Настоящее изобретение относится к области механических узлов и, в частности, механических узлов, содержащих вал, например, гладкий или резьбовой стержень (шпильку), на котором устанавливается множество деталей. В этих деталях выполнено отверстие, сечение которого по существу соответствует сечению вала для приёма упомянутого вала. Деталями могут быть: шайбы, прокладки, уплотнителя, пружины, гайки и т.д. Во время сборки каждая из множества деталей входит в соединение с валом. В случае важных областей применения необходимо соблюдать тип, ориентацию и количество каждой детали. Это может быть затруднительно при выполнении сборки в условиях плохого освещения, нехватки места, сложности позиционирования, труднодоступности или подвижности (транспортное средство, плавучая платформа и т.д.). Такие условия можно встретить во множестве областей промышленности, в частности, в автомобильной промышленности, строительстве и судостроении.
Документ EP1834893 описывает втулку и способ изготовления втулки для комплекта кругообразных уплотнений. Втулка закрыта в продольном и поперечном направлениях по линиям сплавления. Втулка содержит предварительно образованные прорези между линиями сплавления и уплотнениями, что даёт возможность извлекать втулку после размещения сборки втулки и уплотнений в раздаточной трубке.
Документ WO-A-2017103500 описывает удерживающий элемент или соединительную муфту закрепляющую изоляционный блок, чтобы поддерживать изоляционную стенку герметичного и теплоизоляционного резервуара. Герметичный и теплоизоляционный резервуар находится на борту судна. Посредством системы передачи, криогенная текучая среда подаётся из прибрежного или наземного хранилища в резервуар судна или из резервуара судна в прибрежное или наземное хранилище в соответствии со способом погрузки или разгрузки судна.
Идея, лежащая в основе изобретения, заключается в предоставлении предварительно собранного узла, содержащего некоторые или все детали, предназначенные для установки на валу, по типу, ориентации и количеству в соответствии с требованиями сборки, зафиксированные как одно целое для облегчения работы с ними.
Изобретение относится к предварительно собранному узлу деталей, выполненных с возможностью установки на валу, например, шайб, содержащему комплект, содержащий по меньшей мере две детали, расположенные в конфигурации для сборки, и гибкий фиксирующий лист, выполненный с возможностью фиксации упомянутых по меньшей мере двух деталей комплекта путём полного или частичного обёртывания боковой поверхности упомянутого комплекта.
В соответствии с другим признаком гибкий фиксирующий лист содержит пластиковую плёнку.
В соответствии с другим признаком гибкий фиксирующий лист содержит термоусадочную втулку.
В соответствии с другим признаком гибкий фиксирующий лист проколот или имеет меньшую прочность на уровне прохождения вала.
В соответствии с другим признаком гибкий фиксирующий лист содержит по меньшей мере одну периферийную полосу, полностью окружающую боковую поверхность комплекта.
В соответствии с другим признаком гибкий фиксирующий лист содержит по меньшей мере одну осевую полосу, протяжённую в осевом направлении комплекта по участку боковой поверхности комплекта.
В соответствии с другим признаком гибкий фиксирующий лист содержит адгезив для приклеивания к деталям и/или к самому себе.
В соответствии с другим признаком гибкий фиксирующий лист предварительно надрезан для облегчения его удаления после сборки.
В соответствии с другим признаком комплект содержит пружинные шайбы, предпочтительно перевёрнутые относительно друг друга, и более предпочтительно в нечётном количестве.
В соответствии с другим признаком предварительно собранный узел, предпочтительно гибкий фиксирующий лист, содержит маркировку для указания осевой ориентации комплекта. Следовательно, маркировка позволяет обеспечить защиту от ошибок.
Изобретение дополнительно относится к способу изготовления предварительно собранного узла деталей, выполненных с возможностью установки на валу, например, шайб, отличающемуся тем, что он содержит следующие этапы, на которых: собирают комплект, содержащий по меньшей мере две детали, расположенные в конфигурации для сборки, накладывают гибкий фиксирующий лист, выполненный с возможностью фиксации упомянутых по меньшей мере двух деталей комплекта путём полного или частичного обёртывания боковой поверхности упомянутого комплекта.
В соответствии с другим признаком способ дополнительно содержит после этапа сборки этап, на котором проверяют собранный комплект путём измерения размера комплекта в направлении вала.
Изобретение дополнительно относится к изоляционной стенке, в частности, для резервуаров для хранения криогенной текучей среды, которая включает в себя удерживающий элемент, включающий в себя по меньшей мере один предварительно собранный узел, причём упомянутый удерживающий элемент взаимодействует с по меньшей мере одним изоляционным блоком для удержания изоляционного блока на опорной поверхности.
