ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящей заявкой испрашивается приоритет по заявке на патент США №16/579,093 от 23.03.2019, содержание которой полностью включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к устройствам для литья под давлением и, в частности, к узлам клапанного затвора, имеющим исполнительные механизмы, которые одновременно управляют потоком жидкой смолы через два или более впрыскивающих сопла.
УРОВЕНЬ ТЕХНИКИ
[0003] Устройство для литья под давлением, имеющее исполнительные механизмы, которые управляют потоком жидкой смолы через два или более впрыскивающих сопла, уменьшает количество исполнительных механизмов, требуемых для управления протеканием смолы в несколько полостей, заданных в форме, или во множество впускных отверстий формы для одной полости, что обеспечивает возможность более близкого расположения центров сопел и в то же время снижения как капитальных, так и операционных затрат. Для соединения каждого клапанного штифта с держателем клапанного штифта, который соединен со штоком цилиндра исполнительного механизма, предусмотрены крепежные средства. Техническое обслуживание требовало демонтажа каждого из отдельных соединений, выполненных между держателем клапанного штифта и клапанными штифтами, которые обычно застревают или примерзают на месте из-за отвердевшей смолы. Обычный демонтаж приводит к более продолжительному техническому обслуживанию и ремонту, а также к уменьшению времени производства. Задача настоящего изобретения состоит в предложении узла клапанного затвора, который уменьшает время технического обслуживания и ремонта и увеличивает время производства.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0004] Настоящее изобретение относится к узлу клапанного затвора и узлу исполнительного механизма, которые обеспечивают быстрое отсоединение и быстрый монтаж узла, что обеспечивает возможность быстрого и легкого удаления узла исполнительного механизма от множества клапанных штифтов, а также быстрого и легкого монтажа узла исполнительного механизма на множестве клапанных штифтов, что тем самым уменьшает время, требуемое для обслуживания узла клапанного затвора или литьевого устройства, с которым он связан, и увеличивает доступное время производства.
[0005] Узел клапанного затвора включает в себя коллектор, образующий множество каналов для доставки смолы к множеству впрыскивающих сопел, множество сопел, связанных с соответствующей полостью или множеством полостей, множество клапанных штифтов, которые перемещаются линейно внутри осевого отверстия в соответствующем сопле для управления потоком смолы через затвор этого сопла, один или несколько исполнительных механизмов, имеющих выполненный с возможностью линейного перемещения шток, пластину клапанного штифта, которая соединена со указанным штоком и содержит соединитель клапанного штифта, связанный с каждым из указанного множества клапанных штифтов.
[0006] В некоторых вариантах осуществления соединитель клапанного штифта включает в себя секцию для приема головки клапанного штифта, и секцию для удержания головки клапанного штифта. Секции для удержания головки клапанного штифта удерживают штифты таким образом, что эти штифты перемещаются вместе с линейным перемещением пластины клапанного штифта и штока исполнительного механизма, а секция для приема клапанного штифта обеспечивает возможность вставки и извлечения головки клапанного штифта. Указанное множество соединителей клапанного штифта ориентированы друг относительно друга таким образом, что линейное перемещение пластины относительно клапанных штифтов вызывает одновременное перемещение всех штифтов между указанными связанными удерживающими секциями и принимающими секциями. Фиксатор, такой как установочный винт, может удерживать пластину клапанного штифта относительно клапанных штифтов и исполнительного механизма.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
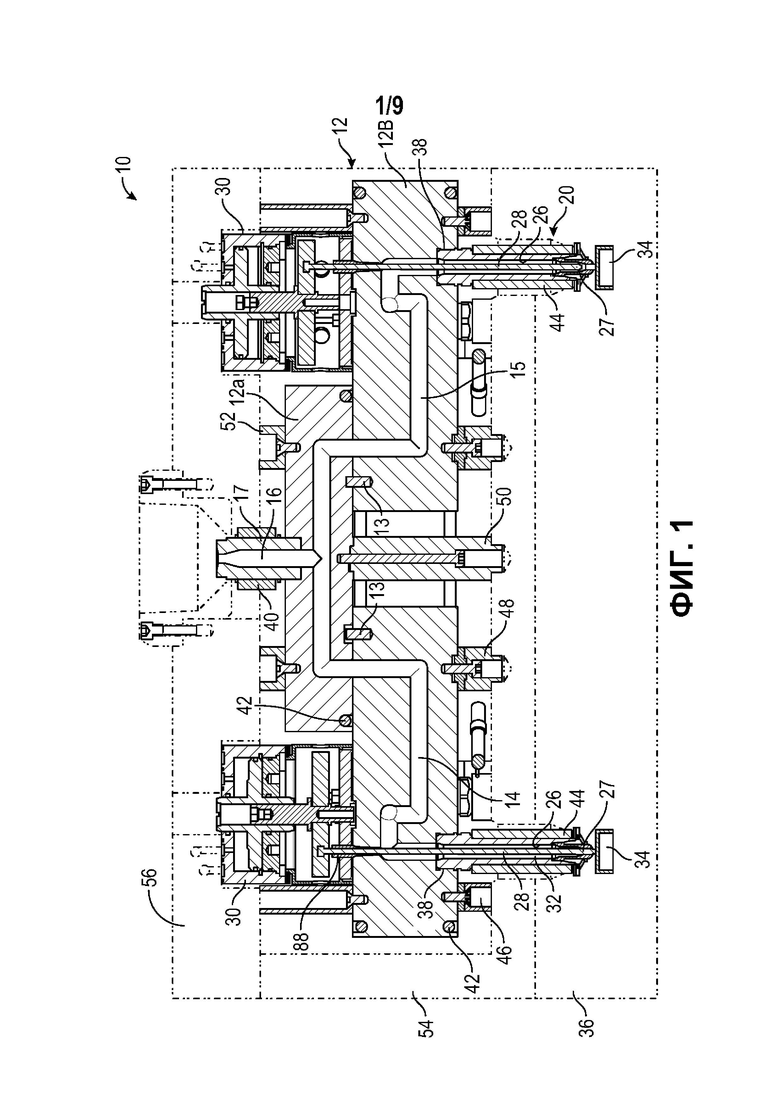
[0007] На фиг. 1 показан вид в поперечном разрезе устройства для литья под давлением, содержащего узел клапанного затвора и узел исполнительного механизма в соответствии с настоящим изобретением.
