Изобретение относится к области черной металлургии, а именно, к производству железорудных окатышей.
Известен способ получения окатышей, включающий подачу влажной шихты в окомкователь, зародышеобразование, доокомкование зародышей с получением сырых окатышей, сушку и обжиг окатышей (см. Ручкин И.Е. Производство железорудных окатышей, М: Металлургия, 1976, с. 82-92). Недостатком способа является низкая прочность и невысокий выход кондиционных окатышей.
Наиболее близким по технической сущности и достигаемому результату является способ получения окатышей, включающий формирование гарни-сажа на днище окомкователя, подачу шихты в окомкователь двумя потоками, введение первого потока шихты в поток газа с формированием газовлаго-шихтовой струи, подачу в газовлагошихтовую струю порообразующих добавок, в качестве которых используют измельченные частицы растительного происхождения, формирование на поверхности частиц растительного происхождения макродефектов путем их предварительного смешивания с железосодержащей окалиной сталепроволочного производства, нагретой до температуры 180-360°С в барабане подогревателе, с образованием смеси, которую подают в газовлагошихтовую струю, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, напыление шихты на гарнисаж в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого слоя влажной шихты на зародыши, доокомкование зародышей до окатышей шихтой второго потока, сушку и обжиг (RU №2743435 МПК С22 В 1/24, опубл. 18.02.21).
Недостаток известного способа заключается в том, что процесс формирования макродефектов на поверхности частиц растительного происхождения путем их предварительного смешивания с нагретой железосодержащей окалиной сталепроволочного производства является недостаточно эффективным. Это связано с тем, что частицы окалины имеют крупные размеры (до 3-10 мм) разнообразной формы, которые обладают высоким теплосодержанием. В результате этого при формировании дефектов происходит неконтролируемое воспламенение порообразующих добавок. Частицы обгорают и высыхают, у них формируются крупные макродефекты, неравномерно распределенные на поверхности частиц. При последующем напылении частицы шихты отслаиваются от высушенной поверхности частиц растительного происхождения и прочность сцепления на поверхности порообразующих добавок ослабляется. Это снижает прочность окатышей и выход годного. Для того чтобы устранить неконтролируемое возгорание порообразующих добавок, обеспечить равномерное распределение макродефектов на поверхности частиц растительного происхождения, увлажнить поверхность частиц перед напылением и тем самым повысить прочность окатышей и выход годного, следует уменьшить размеры частиц до оптимальной величины, а после смешивания окалины и порообразующих добавок смесь необходимо охладить путем орошения поверхности порообразующих добавок потоком тонкораспыленной воды.
Техническая проблема, решаемая предлагаемым изобретением, - повышение прочности окатышей, повышение выхода годного и производительности способа получения окатышей.
Существующая техническая проблема решается тем, что в известном способе получения окатышей, включающем формирование гарнисажа на днище окомкователя, подачу шихты в окомкователь двумя потоками, введение первого потока шихты в поток газа с формированием газовлагошихтовой струи, подачу в газовлагошихтовую струю порообразующих добавок, в качестве которых используют измельченные частицы растительного происхождения, формирование на поверхности частиц растительного происхождения макродефектов путем их предварительного смешивания с железосодержащей окалиной сталепроволочного производства, нагретой до температуры 180-360°С в барабане подогревателе, с образованием смеси, которую подают в газовлагошихтовую струю, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, напыление шихты на гарнисаж в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого слоя влажной шихты на зародыши, доокомкование зародышей до окатышей шихтой второго потока, сушку и обжиг, согласно изобретению, перед нагревом железосодержащей окалины сталепроволочного производства ее частицы измельчают до размеров 0,05-1,0 мм, а после смешивания частиц растительного происхождения с окалиной смесь орошают тонкораспыленным потоком воды с расходом 100-250 г/кг порообразующих добавок.
