Изобретение относится к области строительства, в частности, к несущим металлодеревянным строительным конструкциям, используемым в качестве несущих элементов каркаса, балок покрытий и перекрытий малоэтажных зданий, а также в качестве балок опалубочных комплектов.
Известен способ изготовления составной металлодеревянной балки двутаврового сечения, в котором решетчатую стенку, выполненную из проволоки или полосового элемента, изогнутого зигзагообразно, прикрепляют к деревянным поясам-полкам, где, по меньшей мере, одна полка содержит продольную секцию, которую выполняют из другого материала. Секцию заделывают в полку и заливают в ней для образования единого элемента вместе с полкой и углами перегиба. [Журнал «Изобретения за рубежом» №23, 1985 г. Международная заявка РСТ №85/02878 Е04С 3/292].
Недостатком способа изготовления этой балки является сложность и высокая трудоемкость изготовления, требующая формирование срединных секций, выполненных из другого конструкционного материала путем заливки пазов вместе с полкой и углами перегиба зигзагообразной решетки.
Известен способ изготовления фермы решетчатого типа, содержащей верхний и нижний пояса из древесного материала, непрерывную решетчатую стальную стенку в основном зигзагообразной конфигурации из гнутого прутка, которую устанавливают между поясами (ферма Уоррена - Warren truss). Изогнутые части стенки, утопленные в углубления в поясах, закрепляют в углублениях отвердевающим и связующим веществом, например, полиуретановым или эпоксидным компаундом, которое образует слой, заменяющий древесный материал, удаленный для образования углублений, причем указанное вещество имеет прочность, по меньшей мере, равную прочности древесного материала указанных поясов. При этом углубления в поясах могут быть проделаны со стороны внутренних граней, обращенных друг к другу, так и - на боковых гранях. [Patent US No 4,372,093 (serial NO 06200497) Grant Date Feb 8, 1983 US cl. 52/694; 52/642; Current CPC Class: E04C 3/292 (20130101) Current International Class: E04C 3/29 (20060101); E04C 3/292 (20060101); E04C 002/24 (http://www.patentbuddy.com/Patent/US-4372093-A;jsessionid=D2463D649449E8F12605CA726DB741DA?ft=true)]
Недостатком известного способа изготовления является большая потеря конструкционного материала поясов, высокая сложность и трудоемкость изготовления глубоких и широких посадочных гнезд-углублений. От точности расположения и изготовления углублений напрямую зависит осуществимость сборки, надежность узловых соединений и качество фермы. Геометрия изогнутых участков зигзагообразной решетки не обеспечивает надежности клеевых узловых соединений, поскольку древесина имеет наиболее низкие показатели прочности при растяжении и скалывании в направлении поперек ее волокон.
Наиболее близким техническим решением является способ изготовления металлодеревянной балки, в котором балку составляют из поясов, представляющих собой деревянные брусья и соединительную решетку, выполненную из зигзагообразно изогнутого металлического прута. Каждый пояс склеивают из двух продольных брусьев. На склеиваемой поверхности, по крайней мере, одного из брусьев выполняют углубления, соответствующие по форме изгибам металлического прута соединительной решетки, куда ее и устанавливают. [Журнал «Изобретения за рубежом» №2, 1984 г. Япония, заявка № 58-21052 Е 04 С 3/292, В 27М 3/00 публикация 1983 г. Приоритет Швеции 1976 г.]. Данное изобретение принято за прототип.
К основным недостаткам конструкции и способа ее изготовления относятся сложность, высокая трудоемкость, нерациональное использование конструкционного материала, его потеря в виде отходов, ослабление поперечного сечения поясов за счет устройства углублений и перерезания волокон древесины. Низкая надежность узловых соединений, в которых древесина испытывает скалывание и растяжение поперек волокон древесины.
Сущность изобретения - повышение несущей способности и надежности комбинированной балки с одновременным упрощением ее изготовления за счет простоты исполнения, совмещения технологических операций формования конструкции в едином поточном технологическом процессе с использованием прессового оборудования проходного типа.
Технический результат изобретения - повышение несущей способности и надежности металлодеревянной балки, а также контролируемая точная разметка и формование боковых углублений в брусьях деревянных поясов, минимизация производственных отходов при изготовлении металлодеревянной балки и упрощение ее изготовления.
Технический результат изобретения достигается тем, что в известном способе изготовления металлодеревянной балки, включающий выполнение составных деревянных поясов из склеенных между собой двух продольных брусьев, имеющих боковые углубления и соединительной решетки, которую выполняют из зигзагообразно изогнутого металлического прута, при этом гнутые участки решетки размещают между брусьями поясов в углублениях, соответствующих по форме изгибам металлического прута, особенность заключается в том, что пояса выполняют из клееной древесины, зигзагообразная решетка, в узлах сопряжения с поясами, расцентрована, и имеет дуговое или ломаное с дуговыми сопряжениями, трапециевидное очертание с продольными участками между перегибами, обеспечивающими анкеровку решетки и локальное усиление поясов в зоне действия узловых изгибающих моментов, а углубления в поясах получают предварительной механической запрессовкой решетки путем уплотнения древесины на прессах проходного типа.
Брусья могут быть многослойными с внутренними слоями однородной структуры, подвергнутыми пластификации перед созданием углублений предварительной механической запрессовкой соединительной решетки.
По меньшей мере, в одном из брусьев верхнего и нижнего поясов балки выполняют продольные пазы на всю длину конструкции, совпадающие с положением продольных участков соединительной решетки ломаного очертания.