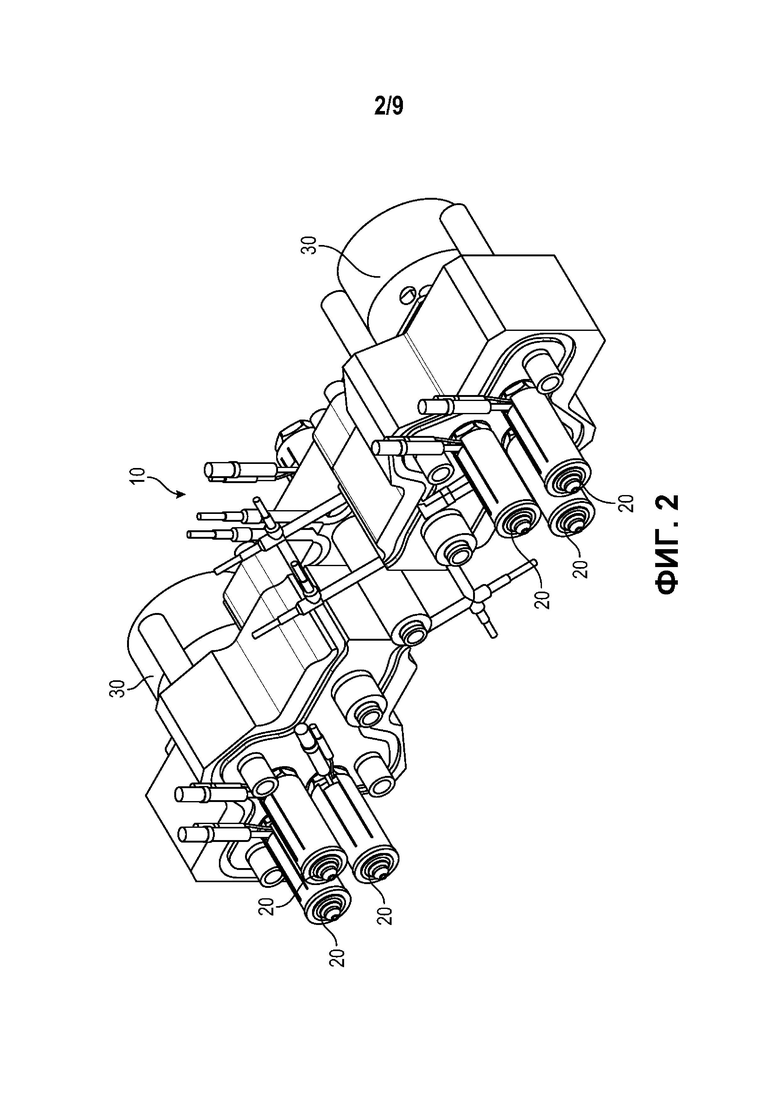
[0008] На фиг. 2 показан вид в перспективе узла клапанного затвора, показанного на фиг. 1.
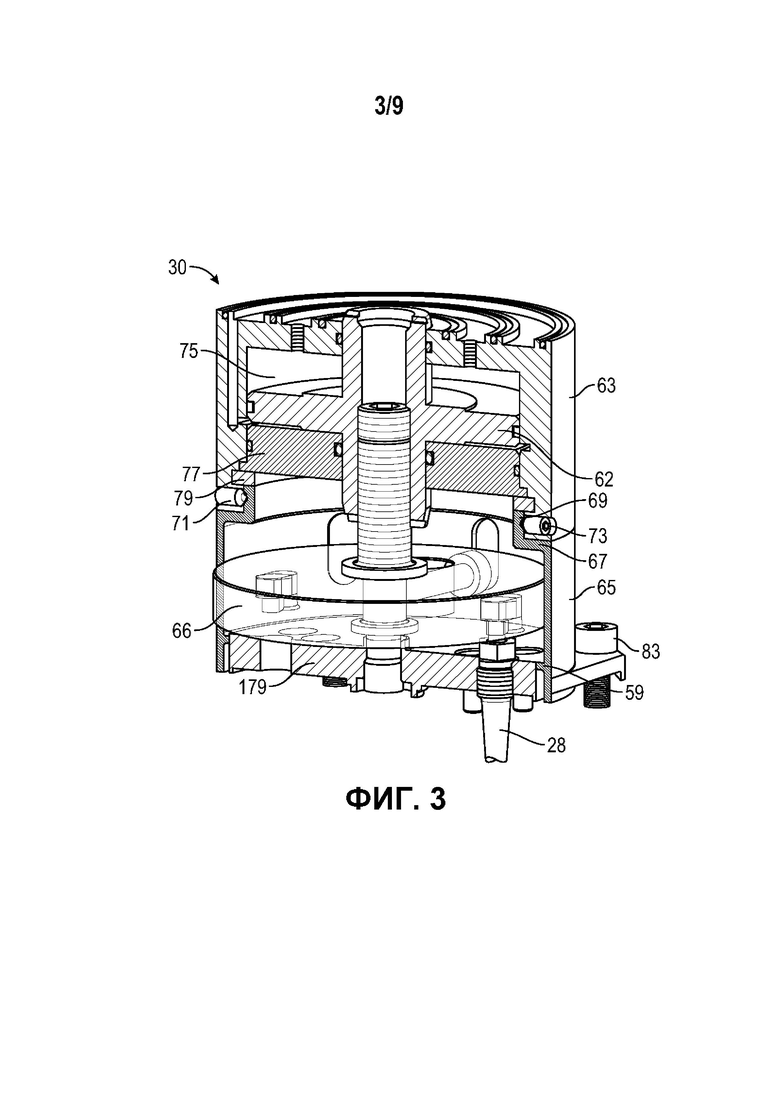
[0009] На фиг. 3 показан вид в перспективе узла исполнительного механизма, показанного на фиг. 1 и 2, с вырезанными частями для изображения внутренних деталей.