Техническая сущность изобретения заключается в следующем. Сырые окатыши формируются по двухстадийной технологии. На первой стадии производства формируются зародыши, которые получают напылением влажной шихты, окалины сталепроволочного производства и порообразующих добавок. На второй стадии технологии на поверхности зародышей формируется шихтовая оболочка способом переката. Чтобы повысить прочность окатышей, выход годного, устранить отслоение и усилить сцепление частиц шихты, окалины и порообразующих добавок, предложено частицы окалины сталепроволочного производства измельчать до размеров 0,05-1,0 мм, а после смешивания частиц растительного происхождения с нагретой железосодержащей окалиной сталепроволочного производства смесь орошать тонкораспыленным потоком воды с расходом 100-250 г/кг порообразующих добавок. Это исключает неконтролируемое возгорание порообразующих добавок в последующем технологическом процессе, обеспечивает равномерное формирование макродефектов на поверхности частиц растительного происхождения, формирует прочную армирующую структуру на их поверхности пороробразующих добавок за счет быстрой кристаллизации смолистого расплава при орошении потоком воды, создает на увлажненной поверхности порообразующих добавок тонкую пленку воды и благоприятные условия для агрегации частиц шихты, повышает прочность окатышей и выход годного. После орошения смеси водой температура на поверхности порообразующих добавок снижается до 40-80°С, что исключает неконтролируемое возгорание, а на увлажненную поверхность частиц при смешивании и напылении эффективно налипает влажная шихта.
Чтобы повысить прочность окатышей и выход годного, частицы окалины сталепроволочного производства необходимо измельчать до размеров 0,05-1,0 мм, Если измельчение частиц будет организовано до размеров менее 0,05 мм, то в этом случае макродефекты будут иметь малые размеры. При этом размере частиц трудно организовать равномерное формирование макродефектов на поверхности порообразующих добавок и создать армирующую структуру на их поверхности, что противоречит задаче изобретения. Если измельчение частиц будет организовано до размеров более 1,0 мм, то в этом случае формируются условия для неравномерного распределения макродефектов, характерные для прототипа, что также, противоречит задаче изобретения.
Чтобы повысить прочность окатышей и выход годного после смешивания частиц растительного происхождения с нагретой железосодержащей окалиной сталепроволочного производства смесь необходимо орошать тонкораспыленным потоком воды с расходом 100 - 250 г/кг порообразующих добавок. Если орошение тонкораспыленным потоком воды будет осуществляться с расходом менее 100 г/кг порообразующих добавок, то в этом случае возможно неконтролируемое воспламенение и будет отсутствовать тонкая пленка воды на поверхности порообразующих добавок, необходимая для агрегации частиц шихты, что противоречит задаче изобретения. Если орошение тонкораспыленным потоком воды будет осуществляться с расходом более 250 г/кг порообразующих добавок, то в этом случае возможно переувлажнение поверхности порообразующих добавок и смыв частиц окалины и смолистого расплава с поверхности частиц растительного происхождения, которые формируют армирующий эффект, необходимый для агрегации частиц шихты, что также противоречит задаче изобретения.
Технический эффект предлагаемого технического решения заключается в том, что предложенные в заявленной последовательности отличительные признаки изобретения формируют новые положительные свойства: устранение неконтролируемого воспламенения порообразующих добавок путем орошения поверхности частиц тонкораспыленным потоком воды, создание методом прожигания равномерно распределенных макродефектов на поверхности растительных частиц, формирование на поверхности частиц тонкой пленки воды, необходимой для агрегации частиц шихты на поверхности порообразующих добавок и формирования прочной армированной структуры на поверхности порообразующих добавок за счет глубокого внедрения окалины в поверхность растительных частиц и быстрой кристаллизации смолистого расплава. Заявленные параметры и новые свойства способа получения окатышей позволяют решить указанную техническую проблему и получать окатыши с более высокой прочностью и производительностью.