Открытые поперечные элементы соединительной решетки, расположенные между поясами и, по меньшей мере, испытывающие сжатие, устанавливают и вклеивают между парными отрезками досок соответствующей формы, которые вставляют враспор между поясами, склеенных между собой и имеющих пазы вдоль оси досок со стороны склеивания.
Продольные участки соединительной решетки усиливают приваркой дополнительных отрезков прутка с образованием лучей вдоль деревянных поясов, размещенных и вклеенных в их продольные пазы.
К продольным участкам соединительной решетки в зоне действия наибольшего изгибающего момента в балке от внешней нагрузки приваривают отрезки прутков, объединяющих несколько продольных участков соединительной решетки, которые размещают и вклеивают в продольные пазы поясов, с образованием локальной структуры плоской фермы.
Соединительную решетку выполняют составной из двух однотипных зеркально наложенных друг на друга частей с трапециевидной формой гнутых участков, поперечные элементы которых образуют крестовую решетку между деревянными поясами.
Соединительную решетку выполняют составной, из двух жестко соединенных в местах контакта частей с различной схемой зигзага с трапециевидной формой гнутых участков, наложенных друг на друга вдоль подобных и равновеликих поперечных элементов решетки с образованием многосвязной структуры плоской фермы, линейные пояса которой представляют собой непрерывную последовательность чередующихся продольных участков составных частей соединительной решетки в виде узких и широких оснований трапеций.
По внешним границам мест вклеивания гнутых участков соединительной решетки в брусья верхнего пояса и нижнего пояса конструктивно устанавливают механические связи, работающие на растяжение.
Повышение несущей способности и надежности конструкции, достигнуто за счет создания жесткого клеевого соединения путем совмещения в едином поточном процессе различных технологических операций с минимизацией производственных отходов, обеспечения контролируемых условий точности разметки и формования боковых углублений в брусьях деревянных поясов, путем запрессовки в них гнутых участков зигзагообразной металлической соединительной решетки с последующей, при необходимости, доводкой геометрии, сборкой и склеиванием составных частей в единый ансамбль.
Брусья поясов выполнены из клееной древесины, углубления созданы без удаления или с частичным удалением материала поясов, запрессовкой гнутых участков металлической соединительной решетки в процессе склеивания с локальным упрочнением древесины путем ее уплотнения и пропитки смолой под давлением, а узлы соединительной решетки расцентрованы по отношению к поясам, имеют дуговое или ломаное с дуговыми сопряжениями, трапециевидное очертание с продольными участками между перегибами, обеспечивающими анкеровку соединительной решетки и локальное усиление поясов в зоне действия узловых изгибающих моментов.
По меньшей мере, в одном из брусьев верхнего и нижнего поясов балки выполнены продольные пазы на всю длину конструкции, совпадающие с положением продольных участков соединительной решетки ломаного трапециевидного очертания. Продольные пазы стабилизируют форму поперечного сечения клееной древесины при изменениях температурно-влажностных условий, а также расширяют соединительные функции, упрощая сборку и фиксацию решетки.
Продольные участки соединительной решетки усилены приваркой дополнительных отрезков прутка с образованием лучей вдоль поясов, размещенных и вклеенных в их продольные пазы. Такое конструктивное решение обеспечивает надежную анкеровку, закрепление решетки в брусьях поясов, локально усиливает их на восприятие узлового изгибающего момента, возникающего от неразрезности поясов и узловых эксцентриситетов решетки.
Объединение отрезком прутка нескольких продольных участков соединительной решетки формирует локальную структуру фермы, повышающую несущую способность и жесткость самой балки там, где ее поперечные сечения испытывают действие наибольшего изгибающего момента.
Выполнение соединительной решетки составной, образованной из двух зеркально наложенных друг на друга частей с образованием крестовой решетки принципиально изменяет характер силовой работы конструкции, повышая ее надежность и жесткость.
Избыточность поперечных элементов решетки компенсируется тем, что выключающиеся (вследствие потери устойчивости) из силовой работы тонкие сжатые элементы заставляют включаться и полноценно работать перекрестные растянутые элементы.
При этом наилучшим образом используется высокая прочность металла на растяжение и экономится материал.
В другом составном исполнении соединительной решетки, составленной из двух наложенных друг на друга и жестко соединенных в местах контакт частей с различной схемой зигзага взаимно дополняющей друг друга и образующей многосвязную геометрию фермы поперечные элементы решетки получают развитое сечение, а последовательно чередующиеся продольные участки составных частей образуют непрерывную поясную цепочку.
Изобретение поясняется чертежами.
