Область техники, к которой относится изобретение
Изобретение относится к способам сборки устройства для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала и к устройству для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала.
Уровень техники
Курительные изделия, как сигареты, сигары и т.п. во время их использования сжигают табак для получения табачного дыма. Были предприняты попытки предложить альтернативы этим изделиям путем создания продуктов, которые высвобождают соединения без горения. Примерами таких продуктов являются так называемые продукты "нагрева без горения" или устройства или продукты для нагревания табака, которые выделяют соединения при нагревании, но не сжигании материала. Вещество может представлять собой, например, табак или другие нетабачные продукты, которые могут содержать, а могут и не содержать никотин.
Раскрытие изобретения
В первом аспекте настоящего изобретения предложен способ сборки устройства для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала для получения аэрозоля для вдыхания пользователем, при этом устройство имеет первый проксимальный конец и второй дистальный конец. Способ включает в себя следующее: обеспечивают наличие первого каркаса для поддержки нагревательного устройства для приема и нагрева аэрозолируемого материала, при этом первый каркас или компонент, поддерживаемый первым каркасом, содержит первый соединительный элемент; обеспечивают наличие первой гильзы для формирования по меньшей мере части корпуса устройства, при этом первая гильза содержит второй соединительный элемент; и вставляют первый каркас в полость первой гильзы, чтобы вызвать автоматическое зацепление первого соединительного элемента и второго соединительного элемента во время сборки устройства.
В примере осуществления вставка приводит к зацеплению первого каркаса и первой гильзы или компонента, поддерживаемого первым каркасом, и первой гильзы, посредством первой защелкивающейся конструкции, содержащей первый соединительный элемент и второй соединительный элемент.
В примере осуществления вставка включает в себя вставку первого каркаса по направлению к концевому упору первой гильзы для блокирования перемещения первого каркаса относительно первой гильзы с помощью концевого упора.
В примере осуществления способ включает в себя следующее: блокируют перемещение первого каркаса относительно первой гильзы с помощью концевого упора. В примере осуществления блокировка перемещения включает в себя следующее: блокируют перемещение первого каркаса относительно первой гильзы в первом направлении, противоположном второму направлению, в котором первый каркас вставляют в полость.
В примере осуществления первая защелкивающая конструкция содержит концевой упор.
В примере осуществления первый соединительный элемент представляет собой выступ первого каркаса или компонента, поддерживаемого первым каркасом, а второй соединительный элемент представляет собой принимающую часть первой гильзы. В примере осуществления принимающая часть содержит концевой упор, а зацепление включает в себя следующее: вставляют выступ в принимающую часть. В примере осуществления выступ представляет собой фиксатор.
В примере осуществления первая защелкивающаяся конструкция расположена на втором дистальном конце.
В примере осуществления этап вставки первого каркаса в полость включает в себя следующее: соединяют впритык первую гильзу и первый каркас посредством концевого упора на втором дистальном конце устройства.
В примере осуществления первая гильза предназначена для соединения со второй гильзой для объединения с образованием корпуса устройства.
В примере осуществления первый проксимальный конец является концом устройства для приема аэрозолируемого материала, а второй дистальный конец является концом устройства, в который вставляют аэрозолируемый материал.
В примере осуществления второй дистальный конец представляет собой конец, противоположный отверстию для вставки аэрозолируемого материала в нагревательную камеру нагревательного устройства.
В примере осуществления способ включает в себя следующее: обеспечивают наличие второго каркаса, содержащего первую зону, которую занимает источник питания; и соединяют второй каркас и первый каркас с использованием третьего соединительного элемента первого каркаса и четвертого соединительного элемента второго каркаса.
В примере осуществления обеспечение наличия второго каркаса включает в себя следующее: обеспечивают наличие второго каркаса, содержащего первый соединительный элемент, и при этом этап вставки первого каркаса в полость первой гильзы выполняют после этапа соединения второго каркаса и первого каркаса.
В примере осуществления соединение второго каркаса и первого каркаса включает в себя следующее: осуществляют соединение с использованием второй защелкивающейся конструкции, содержащей третий соединительный элемент и четвертый соединительный элемент. В примере осуществления соединение второго каркаса и первого каркаса включает в себя следующее: вставляют второй каркас в полость первой гильзы перед соединением второго каркаса и первого каркаса.
В примере осуществления второй каркас и первый каркас соединяют на втором дистальном конце устройства.
В примере осуществления вторая защелкивающаяся конструкция расположена на втором дистальном конце.
В примере осуществления защелкивающаяся конструкция обеспечивает локальный изгиб по меньшей мере одной соединяемой части и мгновенное искривление по меньшей мере одной соединяемой части.
В примере осуществления этап вставки первого каркаса в полость первой гильзы предшествует этапу соединения второго каркаса с первым каркасом.
В примере осуществления первый каркас содержит вторую зону, которую занимает по меньшей мере одна печатная плата (PCB), и при этом этап соединения второго каркаса и первого каркаса включает в себя следующее: окружают первой гильзой вторую зону и только часть первой зоны. В примере осуществления вторая зона предназначена для размещения в ней нескольких печатных плат. В примере осуществления печатные платы имеют по существу одинаковую длину.
В примере осуществления этап окружения первой гильзой включает в себя следующее: окружают первой гильзой вторую зону по всей ее длине.
В примере осуществления способ включает в себя следующее: обеспечивают наличие второй гильзы корпуса; и соединяют вторую гильзу и первую гильзу с использованием пятого соединительного элемента первой гильзы и шестого соединительного элемента второй гильзы.
В примере осуществления соединение второй гильзы и первой гильзы включает в себя следующее: осуществляют соединение второй гильзы и первой гильзы с использованием третьей защелкивающейся конструкции, содержащей третий соединительный элемент и четвертый соединительный элемент. В примере осуществления первая гильза и вторая гильза образуют корпус устройства.
В примере осуществления с первого по третью защелкивающиеся конструкции отличаются друг от друга. В примере осуществления разница между первым и третьим защелкивающимися конструкциями заключается в различии в геометрии. В примере осуществления разница между первой и третьей защелкивающимися конструкциями заключается в различии свободы перемещения между соединенными частями. В примере осуществления разница между первой и третьей защелкивающимися конструкциями заключается в различии в конструкции. В примере осуществления разница между первой и третьей защелкивающимися конструкциями заключается в различии числа зацепляющихся частей. В примере осуществления третья защелкивающаяся конструкция может содержать три или более зацепляющихся частей. В примере осуществления вторая защелкивающаяся конструкция может содержать несколько зацепляющихся частей. В примере осуществления первая защелкивающаяся конструкция может содержать одну зацепляющуюся часть. В примере осуществления третья защелкивающаяся конструкция может содержать по меньшей мере на одну зацепляющуюся часть больше, чем вторая зацепляющаяся конструкция.
В примере осуществления этап соединения второй гильзы и первой гильзы включает в себя следующее: окружают второй гильзой и первой гильзой по меньшей мере часть первой зоны. В примере осуществления этап соединения второй гильзы и первой гильзы включает в себя следующее: окружают второй гильзой и первой гильзой по меньшей мере часть источника питания в отсеке для источника питания.
