ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области трубопроводного транспорта и технологических трубопроводов, в частности к способом соединения труб и может быть использовано для массового производства постоянных и временных композитных трубопроводов различного назначения.
УРОВЕНЬ ТЕХНИКИ
Фланцевое соединение труб в трубопроводах известно с начала XIX века, широко применяется и стандартизовано во всех национальных и международных системах стандартов. В России, в частности на фланцевые соединения труб и оборудования в трубопроводах действуют ГОСТ 33259-2015, который определяет типы применяемых фланцевых соединений и требования к стальным и чугунным фланцам фиксированного (приварного) и свободного типа.
Стандартные типы фланцев весьма технологичны и могут изготавливаться прогрессивными способами, например, лазерной резкой листового металла.
При использовании труб, выполненных из неметаллических, в частности, композитных материалов их, чаще всего, оснащают фланцами, совместимыми со стандартизованными для металлических труб, что обеспечивает унификацию и взаимозаменяемость. В частности, в России действует ГОСТ Р 54560-2015, определяющий требования к трубам и деталям трубопроводов из реактопластов, армированных стеклянным волокном (стеклопластиков), который также предусматривает применение фланцевых соединений с фиксированным и свободным фланцем с накидным кольцом.
В силу принципиально различающихся свойств композитов и металла присоединение фланца к композитной трубе методом сварки невозможно в связи с чем известны различные конструкции композитных труб, отличающиеся способом установки фланцев.
Очевидным решение является выполнение фланца из композитного материала заодно с трубой или приформованным к трубе, как это описано в рассмотренном ГОСТ Р 54560-2015. Однако такая конструкция годится только для низконапорных или безнапорных трубопроводов (водоснабжение, дренаж, канализация, вакуумное газоудаление), так как фланец из композитного материала обладает существенно меньшей прочностью и жесткостью по сравнению с металлическим.
Металлические фиксированные фланцы, обычно, устанавливаются на композитные трубы с помощью клеевого соединения. Однако надежность такого способа не высока и применяется он только для малоответственных трубопроводов, не испытывающих сколько-нибудь значимых нагрузок.
Поэтому для композитных трубопроводов более распространенными являются свободные фланцы, упираемые в бурт на торце композитной трубы. Их устанавливают двумя способами. В первом - фланец надевается на конец готовой трубы, после чего на нее устанавливаются бурты за счет клеевого соединения. Такое решение имеет те же недостатки, что и фиксированные фланцы с клеевым соединением. Во втором способе фланцы предварительно надеваются на свеженамотанную трубу до полимеризации связующего вещества композита после чего на концах трубы наматываются бурты. После полимеризации связующего вещества труба с буртами образует монолитную конструкцию. Привалочные плоскости буртов создают формованием в процессе полимеризации или механической обработкой после полимеризации.