Изоляционная стенка может быть частью герметичного и теплоизоляционного резервуара, установленного в наземном хранилище, например, для хранения СПГ, или установленного на плавучей, прибрежной или глубоководной конструкции, в частности, на танкере-метановозе, плавучей установке для регазификации и хранения газа (FSRU), плавучей установке для добычи, хранения и отгрузки нефти (FPSO) и т.д.
В соответствии с одним вариантом осуществления судно для транспортировки текучей среды, в частности, холодной жидкости, включает в себя двойной корпус и выше упомянутый резервуар, расположенный в двойном корпусе.
В соответствии с одним вариантом осуществления изобретение также обеспечивает способ загрузки и разгрузки судна, в котором текучую среду подают по изолированным трубопроводам из плавучего или наземного хранилища в резервуар судна или из резервуара судна в плавучее или наземное хранилище.
В соответствии с одним вариантом осуществления изобретение также обеспечивает систему передачи текучей среды, в частности, холодной жидкости, причём система включает в себя вышеупомянутое судно, изолированные трубопроводы, расположенные так, чтобы соединять резервуар, установленный в корпусе судна, с плавучим или наземным хранилищем, и насос для подачи потока текучей среды по изолированным трубопроводам из плавучего или наземного хранилища в резервуар судна или из резервуара судна в плавучее или наземное хранилище.
Другие признаки, детали и преимущества изобретения станут более очевидными из подробного описания, приведенного ниже в качестве примера и со ссылкой на чертежи, на которых:
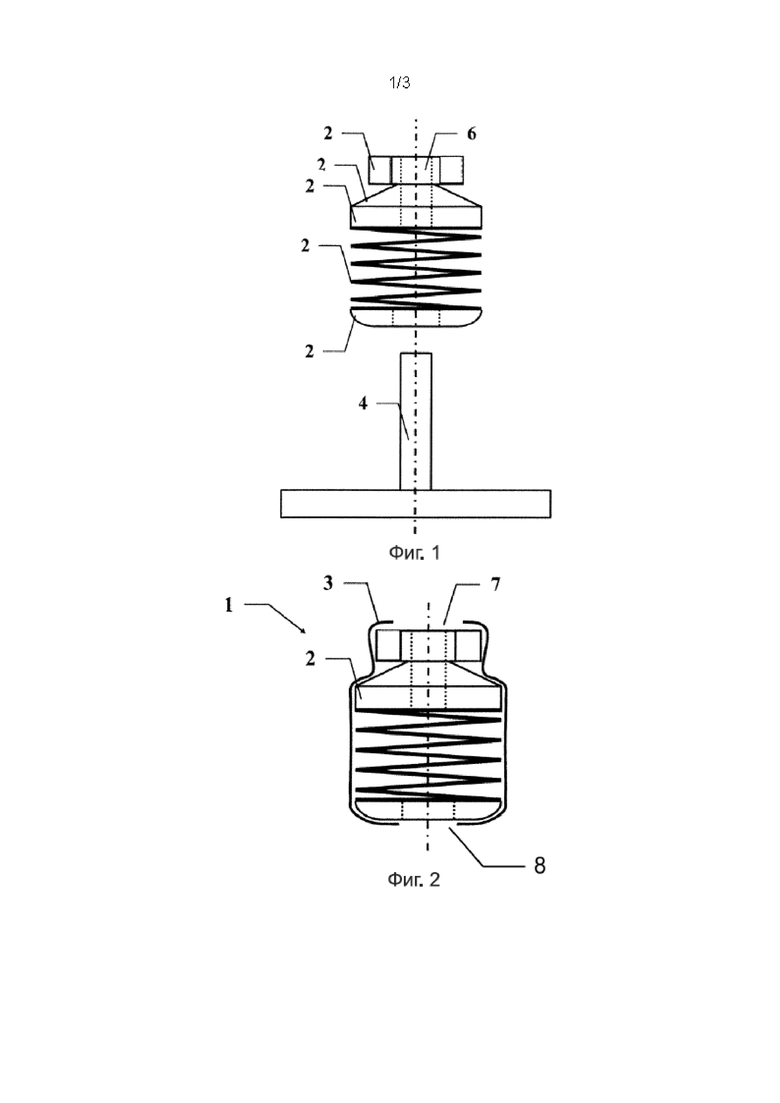
Фиг. 1 представляет вид сбоку предварительно собранного узла известного уровня техники, готового к установке на валу.
