Предлагаемое техническое решение относится к сфере обработки металла давлением, а также к области строительства и может быть использовано в мостовых и подкрановых конструкциях, в несущих системах покрытий (перекрытий) различных зданий и сооружений.
Разработано технические решение, оформленное как способ изготовления овальных сварных прямолинейных труб, который осуществляется следующим образом. Круглую прямошовную трубу после формовки и сварки ориентируют по периметру сечения под определенным углом относительно малой оси овала (примерно 39°32'). После ориентации сварного шва круглая труба поступает в двухвалковый калибр, где происходит ее овализация с размерами малой оси около 440 мм и большой - 650 мм [Заранкин В.Н. Способ изготовления овальных сварных прямолинейных труб. - Авторское свидетельство №1466827, 23.03.1989, бюл. №11]. Такой способ обеспечивает расположение сварных швов в зонах минимальных напряжений изгиба овальных труб, форма сечений которых при этом отлична от профилей с наибольшей несущей способностью.
Известно техническое решение, представляющее из себя способ повышения несущей способности цилиндрической трубы на изгиб, который заключается в ее обжатии при нагреве до 600…650°С с образованием овального профиля, оптимизированного по критерию максимума несущей способности, коим является наибольший (максимальный) момент сопротивления [Нежданов К.К., Туманов В.А., Нежданов А.К., Рубликов С.Г. Способ повышения несущей способности цилиндрической трубы на изгиб. - Патент №2304479, 20.08.2007, бюл. №23]. Однако производство горячекатаного профиля овального сечения таким способом вызывает дополнительные затраты на повторный нагрев цилиндрической трубы из высококачественной стали с не менее качественной ее сваркой.
Известно еще одно техническое решение в виде способа получения из цилиндрической трубы круглого профиля, работающей на изгиб, трубы овального профиля, оптимизированного по критерию максимума момента сопротивления и сплющенного раздачей трубы в холодном состоянии посредством домкратной системы изнутри между двух матриц [Нежданов К.К., Нежданов А.К., Жуков А.Н. Способ получения из цилиндрической трубы круглого профиля работающей на изгиб трубы овального профиля. - Патент №2460603, 20.04.2011, бюл. №11]. Суть отличительных признаков обоих решений заключается в том, что, если трубчатые профили имеют сечения овальной формы с отношением габаритов 1/2,99999≈1/3, то моменты сопротивления этих сечений максимальны, а профили с такими сечениями обладают наибольшими ресурсами несущей способности на изгиб. Основной недостаток обоих решений заключается в сложной форме овальной трубы, поверхность которой характеризуется полным отсутствием плоских участков и таким же отсутствием участков постоянной кривизны. Такая характерность увеличивает сложности, как изготовления самой трубы, так и ее применения в стержневых или балочных конструкциях, что сопровождается определенным ростом затрат.
