторону поверхности, принимающей жидкости (сторону, относительно близкую к коже носителя подгузника 1), и сторона первого листа 11 представляет собой сторону (сторону, относительно удаленную от кожи носителя подгузника 1), которая противоположна стороне поверхности, принимающей жидкости. Соответственно, для адгезива 23 на стороне промежуточного листа 13 может быть выбран такой рисунок нанесения, что будут иметься как часть, покрытая адгезивом 23, так и часть, не покрытая адгезивом 23, и для адгезива 22 на стороне первого листа 11 в качестве рисунка нанесения может быть выбрано так называемое сплошное покрытие. Примеры рисунка, обеспечивающего возможность наличия как части, покрытой адгезивом, так и части, не покрытой адгезивом, включают конфигурации, в которых часть, покрытая адгезивом, имеет вид спирали, вершины горы, завесы или полоски, если смотреть на вид сверху.
[0030]
В данном варианте осуществления адгезив нанесен на обе стороны, обращенные друг к другу в направлении толщины при первой сердцевине 14, расположенной между ними, то есть как на сторону первого листа 11, так и на сторону промежуточного листа 13. Однако в настоящем изобретении адгезив может быть нанесен только на одну из данных двух сторон. По соображениям, связанным с обеспечением оптимального сочетания фиксации впитывающего полимера 20 и проницаемости для жидкостей или способности к впитыванию жидкостей, поверхностная плотность адгезива, нанесенного на вышеупомянутые две стороны, обращенные друг другу при первой сердцевине 14, расположенной между ними, (суммарная поверхностная плотность в случае, когда адгезив нанесен как на сторону первого листа 11, так и на сторону промежуточного листа 13) предпочтительно составляет 3 г/м2 или более и более предпочтительно 5 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 50 г/м2 или менее и более предпочтительно 30 г/м2 или менее.
[0031]
Вторая сердцевина 15, то есть слой, расположенный между промежуточным листом 13 и вторым листом 12, содержит по меньшей мере впитывающее волокно (не показанное на чертеже) и впитывающий полимер 20 в качестве впитывающего материала. Вторая сердцевина 15, как правило, образована в основном посредством впитывающего материала. Содержание впитывающего материала во второй сердцевине 15 составляет по меньшей мере 50% масс. или более и может составлять 100% масс., что означает, что весь материал, образующий сердцевину, представляет собой впитывающий материал.
В качестве впитывающего полимера 20 во второй сердцевине 15 можно использовать такой же впитывающий полимер, как содержащийся в первой сердцевине 14.
Примеры впитывающего волокна включают натуральное волокно, такое как волокно из древесной целлюлозы, включая хвойную целлюлозу и лиственную целлюлозу, и волокно из недревесной целлюлозы, включая хлопковую целлюлозу, целлюлозную массу из пеньки и тому подобное; волокно из модифицированной целлюлозы, такой как катионизированная целлюлоза и мерсеризованная целлюлоза (вышеуказанные волокна представляют собой волокна на целлюлозной основе); гидрофильное синтетическое волокно и тому подобное. Один вид каждого из данных волокон может быть использован сам по себе, или волокна двух или более видов из данных волокон могут быть использованы при смешивании их вместе. Впитывающее волокно, содержащееся во второй сердцевине 15, как правило, представляет собой волокно на основе целлюлозы.
[0032]
Термин «впитывающее», используемый в настоящем описании для волокна, представляет собой термин, который могут легко понять специалисты в данной области техники, например, так же, как термин «впитывающая», используемый в отношении целлюлозы. Аналогичным образом специалисты в данной области техники могут легко понять, что термопластичное волокно не является впитывающим. Между тем относительные различия во впитывающей способности можно сравнить друг с другом для определения уровня впитывающей способности волокна на основе показателя влагосодержания, определенного нижеприведенным методом, и может быть задан более предпочтительный диапазон. Содержание влаги во впитывающем волокне предпочтительно составляет 6% или более и более предпочтительно 10% или более. Напротив, содержание влаги в невпитывающем волокне предпочтительно составляет менее 6% и более предпочтительно менее 4%.
[0033]
<Метод определения содержания влаги>
Содержание влаги было рассчитано на основе метода испытаний для определения содержания влаги, приведенного в JIS P8203 (JIS - Японский промышленный стандарт). То есть образец волокна оставляли выстаиваться в испытательной камере при температуре 40°C и относительной влажности 80% в течение 24 часов, и затем измеряли массу F (г) образца волокна в камере до выполнения обработки для получения абсолютного сухого состояния. После этого образец волокна подвергали обработке для получения абсолютно сухого состояния посредством оставления его для выстаивания в течение 1 часа в электрической сушилке (например, изготовленной компанией ISUZUSEISAKUSHO) при температуре 105 ± 2°C. После обработки для получения абсолютно сухого состояния образец волокна, находящийся в испытательной камере при нормальных условиях при температуре 20 ± 2°C и относительной влажности 65 ± 2% и обернутый в пленку Saran (зарегистрированный товарный знак), изготовленную компанией Asahi Kasei Corporation, оставляли выстаиваться в стеклянном влагопоглотителе (например, изготовленном компанией Tech Jam Co., Ltd.), содержащем силикагель (например, изготовленный компанией TOYOTAKAKO Co., Ltd.), до тех пор, пока температура образца волокна не достигала 20 ± 2°C. После этого измеряли постоянную массу F’ (г) образца волокна, и содержание влаги в образце волокна рассчитывали по следующей формуле.
Содержание влаги (%)={(F - F’)/F’} × 100
[0034]
Содержание впитывающего полимера во второй сердцевине 15 предпочтительно составляет 30% масс. или более и более предпочтительно 40% масс. или более. Данное содержание впитывающего полимера предпочтительно составляет 90% масс. или менее и более предпочтительно 80% масс. или менее.
Содержание впитывающего волокна во второй сердцевине 15 предпочтительно составляет 20% масс. или более и более предпочтительно 30% масс. или более. Данное содержание впитывающего волокна предпочтительно составляет 90% масс. или менее и более предпочтительно 80% масс. или менее.
[0035]
Вторая сердцевина 15 может быть изготовлена в соответствии с традиционным способом посредством использования известного устройства для формирования стоп волокон, которое снабжено вращающимся барабаном. Устройство для формирования стоп волокон, как правило, включает в себя вращающийся барабан, который имеет углубления для формирования стоп, образованные на наружной периферийной поверхности барабана, и короб, который имеет внутренний проточный канал для перемещения материала (впитывающего волокна и впитывающего полимера), образующего сердцевину, к углублениям для формирования стоп. В данном устройстве при вращении вращающегося барабана вокруг оси вращения в направлении вдоль окружности барабана материал, образующий сердцевину, который перемещается посредством воздушного потока, создаваемого в проточном канале под действием всасывающей силы, действующей со стороны внутреннего пространства вращающегося барабана, укладывается в стопу в углублениях для формирования стоп. Стопа волокон, сформированная посредством данного этапа укладки в стопу в углублениях, предназначенных для формирования стоп, представляет собой вторую сердцевину 15. Вследствие типового способа ее изготовления, описанного выше, вторая сердцевина 15 может быть названа «впитывающей сердцевиной типа стопы волокон».
[0036]
Как показано на фиг.1-4, сквозное отверстие 15N, которое проходит через вторую сердцевину 15 в направлении толщины, образовано в той зоне второй сердцевины 15, которая соответствует промежностной части В (расположено в промежностной части В). Сквозное отверстие 15N представляет собой часть без образующего материала, в которой отсутствует материал (такой как впитывающее волокно или впитывающий полимер), образующий сердцевину, представляющую собой вторую сердцевину 15. В данном случае иногда материал, образующий сердцевину, может иметься в сквозном отверстии 15N, поскольку материал, образующий сердцевину, представляющую собой вторую сердцевину 15, который выпал из периферийной части (части 15М, в которой не образовано сквозное отверстие и которая будет описана позднее), может попадать в сквозное отверстие 15N. В этом случае поверхностная плотность материала, образующего сердцевину, в сквозном отверстии 15N будет меньше, чем в периферийной части (например, в зоне, проходящей на расстоянии от сквозного отверстия 15N, определяемом в продольном направлении Х или боковом направлении Y и составляющем не более 10 мм). Например, данная поверхностная плотность материала, образующего сердцевину, предпочтительно составляет не более 20% и более предпочтительно не более 10% от поверхностной плотности в периферийной части.
Вторая сердцевина 15 включает в себя часть 15М, в которой не образовано сквозное отверстие, которая расположена вокруг сквозного отверстия 15N и в которой не образовано сквозное отверстие 15N. Сквозное отверстие 15N окружено частью 15М, в которой не образовано сквозное отверстие. Вторая сердцевина 15, как правило, состоит из сквозного отверстия 15N и части 15М, в которой не образовано сквозное отверстие.
[0037]
Как показано на фиг.1 и 3, в данном варианте осуществления сквозное отверстие 15N образовано в виде двух частей, симметричных относительно линии CLy, центральной в боковом направлении, которая разделяет вторую сердцевину 15 пополам в боковом направлении Y и проходит в продольном направлении Х. Два сквозных отверстия 15N образованы с обеих сторон линии CLy, центральной в боковом направлении. Каждое из двух сквозных отверстий 15N имеет форму, удлиненную в продольном направлении Х (направлении длины второй сердцевины 15), в частности, прямоугольную форму, если смотреть на вид сверху.
[0038]
Сквозное отверстие 15N способствует уменьшению дискомфорта, который может ощущать носитель подгузника 1, повышению способности к впитыванию жидкости или способности к обеспечению диффузии жидкости, и тому подобному. То есть сквозное отверстие 15N служит в качестве части, вызывающей деформацию (гибкой оси), когда вторая сердцевина 15, имеющая сквозное отверстие 15N, подвергается деформации, такой как изгиб, при восприятии внешней силы, например, обусловленной давлением со стороны тела, для облегчения деформирования впитывающего элемента 10 в соответствии с формой тела носителя. В результате может быть уменьшен дискомфорт, который может ощущать носитель подгузника 1, и могут быть улучшены ощущение при ношении и прилегание. Кроме того, сквозное отверстие 15N функционирует в качестве проточного канала для выделений, таких как моча, подлежащих впитыванию во впитывающий элемент 10, способствует диффузии выделений в направлении в плоскости и может способствовать эффективному использованию способности впитывающего элемента 10 впитывать жидкости. Поскольку сквозное отверстие 15N играет такую роль, предпочтительно, чтобы сквозное отверстие 15N было расположено в том месте второй сердцевины 15, которое, вероятно, будет воспринимать внешнюю силу, например, обусловленную давлением со стороны тела, и принимать выделения. По этим соображениям предпочтительно, чтобы сквозное отверстие 15N было расположено в той части второй сердцевины 15, которая расположена в промежностной части В. По тем же соображениям предпочтительно, чтобы, как показано на фиг.3, сквозное отверстие 15N проходило в продольном направлении Х так, чтобы оно «пересекало» линию CLx впитывающего элемента 10, центральную в продольном направлении.
[0039]
Длина L (см. фиг.3) сквозного отверстия 15N в продольном направлении Х (направлении длины) предпочтительно составляет 20% или более и более предпочтительно 30% или более от длины L0 (см. фиг.3) второй сердцевины 15 в продольном направлении Х (направлении длины). Доля длины L от длины L0 предпочтительно составляет 95% или менее и более предпочтительно 85% или менее.
Длина сквозного отверстия 15N в боковом направлении Y, то есть ширина W (см. фиг.3), предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более. Ширина W предпочтительно составляет 25 мм или менее и более предпочтительно 20 мм или менее.
Промежуток G (см. фиг.3) между двумя сквозными отверстиями 15N, соседними друг с другом в боковом направлении Y, предпочтительно составляет 10 мм или более и более предпочтительно 15 мм или более. Промежуток G предпочтительно составляет 80 мм или менее и более предпочтительно 60 мм или менее.
[0040]
Сквозное отверстие 15N представляет собой место, образованное посредством преднамеренного воспрепятствования формированию стопы из образующего материала (такого как впитывающее волокно или впитывающий полимер) на этапе укладки в стопу волокон образующего материала в процессе изготовления второй сердцевины 15. Вторая сердцевина 15, имеющая сквозное отверстие 15N, может быть изготовлена в соответствии с традиционно известным способом изготовления впитывающей сердцевины. Как правило, можно изготовить впитывающую сердцевину 15 с помощью способа получения впитывающей сердцевины 15 посредством обеспечения всасывания материала, образующего сердцевину и подаваемого с помощью воздушного потока, и укладки данного материала в стопу в углублениях, предназначенных для формирования стоп и образованных на наружной периферийной поверхности вращающегося барабана, в которых участок нижней части используемых углублений, предназначенных для формирования стоп, который соответствует сквозному отверстию 15N, выступает дальше наружу в радиальном направлении вращающегося барабана по сравнению с периферийной частью. Во второй сердцевине 15, полученной таким способом, часть, в которой отсутствует материал, образующий сердцевину, представляет собой сквозное отверстие 15N.
[0041]
Как показано на фиг.2 и 4, в зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, второй лист 12 и промежуточный лист 13 находятся ближе друг к другу, чем в зоне, которая перекрывает часть 15М, в которой не образовано сквозное отверстие и которая расположена вокруг сквозного отверстия 15N во второй сердцевине 15, если смотреть на вид сверху. То есть, как показано на фиг.5(а) и 5(b) для сравнения, в случае, когда 12S обозначает базу, то есть поверхность второго листа 12, обращенную к коже, в зоне, перекрывающей сквозное отверстие 15N, если смотреть на вид сверху, D1 обозначает разделяющее расстояние между обращенной к коже поверхностью части второго листа 12, которая соответствует части 15М, в которой не образовано сквозное отверстие, и базой 12S в направлении Z толщины впитывающего элемента 10, и D2 обозначает разделяющее расстояние между не обращенной к коже поверхностью части промежуточного листа 13, которая соответствует части 15М, в которой не образовано сквозное отверстие, и базой 12S в направлении Z толщины, разделяющее расстояние D2 меньше разделяющего расстояния D1. Термин «близко», используемый в данном документе, охватывает состояние, в котором листы 12 и 13 расположены на малом расстоянии друг от друга (как правило, на расстоянии, составляющем 5 мм или менее), и состояние, в котором листы 12 и 13 находятся в плотном контакте друг с другом при размещении или без размещения средства соединения, такого как адгезив, между ними. По соображениям, связанным с обеспечением легкого понимания, на фиг.5(а) и 5(b) не проиллюстрированы некоторые (выступающая часть 12Е второго листа 12 и адгезивы 21-25) из составляющих элементов впитывающего элемента 10, показанного на фиг.4.
[0042]
Как показано на фиг.4, в данном варианте осуществления в зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, второй лист 12 и промежуточный лист 13 соединены вместе посредством адгезивов 24 и 25 и находятся в плотном контакте друг с другом. Адгезив 24 нанесен на поверхность промежуточного листа 13, обращенную к коже (поверхность, противоположную поверхности, обращенной к первому листу 11), и адгезив 25 нанесен на поверхность второго листа 12, не обращенную к коже (поверхность, обращенную ко второй сердцевине 15 или промежуточному листу 13). Кроме того, в данном варианте осуществления первый лист 11 и выступающая часть 12Е второго листа 12 соединены вместе посредством адгезива 21, и промежуточный лист 13 и вторая сердцевина 15 соединены вместе посредством адгезива 24. В случае, когда составляющие элементы впитывающего элемента 10 объединены в одно целое посредством адгезивов таким способом, внешний вид впитывающего элемента 10 стабилизируется в больше степени, и заданные характеристики могут быть продемонстрированы более стабильно. В качестве адгезивов 21, 24 и 25 могут быть использованы без особого ограничения адгезивы, которые могут использоваться для соединения элементов во впитывающем изделии данного типа. Их примеры включают термоплавкий адгезив. Количество наносимых адгезивов 21, 24 и 25 и рисунок их нанесения не имеют особых ограничений и могут быть заданы соответствующим образом.
[0043]
Второй лист 12 и промежуточный лист 13 необязательно должны быть соединены вместе во всей зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху. Другими словами, данная вся зона, описанная выше, необязательно должна представлять собой соединенную часть листов 12 и 13, и листы 12 и 13 могут быть соединены вместе по меньшей мере на части такой зоны. То есть зона, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, может включать в себя как часть, в которой второй лист 12 и промежуточный лист 13 находятся в плотном контакте друг с другом посредством адгезивов 24 и 25, так и часть, в которой второй лист 12 и промежуточный лист 13 не находятся в плотном контакте друг с другом, но находятся близко друг к другу. В зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, доля площади, на которой второй лист 12 и промежуточный лист 13 соединены вместе и находятся в плотном контакте друг с другом, предпочтительно составляет по меньшей мере 10% или более и более предпочтительно по меньшей мере 20% или более.
[0044]
Как описано выше, впитывающий элемент 10 включает в себя вторую сердцевину 15, имеющую сквозное отверстие 15N. Следовательно, впитывающий элемент 10 обеспечивает эффект уменьшения дискомфорта, возникающего при ношении впитывающего изделия, включающего в себя впитывающий элемент 10, обладает очень хорошей способностью к впитыванию жидкостей и способностью к обеспечению диффузии жидкостей и существенно увеличивает способность впитывающего изделия к впитыванию жидкостей. Однако, с другой стороны, существует озабоченность, связанная с тем, что впитывающий элемент 10 может вызывать возникновение вышеупомянутой проблемы из-за сквозного отверстия 15N, имеющегося во впитывающем элементе 10, то есть может создать возможность возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента 10, на наружной поверхности впитывающего изделия после впитывания жидкости. В качестве решения данной проблемы в настоящем изобретении первая сердцевина 14, имеющая содержание впитывающего полимера (долю массы впитывающего полимера, содержащегося в первой сердцевине 14, от общей массы материала, образующего сердцевину), составляющее 90% масс. или более, расположена со стороны той поверхности второй сердцевины 15, которая не обращена к коже, то есть со стороны наружной поверхности (со стороны заднего листа 4) подгузника 1, и впитывающий полимер 20 равномерно распределен по меньшей мере в той зоне первой сердцевины 14, которая соответствует промежностной части В.
[0045]
В состоянии, в котором впитывающий элемент 10, имеющий вышеуказанную конфигурацию, впитал жидкость, как показано на фиг.5(b), впитывающий элемент 10 имеет углубления С1 и С2 на стороне обращенной к коже поверхности и на стороне не обращенной к коже поверхности зоны, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху. Глубина С2D углубления С2 на стороне поверхности, не обращенной к коже, составляет не более 40% от глубины С1D углубления С1 на стороне поверхности, обращенной к коже. То есть во впитывающем элементе 10, впитавшем жидкость, в зоне впитывающего элемента 10, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, обеспечивается количественное соотношение «глубина С1D углубления С1 на стороне поверхности, обращенной к коже, Ч 0,4≥глубина С2D углубления С2 на стороне поверхности, не обращенной к коже». В результате сторона поверхности впитывающего элемента 10, не обращенной к коже (сторона заднего листа 4), имеет меньшую неровность (разницу по высоте между вершиной выступа, соответствующего части 15М, в которой не образовано сквозное отверстие, и нижней частью углублений С1 и С2), чем поверхность впитывающего элемента 10, обращенная к коже (сторона верхнего листа 3). Таким образом, в состоянии, в котором впитывающий элемент 10 впитал жидкость, поверхность впитывающего элемента 10, не обращенная к коже, имеет относительно малую неровность, что эффективно предотвращает возникновение проблемы, заключающейся в том, что неровность, приводящая к неправильному умозаключению о разрыве/расщеплении впитывающего элемента 10, возникает на наружной поверхности подгузника 1 при ношении (в данном варианте осуществления на наружной поверхности заднего листа 4).
[0046]
Во впитывающем элементе 10 размещена первая сердцевина 14, которая находится близко к стороне той поверхности второй сердцевины 15, которая не обращена к коже (к стороне, близкой к наружной поверхности подгузника 1), и имеет содержание впитывающего полимера, составляющее 90% масс. или более, и в которой впитывающий полимер 20 распределен равномерно. Первая сердцевина 14 служит в качестве буферного материала, подавляющего набухание, возникающее из-за впитывания жидкости второй сердцевиной 15. Соответственно, в отличие от стороны той поверхности второй сердцевины 15, которая обращена к коже и которая не находится рядом с таким буферным материалом, обеспечивается дополнительное воспрепятствование набуханию со стороны той поверхности второй сердцевины 15, которая не обращена к коже, когда вторая сердцевина 15 впитывает жидкость. Следовательно, во впитывающем элементе 10, впитавшем жидкость, в зоне впитывающего элемента 10, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, обеспечивается количественное соотношение «глубина C1D углубления С1 на стороне поверхности, обращенной к коже, Ч 0,4≥глубина C2D углубления С2 на стороне поверхности, не обращенной к коже».