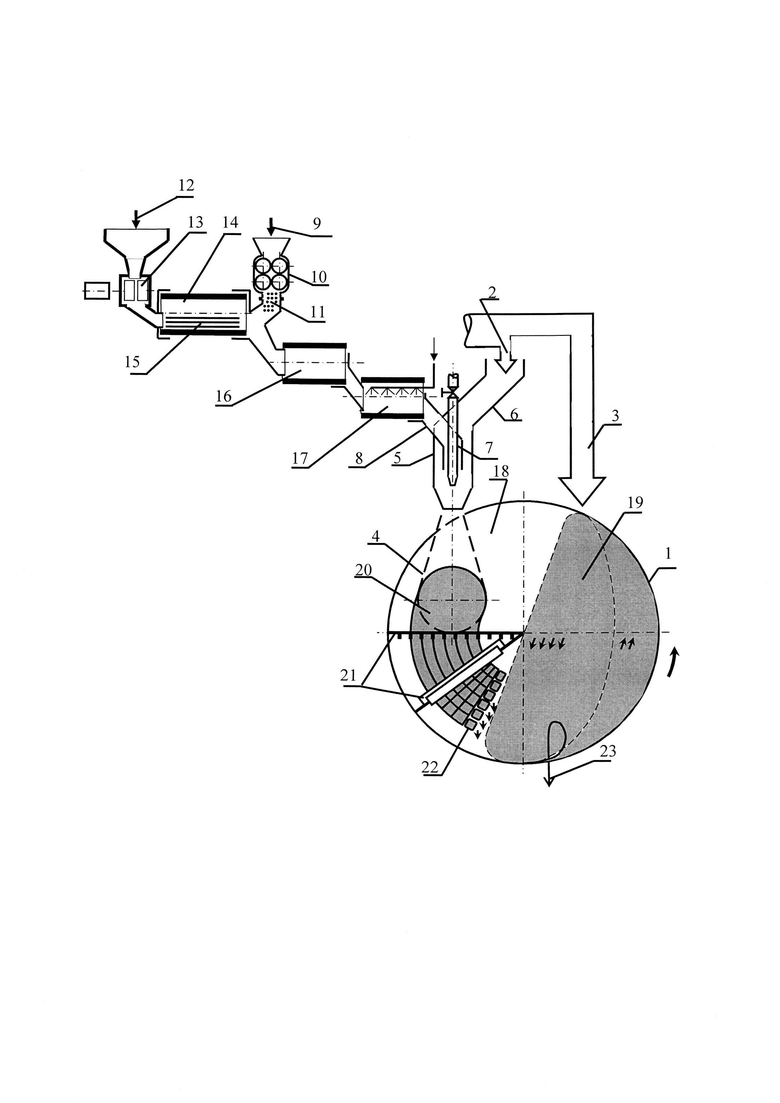
Способ получения окатышей реализуется с помощью устройства, показанного на чертеже.
Устройство содержит окомкователь 1, в который подается влажная шихта потоком 2 и потоком 3. Для формирования газовлагошихтовой струи 4 в рабочем пространстве окомкователя установлен струйный аппарат 5. Струйный аппарат содержит патрубок 6 для подачи шихты потока 2, тракт 7 подачи сжатого воздуха и патрубок 8 для подачи смеси порообразующих добавок и окалины сталепроволочного производства. Для получения порообразующих добавок используют растительное сырье, загружаемое в бункер 9. Сырьем являются высушенные стебли растительного происхождения (сено, солома, обмолоченные стебли, растительный жмых). Для измельчения растительного сырья установлен измельчитель 10 барабанного типа, на выходе из которого формируются измельченные частицы растительного происхождения 11. Для формирования макродефектов на поверхности измельченных частиц растительного происхождения и армированной структуры окатышей используется железосодержащая окалина сталепроволочного производства, загружаемая в бункер 12. Для получения измельченной окалины с размерами частиц 0,05-1.0 мм установлен дисковый измельчитель 13, снабженный приводом (на фигуре не обозначен). Для нагрева измельченной окалины до температуры 180-360°С установлен барабан подогреватель 14. В рабочем пространстве барабана подогревателя установлены трубчатые электронагреватели 15. Макродефекты на поверхности растительных частиц и армированная структура формируются в процессе смешивания порообразующих добавок и нагретой измельченной окалины в смесителе 16. Для охлаждения и увлажнения поверхности измельченных частиц растительного происхождения после смешивания установлена оросительная установка 17. Она выполнена в виде вращающегося барабана и брызгал (на фигуре не обозначены). В процессе работы окомкователя формируется зона 18, свободная от шихты, и зона 19, занятая материалом. Воздушношихтовая струя 4 напыляет шихту потока 2 на гарнисаж в зоне 18 с образованием плотного напыленного слоя шихты 20. Для деления напыленного слоя 20 используются делители 21. После деления напыленного слоя 20 формируются зародыши 22, которые поступают в зону 19 и шихтой потока 3 доокомковываются до кондиционных окатышей 23. Для снижения теплопотерь в окружающую среду и обеспечения техники безопасности на тракте нагрева, смешивания и подачи компонентов шихты барабан подогреватель 14, смеситель 16 снабжены тепловой изоляцией (на фигуре не показана). Для сушки и обжига окатышей используется обжиговая машина (на фигуре не показана).