В примере осуществления этап соединения второй гильзы и первой гильзы включает в себя следующее: ограничивают двунаправленное перемещение первой гильзы относительно первого каркаса, при этом двунаправленное перемещение происходит вдоль оси, параллельной продольной оси нагревательной камеры. В примере осуществления этап соединения второй гильзы и первой гильзы включает в себя постепенное соединение. В примере осуществления постепенное соединение включает в себя следующее: пошагово соединяют и расцепляют первую гильзу и вторую гильзу в течение ряда фиксированных этапов. В примере осуществления количество фиксированных этапов пошагового соединения и расцепления соответствует количеству соединяемых частей третьей защелкивающейся конструкции.
В примере осуществления этап соединения второй гильзы и первой гильзы включает в себя следующее: вставляют соединенный первый и второй каркас в полость второй гильзы перед соединением второй гильзы и первой гильзы.
В примере осуществления этап соединения второй гильзы и первой гильзы включает в себя следующее: совмещают управляемую пользователем кнопку с отверстием во второй гильзе. В примере осуществления этап соединения второй гильзы и первой гильзы включает в себя следующее: закрывают управляемую пользователем кнопку второй гильзой до тех пор, пока управляемая пользователем кнопка не совместится с отверстием во второй гильзе.
В примере осуществления этап соединения второй гильзы и первой гильзы включает в себя следующее: окружают второй гильзой часть нагревательной камеры нагревательного устройства.
В примере осуществления этап окружения второй гильзой включает в себя следующее: окружают второй гильзой только часть нагревательной камеры.
В примере осуществления этап окружения второй гильзой включает в себя следующее: окружают второй гильзой расширительную камеру нагревательного устройства.
В примере осуществления этап окружения второй гильзой включает в себя следующее: окружают часть нагревательной камеры термической прослойкой второй гильзы, при этом термическая прослойка имеет теплопроводность, отличную от теплопроводности второй гильзы. В примере осуществления обеспечивается соединение термической прослойки и внутренней части второй гильзы.
В примере осуществления этап окружения второй гильзой включает в себя следующее: окружают расширительную камеру нагревательного устройства.
В примере осуществления второй каркас содержит пару плеч, ограничивающих третью зону, которую занимает опорная трубка нагревательного устройства, при этом этап соединения первого каркаса и второго каркаса включает в себя следующее: направляют пару плеч вокруг опорной трубки.
В примере осуществления третья защелкивающаяся конструкция содержит совместное соединение периметра первой гильзы и периметра второй гильзы.
В примере осуществления способ включает в себя следующее: прикрепляют вторую гильзу ко второму каркасу с помощью крепежа. В примере осуществления этап крепления включает в себя следующее: зацепляют крепеж с резьбовым участком второго каркаса. В примере осуществления этап крепления включает в себя следующее: через вторую гильзу сначала вставляют крепеж, а затем второй каркас.
В примере осуществления аэрозолируемый материал содержит табак и/или восстановленный и/или в виде геля и/или содержит аморфное твердое вещество.
Во втором аспекте настоящего изобретения предложено устройство для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала для получения аэрозоля для вдыхания пользователем, при этом устройство имеет первый проксимальный конец и второй дистальный конец. Устройство содержит: первый каркас для поддержки нагревательного устройства для приема и нагрева аэрозолируемого материала, при этом первый каркас или компонент, поддерживаемый первым каркасом, содержит первый соединительный элемент; и первую гильзу для формирования по меньшей мере части корпуса устройства, при этом первая гильза содержит второй соединительный элемент; при этом первый соединительный элемент и второй соединительный элемент выполнены с возможностью автоматического соединения, когда первый каркас вставляют в полость первой гильзы во время сборки устройства.
В примере осуществления первая гильза содержит концевой упор, в сторону которого может быть вставлен первый каркас, так что перемещение первого каркаса относительно первой гильзы может быть заблокировано концевым упором.
В примере осуществления концевой упор выполнен на дистальном конце первой гильзы. В примере осуществления дистальный конец первой гильзы соответствует второму дистальному концу устройства.
В примере осуществления первый проксимальный конец является концом устройства для приема аэрозолируемого материала, а второй дистальный конец является концом устройства, в который вставляют аэрозолируемый материал.
В примере осуществления второй дистальный конец представляет собой конец, противоположный отверстию для вставки аэрозолируемого материала в нагревательную камеру нагревательного устройства.
В примере осуществления концевой упор выполнен с возможностью блокировать перемещение первого каркаса относительно первой гильзы в первом направлении, противоположном второму направлению, по которому первый каркаса вставляют в полость.
В примере осуществления первый соединительный элемент и второй соединительный элемент образуют первую защелкивающуюся конструкцию для соединения первого каркаса и первой гильзы или компонента, поддерживаемого первым каркасом, и первой гильзы. В примере осуществления первая защелкивающая конструкция содержит концевой упор.
В примере осуществления первый соединительный элемент представляет собой выступ первого каркаса или компонента, поддерживаемого первым каркасом, а второй соединительный элемент представляет собой принимающую часть первой гильзы. В примере осуществления приемная часть содержит концевой упор. В примере осуществления выступ представляет собой фиксатор.
В примере осуществления устройство содержит второй каркас, соединяемый с первым каркасом с использованием третьего соединительного элемента первого каркаса и четвертого соединительного элемента второго каркаса. В примере осуществления второй каркас содержит первый соединительный элемент. В примере осуществления второй каркас соединяют с первым каркасом с использованием второй защелкивающейся конструкции, содержащей третий соединительный элемент и четвертый соединительный элемент. В примере осуществления защелкивающаяся конструкция обеспечивает локальный изгиб по меньшей мере одной соединяемой части и мгновенное искривление по меньшей мере одной соединяемой части.
В примере осуществления устройство содержит вторую гильзу, так что, когда вторая гильза и первая гильза соединены, вторая гильза и первая гильза окружают по меньшей мере часть первой зоны второго каркаса, предназначенной для размещения источника питания.
В примере осуществления нагревательное устройство содержит нагревательную камеру, и вторая гильза и первая гильза окружают часть нагревательной камеры.
В примере осуществления вторую гильзу соединяют со вторым каркасом с помощью крепежа, при этом через вторую гильзу сначала вставляют крепеж, а затем второй каркас.
В примере осуществления вторая гильза содержит отверстие для вставки аэрозолируемого материала и отверстие для совмещения с управляемой пользователем кнопкой.
В примере осуществления аэрозолируемый материал содержит табак и/или восстановленный и/или в виде геля и/или содержит аморфное твердое вещество.