Во впитывающем элементе 10, впитавшем жидкость, вследствие различия в поверхностной плотности между сквозным отверстием 15N во второй сердцевине 15 и частью 15М, в которой не образовано сквозное отверстие и которая является соседней со сквозным отверстием 15N, углубление С2 образуется на стороне не обращенной к коже поверхности зоны, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху. То есть, поскольку вторая сердцевина 15 имеет материал, образующий сердцевину, не в сквозном отверстии 15N, а в части 15М, в которой не образовано сквозное отверстие и которая является соседней со сквозным отверстием 15N, в случае, когда вторая сердцевина 15 впитывает жидкость и материал, образующий данную сердцевину, вследствие этого набухает, только та часть первой сердцевины 14, которая соответствует той части 15М второй сердцевины 15, в которой не образовано сквозное отверстие, поджимается наружу (к стороне заднего листа 4) в направлении толщины впитывающего элемента 10 вследствие набухания части 15М, в которой не образовано сквозное отверстие, и та часть первой сердцевины 14, которая соответствует сквозному отверстию 15N, практически не поджимается при набухании второй сердцевины 15. Разница в поджимающем усилии, приложенном к первой сердцевине 14 со стороны второй сердцевины 15, когда вторая сердцевина 15 впитывает жидкость и набухает, является одним из факторов, вызывающих образование углубления С2.
[0047]
Выражение «впитывающий элемент, впитавший жидкость», приведенное в настоящем изобретении, относится к состоянию впитывающего элемента, который был погружен на 30 минут в физиологический солевой раствор.
[0048]
Как показано на фиг.5(b) для сравнения, во впитывающем элементе 10, впитавшем жидкость, в зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, глубина (максимальная глубина) С2D углубления С2 на стороне поверхности, не обращенной к коже, составляет не более 40%, предпочтительно не более 35% и более предпочтительно не более 30% от глубины (максимальной глубины) С1D углубления С1 на стороне поверхности, обращенной к коже. Нижний предел данной доли не имеет особых ограничений. Чем меньше данная доля (чем ближе данная доля к нулю), тем более предпочтительно, поскольку будет маловероятным возникновение неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента 10, на наружной поверхности подгузника 1 при его ношении.
[0049]
По соображениям, связанным с более надежным предотвращением возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента 10, на наружной поверхности подгузника 1 после впитывания жидкости, глубина (максимальная глубина) С2D (см. фиг.5(b)) углубления С2 на стороне не обращенной к коже поверхности зоны, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, предпочтительно составляет менее 3 мм и более предпочтительно менее 2,0 мм. Нижний предел глубины С2D не имеет особых ограничений. Чем ближе С2D к нулю, тем более предпочтительно.
[0050]
Для того чтобы вышеуказанное количественное соотношение «глубина C1D углубления С1 на стороне поверхности, обращенной к коже, Ч 0,4≥глубина C2D углубления С2 на стороне поверхности, не обращенной к коже» с большей надежностью обеспечивалось в зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, во впитывающем элементе 10, впитавшем жидкость, предпочтительно, чтобы впитывающий элемент 10 имел нижеуказанную конфигурацию А.
То есть, как показано на фиг.5(а) и 5(b) для сравнения, в случае, когда 12S обозначает базу, то есть поверхность второго листа 12, обращенную к коже, в зоне, перекрывающей сквозное отверстие 15N, если смотреть на вид сверху, D1 обозначает разделяющее расстояние между обращенной к коже поверхностью части второго листа 12, которая соответствует части 15М, в которой не образовано сквозное отверстие, и базой 12S в направлении Z толщины впитывающего элемента 10, и D2 обозначает разделяющее расстояние между не обращенной к коже поверхностью части промежуточного листа 13, которая соответствует части 15М, в которой не образовано сквозное отверстие, и базой 12S в направлении Z толщины, разделяющее расстояние D1 увеличивается в большей степени, чем разделяющее расстояние D2 при впитывании жидкости впитывающим элементом 10 (конфигурация А).
Фиг.5(а) показывает впитывающий элемент 10, который еще не впитал жидкость, и фиг.5(b) показывает впитывающий элемент 10, который впитал жидкость. Ссылочные позиции D1a и D2a обозначают соответствующие разделяющие расстояния D1 и D2 во впитывающем элементе 10, еще не впитавшем жидкость, и ссылочные позиции D2a и D2b обозначают соответствующие разделяющие расстояния D1 и D2 во впитывающем элементе 10, впитавшем жидкость. Выражение «разделяющее расстояние D1 увеличивается в большей степени, чем разделяющее расстояние D2, при впитывании жидкости впитывающим элементом 10», приведенное выше, означает, что обеспечивается количественное соотношение “(D1b - D1a) > (D2b - D2a)”.
Разделяющее расстояние D1b между частью второго листа 12, которая соответствует части 15М, в которой не образовано сквозное отверстие, во впитывающем элементе 10, впитавшем жидкость, и базой 12S, как правило, соответствует вышеупомянутой глубине (максимальной глубине) C1D углубления С1 на стороне обращенной к коже поверхности зоны, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, во впитывающем элементе 10, впитавшем жидкость.
[0051]
Для более надежного предотвращения возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента 10, на наружной поверхности подгузника 1 (в данном варианте осуществления - на поверхности заднего листа 4, не обращенной к коже) после впитывания жидкости, предпочтительно, чтобы разделяющее расстояние D1 было больше разделяющего расстояния D2 во впитывающем элементе 10, впитавшем жидкость. То есть, как показано на фиг.5(b) для сравнения, предпочтительно, чтобы было обеспечено количественное соотношение «разделяющее расстояние D1b > разделяющее расстояние D2b».
[0052]
Исходя из того, что (D1b - D1a) для части второго листа 12, которая соответствует части 15М, в которой не образовано сквозное отверстие, то есть разность разделяющего расстояния D1a во впитывающем элементе 10, еще не впитавшем жидкость, и разделяющего расстояния D1b во впитывающем элементе 10, впитавшем жидкость, больше, чем (D2b - D2a) для части промежуточного листа 13, которая соответствует части 15М, в которой не образовано сквозное отверстие, то есть разность разделяющего расстояния D2a во впитывающем элементе 10, еще не впитавшем жидкость, и разделяющего расстояния D2b во впитывающем элементе 10, впитавшем жидкость, отношение (D1b - D1a)/(D2b - D2a) предпочтительно составляет 1,1 или более и более предпочтительно 1,2 или более. Данное отношение предпочтительно составляет 10,0 или менее и более предпочтительно 5,0 или менее.
[0053]
По соображениям, связанным с оптимальным сочетанием уменьшения толщины впитывающего элемента 10 и различных характеристик, таких как способность к впитыванию жидкости, исходя из того, что разделяющее расстояние D1a (см. фиг.5(а)) для части второго листа 12, которая соответствует части 15М, в которой не образовано сквозное отверстие, во впитывающем элементе 10, еще не впитавшем жидкость, больше, чем разделяющее расстояние D2a, разделяющее расстояние D1a предпочтительно составляет 1,0 мм или более и более предпочтительно 1,5 мм или более. Разделяющее расстояние D1a предпочтительно составляет 20 мм или менее и более предпочтительно 10 мм или менее.
По тем же соображениям, исходя из того, что разделяющее расстояние D2a (см. фиг.5(a)) для части промежуточного листа 13, которая соответствует части 15М, в которой не образовано сквозное отверстие, меньше, чем разделяющее расстояние D1a, разделяющее расстояние D2a предпочтительно составляет 0,5 мм или более и более предпочтительно 1,0 мм или более. Разделяющее расстояние D2a предпочтительно составляет 10 мм или менее и более предпочтительно 5,0 мм или менее.
[0054]
Для более надежного предотвращения возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента 10, на наружной поверхности подгузника 1 (в данном варианте осуществления - на поверхности заднего листа 4, не обращенной к коже) после впитывания жидкости, во впитывающем элементе 10, впитавшем жидкость, та часть первой сердцевины 14, которая соответствует сквозному отверстию 15N (часть, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху), предпочтительно является более толстой, чем та часть первой сердцевины 14, которая соответствует части 15М, в которой не образовано сквозное отверстие. То есть, как показано на фиг.5(b) для сравнения, предпочтительно, чтобы обеспечивалось количественное соотношение «толщина Т1 той части первой сердцевины 14, которая соответствует части 15М, в которой не образовано сквозное отверстие, > толщина Т2 той части первой сердцевины 14, которая соответствует сквозному отверстию 15N».
Исходя из того, что толщина Т1 < толщина Т2, отношение толщина Т2/толщина Т1 как отношение толщины Т2 к толщине Т1 предпочтительно составляет 1,1 или более и более предпочтительно 1,2 или более. Данное отношение предпочтительно составляет 5,0 или менее и более предпочтительно 3,0 или менее.
Толщина Т1 предпочтительно составляет 0,5 мм или более и более предпочтительно 1,0 мм или более. Толщина Т1 предпочтительно составляет 10 мм или менее и более предпочтительно 5 мм или менее.
Толщина Т2 предпочтительно составляет 1,0 мм или более и более предпочтительно 2,0 мм или более. Толщина Т2 предпочтительно составляет 15 мм или менее и более предпочтительно 10 мм или менее.
[0055]
Размер каждой части, показанной на фиг.5(а) и 5(b), то есть значения глубины C1D и C2D углублений C1 и C2, разделяющие расстояния D1 (D1a и D1b) и D2 (D2a и D2b) и значения толщины Т1 и Т2 могут быть определены посредством использования устройства анализа изображений (например, Image-Pro (зарегистрированный товарный знак) Plus, изготавливаемого компанией Media Cybermetics, Inc.) на основе изображения, полученного путем захвата изображения сечения впитывающего элемента, которое выполнено вдоль направления толщины.
В случае, когда должен быть измерен размер каждой части сухого впитывающего элемента 10, еще не впитавшего жидкость, например, в случае, когда должны быть измерены разделяющие расстояния D1a и D2a, впитывающий элемент 10 в таком состоянии разрезают вдоль виртуальной прямой линии, проходящей в боковом направлении Y через центр зоны, в которой образовано сквозное отверстие 15N, получают изображение сечения, образованного разрезанием, и измеряют D1a и D2a, используя устройство анализа изображений.
В случае, когда должен быть измерен размер каждой части впитывающего элемента 10, впитавшего жидкость, например, в случае, когда должны быть определены значения глубины C1D и C2D, разделяющие расстояния D1a и D2a и значения толщины Т1 и Т2, в месте расположения центра зоны, в которой образовано сквозное отверстие 15N, на стороне второй сердцевины 15 200 г физиологического солевого раствора вводят в сухой впитывающий элемент 10, еще не впитавший жидкость, впитывающий элемент 10 оставляют выстаиваться в течение 30 минут и затем разрезают вдоль виртуальной прямой линии, проходящей в боковом направлении Y через вышеупомянутый центр (место ввода физиологического солевого раствора), получают изображение сечения, образованного разрезанием, и вышеуказанные размеры измеряют, используя устройство анализа изображений.
«Зона, в которой образовано сквозное отверстие 15N», описанная выше, представляет собой зону, имеющую наименьшую площадь в пределах зоны, которая включает в себя сквозное отверстие 15N и имеет прямоугольную форму, если смотреть на вид сверху. Например, в представленном варианте осуществления, показанном на фиг.3, два сквозных отверстия 15N, имеющих прямоугольную форму, если смотреть на вид сверху, образованы во впитывающем элементе 10 (во второй сердцевине 15). Следовательно, зона с наименьшей площадью, которая включает в себя два сквозных отверстия 15N и имеет прямоугольную форму, если смотреть на вид сверху, представляет собой зону, в которой образовано сквозное отверстие 15N. Соответственно, в случае, когда впитывающий элемент 10, показанный на фиг.3, подлежит разрезанию, впитывающий элемент 10 разрезают вдоль виртуальной прямой линии, проходящей в боковом направлении Y через центр зоны (центр части 15М, в которой не образовано сквозное отверстие и которая расположена в центре в боковом направлении Y), расположенной между двумя сквозными отверстиями 15N. Кроме того, в случае, когда должен быть подготовлен впитывающий элемент 10, показанный на фиг.3, который впитал жидкость, физиологический солевой раствор вводят в центр зоны (центр части 15М, в которой не образовано сквозное отверстие и которая расположена в центре в боковом направлении Y), расположенной между двумя сквозными отверстиями 15N, на стороне второй сердцевины 15. Кроме того, например, в случае, когда только одно сквозное отверстие 15N образовано во впитывающем элементе 10 (во второй сердцевине 15), поскольку данное одно сквозное отверстие 15N представляет собой зону, в которой образовано сквозное отверстие 15N, при необходимости разрезания впитывающего элемента 10 впитывающий элемент 10 разрезают вдоль виртуальной прямой линии, проходящей в боковом направлении Y через центр данного одного сквозного отверстия 15N. Когда должен быть подготовлен впитывающий элемент 10, впитавший жидкость, физиологический солевой раствор вводят в вышеупомянутый центр.
[0056]
Для того чтобы обеспечивалось вышеупомянутое количественное соотношение «глубина C1D углубления С1 на стороне поверхности, обращенной к коже, Ч 0,4≥глубина C2D углубления С2 на стороне поверхности, не обращенной к коже» во впитывающем элементе 10, впитавшем жидкость, так, чтобы «неровность, приводящая к неправильному умозаключению о разрыве/расщеплении впитывающего элемента, не возникала на наружной поверхности впитывающего изделия», что является одним из основных эффектов от настоящего изобретения, как описано выше, содержание впитывающего полимера в первой сердцевине 14 должно составлять 90% масс. или более, и впитывающий полимер 20 должен быть равномерно распределен по меньшей мере в той зоне первой сердцевины 14, которая соответствует промежностной части В. В случае, когда впитывающий полимер 20 равномерно распределен по меньшей мере в зоне, которую включает в себя первая сердцевина 14, имеющая содержание впитывающего полимера, составляющее 90% масс. или более, и которая должна быть размещена в промежностной части В, обеспечивается воспрепятствование набуханию такой зоны первой сердцевины 14, вызываемому тем, что впитывающий полимер 20 впитывает жидкость, и маловероятно набухание такой зоны даже при впитывании жидкости. Следовательно, первая сердцевина 14 служит в качестве буферного материала, способного подавить набухание стороны той поверхности второй сердцевины 15, которая не обращена к коже (стороны, обращенной к первой сердцевине 14), и может эффективно предотвратить образование неровности на наружной поверхности подгузника 1 (на поверхности заднего листа 4, не обращенной к коже) в качестве реакции на набухание стороны той поверхности второй сердцевины 15, которая не обращена к коже.
Содержание впитывающего полимера в первой сердцевине 14 составляет по меньшей мере 90% масс. или более, предпочтительно 92% масс. или более и более предпочтительно 95% масс. или более. Содержание впитывающего полимера в первой сердцевине 14 может составлять 100% масс.
[0057]
Что касается равномерного распределения впитывающего полимера 20 в первой сердцевине 14, то в случае, когда BR обозначает степень изменения изгибной жесткости «многослойной структуры, состоящей из первого листа 11, первой сердцевины 14 и промежуточного листа 13» (также называемой в дальнейшем «многослойной структурой, образованной со стороны первой сердцевины») на единицу изменения толщины до и после впитывания жидкости, - при этом степень изменения изгибной жесткости рассчитывается по нижеприведенной формуле (1), - по меньшей мере в той зоне первой сердцевины 14, которая соответствует промежностной части В (то есть в той зоне первой сердцевины 14, в которой впитывающий полимер 20 должен быть равномерно распределен), предпочтительно, чтобы BR в каждом из трех направлений, представляющих собой «продольное направление Х», «боковое направление Y» и «наклонное направление D, пересекающееся с обоими направлениями X and Y», составляла 5,0 мм-1 или менее (обеспечивается выполнение условия BR≤5,0 мм-1). «Наклонное направление D», упомянутое в данном документе, как правило, представляет собой направление, пересекающееся с обоими направлениями X и Y под углом 45°. Более предпочтительно, чтобы выполнение условия BR≤5,0 мм-1 обеспечивалось в данных трех направлениях на всей протяженности первой сердцевины 14, а не только в той зоне первой сердцевины 14, которая соответствует промежностной части В.
[0058]
BR=(Bw/Bd)/T0c (1)
Bw: Изгибная жесткость многослойной структуры, образованной со стороны первой сердцевины, после впитывания жидкости
Bd: Изгибная жесткость многослойной структуры, образованной со стороны первой сердцевины, до впитывания жидкости
T0c: Изменение толщины многослойной структуры, образованной со стороны первой сердцевины, до и после впитывания жидкости, рассчитанное по нижеприведенной формуле (2):
T0c=T0w - T0d (2)
T0w: Толщина многослойной структуры, образованной со стороны первой сердцевины, под нагрузкой 4,9 мН/см2 после впитывания жидкости
T0d: Толщина многослойной структуры, образованной со стороны первой сердцевины, под нагрузкой 4,9 мН/см2 до впитывания жидкости
Поскольку единицей измерения каждой из толщины T0w и толщины T0d является [мм], единица измерения T0c также представляет собой [мм]. Следовательно, единицей измерения BR является [/мм, мм-1].
[0059]
То обстоятельство, что выполнение условия BR≤5,0 обеспечивается в трех направлениях, представляющих собой продольное направление Х, боковое направление Y и наклонное направление D в многослойной структуре, образованной со стороны первой сердцевины, означает, что предотвращается повышение жесткости первой сердцевины 14 как основного компонента многослойной структуры, вызываемое впитыванием жидкости, то есть первая сердцевина 14 имеет относительно малое значение (Bw/Bd) и сохраняет гибкость даже после впитывания жидкости.
Как показано в вышеприведенной формуле (1), показатель BR рассчитывается посредством деления степени изменения изгибной жесткости многослойной структуры, образованной со стороны первой сердцевины, до и после впитывания жидкости на изменение толщины многослойной структуры, образованной со стороны первой сердцевины, до и после впитывания жидкости. Даже несмотря на то, что изменение толщины является относительно большим, то есть, даже несмотря на то, что первая сердцевина 14 набухает в относительно большой степени после впитывания жидкости, в случае, когда степень изменения изгибной жесткости является относительно малой, в данных трех направлениях может быть обеспечено выполнение условия BR≤5,0 мм-1. Это означает, что в многослойной структуре, образованной со стороны первой сердцевины, в которой может быть обеспечено выполнение условия BR≤5,0 мм-1 в данных трех направлениях, независимо от того, набухает ли первая сердцевина 14 в значительной или незначительной степени при впитывании жидкости, маловероятно то, что впитывающий полимер 20 заблокирует внутреннее пространство первой сердцевины 14 из-за впитывания жидкости, и первая сердцевина 14 является относительно мягкой после набухания.
Следовательно, предотвращается ситуация, при которой впитывающий элемент 10, в котором обеспечивается выполнение условия BR≤5,0 мм-1 в данных трех направлениях, становится более жестким при впитывании жидкости, и впитывающий элемент 10 имеет очень хорошую гибкость даже после впитывания жидкости. Следовательно, маловероятно то, что подгузник 1, включающий в себя такой впитывающий элемент 10, будет вызывать ощущение дискомфорта у носителя, возникающее из-за жесткости, и подгузник 1 обеспечивает очень хорошее ощущение носителя при ношении не только до впитывания жидкости, но и также после впитывания жидкости.
[0060]
Во впитывающем элементе 10 BR в каждом из данных трех направлений многослойной структуры, образованной со стороны первой сердцевины, предпочтительно составляет по меньшей мере 5,0 мм-1 или менее, как описано выше, более предпочтительно 4,8 мм-1 или менее и еще более предпочтительно 4,5 мм-1 или менее.
Нижний предел значения BR в каждом из данных трех направлений многослойной структуры, образованной со стороны первой сердцевины, не имеет особых ограничений. Однако по соображениям, связанным с сохранением формы впитывающего элемента в максимально возможной степени, нижний предел значения BR предпочтительно составляет 0,1 мм-1 или более и более предпочтительно 0,3 мм-1 или более.
[0061]
Показатели физических свойств, такие как показатель Bw, используемый для расчета BR, не имеют особых ограничений. Однако для более надежного проявления заданных эффектов от настоящего изобретения показатели физических свойств предпочтительно заданы такими, как нижеуказанные.