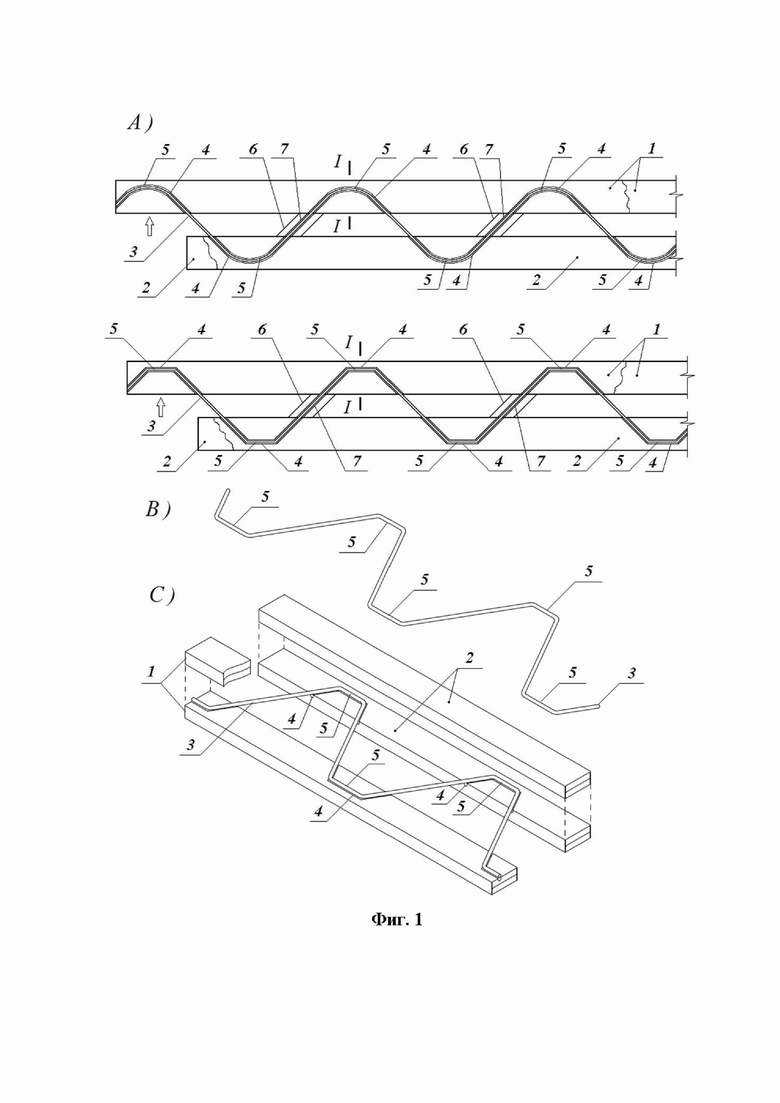
На фиг. 1 изображены фрагмент металлодеревянной балки в фронтальной проекции (фиг. 1, А), соединительная решетка (фиг. 1, B) и процесс сборки балки в аксонометрии (фиг. 1, С), где показаны: верхний пояс 1 и нижний пояс 2, составленные из клееных брусьев, склеенных между собой, соединительная решетка 3, зигзагообразной формы, изготовленная из металлического прутка, боковые углубления 4, по меньшей мере, в одном из брусьев, со стороны склеивания брусьев верхнего пояса 1 и нижнего пояса 2, полученные предварительной запрессовкой, с последующей доводкой и склеиванием гнутых участков соединительной решетки, имеющих дугообразное или ломаное с дуговыми сопряжениями, трапециевидное очертание с продольными участками 5, открытые поперечные элементы соединительной решетки 3, расположенные между поясами и, по меньшей мере, испытывающие сжатие, усилены парными досками 6 соответствующей геометрической формы с пазами 7 вдоль оси досок, склеенными между собой, при этом поперечные элементы соединительной решетки 3 заключены и вклеены в пазы 7.
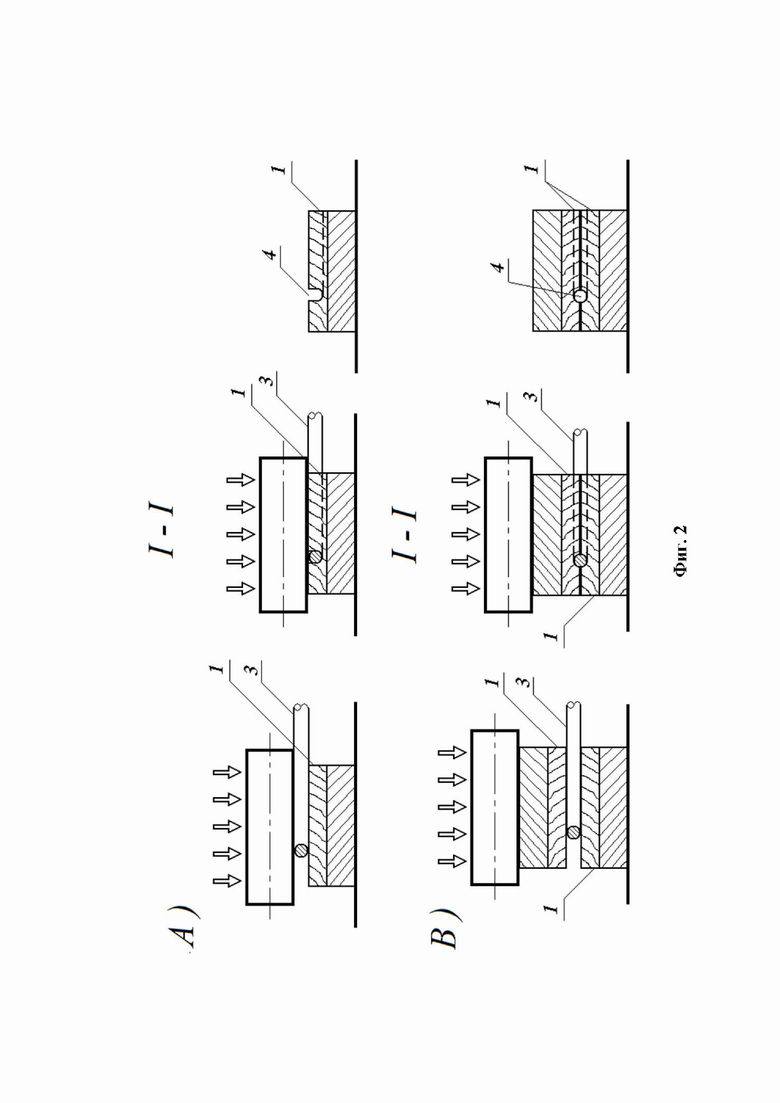
На фиг. 2 изображено поперечное сечение I - I по фиг. 1, А деревянного верхнего пояса 1, составленного из двух клееных брусьев, в месте сопряжения гнутых участков соединительной решетки 3.