Продолжением представленного ряда известных технических решений является способ перепрофилирования круглой трубы, включающий технологические операции по изменению поперечного сечения, в результате которых поперечному сечению трубы придают плоскоовальную форму с отношением габаритных размеров 1/3,064 по средней линии этого сечения [Марутян А.С. Способ перепрофилирования круглой трубы. - Патент №2623558, 27.06.2017, бюл. №18]. Форма плоскоовальной трубы по сравнению с овальным профилем несколько упростилась, поскольку ее поверхность включает пару параллельных плоских участков, соединенных парой полукольцевых участков постоянной кривизны. При замене пары полукольцевых участков парой параллельных плоских участков плоскоовальный профиль может еще упроститься и трансформироваться в квадратную трубу [Акопян К.Э., Колобов А.В., Селезнев М.С., Соминин М.А., Юсупов B.C. Производство электросварных стальных труб квадратного сечения. - Череповецкие чтения - 2014. Международный семинар «Проблемы черной металлургии - 2014. С. 140-146»] или прямоугольную трубу [Михайлов А.Г., Маслан Л.В., Бузик В.П., Белоцерковский М.С., Клементьев М.М., Скаченко Ю.Н., Бродский В.М. Устройство для перепрофилирования круглых труб в прямоугольные. - Авторское свидетельство №1438876, 23.11.1988, бюл. №43]. Для того чтобы прямоугольная труба обладала наибольшими ресурсами несущей способности на изгиб, ее необходимо дополнительно проработать и оптимизировать определенным образом.
За аналог можно принять известное решение, заключающееся в еще одном способе перепрофилирования круглой трубы в прямоугольную с отношением сторон 1/3 по средней линии ее расчетного сечения [Марутян А.С. Способ перепрофилирования круглой трубы в прямоугольную. - Патент №2756683, 04.10.2021, бюл. №28]. Такое решение имеет недостаток, характерный для всех трубчатых профилей квадратной или прямоугольной формы сечения, представляющий собой наклеп основного металла в зонах угловых сопряжений их полок и стенок. Полностью избежать наклепа металла не представляется возможными, но его вполне можно и нужно минимизировать посредством уменьшения остроты угловых сопряжений между гранями профильной трубы.
Наиболее близким техническим решением (принятым за прототип) к предлагаемому является шестиугольная профильная труба, включающая пару стенок и две пары наклонных граней, образующих со стенками тупые углы в 120° [Jun-zhi Liu, Han Fang, Shuxian Chen, Tak-Ming Chan. Material properties and residual stresses of high strength steel hexagonal hollow sections // Journal of Constructional Steel Research 190 (2022) 107061]. Трубчатый профиль прототипа имеет в поперечном сечении форму равностороннего или правильного шестиугольника, весьма эффективного в несущих конструкциях, оказывающих силовое сопротивление продольным нагрузкам. При действии поперечных нагрузок такое сечение более рационально развить в силовой плоскости конструкции. Для того чтобы оно обладало наибольшими ресурсами несущей способности на изгиб, его целесообразно дополнительно проработать и оптимизировать по примеру технического решения из аналога. При этом шестиугольный профиль приведен в такое рабочее (проектное) положение, при котором его больший габарит совпадает с вертикалью, а компоновка включает пару стенок (вертикальных граней) и две пары наклонных граней.