По соображениям, связанным с повышением гибкости впитывающего элемента 10, чем меньше изгибная жесткость Bw многослойной структуры, образованной со стороны первой сердцевины, в продольном направлении Х, боковом направлении Y или наклонном направлении D после впитывания жидкости, тем более предпочтительно. Изгибная жесткость Bw предпочтительно составляет 200 мН×см2/см или менее и более предпочтительно 100 мН×см2/см или менее. Нижний предел изгибной жесткости Bw не имеет особых ограничений. Однако по соображениям, связанным с сохранением способности впитывающего элемента 10 к поддержанию формы и тому подобным, нижний предел изгибной жесткости Bw предпочтительно составляет 0,3 мН×см2/см или более и более предпочтительно 0,5 мН×см2/см или более.
По соображениям, связанным с повышением гибкости впитывающего элемента 10, чем меньше изгибная жесткость Bd многослойной структуры, образованной со стороны первой сердцевины, в продольном направлении Х, боковом направлении Y или наклонном направлении D до впитывания жидкости, тем более предпочтительно. Изгибная жесткость Bd предпочтительно составляет 19,6 мН×см2/см или менее и более предпочтительно 15 мН×см2/см или менее. Нижний предел изгибной жесткости Bd не имеет особых ограничений. Однако по соображениям, связанным с сохранением способности впитывающего элемента 10 к поддержанию формы и тому подобным, нижний предел изгибной жесткости Bd предпочтительно составляет 0,1 мН×см2/см или более и более предпочтительно 0,2 мН×см2/см или более.
Толщина (максимальная толщина) T0w многослойной структуры, образованной со стороны первой сердцевины, под нагрузкой 4,9 мН/см2 (= 0,5 гс/см2) после впитывания жидкости предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более. T0w предпочтительно составляет 30 мм или менее и более предпочтительно 15 мм или менее.
Толщина (максимальная толщина) T0d многослойной структуры, образованной со стороны первой сердцевины, под нагрузкой 4,9 мН/см2 (= 0,5 гс/см2) до впитывания жидкости предпочтительно составляет 0,1 мм или более и более предпочтительно 0,3 мм или более. T0d предпочтительно составляет 5 мм или менее и более предпочтительно 3 мм или менее.
Методы определения изгибной жесткости Bw и Bd и толщин T0w и T0d многослойной структуры, образованной со стороны первой сердцевины, будут описаны позднее.
[0062]
За счет повышения равномерности распределения впитывающего полимера 20, образующего первую сердцевину 14 из многослойной структуры, образованной со стороны первой сердцевины, можно обеспечить выполнение условия BR≤5,0 мм-1 в каждом из данных трех направлений (продольного направления Х, бокового направления Y и наклонного направления D) многослойной структуры, образованной со стороны первой сердцевины. Другими словами, в случае, когда впитывающий полимер 20 равномерно распределен на всей площади заданной зоны размещения впитывающего полимера в первой сердцевине 14, выполнение условия BR≤5,0 мм-1 может быть обеспечено в данных трех направлениях многослойной структуры, образованной со стороны первой сердцевины и включающей в себя первую сердцевину 14. То есть показатель BR, описанный выше, может представлять собой показатель состояния распределения впитывающего полимера в многослойной структуре, образованной со стороны первой сердцевины (в первой сердцевине 14).
[0063]
Конкретные примеры вышеупомянутого состояния, в котором «впитывающий полимер распределен равномерно», то есть состояния, в котором выполнение условия BR≤5,0 мм-1 обеспечивается в данных трех направлениях многослойной структуры, образованной со стороны первой сердцевины, включают состояние, в котором впитывающий полимер 20 размещен в зоне размещения впитывающего полимера без видимых зазоров, которые могут быть видны при макроскопическом осмотре, если смотреть на вид сверху (если смотреть в направлении толщины первой сердцевины 14). Выражение «без видимых зазоров, которые могут быть видны при макроскопическом осмотре», приведенное в данном документе, означает, что, несмотря на то, что при осмотре зоны размещения впитывающего полимера 20 невооруженным глазом будет установлено, что впитывающий полимер 20 размещен так, что он равномерно покрывает одну поверхность (внутреннюю поверхность) первого листа 11 или промежуточного листа 13, является допустимым то, что зазоры, образующиеся непреднамеренно между частицами впитывающего полимера 20, будут обнаружены при осмотре данной зоны размещения с помощью микроскопа. Размер зазора составляет приблизительно 10-1000 мкм. Зона размещения впитывающего полимера 20 в первой сердцевине 14, как правило, представляет собой по существу всю площадь первой сердцевины 14, если смотреть на вид сверху первой сердцевины 14 (если смотреть на первую сердцевину 14 в направлении толщины).
[0064]
В данном варианте осуществления, как описано выше, вторая сердцевина 15 имеет сквозное отверстие 15N (см. фиг.3 и тому подобные фигуры), которое обеспечивает эффект уменьшения дискомфорта, который носитель подгузника 1 может ощущать, и повышения способности к впитыванию жидкости или обеспечению диффузии жидкости. В случае, когда впитывающий полимер равномерно распределен в зоне, которая перекрывает сквозное отверстие 15N, обеспечивающее вышеуказанные действие и эффект, если смотреть на вид сверху, действие и результат, обусловленные наличием сквозного отверстия 15N, могут проявляться более надежно. Следовательно, предпочтительно, чтобы впитывающий полимер 20 был равномерно распределен в той зоне в первой сердцевине 14, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху. То есть предпочтительно, чтобы выполнение условия BR≤5,0 мм-1 обеспечивалось в данных трех направлениях зоны, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, и которая предусмотрена в многослойной структуре, образованной со стороны первой сердцевины.
[0065]
Для того чтобы более надежно проявлялись действие и эффект, обеспечиваемые посредством выполнения условия BR≤5,0 мм-1 в данных трех направлениях, другими словами, действие и эффект, обеспечиваемые посредством равномерного распределения впитывающего полимера 20 в первой сердцевине 14, соотношение между значениями Bw в двух направлениях, выбранных произвольно из данных трех направлений, предпочтительно составляет 0,8 или более и 1,2 или менее и особенно предпочтительно 0,9 или более и 1,1 или менее. Например, в многослойной структуре, образованной со стороны первой сердцевины, каждое из отношений «Bw в продольном направлении Х/Bw в боковом направлении Y», «Bw в продольном направлении Х/Bw в наклонном направлении D» и «Bw в боковом направлении Y/Bw в наклонном направлении D» предпочтительно находится в диапазоне, представленном выше. Отношение между значениями Bw в двух направлениях, выбранных произвольно из вышеупомянутых трех направлений, может быть сделано равным 0,8 или более и 1,2 или менее за счет обеспечения более равномерного распределения впитывающего полимера 20, образующего первую сердцевину 14 в многослойной структуре, образованной со стороны первой сердцевины.
[0066]
Предпочтительно, чтобы во впитывающем элементе 10, впитавшем жидкость, степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, то есть «многослойной структуры, состоящей из первого листа 11, первой сердцевины 14 и промежуточного листа 13», была выше, чем степень деформации сжатия «многослойной структуры, состоящей из второго листа 12, второй сердцевины 15 и промежуточного листа 13» (в дальнейшем называемой также многослойной структурой, образованной со стороны второй сердцевины). Степень деформации сжатия характеризует степень смещения объекта измерений под действием давления, приложенного для обеспечения деформации сжатия объекта измерений. Чем больше степень деформации сжатия, тем легче деформируется многослойная структура (тем легче сжимается многослойная структура) при воздействии внешней силы, такой как сила, обусловленная давлением со стороны тела носителя подгузника 1. Степень деформации сжатия определяют нижеприведенным методом.
[0067]
<Метод определения степени деформации сжатия>
Степень деформации сжатия может быть определена при использовании, например, переносного прибора KES-G5 для испытаний на сжатие от компании Kato Tech Co., Ltd. Куски определенного размера отрезают от сухих объектов измерений (многослойной структуры, образованной со стороны первой сердцевины, и многослойной структуры, образованной со стороны второй сердцевины), данные куски погружают на 30 минут в физиологический солевой раствор с массой, в 200 раз превышающей массу кусков, и объекты, полученные в результате этого (многослойные структуры, впитавшие жидкость), используют в качестве образцов. Каждый из образцов закрепляют на испытательном столе прибора и сжимают между стальными пластинами, имеющими круглую плоскую поверхность с площадью 2 см2. Скорость сжатия задают равной 0,5 мм/с, и максимальную сжимающую нагрузку задают равной 490 мН/см2 (50 гс/см2). В случае, когда толщина под нагрузкой 4,9 мН/см2 (0,5 гс/см2) названа толщиной T0 (мм), и толщина под нагрузкой 490 мН/см2 (50 гс/см2) названа толщиной Tm (мм), степень (%) деформации сжатия может быть рассчитана как “100 × (T0 - Tm)/T0”.
[0068]
По мнению авторов настоящего изобретения, было установлено то, что, несмотря на то, что впитывающий элемент, описанный в патентном литературном источнике 1, имеет многослойную структуру, состоящую из верхнего впитывающего элемента и нижнего впитывающего элемента, и отверстия (сквозные отверстия) образованы в верхнем впитывающем элементе, вследствие чрезмерно высокой способности к обеспечению диффузии жидкости в местах, в которых образованы отверстия, впитывающий элемент оставляет возможность повышения непротекаемости, и существует риск того, что выделяемая организмом, текучая среда, такая как моча, может вытекать наружу через зазор между верхним впитывающим элементом и нижним впитывающим элементом. С другой стороны, несмотря на то, что впитывающий элемент 10 согласно настоящему изобретению имеет многослойную структуру, состоящую из второй сердцевины 15 (верхнего впитывающего элемента) и первой сердцевины 14 (нижнего впитывающего элемента), и сквозные отверстия 15N образованы во второй сердцевине 15, маловероятно возникновение зазора между первой сердцевиной 14 и второй сердцевиной 15, поскольку впитывающий полимер 20 равномерно распределен в первой сердцевине 14, как описано выше, и впитывающий элемент 10 обеспечивает лучшую непротекаемость по сравнению с впитывающим элементом, описанным в патентном литературном источнике 1. Помимо равномерного распределения впитывающего полимера в первой сердцевине 14 обеспечение вышеупомянутого количественного соотношения «степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, > степень деформации сжатия многослойной структуры, образованной со стороны второй сердцевины» во впитывающем элементе 10, впитавшем жидкость, также способствует дополнительному предотвращению возникновения зазора между первой сердцевиной 14 и второй сердцевиной 15 и повышению непротекаемости.
[0069]
Исходя из того, что во впитывающем элементе 10, впитавшем жидкость, степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, выше, чем степень деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, отношение степени деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, к степени деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, предпочтительно составляет 2,0 или более и более предпочтительно 2,3 или более. Данное отношение предпочтительно составляет 10 или менее и более предпочтительно 5,0 или менее.
Исходя из того, что во впитывающем элементе 10, впитавшем жидкость, степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, выше, чем степень деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, предпочтительно составляет 40% или более и более предпочтительно 45% или более. Степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, предпочтительно составляет 80% или менее и более предпочтительно 75% или менее.
Исходя из того, что во впитывающем элементе 10, впитавшем жидкость, степень деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, ниже, чем степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, степень деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, предпочтительно составляет 10% или более и более предпочтительно 15% или более. Степень деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, предпочтительно составляет 60% или менее и более предпочтительно 55% или менее.
Степень деформации сжатия каждой из многослойной структуры, образованной со стороны первой сердцевины, и многослойной структуры, образованной со стороны второй сердцевины, во впитывающем элементе, впитавшем жидкость, можно регулировать, например, посредством корректировки того, как распределен впитывающий полимер, содержащийся в многослойной структуре, регулирования содержания впитывающего полимера, корректировки того, как листы соединены вместе, или того, как лист и впитывающий полимер соединены вместе в многослойной структуре, регулирования средств соединения, предназначенных для соединения данных компонентов данными способами, и корректировки типа, поверхностной плотности и тому подобных характеристик адгезивов в случае, когда адгезивы используются в качестве средства соединения.
[0070]
Более конкретно, во впитывающем элементе 10 в многослойной структуре, образованной со стороны первой сердцевины, первый лист 11 и промежуточный лист 13 соединены вместе посредством адгезивов 22 и 23. Одним из примеров того, как листы 11 и 13 соединены вместе, является конфигурация, в которой листы 11 и 13 соединены вместе посредством колоннообразной части 26, состоящей из адгезива 22 на стороне первого листа 11 и/или адгезива 23 на стороне промежуточного листа 13, как показано на фиг.6(а). В случае, когда листы соединены вместе посредством такой колоннообразной части 26, листы 11 и 13 находятся в состоянии, в котором они расположены близко друг к другу с заданным интервалом и не входят в плотный контакт друг с другом. Как правило, множество колоннообразных частей 26 образованы с формой регулярно или нерегулярно рассредоточенных точек в зоне, покрытой адгезивами 22 и 23 (зоне, в которой имеется впитывающий полимер 20), если смотреть на вид сверху многослойной структуры, образованной со стороны первой сердцевины (если смотреть на многослойную структуру, образованную со стороны первой сердцевины, в направлении толщины). В некоторых случаях множество колоннообразных частей 26 могут иметь одинаковую высоту (длину первой сердцевины 14 в направлении толщины) или разные высоты. Множество колоннообразных частей 26 могут включать как колоннообразную часть 26, которая соединена с впитывающим полимером 20, размещенным между листами 11 и 13 (колоннообразную часть 26, соединенную с каждым из листов 11 и 13 и с впитывающим полимером 20), так и колоннообразную часть 26, которая не соединена с впитывающим полимером 20 (колоннообразную часть 26, соединенную только с листами 11 и 13). Формирование колоннообразной части 26 можно регулировать посредством соответствующей корректировки типа адгезива, подлежащего использованию, регулирования количества нанесенного адгезива, поверхностной плотности или размера частиц впитывающего полимера 20, подлежащего размещению между листами 11 и 13, и тому подобных характеристик.
[0071]
Как показано на фиг.6(b), многослойная структура, образованная со стороны первой сердцевины, иногда может включать в себя как часть, в которой первый лист 11 и промежуточный лист 13 соединены вместе посредством колоннообразной части 26, так и часть 16, в которой листы 11 и 13 входят в плотный контакт друг с другом посредством адгезивов 22 и 23. На фиг.6(b) часть 16 с плотным контактом листов 11 и 13 образована в зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху. Однако место, в котором должна быть образована часть 16 с плотным контактом, не имеет особых ограничений, и множество частей 16 с плотным контактом, имеющих форму регулярно или нерегулярно рассредоточенных точек, могут быть образованы в зоне, покрытой адгезивами 22 и 23 (в зоне, в которой имеется впитывающий полимер 20). В данном случае по соображениям, связанным с гарантированием равномерного распределения впитывающего полимера 20 в первой сердцевине 14, предпочтительно, чтобы часть 16 с плотным контактом листов 11 и 13 отсутствовала или чтобы имелось только малое количество частей 16 с плотным контактом.
[0072]
В качестве адгезива, который облегчает формирование колоннообразной части 26, предпочтительно использовать гибкий адгезив, который может растягиваться в соответствии с изменением, которое вызывается набуханием из-за впитывания жидкости впитывающим полимером 20. Примеры таких исходных материалов включают акриловый адгезив, содержащий мономеры одного или более видов, такие как (со)полимеры виниловых мономеров (такие как сополимер этилена и винилацетата), включая 2-этилгексилакрилат, бутилакрилат, этилакрилат, цианоакрилат, винилацетат и метилметакрилат, адгезив на силиконовой основе, содержащий полимер на основе полидиметилсилоксана или тому подобное, адгезив на основе каучука, такой как адгезив на основе натурального каучука, содержащий натуральный каучук, или тому подобное, адгезив на основе изопрена, содержащий полимеры одного или более видов, такие как полиизопрен и хлоропрен, адгезив на основе стирола, содержащий сополимеры одного или более видов, такие как сополимер стирола и бутадиена (SBR), блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и бутадиена с чередованием блоков (SBS), блок-сополимер стирола и этилена-бутадиена с чередованием блоков (SEBS) и блок-сополимер стирола и этилена-пропилена с чередованием блоков (SEPS), и тому подобное. Один вид каждого из данных адгезивов может быть использован сам по себе, или два или более видов данных адгезивов могут быть использованы в комбинации.
[0073]
В качестве адгезивов 22 и 23, подлежащих использованию в первой сердцевине 14, предпочтительно используется адгезив на основе каучука из данных адгезивов, и из адгезивов на основе каучука более предпочтительно используется адгезив на основе стирола, поскольку такой адгезив имеет очень хорошую гибкость и эластичность, позволяет первому листу 11 и промежуточному листу 13 оставаться соединенными вместе даже после набухания впитывающего полимера 20 и создает стягивающее усилие, которое обеспечивает возможность легкого удерживания впитывающего полимера 20 между листами 11 и 13.
[0074]
По соображениям, связанным с обеспечением как гибкости адгезива, так и способности к адгезионному сцеплению с листом, адгезивы 22 и 23, используемые для первой сердцевины 14, предпочтительно представляют собой термоплавкие адгезивы. В качестве термоплавких адгезивов, например, можно использовать адгезивы, полученные посредством включения вещества для повышения клейкости, такого как кумароноинденовая смола или политерпеновая смола, и пластификатора, такого как парафиновое масло, и при необходимости посредством включения антиоксиданта на основе фенола, амина, фосфора, бензимидазола и тому подобного в различные адгезивы, описанные выше.
[0075]
При 50°С время релаксации адгезивов 22 и 23, используемых в первой сердцевине 14, которое получено посредством определения вязкоупругости, предпочтительно составляет 1 секунду или более, более предпочтительно 2 секунды или более и еще более предпочтительно 3 секунды или более. В случае, когда время релаксации адгезивов 22 и 23 такое, как представленное выше, проявляются надлежащие гибкость и эластичность, что позволяет первому листу 11 и промежуточному листу 13 оставаться соединенными вместе и обеспечивает возможность удерживания впитывающего полимера 20 между листами 11 и 13 даже после набухания впитывающего полимера 20.
[0076]
Время релаксации адгезива, получаемое посредством определения вязкоупругости при 50°C, рассчитывают как величину, обратную значению tan Ɵ, полученному при определении динамической вязкоупругости адгезива при нижеуказанных условиях. В частности, используют ротационный реометр (изготавливаемый компанией Anton Paar GmbH, “Physica MCR301”), и адгезив (адгезивы 22 и 23) как объект измерений размещают между опорной пластиной, которая обеспечивает опору для образца для измерений снизу и имеет форму круга, если смотреть на вид сверху, и прижимной пластиной, которая расположена над опорной пластиной напротив опорной пластины и имеет вид круга, если смотреть на вид сверху. В этом состоянии адгезив имеет форму круга, если смотреть на вид сверху, и имеет толщину 1,5 мм и диаметр 12 мм. Частоту для измерений задают равной 1 Гц, амплитуду деформации задают равной 0,05%, скорость охлаждения задают равной 2 °C/мин, и измерение выполняют при температуре в диапазоне от 120°C до -10°C. tan Ɵ представляет собой величину, получаемую делением модуля G’’ потерь на модуль G’ накопления.
[0077]
В представленном варианте осуществления, как показано на фиг.4, адгезив 25 нанесен на обращенную к коже поверхность второй сердцевины 15 (поверхность, обращенную ко второму листу 12), адгезив 24 нанесен на не обращенную к коже поверхность второй сердцевины 15 (поверхность, обращенную к промежуточному листу 13), и вторая сердцевина 15 соединена с листами 11 и 13 посредством адгезивов 24 и 25. По соображениям, связанным с более надежным «предотвращением возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента, на наружной поверхности впитывающего изделия», что является одним из основных эффектов от настоящего изобретения, предпочтительно, чтобы количество нанесенного адгезива 24 (поверхностная плотность адгезива 24) на стороне той поверхности второй сердцевины 15, которая не обращена к коже, на единицу площади было больше, чем количество нанесенного адгезива 25 на стороне той поверхности второй сердцевины 15, которая обращена к коже, на единицу площади. В случае, когда обеспечивается количественное соотношение «поверхностная плотность адгезива 24 на стороне той поверхности второй сердцевины 15, которая не обращена к коже, > поверхностная плотность адгезива 25 на стороне той поверхности второй сердцевины 15, которая обращена к коже», первая сердцевина 14 и вторая сердцевина 15 находятся в более плотном контакте друг с другом вместе с промежуточным листом 13, расположенным между ними, что обеспечивает возможность более надежного проявления основных эффектов от настоящего изобретения в сочетании с действием и эффектом, обеспечиваемыми за счет равномерного распределения впитывающего полимера 20 по меньшей мере в той зоне первой сердцевины 14, которая соответствует промежностной части В.