Такой способ позволяет обеспечить прочное и надежное фланцевое соединение, но сложен технологически, так как требует приспособления для удержания фланцев на неотвержденной трубе в процессе намотки буртов и не может быть применен в технологиях непрерывной намотки.
Применяются фланцы (или иные присоединительные устройства похожих типов) с предварительно выполненными хвостовиками, заделываемыми в композитный материал в процессе изготовления трубы, например. Способ закрепления такого хвостовика описан, в частности в патентах РФ на изобретение №2257506 и на полезную модель №15502. Такие способы имеют целый ряд недостатков, а именно, необходимость изготовления нестандартного фланца с хвостовиком, необходимость монтирования фланца на технологической оправке оборудования намотки труб, что создает технологические трудности.
Общим недостатком описанных выше решений является то, что фланец устанавливается в заводских условиях, что приводит к увеличению габаритов труб при перевозке и хранении. Особенно актуален этот недостаток для труб малых диаметров, где наружный диаметр фланца может превышать диаметр трубы в два и более раза.
Известны также конструкции разъемных фланцев, например, широко известная конструкция фланца, состоящая из двух полуфланцев, плоскость контакта которых перпендикулярна привалочной плоскости фланца (Генкин А.Э., «Оборудование химических заводов», М.:«Высшая школа», 1986 г., стр. 55). Половинки такого фланца стягиваются между собой болтовыми соединениям после установки на трубу. Конструкция достаточно проста, может быть изготовлена с использованием прогрессивных способов точной лазерной резки листового металла, но прочность зоны стыка полуфланцев многократно меньше прочности цельного фланца аналогичного размера.
Существуют разъемные фланцы, где зона стыка полуфланцев выполнена по схеме шип-паз (например, фланцы накидные для бессварных муфтовых соединений производства «Спецавтоматика», ссылка для доступа https://sa-biysk.ru/catalog/1314/) или с частичным нахлестом (перекрытием) концов полуфланцев и плоскость их контакта параллельна привалочной плоскости фланца (например, разъемные фланцы, ссылка для доступа http://taijiglasslined.ru/4-6-split-flanges/232353/index.html).
Такие конструкции могут состоять как из монолитных полуфланцев, выполненных литьем, как вышеописанные конструкции, так выполненными из сваренных между собой слоев, например разъемный фланец по патенту на полезную модель РФ №139956, который может быть выполнен прогрессивными способами производства. Однако и в таких конструкциях присутствует проблема неоднородной прочности фланца по его окружности, так как длина участков нахлеста невелика по отношению к общей длине окружности фланца.