Способ получения окатышей осуществляется следующим образом. В рабочее пространство окомкователя 1 подается влажная шихта потоками 2 и 3. Поток 2 влажной шихты участвует в зародышеобразовании и подается в струйный аппарат 5 по отдельному тракту через загрузочный патрубок 6. Окалина сталепроволочного производства подается в бункер 12, затем измельчается в дисковом измельчителе 13. Нагрев измельченной окалины до температуры 180-360°С осуществляется в барабане подогревателе 14 с помощью трубчатых электронагревателей 15. Макродефекты на поверхности порообразующих добавок и армированная структура формируются в процессе смешивания измельченных частиц растительного происхождения 11 и нагретой измельченной окалины в смесителе 16. Измельченные растительные частицы 11 получаются измельчением поступающего растительного сырья из бункера 9 в измельчителе 10. Охлаждение и увлажнение поверхности измельченных растительных частиц после формирования макродефектов осуществляется в оросительной установке 17, где формируется прочная армированная структура порообразующих добавок. Охлажденная смесь измельченных растительных частиц и измельченной окалины из оросительной установки 17 самотеком подается по патрубку 8 струйного аппарата 5, содержащего тракт 7 подачи сжатого воздуха. Газовлагошихтовая струя 4 напыляет шихту потока 2, измельченные растительные частицы и окалину на гарнисаж в зоне 18. При напылении образуется плотный напыленный слой 20. Напыленный слой 20 делится делителями 21, после чего образуются шихтовые зародыши 22, содержащие измельченные частицы растительного происхождения и окалины сталепроволочного производства. Зародыши 22 поступают в зону 19, занятую материалом, куда подается шихта потока 3 и одновременно происходит доокомкование зародышей до кондиционных сырых окатышей 23. После этого сырые окатыши подвергаются сушке и обжигу в теплотехническом агрегате.
Пример. Отработку способа получения окатышей проводили на комплексной лабораторной установке, содержащей тарельчатый окомкователь диаметром 0,62 м, барабанный измельчитель, барабан подогреватель, смеситель, оросительную установку, муфельное сушило и камерную печь обжига. Технология напыления шихты, содержащей измельченные частицы растительного происхождения и измельченную окалину сталепроволочного производства, была организована согласно технологической схеме, представленной на чертеже. Для получения измельченных растительных частиц использовали обмолоченные стебли зерновых культур (пшеницы, ржи). Их измельчали в лабораторном измельчителе. В качестве материала для формирования макродефектов и армированной структуры на поверхности растительных частиц использовали железосодержащую окалину сталепроволочного производства АО «ЕВРАЗ ЗСМК» (г. Новокузнецк). Измельчение окалины выполняли на лабораторном дисковом измельчителе МД-60. Для определения размеров частиц окалины использовали лабораторные сита системы «Ротап».