Фиг. 2 представляет вид сбоку предварительно собранного узла, показанного на фиг. 1, выполненного в соответствии с одним вариантом осуществления изобретения путем добавления гибкого фиксирующего листа,
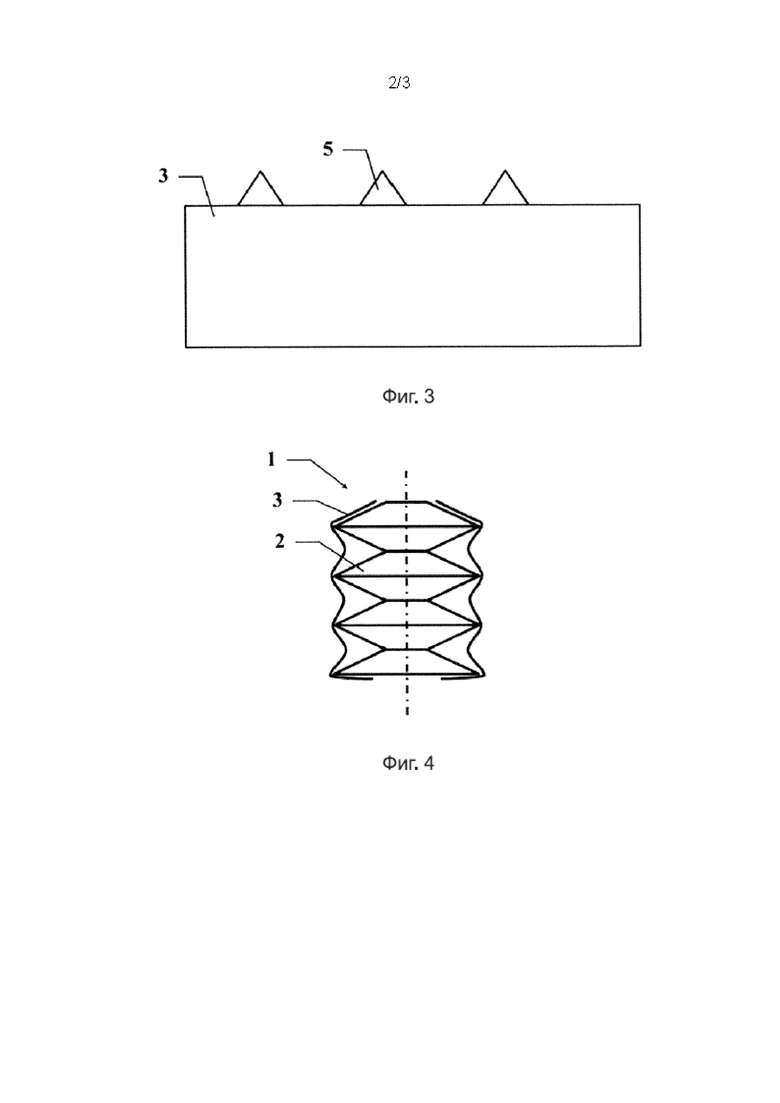
Фиг. 3 иллюстрирует развёрнутый вид одного варианта осуществления пластиковой плёнки, предназначенной для образования гибкого фиксирующего листа.
Фиг. 4 иллюстрирует в вид сбоку одного варианта осуществления предварительно собранного узла в соответствии с изобретением, в частности, подходящего для фиксации изоляционного блока в стенке резервуара танкера-метановоза.
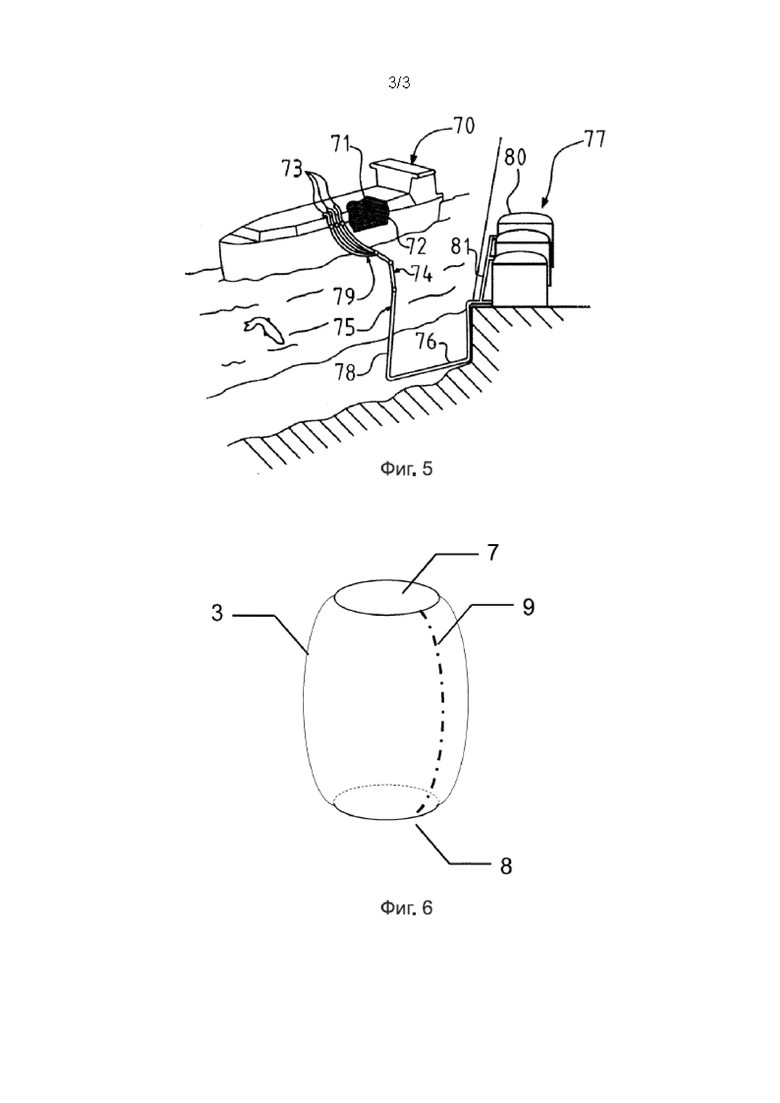
Фиг. 5 иллюстрирует схематическое изображение с вырезом резервуара танкера-метановоза и терминала для загрузки/разгрузки этого резервуара.