Техническим результатом предлагаемого решения является повышение несущей способности трубчатого профиля за счет увеличения расчетного параметра, определяющего прочность на изгиб.
Указанный технический результат достигается тем, что в способе перепрофилирования круглой трубы, включающем технологические операции по изменению поперечного сечения, получают трубу с поперечным сечением шестиугольной формы из пары равновысоких стенок (вертикальных граней) и двух пар равноразмерных наклонных граней. Наклонные грани образуют со стенками тупые углы в 120°. Отношение габаритных размеров ширины и высоты сечения составляет 1/4,988 по средней линии этого сечения.
Предлагаемое техническое решение заключается в перепрофилировании трубчатых профилей круглой формы посредством технологических операций из аналога с заменой прямоугольной формы сечений, характеризующейся отношением сторон 1/3, на шестиугольную форму с отношением габаритов 1/4,988 по средней линии этих сечений.
Предлагаемое техническое решение поясняется графическими материалами, где на
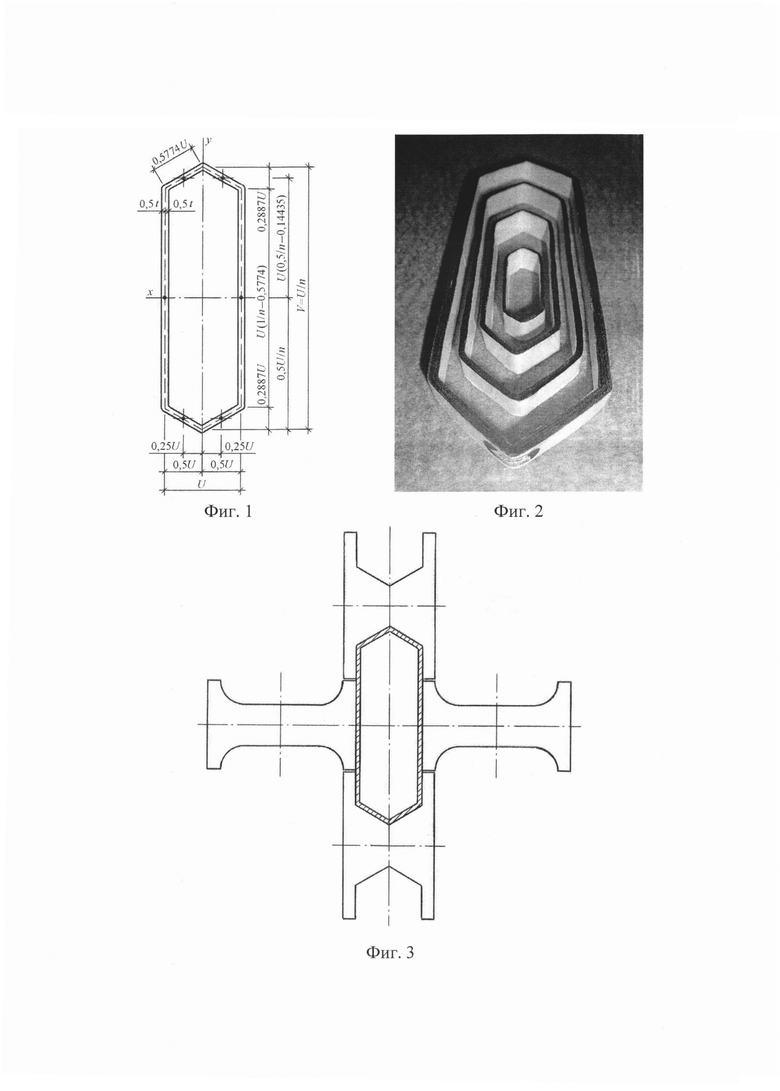
фиг. 1 показана расчетная схема поперечного сечения шестиугольной трубы;
фиг. 2 приведен снимок среза разнокалиберных шестиугольных труб;
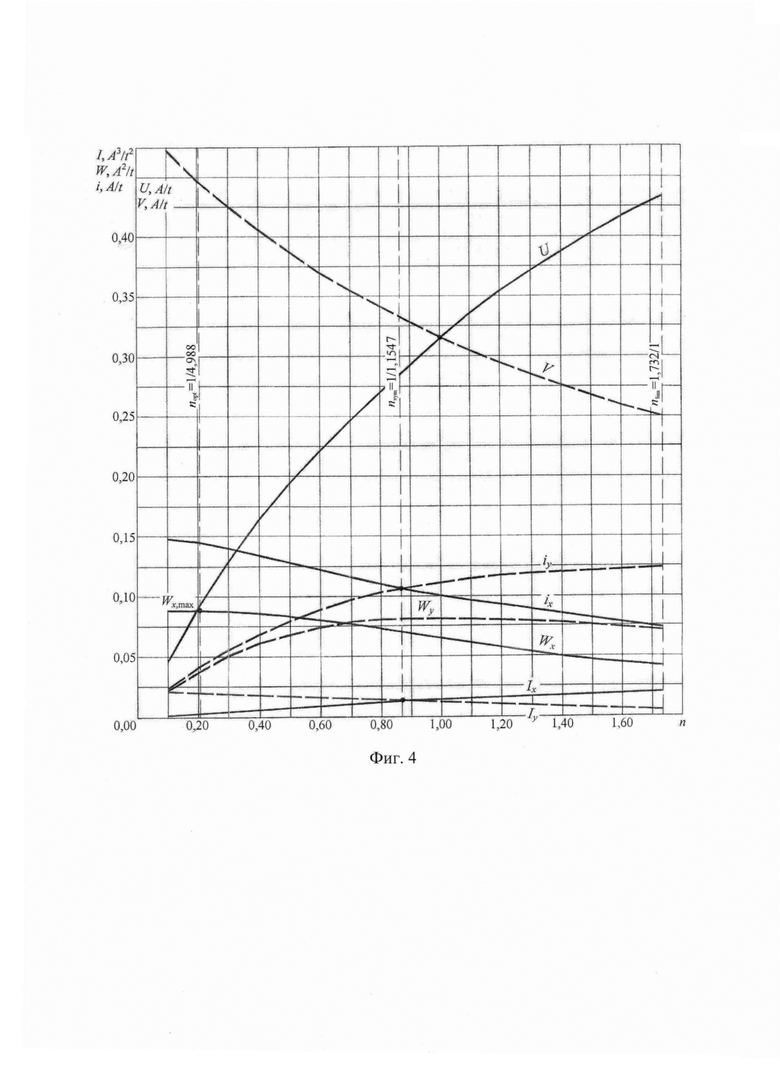
фиг. 3 изображен поперечный разрез шестиугольной трубы, обжатой валками с четырех направлений;
фиг. 4 представлены графики изменений статических (геометрических) характеристик расчетных сечений шестиугольных труб в зависимости от увеличения отношений их габаритов.
Для вывода приведенного отношения габаритов поперечного сечения шестиугольной трубы и количественной оценки ее несущей способности целесообразно рассчитать моменты инерции сечения Ix и Iy относительно главных центральных осей, а также площадь сечения А. Такое сечение можно считать составным из шести прямоугольных участков: двух вертикальных равновысоких граней (стенок) и четырех равноразмерных наклонных граней, образующих со стенками тупые углы в 120°. Расчетные выкладки при этом допустимо выполнять по средней линии тонкостенного сечения без учета численных величин, содержащих значение толщины, возведенного во вторую и третью степень (t2, t3), а также без учета угловых закруглений [Марутян А.С. Оптимизация конструкций из трубчатых (гнутосварных) профилей квадратных (прямоугольных) и ромбических сечений. - Строительная механика и расчет сооружений, 2016, №1. - С. 30-38].
При вычислении осевых моментов инерции сечения шестиугольной трубы целесообразно воспользоваться правилом параллельного переноса осей и правилом поворота осей (в данном расчетном случае на 60°), чтобы после соответствующих преобразований получить расчетные формулы в следующем виде:

где значение габаритного размера высоты сечения V заменено его соотношением с габаритным размером ширины сечения U, то есть V=U/n, (0≤n≤1,732), a t - толщина шестиугольной трубы.
Здесь отношение габаритных размеров ширины и высоты n=UIV ограничено предельным значением nlim=1,732, при котором шестиугольный профиль трансформируется в ромбический.
Площадь поперечного сечения тонкостенного шестиугольного профиля вполне допустимо рассчитать по длине средней линии:

Радиусы инерции сечения:

Моменты сопротивления сечения:

Для контрольной проверки расчетных выкладок можно, приравняв разницу значений осевых моментов инерции к нулю (Ix-Iy-0), получить уравнение третьей степени

с корнями

Из этих корней практический интерес представляет второй, значение которого с весьма высокой точностью соответствует расчетному сечению трубы с профилем в виде правильного или равностороннего шестиугольника, когда его габарит по ширине соответствует размеру «под ключ» резьбовых соединений:
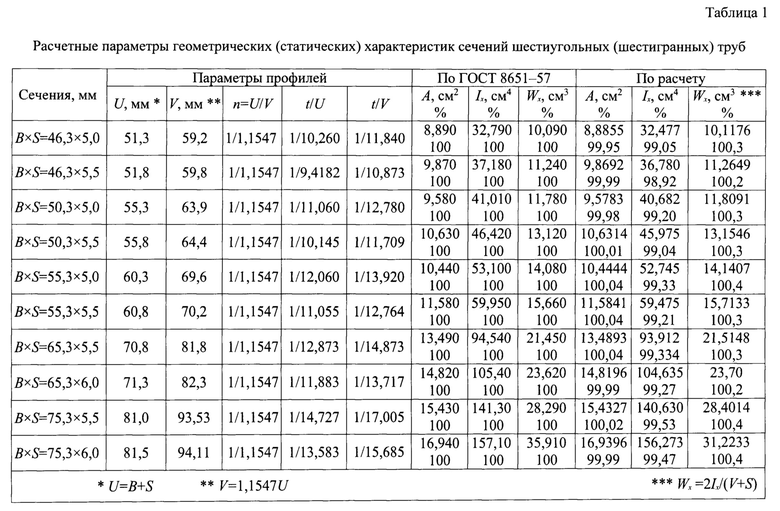
Полученные расчетные формулы целесообразно также протестировать, поскольку для их вывода использована средняя линия поперечного сечения шестиугольной трубы. Кроме того, моменты сопротивления сечения относительно осей х-х и у-у рассчитаны на уровнях той же средней линии. Тестовый расчет целесообразно выполнить на базе 10 наиболее крупнокалиберных и толстостенных труб стальных шестигранных по ГОСТ 8651-57, сечения которых имеют форму равностороннего (правильного) шестиугольника [Трубы стальные шестигранные по ГОСТ 8651-57. Сортамент.URL:
https://www.centrattek.ru/media/documents/%D0%93%D0%9E%D0%A1%D0%A2_8651-57%_D0%A2%D1%80%D1%83%D0%B1%D1%8B_%D1%81%D1%82%D0%B0%D0%BB%D1%8C%D0%BD%D1%8B%D0%B5_%D1%88%D0%B5%D1%81%D1%82%D0%B8%D0%B3%D1%80%D0%B0%D0%BD%D0%BD%D1%8B%D0%B5._%D0%A1%D0%BE%D1%80%D1%82%D0%B0%D0%BC%D0%B5%D0% BD%D1%82.pdf (дата обращения: 11.07.2022]. Основные итоги такого теста нагляднее представить в табличном виде, по которому можно заключить, что полученные расчетные формулы достаточно корректны для продолжения численных выкладок с их применением.
Чтобы найти экстремальное значение момента сопротивления сечения Wx его формулу необходимо продифференцировать по переменной n и, приравняв к нулю производную (dWx/dn=0), получить уравнение четвертой степени

с корнями

Из этих корней прикладное значение имеет третий, величину которого можно округлить до