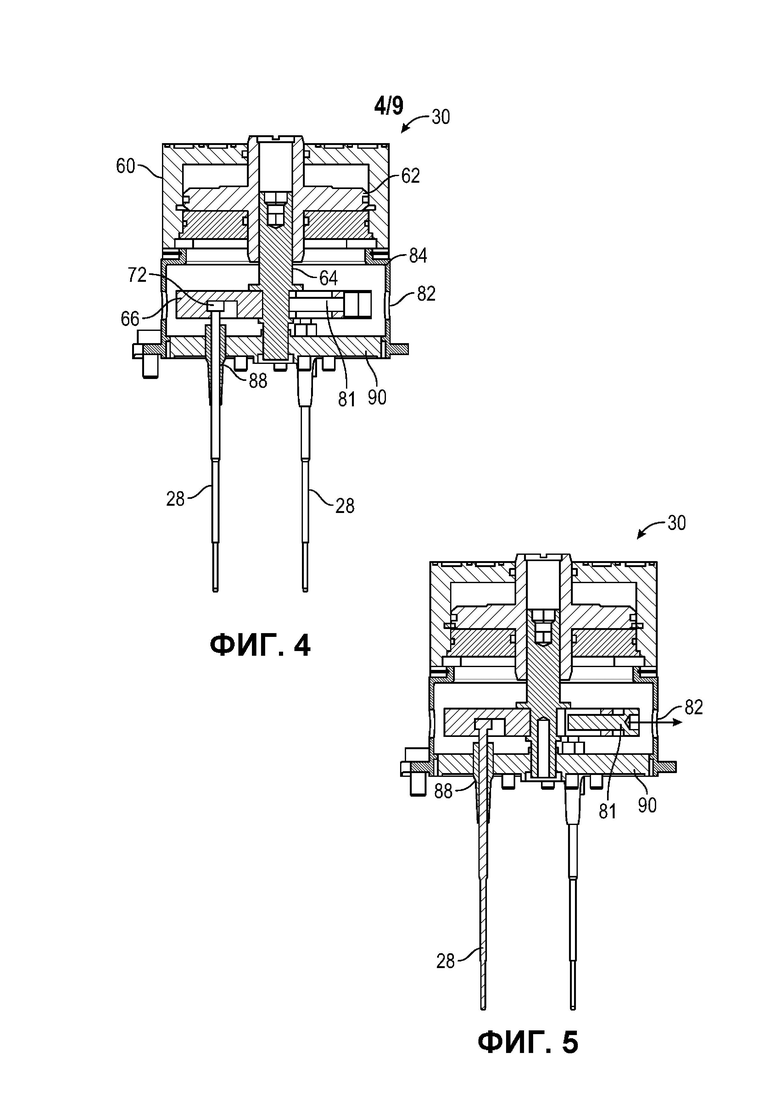
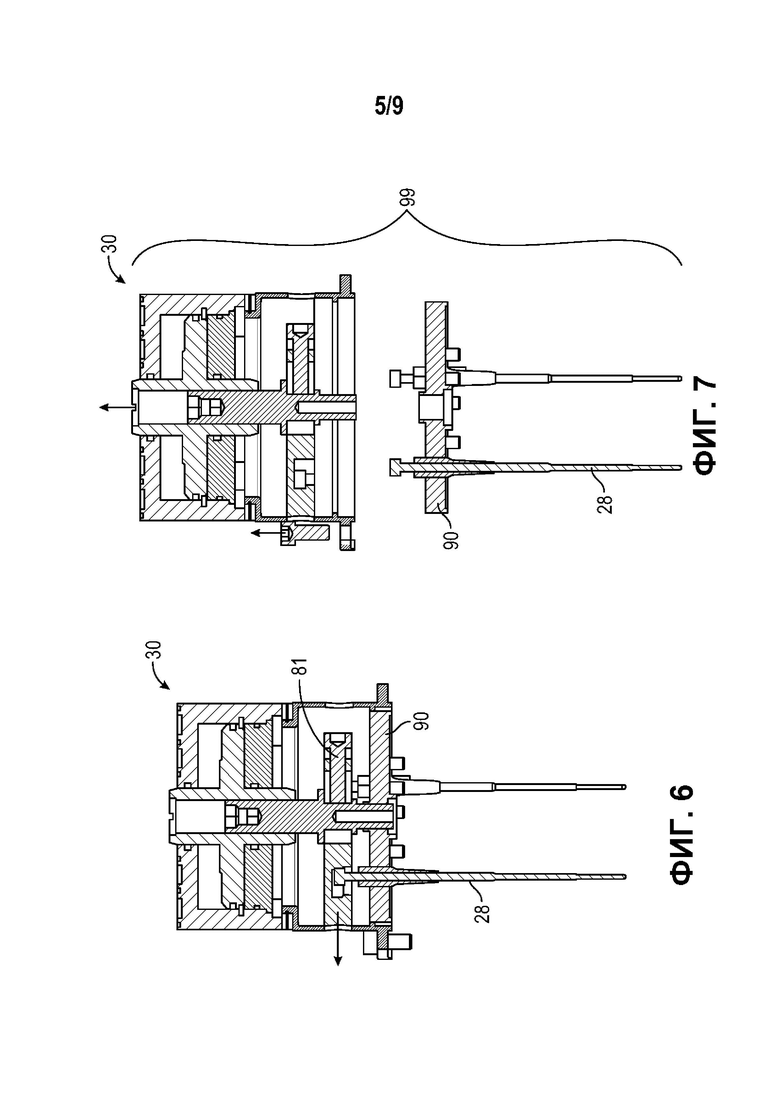
[0010] На фиг. 4-7 показаны виды в разрезе узла исполнительного механизма по фиг. 3 на различных этапах во время его демонтажа.
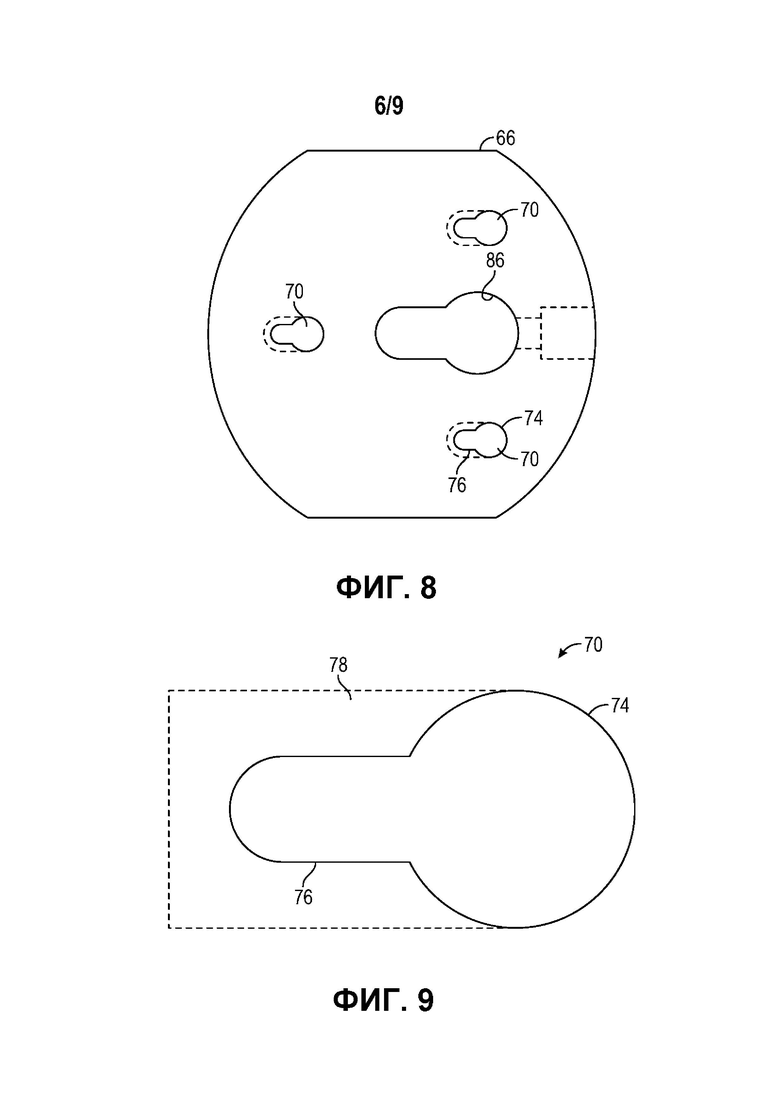
[0011] На фиг. 8 показан вид сверху пластины клапанного штифта от узла исполнительного механизма по фиг. 3.