Наиболее близким к предлагаемому решению является фланец для труб, снабженных на концах буртами, описанный в патенте РФ №2 252 357, принятый за прототип.
Суть решения описанного в прототипе заключается в том, что сборный фланец изготавливается в виде двухслойной конструкции из одинаковых взаимозаменяемых частей
Достоинство такой конструкции в том, что в ней большая часть длины окружности частей фланца выполнена нахлестом (перекрытием) и только сранительно небольшая часть - без него. Следовательно, прочность фланца гораздо равномернее распределена по длине его окружности.
Однако прототип имеет и недостатки, связанные, прежде всего, с тем, что в годы разработки рассматриваемой конструкции прогрессивные технологии лазерной резки металла были еще недоступны и, следовательно, конструкция адаптирована под классические технологии производства фланцев литьем или штамповкой.
Изготовление же заготовок конструкции, принятой за прототип, путем лазерной резки из листового металла, хотя и возможно, но приведет к возникновению большого количества отходов.
ПРЕДЛАГАЕМОЕ ТЕХНИЧЕСКОЕ РЕШЕНИЕ направлено на устранение недостатков аналогов и прототипа и обеспечение:
- возможности установки фланца на трубу, с предварительно выполненными буртами, в месте производства монтажных работ;
- равномерного распределения прочности фланца по его окружности;
- возможности применения прогрессивных способов производства заготовок фланцев лазерной резкой листового материала с увеличением коэффициента полезного использования материала по сравнению с аналогами и прототипом.
ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ заключается в создании сборно-разборного фланца для труб с упорными буртами на концах имеющего равномерно распределенную по окружности прочность, заготовки которого изготавливаются из листового материала методом лазерной резки с высоким коэффициентом полезного использования материала.
СУТЬ ПРЕДЛАГАЕМОГО ТЕХНИЧЕСКОГО РЕШЕНИЯ заключается в том, что в известной конструкции сборно-разборного фланца для труб с упорными буртами на концах, состоящего из уложенных не менее чем в два слоя одинаковых взаимозаменяемых деталей, имеющих форму фрагмента кольца, ограниченного дугами концентрических окружностей базового отверстия и наружного контура и двух пересекающих их прямолинейных отрезов, имеющего периферийные отверстия под стяжные болты, расположенные на одной концентричной опорному отверстию дуге окружности через равный базовый угол, являющийся частным от 360 градусов и общего количества периферийных отверстий во фланце, и расположенного так, чтобы периферийные отверстия каждого из слоя были соосны, а отрезы располагались со смещением применены следующие решения:
- фрагменты кольца выполнены в виде секторов, ограниченных радиальными отрезами, угол между которыми равен частному от 360 градусов и количеству секторов в одном слое, которое должно быть не менее двух;
- каждый сектор имеет не менее двух периферийных отверстий под стяжные болты, крайние из которых отстоят (по центрам) от радиальных отрезов на половину базового угла;
- в каждом секторе имеются дополнительные отверстия в количестве не менее одного, расположенные на одной дуге окружности с периферийными отверстиями, отстоящие друг от друга на угол, равный или кратный базовому углу, а от ближайших периферийных отверстий на угол, равный половине базового;
- при нечетном значении суммы числа периферийных и дополнительных отверстий на радиальных отрезах выполняются полукруглые выборки равного с дополнительными отверстиями радиуса, центры которых расположены на пересечениях радиальных отрезов и дуги окружности центров дополнительных отверстий;
- линии отрезов секторов в каждом слое смещены на угол равный или кратный базовому углу;
- секторы кольца скреплены между собой болтовыми, винтовыми или заклепочными соединениями, стержни которых пропускаются через дополнительные отверстия и полукруглые выборки всех слоев фланца;
-в вариантном исполнении секторы кольца предварительно собираются в блоки из слоев, по одному сектору на слой, и предварительно скрепляются между собой до установки на трубу, при этом угол между радиальными отрезами крайних секторов, входящих в блок, должен быть не более 180 градусов;
- в вариантном исполнении скрепление слоев блока секторов производится сваркой по линиям базового отверстия и наружного контура на участках перекрытия секторов колец смежных слоев;
- в вариантном исполнении скрепление слоев блока секторов производится контактной сваркой на участках перекрытия секторов колец смежных слоев;
- в вариантном исполнении угол между радиальными отрезами сектора кольца выбирается больше произведения базового угла на число слоев, количество дополнительных отверстий в каждом секторе выполняется не менее увеличенного на единицу числа слоев, или не менее числа слоев при наличии на радиальных отрезах полукруглых выборок, скрепление слоев блока секторов производится винтовым, болтовым или заклепочным соединением через сквозные отверстия образованные дополнительными отверстиями каждого слоя.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Раскрытие сути предлагаемого технического решения проиллюстрировано на фиг. 1 - фиг. 27, технического результата - на фиг. 28 - фиг. 34, осуществления - на фиг. 35-36.
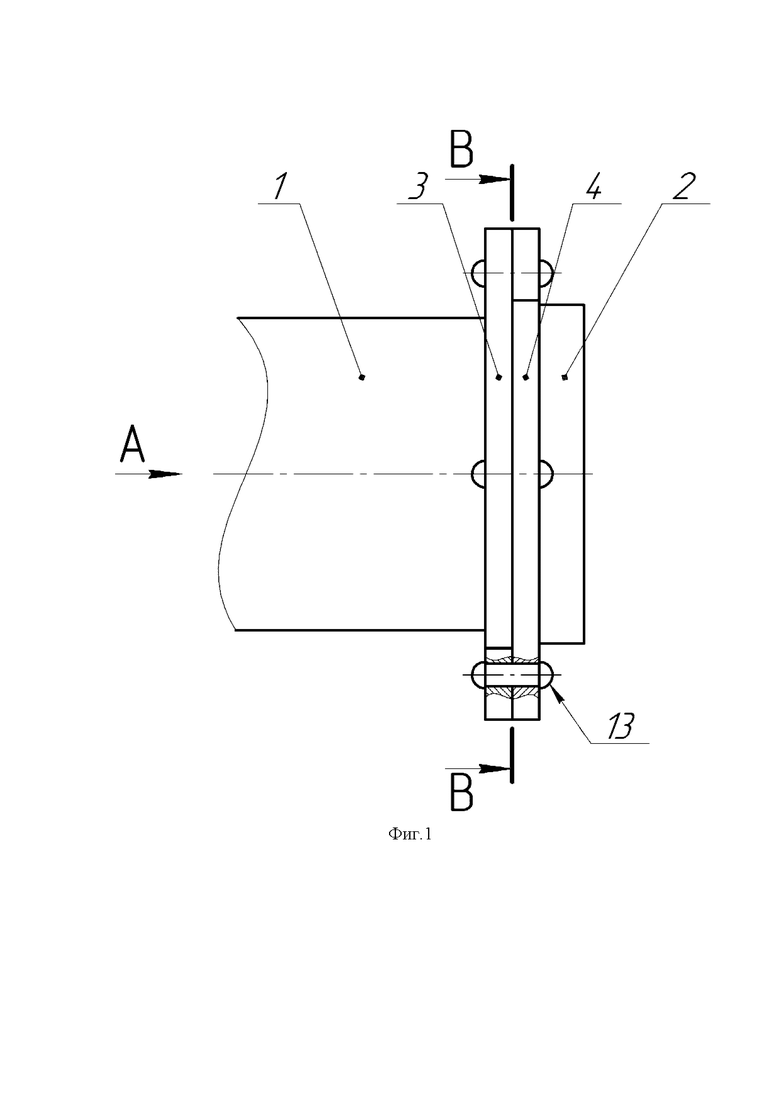
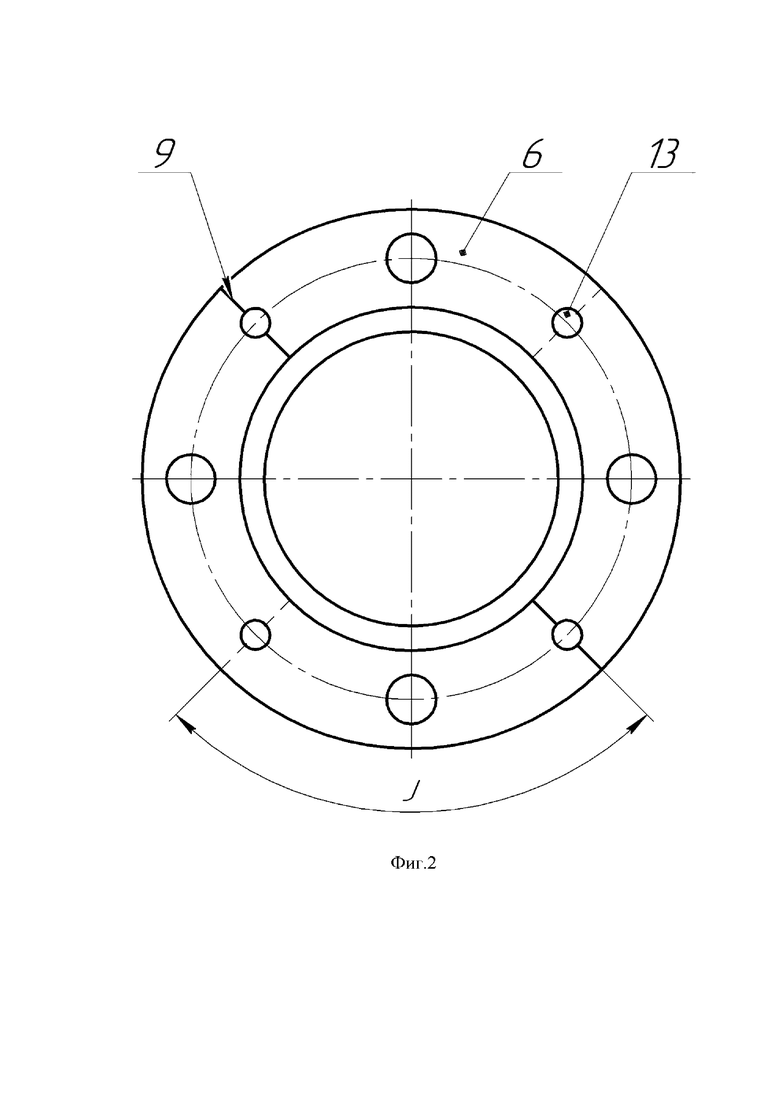
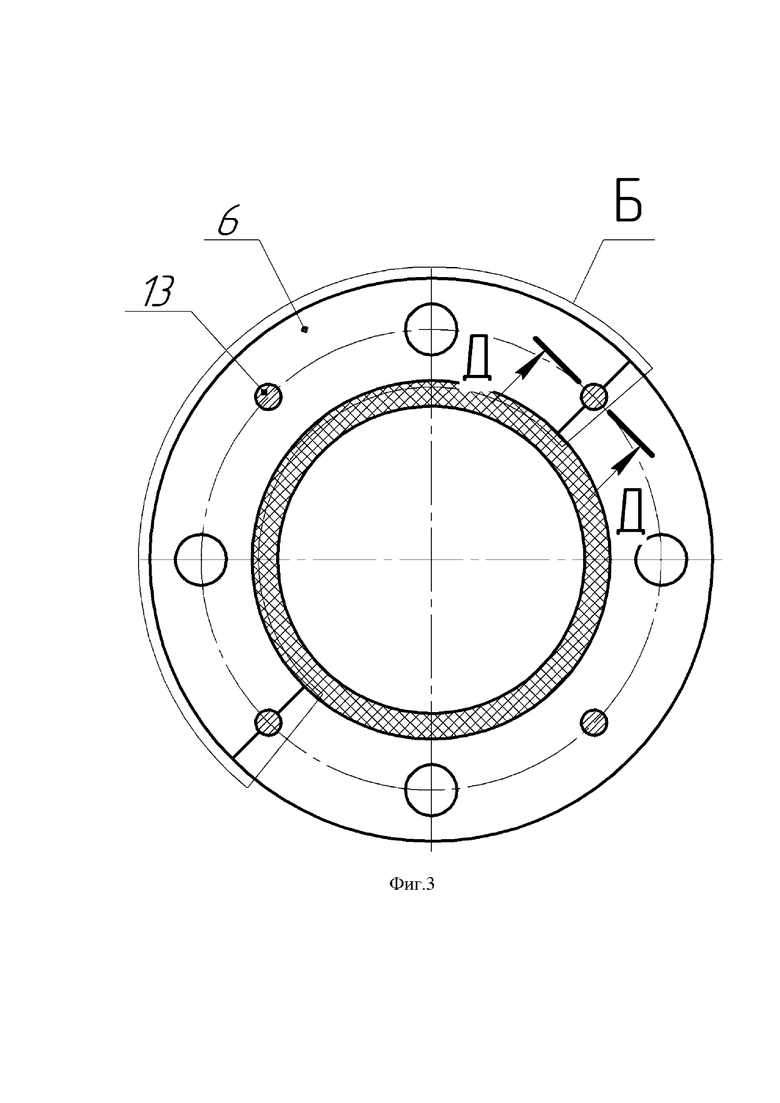
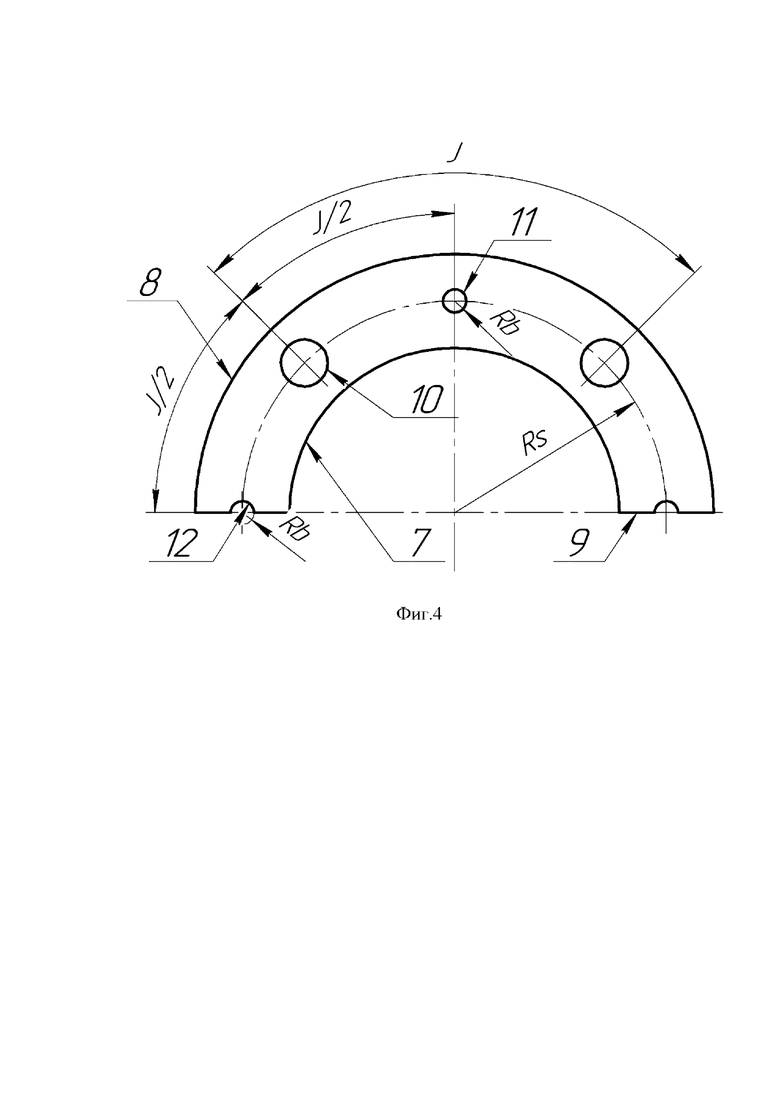
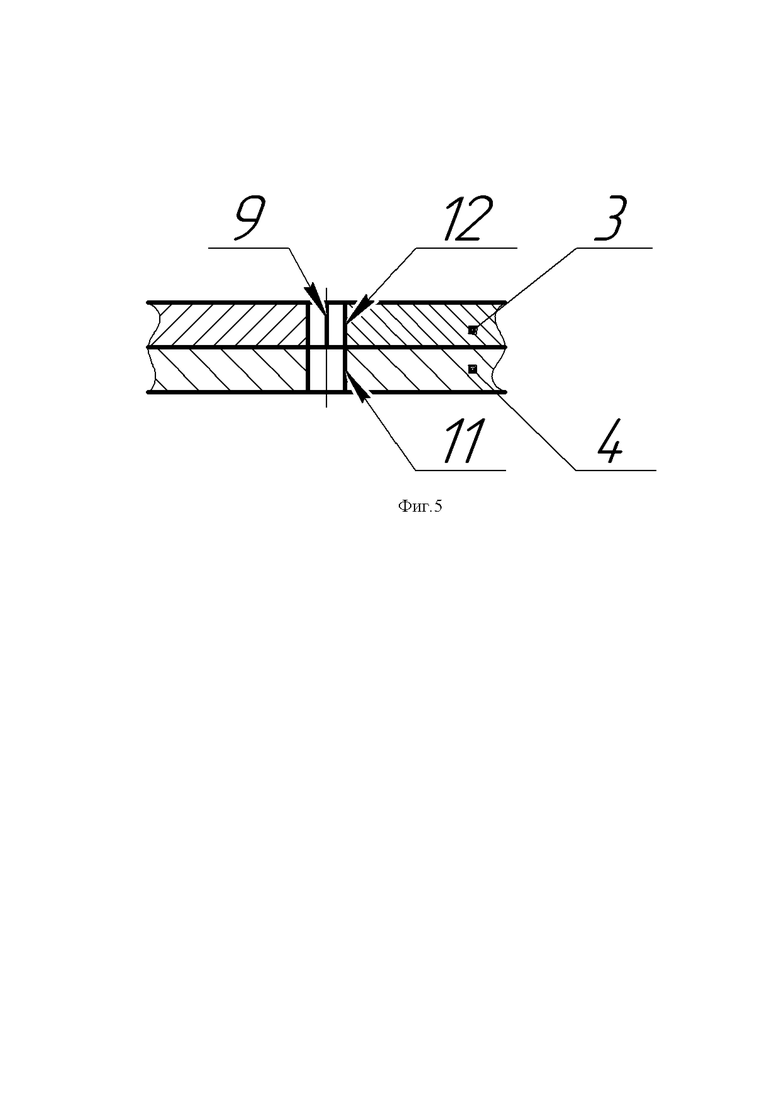