Фиг. 6 представляет схематический вид в перспективе фиксирующего листа в виде периферийной полосы, имеющей линию предварительного надреза.
Фиг. 1 иллюстрирует частую ситуацию при механической сборке. На гладкий или резьбовой вал 4 должен быть комплект деталей 2. В этих деталях выполнено отверстие 6, предназначенное для прохождения упомянутого вала 4. Чаще всего, хотя и не необязательно, они представляют собой окружности вокруг вала 4. Детали 2 могут представлять собой шайбы любого вида, чашки, уплотнители, пружины и т.д. в зависимости от требований сборки.
Чаще всего необходимо соблюдать тип каждой детали 2, её количество и порядок в комплекте, а также её ориентацию в случае несимметричной детали 2. Также в сложных условиях может быть затруднительно правильно собрать комплект на месте и удерживать детали 2 собранными до установки на валу 4.
Таким образом, изобретение предлагает предварительно собрать детали 2 в цехе или на заводе, где можно проверить комплект и зафиксировать его с помощью гибкого фиксирующего листа 3.
Для этого, как показано на фиг. 2, собирают комплект деталей 2, необходимых для сборки и расположенных в конфигурации для сборки, т.е. по типу, количеству и ориентации в соответствии с окончательным расположением при сборке. Затем фиксируют детали в комплекте с помощью гибкого фиксирующего листа 3, предназначенного для полного или частичного обёртывания боковой поверхности деталей 2 в комплекте.
В соответствии с одним предпочтительным вариантом осуществления гибкий фиксирующий лист 3 содержит пластиковую плёнку. Малая толщина, характерная для пленки, предпочтительна тем, что она существенно не меняет размеры комплекта и, следовательно, не изменяет процесс сборки.
Используемый пластик может быть любого типа. Предпочтительно он является прозрачным для проверки наличия деталей 2, их расположения и состояния.
В соответствии с одним вариантом осуществления гибкий фиксирующий лист 3 содержит термоусадочную втулку. Термоусадочная втулка предпочтительно упрощает производство: втулку устанавливают вокруг деталей 2 предпочтительно вдоль оси вала 4, после чего под воздействием горячего воздуха втулка сжимается вокруг деталей 2, фиксирует их и удерживает гибкий фиксирующий лист 3 на деталях 2.
Кроме того, может быть предусмотрен любой другой вариант осуществления. Например, использование нити или ленты позволяет получить гибкий фиксирующий лист 3 путём намотки её вокруг комплекта.
Альтернативно или дополнительно гибкий фиксирующий лист может быть выполнен из лака или воска, обвертывающего комплект и нанесённого путём погружения в ванну или с помощью кисти или распылителя.
В соответствии с другим признаком гибкий фиксирующий лист 3 может полностью обёртывать комплект. В этом случае во время сборки вал 4 прокалывает гибкий фиксирующий лист 3 на уровне отверстия 6 с двух концов комплекта.
Прокалывание может быть облегчено путём уменьшения прочности гибкого фиксирующего листа 3 на уровне двух мест прохождения вала 4.
В соответствии с другим признаком для облегчения сборки гибкий фиксирующий лист 3 может быть дополнительно проколот на уровне прохождения вала 4. В зависимости от варианта осуществления прокол может быть изначальным или может быть выполнен на последующем этапе.
Изначальный прокол: во время изготовления гибкого фиксирующего листа 3 материал не наносят.
Последующий прокол: гибкий фиксирующий лист 3 изготавливают за одно целое, а затем протыкают два отверстия 7 и 8 на уровне отверстия 6 с двух концов комплекта.
В соответствии с одним вариантом осуществления гибкий фиксирующий лист 3 содержит по меньшей мере одну периферийную полосу. Пример такой периферийной полосы показан на фиг. 3. Полоса называется периферийной в том, смысле что она предназначена для намотки по периферии комплекта для образования гибкого фиксирующего листа 3. Треугольные метки 5, показанные на фиг. 3, в окончательной конфигурации расположены на торцевой поверхности комплекта вокруг установленного вала 4.