[0012] На фиг. 9 показан увеличенный вид сверху гнезда для удержания штифта, заданного в пластине клапанного штифта по фиг. 8.
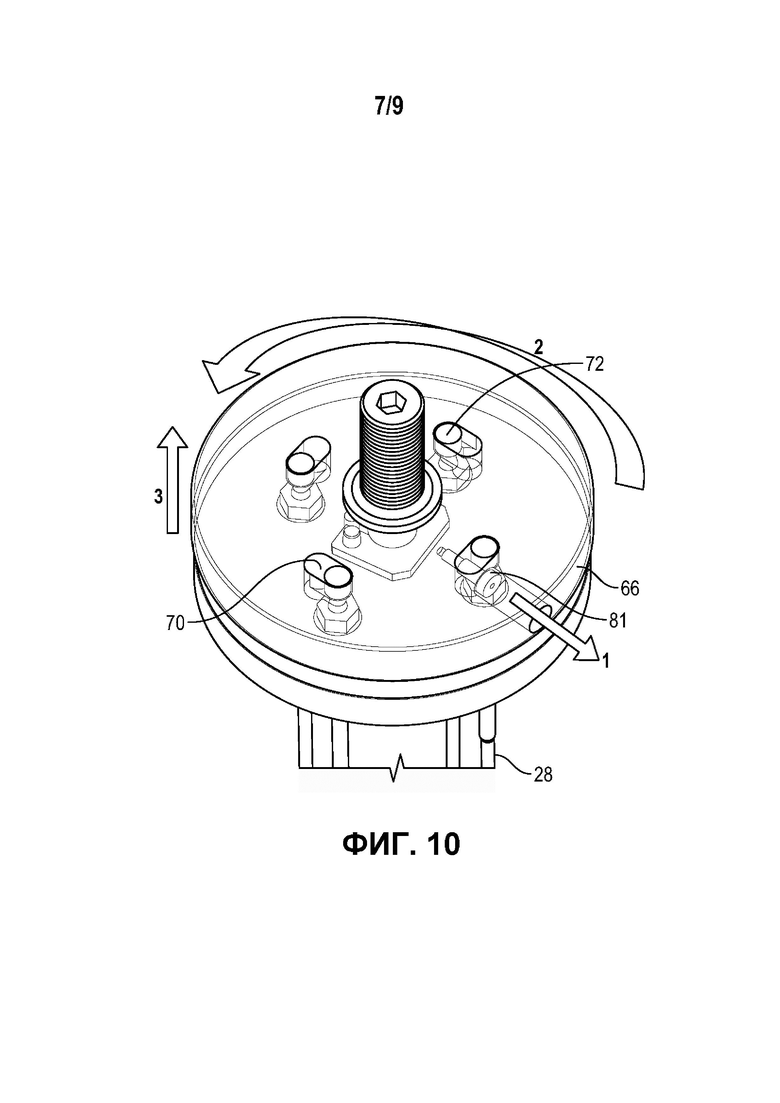
[0013] На фиг. 10 показан вид в перспективе альтернативного варианта осуществления, в котором исполнительный механизм может быть освобожден от множества клапанных штифтов посредством вращательного перемещения.
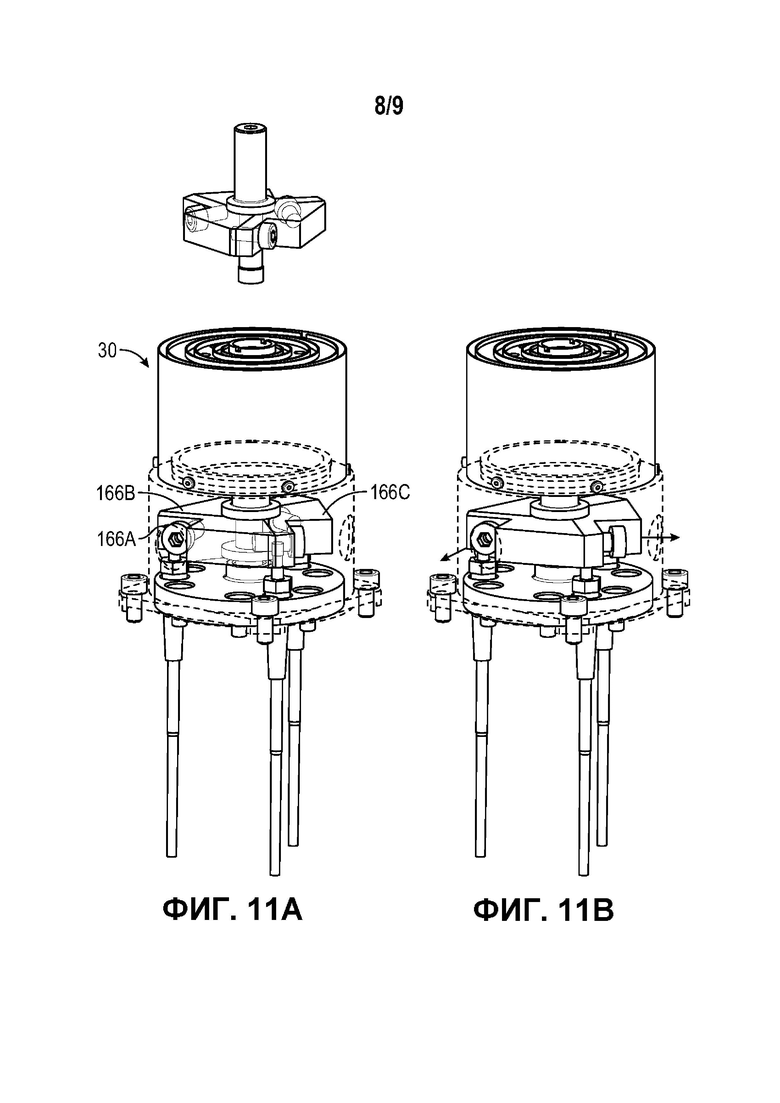
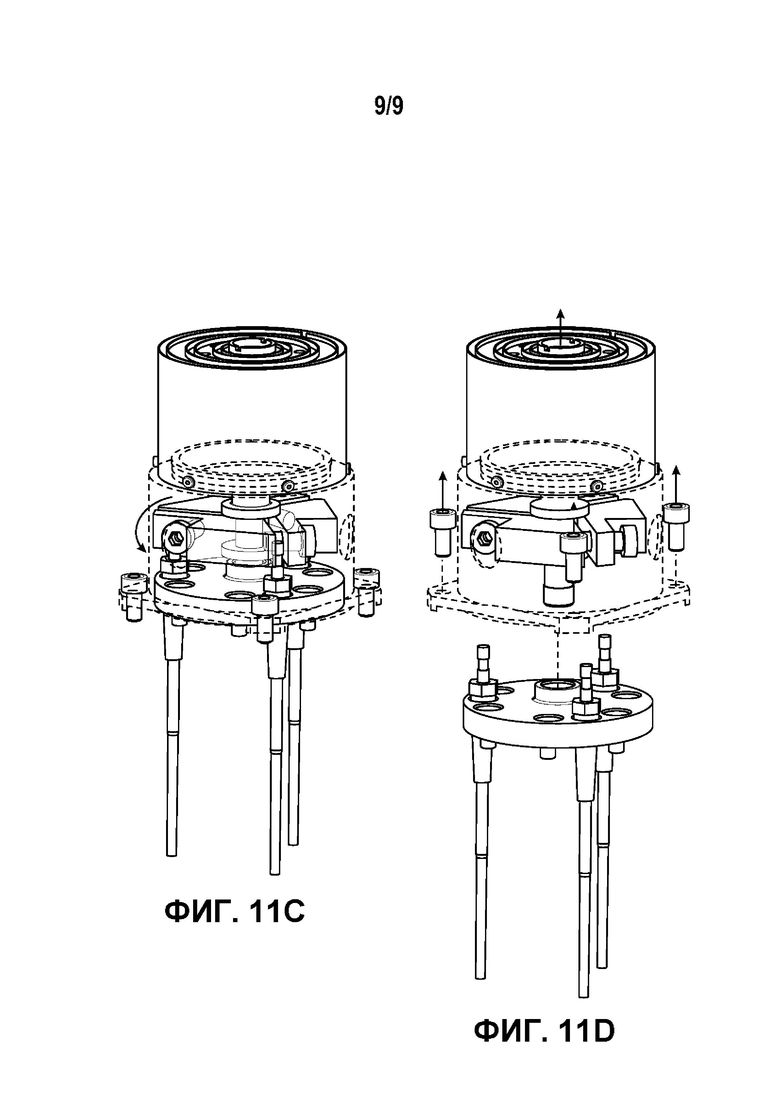
[0014] На фиг. 11A-11D показаны виды в перспективе альтернативной конфигурации клапанной пластины для способствования удалению узлов исполнительного механизма от системы обогреваемых литников без удаления клапанных штифтов от коллектора.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0015] Узел 10 обогреваемого литника (показан в поперечном разрезе на фиг. 1) для устройства для литья под давлением включает в себя нагреваемый коллектор 12, имеющий множество каналов, которые образуют систему обогреваемых литников, которая способствует протеканию жидкой смолы (как правило, термопластичного полимерного состава) от впускного канала 16, образованного литниковой втулкой 17, к множеству сопел 20. Проиллюстрированный узел затвора включает в себя состоящий из двух частей коллектор 12, содержащий верхнюю секцию 12А коллектора и нижнюю секцию 12В коллектора. Для обеспечения надлежащего выравнивания секции 12А с секцией 12В могут быть использованы фиксаторные штифты 13. Например, коллектор 12 представляет собой коллектор, состоящий из двух частей. Однако новые идеи этого раскрытия могут быть использованы с коллекторами, имеющими одну секцию или любое количество секций.
[0016] Каждое сопло 20 имеет цилиндрическую форму и включает в себя цилиндрическое отверстие 26, проходящее вдоль цилиндрической (или продольной) оси этого сопла. Конец цилиндрического отверстия образует затвор 27. Клапанный штифт 28 центрирован в цилиндрическом отверстии 26 и проходит от узла 30 исполнительного механизма, смонтированного на коллекторе 12, и, как правило, проходящего через это цилиндрическое отверстие. Клапанный штифт 28 также имеет, как правило, цилиндрическую форму (круглое поперечное сечение) с диаметром, меньшим диаметра цилиндрического отверстия 26, и как правило, центрирован в отверстии 26 с образованием между стенкой отверстия 26 и внешними поверхностями клапанного штифта 28 кольцевого объема 32. Клапанный штифт 28 выполнен с возможностью линейного перемещения вдоль продольной оси сопла 20 между первым положением (показанным на левой стороне фиг. 1), в котором нижний конец клапанного штифта посажен в затвор 27 для предотвращения потока из сопла в полость 34 формы, образованную пластиной 36 формы, и вторым положением (показанным справа на фиг. 1), в котором нижний конец клапанного штифта 28 расположен на расстоянии от этого затвора. Верхний конец 38 сопла 20 может быть снабжен внешней резьбой, которая взаимодействует с внутренней резьбой принимающего отверстия сопла коллектора 12 для способствования демонтажу узла 10 для технического обслуживания.