[0078]
Исходя из того, что поверхностная плотность адгезива 24 на стороне той поверхности второй сердцевины 15, которая не обращена к коже, больше поверхностной плотности адгезива 25 на стороне той поверхности второй сердцевины 15, которая обращена к коже, отношение поверхностной плотности адгезива 24 на стороне той поверхности второй сердцевины 15, которая не обращена к коже, к поверхностной плотности адгезива 25 на стороне той поверхности второй сердцевины 15, которая обращена к коже, предпочтительно составляет 1,1 или более и более предпочтительно 1,3 или более. Данное отношение предпочтительно составляет 15 или менее и более предпочтительно 10 или менее.
Поверхностная плотность адгезива 24 предпочтительно составляет 3,0 г/м2 или более и более предпочтительно 4,5 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 40 г/м2 или менее и более предпочтительно 20 г/м2 или менее.
Поверхностная плотность адгезива 25 предпочтительно составляет 1,3 г/м2 или более и более предпочтительно 1,5 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 35 г/м2 или менее и более предпочтительно 15 г/м2 или менее.
Поверхностная плотность адгезива, упомянутая в данном документе, представляет собой количество нанесенного адгезива на единицу площади заданной зоны, на которую должно быть нанесено покрытие из адгезива (в частности, например, не обращенной к коже поверхности или обращенной к коже поверхности второй сердцевины 15). Следовательно, например, в случае, когда как часть с покрытием из адгезива, так и часть без покрытия из адгезива имеются в заданной зоне с покрытием вследствие нанесения адгезива с промежутками, поверхностная плотность адгезива в заданной зоне с покрытием представляет собой величину, для вычисления которой добавлена часть без покрытия.
[0079]
В представленном варианте осуществления, как показано на фиг.4, описанной выше, второй лист 12 и промежуточный лист 13 соединены вместе в зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху. По соображениям, связанным с более надежным «предотвращением возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента, на наружной поверхности впитывающего изделия», что является одним из основных эффектов от настоящего изобретения, предпочтительно, чтобы промежуточный лист 13 и первый лист 11 также были соединены вместе. Промежуточный лист 13 и первый лист 11 необязательно должны быть соединены вместе во всей зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху. Другими словами, данная вся зона, описанная выше, необязательно должна представлять собой соединенную часть листов 12 и 11, и листы 12 и 11 могут быть соединены вместе по меньшей мере на части такой зоны. То есть зона, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, может включать в себя как часть, в которой промежуточный лист 13 и первый лист 11 находятся в плотном контакте друг с другом посредством адгезивов 22 и 23, так и часть, в которой промежуточный лист 13 и первый лист 11 не находятся в плотном контакте друг с другом, но находятся близко друг к другу. В зоне, которая перекрывает сквозное отверстие 15N, если смотреть на вид сверху, доля площади, на которой промежуточный лист 13 и первый лист 11 соединены вместе и находятся в плотном контакте друг с другом, предпочтительно составляет по меньшей мере 10% или более и более предпочтительно по меньшей мере 30% или более.
[0080]
По тем же соображениям, если рассматривать количество нанесенного адгезива на единицу площади (поверхностную плотность адгезива) на поверхности каждого из первого листа 11, второго листа 12 и промежуточного листа 13, предпочтительно, чтобы обеспечивалось количественное соотношение «промежуточный лист 13 > первый лист 11≥второй лист 12». То есть поверхностная плотность адгезива на одной поверхности (поверхности, обращенной к коже, или поверхности, не обращенной к коже) предпочтительно является наибольшей на промежуточном листе 13 и одинаковой для листов 11 и 12. В альтернативном варианте поверхностная плотность адгезива на первом листе 11 больше поверхностной плотности адгезива на втором листе 12.
[0081]
По соображениям, связанным с обеспечением более надежного проявления заданных эффектов от настоящего изобретения, предпочтительно, чтобы поверхностная плотность впитывающего полимера (масса на единицу площади) в первой сердцевине 14 была меньше, чем поверхностная плотность впитывающего полимера во второй сердцевине 15. То есть, что касается поверхностной плотности впитывающего полимера, предпочтительно, чтобы обеспечивалось количественное соотношение «первая сердцевина 14 < вторая сердцевина 15». В случае, когда сердцевина имеет часть, такую как сквозное отверстие 15N, в которой отсутствует материал, образующий сердцевину, «поверхностная плотность впитывающего полимера», упомянутая в данном документе, означает поверхностную плотность впитывающего полимера в части, отличной от такой части.
[0082]
Исходя из того, что поверхностная плотность впитывающего полимера в первой сердцевине 14 меньше поверхностной плотности впитывающего полимера во второй сердцевине 15, отношение поверхностной плотности впитывающего полимера во второй сердцевине 15 к поверхностной плотности впитывающего полимера в первой сердцевине 14 предпочтительно составляет 1,1 или более и более предпочтительно 1,3 или более. Данное отношение предпочтительно составляет 10,0 или менее и более предпочтительно 5,0 или менее.
Поверхностная плотность впитывающего полимера в первой сердцевине 14 предпочтительно составляет 60 г/м2 или более и более предпочтительно 80 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 700 г/м2 или менее и более предпочтительно 500 г/м2 или менее.
Поверхностная плотность впитывающего полимера во второй сердцевине 15 предпочтительно составляет 65 г/м2 или более и более предпочтительно 70 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 800 г/м2 или менее и более предпочтительно 600 г/м2 или менее.
[0083]
Как показано на фиг.3, в представленном варианте осуществления впитывающий элемент 10 имеет форму, удлиненную в одном направлении, если смотреть на вид сверху. В данном варианте осуществления впитывающий элемент 10 имеет форму, удлиненную в продольном направлении Х подгузника 1, в частности, прямоугольную форму. Направление длины впитывающего элемента 10 совпадает с продольным направлением Х, и направление ширины впитывающего элемента 10, ортогональное к направлению длины, совпадает с боковым направлением Y. Кроме того, первая сердцевина 14 и вторая сердцевина 15 (промежуточный лист 13) также имеют форму, удлиненную в продольном направлении Х. В данном варианте осуществления вторая сердцевина 15 и промежуточный лист 13 имеют по существу одинаковую форму, если смотреть на вид сверху.
[0084]
Как показано на фиг.3, в представленном варианте осуществления по отношению к центру впитывающего элемента 10, определяемому в направлении длины, то есть по отношению к виртуальной линии CLx, центральной в продольном направлении, которая разделяет впитывающий элемент 10 пополам в продольном направлении Х и проходит в боковом направлении Y как граница, одна сторона (левая сторона на фиг.3) впитывающего элемента 10, определяемая в направлении длины (продольном направлении Х), имеет большее количество впитывающего материала (такого как впитывающий полимер и впитывающее волокно), чем другая сторона (правая сторона на фиг.3) впитывающего элемента 10, определяемая в направлении длины (продольном направлении Х). Материал впитывающего элемента 10, образующий сердцевину, как правило, состоит по существу только из впитывающего материала. В частности, например, доля впитывающего материала по отношению к общей массе материала, образующего сердцевину, составляет 100% масс. Следовательно, в случае, когда впитывающий материал «сконцентрирован» в части впитывающего элемента 10, концентрация впитывающего материала отражается во внешнем виде впитывающего элемента 10, как показано на фиг.3. Соответственно, в случае, когда материал, образующий сердцевину, по существу состоит только из впитывающего материала, «впитывающий материал» на «одной стороне впитывающего элемента 10, определяемой в направлении длины и имеющей больше впитывающего материала, чем другая сторона впитывающего элемента 10, определяемая в направлении длины», может быть назван другими словами «материалом, образующим сердцевину».
[0085]
Примеры конфигурации, в которой впитывающий материал (материал, образующий сердцевину) сконцентрирован в определенной части впитывающего элемента 10, включают 1) конфигурацию, в которой впитывающий материал сконцентрирован с одной стороны первой сердцевины 14, определяемой в направлении длины (продольном направлении Х), но распределен равномерно во второй сердцевине 15, 2) конфигурацию, в которой впитывающий материал сконцентрирован с одной стороны второй сердцевины 15, определяемой в направлении длины (продольном направлении Х), но распределен равномерно в первой сердцевине 14, 3) конфигурацию, в которой впитывающий материал сконцентрирован с одной стороны в направлении длины (продольном направлении Х) в обеих сердцевинах 14 и 15, и 4) конфигурацию, в которой впитывающий материал сконцентрирован с одной стороны в направлении длины (продольном направлении Х) в одной из сердцевин 14 и 15 и сконцентрирован с другой стороны в направлении длины (продольном направлении Х) в другой из сердцевин 14 и 15, но впитывающий материал в целом сконцентрирован с одной стороны в направлении длины (продольном направлении Х) во впитывающем элементе 10. Вышеприведенное выражение «впитывающий материал (материал, образующий сердцевину) распределен равномерно» означает состояние, в котором впитывающий материал равномерно распределен в целом, что обнаруживается в случае выполнения макроскопического осмотра первой сердцевины 14, второй сердцевины 15 или впитывающего элемента 10 (например, в случае, когда первую сердцевину 14 или тому подобное осматривают невооруженным глазом), и равномерность в строгом смысле, которая может быть сначала проверена в случае, когда часть первой сердцевины 14 или тому подобного осматривают с помощью микроскопа (например, в случае, когда сечение первой сердцевины 14 или тому подобного осматривают с помощью микроскопа), не является проблемой.
[0086]
Как показано на фиг.3, в представленном варианте осуществления конфигурация 2) выбрана в качестве конфигурации, в которой впитывающий материал (материал, образующий сердцевину) сконцентрирован в определенной части. То есть во второй сердцевине 15 часть (левая сторона на фиг.3), которая проходит, проходя через центр (линию CLx, центральную в продольном направлении впитывающего элемента 10), в направлении длины (продольном направлении Х) вдоль того же направления и расположена с одной стороны второй сердцевины 15, определяемой в направлении длины (продольном направлении Х) впитывающего элемента 10, имеет большее количество впитывающего материала (материала, образующего сердцевину), чем часть (правая сторона на фиг.3), которая расположена с другой стороны второй сердцевины 15, определяемой в направлении длины (продольном направлении Х) впитывающего элемента 10. С другой стороны, в первой сердцевине 14 впитывающий материал (материал, образующий сердцевину) распределен равномерно.
[0087]
Как показано на фиг.3, в представленном варианте осуществления площадь основной поверхности части (левой стороны на фиг.3), расположенной с одной стороны второй сердцевины 15, определяемой в направлении длины (продольном направлении Х) впитывающего элемента 10, больше, чем площадь основной поверхности части (правой стороны на фиг.3), расположенной с другой стороны второй сердцевины 15, определяемой в направлении длины (продольном направлении Х) впитывающего элемента 10. «Основная поверхность», упомянутая в данном документе, означает поверхность, имеющую наибольшую площадь во второй сердцевине 15. Обычно она представляет собой или поверхность, принимающую жидкости, которая первой входит в контакт с жидкостью, подлежащей впитыванию, или поверхность, которая находится со стороны, противоположной по отношению к поверхности, принимающей жидкости, или или поверхность, обращенную к коже, или поверхность, не обращенную к коже. Если не указано иное, определение основной поверхности также имеет силу для других элементов, таких как первая сердцевина 14 и впитывающий элемент 10.
[0088]
Более конкретно, на виде сверху, показанном на фиг.3, первая сердцевина 14 (промежуточный лист 13) имеет прямоугольную форму, площадь основной поверхности первой сердцевины 14 больше площади основной поверхности второй сердцевины 15, и вторая сердцевина 15 расположена так, что она включена в зону, окруженную периферийным краем первой сердцевины 14 (промежуточного листа 13), и не выступает наружу от периферийного края первой сердцевины 14.
Длина второй сердцевины 15 в направлении длины (продольном направлении Х) меньше длины первой сердцевины 14 (промежуточного листа 13) в направлении длины (продольном направлении Х). Исходя из того, что длина второй сердцевины 15 в продольном направлении Х меньше длины первой сердцевины 14 в продольном направлении Х, отношение длины первой сердцевины 14 в продольном направлении Х к длине второй сердцевины 15 в продольном направлении Х предпочтительно составляет 1,05 или более и более предпочтительно 1,1 или более. Данное отношение предпочтительно составляет 1,7 или менее и более предпочтительно 1,6 или менее.
Длина (ширина) второй сердцевины 15 в направлении ширины (боковом направлении Y) не является постоянной на всей длине второй сердцевины 15 в направлении длины. Вторая сердцевина 15 имеет в направлении длины (продольном направлении Х) широкую часть 15А, которая является относительно широкой и имеет основную поверхность с большой площадью, и узкую часть 15В, которая является относительно узкой и имеет основную поверхность с малой площадью.
Ширина (длина в боковом направлении Y) участка широкой части 15А, который находится близко к узкой части 15В, постепенно уменьшается по направлению к стороне узкой части 15В.
В промежуточном листе 13 на периферийной части поверхности, на которой размещена вторая сердцевина 15 (на поверхности промежуточного листа 13, обращенной к коже, в данном варианте осуществления), в частности, со стороны, наружной в боковом направлении Y по отношению к узкой части 15В, имеется часть, на которой вторая сердцевина 15 не размещена и промежуточный лист 13 открыт для воздействия. В части, в которой промежуточный лист 13 открыт для воздействия, промежуточный лист 13 и второй лист 12 соединены вместе посредством адгезивов 24 и 25 (см. фиг.4).
[0089]
Отношение максимальной длины (максимальной ширины) широкой части 15А в боковом направлении Y к максимальной ширине узкой части 15В в боковом направлении Y предпочтительно составляет 1,1 или более и более предпочтительно 1,2 или более. Данное отношение предпочтительно составляет 5,5 или менее и более предпочтительно 3,0 или менее.
Отношение длины узкой части 15В в продольном направлении Х к длине широкой части 15А в продольном направлении Х предпочтительно составляет 1,2 или более и более предпочтительно 1,5 или более. Данное отношение предпочтительно составляет 7,0 или менее и более предпочтительно 5,0 или менее.
[0090]
Как показано на фиг.1, в представленном варианте осуществления впитывающий элемент 10 расположен так, что сторона, на которой сконцентрирован впитывающий материал (материал, образующий сердцевину) и которая определяется в направлении длины впитывающего элемента 10, то есть сторона широкой части 15А второй сердцевины 15, расположена близко к передней части А подгузника 1. Во впитывающем элементе 10 как составляющем элементе подгузника 1 выделяемая организмом, текучая среда, подлежащая впитыванию, обычно концентрируется в определенном месте. В частности, выделяемая организмом, текучая среда скапливается в промежностной части В или части подгузника 1, центральной в продольном направлении Х, или скапливается в зоне, близкой к промежностной части В, в передней части А помимо вышеупомянутых частей. Следовательно, предпочтительно, чтобы впитывающий элемент 10 был размещен так, чтобы часть впитывающего элемента 10, имеющая относительно большое количество впитывающего материала (материала, образующего сердцевину), была расположена в таких зонах, в которых скапливается выделяемая организмом, текучая среда. В случае, когда впитывающий элемент 10 расположен так, как указано выше, можно обеспечить как способность к впитыванию жидкости, так и уменьшение толщины впитывающего элемента 10.
[0091]
Что касается высоты подъема, измеряемой при определении способности к впитыванию воды по методу Клемма согласно JIS P 8141, то предпочтительно, чтобы обеспечивалось количественное соотношение «первый лист 11≤второй лист 12 < промежуточный лист 13». Высота подъема, измеряемая при определении способности промежуточного листа 13 к впитыванию воды по методу Клемма, предпочтительно составляет 20 мм или более и более предпочтительно 25 мм или более за 5 минут. В случае, когда обеспечивается данное количественное соотношение, жидкость быстро впитывается и подвергается диффузии в направлении в плоскости, что целесообразно главным образом для повышения эффективности использования впитывающего полимера 20 первой сердцевины 14. Высота подъема, измеряемая при определении способности промежуточного листа 13 к впитыванию воды по методу Клемма, которая находится в вышеуказанных пределах, целесообразна в основном для обеспечения лучшей диффузии жидкости в направлении в плоскости. Следовательно, впитывающий элемент 10, удовлетворяющий данным условиям, обеспечивает особенно хорошие характеристики впитывания жидкости. Высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, представляет собой показатель способности к удерживанию жидкости. Чем выше высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, тем выше способность волокнистого листа к удерживанию жидкости.
[0092]
По соображениям, связанным с обеспечением вышеуказанного количественного соотношения, относящегося к высоте подъема, измеряемой при определении способности к впитыванию воды по методу Клемма, в качестве промежуточного листа 13 особенно предпочтительна крепированная бумага. Крепированная бумага также может быть использована в качестве первого листа 11 и второго листа 12. Крепированная бумага представляет собой бумагу с морщинами и складками. Поскольку морщины и складки приводят к эластичности, при растягивании крепированная бумага имеет бульшую площадь поверхности, чем обычная бумага. Вследствие данных характеристик крепированной бумаги промежуточный лист 13 и тому подобные листы, состоящие из крепированной бумаги, характеризуются относительно большой высотой подъема, измеряемой при определении способности к впитыванию воды по методу Клемма, что приводит к высокой способности притягивать жидкость, и промежуточный лист 13 и тому подобные листы, впитавшие жидкость, имеют относительно низкую жесткость. Степень крепирования крепированной бумаги представлена степенью крепирования, определенной с помощью метода удлинения под водой, при этом степень крепирования предпочтительно составляет 5% или более, более предпочтительно 10% или более и еще более предпочтительно 15% или более. Кроме того, целесообразной на практике является степень крепирования, составляющая 30% или менее.
[0093]
Одним из предпочтительных примеров промежуточного листа 13 является крепированная бумага, имеющая степень крепирования в вышеуказанных предпочтительных пределах.
Между тем степень крепирования второго листа 12 предпочтительно составляет менее 1%. В случае, когда степень крепирования второго листа 12 находится в данных пределах, высота подъема, измеряемая при определении способности второго листа 12 к впитыванию воды по методу Клемма, может быть меньше, чем высота подъема, измеряемая при определении способности промежуточного листа 13 к впитыванию воды по методу Клемма, маловероятно удерживание жидкости на внутренней стороне второго листа 12, и воздухопроницаемость может быть повышена.
Степень крепирования первого листа 11 может находиться в тех же пределах, что и степень крепирования второго листа 12.
[0094]
Степень крепирования может быть определена с помощью метода удлинения под водой, например, на основе нижеприведенного метода. Степень крепирования определяют при температуре 23 ± 2°C и относительной влажности 50 ± 5%, используя образец, который выдерживают в такой же среде в течение 24 часов или более перед измерением. Лист как объект измерений вырезают с размерами 25 мм в направлении, в котором проходят складки, и 100 мм в направлении, ортогональном к вышеуказанному направлению, посредством чего получают образец для измерений. Образец для измерений погружают в воду на 1 минуту и затем тянут вверх, и степень крепирования рассчитывают по нижеприведенной формуле исходя из изменения размера в вышеуказанном ортогональном направлении. Образец измеряют три раза, и среднее арифметическое значение принимают в качестве степени крепирования (%). В случае, когда размер, составляющий 100 мм, невозможно обеспечить в ортогональном направлении, можно вырезать образец с размером в ортогональном направлении, составляющим по меньшей мере 30 мм или более, и рассчитать степень крепирования.
Степень крепирования (%)={(размер после погружения в воду (мм))/(размер до погружения в воду (мм)) - 1} × 100
[0095]
Например, нетканый материал представляет собой предпочтительный вариант первого листа 11, и более предпочтительным вариантом первого листа 11 является нетканый материал со структурой SMS.
Например, в качестве предпочтительного варианта второго листа 12 второй лист 12 может быть образован посредством нетканого материала. Более конкретно, его примеры включают фильерный нетканый материал и нетканый материал со структурой SMS. Среди данных материалов особенно предпочтителен нетканый материал со структурой SMS.
Примеры предпочтительного варианта промежуточного листа 13 включают бумагу, состоящую главным образом из волокон на основе целлюлозы (бумагу, в которой содержание волокна на основе целлюлозы составляет 50% масс. или более).
[0096]
Поверхностная плотность первого листа 11 предпочтительно составляет 5 г/м2 или более и более предпочтительно 8 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 80 г/м2 или менее и более предпочтительно 60 г/м2 или менее.
Поверхностная плотность второго листа 12 предпочтительно составляет 5 г/м2 или более и более предпочтительно 8 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 80 г/м2 или менее и более предпочтительно 60 г/м2 или менее.
Поверхностная плотность промежуточного листа 13 предпочтительно составляет 5 г/м2 или более и более предпочтительно 8 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 80 г/м2 или менее и более предпочтительно 60 г/м2 или менее.