Подобное (зеркально) конструктивное решение имеет и узел сопряжения соединительной решетки 3 с брусьями нижнего пояса 2.
Представлено два варианта технологии изготовления в процессе формирования боковых углублений 4 в одном из брусьев (фиг. 2, А) и в двух брусьях верхнего пояса 1 одновременно (фиг. 2, В) путем запрессовки дугообразных или ломаного с дуговыми сопряжениями, трапециевидного очертания гнутых участков соединительной решетки 3 на прессе проходного типа.
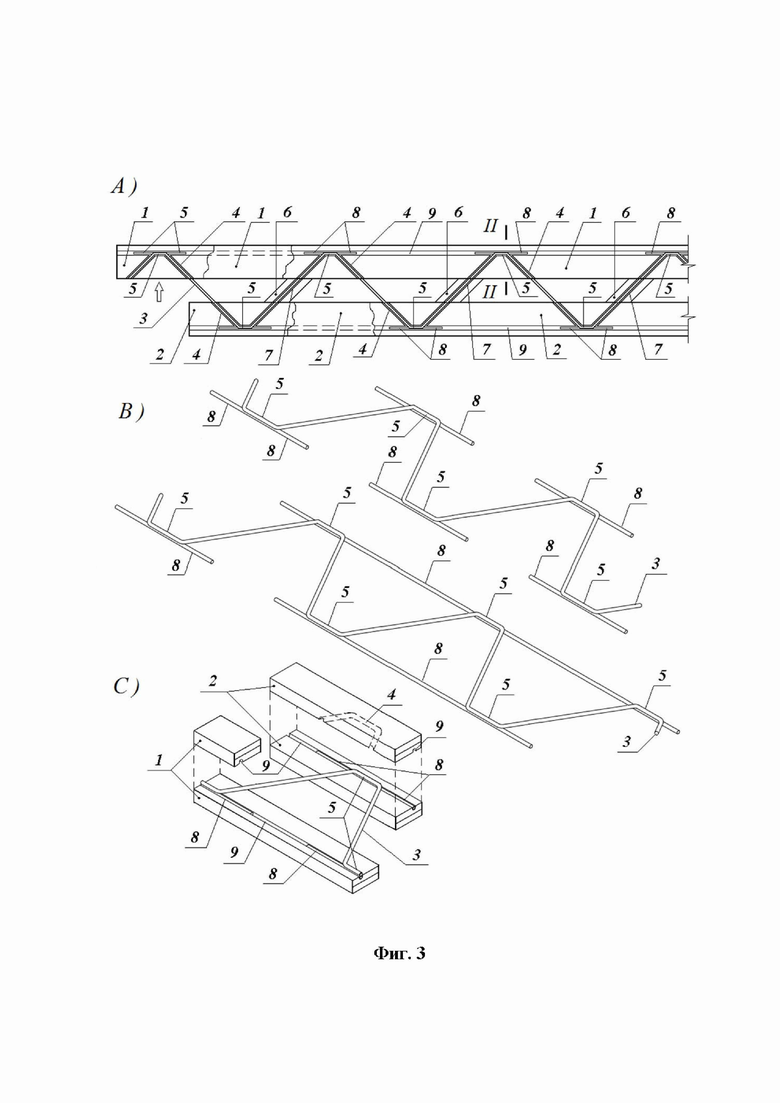
На фиг. 3 изображен фрагмент одного из вариантов металлодеревянной балки в фронтальной проекции (фиг. 3, А), соединительная решетка (фиг. 3, В) и сборка балки в аксонометрии (фиг. 3, С), где показаны: верхний пояс 1 и нижний пояс 2, составленные из клееных брусьев, склеенных между собой, соединительная решетка 3, зигзагообразной формы, изготовленная из прутка, боковые углубления 4, по меньшей мере, в одном из брусьев, со стороны склеивания брусьев поясов, полученные предварительной запрессовкой соединительной решетки 3 с последующей доводкой и склеиванием гнутых участков соединительной решетки, имеющих дугообразное или ломаное очертание с продольным участком 5 между перегибами, расширенным (усиленным) приваркой дополнительных отрезков прутка 8 с образованием двухсторонних лучей вдоль поясов, размещенных и вклеенных в их продольные пазы 9.
На фиг. 3, В соединительная решетка 3 изображена в двух вариантах: с короткими двулучевыми отрезками прутка 8 и длинными отрезками прутка 8, объединяющими несколько смежных продольных участков 5 в локальную конструкцию плоской фермы, оправданное там, где поперечные сечения металлодеревянной балки испытывают наибольший изгибающий момент.