Нагрев окалины до температуры 180°С.осуществляли в цилиндрическом барабане подогревателе диаметром 200 мм и длиной 400 мм, снабженном наружной тепловой изоляцией, в качестве которой использовали рулонную каолиновую вату толщиной 50 мм. В качестве источника тепловой энергии использовали силитовые трубчатые электронагреватели, закрепленные в рабочем пространстве барабана подогревателя с помощью теплоизолированных боковых крышек и подключенные к электрической сети через трансформатор и регулятор мощности. Время нагрева окалины в барабане подогревателе составляло 10 минут. Температуру нагрева окалины контролировали ртутным термометром, изготовленным из кварцевого стекла. Формирование макродефектов способом прожигания и армированной структуры на поверхности растительных частиц проводили в лабораторном смесителе барабанного типа, снабженном наружной тепловой изоляцией из рулонной каолиновой ваты. Длительность смешивания составляла 10 минут. Орошение смеси измельченных растительных частиц и окалины сталепроволочного производства проводили в течение 2 минут с помощью оросительной установки, работающей на сжатом воздухе. Расход воды в оросительной установке за это время составлял 75 г и контролировался ротаметром. Для формирования зародышей способом напыления использовали влажную шихту массой 3 кг, содержащую концентрат Тейского месторождения, 1% бентонита, 10% порообразующих добавок и измельченную окалину сталепроволочного производства. Для формирования оболочки окатышей использовали влажную шихту массой 7 кг, содержащую концентрат Тейского месторождения и 1% бентонита. Для зародышеобразования в струйный аппарат одновременно подавали шихту первого потока, измельченные частицы растительного происхождения, окалину и сжатый воздух. Образующийся напыленный слой делили делителями и получали зародыши, размером 8-10 мм. Зародыши поступали в зону, занятую шихтой второго потока, где формировались кондиционные окатыши размером 15-16 мм. После доокомкования зародышей определяли выход годного, по которому вычисляли производительность окомкователя. Затем годные окатыши сушили в муфельном сушиле при температуре 105°С и обжигали при температуре 1250°С в камерной электрической печи СУОЛ. После охлаждения измеряли прочность окатышей на сжатие. В экспериментах определяли влияние размеров частиц измельченной окалины сталепроволочного производства и расхода воды на орошение смеси частиц в барабане подогревателе на параметры способа получения окатышей. Результаты экспериментов представлены в таблице.
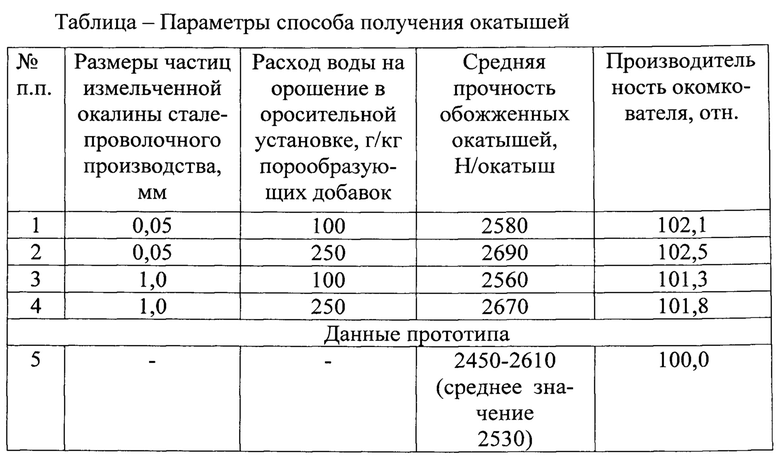
Как видно из полученных данных, способ получения окатышей, основанный на формировании на поверхности частиц растительного происхождения макродефектов путем их смешивания с предварительно измельченной до размеров 0,05-1,0 мм железосодержащей окалиной сталепроволочного производства и орошении нагретой смеси измельченных частиц растительного происхождения и окалины тонкораспыленным потоком воды с расходом 100-250 г/кг порообразующих добавок, позволяет повысить прочность обожженных окатышей на 1,99-6,32% (отн.) и производительность окомкователя на 1,3-2,5%(отн.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2020 |
|
RU2743435C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2019 |
|
RU2698000C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2018 |
|
RU2679853C1 |
| Способ получения окатышей | 2016 |
|
RU2634524C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2022 |