[0017] В проиллюстрированном узле 10 используют технологию обогреваемых литников, в которой каналы и другие трубопроводы, используемые для транспортировки жидкой смолы от машины для литья под давлением в полости 34, постоянно поддерживают при повышенной температуре во время нормальной работы при помощи нагревателя 40 литника, нагревателя 42 коллектора и нагревателя 44 сопла. Нагреватели 40, 42 и 44 могут представлять собой резистивные электронагреватели.
[0018] Узел 10 включает в себя различные опорные/выравнивающие конструкции 46, 48, 50, 52 для способствования надлежащему и устойчивому выравниванию и размещению узла 10 на расстоянии с промежуточной пластиной 54 и верхней пластиной 56.
[0019] Как можно видеть со ссылкой на фиг. 2, узел 10 включает в себя множество сопел 20, связанных с каждым из узлов 30 исполнительного механизма. В проиллюстрированном варианте осуществления поток смолы через три сопла регулируют посредством каждого из двух узлов 30 исполнительного механизма. Однако этот пример является иллюстративным, и с одним исполнительным узлом может быть связано любое количество сопел (например, 2, 3 или 4 соплами могут управлять посредством одного узла исполнительного механизма).
[0020] Узел 30 исполнительного механизма и клапанные штифты, связанные с соплами 20, показаны на фиг. 3. Узел 30 содержит исполнительный механизм 60 цилиндра (например, гидравлический, электрический или пневматический исполнительный механизм), который может представлять собой, например, исполнительный механизм одностороннего действия, в котором рабочая текучая среда действует только на одну сторону поршня 62, а механическая нагрузка, такая как пружина или сжатый воздух, действует на другую сторону для выполнения управляемого линейного перемещения приводного штока 64, прикрепленного к поршню 62. Альтернативно можно использовать исполнительный механизм двойного действия, в котором рабочая текучая среда действует на обе стороны поршня для управления линейным перемещением пластины клапанного штифта 66 и штока 64.
[0021] Как показано на фиг. 3, узел 30 исполнительного механизма включает в себя корпус 63 поршня, в котором размещается поршень 62. Корпус 63 поддерживается корпусом 65 пластины клапанного штифта, в котором расположена пластина 66 клапанного штифта. Окружной выступ или заплечик 67 проходит радиально внутрь от верхней кромки корпуса 65 пластины клапанного штифта, причем от радиально внутренней кромки заплечика 67 проходит вверх вертикальная окружная стенка или втулка 69. Корпус 63 поршня с возможностью высвобождения опирается на корпус 65 пластины клапанного штифта, причем нижняя кромка корпуса 63 опирается на выступ 67, а нижний конец обращенной радиально внутрь поверхности корпуса 63 упирается в обращенную радиально наружу поверхность втулки 69. Корпус 63 прикреплен с возможностью высвобождения к корпусу 65 посредством множества винтов 71, имеющих узкий или заостренный конец, проходящий в окружную канавку 11, расположенную на обращенной наружу поверхности втулки 69. Винты 71 проходят через отверстия 73 корпуса 63 поршня.