Другие признаки и преимущества изобретения станут очевидны из последующего описания предпочтительных вариантов осуществления изобретения, данного в виде примера, приведенного со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
Теперь только на примере будут описаны варианты осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 показан схематический вид в перспективе примера устройства для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала, при этом устройство показано со вставленным расходным изделием, содержащим аэрозолируемый материал;
на фиг. 2 показан схематический вид спереди примера устройства, приведенного на фиг. 1, со вставленным расходным изделием;
на фиг. 3 показан схематический вид справа примера устройства, приведенного на фиг. 1, со вставленным расходным изделием;
на фиг. 4 показан схематический вид слева примера устройства, приведенного на фиг. 1, со вставленным расходным изделием;
на фиг. 5 показан схематический вид спереди примера устройства, приведенного на фиг. 1, со вставленным расходным изделием в поперечном сечении, проведенном по линии A-A, показанной на фиг. 4;
на фиг. 6 показан схематический вид спереди в поперечном сечении примера устройства, приведенного на фиг. 1, без вставленного расходного изделия;
на фиг. 7 показана процедура сборки частей примера устройства, показанного на фиг. 1;
на фиг. 8 показан схематический вид в перспективе первого этапа сборки, на котором вставляют первый каркас и часть нагревательного устройства примера устройства, показанного на фиг. 1, в первую гильзу примера устройства, показанного на фиг. 1, по направлению к концевому упору первой гильзы;
на фиг. 8а схематично показано поперечное сечение соединения частей на первом этапе сборки с образованием первой защелкивающейся конструкции;
на фиг. 9 показан схематический вид в перспективе второго первого этапа сборки, на котором соединяют первый каркас, показанный на фиг. 8, и нагревательное устройство примера устройства, показанного на фиг. 1, со вторым каркасом примера устройства, показанного на фиг. 1;
на фиг. 10 показана первая соединяемая часть второго каркаса, показанного на фиг. 9, для формирования части второй защелкивающейся конструкции;
на фиг. 11 показана вторая соединяемая часть первого каркаса, показанного на фиг. 9, для формирования части второй защелкивающейся конструкции и фиксатор первого каркаса для формирования части первой защелкивающейся конструкции;
на фиг. 12 показан схематический вид в перспективе третьего этапа сборки, на котором соединяют вторую гильзу примера устройства, показанного на фиг. 1, со вторым каркасом примера устройства, показанного на фиг. 1; и
на фиг. 13 показана блок-схема, показывающая пример способа сборки устройства для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала.
Осуществление изобретения
В данном контексте выражение "аэрозолируемый материал" обозначает вещества, которые выделяют летучие компоненты при нагревании, обычно в виде пара или аэрозоля. "Аэрозолируемый материал" может представлять собой не содержащий табака материал или табакосодержащий материал. "Аэрозолируемый материал", например, может включать в себя одно или несколько из следующего: табак сам по себе, производные табака, взорванный табак, восстановленный табак, табачный экстракт, гомогенизированный табак или заменители табака. Аэрозолируемый материал может быть в виде молотого табака, резаных листьев табака, экструдированного табака, восстановленного табака, восстановленного аэрозолируемого материала, жидкости, геля, аморфного твердого вещества, гелевого листа, порошка или агломератов и т.п. "Аэрозолируемый материал" также может включать в себя другие, не являющиеся табачными продукты, которые в зависимости от продукта могут содержать, а могут и не содержать никотин. "Аэрозолируемый материал" может содержать один или несколько увлажнителей, таких как глицерин или пропиленгликоль. Выражение "материал, генерирующий аэрозоль" также может быть использовано в этом документе взаимозаменяемо с выражением "аэрозолируемый материал".
Как отмечено выше, аэрозолируемый материал может содержать "аморфное твердое вещество", которое также можно называть "монолитным твердым веществом" (т.е. неволокнистым) или "высушенным гелем". Аморфное твердое вещество – это твердый материал, который может удерживать в себе некоторую текучую среду, например жидкость. В некоторых случаях аэрозолируемый материал содержит от примерно 50%, 60% или 70% массы аморфного твердого вещества до примерно 90%, 95% или 100% массы аморфного твердого вещества. В некоторых случаях аэрозолируемый материал состоит из аморфного твердого вещества.
В данном контексте термин "лист" означает элемент, имеющий ширину и длину, которые существенно больше, чем его толщина. Например, лист может представлять собой ленту.
Используемое в этом документе выражение "нагревательный материал" или "материал нагревателя" в некоторых примерах относится к материалу, который может быть нагрет за счет проникновения изменяющегося магнитного поля, например, когда аэрозолируемый материал нагревают с помощью устройства индукционного нагрева.
Другие формы нагрева нагревательного материала включают в себя резистивный нагрев, при котором задействуют электрически резистивные нагревательные элементы, которые нагревают при приложении электрического тока к электрически резистивному нагревательному элементу, тем самым передавая тепло нагревательному материалу за счет теплопроводности.
Со ссылкой на фиг. 1 показан схематический вид в перспективе устройства 1 в соответствии с вариантом осуществления изобретения. Устройство 1 предназначено для нагревания аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала для получения аэрозоля для вдыхания пользователем. В этом варианте осуществления аэрозолируемый материал содержит табак, а прибор 1 может представлять собой изделие для нагрева табака (также известное в области техники как устройство для нагрева табака или устройство для нагрева табака бес сжигания. Устройство 1 представляет собой портативное устройство для вдыхания аэрозолируемого материала пользователем портативного устройства.
Устройство 1 содержит первый конец 3 и второй конец 5, противоположный первому концу 3. Первый конец 3 иногда называют в этом документе концом со стороны рта или проксимальным концом устройства 1. Второй конец 5 иногда называют в этом документе дистальным концом устройства 1. Устройство 1 имеет кнопку 7 включения/выключения, позволяющую включать и выключать устройство 1 в целом по желанию пользователя устройства 1.
В общих чертах устройство 1 выполнено с возможностью генерировать аэрозоль, предназначенный для вдыхания пользователем, путем нагревания материала, генерирующего аэрозоль. При использовании пользователь вставляет изделие 21 в устройство 1 и активирует устройство 1, например используя кнопку 7, чтобы устройство 1 начало нагревать материал, генерирующий аэрозоль. Затем пользователь затягивается через мундштук 21b изделия 21 рядом с первым концом 3 устройства 1, чтобы вдохнуть аэрозоль, генерируемый устройством 1. Когда пользователь затягивается через изделие 21, полученный аэрозоль проходит через устройство 1 по пути прохождения потока к проксимальному концу 3 устройства 1.
В примерах получают пар, который затем, по меньшей мере частично, конденсируется с образованием аэрозоля перед выходом из устройства 1 для вдыхания пользователем.
В этом отношении, во-первых, можно отметить, что, как правило, пар представляет собой вещество в газообразной фазе при температуре ниже критической температуры, что означает, например, что пар может конденсироваться в жидкость, увеличивая давление без снижения температуры. С другой стороны, как правило, аэрозоль представляет собой коллоид из мелких твердых частиц или капель жидкости в воздухе или другом газе. "Коллоид" - это вещество, в котором микроскопически рассеянные нерастворимые частицы взвешены в другом веществе.
Для удобства, следует понимать, что используемый в этом документе термин "аэрозоль" означает аэрозоль, пар или комбинацию аэрозоля и пара.