На фиг. 1 - фиг. 5 иллюстрируется техническое решение для случая двух слоев, когда каждый слой состоит из двух частей кольца в каждой из которых два периферийных отверстия, одно дополнительная и впадины (сумма числа периферийных и дополнительных отверстий нечетная). Фиг. 1 - основной вид, фиг. 2 - вид по стрелке А (на фиг. 1), фиг. 3 - разрез В-В (на фиг. 1), фиг. 4 - выносной вид Б (на фиг. 3), фиг. 5 - разрез Д-Д (на фиг. 3).
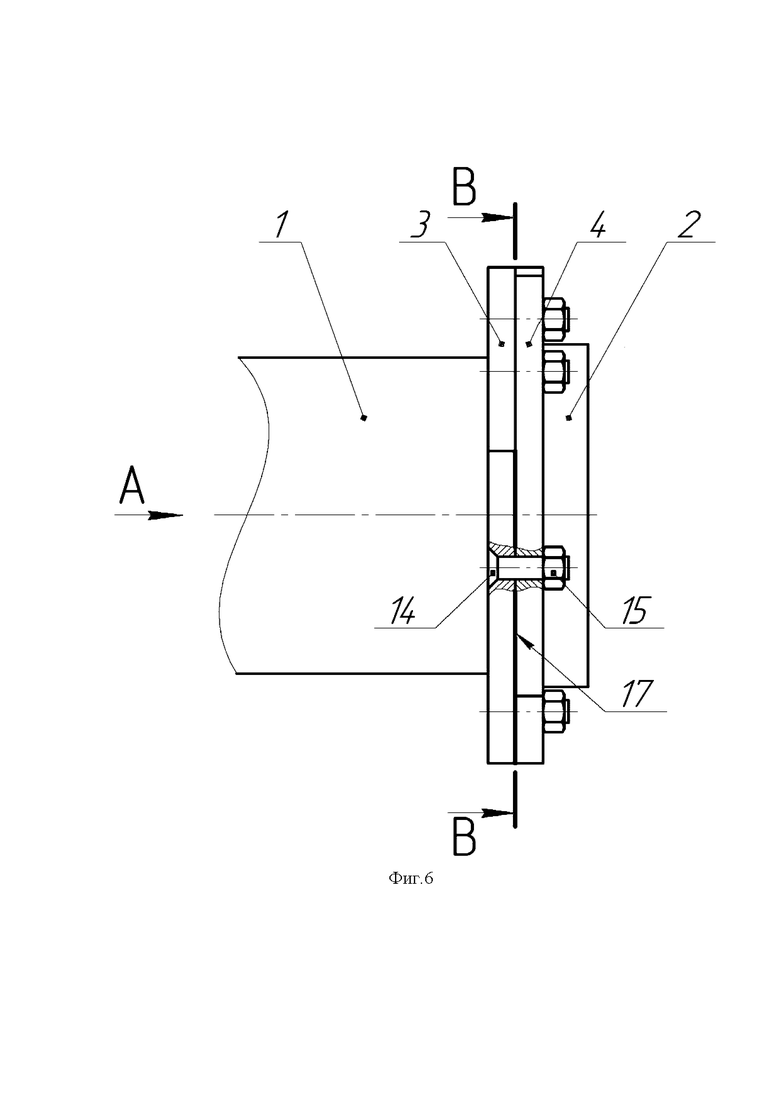
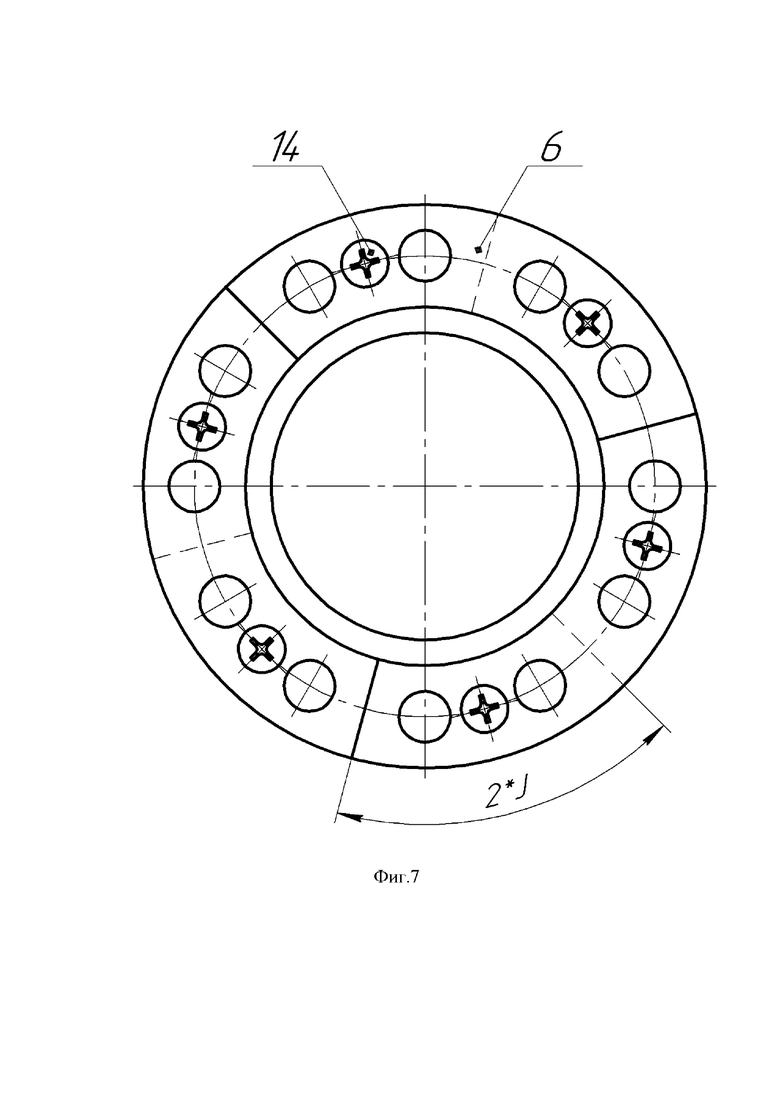
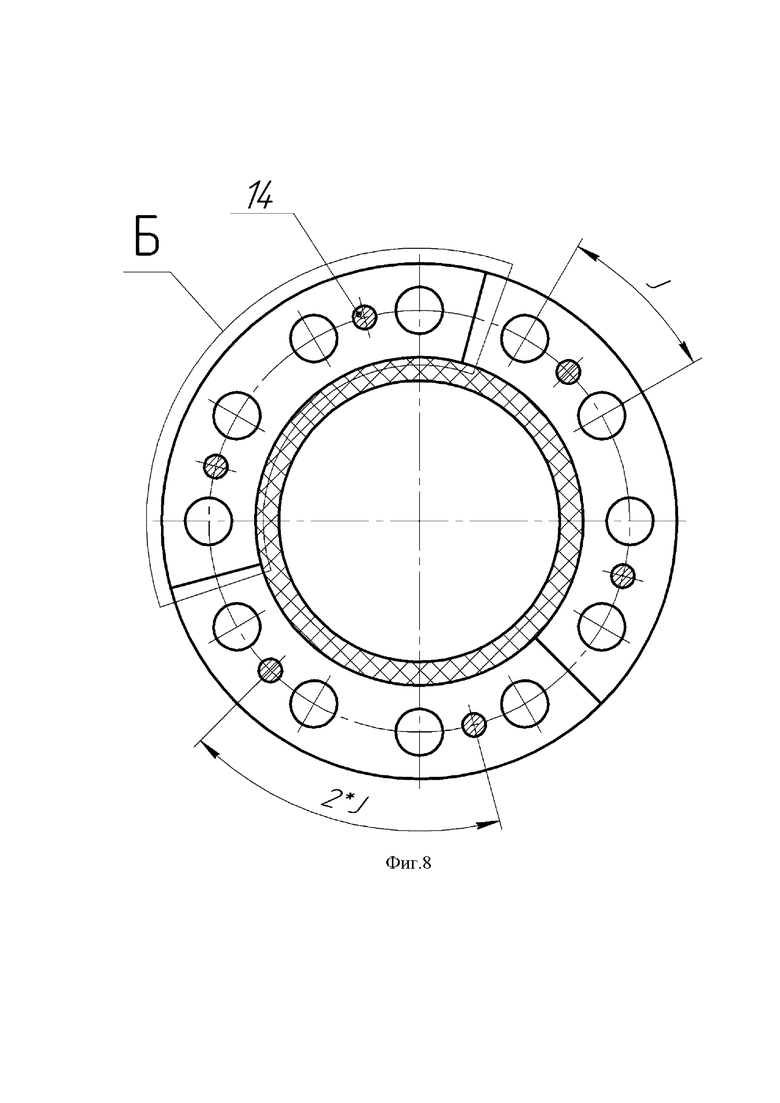
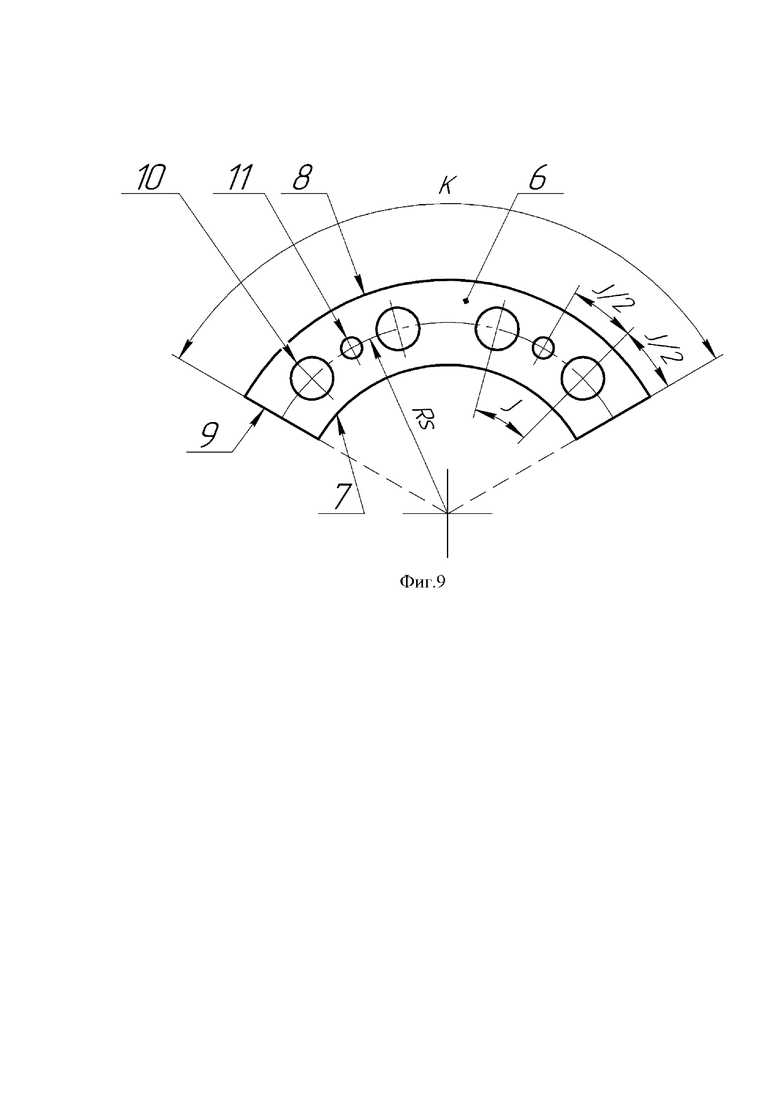
На фиг. 6 - фиг. 9 иллюстрируется техническое решение для случая двух слоев, когда каждый слой состоит из трех частей кольца в каждой из которых четыре периферийных отверстия, два дополнительных и нет впадин (сумма числа периферийных и дополнительных отверстий четная). Фиг 6. - основной вид, фиг. 7 - вид по стрелке А (на фиг. 6), фиг. 8 - разрез В-В (на фиг. 6), фиг. 9 - выносной вид Б (на фиг. 8).
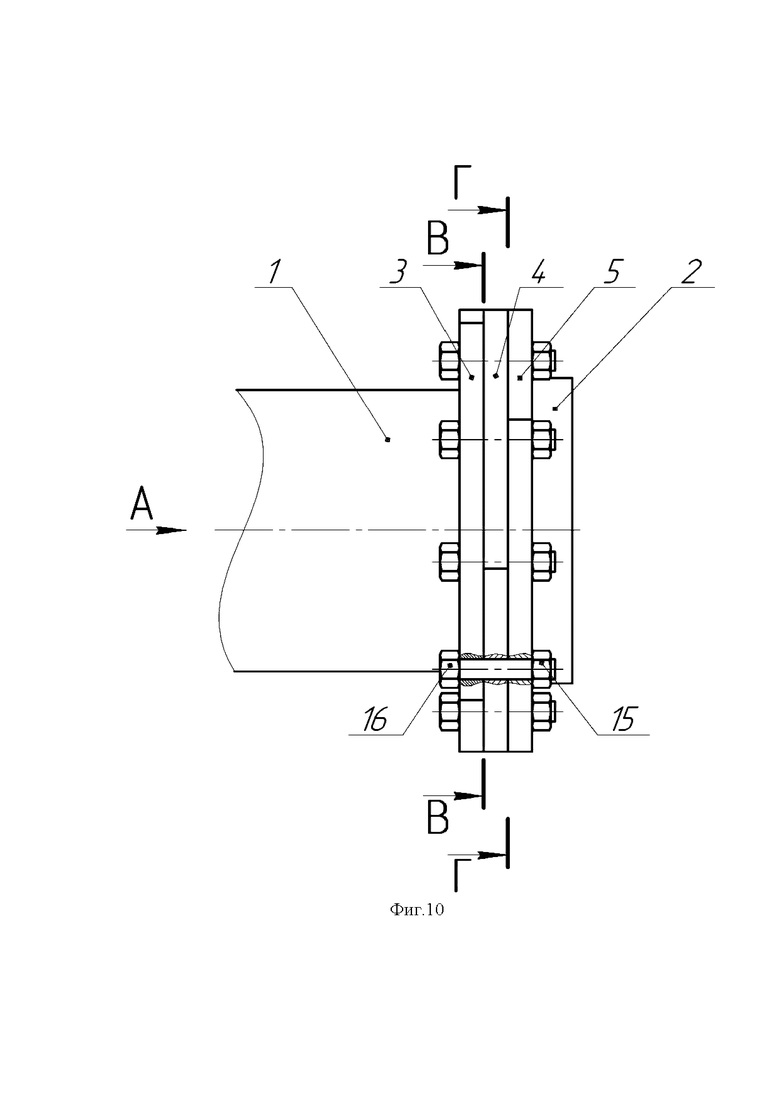
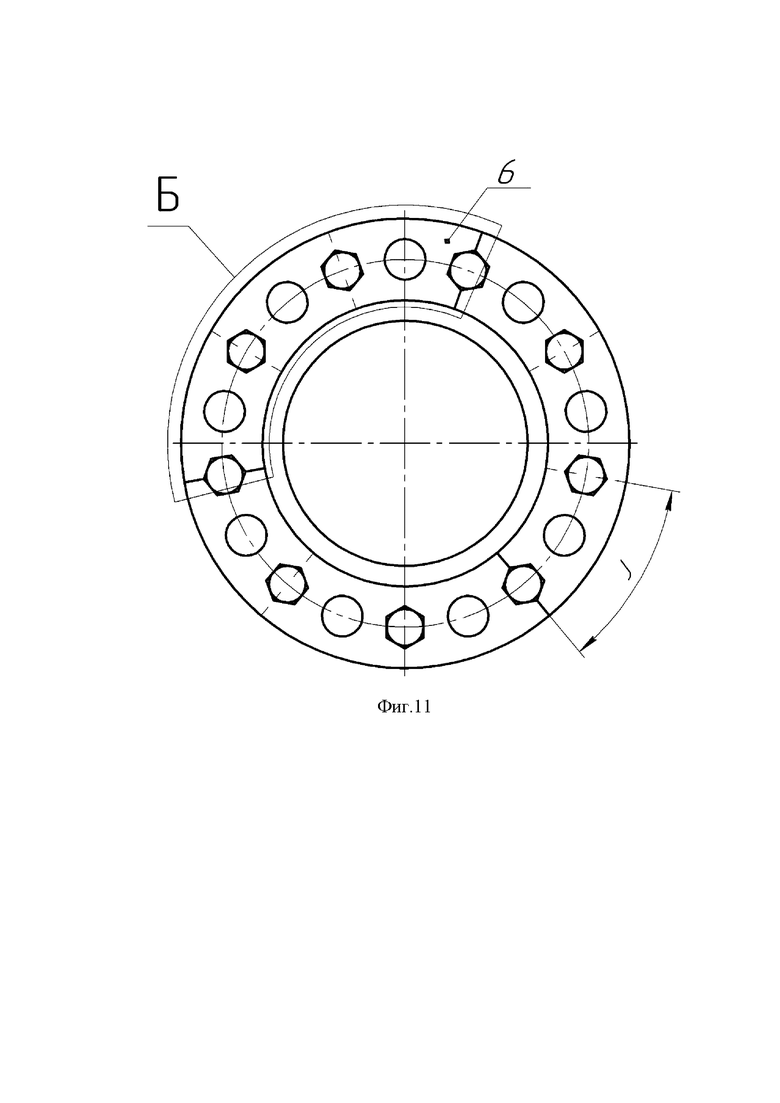
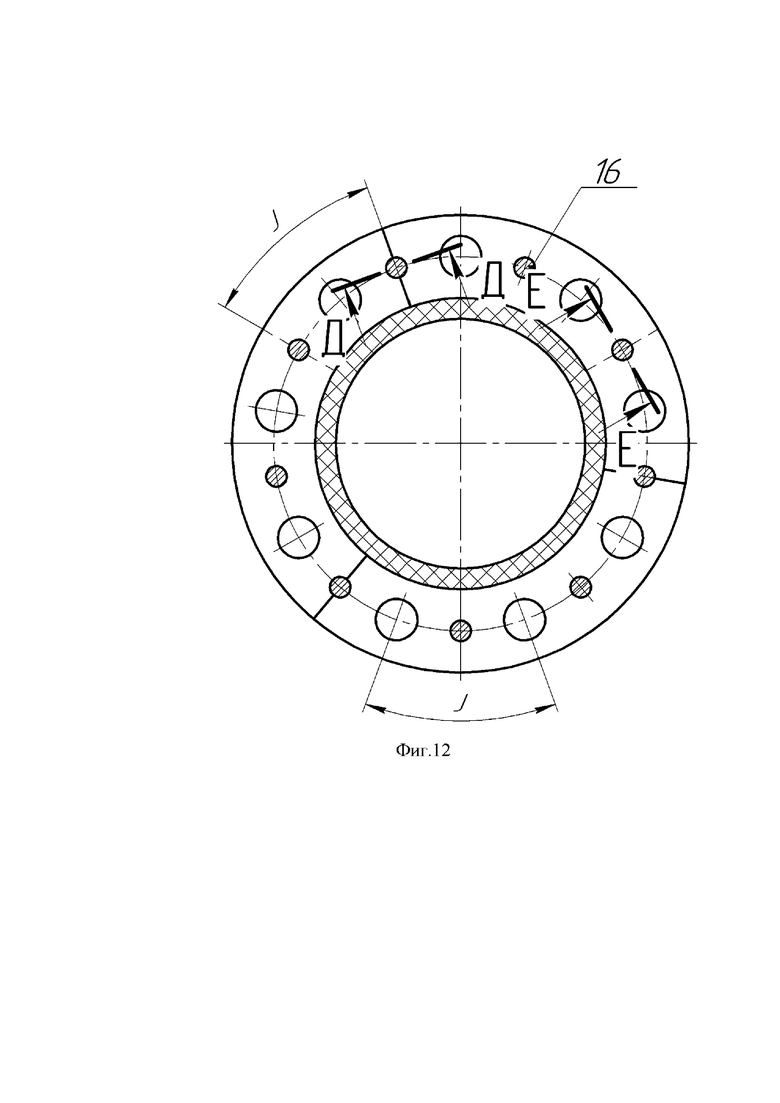
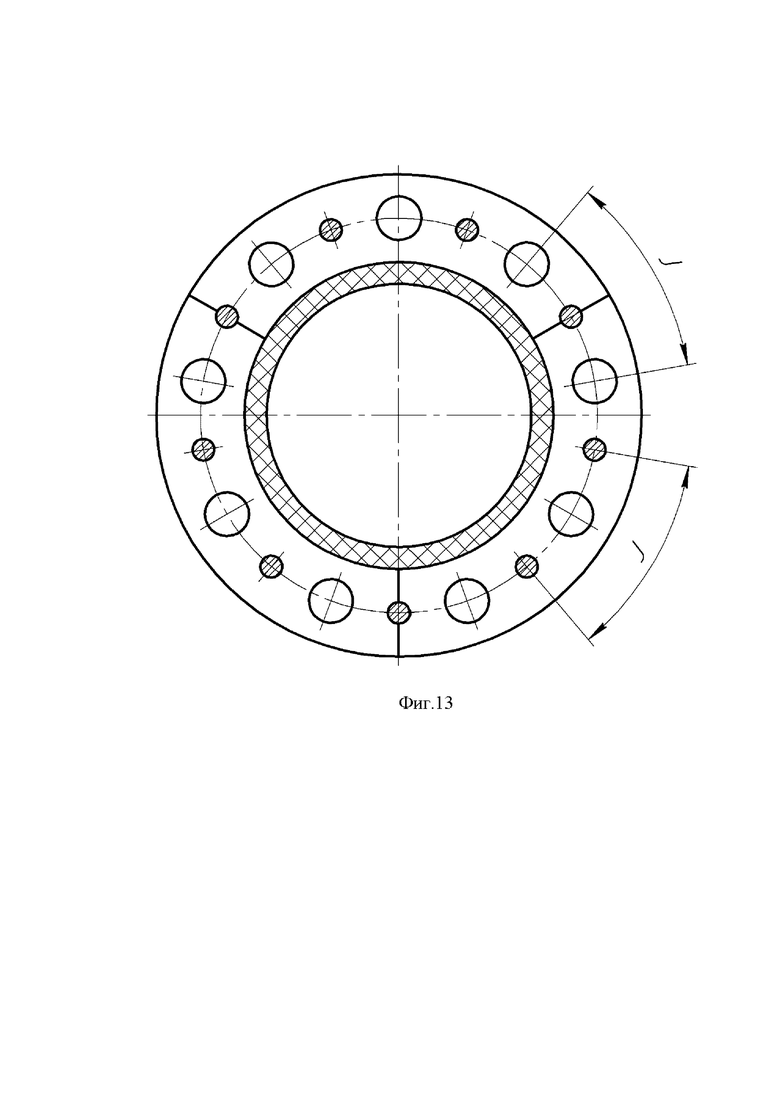
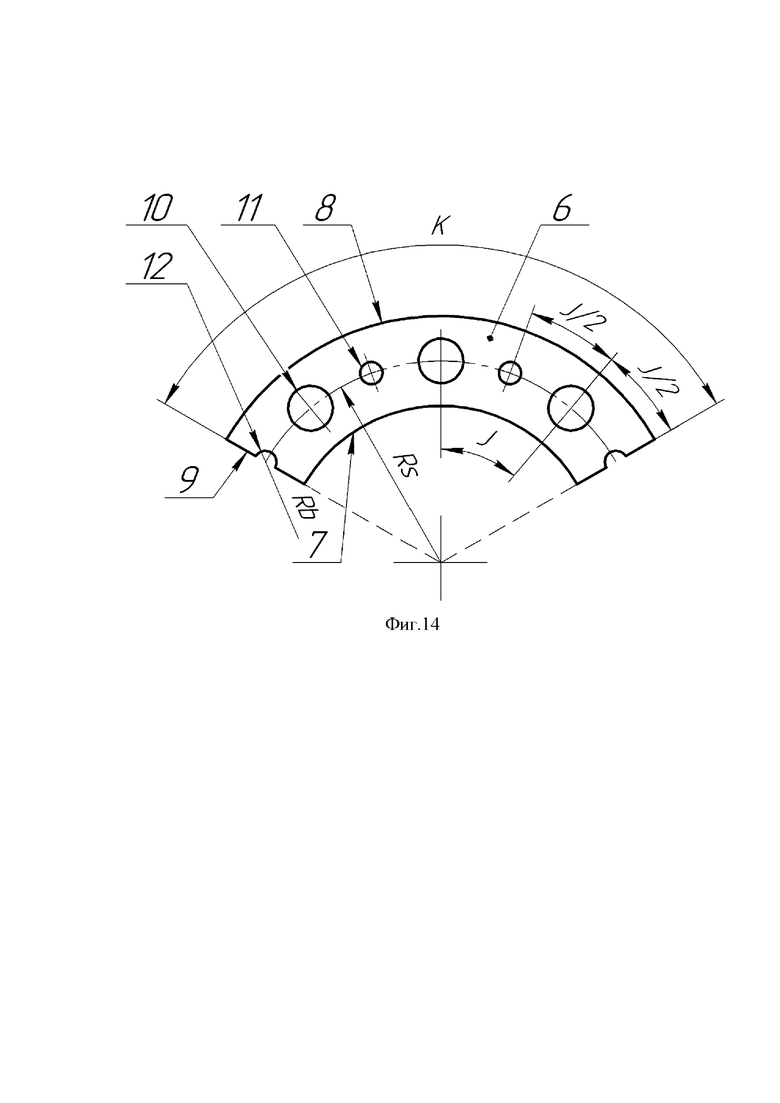
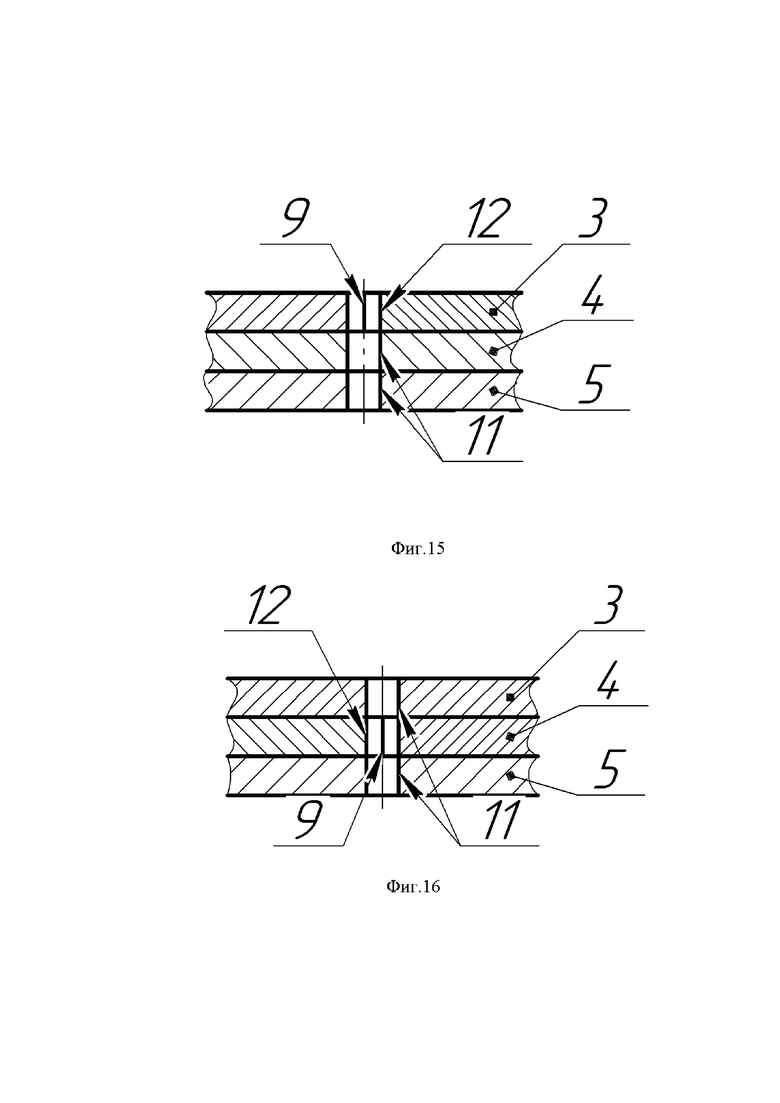
На фиг. 10 - фиг. 16 иллюстрируется техническое решение для случая трех слоев, когда каждый слой состоит из трех частей кольца в каждой из которых три периферийных отверстия, два дополнительных и имеются впадины (сумма числа периферийных и дополнительных отверстий нечетная). Фиг 10. - основной вид, фиг. 11 - вид по стрелке А (на фиг. 10), фиг. 12 - разрез В-В (на фиг. 10), фиг. 13 - разрез Г-Г (на фиг. 10), фиг. 14 - выносной вид Б (на фиг. 11), фиг. 15 - разрез Д-Д (на фиг. 12), фиг. 16 - разрез Е-Е (на фиг. 12).
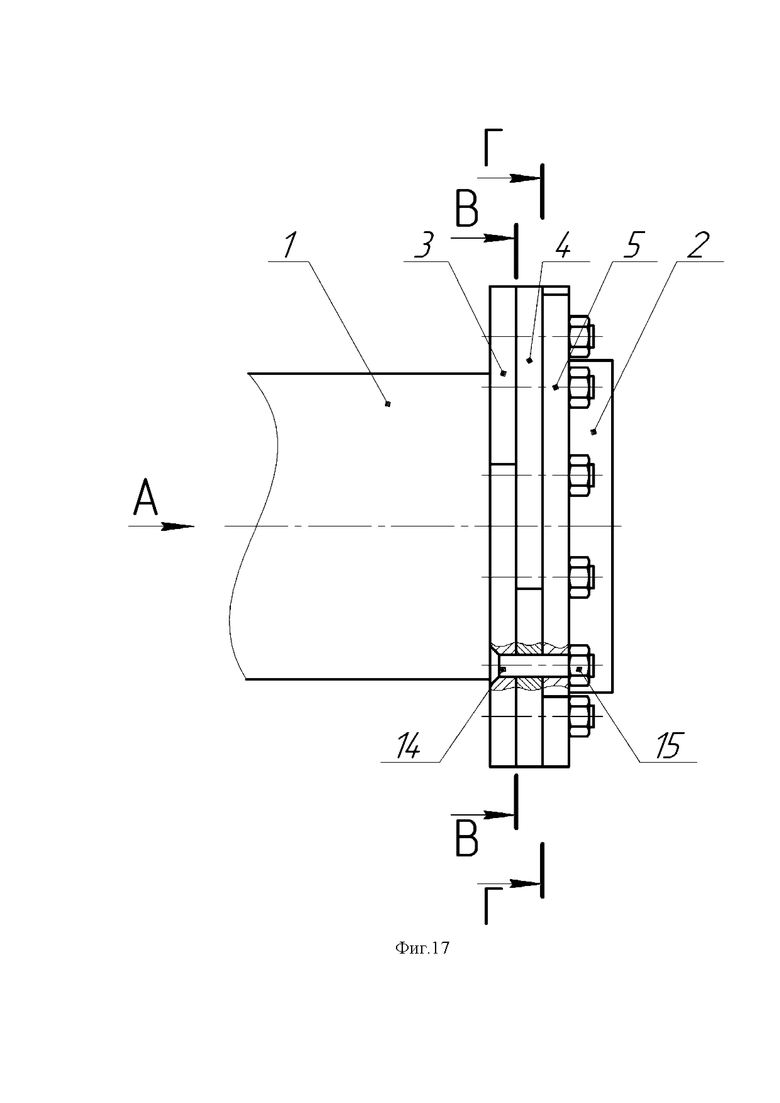
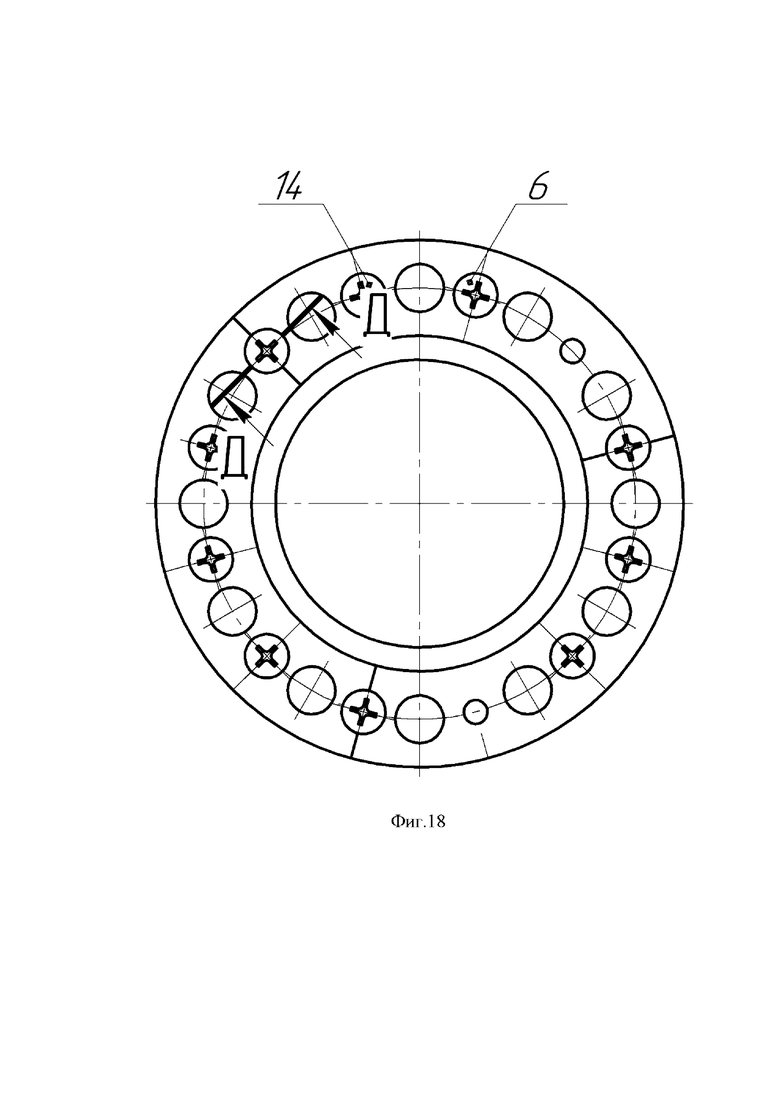
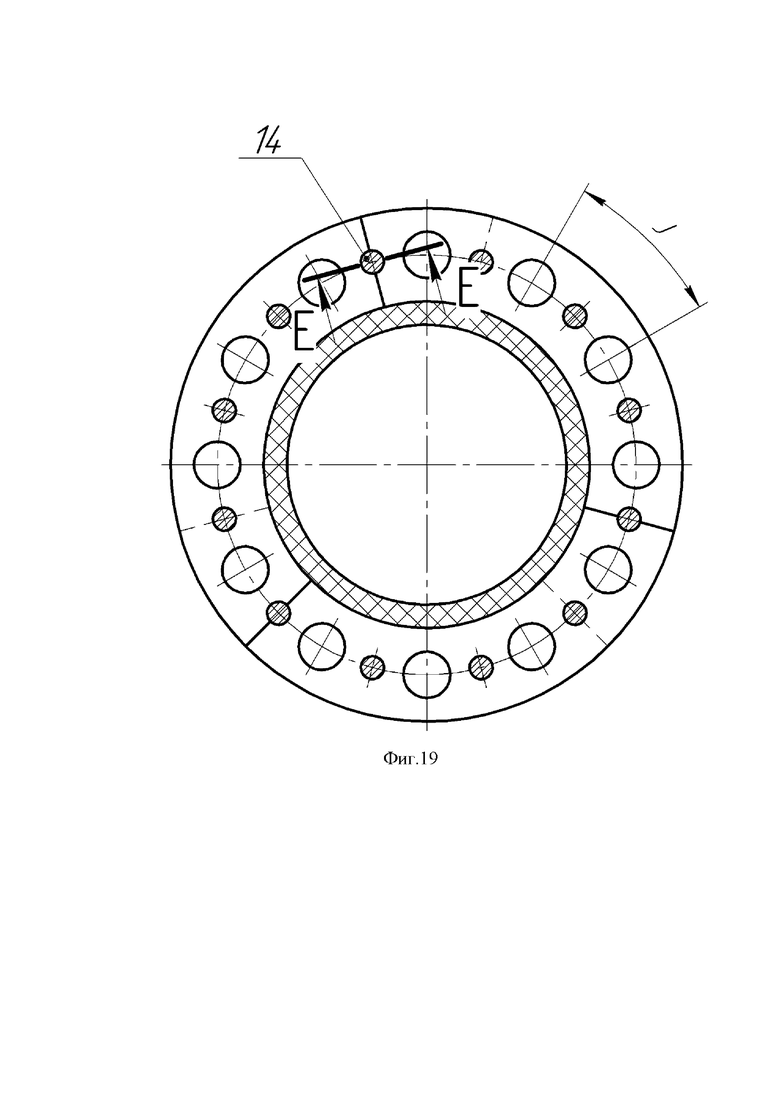
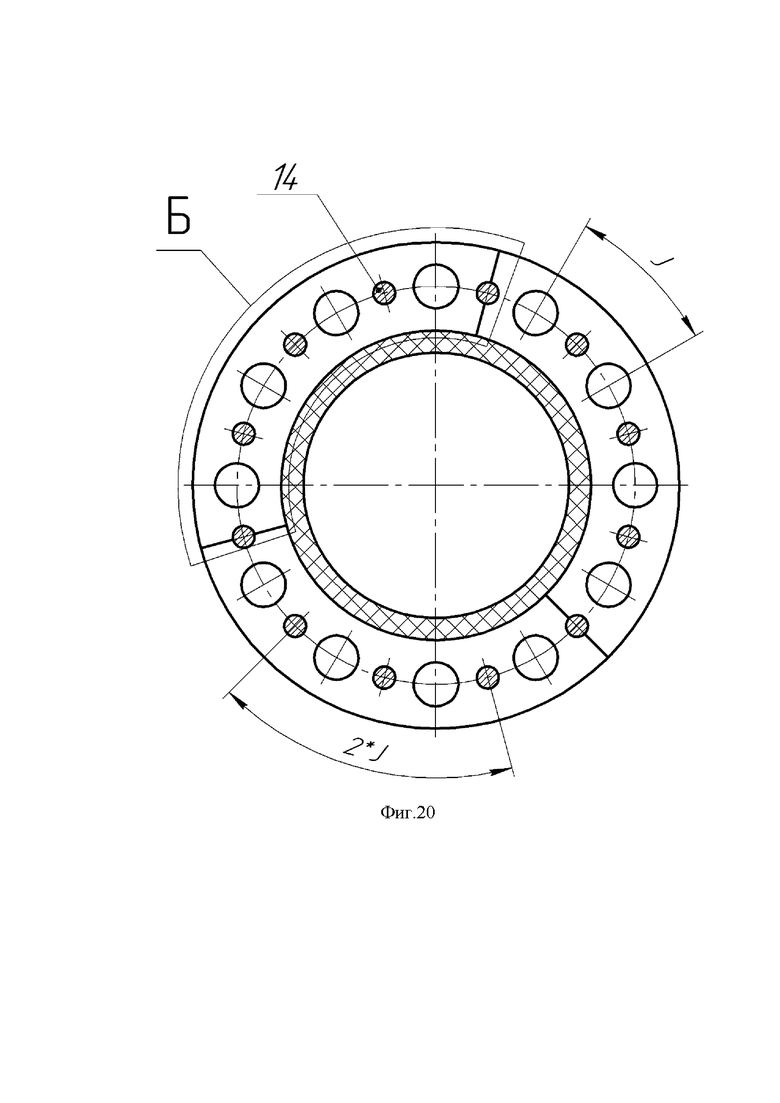
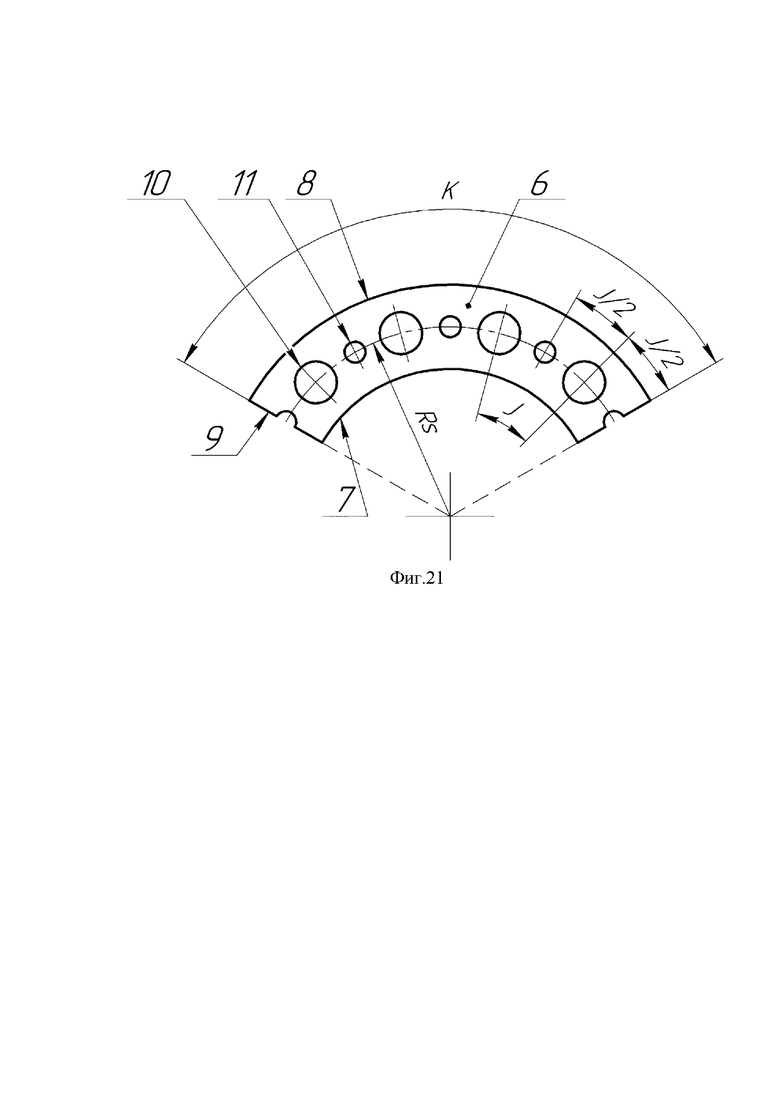
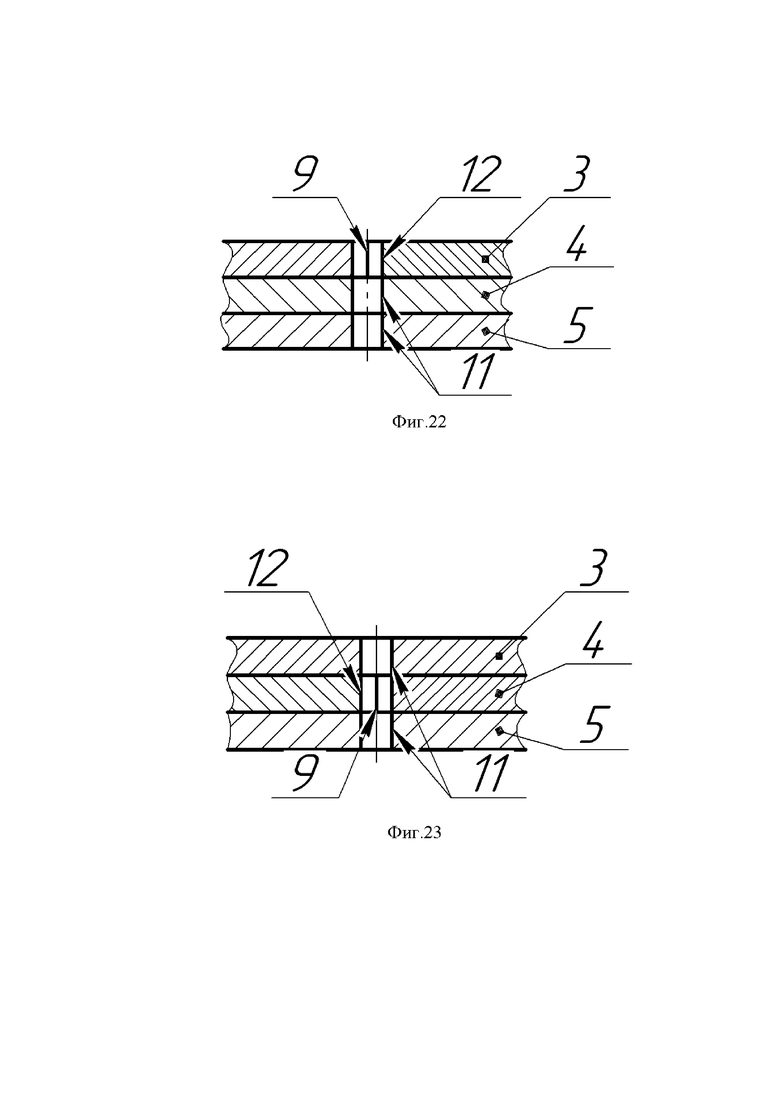
На фиг. 17 - фиг. 23 иллюстрируется техническое решение для случая трех слоев, когда каждый слой состоит из трех частей кольца в каждой из которых четыре периферийных отверстия, три дополнительных и имеются впадины (сумма числа периферийных и дополнительных отверстий нечетная). Фиг 17. - основной вид, фиг. 18 - вид по стрелке А (на фиг. 17), фиг. 19 - разрез В-В (на фиг. 17), фиг. 20 - разрез Г-Г (на фиг. 17), фиг. 21 - выносной вид Б (на фиг. 20), фиг. 22 - разрез Д-Д (на фиг. 18), фиг. 23 - разрез Е-Е (на фиг. 19).
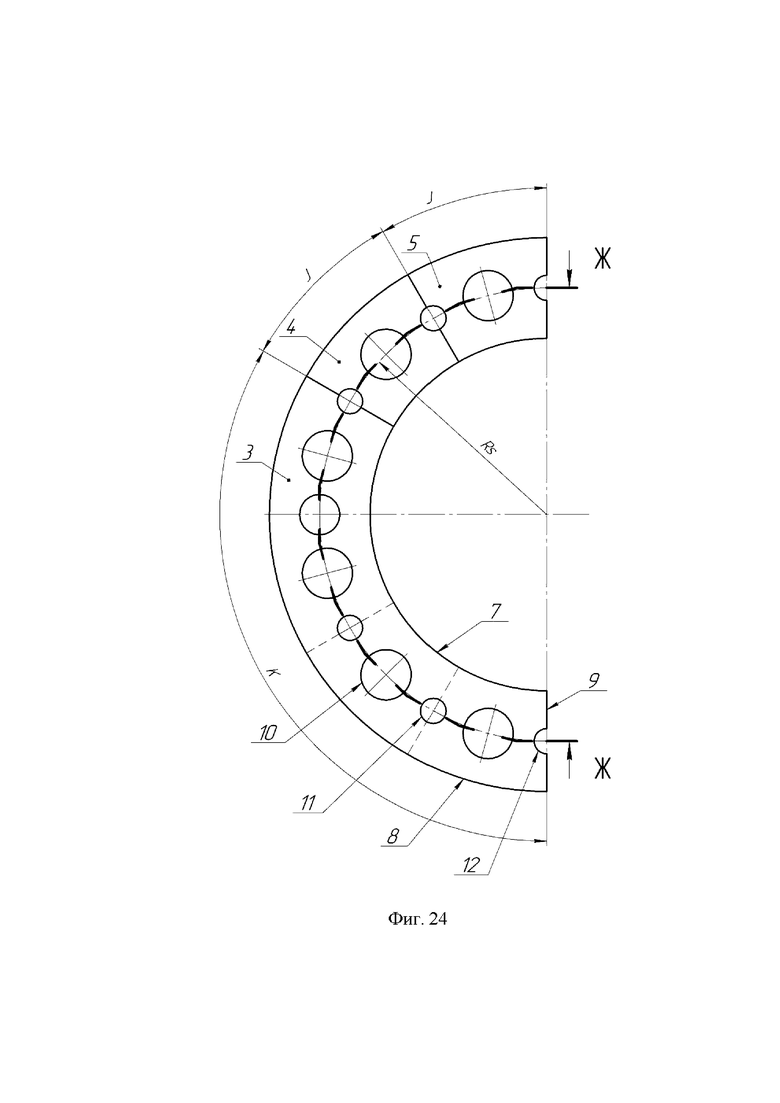
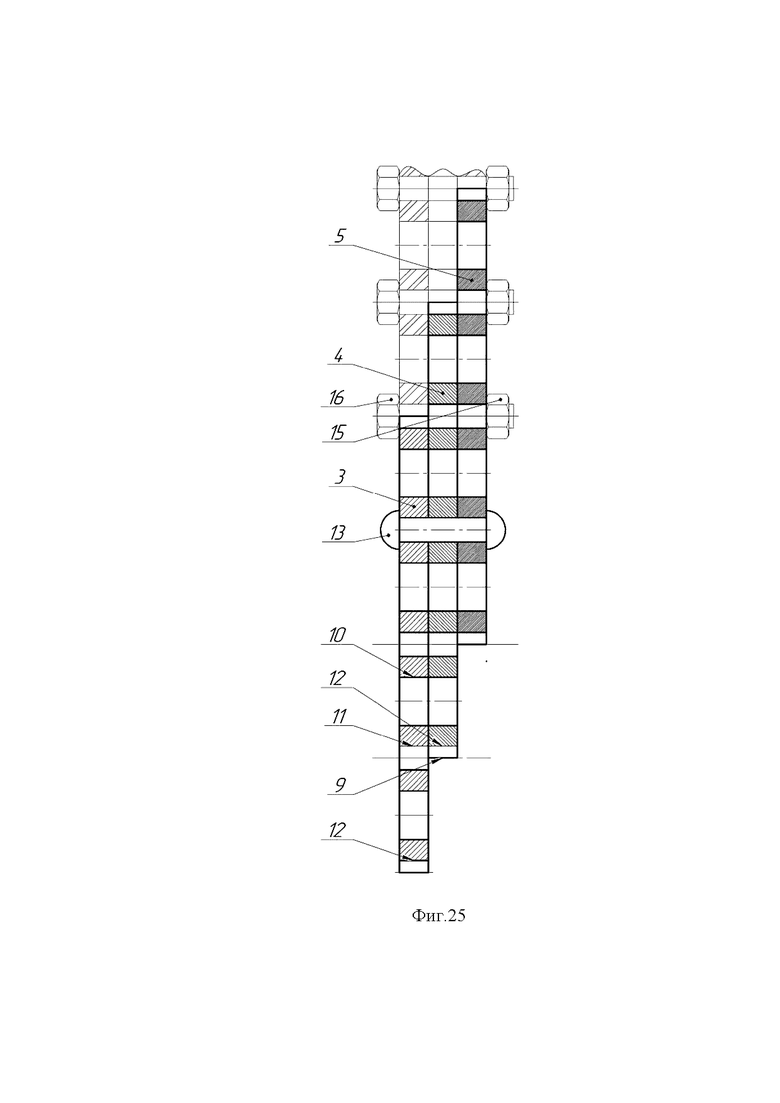
На фиг. 24 - фиг. 27 - представлены вариантные исполнения. На фиг. 24 - фиг. 25 показана сборка секторов кольца в блоки, при этом на фиг. 24 показан вид блока, а на фиг. 25 - разрез Ж-Ж (на фиг. 24).