В соответствии с другим альтернативным или дополнительным вариантом осуществления гибкий фиксирующий лист 3 содержит по меньшей мере одну осевую полосу. Полоса называются осевой в том смысле, что она накладывается на комплект параллельно оси комплекта и не покрывает всю боковую поверхность комплекта. В этом случае по участку или по всей ширине осевой полосы может продолжаться предварительный надрез.
В соответствии с другим признаком гибкий фиксирующий лист 3 дополнительно содержит адгезив для приклеивания к деталям 2 и/или к самому себе 3. Таким образом, адгезив может обеспечивать удержание нити или ленты, намотанной по спирали вокруг комплекта, как на комплекте, так и на самой нити или ленте. Адгезив может дополнительно обеспечивать удержание периферийной или осевой полосы как на комплекте, так и на самой полосе. Таким образом, периферийная полоса может приклеиваться к комплекту, а при увеличении длины к самой себе.
В частности, благодаря малому общему размеру, гибкий фиксирующий лист 3 может оставаться на месте, в том числе после сборки. С другой стороны, если желательно удалить его после осуществления сборки, на гибком фиксирующем листе 3 предпочтительно сделать предварительный надрез, например, в виде разрывной линии, для облегчения удаления гибкого фиксирующего листа 3 после сборки.
Предварительный надрез может быть выполнен разными способами. В соответствии с одним конкретным вариантом осуществления, показанным на фиг. 6, гибкий фиксирующий лист 3 содержит между отверстиями 7 и 8 предварительный надрез 9, продолжающийся по всей длине боковой поверхности гибкого фиксирующего листа 3, обращённой к боковой поверхности комплекта. Альтернативно предварительный надрез 9 может проходить только по участку длины боковой поверхности гибкого фиксирующего листа 3 от одного из отверстий 7 и 8. Ориентация предварительного надреза 9 может быть осевой, как показано, или может быть под наклоном относительно оси, например, в виде спирали. Предварительный надрез 9 может быть получен путём перфорации гибкого фиксирующего листа 3 в виде пунктирной линии. Альтернативно предварительный надрез 9 может быть получен путём прохождения режущего средства по участку или по всей длине гибкого фиксирующего листа 3 для уменьшения прочности гибкого фиксирующего листа 3 на уровне предварительного надреза.
В частности, гибкий фиксирующий лист 3 может содержать множество предварительных надрезов, аналогичных предварительному надрезу 9. При использовании предварительный надрез 9 может быть удалён после установки предварительно собранного узла 1 на валу 4 для обеспечения возможности удаления гибкого фиксирующего листа 3.
В соответствии с одним конкретным вариантом осуществления, показанным на фиг. 4, комплект содержит пружинные шайбы, также известные как тарельчатые шайбы. Для максимизации упругости тарельчатые шайбы предпочтительно перевёрнуты относительно друг друга. При таком применении количество шайб предпочтительно является нечётным.
В зависимости от собранного комплекта предварительно собранный узел может быть не симметричным при установке его на валу 4. Также, несмотря на то, что предварительно собранный узел позволяет предотвратить ошибки при сборке комплекта, помимо этого необходимого избегать ошибок при его установке в случае, когда имеется два варианта. Для этого в соответствии с другим признаком предпочтительно сделать маркировку 5, либо визуальную, либо тактильную, для обеспечения защиты от ошибок.
Для этого предварительно собранный узел 1 предпочтительно маркируют. Маркировка может быть выполнена путём гравировки, нанесения материала, краски или лака непосредственно на одной из деталей 2 комплекта, предпочтительно на одной из концевых деталей 2.
В соответствии с предпочтительным вариантом осуществления, в котором детали 2 остаются нетронутыми, и который более прост в реализации, упомянутую маркировку 5 выполняют с помощью гибкого фиксирующего листа 3. Маркировка позволяет указать предпочтительную ориентацию предварительно собранного узла 1 для его установки на валу 4. Маркировка 5 может представлять собой, например, дополнительный участок пластиковой плёнки, выполненный в другом цвете. Пример такой маркировки 5 показан на фиг. 3. Периферийная полоса прямоугольной формы, предназначенная для намотки по периферии комплекта, завершается выступами 5, которые предпочтительно окрашены. После намотки все выступы 5 расположены вокруг одного отверстия 6 на торцевой поверхности комплекта, указывая предпочтительную ориентацию предварительно собранного узла 1.
Изобретение дополнительно относится к способу изготовления предварительно собранного узла 1 деталей 2, выполненных с возможностью установки на валу 4, например, шайб. Способ содержит следующие этапы. На первом этапе собирают комплект из по меньшей мере двух деталей. Комплект соответствует конфигурации для сборки. Другими словами, детали 2 расположены по типу, количеству и ориентации в соответствии с требованиями механической сборки. Затем на втором этапе применяют гибкий фиксирующий лист 3, выполненный с возможностью фиксации упомянутых по меньшей мере двух деталей 2 комплекта путём полного или частичного обёртывания боковой поверхности.