[0097]
Поверхностная плотность многослойной структуры, образованной со стороны первой сердцевины, то есть поверхностная плотность «многослойной структуры, состоящей из первого листа 11, первой сердцевины 14 и промежуточного листа 13», не имеет особых ограничений. По соображениям, связанным с обеспечением оптимального сочетания впитывающей способности, уменьшения толщины и гибкости, поверхностная плотность предпочтительно составляет 80 г/м2 или более и более предпочтительно 100 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 600 г/м2 или менее и более предпочтительно 400 г/м2 или менее.
По тем же соображениям поверхностная плотность второй сердцевины 15 (поверхностная плотность части, отличной от сквозного отверстия 15N, которое будет описано позднее) предпочтительно составляет 100 г/м2 или более и более предпочтительно 150 г/м2 или более. Данная поверхностная плотность предпочтительно составляет 800 г/м2 или менее и более предпочтительно 700 г/м2 или менее.
[0098]
Впитывающий элемент 10 может быть изготовлен в соответствии с традиционным способом при использовании известного устройства. Установка для изготовления впитывающего элемента 10, как правило, включает в себя первое производственное устройство, в котором изготавливается первая сердцевина 14, и второе производственное устройство, в котором изготавливается вторая сердцевина 15. Второе производственное устройство, как правило, включает в себя устройство для формирования стоп волокон, описанное выше. Первое производственное устройство, как правило, включает в себя средства для перемещения листов, средства нанесения, предназначенные для нанесения адгезива на лист, и средства распределения впитывающего полимера 20. В первом производственном устройстве во время перемещения или первого листа 11, или промежуточного листа 13 с помощью средств перемещения адгезив наносят на одну поверхность перемещаемого листа с заданным рисунком, используя средства нанесения. Кроме того, впитывающий полимер 20 распределяют с помощью средств распределения на зоне перемещаемого листа, покрытой адгезивом, после этого один из листов 11 и 13 накладывают на одну поверхность другого листа, на которой распределен впитывающий полимер 20, и листы соединяют в одно целое посредством адгезива, и от полученного материала при необходимости отрезают куски с длиной, соответствующей одному изделию, посредством чего изготавливают первую сердцевину 14.
[0099]
В установке для изготовления впитывающего элемента 10 вторую сердцевину 15, изготовленную во втором производственном устройстве, размещают на поверхности второго листа 12, на которую адгезивы 21 и 25 были нанесены заранее, при этом данная поверхность покрыта адгезивами. В этом состоянии во время перемещения второй сердцевины 15 вместе со вторым листом 12 первую сердцевину 14, изготовленную в первом производственном устройстве, накладывают на перемещаемую вторую сердцевину 15, первую сердцевину 14 и вторую сердцевину 15 соединяют в одно целое посредством адгезива 24, который нанесен заранее на по меньшей мере одну из сердцевин 14 и 15, после этого выступающую часть 12Е второго листа 12 (см. фиг.4) загибают по направлению к стороне первой сердцевины 14 так, чтобы первая сердцевина 14 была закрыта, и от полученного материала при необходимости отрезают куски с длиной, соответствующей одному изделию, посредством чего изготавливают впитывающий элемент 10.
[0100]
Впитывающее изделие по настоящему изобретению не ограничено одноразовым подгузником раскрываемого типа, описанным в качестве варианта осуществления, и охватывает самые разные изделия, используемые для впитывания выделяемой организмом, текучей среды (такой как моча, менструальная кровь, жидкий стул или пот), выделенной из тела человека. Впитывающее изделие по настоящему изобретению также охватывает одноразовые натягиваемые подгузники, не имеющие конструктивных элементов для прикрепления, таких как элемент 8 для прикрепления и зона 9 для прикрепления, гигиенические прокладки, гигиенические трусы и тому подобное.
[0101]
Настоящее изобретение было описано выше на основе предпочтительных вариантов его осуществления. Однако впитывающее изделие по настоящему изобретению не ограничено данными вариантами осуществления и может быть модифицировано соответствующим образом.
Например, в вышеприведенных вариантах осуществления никакие другие элементы не расположены между второй сердцевиной 15, вторым листом 12 и промежуточным листом 13. Однако проницаемый или впитывающий жидкости элемент может быть размещен между второй сердцевиной 15 и вторым листом 12 и/или между второй сердцевиной 15 и промежуточным листом 13. Примеры вышеуказанного включают конфигурацию, в которой любая одна или обе из обращенной к коже поверхности и не обращенной к коже поверхности второй сердцевины 15 закрыты проницаемым для жидкостей или впитывающим жидкости листом, отдельным от второго листа 12 и промежуточного листа 13.
В вышеприведенных вариантах осуществления каждый из первого листа 11, второго листа 12 и промежуточного листа 13 представляет собой отдельный и независимый элемент. Однако любые два из данных листов могут образовывать один лист. Конкретные примеры вышеуказанного включают конфигурацию, в которой впитывающий элемент 10 включает в себя один лист, который закрывает обращенную к коже поверхность первой сердцевины 14 (сторону первой сердцевины 14, обращенную ко второй сердцевине 15) и не обращенную к коже поверхность первой сердцевины 14 (сторону первой сердцевины 14, противоположную стороне, обращенной ко второй сердцевине 15), часть данного одного листа, которая закрывает поверхность первой сердцевины 14, не обращенную к коже, представляет собой первый лист 11, и часть данного одного листа, которая закрывает поверхность первой сердцевины 14, обращенную к коже, представляет собой промежуточный лист 13. Другой конкретный пример вышеуказанного представляет собой конфигурацию, в которой впитывающий элемент 10 включает в себя один лист, который закрывает обращенную к коже поверхность второй сердцевины 15 (сторону второй сердцевины 15, противоположную стороне, обращенной к первой сердцевине 14) и не обращенную к коже поверхность второй сердцевины 15 (сторону второй сердцевины 15, обращенную к первой сердцевине 14), часть данного одного листа, которая закрывает поверхность второй сердцевины 15, не обращенную к коже, представляет собой промежуточный лист 13, и часть данного одного листа, которая закрывает поверхность второй сердцевины 15, обращенную к коже, представляет собой второй лист 12.
[0102]
Кроме того, форма сквозного отверстия 15N на виде сверху и число сквозных отверстий 15N не ограничены вышеприведенными вариантами осуществления и могут быть заданы произвольно. Например, одно сквозное отверстие 15N, имеющее прямоугольную форму, если смотреть на вид сверху, может проходить в продольном направлении Х в центре второй сердцевины 15, определяемом в боковом направлении Y, или множество сквозных отверстий 15N, например, три или более сквозных отверстий 15N, имеющих прямоугольную форму, если смотреть на вид сверху, могут быть расположены с промежутками в боковом направлении Y так, что направление их длины будет совпадать с продольным направлением Х.
Кроме того, во впитывающем изделии по настоящему изобретению по соображениям, связанным с повышением впитывающей способности, непромокаемости и тому подобного, проницаемый для жидкостей лист, называемый вторым листом, листом, образующим подслой, или тому подобным, который состоит из бумаги или различных нетканых материалов, может быть расположен между верхним листом 3 и впитывающим элементом 10 (вторым листом 12).
Все компоненты, включенные в только один вариант осуществления, описанный выше, могут быть использованы совместно соответствующим образом. Варианты осуществления настоящего изобретения, описанные выше, также включают нижеприведенные конфигурации.
[0103]
<1> Впитывающий элемент, подлежащий использованию во впитывающем изделии,
при этом впитывающее изделие имеет продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению,
впитывающее изделие включает в себя промежностную часть, размещаемую на промежностной части тела носителя, переднюю часть, размещаемую ближе к передней стороне носителя по сравнению с промежностной частью, и заднюю часть, размещаемую ближе к задней стороне носителя по сравнению с промежностной частью,
при этом впитывающий элемент содержит:
- промежуточный лист;
- первый лист, который расположен со стороны поверхности промежуточного листа, не обращенной к коже; и
- второй лист, который расположен со стороны поверхности промежуточного листа, обращенной к коже,
при этом
первая сердцевина, которая содержит по меньшей мере впитывающий полимер в качестве впитывающего материала, расположена между первым листом и промежуточным листом,
впитывающая вторая сердцевина, которая набухает при впитывании жидкости, расположена между промежуточным листом и вторым листом,
сквозное отверстие, которое проходит через вторую сердцевину в направлении толщины, образовано в той зоне второй сердцевины, которая соответствует промежностной части,
второй лист и промежуточный лист находятся ближе друг к другу в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, чем в зоне, перекрывающей часть, в которой не образовано сквозное отверстие и которая расположена вокруг сквозного отверстия во второй сердцевине, если смотреть на вид сверху,
доля впитывающего полимера в материале, образующем первую сердцевину, составляет 90% масс. или более,
впитывающий полимер равномерно распределен в той зоне первой сердцевины, которая соответствует промежностной части,
в состоянии после впитывания жидкости впитывающий элемент имеет углубление на стороне обращенной к коже поверхности и на стороне не обращенной к коже поверхности зоны, которая перекрывает сквозное отверстие, если смотреть на вид сверху, и
глубина углубления на стороне поверхности, не обращенной к коже, составляет не более 40% от глубины углубления на стороне поверхности, обращенной к коже.
<2> Впитывающий элемент по пункту <1>, при этом во впитывающем элементе, впитавшем жидкость, в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, глубина (максимальная глубина) углубления на стороне поверхности, не обращенной к коже, предпочтительно составляет не более 35% и более предпочтительно не более 30% от глубины (максимальной глубины) углубления на стороне поверхности, обращенной к коже.
<3> Впитывающий элемент по пункту <1> или <2>, в котором в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, глубина (максимальная глубина) углубления на стороне поверхности, не обращенной к коже, составляет менее 3 мм.
<4> Впитывающий элемент по любому из пунктов <1> - <3>, в котором в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, глубина (максимальная глубина) углубления на стороне поверхности, не обращенной к коже, предпочтительно составляет менее 2,0 мм.
[0104]
<5> Впитывающий элемент по любому из пунктов <1> - <4>, в котором в случае, когда поверхность второго листа, обращенная к коже, в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, выбрана в качестве базы, D1 представляет собой разделяющее расстояние в направлении толщины между обращенной к коже поверхностью части второго листа, которая соответствует части, в которой не образовано сквозное отверстие, и базой, и D2 представляет собой разделяющее расстояние в направлении толщины между не обращенной к коже поверхностью части промежуточного листа, которая соответствует части, в которой не образовано сквозное отверстие, и базой, разделяющее расстояние D1 увеличивается в большей степени, чем разделяющее расстояние D2, при впитывании жидкости впитывающим элементом.
<6> Впитывающий элемент по пункту <5>, при этом во впитывающем элементе, впитавшем жидкость, разделяющее расстояние D1 (D1b) больше разделяющего расстояния D2 (D2b).
<7> Впитывающий элемент по пункту <5> или <6>, в котором - в случае, когда D1a представляет собой разделяющее расстояние D1 во впитывающем элементе, еще не впитавшем жидкость, D1b представляет собой разделяющее расстояние D1 во впитывающем элементе, впитавшем жидкость, D2a представляет собой разделяющее расстояние D2 во впитывающем элементе, еще не впитавшем жидкость, D2b представляет собой разделяющее расстояние D2 во впитывающем элементе, впитавшем жидкость, разность разделяющего расстояния D2a и разделяющего расстояния D2b представлена выражением (D2b - D2a), и разность разделяющего расстояния D1a и разделяющего расстояния D1b представлена выражением (D1b - D1a), - исходя из того, что (D1b - D1a) > (D2b - D2a), отношение (D1b - D1a)/(D2b - D2a) предпочтительно составляет 1,1 или более и более предпочтительно 1,2 или более.
<8> Впитывающий элемент по любому из пунктов <5> - <7>, в котором - в случае, когда D1a представляет собой разделяющее расстояние D1 во впитывающем элементе, еще не впитавшем жидкость, D1b представляет собой разделяющее расстояние D1 во впитывающем элементе, впитавшем жидкость, D2a представляет собой разделяющее расстояние D2 во впитывающем элементе, еще не впитавшем жидкость, D2b представляет собой разделяющее расстояние D2 во впитывающем элементе, впитавшем жидкость, разность разделяющего расстояния D2a и разделяющего расстояния D2b представлена выражением (D2b - D2a), и разность разделяющего расстояния D1a и разделяющего расстояния D1b представлена выражением (D1b - D1a), - исходя из того, что (D1b - D1a) > (D2b - D2a), отношение (D1b - D1a)/(D2b - D2a) предпочтительно составляет 10,0 или менее и более предпочтительно 5,0 или менее.
<9> Впитывающий элемент по любому из пунктов <5> - <8>, в котором, исходя из того, что разделяющее расстояние D1 (D1a) больше разделяющего расстояния D2 (D2a) во впитывающем элементе, еще не впитавшем жидкость, разделяющее расстояние D1 (D1a) предпочтительно составляет 1,0 мм или более и более предпочтительно 1,5 мм или более.
<10> Впитывающий элемент по любому из пунктов <5> - <9>, в котором, исходя из того, что разделяющее расстояние D1 (D1a) больше разделяющего расстояния D2 (D2a) во впитывающем элементе, еще не впитавшем жидкость, разделяющее расстояние D1 (D1a) предпочтительно составляет 20 мм или менее и более предпочтительно 10 мм или менее.
<11> Впитывающий элемент по любому из пунктов <5> - <10>, в котором, исходя из того, что разделяющее расстояние D2 (D2a) меньше разделяющего расстояния D1 (D1a) во впитывающем элементе, еще не впитавшем жидкость, разделяющее расстояние D2 (D2a) предпочтительно составляет 0,5 мм или более и более предпочтительно 1,0 мм или более.
<12> Впитывающий элемент по любому из пунктов <5> - <11>, в котором, исходя из того, что разделяющее расстояние D2 (D2a) меньше разделяющего расстояния D1 (D1a) во впитывающем элементе, еще не впитавшем жидкость, разделяющее расстояние D2 (D2a) предпочтительно составляет 10 мм или менее и более предпочтительно 5,0 мм или менее.
[0105]
<13> Впитывающий элемент по любому из пунктов <1> - <12>, при этом во впитывающем элементе, впитавшем жидкость, часть первой сердцевины, соответствующая сквозному отверстию, является более толстой, чем часть первой сердцевины, соответствующая части, в которой не образовано сквозное отверстие.
<14> Впитывающий элемент по пункту <13>, в котором, исходя из того, что толщина (Т1) той части первой сердцевины, которая соответствует части, в которой не образовано сквозное отверстие, меньше толщины (Т2) той части первой сердцевины, которая соответствует сквозному отверстию, отношение Т2/Т1 предпочтительно составляет 1,1 или более и более предпочтительно 1,2 или более.
<15> Впитывающий элемент по пункту <13> или <14>, в котором, исходя из того, что толщина (Т1) той части первой сердцевины, которая соответствует части, в которой не образовано сквозное отверстие, меньше толщины (Т2) той части первой сердцевины, которая соответствует сквозному отверстию, отношение Т2/Т1 предпочтительно составляет 5,0 или менее и более предпочтительно 3,0 или менее.
<16> Впитывающий элемент по любому из пунктов <13> - <15>, в котором толщина (Т1) той части первой сердцевины, которая соответствует части, в которой не образовано сквозное отверстие, предпочтительно составляет 0,5 мм или более и более предпочтительно 1,0 мм или более.
<17> Впитывающий элемент по любому из пунктов <13> - <16>, в котором толщина (Т1) той части первой сердцевины, которая соответствует части, в которой не образовано сквозное отверстие, предпочтительно составляет 10 мм или менее и более предпочтительно 5 мм или менее.
<18> Впитывающий элемент по любому из пунктов <13> - <17>, в котором толщина (Т2) той части первой сердцевины, которая соответствует сквозному отверстию, предпочтительно составляет 1,0 мм или более и более предпочтительно 2,0 мм или более.
<19> Впитывающий элемент по любому из пунктов <13> - <18>, в котором толщина (Т2) той части первой сердцевины, которая соответствует сквозному отверстию, предпочтительно составляет 15 мм или менее и более предпочтительно 10 мм или менее.
[0106]
<20> Впитывающий элемент по любому из пунктов <1> - <19>, в котором - в случае, когда BR представляет собой степень изменения изгибной жесткости многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), на единицу изменения толщины до и после впитывания жидкости, при этом степень изменения изгибной жесткости рассчитывается по нижеприведенной формуле (1), - по меньшей мере в той зоне первой сердцевины, которая соответствует промежностной части, BR в каждом из трех направлений, представляющих собой продольное направление, боковое направление и наклонное направление, пересекающееся как с продольным направлением, так и с боковым направлением, составляет 5,0 мм-1 или менее.
BR=(Bw/Bd)/T0c (1)
Bw: Изгибная жесткость многослойной структуры после впитывания жидкости
Bd: Изгибная жесткость многослойной структуры до впитывания жидкости
T0c: Изменение толщины многослойной структуры до и после впитывания жидкости, рассчитанное по нижеприведенной формуле (2):
T0c=T0w - T0d (2)
T0w: Толщина многослойной структуры под нагрузкой 4,9 мН/см2 после впитывания жидкости
T0d: Толщина многослойной структуры под нагрузкой 4,9 мН/см2 до впитывания жидкости
<21> Впитывающий элемент по пункту <20>, в котором BR в каждом из данных трех направлений многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), предпочтительно составляет 4,8 мм-1 или менее и более предпочтительно 4,5 мм-1 или менее.
<22> Впитывающий элемент по пункту <20> или <21>, в котором BR в каждом из данных трех направлений многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), предпочтительно составляет 0,1 мм-1 или менее и более предпочтительно 0,3 мм-1 или менее.
<23> Впитывающий элемент по любому из пунктов <20> - <22>, в котором изгибная жесткость Bw многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), определяемая в продольном направлении, боковом направлении или наклонном направлении после впитывания жидкости, предпочтительно составляет 200 мН×см2/см или менее и более предпочтительно 100 мН×см2/см или менее.
<24> Впитывающий элемент по любому из пунктов <20> - <23>, в котором изгибная жесткость Bw многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), определяемая в продольном направлении, боковом направлении или наклонном направлении после впитывания жидкости, предпочтительно составляет 0,3 мН×см2/см или более и более предпочтительно 0,5 мН×см2/см или более.
<25> Впитывающий элемент по любому из пунктов <20> - <24>, в котором изгибная жесткость Bd многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), определяемая в продольном направлении, боковом направлении или наклонном направлении до впитывания жидкости, предпочтительно составляет 19,6 мН×см2/см или менее и более предпочтительно 15 мН×см2/см или менее.
<26> Впитывающий элемент по любому из пунктов <20> - <25>, в котором изгибная жесткость Bd многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), определяемая в продольном направлении, боковом направлении или наклонном направлении до впитывания жидкости, предпочтительно составляет 0,1 мН×см2/см или более и более предпочтительно 0,2 мН×см2/см или более.
<27> Впитывающий элемент по любому из пунктов <20> - <26>, в котором толщина (максимальная толщина) T0w многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), определяемая под нагрузкой 4,9 мН/см2 (= 0,5 гс/см2) после впитывания жидкости, предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более.
<28> Впитывающий элемент по любому из пунктов <20> - <27>, в котором толщина (максимальная толщина) T0w многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), определяемая под нагрузкой 4,9 мН/см2 (= 0,5 гс/см2) после впитывания жидкости, предпочтительно составляет 30 мм или менее и более предпочтительно 15 мм или менее.
<29> Впитывающий элемент по любому из пунктов <20> - <28>, в котором толщина (максимальная толщина) T0d многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), определяемая под нагрузкой 4,9 мН/см2 (= 0,5 гс/см2) до впитывания жидкости, предпочтительно составляет 0,1 мм или более и более предпочтительно 0,3 мм или более.
<30> Впитывающий элемент по любому из пунктов <20> - <29>, в котором толщина (максимальная толщина) T0d многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), определяемая под нагрузкой 4,9 мН/см2 (= 0,5 гс/см2) до впитывания жидкости, предпочтительно составляет 5 мм или менее и более предпочтительно 3 мм или менее.
<31> Впитывающий элемент по любому из пунктов <20> - <30>, в котором соотношение между значениями изгибной жесткости Bw в двух направлениях, выбранных произвольно из данных трех направлений, предпочтительно составляет 0,8 или более и 1,2 или менее.
[0107]
<32> Впитывающий элемент по любому из пунктов <1> - <31>, при этом во впитывающем элементе, впитавшем жидкость, степень деформации сжатия многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), выше, чем степень деформации сжатия многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа (многослойной структуры, образованной со стороны второй сердцевины).