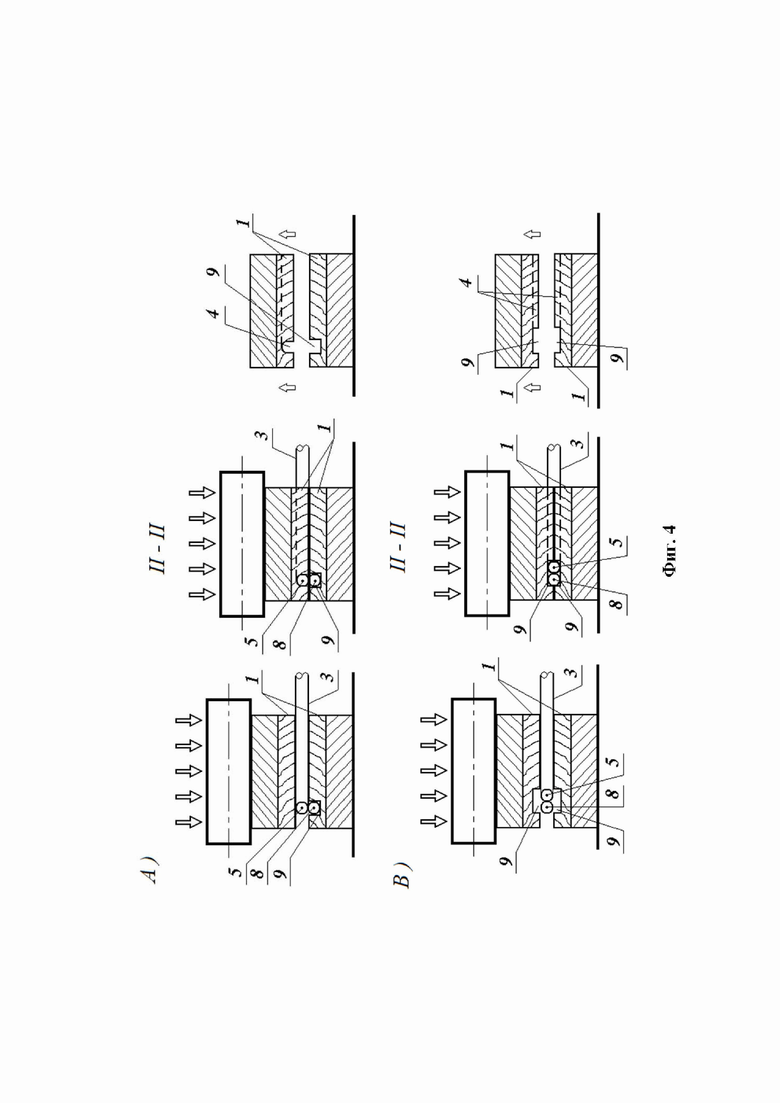
На фиг. 4 изображены варианты поперечного сечения II - II по фиг. 3, А, где показаны: верхний пояс 1, составленный из двух клееных брусьев, в месте сопряжения их с дугообразными или ломаного с дуговыми сопряжениями, трапециевидного очертания гнутыми участками соединительной решетки 3, с продольными участками 5 между ее перегибами, усиленными приваркой отрезков прутка 8 с образованием двухсторонних лучей вдоль пояса и размещенных в продольном пазе 9.
Представлено два варианта изготовления балки в процессе формирования боковых углублений 4 в брусьях верхнего пояса 1.
В варианте по фиг. 4, А отрезки прутка 8 приварены к продольным участкам 5 соединительной решетки 3, расположены снизу и в момент сборки размещены в заранее выбранных продольных пазах 9 брусьев верхнего пояса 1, что упрощает фиксацию соединительной решетки 3. Боковые углубления 4 формируются в одном из брусьев верхнего пояса 1 запрессовкой соединительной решетки 3 на прессе проходного типа.
В варианте по фиг. 4, В отрезки прутков 8 расположены в срединной плоскости металлической соединительной решетки 3, приварены к продольным участкам 5 и вместе с ними в процессе сборки размещены над продольными пазами 9, заранее выбранными в брусьях верхнего пояса 1. В этом случае боковые углубления 4 формируются в обоих брусьях пояса при совместной запрессовке соединительной решетки 3 на прессе проходного типа. Такое техническое решение позволяет уменьшить давление запрессовки и повысить производительность процесса.
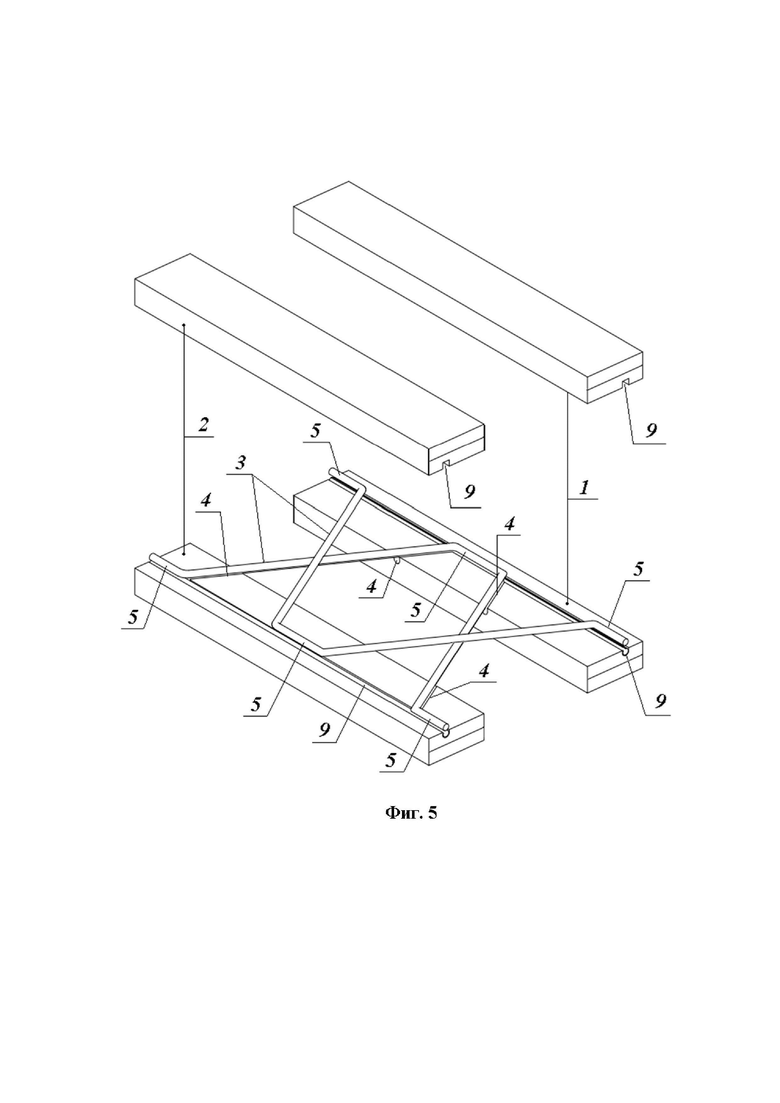
На фиг. 5 изображен в аксонометрии фрагмент металлодеревянной балки в процессе сборки, где показаны: верхний пояс 1 и нижний пояс 2, составленные из брусьев, склеенных между собой, соединительная решетка 3 (по одному из вариантов фиг. 1, В), составленная из двух зеркально наложенных одна на другую частей соединительной решетки 3, поперечные элементы которых образуют крестовую решетку, боковые углубления 4 в брусьях поясов, соответствующие форме гнутых участков, имеющих расцентрованную трапециевидную форму с продольными участками 5 между ее перегибами, размещенными над продольными пазами 9 брусьев поясов.