В соответствии с возможным вариантом осуществления можно проверить собранный комплект после сборки. Например, это может быть выполнено путём измерения размера комплекта в направлении вала 4. Измерение размера или высоты комплекта может быть выполнено разными способами, например, с помощью системы калибровочных шайб, лазерной телеметрии или штангенциркуля. В случае сборки, показанной на фиг. 4, такое измерение позволяет проверить правильное количество и ориентацию деталей 2. Фактически, отсутствующая или неправильно ориентированная тарельчатая шайба значительно изменяет высоту комплекта.
Предварительно собранный узел 1, включающий в себя комплект тарельчатых шайб, может использоваться в удерживающем элементе для сборки изоляционной стенки, например, стенки резервуара для хранения криогенной текучей среды.
Удерживающий элемент или соединитель, закрепляющий изоляционный блок на несущей поверхности, например, на несущей стенке судна, показан на фиг. 2 в публикации документа FR-A-2798902 и на фиг. 23 в публикации документа WO-0A-2017103500.
В этом случае предварительно собранный комплект тарельчатых шайб предпочтительно содержит нечётное количество шайб, расположенных таким образом, что вогнутая торцевая поверхность обращена к металлической пластине, оказывающей прижимное усилие на изоляционный блок или блоки, а выпуклая торцевая поверхность обращена к гайке, навинченной на шпильку, на которую надет комплект.
Гайка также может быть частью предварительно собранного комплекта.
Обратимся к фиг. 15, вид с вырезом танкера-метановоза 70 иллюстрирует герметичный и изолированный резервуар 71 в общем призматической формы, установленный в двойном корпусе 72 судна. Стенка резервуара 71 включает в себя основной герметичный барьер, предназначенный для контакта с СПГ, содержащимся в резервуаре, вспомогательный герметичный барьер, расположенный между основным герметичным барьером и двойным корпусом 72 судна, и два теплоизолирующих барьера, расположенных соответственно между основным герметичным барьером и вспомогательным герметичным барьером и между вспомогательным герметичным барьером и двойным корпусом 72.
Как известно, трубопроводы 73 загрузки/разгрузки, расположенные на верхней палубе судна, могут быть соединены с помощью соответствующих соединителей с морским или портовым терминалом для передачи СПГ в резервуар 71 или из него.
Фиг.. 5 иллюстрирует пример морского терминала, включающего в себя станцию 75 загрузки и разгрузки, подводный трубопровод 76 и наземное сооружение 77. Станция 75 загрузки и разгрузки представляет собой стационарное прибрежное сооружение, включающее в себя подвижную стрелу 74 и башню 78, которая поддерживает подвижную стрелу 74. Подвижная стрела 74 удерживает связку изолированных гибких шлангов 79, которые могут быть соединены с трубопроводами 73 загрузки/разгрузки. Поворотная подвижная стрела 74 может быть адаптирована к танкерам-метановозам всех размеров. Внутри колонны 78 проходит соединительный трубопровод (не показан). Станция 75 загрузки и разгрузки позволяет выполнять загрузку и разгрузку танкера-метановоза 70 из наземного сооружения 77 или на него. Последнее включает в себя резервуары 80 для сжиженного газа и соединительные трубопроводы 81, соединённые подводным трубопроводом 76 со станцией 75 загрузки или разгрузки. Подводный трубопровод 76 позволяет передавать сжиженный газ между станцией 75 загрузки или разгрузки и наземным сооружением 77 на большое расстояние, например, 5 км, что позволяет останавливать танкер-метановоз 70 на большом расстоянии от берега во время операций загрузки и разгрузки.
Для создания давления, необходимого для передачи сжиженного газа, используются насосы, установленные на борту судна 70, и/или насосы, установленные в наземном сооружении 77, и/или насосы, установленные на станции 75 загрузки и разгрузки.
Хотя изобретение описано со ссылкой на несколько конкретных вариантов осуществления, очевидно, что оно никоим образом не ограничивается ими, и что оно включает в себя все технические эквиваленты и сочетания описанных средств, если они находятся в пределах объёма изобретения.
Использование глагола «включать в себя» или «содержать» и производных форм не исключает наличия элементов или этапов, отличных от изложенных в пункте формулы изобретения
В формуле изобретения любая ссылочная позиция в скобках не должна интерпретироваться как ограничение пункта формулы изобретения.