Устройство 1 содержит корпус 9 для размещения и защиты различных внутренних компонентов устройства 1. Таким образом, корпус 9 представляет собой внешний корпус для размещения внутренних компонентов. В показанном варианте осуществления корпус 9 содержит гильзу 11, которая охватывает периметр устройства 1, покрытую верхней панелью 17 на первом конце 3, который в целом ограничивает "верх" устройства 1, и нижней панелью 19 на втором конце 5 (см. фиг. 2–5), которая в целом ограничивает "низ" устройства 1.
Гильза 11 содержит вторую гильзу 11а и первую гильзу 11b. Вторая гильза 11а выполнена в верхней части устройства 1, показанной как верхняя часть устройства 1, и проходит от первого конца 3. Первая гильза 11b выполнена в нижней части устройства 1, показанной как нижняя часть устройства 1, и проходит от второго конца 5. Вторая гильза 11a и первая гильза 11b охватывают периметр устройства 1. То есть устройство 1 имеет продольную ось в направлении оси Y, и вторая гильза 11a и первая гильза 11b окружают внутренние компоненты в направлении, радиальном по отношению к продольной оси.
В этом варианте осуществления вторая гильза 11a и первая гильза 11b соединены друг с другом с возможностью разъединения. В этом варианте осуществления вторая гильза 11a соединена с первой гильзой 11b с помощью защелкивающейся конструкции, содержащей выемки.
В некоторых вариантах осуществления верхняя панель 17 и/или нижняя панель 19 могут быть прикреплены к соответствующей первой и второй гильзам 11b, 11a соответственно с возможностью отсоединения, чтобы обеспечить легкий доступ к внутренней части устройства 1. В некоторых вариантах осуществления гильза 11 может быть "перманентно" прикреплена к верхней панели 17 и/или нижней панели 19, например, для предотвращения доступа пользователя внутрь устройства 1. В одном варианте осуществления панели 17 и 19 изготовлены из пластика, включая, например, стеклонаполненный нейлон, сформированный литьем под давлением, а гильза 11 изготовлена из алюминия, хотя могут использоваться другие материалы и другие производственные процессы.
Верхняя панель 17 устройства 1 имеет отверстие 20 на конце 3 со стороны рта устройства 1, через которое при использовании пользователь вставляет в устройство 1 и удаляет из устройства 1 расходное изделие 21, содержащее аэрозолируемый материал. В этом варианте осуществления расходное изделие 21 выступает в качестве мундштука, который пользователь помещает между губами пользователя. В других вариантах осуществления может быть предусмотрен внешний мундштук, при этом по меньшей мере один испаренный компонент аэрозолируемого материала затягивают через этот мундштук. Если используют внешний мундштук, то аэрозолируемый материал не находится во внешнем мундштуке.
Отверстие 20 в этом варианте осуществления открывают и закрывают с помощью дверцы 4. В показанном варианте осуществления дверца 4 может быть перемещена между закрытым положением и открытым положением, чтобы обеспечить возможность вставки расходного изделия 21 в устройство 1, когда она находится в открытом положении. Дверца 4 выполнена с возможностью двунаправленного перемещения в направлении оси X.
Соединительный порт 6 показан на втором конце 5 устройства 1. Соединительный порт 6 предназначен для подключения кабеля и источника питания 27 (показанного на фиг. 6) для зарядки источника 27 питания устройства 1. Соединительный порт 6 проходит в направлении оси Z от передней стороны устройства 1 к задней стороне устройства 1. Как показано на фиг. 3, соединительный порт 6 доступен с правой стороны устройства 1 на втором конце 5 устройства 1. Преимущественно устройство 1 может стоять на втором конце 5 во время зарядки или обеспечивать соединение для передачи данных через соединительный порт 6. В показанном варианте осуществления соединительный порт 6 представляет собой разъем USB.
Как показано на фиг. 2, вторая гильза 11а имеет скошенную поверхность на первом конце 3 устройства 1. Скошенная поверхность расположена под первым углом α по отношению к поверхности первой гильзы 11b на втором конце 5. В этом варианте осуществления поверхность первой гильзы 11b на втором конце 5 по существу параллельна направлению оси X. Следовательно, как показано, расходное изделие 21 может быть вставлено через отверстие 20 (показанное на фиг. 1) в проксимальной части первого конца 3. Там, где вторая гильза 11a и первая гильза 11b встречаются в месте соединения 11c, образуется второй угол β по отношению к направлению оси X. Показано, что второй угол β больше первого α.
На фиг. 3 и 4 соответственно показаны правая и левая сторона устройства 1. Здесь расходное изделие 21 показано в центральной части сбоку. Это связано с тем, что отверстие 20, через которое вставляют расходное изделие 21, расположено в средней точке устройства вдоль оси Z и смещено от центра в направлении оси X.
На фиг. 5 и фиг. 6 показаны схематические виды спереди устройства 1 со вставленным и извлеченным расходным изделием, соответственно, в поперечном сечении по линии А-А устройства 1, как показано на фиг. 4.
Как показано на фиг. 6, в корпусе 9 размещены или закреплены нагревательный элемент 23, схема 25 управления и источник 27 питания. В этом варианте осуществления схема 25 управления является частью отсека электроники и содержит две печатные платы (PCB) 25a, 25b. В этом варианте осуществления схема 25 управления и источник 27 питания примыкают сбоку к нагревательному устройству 23 (то есть примыкают, если смотреть с торца), а схема 25 управления расположена под источником 27 питания. Преимущественно это обеспечивает компактность устройства 1 в поперечном направлении, соответствующем направлению оси X.
Схема 25 управления в этом варианте осуществления включает в себя контроллер, например микропроцессор, сконфигурированный и выполненный с возможностью управления нагреванием аэрозолируемого материала в расходном изделии 21, как дополнительно обсуждается ниже.
Источник 27 питания в этом варианте осуществления представляет собой перезаряжаемую батарею. В других вариантах осуществления может быть использована неперезаряжаемая батарея, конденсатор, гибридный аккумулятор-конденсатор или подключение к электросети. Примеры подходящих батарей включают в себя, например, литий-ионную батарею, никелевую батарею (такую как никель-кадмиевая батарея), щелочную батарею и/или тому подобное. Батарея 27 электрически соединена с нагревательным устройством 23 для подачи электроэнергии, когда это необходимо, и под управлением схемы 25 управления для нагрева аэрозолируемого материала в расходном изделии (как обсуждалось, чтобы испарить аэрозолируемый материал, не вызывая сгорания аэрозолируемого материала).
Преимущество размещения источника 27 питания сбоку от нагревательного устройства 23 состоит в том, что можно использовать физически большой источник 27 энергии без чрезмерного удлинения устройства 1 в целом. Как будет понятно, в целом физически большой источник питания 27 имеет более высокую емкость (то есть полную электрическую энергию, которая может быть предоставлена, часто измеряемую в ампер-часах или т.п.), и, таким образом, срок службы батареи для устройства 1 может быть дольше.