Крестовая форма соединительной решетки 3, благодаря внутренней статической неопределимости решетчатой металлодеревянной балки обеспечивает наилучшее использование конструкционной стали на растяжение, снижая влияния усилий сжатия в тонких поперечных элементах решетки 3.
На фиг. 6 изображен в аксонометрии фрагмент металлодеревянной балки в процессе сборки, где показаны: верхний пояс 1 и нижний пояс 2, составленные из брусьев, склеенных между собой, соединительная решетка 3 с гнутыми участками в форме трапеций, составленная из двух наложенных одна на другую вдоль подобных и равновеликих поперечных элементов и взаимно соединенных при помощи сварки частей соединительной решетки 3, а и 3, b с образованием структуры фермы, боковых углублений 4 в брусьях поясов, соответствующих форме гнутых участков, при этом продольные участки 5 между перегибами составных частей соединительной решетки 3 образуют непрерывные пояса фермы в виде последовательности чередующихся узких и длинных оснований трапеций ее составных частей.
Металлодеревянная балка состоит из верхнего пояса 1 и нижнего пояса 2, которые изготовлены преимущественно из клееной древесины. Толщина клееных брусьев не менее 50…60 мм. Применение в поясах клееной древесины решает несколько важнейших технологических задач, связанных с длинномерностью конструкции, однородностью строения и управлением качеством древесины. При использовании многослойной клееной древесины внутренний склеиваемый слой однородной (гомогенной) структуры может быть изготовлен из древесины или древесных материалов с более низкой плотностью, что упростит предварительное формование боковых углублений 4 в брусьях верхнего пояса 1 и нижнего пояса 2 путем механической запрессовки соединительной решетки 3 зигзагообразной формы на прессах проходного типа. Для облегчения формования углублений в поясах могут быть применены известные химические составы, например, на основе аммиака или другие традиционные приемы пластификации древесины или древесных материалов, например, путем регулирования температуры и влажности.
Соединительную решетку 3 зигзагообразной формы получают принудительным гнутьем металлического прутка круглой или иной формы поперечного сечения на профилегибочных станах в холодном или нагретом состоянии.
Для лучшего механического зацепления поперечное сечение прутка может быть изготовлено периодического профиля с соответствующей нарезкой, рифами (кольцами) или продольными ребрами на боковой поверхности.
Наиболее рациональными геометрическими схемами зигзага, в которых достигается наилучшее использование металла, являются геометрические решетки классических ферм типа Уоррена (Warren truss system) и Пратта (Pratt truss system). Как известно, решетка в системе Уоррена - раскосная в виде равнобедренного или равностороннего треугольника с нисходящими раскосами, испытывающими растяжение и восходящими раскосами, испытывающими сжатие. Решетка в системе Пратта - раскосно-стоечная с растянутыми нисходящими раскосами и сжатыми стойками.
Главной особенностью заявленной соединительной решетки 3 является ее узловая расцентровка, полученная за счет придания гнутым участкам дугообразной и трапециевидной формы.
Продольные участки 5, предусмотренные между точками перегиба гнутых участков соединительной решетки 3, разрежают решетку, снижают затраты металла, расширяют соединительные функции, локально усиливают деревянные пояса на восприятие узловых изгибающих моментов.
Форма гнутых участков и расположение продольных участков 5 в поперечном сечении брусьев верхнего пояса 1, воспринимающего внешнюю нагрузку, отвечает форме эпюры локальных изгибающих моментов.
Форма зигзага соединительной решетки 3 может быть как регулярной, с постоянным шагом поперечных элементов, что благодаря высокой степени повторяемости упрощает изготовление, так и нерегулярной, например, со сгущением шага поперечных элементов соединительной решетки 3 вблизи опор, а также там, где действуют значительные поперечные силы.
Длина продольных участков 5 назначается из решения конкретной задачи оптимального проектирования с учетом условий применения, силовой работы и обеспечения надежности металлодеревянной балки.
В качестве конструкционного металла может использоваться малоуглеродистая сталь с защитными антикоррозионными покрытиями, например, оцинкованием или легированная, в том числе нержавеющая сталь.