Изобретение относится к предварительно собранному узлу (1) деталей (2), выполненных с возможностью установки на валу (4), к способу изготовления узла (1), к изоляционной стенке, содержащей узел (1), к судну (70), содержащему указанную изоляционную стенку, и к системе передачи текучей среды, содержащей судно (70). Узел (1) содержит комплект, содержащий по меньшей мере две тарельчатые шайбы (2), расположенные в конфигурации для сборки, в котором шайбы перевернуты относительно друг друга, причем собранный узел (1) содержит гибкий фиксирующий лист (3), выполненный с возможностью фиксации упомянутых по меньшей мере двух тарельчатых шайб (2) комплекта путем полного или частичного обертывания боковой поверхности комплекта, при этом гибкий фиксирующий лист (3) содержит адгезив для приклеивания к тарельчатым шайбам (2) и/или к самому себе (3). Способ изготовления предварительно собранного узла (1) деталей (2), выполненных с возможностью установки на валу (4), включающий этапы, на которых собирают комплект, содержащий по меньшей мере две тарельчатые шайбы (2), расположенные в конфигурации для сборки, причем шайбы перевернуты относительно друг друга, накладывают гибкий фиксирующий лист (3), выполненный с возможностью фиксации упомянутых по меньшей мере двух тарельчатых шайб (2) комплекта путем полного или частичного обертывания боковой поверхности комплекта, в котором гибкий фиксирующий лист (3) содержит адгезив для приклеивания к тарельчатым шайбам (2) и/или к самому себе (3). Технический результат заключается в предоставлении предварительно собранного узла, содержащего некоторые или все детали, предназначенные для установки на валу, по типу, ориентации и количеству в соответствии с требованиями сборки, зафиксированные как одно целое для облегчения работы с ними. 6 н. и 10 з.п. ф-лы, 6 ил.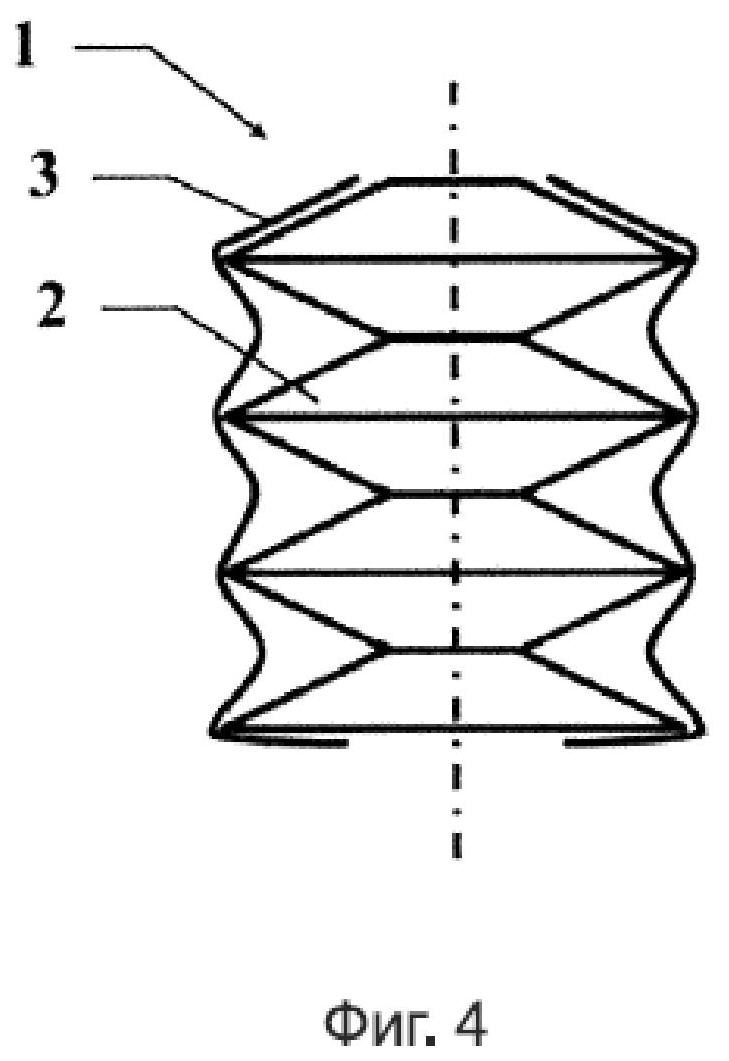
1. Предварительно собранный узел (1), выполненный с возможностью установки на валу (4), содержащий комплект, включающий в себя по меньшей мере две детали (2) в виде тарельчатых шайб (2), расположенных в конфигурации для сборки, в которой тарельчатые шайбы (2) перевернуты относительно друг друга, причем собранный узел (1) содержит гибкий фиксирующий лист (3), выполненный с возможностью фиксации упомянутых по меньшей мере двух тарельчатых шайб (2) комплекта путем полного или частичного обертывания боковой поверхности комплекта, при этом гибкий фиксирующий лист (3) содержит адгезив для приклеивания к тарельчатым шайбам (2) и/или к самому себе (3).