[0022] Поршень 62 удерживается и совершает возвратно-поступательное перемещение внутри камеры 75, образованной корпусом 63 и крышкой 77, которая прикреплена к корпусу 63 посредством пружинного упорного кольца 79. Диск 90 для удержания штифтового уплотнения удерживается на коллекторе 12 с помощью болтов. Корпус 65 прикрепляется к коллектору посредством болтов 83. Диск 90 для удержания штифтового уплотнения вместе с штифтовыми уплотнениями 88 и клапанным штифтом 28 также обеспечивают уплотнение относительно потока расплавленной смолы, проходящего вверх от коллектора.
[0023] Пластина 66 клапанного штифта соединена со штоком 64 и линейно перемещается со штоком 64 в соответствии с управлением исполнительного механизма 60. Пластина 66 клапанного штифта снабжена множеством гнезд 70 (фиг. 8 и 9) для приема и удержания клапанных штифтов 28 с возможностью высвобождения. Гнезда 70 имеют по меньшей мере частичный выступ, причем выступы каждого гнезда выполнены с возможностью взаимодействия с нижней стороной головки 72 (фиг. 4) клапанного штифта 28. Каждое гнездо 70 имеет секцию 74 для приема головки штифта (фиг. 8 и 9), которая выполнена с обеспечением возможности вставки головки 72 в это гнездо, и секцию 76 для удержания головки штифта, которая уже головки штифта и имеет выступы или закраины 78, которые расположены на расстоянии друг от друга с образованием зазора, который меньше диаметра головки 72 клапанного штифта и по меньшей мере равен диаметру стержневой части 80 клапанного штифта 28 или немного больше его таким образом, что когда головка 72 штифта расположена в секции 76 для удержания головки штифта гнезда 70, клапанный штифт 28 удерживается в гнезде 70 и ограничен пластиной 66 клапанного штифта в перемещении, за исключением линейного. Секция 76 для вставки головки штифта выполнена (по форме и размеру) таким образом, что когда головка 72 штифта расположена в секции для удержания головки штифта, пластина 66 клапанного штифта может быть удалена (поднята) от клапанных штифтов 28.
[0024] На фиг. 6 показан исполнительный механизм 30, линейно перемещающийся по отношению к клапанным штифтам 28 в положение, в котором головки 72 штифтов могут проходить через секции 72 для приема головки штифта, для обеспечения возможности разделения на компоненты 99, как показано на фиг. 7.
[0025] Независимо от количества гнезд 70 для штифтов 28, эти гнезда ориентированы так, что пластина 66 может либо линейно перемещаться, либо поворачиваться (как показано на фиг. 10) для одновременного размещения всех штифтов 28 в секциях 76 для удержания головки штифта для способствования одновременному управлению потоком, проходящим через каждое связанное сопло 20, или перемещается в противоположном направлении для одновременного размещения всех штифтов 28 в секции 74 для вставки головки штифта для способствования отделению узла 30 исполнительного механизма от штифтов 28. Для обеспечения возможности отделения узла исполнительного механизма от штифтов с использованием линейного перемещения прямые участки гнезд расположены параллельно. Для обеспечения возможности отделения с использованием вращательного перемещения узкая часть гнезд с выступами может быть расположена вдоль круговой траектории в плоскости клапанной пластины. Фиксатор 91 используется для удержания положения пластины 66 относительно штифтов 28 таким образом, что штифты 28 удерживаются в секции 76 для удержания головки штифта. Проиллюстрированный фиксатор 91 представляет собой винт с головкой под ключ, размещенный в резьбовом отверстии, проходящем от боковой кромки пластины 66' до поверхности штока 64'. Для обеспечения доступа к головке указанного установочного винта в стенке корпуса 84 узла исполнительного механизма может быть выполнено отверстие 82. В качестве альтернативы установочному винту могут использоваться другие механические фиксаторы (например, подпружиненный штифт или механизм защелки).
[0026] В некоторых альтернативных вариантах осуществления гнезда 70 могут быть заменены пазами, имеющими форму, аналогичную гнезду 70 (фиг. 9), и содержащими секцию для приема штифта, через которую может проходить головка 72 штифта, и более узкую секцию для удержания штифта, которая препятствует прохождению через нее головки 72 штифта, причем нижняя сторона головки 72 штифта взаимодействует с верхней поверхностью пластины 66.
[0027] В некоторых вариантах осуществления пластина 66 может быть снабжена отверстием 86 (Фиг. 8), которое облегчает удаление пластины 66 от штока 64, когда фиксатор 81 выведен из взаимодействия со штоком 64 (например, является незакрепленным). Отверстие 86 содержит секцию большего диаметра, через которую может проходить гайка с фланцем, и узкую секцию, через которую не может проходить фланец на гайке.
[0028] На фиг. 4-7 проиллюстрировано удаление узла 30 исполнительного механизма от штифтов 28. В полностью смонтированном состоянии (фиг. 1 и 4) штифты 28 направляются штифтовыми уплотнениями 88, удерживаемыми в диске 90 для удержания штифтового уплотнения, прикрепленном к коллектору 12, причем головки 72 штифтов удерживаются в выступающих частях гнезд 70. Одновременное удаление узла 30 исполнительного механизма от всех соответствующих клапанных штифтов 28 достигается посредством высвобождения фиксатора 81 (например, отвинчивания винта), как показано на фиг. 5, перемещения узла исполнительного механизма в линейном направлении (или с возможностью вращения) из ориентации, в которой головки 72 штифтов расположены в секции 76 для удержания, до ориентации, в которой головки 72 штифтов расположены в секции 74 для вставки/извлечения гнезд 70 (как показано на фиг. 6), и отделения узла исполнительного механизма от штифтов (как показано на фиг. 7). Установку выполняют в обратном порядке указанных этапов удаления. Такая компоновка значительно упрощает отсоединение узла исполнительного механизма от множества клапанных штифтов. Другое преимущество состоит в том, что, поскольку клапанные штифты остаются в коллекторе или в узле обогреваемого литника и вместо этого отделяются от узла исполнительного механизма, не требуется регулировка положения клапанных штифтов каждый раз при обслуживании системы, что тем самым дополнительно уменьшает трудозатраты и производственные перерывы.