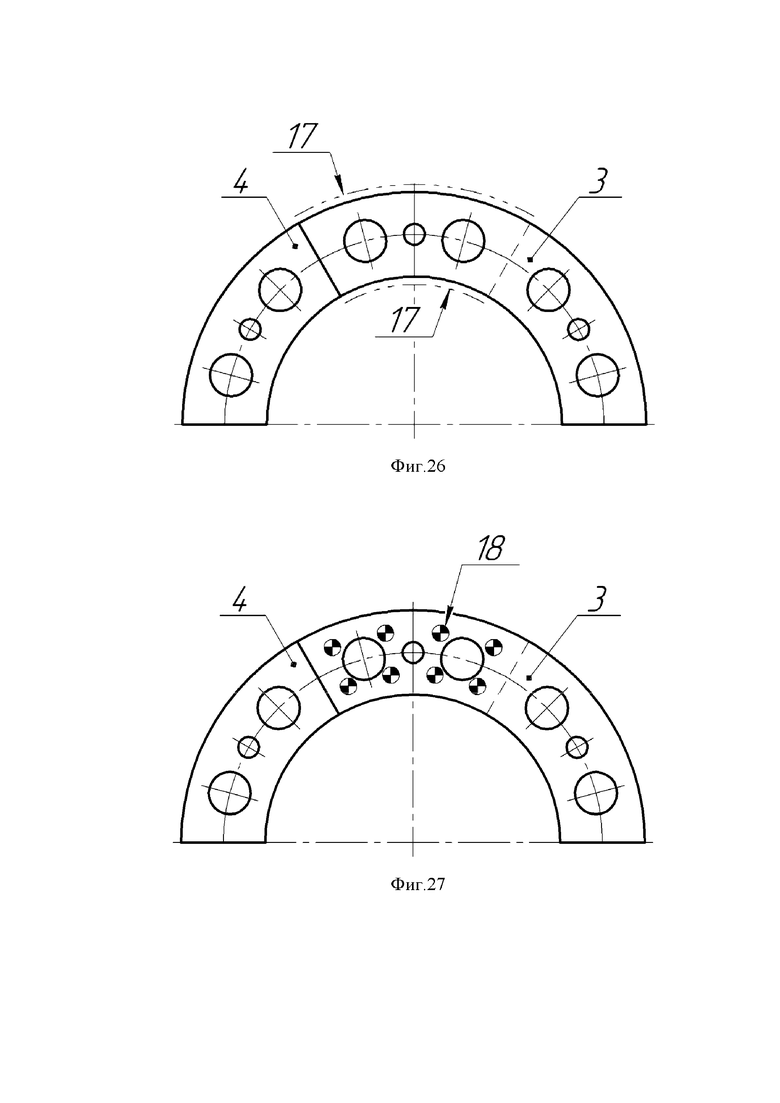
На фиг. 26 - показано скрепление слоев блока сваркой по линиям базового отверстия и наружного контура, а на фиг. 27 - скрепление слоев блока контактной сваркой.
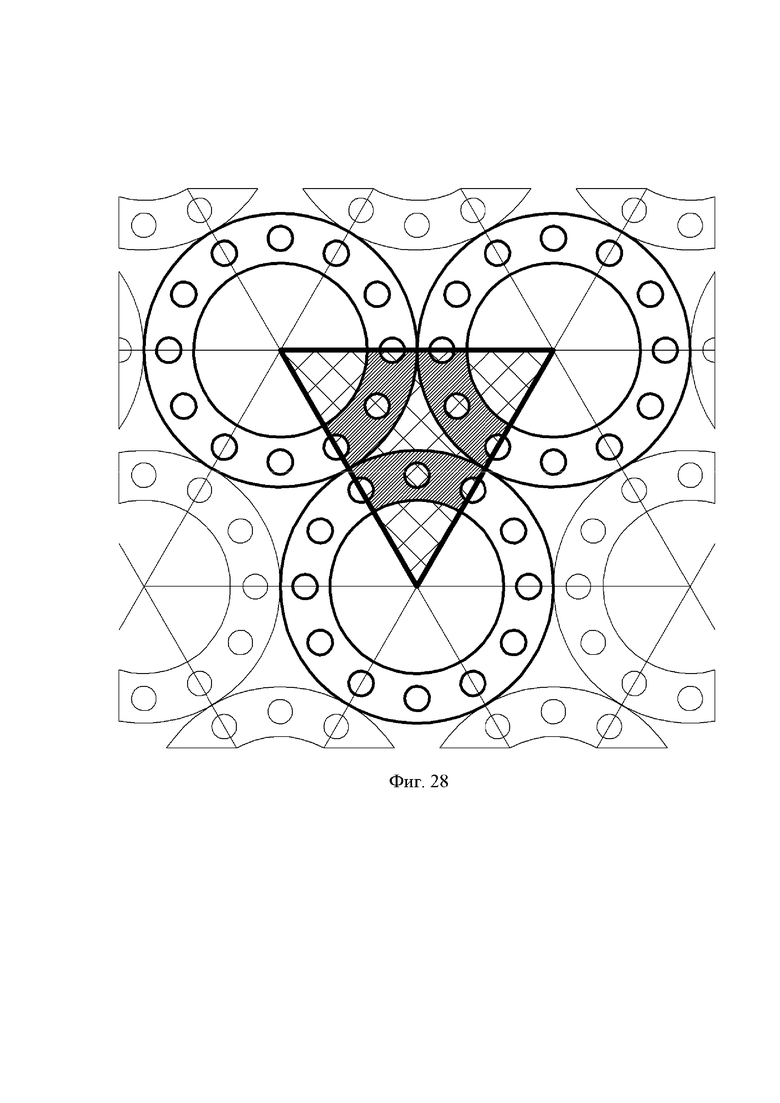
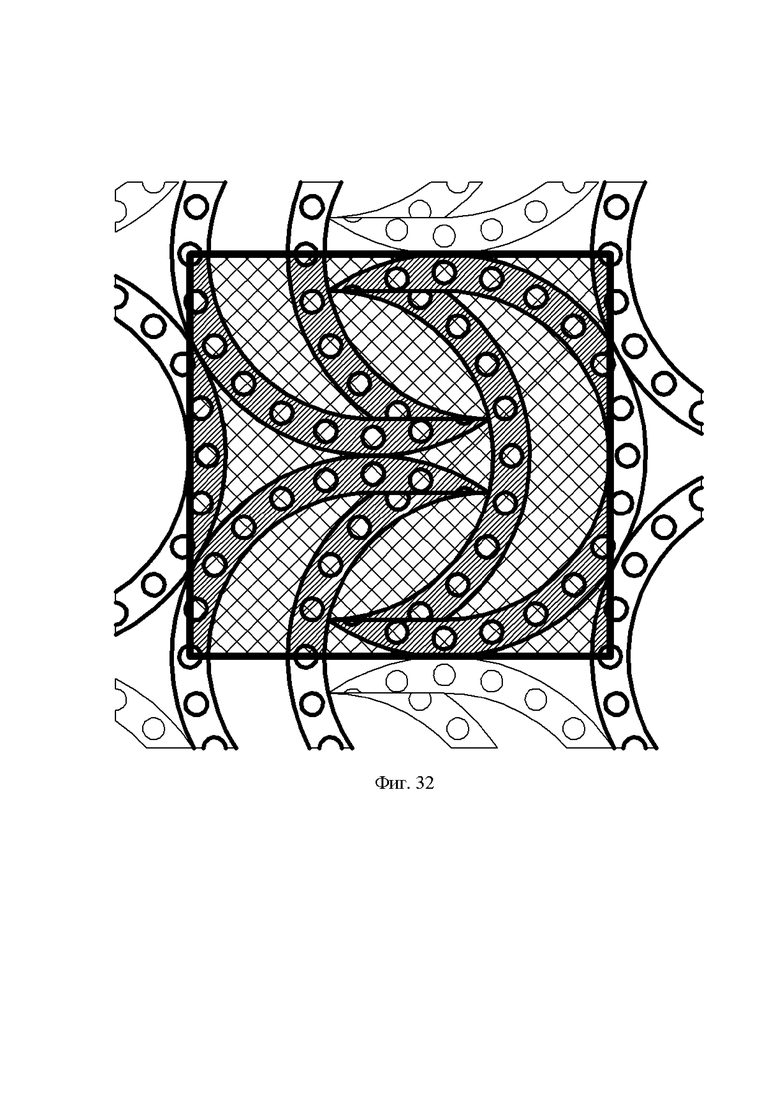
На фиг. 28 - фиг. 34 иллюстрируется технический результат изобретения путем графического изображения коэффициента полезного использования и отходов листа:
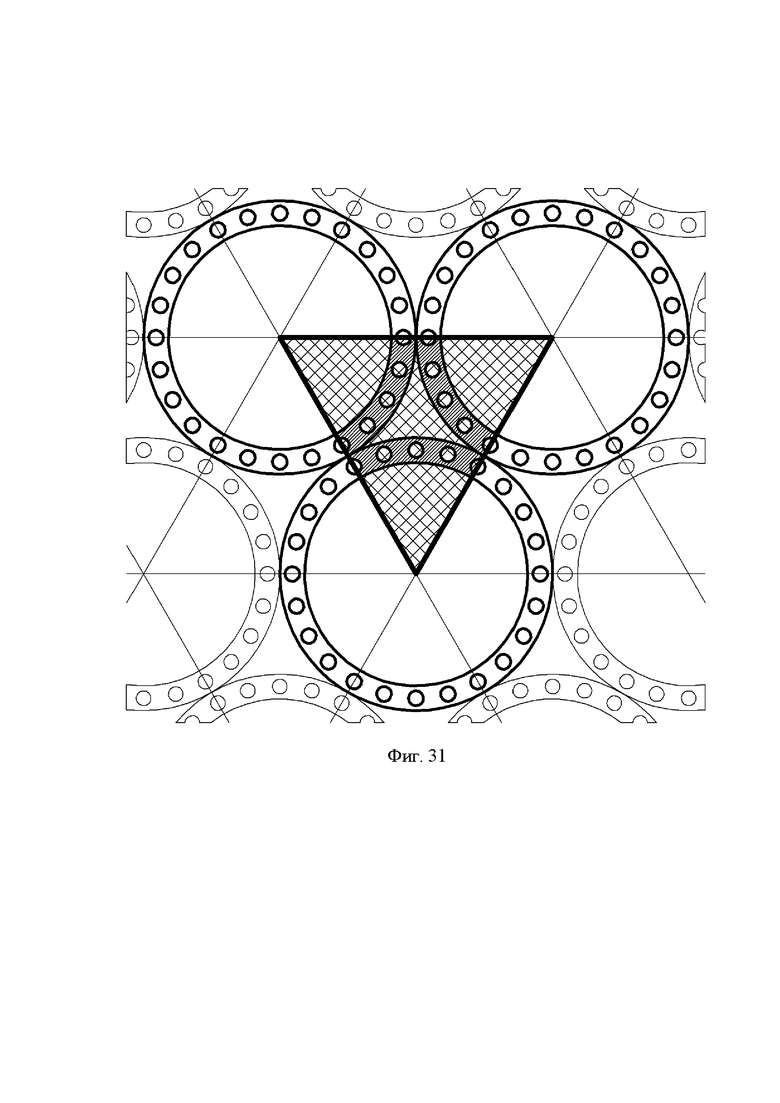
- фиг. 28 и фиг. 31 - для фланцев общеизвестного типа;
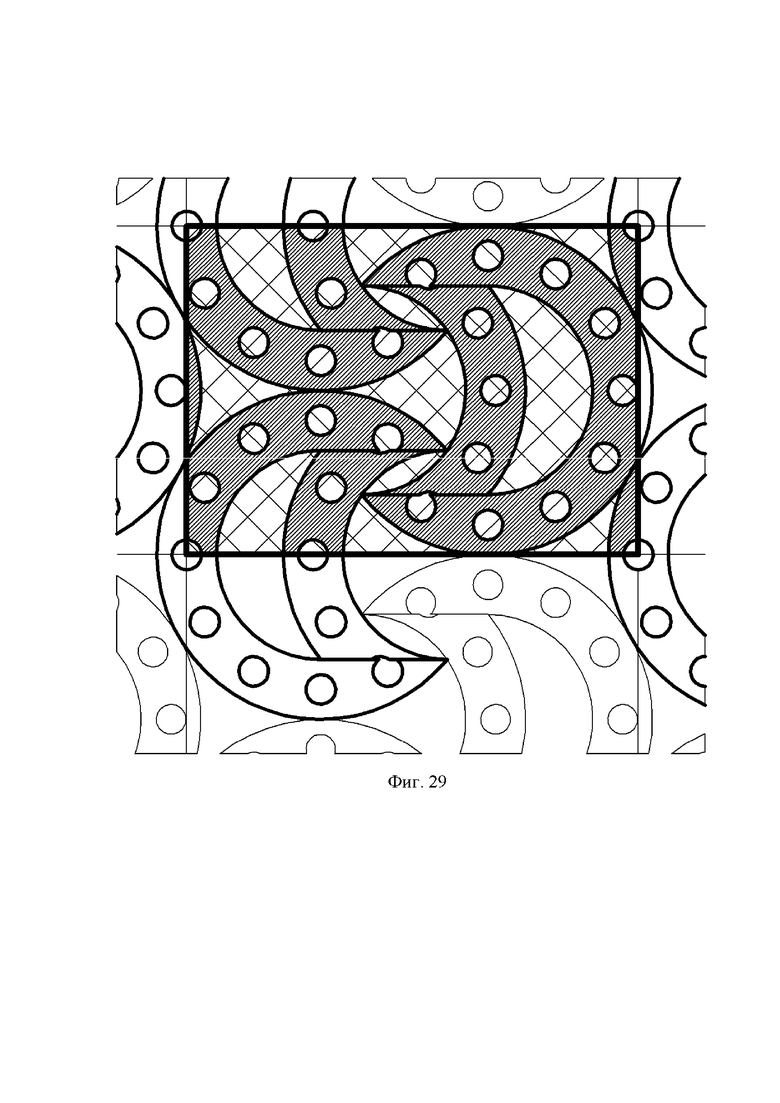
- фиг. 29 и фиг. 32 - для фланац-прототипа;
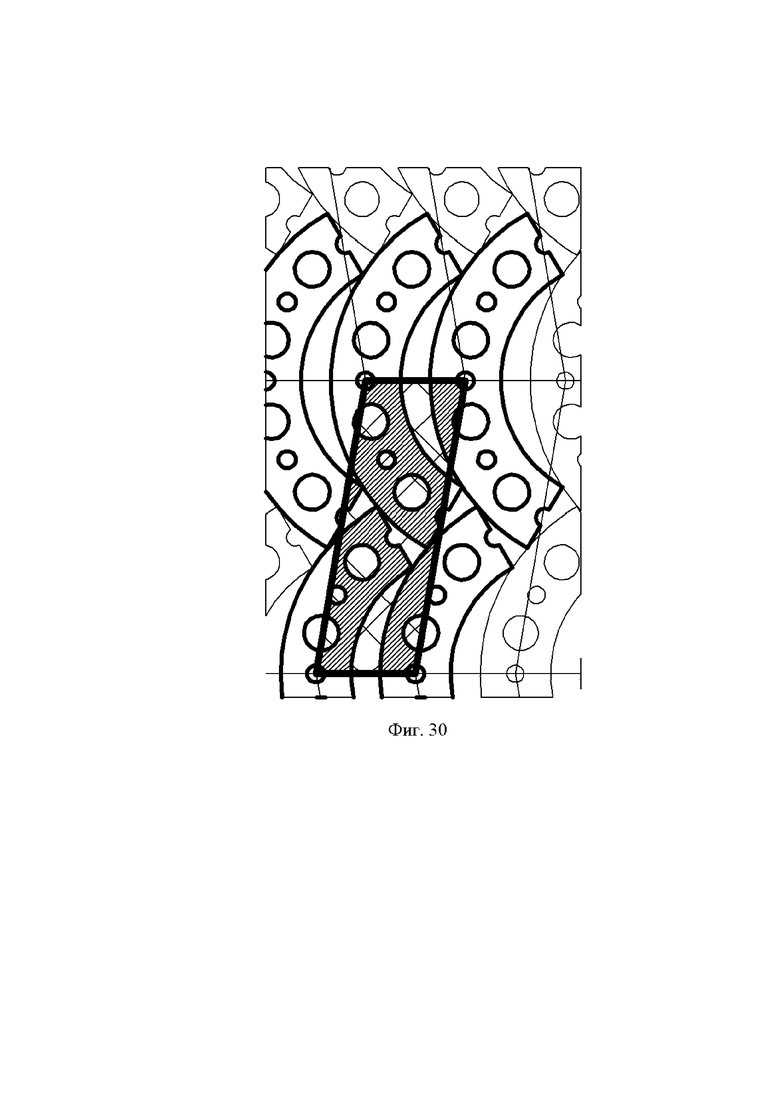
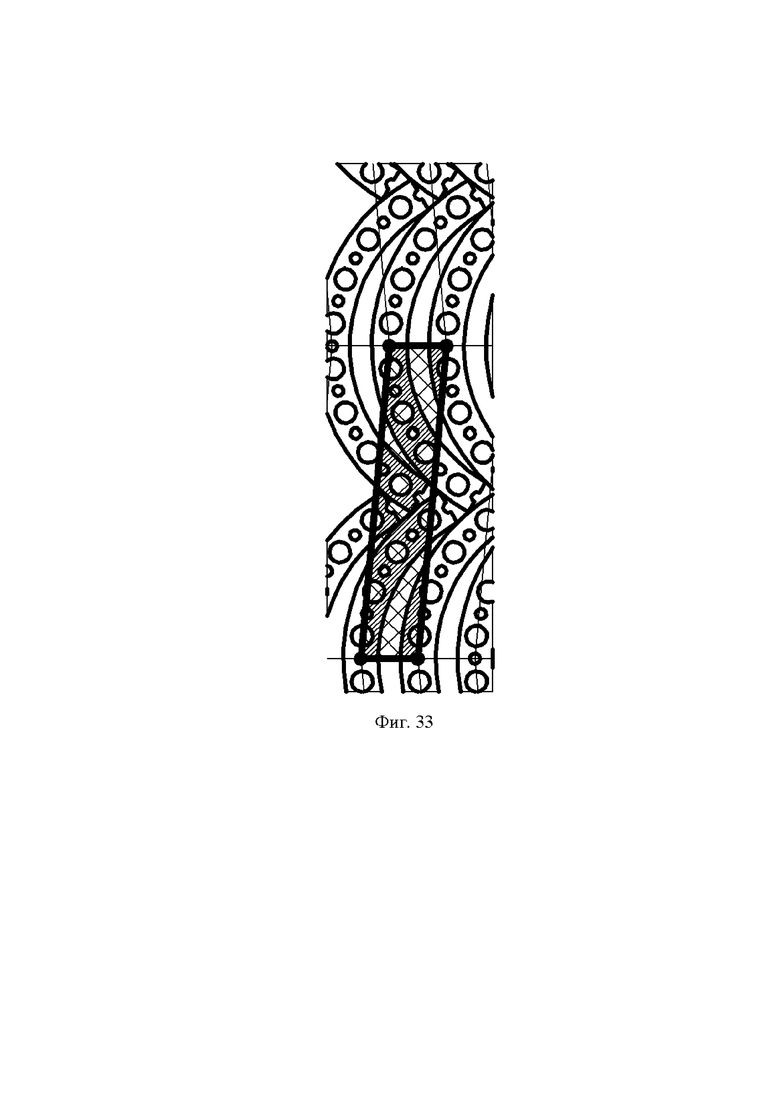
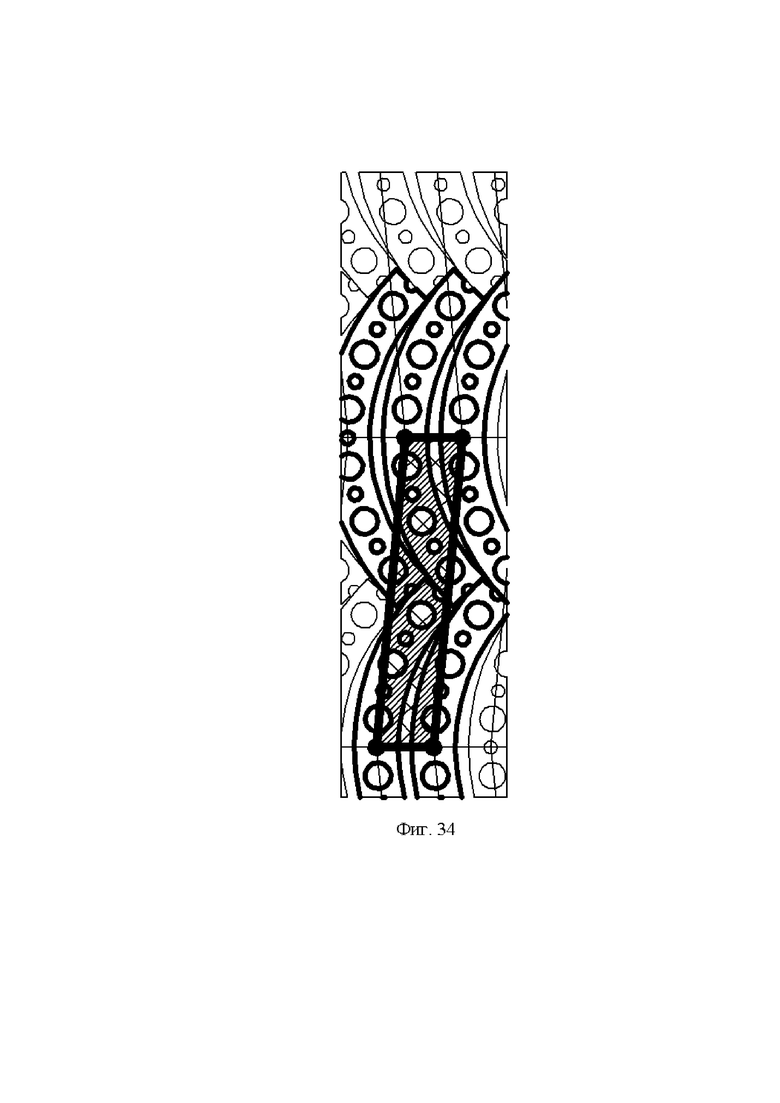
- фиг. 30, фиг. 33 и фиг. 34 - для фланца по предложенному техническому решению.
ПОЯСНЕНИЕ СУТИ ПРЕДЛАГАЕМОГО ТЕХНИЧЕСКОГО РЕШЕНИЯ
Фланец собран на трубе поз.1, заканчивающейся буртом поз.2. Фланец состоит не менее чем из двух слоев поз.3, поз.4 и поз.5 (на фиг. 10 - фиг. 23, где показаны варианты с тремя слоями). Каждый слой сформирован не менее чем из двух одинаковых фрагментов кольца поз.6.
Каждый фрагмент кольца (в разных исполнениях показан на фиг. 4, 9, 14 и 21) поз. 6 имеет дугу окружности базового отверстия поз. 7, дугу окружности наружного контура поз.8, два радиальных отреза поз.9, не менее двух периферийных отверстий поз. 10, под стяжные болты (на фиг. 4,5, 9, 14, 15, 16, 21, 22 и 23 не показаны) и не менее одного дополнительного отверстия поз.11 центры которых лежат на одной дуге окружности радиуса Rs.
В случае если сумма числа периферийных и дополнительных отверстий в каждом фрагменте кольца нечетная на радиальных отрезах выполняются впадины поз.12 радиусом Rb равным радиусу дополнительных отверстий ограниченные полуокружностью с центром в точке пересечения радиальных отрезов и дуги окружности радиусом Rs.
Радиальные отрезы поз. 9 отсекают сектор кольца поз. 6 под углом K. Центры периферийных отверстий поз. 10, расположены на дуге окружности радиуса Rs через равные углы J. Углы между крайним периферийными отверстиями поз.10 и радиальными отрезами поз.9 равны половине угла J. Углы между центрами дополнительных отверстий поз.11 и ближайших к ним периферийных отверстий поз.10 также равны половине угла J. Угол между дополнительными отверстиями равен (как на фиг. 4, 14 и 21) или кратен как на фиг. 9 углу J.
Радиальные отрезы поз. 9 в различных слоях смещены по окружности фланца на угол равный (на фиг. 2 и фиг. 11) или кратный (на фиг. 7) углу J. Секторы поз.6 скрепляются между собой заклепками поз.13 на фиг. 1, 3 винтами поз.14 с гайками поз.15 на фиг. 6 - фиг. 8 и фиг. 17 - фиг. 20 , болтами поз.16 с гайками поз.15 на фиг. 10 - фиг. 12.
Винты, болты или заклепки пропускаются через сквозные отверстия во всех слоях фланца, образованные дополнительными отверстими поз. 11 и отверстиями, возникающими при контакте впадин поз.12 на линиях отрезов поз.9 смежных секторов в одном слое, как это проиллюстрировано на фиг. 5, 15, 16, 22, 23 (стержни крепежных изделий на этих разрезах условно не показаны).