В одном варианте осуществления нагревательное устройство 23 обычно имеет форму полой цилиндрической трубки, имеющей полую внутреннюю нагревательную камеру 29, в которую вставляют расходное изделие 21, содержащее аэрозолируемый материал, для нагрева при использовании. Вообще говоря, нагревательная камера 29 представляет собой зону нагрева для вставки расходного изделия 21. Возможны различные варианты расположения нагревательного устройства 23. В некоторых вариантах осуществления, нагревательное устройство 23 может содержать один нагревательный элемент или может быть образовано из нескольких нагревательных элементов, выстроенных вдоль продольной оси нагревательного устройства 23. Один или каждый нагревательный элемент может быть кольцевым или трубчатым, или по меньшей мере частично кольцевым или частично трубчатым по своей окружности. В одном варианте осуществления один или каждый нагревательный элемент может представлять собой тонкопленочный нагреватель. В другом варианте осуществления один или каждый нагревательный элемент может быть изготовлен из керамического материала. Примеры подходящих керамических материалов включают в себя керамику из оксида алюминия и нитрида алюминия и нитрида кремния, которая может быть слоистой и спеченной. Возможны другие нагревательные устройства, в том числе, например, индукционный нагрев, инфракрасные нагревательные элементы, которые нагревают за счет излучения инфракрасного излучения, или резистивные нагревательные элементы, образованные, например, резистивной электрической обмоткой.
В этом конкретном варианте осуществления, нагревательное устройство 23 поддерживает опорная трубка 75 из нержавеющей стали, и оно содержит нагреватель 71. В одном варианте осуществления нагреватель 71 может содержать подложку, на которой сформирован по меньшей мере один электропроводящий элемент. Подложка может иметь форму листа и может содержать, например, пластиковый слой. В предпочтительном варианте осуществления этот слой представляет собой полиимидный слой. Электропроводящий элемент(ы) может быть напечатан или иным образом нанесен на слой подложки. Электропроводящий элемент(ы) может быть заключен в оболочку или покрыт подложкой.
Опорная трубка 75 представляет собой нагревательный элемент, который передает тепло расходному изделию 21. Таким образом, опорная трубка 75 содержит нагревательный материал. В этом варианте материалом нагревателя является нержавеющая сталь. В других вариантах осуществления в качестве нагревательного материала могут быть использованы другие металлические материалы. Например, нагревательный материал содержит металл или металлический сплав. Нагревательный материал может содержать один или несколько материалов, выбираемых из группы, состоящей из: алюминия, золота, железа, никеля, кобальта, проводящего углерода, графита, стали, углеродистой стали, мягкой стали, ферритной нержавеющей стали, молибдена, меди и бронзы.
Нагревательное устройство 23 может иметь такие размеры, что, когда расходное изделие 21 вставлено в устройство 1, практически весь аэрозолируемый материал нагревают при использовании.
В некоторых вариантах осуществления один или каждый нагревательный элемент может быть расположен так, чтобы выбранные зоны аэрозолируемого материала можно было нагревать независимо, например, по очереди (с течением времени) или вместе (одновременно) по желанию.
Нагревательное устройство 23 в этом варианте осуществления окружено по меньшей мере вдоль части своей длины вакуумной областью 31. Вакуумная область 31 помогает уменьшить тепло, передаваемое от нагревательного устройства 23 наружу устройства 1. Это помогает снизить требования к мощности нагревательного устройства 23, поскольку в целом снижает тепловые потери. Вакуумная область 31 также помогает сохранять внешнюю часть устройства 1 прохладной во время работы нагревательного устройства 23. В некоторых вариантах осуществления вакуумная область 31 может быть окружена двустенной гильзой, при этом область между двумя стенками гильзы откачана для создания области низкого давления, чтобы минимизировать теплопередачу за счет теплопроводности и/или конвекции. В других вариантах осуществления может быть использовано другое изолирующее устройство, например, с использованием теплоизоляционных материалов, включая, например, подходящий пенный материал, в дополнение или вместо вакуумной области.
Корпус 9, иногда называемый кожухом, также может содержать различные внутренние опорные конструкции 37 (лучше всего видны на фиг. 6) для поддержки всех внутренних компонентов, а также нагревательного устройства 23.
Устройство 1 также содержит буртик 33, который проходит вокруг отверстия 20 и выступает из него внутрь корпуса 9, и расширительный элемент 35, который расположен между буртиком 33 и одним концом вакуумной области 31. Расширительный элемент 35 представляет собой воронку, которая образует расширительную камеру 40 на конце 3 со стороны рта устройства 1. Буртик 33 представляет собой фиксатор для удерживания расходного изделия 21 (как лучше всего показано на фиг. 5). В этом варианте осуществления фиксатор может быть отсоединен от устройства 1.
Один конец расширительного элемента 35 соединен со второй гильзой 11а и поддерживается ею, а другой конец расширительного элемента 35 соединен с одним концом кассеты 51 и поддерживается им. Первый уплотнительный элемент 55, показанный в виде уплотнительного кольца, расположен между расширительным элементом 35 и второй гильзой 11a, а второй уплотнительный элемент 57, также показанный в виде уплотнительного кольца, расположен между расширительным элементом 35 и кассетой 51. Каждое уплотнительное кольцо изготовлено из силикона, однако для обеспечения уплотнения можно использовать другие эластомерные материалы. Первый и второй уплотнительные элементы 55, 57 предотвращают попадание газа в окружающие компоненты устройства 1. На дистальном конце также предусмотрены уплотнительные элементы для предотвращения проникновения и выхода жидкости на дистальном конце.
Как лучше всего видно на фиг. 6, буртик 33, расширительный элемент 35 и вакуумная зона 31/нагревательный элемент 23 расположены коаксиально, так что, как лучше всего видно на фиг. 5, когда расходное изделие 21 вставляют в устройство 1, расходное изделие 21 проходит через буртик 33 и расширительный элемент 35 в нагревательную камеру 29.
Как упоминалось выше, в этом варианте осуществления нагревательное устройство 23 в целом имеет форму полой цилиндрической трубки. Нагревательная камера 29, образованная этой трубкой, сообщается с отверстием 20 на конце 3 со стороны рта устройства 1 через расширительную камеру 40.
В этом варианте осуществления расширительный элемент 35 содержит трубчатый корпус, у которого есть первый открытый конец, примыкающий к отверстию 20, и второй открытый конец, примыкающий к нагревательной камере 29. Трубчатый корпус содержит первую секцию, которая проходит от первого открытого конца приблизительно до половины длины трубчатого корпуса, и вторую секцию, которая проходит приблизительно от половины длины трубчатого корпуса до второго открытого конца. Первая секция содержит расширяющуюся часть, расширяющуюся от второй секции. Таким образом, первая секция имеет внутренний диаметр, который увеличивается наружу к первому открытому концу отверстия. Вторая секция имеет практически постоянный внутренний диаметр.