и получить тем самым приведенное отношение.
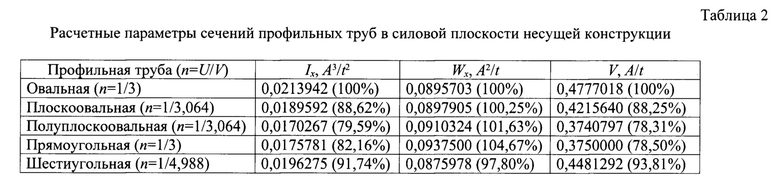
При nopt=U/V=l/4,988 трубчатый профиль шестиугольного сечения имеет следующие параметры:

Оптимизированное таким образом сечение шестиугольной трубы интересно сопоставить с оптимизированными сечениями овальной трубы, плоскоовальной трубы, прямоугольной трубы и полуплоскоовальной трубы [Марутян А.С. Полуплоскоовальная профильная труба. - Патент №2669410, 11.10.2018, бюл. №29]. Из сравнения расчетных параметров, систематизированных в табличной форме, можно прийти к выводу, что конкурентоспособность шестиугольной профильной трубы вполне достаточна для дальнейших более детальных проработок и применения в строительной практике.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении трубчатых профилей, применяемых в мостовых и подкрановых конструкциях, в несущих системах покрытий различных зданий и сооружений. Путем осуществления технологических операций по изменению поперечного сечения трубы круглой формы получают трубу с поперечным сечением шестиугольной формы. Поперечное сечение имеет пару равновысоких стенок и две пары равноразмерных наклонных граней. Наклонные грани образуют со стенками тупые углы в 120°. Отношение габаритных размеров ширины и высоты сечения составляет 1/4,988 по средней линии этого сечения. В результате обеспечивается повышение несущих возможностей полученного трубчатого профиля. 4 ил., 2 табл.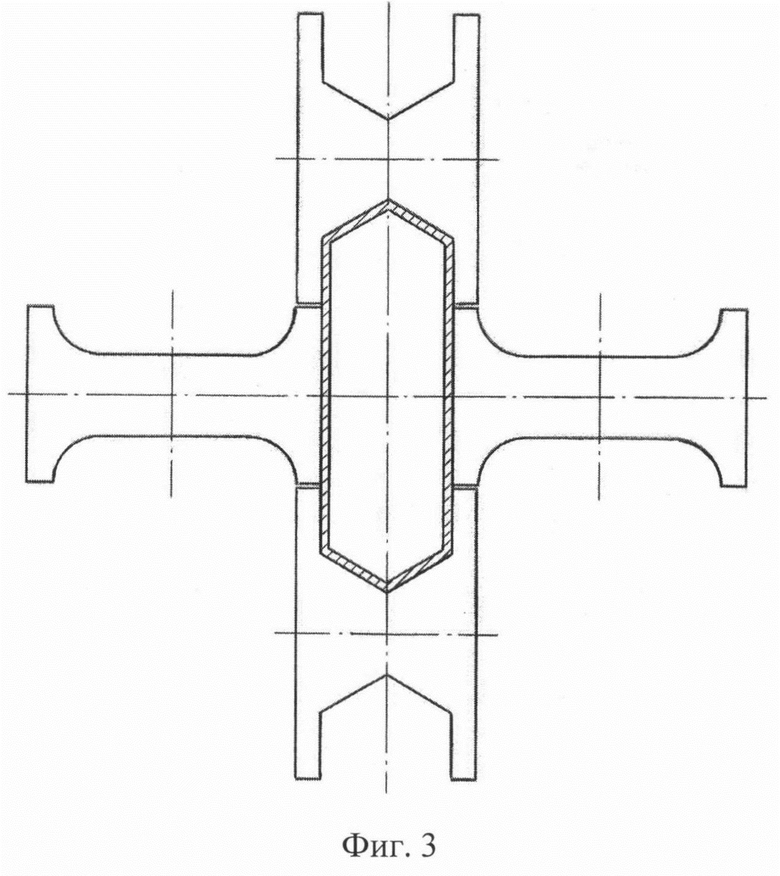
Способ перепрофилирования круглой трубы, включающий технологические операции по изменению поперечного сечения, придающему ему шестиугольную форму из пары равновысоких стенок и двух пар равноразмерных наклонных граней, где наклонные грани образуют со стенками тупые углы в 120°, отличающийся тем, что отношение габаритных размеров ширины и высоты сечения составляет 1/4,988 по средней линии этого сечения.
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2014 |
|
RU2597183C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МНОГОГРАННЫХ ТРУБ | 1990 |
|
SU1820537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| JP 61037321 A, 22.02.1986 | |||
| US 5040399 A1, 20.08.1991. | |||