<33> Впитывающий элемент по пункту <32>, при этом во впитывающем элементе, впитавшем жидкость, - исходя из того, что степень деформации сжатия многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), > степень деформации сжатия многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа (многослойной структуры, образованной со стороны второй сердцевины), - отношение степени деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, к степени деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, предпочтительно составляет 2,0 или более и более предпочтительно 2,3 или более.
<34> Впитывающий элемент по пункту <32> или <33>, в котором во впитывающем элементе, впитавшем жидкость, - исходя из того, что степень деформации сжатия многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), > степень деформации сжатия многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа (многослойной структуры, образованной со стороны второй сердцевины), - отношение степени деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, к степени деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, предпочтительно составляет 10,0 или менее и более предпочтительно 5,0 или менее.
<35> Впитывающий элемент по любому из пунктов <32> - <34>, при этом во впитывающем элементе, впитавшем жидкость, - исходя из того, что степень деформации сжатия многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), выше, чем степень деформации сжатия многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа (многослойной структуры, образованной со стороны второй сердцевины), - степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, предпочтительно составляет 40% или более и более предпочтительно 45% или более.
<36> Впитывающий элемент по любому из пунктов <32> - <35>, при этом во впитывающем элементе, впитавшем жидкость, - исходя из того, что степень деформации сжатия многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), выше, чем степень деформации сжатия многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа (многослойной структуры, образованной со стороны второй сердцевины), - степень деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, предпочтительно составляет 80% или менее и более предпочтительно 75% или менее.
<37> Впитывающий элемент по любому из пунктов <32> - <36>, при этом во впитывающем элементе, впитавшем жидкость, - исходя из того, что степень деформации сжатия многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа (многослойной структуры, образованной со стороны второй сердцевины), ниже, чем степень деформации сжатия многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), - степень деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, предпочтительно составляет 10% или более и более предпочтительно 15% или более.
<38> Впитывающий элемент по любому из пунктов <32> - <37>, при этом во впитывающем элементе, впитавшем жидкость, - исходя из того, что степень деформации сжатия многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа (многослойной структуры, образованной со стороны второй сердцевины), ниже, чем степень деформации сжатия многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа (многослойной структуры, образованной со стороны первой сердцевины), - степень деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, предпочтительно составляет 60% или менее и более предпочтительно 55% или менее.
[0108]
<39> Впитывающий элемент по любому из пунктов <1> - <38>, в котором адгезивы (24 и 25) нанесены на обращенную к коже поверхность и не обращенную к коже поверхность второй сердцевины, и количество адгезива (24), нанесенного на стороне не обращенной к коже поверхности второй сердцевины, на единицу площади больше, чем количество адгезива (25), нанесенного на стороне обращенной к коже поверхности второй сердцевины, на единицу площади.
<40> Впитывающий элемент по пункту <39>, в котором, - исходя из того, что поверхностная плотность адгезива (24) на стороне той поверхности второй сердцевины, которая не обращена к коже, больше поверхностной плотности адгезива (25) на стороне той поверхности второй сердцевины, которая обращена к коже, - отношение поверхностной плотности адгезива (24) на стороне той поверхности второй сердцевины, которая не обращена к коже, к поверхностной плотности адгезива (25) на стороне той поверхности второй сердцевины, которая обращена к коже, предпочтительно составляет 1,1 или более и более предпочтительно 1,3 или более.
<41> Впитывающий элемент по пункту <39> или <40>, в котором, - исходя из того, что поверхностная плотность адгезива (24) на стороне той поверхности второй сердцевины, которая не обращена к коже, больше поверхностной плотности адгезива (25) на стороне той поверхности второй сердцевины, которая обращена к коже, - отношение поверхностной плотности адгезива (24) на стороне той поверхности второй сердцевины, которая не обращена к коже, к поверхностной плотности адгезива (25) на стороне той поверхности второй сердцевины, которая обращена к коже, предпочтительно составляет 15 или менее и более предпочтительно 10 или менее.
<42> Впитывающий элемент по любому из пунктов <39> - <41>, в котором поверхностная плотность адгезива (24) на стороне той поверхности второй сердцевины, которая не обращена к коже, предпочтительно составляет 3,0 г/м2 или более и более предпочтительно 4,5 г/м2 или более.
<43> Впитывающий элемент по любому из пунктов <39> - <42>, в котором поверхностная плотность адгезива (24) на стороне той поверхности второй сердцевины, которая не обращена к коже, предпочтительно составляет 40 г/м2 или менее и более предпочтительно 20 г/м2 или менее.
<44> Впитывающий элемент по любому из пунктов <39> - <43>, в котором поверхностная плотность адгезива (25) на стороне той поверхности второй сердцевины, которая обращена к коже, предпочтительно составляет 1,3 г/м2 или более и более предпочтительно 1,5 г/м2 или более.
<45> Впитывающий элемент по любому из пунктов <39> - <44>, в котором поверхностная плотность адгезива (25) на стороне той поверхности второй сердцевины, которая обращена к коже, предпочтительно составляет 35 г/м2 или менее и более предпочтительно 15 г/м2 или менее.
[0109]
<46> Впитывающий элемент по любому из пунктов <1> - <45>, в котором в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, второй лист и промежуточный лист соединены вместе, и промежуточный лист и первый лист соединены вместе.
<47> Впитывающий элемент по пункту <46>, в котором в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, доля площади, на которой второй лист и промежуточный лист соединены вместе, предпочтительно составляет 10% или более и более предпочтительно 20% или более.
<48> Впитывающий элемент по пункту <46> или <47>, в котором в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, доля площади, на которой промежуточный лист и первый лист соединены вместе, предпочтительно составляет 10% или более и более предпочтительно 30% или более.
[0110]
<49> Впитывающий элемент по любому из пунктов <1> - <48>, в котором содержание впитывающего полимера в первой сердцевине, то есть доля массы впитывающего полимера, содержащегося в первой сердцевине, от общей массы материала, образующего первую сердцевину, предпочтительно составляет 92% масс. или более и более предпочтительно 95% масс. или более.
<50> Впитывающий элемент по любому из пунктов <1> - <49>, в котором содержание впитывающего полимера во второй сердцевине, то есть доля массы впитывающего полимера, содержащегося во второй сердцевине, от общей массы материала, образующего вторую сердцевину, предпочтительно составляет 30% масс. или более и более предпочтительно 40% масс. или более.
<51> Впитывающий элемент по любому из пунктов <1> - <50>, в котором содержание впитывающего полимера во второй сердцевине, то есть доля массы впитывающего полимера, содержащегося во второй сердцевине, от общей массы материала, образующего вторую сердцевину, предпочтительно составляет 90% масс. или менее и более предпочтительно 80% масс. или менее.
<52> Впитывающий элемент по любому из пунктов <1> - <51>, в котором содержание впитывающего волокна во второй сердцевине предпочтительно составляет 20% масс. или более и более предпочтительно 30% масс. или более.
<53> Впитывающий элемент по любому из пунктов <1> - <52>, в котором содержание впитывающего волокна во второй сердцевине предпочтительно составляет 90% масс. или менее и более предпочтительно 80% масс. или менее.
[0111]
<54> Впитывающий элемент по любому из пунктов <1> - <53>, в котором длина сквозного отверстия в продольном направлении предпочтительно составляет не менее 20% и более предпочтительно не менее 30% от длины второй сердцевины в продольном направлении.
<55> Впитывающий элемент по любому из пунктов <1> - <54>, в котором длина сквозного отверстия в продольном направлении предпочтительно составляет не более 95% и более предпочтительно не более 85% от длины второй сердцевины в продольном направлении.
<56> Впитывающий элемент по любому из пунктов <1> - <55>, в котором длина (ширина) сквозного отверстия в боковом направлении предпочтительно составляет 1 мм или более и более предпочтительно 2 мм или более.
<57> Впитывающий элемент по любому из пунктов <1> - <56>, в котором длина (ширина) сквозного отверстия в боковом направлении предпочтительно составляет 25 мм или менее и более предпочтительно 20 мм или менее.
<58> Впитывающий элемент по любому из пунктов <1> - <57>, в котором множество сквозных отверстий расположены с промежутками в боковом направлении, и промежуток между двумя сквозными отверстиями, соседними друг с другом в боковом направлении, предпочтительно составляет 10 мм или более и более предпочтительно 15 мм или более.
<59> Впитывающий элемент по любому из пунктов <1> - <58>, в котором множество сквозных отверстий расположены с промежутками в боковом направлении, и промежуток между двумя сквозными отверстиями, соседними друг с другом в боковом направлении, предпочтительно составляет 80 мм или менее и более предпочтительно 60 мм или более.
<60> Впитывающий элемент по любому из пунктов <1> - <59>, в котором поверхностная плотность впитывающего полимера (масса на единицу площади) в первой сердцевине меньше поверхностной плотности впитывающего полимера во второй сердцевине.
<61> Впитывающий элемент по любому из пунктов <1> - <60>, в котором, исходя из того, что поверхностная плотность впитывающего полимера в первой сердцевине меньше поверхностной плотности впитывающего полимера во второй сердцевине, отношение поверхностной плотности впитывающего полимера во второй сердцевине к поверхностной плотности впитывающего полимера в первой сердцевине предпочтительно составляет 1,1 или более и более предпочтительно 1,3 или более.
<62> Впитывающий элемент по любому из пунктов <1> - <61>, в котором, исходя из того, что поверхностная плотность впитывающего полимера в первой сердцевине меньше поверхностной плотности впитывающего полимера во второй сердцевине, отношение поверхностной плотности впитывающего полимера во второй сердцевине к поверхностной плотности впитывающего полимера в первой сердцевине предпочтительно составляет 10 или менее и более предпочтительно 5,0 или менее.
<63> Впитывающий элемент по любому из пунктов <1> - <62>, в котором вторая сердцевина проходит в продольном направлении так, что она проходит через центр в продольном направлении, и часть второй сердцевины, расположенная с одной стороны в продольном направлении (направлении длины впитывающего элемента), имеет большее количество впитывающего материала (материала, образующего сердцевину), чем часть второй сердцевины, расположенная с другой стороны в продольном направлении (направлении длины впитывающего элемента).
[0112]
<64> Впитывающий элемент по любому из пунктов <1> - <63>, в котором в отношении высоты подъема, измеряемой при определении способности к впитыванию воды по методу Клемма согласно JIS P 8141, обеспечивается количественное соотношение «первый лист≤второй лист < промежуточный лист», и высота подъема, измеряемая при определении способности промежуточного листа к впитыванию воды по методу Клемма, составляет 20 мм или более.
<65> Впитывающий элемент по любому из пунктов <1> - <64>, в котором промежуточный лист представляет собой бумагу, имеющую степень крепирования, составляющую 5% или более, и второй лист имеет степень крепирования, составляющую менее 1%.
<66> Впитывающий элемент по любому из пунктов <1> - <65>, в котором второй лист образован посредством нетканого материала.
<67> Впитывающее изделие, включающее в себя впитывающий элемент по любому из пунктов <1> - <66>.
[0113]
В дальнейшем настоящее изобретение будет описано более конкретно со ссылкой на примеры, но настоящее изобретение не ограничено данными примерами.
[0114]
[Примеры 1 и 2 и Сравнительные примеры 1 и 2]
Одноразовый подгузник раскрываемого типа, имеющий в основном такую же конструкцию, как подгузник 1, показанный на фиг.1, был изготовлен в соответствии с известным способом. Впитывающий комплект в изготовленном одноразовом подгузнике включает в себя верхний лист, который является ближайшим к коже носителя, впитывающий элемент, который является следующим ближайшим к коже носителя, и задний лист, который является наиболее удаленным от кожи носителя. В качестве верхнего листа был использован гидрофильный нетканый материал, скрепленный пропусканием воздуха насквозь, имеющий поверхностную плотность 25 г/м2. В качестве заднего листа был использован многослойный материал из полимерной пленки и нетканого материала, в котором сторона поверхности, обращенной к коже, состояла из полиэтиленовой полимерной пленки с поверхностной плотностью 18 г/м2, и сторона поверхности, не обращенной к коже, состояла из гидрофобного нетканого материала, скрепленного пропусканием воздуха насквозь, имеющего поверхностную плотность 25 г/м2. В качестве впитывающего элемента был использован впитывающий элемент, имеющий такую же конструкцию, как вышеуказанный впитывающий элемент 10. В качестве первого листа был использован нетканый материал со структурой SMS, имеющий поверхностную плотность 10 г/м2. В качестве второго листа был использован нетканый материал со структурой SMS, имеющий поверхностную плотность 10 г/м2. Тонкая бумага с поверхностной плотностью 16 г/м2 (такая же, как основа для обертывания впитывающей сердцевины во впитывающем изделии данного типа) была использована в качестве промежуточного листа.
В процессе изготовления первой сердцевины способ распределения впитывающего полимера (количество впитывающего полимера, распределяемого в единицу времени, схема распределения или тому подобное) изменяли соответствующим образом так, что были изготовлены первые сердцевины трех типов (см. фиг.7(а) - 7(с)), в которых впитывающий полимер был распределен в разных состояниях. Содержание впитывающего полимера составляло 100% во всех трех типах первых сердцевин.
В качестве второй сердцевины были использованы вторые сердцевины двух типов, которые состоят из стопы волокон, содержащей впитывающее волокно (беленую хвойную крафт-целлюлозу: NBKP) и впитывающий полимер, и содержат материалы, образующие сердцевину, которые имеют разные поверхностные плотности. В каждой второй сердцевине в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, второй лист и промежуточный лист были соединены вместе.
При использовании одного из трех типов первых сердцевин и одного типа второй сердцевины, описанных выше, было изготовлено множество одноразовых подгузников раскрываемого типа, в которых впитывающий полимер был распределен в первой сердцевине в разных состояниях, и данные подгузники были использованы в качестве примера или сравнительного примера.
[0115]
[Сравнительный пример 3]
Одноразовый подгузник раскрываемого типа был изготовлен так же, как в Примере 2, за исключением того, что был использован впитывающий элемент, включающий в себя только вторую сердцевину без первой сердцевины.
[0116]
Фиг.7(а)-7(с) показывают схематическую конфигурацию многослойной структуры, образованной со стороны первой сердцевины (многослойной структуры, состоящей из первого листа 11, первой сердцевины 14 и промежуточного листа 13), в Примерах 1 и 2 и Сравнительных примерах 1 и 2. На фиг.7(а)-7(с) по соображениям, связанным с обеспечением легкого понимания, не проиллюстрирован лист (первый лист 11 или промежуточный лист 13), расположенный с одной стороны и закрывающий первую сердцевину 14 (впитывающий полимер 20).
[0117]
В многослойной структуре 17А, образованной со стороны первой сердцевины и общей для Примеров 1 и 2, как показано на фиг.7(а), вся зона первого листа 11 и промежуточного листа 13, которые имеют одинаковую прямоугольную форму, если смотреть на вид сверху, и имеют одинаковый размер, предусмотрена с впитывающим полимером 20, равномерно распределенным по существу без зазора, за исключением периферийной части первого листа 11 и промежуточного листа 13. Таким образом, первая сердцевина 14 образована между листами 11 и 13. В многослойной структуре 17А, образованной со стороны первой сердцевины, поверхностная плотность впитывающего полимера 20 в первой сердцевине 14 составляла 110 г/м2, и длина L1 первой сердцевины 14 в боковом направлении Y составляла 110 мм.
[0118]
В многослойной структуре 17В по Сравнительному примеру 1, образованной со стороны первой сердцевины, как показано на фиг.7(b), вся зона первого листа 11 и промежуточного листа 13, которые имеют одинаковую прямоугольную форму, если смотреть на вид сверху, и имеют одинаковый размер, предусмотрена с впитывающим полимером 20, распределенным с промежутками с заданным рисунком, за исключением периферийной части первого листа 11 и промежуточного листа 13. Таким образом, первая сердцевина 14 образована между листами 11 и 13. В частности, рисунок распределения впитывающего полимера 20 в многослойной структуре 17В, образованной со стороны первой сердцевины, имеет так называемую форму сот, в которой правильные шестиугольники расположены без зазоров, если смотреть на вид сверху. Впитывающий полимер 20 размещен вдоль каждого из правильных шестиугольников. В многослойной структуре 17В, образованной со стороны первой сердцевины, поверхностная плотность впитывающего полимера 20 в первой сердцевине 14 составляла 100 г/м2, и длина L1 первой сердцевины 14 в боковом направлении Y составляла 110 мм. Длина, обозначенная ссылочной позицией L10 на фиг.7(b) (длина одной стороны каждого правильного шестиугольника), составляла 8 мм.
[0119]
В многослойной структуре 17С по Сравнительному примеру 2, образованной со стороны первой сердцевины, как показано на фиг.7(с), две зоны 20N, в которых не распределен впитывающий полимер 20 и которые проходят в продольном направлении Х, образованы в зоне части листов 11 и 13, центральной в продольном направлении Х. Если смотреть на вид сверху, каждая из двух зон 20N, в которых не распределен впитывающий полимер, имеет форму выступа, выступающего по направлению к другой зоне 20N, в которой не распределен впитывающий полимер, и вершина данного выступа расположена в центральной - в направлении длины (продольном направлении Х) - части зоны 20N, в которой не распределен впитывающий полимер. В многослойной структуре 17С, образованной со стороны первой сердцевины, поверхностная плотность впитывающего полимера 20 в первой сердцевине 14 (за исключением зоны 20N, в которой не распределен впитывающий полимер) составляла 300 г/м2, и длина L1 первой сердцевины 14 в боковом направлении Y составляла 110 мм. На фиг.7(с) длина, обозначенная ссылочной позицией L2 (определяемая в продольном направлении Х длина зоны 20N, в которой не распределен впитывающий полимер), составляла 200 мм, длина, обозначенная ссылочной позицией L3 (определяемая в направлении ширины длина зоны 20N, в которой не распределен впитывающий полимер) составляла 10 мм, длина, обозначенная ссылочной позицией L4 (минимальное разделяющее расстояние между двумя зонами 20N, в которых не распределен впитывающий полимер), составляла 20 мм, длина, обозначенная ссылочной позицией L5 (максимальное разделяющее расстояние в боковом направлении Y между боковым краем первой сердцевины 14, проходящим в продольном направлении Х, и зоной 20N, близкой к боковому краю, в которой не распределен впитывающий полимер), составляла 35 мм, и длина, обозначенная ссылочной позицией L6 (максимальное разделяющее расстояние между двумя зонами 20N, в которых не распределен впитывающий полимер), составляла 50 мм.
[0120]
Для каждого из впитывающих элементов в одноразовых подгузниках по примерам и сравнительным примерам в состоянии, в котором впитывающий элемент впитал жидкость, степень деформации сжатия каждой из многослойной структуры, образованной со стороны первой сердцевины (многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа), и многослойной структуры, образованной со стороны второй сердцевины (многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа), значения глубины C1D и C2D углублений С1 и С2 и значения толщины Т1 и Т2 были определены методами, описанными выше.
Кроме того, для каждого из впитывающих элементов в одноразовых подгузниках по примерам и сравнительным примерам с помощью нижеприведенных методов были определены изгибная жесткость Bd многослойной структуры, образованной со стороны первой сердцевины, в каждом из продольного направления Х, бокового направления Y и наклонного направления D до впитывания жидкости, изгибная жесткость Bw той же многослойной структуры в тех же направлениях после впитывания жидкости, и изменение T0c толщины до и после впитывания жидкости (= T0w - T0d), и показатель BR был рассчитан по формуле (1), представленной выше.
Кроме того, впитывающий комплект каждого из одноразовых подгузников по примерам и сравнительным примерам оценивали посредством нижеприведенного метода в отношении видимости неровности после впитывания жидкости и гибкости после впитывания жидкости.
Кроме того, впитывающий элемент каждого из одноразовых подгузников по примерам и сравнительным примерам оценивали посредством нижеприведенного метода в отношении способности к впитыванию жидкости.
Результаты показаны в нижеприведенных Таблицах 1 и 2.
[0121]
<Метод определение изгибной жесткости>
Общеизвестно, что изгибная жесткость объекта, такого как впитывающий элемент, может быть выражена в виде показателя, определенного при использовании системы KES (Kawabata Evaluation System), производимой компанией Kato Tech Co., Ltd. (Ссылка: Sueo Kawabata, “Standardization and Analysis of Texture Evaluation”, 2nd Edition, The Textile Machinery Society of Japan, Texture Measurement and Standardization Research Committee, published on July 10, 1980). В частности, посредством использования KES-FB2-AUTO-A (прибора для испытаний на чистый изгиб) и KES-FB2-AUTO-L (прибора для испытаний на изгиб с большим радиусом), изготавливаемых компанией Kato Tech Co., Ltd., можно определить изгибную жесткость Bd до впитывания жидкости и изгибную жесткость Bw после впитывания жидкости для многослойной структуры, образованной со стороны первой сердцевины. Методика измерения такова.