Открытые поперечные элементы соединительной решетки 3, расположенные между поясами и испытывающие сжатие, заключены и вклеены между отрезками парных досок 6 соответствующей геометрической формы, вставленных враспор между поясами, склеенных между собой и имеющих пазы 7 вдоль оси досок со стороны склеивания.
Такое конструктивное решение повышает жесткость и устойчивость тонких элементов соединительной решетки 3.
Скошенная геометрическая форма отрезков парных досок 6 исключает осевое кручение составного сечения, а вклеивание обеспечивает совместность силовой работы древесины и металла.
Для повышения степени участия парных досок в силовой работе на сжатие могут быть применены известные приемы: склеивание торцов с поясами, частичная их врезка в пояса, устройство в местах контакта торцов с поясами клиновидных подушек, приклеенных к поясам.
С целью улучшения эстетического вида балки, защиты от неблагоприятных условий окружающей среды возможно заключение в подобную деревянную обойму из досок и растянутых поперечных элементов соединительной решетки 3.
Для повышения надежности клеевых соединений деревянных поясов, стабильности формы поперечных сечений, по меньшей мере, в одном из брусьев верхнего пояса 1 и нижнего пояса 2 металлодеревянной балки выполнены продольные пазы 9 на всю длину конструкции, совпадающие с положением продольных участков 5 решетки ломаного с дуговыми сопряжениями, трапециевидного очертания.
В одном из вариантов балки продольные участки 5 соединительной решетки 3 усилены приваркой дополнительных отрезков прутка 8 с образованием лучей вдоль поясов, размещенных и вклеенных в их продольные пазы 9.
В другом варианте исполнения балки, в зоне с наибольшим изгибающим моментом, дополнительные отрезки прутка 8 объединяют несколько продольных участков 5 с образованием локальной структуры фермы.
Дополнительные отрезки прутка 8, размещаемые в продольных пазах 9 клееных брусьев поясов, облегчают фиксацию и сборку балки в процессе ее изготовления, а также формование боковых углублений 4 путем запрессовки гнутых участков зигзагообразной соединительной решетки 3 в брусья верхнего пояса 1 и нижнего пояса 2.
С целью повышения несущей способности и жесткости металлодеревянной балки соединительная решетка 3 может быть выполнена составной, образованной из двух однотипных зеркально наложенных друг на друга частей соединительной решетки 3 (Фиг. 5), поперечные элементы которых образуют крестовую решетку между поясами.
В другом исполнении соединительной решетки 3 металлодеревянной балки ее составные части соединительной решетки 3 (Фиг. 6, 3, а и 3, b) с различной геометрической схемой зигзага с трапециевидной формой гнутых участков наложены друг на друга по подобным и равновеликим поперечным элементам, жестко соединены при помощи сварки с образованием замкнутой многосвязной структуры фермы, непрерывные пояса которой состоят из последовательно чередующихся продольных участков 5 в виде узких и широких оснований трапеций.
За счет дугообразной или трапециевидной формы гнутых участков соединительной решетки, смещенных относительно продольной оси верхнего пояса 1 и нижнего пояса 2 к внешним краям брусьев, искусственно создается расцентровка узлов, что увеличивает рабочую область деревянных поясов, ограниченную боковыми углублениями 4, воспринимающую усилия сдвига, а вклеивание этих гнутых участков в древесину локально повышает несущую способность поясов изгибу.
В зависимости от назначения, пролета балки, внешних нагрузок толщина прутка должна быть 6…12 мм. Увеличение толщины элементов решетки d напрямую связано с толщиной (шириной) брусьев b. Рекомендуемое соотношение b/d не менее 4.
В качестве клеевого состава целесообразно использовать эпоксидные компаунды, отличающиеся безусадочностью, технологичностью и хорошей адгезией к разнородным материалам, таким как сталь и древесина.
Возможно использование компаундов на основе полиуретановых смол, одним из достоинств которых является возможность использования древесины с повышенной влажностью.
Продольные пазы 9 в деревянных брусьях верхнего пояса 1 и нижнего пояса 2 балки, помимо теснения созданного запрессовкой металлической соединительной решетки 3, а при необходимости локальной доводки до нужных геометрических параметров, могут быть созданы известными механизированными способами, например, фрезерованием.
Такая необходимость может возникнуть на участках с природными дефектами, например, сучками. Поэтому при изготовлении брусьев верхнего пояса 1 и нижнего пояса 2 балки предпочтительно использование клееной древесины с исключением в местах контактного взаимодействия с соединительно решеткой 3 подобных пороков древесины или применением многослойной LVL-древесины, изготавливаемой из толстого шпона.
Изготовление металлодеревянной балки осуществляется на поточной линии.
На первом этапе изготавливаются клееные брусья для верхнего пояса 1 и нижнего пояса 2 (1-й поток) с продольными пазами 9 и соединительная решетка 3 (2-й поток). После чего на поточной линии с проходным прессом производится монтажная сборка брусьев верхнего пояса 1, нижнего пояса 2 и соединительной решетки 3 с использованием фиксирующих технологических приспособлений, а также монтажных скоб.
Следующий этап - совместная прокатка составной конструкции с использованием пресса проходного типа, формирование боковых углублений 4.
Локальная доводка боковых углублений 4 в проблемных местах механическим способом, а также там, где будут приварены продольные отрезки прутка 8.
Нарезка строганных парных досок 6 с пазами 7 вдоль оси досок.
Завершающий этап - нанесение клеевой композиции, окончательная, сборка всех элементов конструкции балки и запрессовка. Для ускорения процесса склеивания могут быть использованы токи высокой частоты.