[0029] В альтернативном варианте осуществления, показанном на фиг. 10 и обеспечивающем возможность удаления головок 72 штифтов из гнезд 70 посредством вращения (указано стрелкой 2) пластины 66' клапанного штифта, U-образный удерживающий зажим 85, выполненный с возможностью прикрепления к пластине 66' с помощью болта 87, прикрепляет пластину 66' к штоку 64' поршня. Винт 91 радиально проходит через пластину клапанного штифта в более узкие участки гнезд для блокировки вращения пластины 66' относительно штифтов и диска 90 для удержания штифтового уплотнения во время нормальной работы узла 10 обогреваемого литника. Узел исполнительного механизма удаляют и в то же время оставляют штифты 28 в коллекторе, сначала посредством удаления или ослабления винта 91 (указанный стрелкой 1 на фиг. 10), затем посредством вращения узла исполнительного механизма в направлении, указанном стрелкой 2 на фиг. 10, и, наконец, посредством поднятия исполнительного механизма, как указано стрелкой 3 на фиг. 10.
[0030] Как показано на фиг. 5, винт 81 проходит через резьбовое отверстие со стороны пластины 66 к штоку 64 поршня. Когда радиально внутренний конец винта 81 взаимодействует со штоком 64, головки 72 штифтов 28 фиксируются на месте в секциях 76 для удержания головки штифта гнезд 70 для нормальной работы узла 10 обогреваемого литника. При обслуживании исполнительных механизмов для отведения обращенного внутрь конца винта 81 от штока 64 вращают (например, против часовой стрелки) винт 81. Отверстие 82 для доступа к винту, проходящее через корпус 65, может быть выполнено таким образом, что когда головка винта 81 взаимодействует с внутренней поверхностью корпуса 65, примыкающей к отверстию 82, дальнейшее вращение вызывает перемещение диска 66 от головки винта 81, вызывая перемещение головок штифтов по направлению к секциям 74 для вставки (и извлечения) головки штифта гнезд 70 для обеспечения возможности удаления узла исполнительного механизма.
[0031] На фиг 11A-11D показана альтернативная клапанная пластина для способствования удалению узла 30 исполнительного механизма без удаления клапанных штифтов 28. Пластина 166 клапанного штифта включает в себя множество сегментов 166A, 166B, 166C клапанной пластины, которые скреплены вместе с помощью болтов, например, болтов 97, причем указанные сегменты имеют сопрягаемые поверхности, которые вместе образуют гнездо 170 для удержания головки штифта. В проиллюстрированной сегментированной пластине клапана штифта три сегмента определяют три зоны сопряжения, причем каждая зона сопряжения выполнена с возможностью определения одного гнезда для удержания головки штифта. В целом, предпочтительно, чтобы каждый сегмент имел две поверхности, которые сопрягаются с другим сегментом с образованием гнезда для удержания головки штифта. Например, для определения четырех гнезд для удержания головки штифта на каждой из четырех зон сопряжения можно использовать четыре сегмента. Однако возможны и другие компоновки, содержащие одну зону сопряжения, определяющую два или более гнезд, или зону сопряжения, которая не определяет гнездо. Предусмотрены отверстия 111 для доступа к болтам 97 для обеспечения возможности ослабления пространства между сегментами, чтобы обеспечивать необходимый зазор для удаления узла исполнительного механизма без удаления штифтов 28.
[0032] На фиг. 11А показаны узел 30 исполнительного механизма и сегментированная пластина 166 клапанного штифта в полностью смонтированном состоянии для нормальной работы. Удаление исполнительного механизма для обслуживания достигается посредством ослабления болтов 97, как указано стрелками на фиг. 11В. Затем узел 30 исполнительного механизма слегка поворачивают, вызывая разделение сопрягаемых поверхностей сегментов, как показано на фиг. 11С, что обеспечивает возможность поднятия узла 30 исполнительного механизма с коллектора и клапанных штифтов 28.
[0033] В некоторых вариантах осуществления шток 89 поршня на своем нижнем конце вблизи коллектора может быть снабжен отверстием для уменьшения кондуктивной теплопередачи от коллектора к исполнительному механизму через шток 89.
[0034] Поскольку штифты 28 остаются с коллектором во время удаления узлов 30 исполнительного механизма в соответствии с настоящим изобретением, не требуется регулировка положения штифтов для надлежащего выравнивания концов штифтов с затвором сопла каждый раз при удалении исполнительных механизмов для обслуживания, что дополнительно уменьшает трудозатраты и периоды простоя. Верхний конец штока 64 поршня снабжен шестиугольным углублением 93 (или другим элементом для взаимодействия с приводом) для способствования регулировке положения штифта с помощью приводного инструмента.
[0035] Приведенное выше описание предназначено для иллюстрации, а не для ограничения. Объем настоящего изобретения должен быть определен со ссылкой на прилагаемую формулу изобретения вместе с полным объемом эквивалентов. Предвосхищается и предполагается, что в данной области техники будут происходить будущие разработки, и что раскрытые устройства, наборы и способы будут включены в такие будущие варианты осуществления. Таким образом, настоящее изобретение может быть модифицировано и изменено и ограничено только следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАПИСИ И/ИЛИ ВОСПРОИЗВЕДЕНИЯ С ОПТИЧЕСКОГО ДИСКА | 1991 |
|
RU2056647C1 |
| Узел клапанного затвора горячеканальной системы | 2019 |
|
RU2717797C1 |
| ИНСТРУМЕНТ ДЛЯ ИЗМЕЛЬЧЕНИЯ КОКСА | 2008 |
|
RU2470063C2 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ЗАПОРНОГО УСТРОЙСТВА | 2004 |
|
RU2273779C1 |
| ПОЛИГРАФИЧЕСКИЙ УЗЕЛ С МАГНИТНОЙ ОПОРНОЙ СТРУКТУРОЙ | 2018 |
|
RU2742404C1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА И СПОСОБ ПРИВОДА СКВАЖИННОГО ИНСТРУМЕНТА | 2013 |
|
RU2588084C2 |
| СПОСОБ ЗАПИРАНИЯ ПОЛОЖЕНИЯ СОПЛА В ГИДРАВЛИЧЕСКОЙ СИСТЕМЕ | 1996 |
|
RU2169852C2 |
| АККУМУЛЯТОРНЫЙ ИНСТРУМЕНТ ДЛЯ КРЕПЛЕНИЯ ЗАЖИМОВ ДЛЯ РЕЛЬСОВ С ПОМОЩЬЮ ЗАПОРНОГО ЭЛЕМЕНТА | 2018 |
|
RU2756044C2 |
| ПЛАВНО РЕГУЛИРУЕМАЯ ПО ВЫСОТЕ ОПОРА МАТРАСА И УСТРОЙСТВО ДЛЯ ТАКОГО РЕГУЛИРОВАНИЯ | 2008 |
|
RU2505261C2 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ С ШАРНИРНО-ПОВОРАЧИВАЕМЫМИ КОМПОНЕНТАМИ | 2009 |
|
RU2489100C2 |