Как лучше всего видно на фиг. 6, в этом варианте осуществления расширительный элемент 35 расположен в корпусе 9 между буртиком 33 и вакуумной зоной 31/нагревательным устройством 23. Более конкретно, на втором открытом конце расширительный элемент 35 расположен между концевой частью опорной трубки 75 нагревательного устройства 23 и внутренней частью вакуумной области 31, так что второй открытый конец расширительного элемента 35 соединен с опорной трубкой 75 и внутренней частью вакуумной области 31. На первом открытом конце расширительный элемент 35 принимает буртик 33, так что ножки 59 буртика 33 выступают в расширительную камеру 40. Следовательно, внутренний диаметр первой секции расширительного элемента 35 больше, чем внешний диаметр ножек, когда расходное изделие 21 вставляют в устройство 1 (см. фиг. 5) и когда расходное изделие 21 отсутствует.
Как лучше всего понятно из фиг. 5, внутренний диаметр первой секции расширительного элемента 35 больше, чем внешний диаметр расходного изделия 21. Следовательно, имеется воздушный зазор 36 между расширительным элементом 35 и расходным изделием 21, когда расходное изделие 21 вставлено в устройство 1 по меньшей мере на часть длины расширительного элемента 35. Воздушный зазор 36 расположен по всей окружности расходного изделия 21 в этой области.
Как лучше всего видно на фиг. 6, буртик 33 содержит несколько ножек 59. В этом варианте осуществления имеется четыре ножки 59, из которых на виде на фиг. 6 видны только три. Однако в других вариантах осуществления может быть больше или меньше четырех ножек 59. Ножки 59 расположены по окружности на равных расстояниях вокруг внутренней поверхности буртика 33 и находятся в расширительной камере 40, когда устройство 1 собрано. В этом варианте осуществления, когда они установлены в устройстве 1, ножки 59 равномерно разнесены по периметру отверстия 20. В одном варианте осуществления имеется четыре ножки 59, в других вариантах осуществления может быть больше или меньше четырех ножек 59. Каждая из ножек 59 проходит в направлении оси Y и параллельно продольной оси расширительной камеры 40 и выступает в отверстие 20. Ножки 59 также проходят радиально на кончике 59а ножки 59 по направлению к расширительному элементу 35, так что кончики 59а наклонены под углом друг от друга. Кончик 59а каждой ножки 59 обеспечивает улучшенное прохождение расходного изделия 21, чтобы избежать повреждения расходного изделия 21 при вставке и/или извлечении расходного изделия 21 из устройства 1. Вместе ножки 59 образуют зажимающую секцию, которая захватывает расходное изделие 21, чтобы правильно позиционировать и удерживать часть расходного изделия 21, которая находится внутри расширительной камеры 40, когда расходное изделие 21 находится внутри устройства 1. Между собой ножки 59 мягко сжимают или зажимают расходное изделие 21 в области или областях расходного изделия, с которыми контактируют ножки 59.
Ножки 59 могут состоять из упругого материала (или быть упругими каким-либо другим образом), так что они слегка деформируются (например, сжимаются) для лучшего захвата расходного изделия 21, когда расходное изделие 21 вставляют в устройство 1, но затем восстанавливают свою первоначальную форму, когда расходное изделие 21 извлекают из устройства 1, поскольку ножки 59 смещаются в положение покоя, показанное на фиг. 6. Следовательно, ножки 59 могут обратимо перемещаться из первого положения, которое является положением покоя, во второе положение, которое является деформированным положением, показанным на фиг. 5, посредством чего зажимают расходное изделие 21. В этом варианте осуществления ножки 59 выполнены как одно целое с основным корпусом буртика 33. Однако в некоторых вариантах осуществления ножки 59 могут представлять собой отдельные компоненты, прикрепленные к корпусу буртика 33. Внутренний диаметр пространства, образованного между ножками 59 в первом, исходном положении, может составлять, например, от 4,8 мм до 5 мм, предпочтительно 4,9 мм. Ножки 59 занимают пространство внутри отверстия 20, так что пролет отверстия 20 в местах ножек 59 меньше, чем пролет отверстия 20 в местах без ножек 59.
Расширительный элемент 35 может быть выполнен, например, из пластика, включая, например, полиэфирэфиркетон (PEEK). PEEK имеет сравнительно высокую температуру плавления по сравнению с большинством других термопластов и обладает высокой устойчивостью к термическому разложению.
Как показано на фиг. 6, в этом варианте осуществления нагревательная камера 29 сообщается с областью 38 с уменьшенным внутренним диаметром по направлению к дистальному концу 5. Эта область 38 ограничивает камеру 39 для очистки, образованную трубкой 41 для очистки. Трубка 41 для очистки представляет собой полую трубку, которая обеспечивает концевой упор для расходного изделия 21, пропущенного через отверстие в конце 3 со стороны рта (см. фиг. 5). Трубка 41 для очистки предназначена для поддерживания и размещения нагревательного устройства 23.
Устройство 1 может дополнительно содержать дверцу 61 на дистальном конце 5 устройства 1, которая открывает и закрывает отверстие в нижней панели 19 для обеспечения доступа к нагревательной камере 29, чтобы можно было очистить нагревательную камеру 29. Дверца 61 поворачивается вокруг петли 63. Этот доступ через дверцу 61, в частности, позволяет пользователю производить очистку внутри нагревательного устройства 23 и нагревательной камеры 29 на дистальном конце 5. Когда дверца 61 открыта, сквозное отверстие проходит через все устройство 1 между отверстием 20 на конце 3 со стороны рта и отверстием на одном конце камеры для очистки на дистальном конце 5 устройства 1. Таким образом, пользователь может легко очистить практически всю внутреннюю часть полой нагревательной камеры 29. Для этого пользователь может получить доступ к нагревательной камере 29 через любой конец устройства 1 по своему выбору. Пользователь может использовать для этой цели одно или несколько различных чистящих устройств, включая, например, классический ёршик, щетку и т.п.
Как показано на фиг. 6, верхняя панель 17 обычно образует первый конец 3 корпуса 9 устройства 1. Верхняя панель 17 поддерживает буртик 33, который ограничивает точку вставки в виде отверстия 20, через которое при использовании расходное изделие 21 вставляют в устройство 1 с возможностью извлечения.
Буртик 33 проходит вокруг отверстия 20 и выступает от него внутрь корпуса 9. В этом варианте осуществления буртик 33 представляет собой отдельный от верхней панели 17 элемент и прикреплен к верхней панели 17 с помощью приспособления, такого как байонетный механизм. В других вариантах осуществления для соединения буртика 33 с верхней панелью 17 можно использовать клей или винты. В других вариантах осуществления буртик 33 может быть выполнен как одно целое с верхней панелью 17 корпуса 9, так что буртик 33 и верхняя панель 17 образуют единое целое.
Как лучше всего видно из фиг. 5 и 6, открытые пространства, ограниченные соседними парами ножек 59 буртика 33 и расходного изделия 21, образуют вентиляционные каналы 20a вокруг внешней части расходного изделия 21. Эти вентиляционные каналы 20а позволяют горячим парам, вышедшим из расходного изделия 21, выходить из устройства 1 и позволяют охлаждающему воздуху проходить в устройство 1 вокруг расходного изделия 21. В этом варианте осуществления по периферии расходного изделия 21 расположено четыре вентиляционных канала, которые обеспечивают вентиляцию устройства 1. В других вариантах осуществления может быть предусмотрено больше или меньше таких вентиляционных каналов 20а.