[0122]
(Метод определения изгибной жесткости Bd до впитывания жидкости)
В качестве измерительного устройства используют KES-FB2-AUTO-A (прибор для испытаний на чистый изгиб), изготавливаемый компанией Kato Tech Co., Ltd. Образец, подготовленный нижеописанным <Способом подготовки образца>, размещают на испытательном столе измерительного устройства и зажимают посредством зажимов, расположенных с интервалом 1 см. Образец подвергают чистому изгибу с постоянной скоростью при кривизне, находящейся в диапазоне значений кривизны K=−2,5 ч +2,5 см-1. Один цикл деформирования выполняют при скорости деформирования, составляющей 0,50 см-1/с. Изгибную жесткость Bd до впитывания жидкости рассчитывают исходя из среднего значения углов наклона эпюры изгибающих моментов при кривизне от 0,5 до 1,5 и кривизне от -0,5 до -1,5. Изгибную жесткость Bd до впитывания жидкости определяют в каждом из продольного направления Х, бокового направления Y и наклонного направления D.
[0123]
(Метод определения изгибной жесткости Bw после впитывания жидкости)
В качестве измерительного устройства используют KES-FB2-AUTO-L (прибор для испытаний на изгиб с большим радиусом), изготавливаемый компанией Kato Tech Co., Ltd. Образец, подготовленный нижеописанным <Способом подготовки образца>, погружают в физиологический солевой раствор на 30 минут, и затем воду вытирают с образца, используя впитывающий лист, такой как полотенце Kim, так, чтобы вода не стекала с образца, посредством чего получают образец после впитывания жидкости. Образец после впитывания жидкости размещают на испытательном столе измерительного устройства и зажимают посредством зажимов, расположенных с интервалом 4 см. Образец после впитывания жидкости изгибают с постоянной скоростью с кривизной в диапазоне значений кривизны K=−0,4 ч +0,4 см-1. Один цикл деформирования выполняют при скорости деформирования, составляющей 0,50 см-1/с. Изгибную жесткость Bw после впитывания жидкости рассчитывают исходя из среднего значения углов наклона эпюры изгибающих моментов при кривизне от 0,1 до 0,3 и кривизне от -0,1 до -0,3. Изгибную жесткость Bw после впитывания жидкости определяют в каждом из продольного направления Х, бокового направления Y и наклонного направления D.
[0124]
<Метод определения изменения Т0с толщины до и после впитывания жидкости>
В качестве измерительного устройства используют переносной прибор KES-G5 для испытаний на сжатие, изготавливаемый компанией Kato Tech Co., Ltd. Образец размещают на испытательном стенде измерительного устройства и сжимают между древесно-стружечными плитами, имеющими круглую поверхность с площадью 2 см2, так, чтобы нагрузка 4,9 мН/см2 (= 0,5 гс/см2) была приложена к образцу, и в этом состоянии измеряют толщину образца. Скорость сжатия составляет 0,5 мм/с, и максимальная сжимающая нагрузка составляет 50 г/см2.
В случае, когда толщину T0d многослойной структуры, образованной со стороны первой сердцевины, до впитывания жидкости измеряют под нагрузкой 4,9 мН/см2, образец, полученный нижеописанным <Способом подготовки образца>, (сухой образец) используют таким, как он есть, в качестве образца.
В случае, когда толщину T0w многослойной структуры, образованной со стороны первой сердцевины, после впитывания жидкости измеряют под нагрузкой 4,9 мН/см2, образец, полученный нижеописанным <Способом подготовки образца>, (сухой образец) погружают в физиологический солевой раствор на 30 минут, затем воду вытирают с образца, используя впитывающий лист, такой как полотенце Kim, так, чтобы вода не стекала с образца, и полученный образец (образец после впитывания жидкости) используют в качестве образца.
Изменение T0c толщины до и после впитывания жидкости рассчитывают посредством вычитания толщины T0d до впитывания жидкости из толщины T0w после впитывания жидкости (T0w - T0d).
[0125]
<Способ подготовки образца>
Из впитывающего изделия извлекают объект измерений (многослойную структуру, образованную со стороны первой сердцевины, то есть многослойную структуру, состоящую из первого листа, первой сердцевины и промежуточного листа). В случае, когда объект измерений соединен с другим элементом посредством адгезива, силу адгезионного сцепления устраняют, например, посредством способа подвергания соединенной части воздействию холодного воздуха с помощью охлаждающего спрея, и после этого извлекают объект измерений. Данная процедура является общей для всех процессов измерения в настоящем описании.
Образец получают из объекта измерений в соответствии с нижеуказанной процедурой. Фиг.8 и 9 показывают процедуру подготовки образца. Фиг.8 показывает процедуру подготовки образцов SX и SY для определения изгибной жесткости Bd и Bw в продольном направлении Х или боковом направлении Y. Фиг.9 показывает процедуру получения образца SD для определения изгибной жесткости Bd и Bw в наклонном направлении D.
Для подготовки образца SX, предназначенного для определения изгибной жесткости в продольном направлении Х, и образца SY, предназначенного для определения изгибной жесткости в боковом направлении Y, как показано на фиг.8, из многослойной структуры 17, образованной со стороны первой сердцевины (многослойной структуры, состоящей из первого листа 11, первой сердцевины 14 и промежуточного листа 13), как объекта измерений вырезают квадрат с длиной 10 см в продольном направлении Х и длиной 10 см в боковом направлении Y, если смотреть на вид сверху (см. фиг.8(а)), так что получают кусок S, и защитный лист Р, который подготавливают отдельно, прикрепляют к каждой из четырех сторон куска S, посредством чего получают образцы SX и SY (см. фиг.8(b)). Защитный лист Р состоит из листа-основы Р1, который имеет форму прямоугольника (11 см Ч 3 см), если смотреть на вид сверху, и двух адгезивных элементов Р2, которые прикреплены к боковым краевым частям одной поверхности листа-основы Р1, проходящим в направлении длины (см. фиг.8(с)). Каждый адгезивный элемент Р2 состоит из адгезива, такого как термоплавкий адгезив, и имеет форму прямоугольника (11 см Ч 0,5 см), если смотреть на вид сверху. Один из двух адгезивных элементов Р2 используют для прикрепления к куску S, и другой адгезивный элемент Р2 выступает наружу от куска S вместе с листом-основой Р1 и используется для прикрепления образцов SX и SY к измерительному устройству (испытательному столу) во время определения изгибной жесткости. Каждый из образцов SX и SY имеет форму квадрата, если смотреть на вид сверху, и длина одной стороны квадрата составляет 11 см. Линия, обозначенная ссылочной позицией BL на фиг.8, представляет собой линию изгиба, вдоль которой образец изгибают во время определения изгибной жесткости.
Для подготовки образца SD, предназначенного для определения изгибной жесткости в наклонном направлении D, как показано на фиг.9, из многослойной структуры 17, образованной со стороны первой сердцевины, как объекта измерений вырезают прямоугольник, если смотреть на вид сверху, который имеет длину 7 см в направлении, пересекающемся с боковым направлением Y под углом Ɵ (острым углом), составляющим 45°, то есть в наклонном направлении D, и длину 11 см в направлении, ортогональном к наклонному направлению D, если смотреть на вид сверху, так что получают кусок S, и защитный лист Р прикрепляют к каждой из четырех сторон куска S так же, как описано выше, посредством чего получают образец SD. Кусок S может иметь короткую сторону, проходящую вдоль наклонного направления D, и длина короткой стороны может быть выбрана соответствующим образом в зависимости от размера многослойной структуры 17, образованной со стороны первой сердцевины, и тому подобного. Длина короткой стороны необязательно должна составлять 7 см и может составлять, например, 3 см.
[0126]
Материал и поверхностная плотность листа-основы Р1 могут быть выбраны произвольно в пределах диапазона параметров, которые не влияют на определение изгибной жесткости. Примеры материала включают нетканый материал, полимерную пленку и тому подобное. Поверхностная плотность составляет приблизительно 5-20 г/м2. Конкретные примеры листа-основы Р1 включают фильерный нетканый материал с поверхностной плотностью 17 г/м2.
Поверхностная плотность и рисунок нанесения адгезива в адгезивном элементе Р2 могут быть заданы произвольно в пределах диапазона параметров, которые не влияют на определение изгибной жесткости и при которых защитный лист Р не отделяется после впитывания жидкости образцами SX, SY и SD (диапазона, при котором не происходит потери впитывающего полимера в куске S). Конкретные примеры адгезивного элемента Р2 включают вещество, полученное нанесением термоплавкого адгезива способом распыления с использованием щелевой головки так, чтобы поверхностная плотность, определенная исходя из содержания сухого вещества, достигала 6 г/м2.
[0127]
<Метод оценки видимости неровности после впитывания жидкости>
Впитывающий комплект (многослойный материал, состоящий из верхнего листа, впитывающего элемента и заднего листа) извлекали из впитывающего изделия (одноразового подгузника) в качестве объекта оценки, и 200 г физиологического солевого раствора вводили в течение 1 минуты в центральную часть поверхности впитывающего комплекта, обращенной к коже (на стороне верхнего листа). После этого впитывающий комплект оставляли выстаиваться в течение 30 минут и затем складывали пополам в продольном направлении (направлении длины) так, чтобы поверхность, обращенная к коже, была обращена внутрь. Десять специальных участников испытаний просили осмотреть впитывающий комплект, сложенный пополам, со стороны наружной поверхности (стороны поверхности, не обращенной к коже) и оценить невидимость неровности исходя из 10 баллов. Среднее значение оценок, данных десятью участниками испытаний, было принято в качестве оценки видимости неровности объекта оценки после впитывания жидкости. В Чем выше оценка, тем - в соответствии с решением - в большей степени затруднено визуальное распознавание неровности на объекте оценки, впитавшем жидкость, и видимость оценивается как высокая.
[0128]
<Метод оценки гибкости после впитывания жидкости>
Впитывающий комплект (многослойный материал, состоящий из верхнего листа, впитывающего элемента и заднего листа) извлекали из впитывающего изделия (одноразового подгузника) в качестве объекта оценки, и 160 г физиологического солевого раствора вводили в течение 1 минуты в центральную часть поверхности впитывающего комплекта, обращенной к коже (на стороне верхнего листа). После этого впитывающий комплект оставляли выстаиваться в течение 30 минут и затем складывали пополам в продольном направлении (направлении длины) так, чтобы поверхность, обращенная к коже, была обращена внутрь. Десять специальных участников испытаний просили свободно коснуться пальцами сложенного впитывающего комплекта, главным образом согнутой части и зоны вблизи нее, и просили оценить мягкость впитывающего комплекта исходя из 10 баллов. Среднее значение оценок, данных десятью участниками испытаний, было принято в качестве оценки гибкости объекта оценки после впитывания жидкости. Чем выше оценка, тем - в соответствии с решением - лучше гибкость объекта оценки, впитавшего жидкость, и гибкость оценивается как высокая.
[0129]
<Метод оценки способности к впитыванию жидкости>
Впитывающий элемент извлекали из впитывающего изделия (одноразового подгузника) в качестве объекта оценки и размещали на наклонной плоскости с углом наклона, составляющим 30°, так, чтобы сторона второй сердцевины впитывающего элемента была обращена вверх. При этом обеспечивалось совпадение продольного направления (направления длины) впитывающего элемента с направлением наклона наклонной плоскости, и переднюю сторону (размещаемую со стороны живота сторону) впитывающего комплекта размещали со стороны, нижней в наклонном направлении. Физиологический солевой раствор неоднократно, а именно пять раз вводили в центральную часть верхней поверхности впитывающего элемента, размещенного на наклонной плоскости, как описано выше, с интервалом 5 минут в количестве 40 г на каждый ввод (общее введенное количество: 200 г). После этого измеряли массу впитывающего элемента (массу после впитывания жидкости), количество (г) впитанной жидкости рассчитывали путем вычитания массы впитывающего элемента до ввода физиологического солевого раствора из массы после впитывания жидкости, и способность к впитыванию жидкости оценивали в соответствии со нижеприведенными критериями оценки.