Узел клапанного затвора, имеющий узел исполнительного механизма, выполненный с возможностью одновременного управления множеством клапанных штифтов для регулировки потока жидкой смолы в полость формы устройства для литья под давлением, и выполненный с обеспечением возможности быстрого и легкого удаления узла исполнительного механизма от штифтов одновременно посредством обеспечения пластины клапанного штифта, имеющей множество пазов или гнезд для приема и удержания с возможностью высвобождения соответствующего одного из указанных штифтов. Изобретение направлено на сокращение времени технического обслуживания и ремонта. 2 н. и 10 з.п. ф-лы, 14 ил.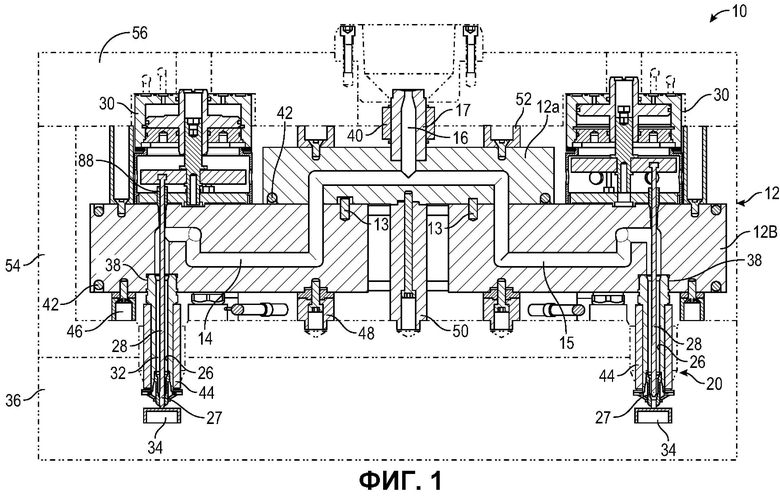
1. Узел клапанного затвора для устройства для литья под давлением, содержащий:
коллектор, имеющий множество каналов для транспортировки жидкой смолы от машины для литья под давлением в полость формы;
множество сопел, прикрепленных к коллектору, причем каждое сопло имеет продольную ось и цилиндрическое отверстие, проходящее вдоль продольной оси, для транспортировки жидкой смолы от коллектора в полость формы;
множество клапанных штифтов, причем каждый клапанный штифт связан с соответствующим одним из указанных сопел и выполнен с возможностью линейного перемещения внутри и вдоль указанного цилиндрического отверстия для управления потоком жидкой смолы в полость формы и каждый клапанный штифт имеет головную часть;
исполнительный механизм, имеющий выполненный с возможностью линейного перемещения шток поршня;
пластину клапанного штифта, соединенную со штоком и имеющую множество пазов или гнезд для приема и удержания с возможностью высвобождения соответствующей одной из указанного множества головок клапанных штифтов; и
фиксатор для взаимодействия с указанным штоком и удержания головок клапанных штифтов в фиксированном положении в указанных пазах или гнездах, причем фиксатор размещен через кромку пластины клапанного штифта.
2. Узел по п. 1, в котором пластина клапанного штифта имеет гнезда, включающие в себя часть, размеры которой обеспечивают возможность вставки головки клапанного штифта, и более узкую часть для удержания указанной головки клапанного штифта.
3. Узел по п. 2, в котором указанное множество гнезд расположено параллельно с указанными более узкими частями таким образом, что пластина клапанного штифта выполнена с возможностью приема множества головок клапанных штифтов и с возможностью линейного перемещения для одновременного размещения всех головок штифтов в указанных более узких частях гнезд.
4. Узел по п. 1, в котором пластина клапанного штифта расположена в корпусе пластины клапанного штифта, который соединен с возможностью высвобождения с корпусом исполнительного механизма, содержащим поршень, выполненный с возможностью совершения возвратно-поступательного перемещения и соединенный со штоком поршня, выполненным с возможностью линейного перемещения.
5. Узел по п. 4, в котором корпус пластины клапанного штифта имеет окружной выступ, проходящий радиально внутрь от верхней кромки стенки, в целом задающей указанный корпус пластины клапанного штифта, и вертикальную окружную стенку, проходящую вверх от радиально внутренней кромки окружного выступа таким образом, что корпус исполнительного механизма с возможностью высвобождения опирается на корпус пластины клапанного штифта, причем нижняя кромка корпуса исполнительного механизма опирается на окружной выступ, а нижний конец обращенной радиально внутрь поверхности корпуса исполнительного механизма упирается в обращенную радиально наружу поверхность вертикальной окружной стенки.
6. Узел по п. 5, в котором обращенная радиально наружу поверхность вертикальной окружной стенки имеет окружную канавку, а корпус исполнительного механизма прикреплен с возможностью высвобождения к корпусу пластины клапанного штифта посредством винтов, взаимодействующих с окружной канавкой.
7. Узел по п. 2, в котором указанное множество гнезд расположено таким образом, что исполнительный механизм и пластина клапанного штифта выполнены с возможностью приема множества головок клапанных штифтов и с возможностью вращения для одновременного размещения всех головок штифтов в указанные более узкие части гнезд.
8. Узел по п. 7, в котором U-образный удерживающий зажим проходит вокруг штока поршня и прикреплен с помощью болтов к пластине клапанного штифта для прикрепления пластины клапанного штифта к штоку поршня.
9. Узел по п. 7, в котором винт проходит радиально через пластину клапанного штифта в более узкие части гнезд для блокировки вращения пластины клапанного штифта относительно клапанных штифтов.
10. Узел по п. 1, в котором пластина клапанного штифта имеет отверстие, которое облегчает удаление указанной пластины клапанного штифта от штока, когда фиксатор выведен из взаимодействия со штоком поршня.
11. Узел по п. 1, в котором фиксатор представляет собой винт, размещенный в резьбовом отверстии, проходящем через кромку пластины клапанного штифта.
12. Узел клапанного затвора для устройства для литья под давлением, содержащий:
коллектор, имеющий множество каналов для транспортировки жидкой смолы от машины для литья под давлением в полость формы;
множество клапанных штифтов, причем каждый клапанный штифт связан с соответствующим одним из сопел и выполнен с возможностью линейного перемещения внутри и вдоль цилиндрического отверстия для управления потоком жидкой смолы в полость формы и каждый клапанный штифт имеет головную часть;
исполнительный механизм, имеющий выполненный с возможностью линейного перемещения шток поршня; и
пластину клапанного штифта, соединенную со штоком и выполненную с возможностью удержания с возможностью высвобождения множества головок клапанных штифтов для способствования демонтажу исполнительного механизма с отсоединением от узла клапанного затвора без удаления клапанных штифтов от указанного узла клапанного затвора,
причем пластина клапанного штифта состоит из множества сегментов, скрепленных вместе с помощью болтов, причем указанные сегменты имеют сопрягаемые поверхности, которые образуют гнезда для удержания головки штифта.
| US 05894025 A, 13.04.1999 | |||
| МНОГОКЛАПАННАЯ ИМПУЛЬСНАЯ ГОЛОВКА | 0 |
|
SU339710A1 |
| US 8091202 B2, 10.01.2012 | |||
| JP 2010221639 A, 07.10.2010 | |||
| JP 2005153333 A, 16.06.2005 | |||
| US 6343921 B1, 05.02.2002. | |||