Обращаясь снова, в частности, к фиг. 5, в этом варианте осуществления расходное изделие 21 имеет форму цилиндрического стержня, который имеет или содержит аэрозолируемый материал 21а на заднем конце расходного изделия 21, который находится внутри нагревательного устройства 23, когда расходное изделие 21 вставляют в устройство 1. Передний конец расходного изделия 21 выходит из устройства 1 и выступает в качестве мундштука 21b, который представляет собой узел, включающий в себя один или несколько фильтров для фильтрации аэрозоля и/или охлаждающий элемент 21c для охлаждения аэрозоля. Фильтр/охлаждающий элемент 21c отделен от аэрозолируемого материала 21a пространством 21d, а также отделен от кончика узла 21b мундштука дополнительным пространством 21e. Расходное изделие 21 обернуто по периметру внешним слоем (не показан). В этом варианте осуществления внешний слой расходного изделия 21 является проницаемым, чтобы позволить некоторым нагретым летучим компонентам из аэрозолируемого материала 21а выходить из расходного изделия 21.
Во время работы нагревательное устройство 23 будет нагревать расходное изделие 21 для испарения по меньшей мере одного компонента аэрозолируемого материала 21a.
Первичный путь прохождения потока для нагретых летучих компонентов из аэрозолируемого материала 21a проходит в осевом направлении через расходное изделие 21, через пространство 21d, фильтр/охлаждающий элемент 21c и дополнительное пространство 21e перед тем, как попасть в рот пользователя через открытый конец мундштука 21b. Однако некоторые из летучих компонентов могут выходить из расходного изделия 21 через его проницаемую внешнюю обертку в пространство 36, окружающее расходное изделие 21 в расширительной камере 40.
Было бы нежелательно, чтобы пользователь вдыхал летучие компоненты, которые выходят из расходного изделия 21 в расширительную камеру 40, потому что эти компоненты не будут проходить через фильтр/охлаждающий элемент 21c и, таким образом, будут нефильтрованными и неохлажденными.
Преимущественно объем воздуха, окружающий расходное изделие 21 в расширительной камере 40, заставляет по меньшей мере некоторые из летучих компонентов, которые выходят из расходного изделия 21 через его внешний слой, охлаждаться и конденсироваться на внутренней стенке расширительной камеры 40, предотвращая возможное вдыхание пользователем их летучих компонентов.
Этому охлаждающему эффекту может способствовать холодный воздух, который может поступать извне устройства 1 в пространство 36, окружающее расходное изделие 21 в расширительной камере 40, через вентиляционные каналы 20a, что позволяет текучей среде проходить в устройство и из него. Первый вентиляционный канал ограничен между парой из нескольких соседних ножек 59 буртика 33 для обеспечения вентиляции вокруг внешней стороны расходного изделия 21 в точке вставки. Второй вентиляционный канал выполнен между второй парой соседних ножек 59 для того, чтобы по меньшей мере один нагретый летучий компонент выходил из расходного изделия 21 во втором месте. Таким образом, с помощью первого и второго вентиляционных каналов обеспечивают вентиляцию вокруг внешней стороны расходного изделия 21 в точке вставки. Кроме того, нагретые летучие компоненты, которые выходят из расходного изделия 21 через его внешнюю обертку, не конденсируются на внутренней стенке расширительной камеры 40 и могут безопасно выходить из устройства 1 через вентиляционные каналы 20a, при этом пользователь их не вдыхает. Расширительная камера 40 и вентиляция способствуют снижению температуры и содержания водяного пара в нагретых летучих компонентах из аэрозолируемого материала.
Устройство 1 оснащено термической прослойкой 13 по направлению к первому концу 3 устройства 1. Как показано на фиг. 6, прослойка 13 соединена со второй гильзой 11а. Термическая прослойка 13 представляет собой рассеиватель тепла, который помогает управлять распределением тепла и помогает защитить вторую гильзу 11a от теплового напряжения за счет распределения внутреннего тепла, генерируемого при использовании устройства 1, по большей площади. Термическая прослойка 13 изготовлена из металлического материала, такого как алюминий, чтобы быть легкой и в достаточной степени распространять тепло вокруг проксимального конца 3. Это помогает избежать локальных горячих точек и увеличивает срок службы второй гильзы 11a. Прослойка 13 распределяет тепло за счет теплопроводности. Прослойка 13 не предназначена для теплоизоляции или отражения тепла излучением.
Как показано на фиг. 6, опорная трубка 75 окружена снаружи нагревателем 71. В этом примере нагреватель 71 представляет собой тонкопленочный нагреватель, содержащий полиимид и электропроводящие элементы. Нагреватель 71 может содержать несколько областей нагрева, которыми управляют независимо и/или одновременно. В этом примере нагреватель 71 выполнен в виде одиночного нагревателя. Однако в других вариантах осуществления нагреватель 71 может состоять из нескольких нагревателей, выровненных вдоль продольной оси нагревательной камеры 29. В некоторых вариантах осуществления можно использовать множество датчиков температуры для определения температуры нагревателя 71 и/или опорной трубки. Опорная трубка 75 в этом варианте осуществления сделана из нержавеющей стали для отвода тепла от нагревателя 71 к расходному изделию 21, когда расходное изделие 21 вставлено в зону нагрева (зона нагрева ограничена областью теплопроводности опорной трубки 75). В других вариантах осуществления опорная трубка 75 может быть изготовлена из другого материала, главное, чтобы опорная труба 75 была теплопроводной. В других вариантах осуществления могут быть использованы другие нагревательные элементы 75. Например, нагревательный элемент может представлять собой токоприемник, нагреваемый за счет индукции. В этом варианте осуществления опорная трубка 75 выступает в качестве удлиненной опоры для поддержки при использовании изделия 21, содержащего аэрозолируемый материал.
В этом варианте осуществления нагреватель 71 расположен снаружи опорной трубки 75. Однако в других вариантах осуществления нагреватель 71 может быть расположен внутри опорной трубки 75. Нагреватель 71 в этом варианте осуществления содержит часть, которая выходит за пределы опорной трубки 75, и ее называют в этом документе хвостовой частью 73 нагревателя. Хвостовая часть 73 нагревателя выходит за пределы нагревательной камеры 29 и выполнена с возможностью электрического соединения со схемой 25 управления. В показанном варианте осуществления хвостовая часть 73 нагревателя физически соединена с одной печатной платой 25a. Электрический ток может быть подан от источника 27 питания на нагреватель 71 с помощью схемы 25 управления и хвостовой части 73 нагревателя.
Поскольку требуется соединение между нагревательной камерой 29 и схемой 25 управления, может быть сложно предотвратить поток воздуха (или поток любых других текучих сред) между нагревательной камерой 29 и отсеком электроники. В этом варианте осуществления используют прокладку 15 для предотвращения такого потока текучей среды, как показано на фиг. 6. Прокладка 15 содержит первое уплотнение 15а и второе уплотнение 15b. Прокладка 15 окружает хвостовую часть 73 нагревателя и зажата между основанием 53 и кассетой 51. В показанном варианте осуществления используют четыре крепежных элемента 43 для обеспечения достаточной силы для прижимания друг к другу основания 53 и кассеты 51 и перекрытия доступа в камеру 29 и из нее в этой точке. Крепежные элементы 43 представляют собой винты, которые затягивают с заданным крутящим моментом. В других вариантах осуществления могут быть использованы другие крепежные элементы 43, такие как болты.