|
RU2782895C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2010 |
|
RU2423533C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2008 |
|
RU2377323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2009 |
|
RU2402619C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2012 |
|
RU2487954C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2011 |
|
RU2464328C1 |
Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей. Влажную шихту подают в окомкователь двумя потоками и осуществляют формирование гарнисажа на днище окомкователя. Вводят первый поток шихты в поток сжатого газа с образованием газовлагошихтовой струи. В газовлагошихтовую струю подают порообразующие добавки, в качестве которых используют измельченные частицы растительного происхождения и окалину сталепроволочного производства. Формируют на поверхности частиц растительного происхождения макродефекты путем их предварительного смешивания с железосодержащей окалиной сталепроволочного производства. Формируют смесь, которую подают в газовлагошихтовую струю. Формируют на днище окомкователя зону, занятую шихтой, и зону, свободную от шихты. Напыляют шихту на гарнисаж в зоне, свободной от шихты, с получением плотного слоя влажной шихты. Делят упомянутый слой влажной шихты на зародыши, проводят доокомкование зародышей шихтой второго потока до окатышей. Окатыши сушат и обжигают. Перед нагревом железосодержащей окалины сталепроволочного производства ее частицы измельчают до размеров 0,05-1,0 мм, а после смешивания частиц растительного происхождения с окалиной смесь орошают тонкораспыленным потоком воды с расходом 100-250 г/кг порообразующих добавок. Обеспечивается повышение прочности обожженных окатышей и повышение производительности окомкователя. 1 ил., 1 табл.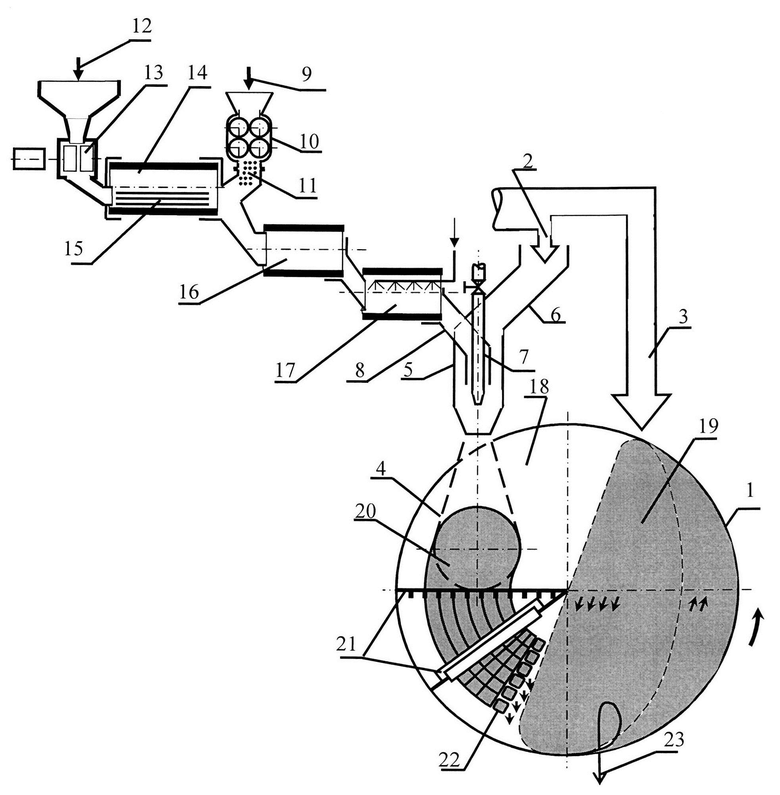
Способ получения окатышей, включающий формирование гарнисажа на днище окомкователя, подачу шихты в окомкователь двумя потоками, введение первого потока шихты в поток газа с формированием газовлагошихтовой струи, подачу в газовлагошихтовую струю порообразующих добавок, в качестве которых используют измельченные частицы растительного происхождения, формирование на поверхности частиц растительного происхождения макродефектов путем их предварительного смешивания с железосодержащей окалиной сталепроволочного производства, нагретой до температуры 180-360°С в барабане подогревателе, с образованием смеси, которую подают в газовлагошихтовую струю, формирование на днище окомкователя зоны, занятой шихтой, и зоны, свободной от шихты, напыление шихты на гарнисаж в зоне, свободной от шихты, с получением плотного слоя влажной шихты, деление упомянутого слоя влажной шихты на зародыши, доокомкование зародышей до окатышей шихтой второго потока, сушку и обжиг, отличающийся тем, что перед нагревом железосодержащей окалины сталепроволочного производства ее частицы измельчают до размеров 0,05-1,0 мм, а после смешивания частиц растительного происхождения с окалиной смесь орошают тонкораспыленным потоком воды с расходом 100-250 г/кг порообразующих добавок.
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2020 |
|
RU2743435C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКАТЫШЕЙ | 2019 |
|
RU2698000C1 |
| СПОСОБ ОКУСКОВАНИЯ МЕЛКОДИСПЕРСНЫХ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА С ИСПОЛЬЗОВАНИЕМ ОРГАНИЧЕСКОГО СВЯЗУЮЩЕГО | 2005 |
|
RU2272848C1 |
| JP 62010226 A, 19.01.1987. | |||