Для повышения надежности клеевых соединений и предотвращения опасного расслоения из-за температурных и влажностных перепадов по внешним границам мест вклеивания гнутых участков соединительной решетки 3 в брусья верхнего пояса 1 и нижнего пояса 2 конструктивно ставятся аварийные механические связи (винты, болты), работающие на растяжение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлодеревянная балка | 2022 |
|
RU2788183C1 |
| Решетчатый строительный элемент | 2022 |
|
RU2794709C1 |
| ДЕРЕВЯННАЯ КЛЕЕНАЯ ФЕРМА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2196865C2 |
| БАЛКА-ФЕРМА | 2007 |
|
RU2349717C1 |
| Способ изготовления комбинированной балки | 2021 |
|
RU2762114C1 |
| Комбинированная балка | 2021 |
|
RU2761808C1 |
| Составная комбинированная двутавровая балка | 2018 |
|
RU2704071C1 |
| БАЛКА СЕЛИВАНОВА Н.П. | 1992 |
|
RU2029040C1 |
| Балка из досок | 2023 |
|
RU2818367C1 |
| СБОРНО-РАЗБОРНАЯ МЕТАЛЛОДЕРЕВЯННАЯ ШПРЕНГЕЛЬНАЯ БАЛКА | 2001 |
|
RU2182207C1 |

Изобретение относится к области строительства, в частности к способу изготовления металлодеревянных балок. Технический результат изобретения - повышение несущей способности - заключается в том, что брусья поясов выполнены из клееной древесины, углубления созданы без удаления или с частичным удалением материала поясов, запрессовкой гнутых участков соединительной металлической решетки в процессе склеивания с локальным упрочнением древесины путем ее уплотнения и пропитки смолой под давлением, а узлы соединительной решетки расцентрованы по отношению к поясам, имеют дуговое или ломаное трапециевидное очертание с продольными участками между перегибами, обеспечивающими анкеровку решетки и локальное усиление поясов в зоне действия узловых изгибающих моментов. 8 з.п. ф-лы, 6 ил.
1. Способ изготовления металлодеревянной балки, включающий выполнение составных деревянных поясов из склеенных между собой двух продольных брусьев, имеющих боковые углубления, и соединительной решетки, которую выполняют из зигзагообразно изогнутого металлического прута, при этом гнутые участки решетки размещают между брусьями поясов в углублениях, соответствующих по форме изгибам металлического прута, отличающийся тем, что пояса выполняют из клееной древесины, зигзагообразная решетка, в узлах сопряжения с поясами, расцентрована и имеет дуговое или ломаное с дуговыми сопряжениями трапециевидное очертание с продольными участками между перегибами, обеспечивающими анкеровку решетки и локальное усиление поясов в зоне действия узловых изгибающих моментов, а углубления в поясах получают предварительной механической запрессовкой решетки путем уплотнения древесины на прессах проходного типа.
2. Способ по п. 1, отличающийся тем, что брусья поясов выполняют многослойными с внутренними слоями однородной структуры и подвергают пластификации перед созданием углублений предварительной механической запрессовкой соединительной решетки.
3. Способ по п. 1, отличающийся тем, что по меньшей мере в одном из брусьев верхнего и нижнего поясов балки выполняют продольные пазы на всю длину конструкции, совпадающие с положением продольных участков соединительной решетки ломаного очертания.
4. Способ по п. 1, отличающийся тем, что открытые поперечные элементы соединительной решетки, расположенные между поясами и, по меньшей мере, испытывающие сжатие, устанавливают и вклеивают между парными отрезками досок соответствующей формы, которые вставляют враспор между поясами, склеенных между собой и имеющих пазы вдоль оси досок со стороны склеивания.
5. Способ по п. 1, отличающийся тем, что продольные участки соединительной решетки усиливают приваркой дополнительных отрезков прутка с образованием лучей вдоль деревянных поясов, размещенных и вклеенных в их продольные пазы.
6. Способ по п. 1, отличающийся тем, что к продольным участкам соединительной решетки в зоне действия наибольшего изгибающего момента в балке от внешней нагрузки приваривают отрезки прутков, объединяющих несколько продольных участков соединительной решетки, которые размещают и вклеивают в продольные пазы поясов, с образованием локальной структуры плоской фермы.
7. Способ по пп. 1, 6, отличающийся тем, что соединительную решетку выполняют составной из двух однотипных зеркально наложенных друг на друга частей с трапециевидной формой гнутых участков, поперечные элементы которых образуют крестовую решетку между деревянными поясами.
8. Способ по пп. 1, 6, отличающийся тем, что соединительную решетку выполняют составной, из двух жестко соединенных в местах контакта частей с различной схемой зигзага с трапециевидной формой гнутых участков, наложенных друг на друга вдоль подобных и равновеликих поперечных элементов решетки с образованием многосвязной структуры плоской фермы, линейные пояса которой представляют собой непрерывную последовательность чередующихся продольных участков составных частей соединительной решетки в виде узких и широких оснований трапеций.
9. Способ по п. 1, отличающийся тем, что по внешним границам вклеивания гнутых участков соединительной решетки в брусья верхнего пояса и нижнего пояса конструктивно устанавливают механические связи, работающие на растяжение.
| US 4372093 A1, 08.02.1983 | |||
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ТРОФИЧЕСКОЙ ЯЗВЫ РОГОВИЦЫ | 2009 |
|
RU2421197C1 |
| Балка | 1977 |
|
SU919601A3 |
| СПОСОБ ПОЛУЧЕНИЯ ГУБЧАТОГО МЕТАЛЛА В ШАХТНОЙ ПЕЧИ | 1990 |
|
RU2016069C1 |