Перечисленные особенности конструкции обеспечивают собираемость фланца на трубе с предварительно выполненными буртами и равномерное распределение прочности фланца по его окружности за счет смещение разрезов в различных слоях.
С целью сокращения количества сборочных операций на месте монтажа труб секторы кольца поз. 6 могут быть предварительно скреплены в блоки из слоев как показано на фиг. 24 - фиг. 25. При этом угол между радиальными отрезами крайних секторов, входящих в блок не должен превышать 180 градусов.
На фиг. 26 и фиг. 27 представлено вариантное скрепление слоев сваркой. Каждый блок собирается из двух слоев поз.3 и поз.4. Фланец на месте монтажа в этом случае собирается из двух блоков. Секторы в блоке могут быть соединены на участках перекрытия смежных слоев сваркой поз. 17 по дугам окружности базового отверстия поз.7 и наружного контура поз.8 на как показано на фиг. 26 или контактной сваркой как показано на фиг. 27.
В конструкции, представленной на фиг. 17 - фиг. 25 секторы предварительно скрепляются в блоки из трех слоев заклепками поз.13 (допускается также использование болтов или винтов с гайками). При установке на трубу блоки скрепляются между собой винтами поз.14 и/или болтами поз.16 с гайками поз.15. На фиг. 25 показано скрепление блоков между собой (смежный блок и крепежные изделия условно показаны в тонких линиях, второй смежный блок не показан). Для обеспечения возможности предварительной сборки секторов в блоки необходимо, выполнения условия, чтобы угол K был больше произведения угла J на количество слоев, а количество дополнительных отверстий поз.11 в каждом секторе было не менее количества слоев. В этом случае в блоке из слоев будет хотя бы одно сквозное отверстие, целиком образованное дополнительными отверстиями поз.11 не включающее в себя впадины поз.12. В такое отверстие устанавливается крепежный элемент для сборки блока. В приведенной на фиг. 17 - фиг. 25 конструкции это условие выполняется. Число слоев в блоке равно трем, число блоков во фланце также равно трем.
На фиг. 28 - фиг. 34 показано сравнение коэффициента полезного использования листового материала при изготовлении заготовок фланца общеизвестного типа (фиг. 28, фиг. 31), фланца-прототипа (фиг. 29, фиг. 22) и фланца по предложенному техническому решению (фиг. 30, фиг. 33 - при разбиении кольца на три сектора и фиг. 34 - при разбиении кольца на 4 сектора). Так как при раскрое одинаковых элементов наиболее рационально укладывать по регулярным опорным сеткам оценку коэффициента полезного использования материала (который для листовых деталей равен отношению полезной площади заготовки к площади использованного листа) можно выполнить на участке листа, ограниченного многоугольником опорной сетки раскроя. На фиг. 28 - фиг. 34 контур многоугольника, ограниченного опорной сеткой обозначен утолщенной линией, полезная площадь заштрихована плотным линейным рисунком, а отходы - разреженным перекрестным.