(Критерии оценки способности к впитыванию жидкости)
А (очень хорошая): Количество жидкости, впитанной после 5 вводов, составляет 160 г или более
В (недостаточно хорошая): Количество жидкости, впитанной после 5 вводов, составляет 100 г или более и 160 г или менее.
С (плохая): Количество жидкости, впитанной после 5 вводов, составляет менее 100 г.
[0130]
[Таблица 1]
[0131]
[Таблица 2]
[0132]
Как показано в Таблицах 1 и 2, каждый пример удовлетворял следующим условиям: 1) доля впитывающего полимера в материале, образующем первую сердцевину, составляет 90% масс. или более, 2) обеспечивается выполнение условия BR≤5,0 мм-1 в каждом из продольного направления, бокового направления и наклонного направления, что свидетельствует о том, что впитывающий полимер равномерно распределен по меньшей мере в той зоне первой сердцевины, которая соответствует промежностной части, и 3) отношение глубина С1D к глубине C2D составляет 40% или менее. Следовательно, в отличие от Сравнительных примеров 1 и 2, которые не удовлетворяют условиям 2) и 3), описанным выше, примеры имели более высокие оценки.
Кроме того, из сравнения между Примером 2 и Сравнительным примером 3 было подтверждено, что для предотвращения возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента, на наружной поверхности впитывающего изделия после впитывания жидкости, гарантирования гибкости после впитывания жидкости и повышения способности к впитыванию жидкости целесообразно выбрать многослойную структуру, состоящую из первой сердцевины и второй сердцевины, в качестве впитывающего элемента.
Промышленная применимость
[0133]
В соответствии с настоящим изобретением предложены впитывающий элемент для впитывающего изделия, который обладает достаточной способностью к впитыванию жидкости, даже будучи тонким, и уменьшает дискомфорт, вызываемый при ношении впитывающего изделия, и при котором маловероятно создание возможности возникновения неровности, приводящей к неправильному умозаключению о разрыве/расщеплении впитывающего элемента, на наружной поверхности впитывающего изделия после впитывания жидкости, и впитывающее изделие, включающее в себя данный впитывающий элемент.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2790644C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2782916C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2797885C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2737448C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2772170C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2771305C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2731231C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2020 |
|
RU2777636C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2014 |
|
RU2660288C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2802178C1 |
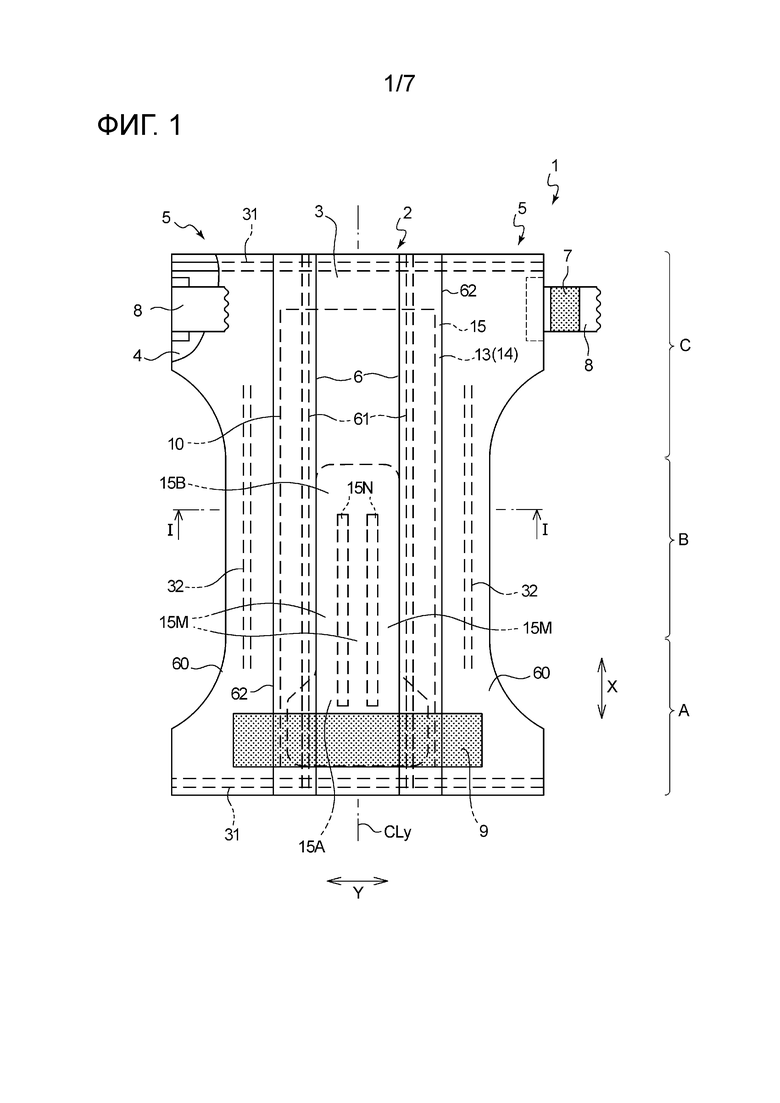
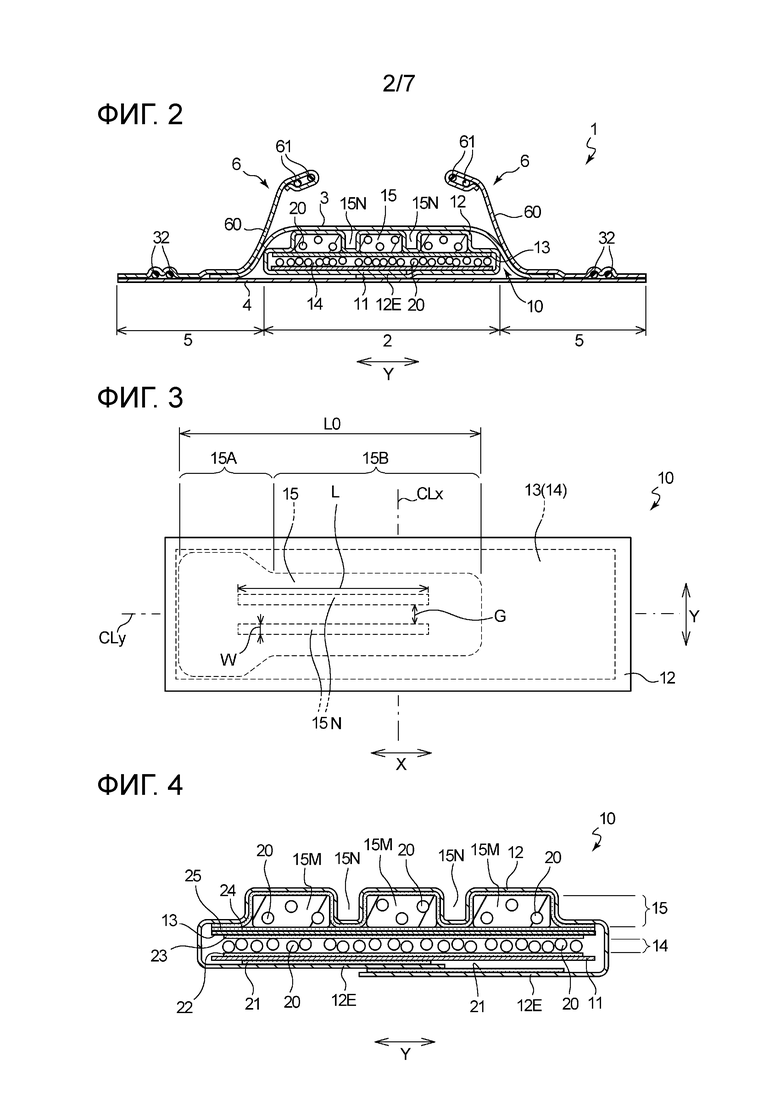
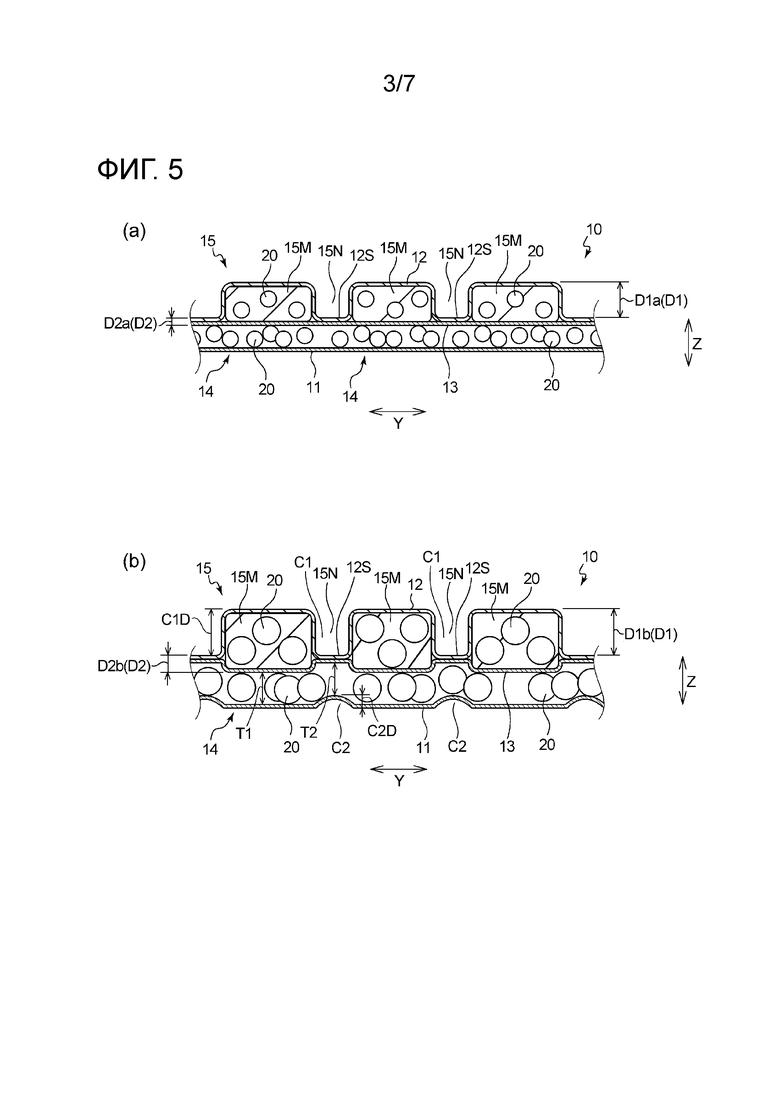
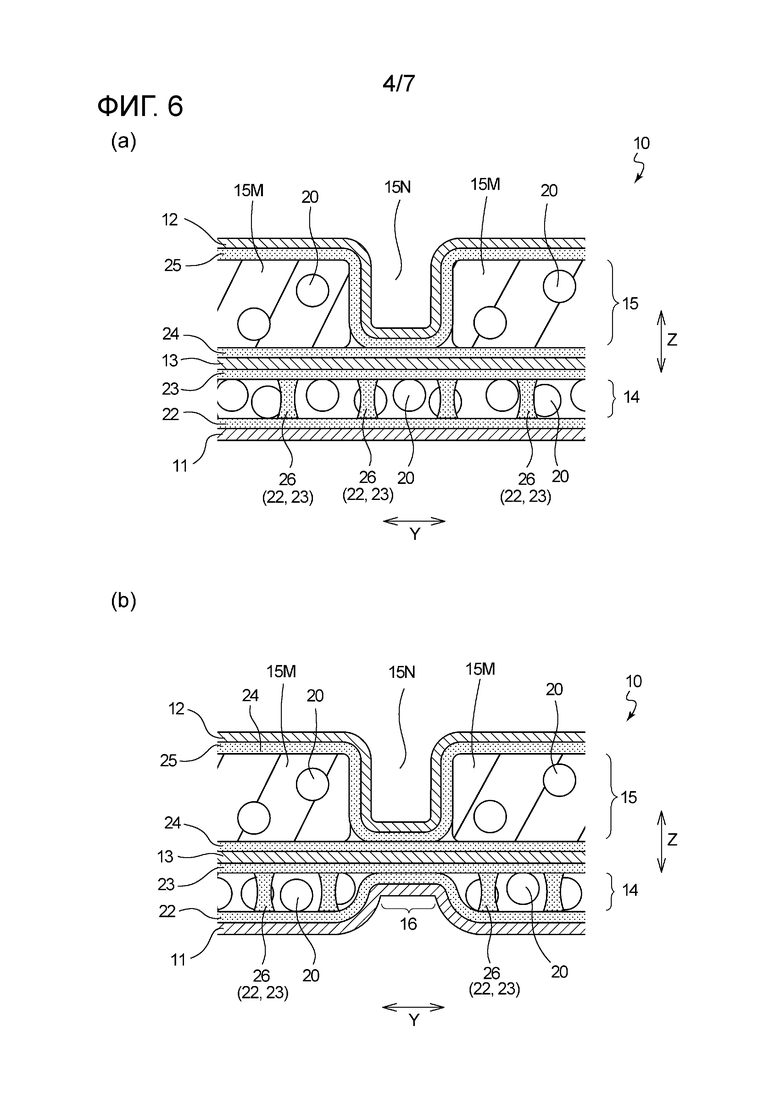
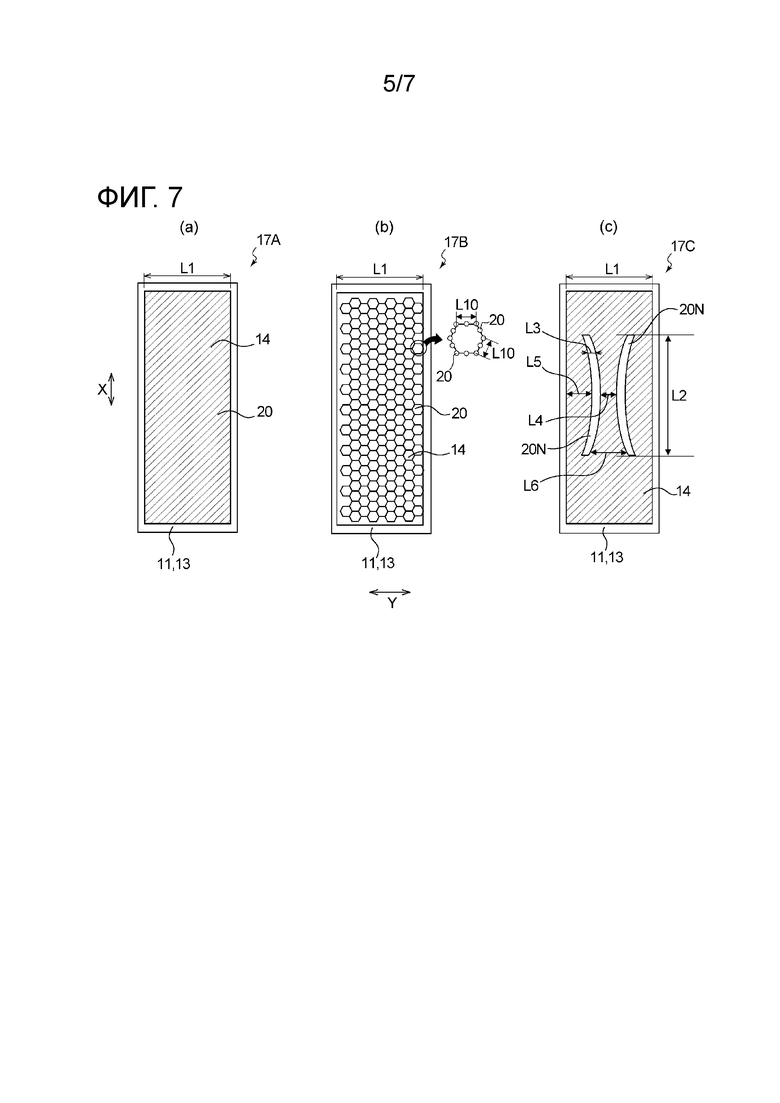
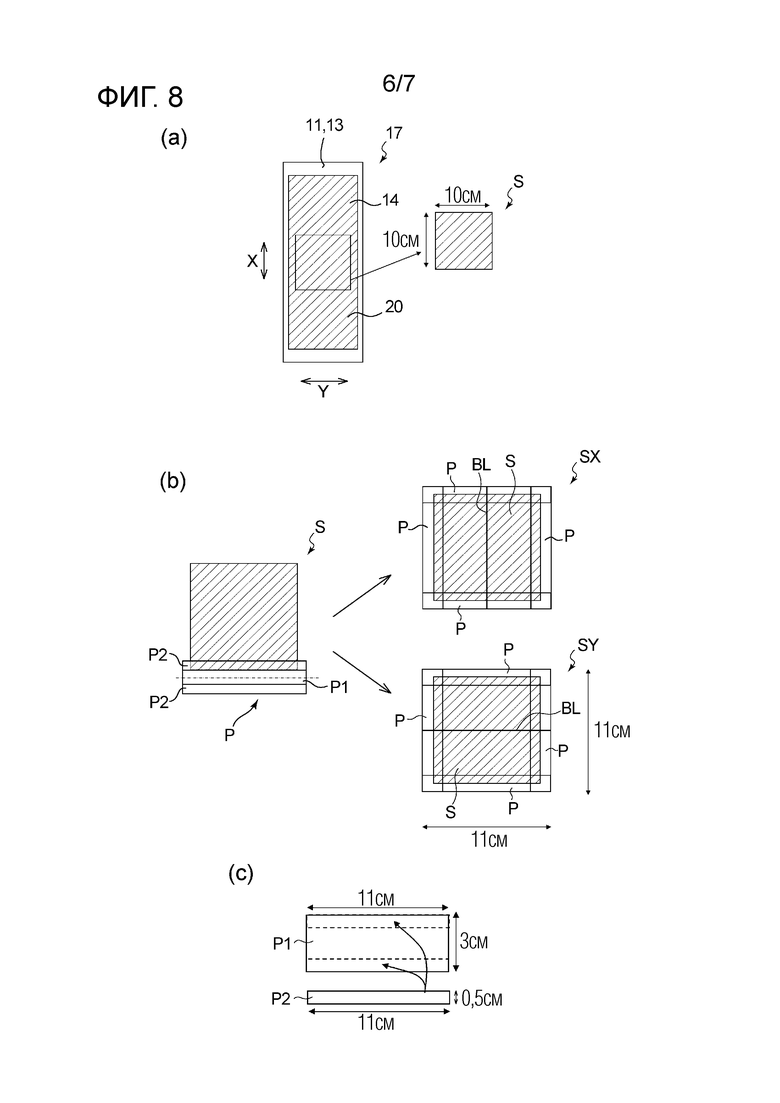
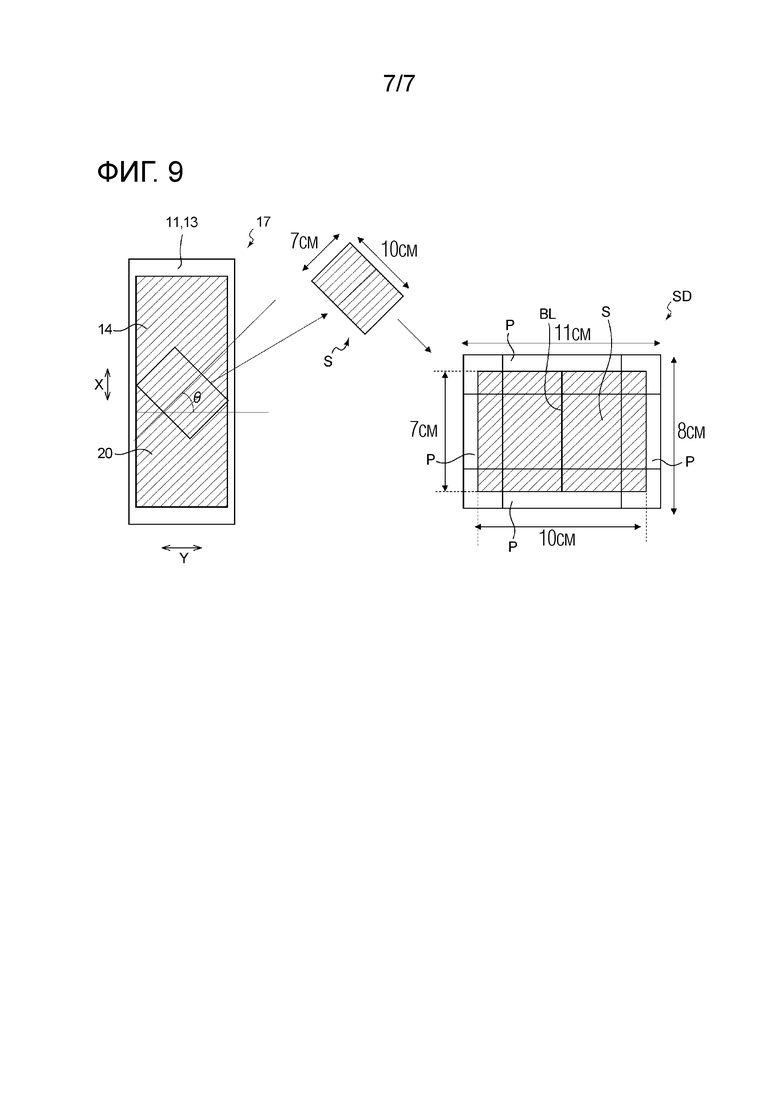
Впитывающий элемент (10) имеет многослойную структуру, образованную из первого листа (11), первой сердцевины (14), промежуточного листа (13), второй сердцевины (15) и второго листа (12). В зоне, которая перекрывает сквозное отверстие (15N) второй сердцевины (15), если смотреть на вид сверху, второй лист (12) и промежуточный лист (15) находятся ближе друг к другу, чем в зоне, которая перекрывает периферийную часть (15М), в которой не образовано сквозное отверстие, если смотреть на вид сверху. Доля впитывающего полимера (20) в материале, образующем первую сердцевину (14), составляет 90% масс. или более, и впитывающий полимер (20) равномерно распределен по меньшей мере в зоне, которая соответствует промежностной части (В). Во впитывающем элементе (10), впитавшем жидкость, в зоне, которая перекрывает сквозное отверстие (15N), если смотреть на вид сверху, глубина (C2D) углубления (С2) на стороне поверхности, не обращенной к коже, составляет не более 40% от глубины (C1D) углубления (С1) на стороне поверхности, обращенной к коже. 2 н. и 12 з.п. ф-лы, 9 ил., 2 табл.
1. Впитывающий элемент, подлежащий использованию во впитывающем изделии,
при этом впитывающее изделие имеет продольное направление, которое соответствует направлению от передней стороны к задней стороне носителя, и боковое направление, которое ортогонально к продольному направлению,
впитывающее изделие включает в себя промежностную часть, размещаемую на промежностной части носителя, переднюю часть, размещаемую ближе к передней стороне носителя, чем промежностная часть, и заднюю часть, размещаемую ближе к задней стороне носителя, чем промежностная часть,
при этом впитывающий элемент содержит:
- промежуточный лист;
- первый лист, который расположен со стороны поверхности промежуточного листа, не обращенной к коже; и
- второй лист, который расположен со стороны поверхности промежуточного листа, обращенной к коже,
при этом
первая сердцевина, которая содержит по меньшей мере впитывающий полимер в качестве впитывающего материала, расположена между первым листом и промежуточным листом,
впитывающая вторая сердцевина, которая набухает при впитывании жидкости, расположена между промежуточным листом и вторым листом,
сквозное отверстие, которое проходит через вторую сердцевину в направлении толщины, образовано в той зоне второй сердцевины, которая соответствует промежностной части,
второй лист и промежуточный лист находятся ближе друг к другу в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, чем в зоне, перекрывающей часть, в которой не образовано сквозное отверстие и расположенной вокруг сквозного отверстия во второй сердцевине, если смотреть на виде сверху,
доля впитывающего полимера в материале, образующем первую сердцевину, составляет 90% масс. или более,
впитывающий полимер равномерно распределен в той зоне первой сердцевины, которая соответствует промежностной части,
в состоянии после впитывания жидкости впитывающий элемент имеет углубление на стороне обращенной к коже поверхности и на стороне не обращенной к коже поверхности зоны, которая перекрывает сквозное отверстие, если смотреть на виде сверху, и
глубина углубления на стороне поверхности, не обращенной к коже, составляет не более 40% от глубины углубления на стороне поверхности, обращенной к коже.
2. Впитывающий элемент по п.1, в котором в зоне, перекрывающей сквозное отверстие, если смотреть на вид сверху, глубина углубления на стороне поверхности, не обращенной к коже, составляет менее 3 мм.
3. Впитывающий элемент по п.1, в котором в случае, когда поверхность второго листа, обращенная к коже, в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, выбрана в качестве базы, D1 представляет собой разделяющее расстояние в направлении толщины между обращенной к коже поверхностью части второго листа, которая соответствует части, в которой не образовано сквозное отверстие, и базой, и D2 представляет собой разделяющее расстояние в направлении толщины между не обращенной к коже поверхностью части промежуточного листа, которая соответствует части, в которой не образовано сквозное отверстие, и базой, разделяющее расстояние D1 увеличивается в большей степени, чем разделяющее расстояние D2, при впитывании жидкости впитывающим элементом.
4. Впитывающий элемент по п.3, при этом во впитывающем элементе, впитавшем жидкость, разделяющее расстояние D1 больше разделяющего расстояния D2.
5. Впитывающий элемент по п.1, при этом во впитывающем элементе, впитавшем жидкость, часть первой сердцевины, соответствующая сквозному отверстию, является более толстой, чем часть первой сердцевины, соответствующая части, в которой не образовано сквозное отверстие.
6. Впитывающий элемент по п.1, в котором в случае, когда BR представляет собой степень изменения изгибной жесткости многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа, на единицу изменения толщины до и после впитывания жидкости, при этом степень изменения изгибной жесткости рассчитывается по нижеприведенной формуле (1), по меньшей мере в той зоне первой сердцевины, которая соответствует промежностной части, BR в каждом из трех направлений, представляющих собой продольное направление, боковое направление и наклонное направление, пересекающее как продольное направление, так и боковое направление, составляет 5,0 мм-1 или менее, причем единицей измерения BR является мм-1,
BR=(Bw/Bd)/T0c (1),
Bw: изгибная жесткость многослойной структуры после впитывания жидкости, причем единицей измерения Bw является мН×см2/см;
Bd: изгибная жесткость многослойной структуры до впитывания жидкости, причем единицей измерения Bd является мН×см2/см;
T0c: изменение толщины многослойной структуры до и после впитывания жидкости, рассчитанное по нижеприведенной формуле (2), причем единицей измерения T0c является мм:
T0c=T0w - T0d (2),
T0w: толщина многослойной структуры под нагрузкой 4,9 мН/см2 после впитывания жидкости, причем единицей измерения T0w является мм;
T0d: толщина многослойной структуры под нагрузкой 4,9 мН/см2 до впитывания жидкости, причем единицей измерения T0d является мм.
7. Впитывающий элемент по п.6, в котором соотношение между значениями изгибной жесткости Bw в двух направлениях, выбранных произвольно из данных трех направлений, составляет 0,8 или более и 1,2 или менее.
8. Впитывающий элемент по п.1, при этом во впитывающем элементе, впитавшем жидкость, степень деформации сжатия многослойной структуры, состоящей из первого листа, первой сердцевины и промежуточного листа, выше, чем степень деформации сжатия многослойной структуры, состоящей из второго листа, второй сердцевины и промежуточного листа, причем отношение степени деформации сжатия многослойной структуры, образованной со стороны первой сердцевины, к степени деформации сжатия многослойной структуры, образованной со стороны второй сердцевины, составляет 2,0 или более.
9. Впитывающий элемент по п.1, в котором адгезивы нанесены на обращенную к коже поверхность и не обращенную к коже поверхность второй сердцевины, и количество адгезива, нанесенного на стороне не обращенной к коже поверхности второй сердцевины, на единицу площади больше, чем количество адгезива, нанесенного на стороне обращенной к коже поверхности второй сердцевины, на единицу площади.
10. Впитывающий элемент по п.1, в котором в зоне, которая перекрывает сквозное отверстие, если смотреть на вид сверху, второй лист и промежуточный лист соединены вместе, и промежуточный лист и первый лист соединены вместе.
11. Впитывающий элемент по п.1, в котором в отношении высоты впитывания по Клемму, обеспечивается количественное соотношение высоты впитывания по Клемму второго листа, равное или выше, чем у первого листа, а высота впитывания по Клемму промежуточного листа выше, чем у второго листа, причем высота впитывания по Клемму промежуточного листа составляет 20 мм или более.
12. Впитывающий элемент по п.1, в котором промежуточный лист представляет собой бумагу, имеющую степень крепирования, составляющую 5% или более, и второй лист имеет степень крепирования, составляющую менее 1%.
13. Впитывающий элемент по п.1, в котором второй лист включает в себя нетканый материал.
14. Впитывающее изделие, содержащее:
впитывающий элемент по п.1.
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2014 |
|
RU2660288C2 |
| JP 2017104255 A, 15.06.2017 | |||
| JP 2000201976 A, 25.07.2000 | |||
| JP 2016502870 A, 01.02.2016. | |||