2. Предварительно собранный узел (1) по п.1, в котором гибкий фиксирующий лист (3) содержит пластиковую пленку.
3. Предварительно собранный узел (1) по п.1 или 2, в котором гибкий фиксирующий лист (3) содержит термоусадочную втулку.
4. Предварительно собранный узел (1) по любому из пп.1-3, в котором гибкий фиксирующий лист (3) выполнен проколотым или имеет меньшую прочность на уровне прохождения вала (4).
5. Предварительно собранный узел (1) по любому из пп.1-4, в котором гибкий фиксирующий лист (3) содержит по меньшей мере одну периферийную полосу, полностью окружающую боковую поверхность комплекта.
6. Предварительно собранный узел (1) по любому из пп.1-5, в котором гибкий фиксирующий лист (3) содержит по меньшей мере одну осевую полосу, проходящую в осевом направлении комплекта по участку боковой поверхности комплекта.
7. Предварительно собранный узел (1) по любому из пп.1-6, в котором гибкий фиксирующий лист (3) предварительно надрезан для облегчения его удаления после сборки.
8. Предварительно собранный узел (1) по любому из пп.1-7, в котором комплект содержит нечетное количество тарельчатых шайб (2).
9. Предварительно собранный узел (1) по п.8, в котором комплект дополнительно содержит гайку.
10. Предварительно собранный узел (1) по любому из пп.1-9, в котором предварительно собранный узел (1) содержит маркировку (5) для указания осевой ориентации комплекта.
11. Изоляционная стенка для резервуаров для хранения криогенной текучей среды, отличающаяся тем, что содержит удерживающий элемент, содержащий по меньшей мере один предварительно собранный узел (1) по любому из пп.1-10, причем упомянутый удерживающий элемент взаимодействует с по меньшей мере одним изоляционным блоком для удержания изоляционного блока на опорной поверхности.
12. Судно (70) для транспортировки текучей среды, содержащее двойной корпус (72) и герметичный и теплоизоляционный резервуар (71), расположенный в двойном корпусе (72), причем герметичный и теплоизоляционный резервуар (71) содержит изоляционную стенку по п.11.
13. Система передачи текучей среды, включающая в себя судно (70) по п.12, изолированные трубопроводы (73, 79, 76, 81), расположенные с возможностью соединения резервуара (71), установленного в корпусе (72) судна (70), с плавучим или наземным хранилищем (77), и насос для подачи потока текучей среды по изолированным трубопроводам (73, 79, 76, 81) из плавучего или наземного хранилища (77) в резервуар (71) судна (70) или из резервуара (71) судна (70) в плавучее или наземное хранилище (77).
14. Способ изготовления предварительно собранного узла (1), выполненного с возможностью установки на валу (4), отличающийся тем, что он включает в себя следующие этапы, на которых:
собирают комплект, содержащий по меньшей мере две детали (2) в виде тарельчатых шайб (2), расположенных в конфигурации для сборки, причем тарельчатые шайбы (2) перевернуты относительно друг друга,
накладывают гибкий фиксирующий лист (3), выполненный с возможностью фиксации упомянутых по меньшей мере двух тарельчатых шайб (2) комплекта путем полного или частичного обертывания боковой поверхности комплекта, в которой гибкий фиксирующий лист (3) содержит адгезив для приклеивания к тарельчатым шайбам (2) и/или к самому себе (3).
15. Способ по п.14, дополнительно включающий в себя после этапа сборки этап, на котором проверяют собранный комплект путем измерения размера комплекта в направлении вала (4).
16. Способ загрузки или разгрузки судна (70) по п.12, в котором текучую среду подают по изолированным трубопроводам (73, 79, 76, 81) из плавучего или наземного хранилища (77) в резервуар (71) судна (70) или из резервуара (71) судна (70) в плавучее или наземное хранилище (77).
| Полимерная композиция | 1988 |
|
SU1834893A3 |
| EP 371834 A1, 06.06.1990 | |||
| Композитный порошковый фотокатализатор и способ его получения | 2023 |
|
RU2829486C1 |
| ГЕРМЕТИЗИРУЮЩАЯ ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА РЕЗЕРВУАРА ДЛЯ ХРАНЕНИЯ ТЕКУЧЕЙ СРЕДЫ | 2014 |
|
RU2631746C2 |
| ГЕРМЕТИЗИРОВАННЫЙ И ТЕПЛОИЗОЛИРОВАННЫЙ ГРУЗОВОЙ ТАНК, ИНТЕГРИРОВАННЫЙ В НЕСУЩУЮ КОНСТРУКЦИЮ | 2012 |
|
RU2588920C2 |
| МНОГОСЛОЙНАЯ ИЗОЛИРУЮЩАЯ ОНОРА | 0 |
|
SU205842A1 |
| Криогенный сосуд | 1987 |
|
SU1581956A1 |