Для фланца на фиг. 28 - фиг. 30 с соотношением диаметра внешнего контура и базового отверстия 1,57 (что соответствует фланцам для труб малых диаметров порядка 40 - 100 мм) коэффициенты полезного использования материала составят:
- для общеизвестного (фиг. 28) - 0,45;
- для прототипа (фиг. 29) - 0,55;
- для предложенного решения (фиг. 30) - 0,63, что дает существенное повышение коэффициента полезного использования материала.
Для фланца на фиг. 31 - фиг. 34 с соотношением диаметра внешнего контура и базового отверстия 1,22 (что соответствует фланцам для труб средних и больших диаметров порядка 150 - 325 мм) коэффициенты полезного использования материала составят:
- для общеизвестного (фиг. 31) - 0,23;
- для прототипа (фиг. 32) - 0,4;
- для предложенного решения при разбиении кольца на 3 сектора (фиг. 33) - 0,51, на 4 сектора (фиг. 34) - 0,61, что дает значительное повышение коэффициента полезного использования листового материала при изготовлении заготовок фланцев лазерной резкой.
Таким образом, заявленный технический результат достигнут.
ОСУЩЕСТВЛЕНИЕ ПРЕДЛАГАЕМОГО ТЕХНИЧЕСКОГО РЕШЕНИЯ
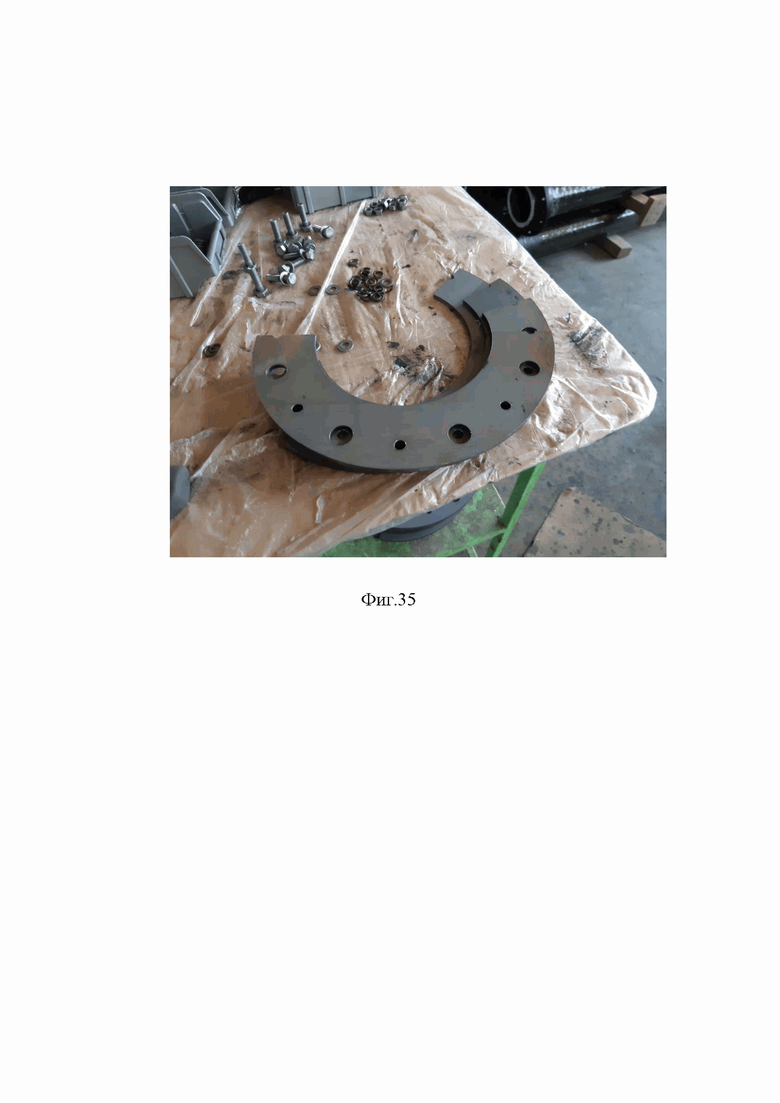
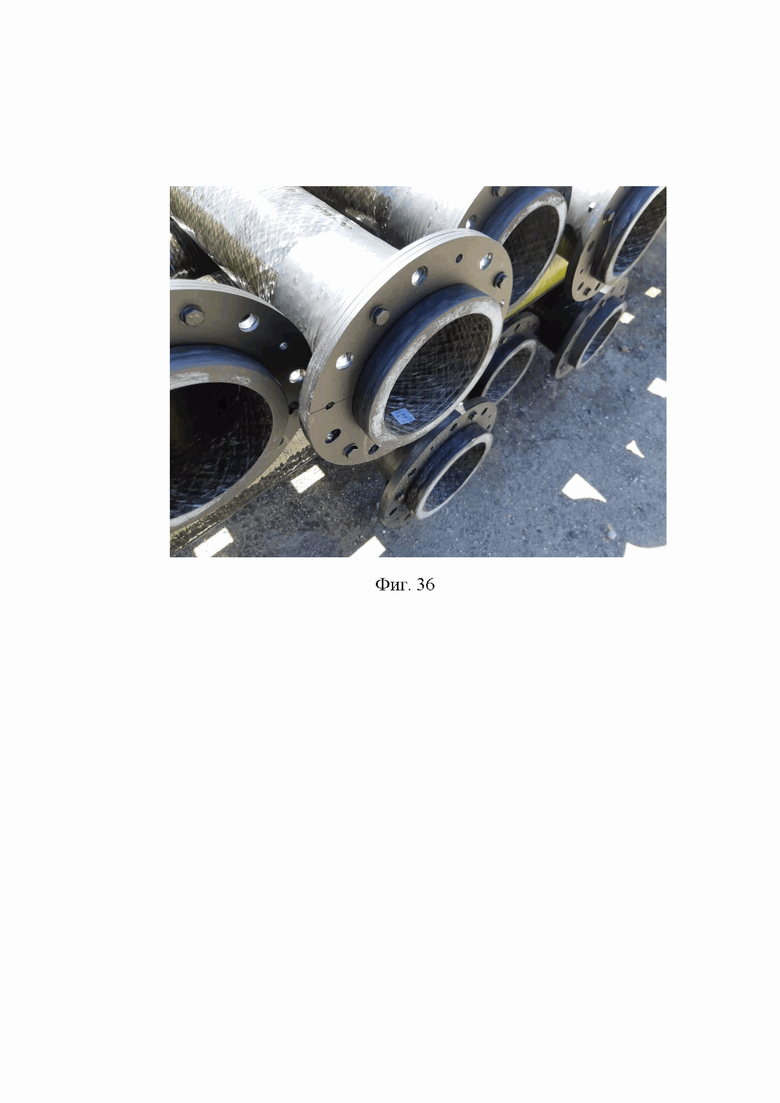
Предложенное техническое решение внедрено в крупносерийном производстве труб АО «НПП «Алтик». С фланцами описанной конструкции выпускаются стеклопластиковые трубы номинальными диаметрами от 100 до 500 мм на рабочее давление до 2,5 МПа.
На фиг. 35 представлены фотографии заготовок фланца, вырезанные из стального листа, на фиг. 36 - трубы с установленными на них фланцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Быстровозводимая облегченная опора для производства аварийно-восстановительных работ на линиях электропередачи | 2022 |
|
RU2781646C2 |
| Герметичный термостойкий радиопрозрачный немагнитный кожух для геофизических приборов, погружаемых в скважину | 2022 |
|
RU2787662C2 |
| Быстровозводимая опора для линий электропередач и способ ее возведения | 2023 |
|
RU2806378C2 |
| ИЗОЛИРУЮЩАЯ ОПОРНАЯ ПОДВЕСКА ПРОВОДОВ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ | 2014 |
|
RU2582663C2 |
| ЛИНЕЙНЫЙ ЭЛЕМЕНТ СБОРНО-РАЗБОРНОГО ТРУБОПРОВОДА | 2017 |
|
RU2684054C1 |
| ФЛАНЕЦ ДЛЯ ТРУБ, СНАБЖЕННЫХ НА КОНЦАХ БУРТАМИ | 2004 |
|
RU2252357C1 |
| Стойка из композитного материала | 2021 |
|
RU2772070C1 |
| ФЛАНЕЦ И СОЕДИНЕНИЕ ТРУБ С ПОМОЩЬЮ ЭТОГО ФЛАНЦА | 2004 |
|
RU2279010C2 |
| Способ монтажа постоянной быстровозводимой облегченной опоры для производства аварийно-восстановительных работ на линиях электропередачи | 2021 |
|
RU2768534C1 |
| ГИБКАЯ МУФТА ДЛЯ ВАЛОВ | 2003 |
|
RU2274779C2 |
Изобретение относится к сборно-разборному фланцу для труб с упорными буртами на концах, состоящему из одинаковых взаимозаменяемых деталей в виде секторов кольца, уложенных минимум в два слоя таким образом, чтобы периферийные отверстия под стяжные болты во всех слоях были соосными, а линии радиальных отрезов сдвинуты относительно друг друга. Секторы кольца разных слоев собираются между собой заклепками, винтами, болтами и/или сваркой. Изобретение позволяет получить устройство, имеющее равномерно распределенную по окружности прочность, заготовки которого изготавливаются из листового материала методом лазерной резки с высоким коэффициентом полезного использования материала. 4 з.п. ф-лы, 36 ил.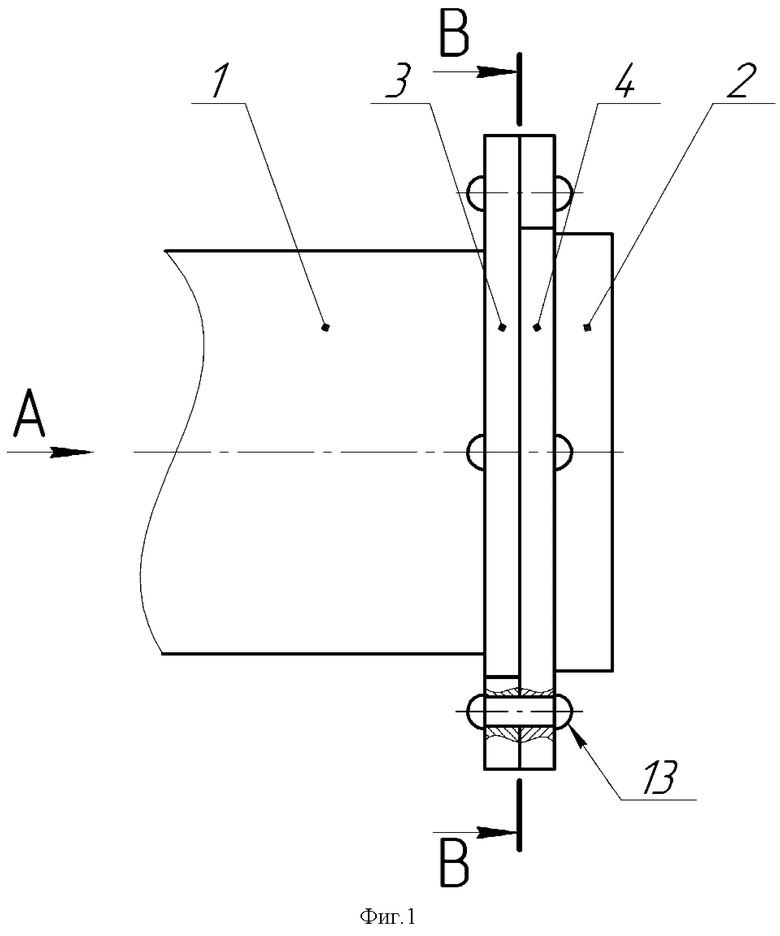
1. Сборно-разборный фланец для труб с упорными буртами на концах, состоящий из уложенных не менее чем в два слоя одинаковых взаимозаменяемых деталей, имеющих форму фрагмента кольца, ограниченного дугами концентрических окружностей базового отверстия и внешнего контура и двух пересекающих их прямолинейных отрезов, имеющего периферийные отверстия под стяжные болты, расположенные на одной концентричной опорному отверстию дуге окружности через равный базовый угол, являющийся частным от 360 градусов и общего количества периферийных отверстий во фланце, фрагменты кольца расположены так, чтобы периферийные отверстия каждого из слоев были соосны, а отрезы располагались со смещением, отличающийся тем, что фрагменты кольца выполнены в виде секторов, ограниченных радиальными отрезами, угол между которыми равен частному от 360 градусов и количеству секторов в одном слое, которое должно быть не менее двух, каждый сектор имеет не менее двух периферийных отверстий под стяжные болты, крайние из которых отстоят по центрам от радиальных отрезов на половину базового угла, и дополнительные отверстия в количестве не менее одного, расположенные на одной дуге окружности с периферийными отверстиями, отстоящие друг от друга на угол, равный или кратный базовому, и от ближайших периферийных отверстий по центрам на половину базового угла, при нечетном значении суммы числа периферийных и дополнительных отверстий на радиальных отрезах выполняются полукруглые выборки равного с дополнительными отверстиями радиуса, центры которых расположены на пересечениях радиальных отрезов и дуги окружности центров периферийных и дополнительных отверстий, линии отрезов секторов в каждом слое смещены относительно друг друга на угол, равный или кратный базовому углу, секторы скреплены между собой болтовыми, винтовыми или заклепочными соединениями, стержни которых пропускаются через дополнительные отверстия и полукруглые выборки всех слоев фланца.
2. Сборно-разборный фланец для труб с упорными буртами на концах по п.1, отличающийся тем, что секторы кольца предварительно собираются в блоки из слоев, по одному сектору на слой, и предварительно скрепляются между собой до установки на трубу, при этом угол между радиальными отрезами крайних секторов, входящих в блок, должен быть не более 180 градусов.
3. Сборно-разборный фланец для труб с упорными буртами на концах по п.2, отличающийся тем, что скрепление слоев блока секторов производится сваркой по линиям базового отверстия и наружного контура на участках перекрытия секторов колец смежных слоев.
4. Сборно-разборный фланец для труб с упорными буртами на концах по п.2, отличающийся тем, что скрепление слоев блока секторов производится контактной сваркой на участках перекрытия секторов колец смежных слоев.
5. Сборно-разборный фланец для труб с упорными буртами на концах по п.2, отличающийся тем, что угол между радиальными отрезами сектора кольца выбирается больше произведения базового угла на число слоев, количество дополнительных отверстий в каждом секторе выполняется не менее увеличенного на единицу числа слоев или не менее числа слоев при наличии на радиальных отрезах полукруглых выборок, скрепление слоев блока секторов производится винтовым, болтовым или заклепочным соединением через сквозные отверстия, образованные дополнительными отверстиями каждого слоя.
| ФЛАНЕЦ ДЛЯ ТРУБ, СНАБЖЕННЫХ НА КОНЦАХ БУРТАМИ | 2004 |
|
RU2252357C1 |
| US 4858936 A1, 22.08.1989 | |||
| US 1486708 A1, 11.03.1924 | |||
| Фланец для труб, снабженных на концах буртами | 1940 |
|
SU61960A1 |