На фиг. 7 показана процедура 100 сборки. Процедура 100 сборки предназначена для сборки частей устройства 1, показанного на фиг. 1.
В этом варианте осуществления процедура 100 сборки включает в себя три этапа S1-S3. Каждый из трех этапов S1-S3 показан на фиг. 7 пунктирной стрелкой. Порядок трех этапов S1-S3 не обязательно соответствует номеру этапа, потому что этапы взаимозаменяемы и могут быть выполнены в любом порядке. Например, по меньшей мере один из трех этапов S1-S3 может быть выполнен как первый этап или как последний этап процедуры 100 сборки. Это обеспечивает гибкий процесс сборки.
Если три этапа сборки S1-S3 выполняют последовательно (первый этап S1, второй этап S2, третий этап S3), процесс сборки удобен, потому что каждую часть или группу частей сводят вместе со смежной частью или группой части в одном и том же направлении. Направление может быть направлено вниз, например, в направлении оси Y (соответствующей направлению, параллельному продольной оси устройства 1), и соединение различных компонентов может быть направлено к поверхности, на которой стоит или расположена первая гильза 11b (например, нижний конец 5 устройства 1).
На первом этапе S1 сборки первый каркас 19 приближают к первой гильзе 11b. В этом варианте осуществления первый каркас 19 содержит нижнюю панель 19 устройства 1. Направление вставки первого каркаса 19 в первую гильзу 11b соответствует направлению оси Y. Показано, что первый каркас 19 соединен с нагревательным устройством 23 и схемой 25 управления и поддерживает их. Как обсуждалось ранее, аэрозолируемый материал вставляют в нагревательное устройство 23 путем введения аэрозолируемого материала в продольном направлении, параллельном продольной оси устройства 1 и продольной оси удлиненной зоны 29 нагрева.
На первом этапе S1 сборки, как также показано на фиг. 8, соединенные первый каркас 19 и нагревательное устройство 23 вставляют в полость 12b первой гильзы 11b.
В этом варианте осуществления схема 25 управления, содержащая две печатные платы 25a, 25b (показанные на фиг. 6), также соединена с первым каркасом 19.
После вставки первого каркаса 19 и нагревательного устройства 23 в полость 12b относительное перемещение первого каркаса 19 и первой гильзы блокируют с помощью первого концевого упора 97 (см. фиг. 8), показанного в виде принимающей части 97. Принимающая часть 97 выполнена с возможностью принимать фиксатор 93 первого каркаса 19. Фиксатор 93 можно называть выступом, потому что фиксатор 93 представляет собой выступ. Фиксатор 93 выполнен с возможностью отклоняться под нагрузкой для сопряжения с принимающей частью 97. В этом варианте осуществления фиксатор 93 показан в виде консольного выступа. Таким образом, фиксатор 93 содержит кончик на дистальном конце, удаленном от корпуса первого каркаса 19, и основание на проксимальном конце, расположенном ближе к корпусу первого каркаса 19. Кончик выполнен с возможностью отклоняться или изгибаться вокруг основания для зацепления и расцепления. Хотя в этом варианте осуществления первый соединительный элемент, показанный в виде фиксатора 93, является частью первого каркаса 19, в других вариантах осуществления первый соединительный элемент может состоять из компонента, который поддерживают первым каркасом 19. Второй каркас 37, например, является компонентом, который поддерживают первым каркасом 19, когда второй каркас 37 соединен с первым каркасом 19.
Фиксатор 93 и принимающая часть 97 представляют собой пример соединительного элемента, которые защелкиваются друг с другом для блокировки. Можно сказать, что фиксатор 93 является первым соединительным элементом, а принимающую часть 97 можно назвать вторым соединительным элементом. В этом варианте осуществления между фиксатором 93 и принимающей частью 97 обеспечивают определенную степень перемещения. Это связано с тем, что точный контроль местоположения на первом этапе S1 сборки не требуется, в отличие от второго и третьего этапов сборки S2, S3. В других вариантах осуществления между фиксатором 93 и принимающей частью 97 может быть обеспечена небольшая свобода перемещения или ее отсутствие, поскольку может использоваться точное управление местоположением.
Принимающая часть 97 содержит край, который упирается в выступ 95 фиксатора 93 для блокирования фиксатора 93 и препятствует относительному перемещению первого каркаса 19 и первой гильзы 11b по меньшей мере в первом направлении, например, в направлении, противоположном направлению вставки первого каркаса 19 в полость 12b.
Фиксатор 93 показан внутри принимающей части 97 на фиг. 8a. Выступ 95 фиксатора 93 автоматически входит в принимающую часть 97, когда первый каркас 19 вставляют в полость 12b первой гильзы 11b. Первая гильза 11b заставляет фиксатор 93 отклоняться внутрь до тех пор, пока фиксатор 93 не войдет в принимающую часть 97. Попав в принимающую часть 97, фиксатор 93 не подвержен воздействию структурных напряжений и не отклонен из положения покоя.
Упорная часть 81 первого каркаса 19 выполнена так, чтобы упираться во второй концевой упор 83 первой гильзы 11b. Второй концевой упор 83 ограничивает относительное перемещение между первой гильзой 11b и первым каркасом 19 во втором направлении, например, направлении вставки первого каркаса 19 в полость 12b. В этом варианте осуществления второй концевой упор 83 препятствует относительному перемещению между первой гильзой 11b и первым каркасом 19 в направлении, противоположном направлению относительного перемещения, ограниченного первым концевым упором 97. Соответственно, примыкание упорной части 81 и второго концевого упора 83 может препятствовать дальнейшему введению первого каркаса 19 через полость 12b первой гильзы 11b. Упорная часть 81 показана в виде выступа, который проходит по периметру первого каркаса 19.
В некоторых вариантах осуществления упорная часть 81 может представлять собой выступ или несколько выступов, лишь бы упорная часть 81 могла упираться во второй концевой упор 83. Поэтому второй концевой упор 83 выполнен с возможностью блокировать (ограничивать) относительное перемещение между первым каркасом 19 и первой гильзой 11b в направлении вставки. То есть второй концевой упор 83 ограничивает вставку первого каркаса 19 в направлении вдоль оси Y. Напротив, первый концевой упор 97 выполнен с возможностью блокировать (ограничивать) относительное перемещение между первым каркасом 19 и первой гильзой 11b в направлении извлечения, противоположном направлению вставки. Направление блокировки второго концевого упора 83 может представлять собой одно направление вдоль оси Y, так что на этом этапе первый каркас 19 и первая гильза 11b могут свободно перемещаться друг относительно друга в направлении, противоположном направлению вставки.
В показанном варианте осуществления второй концевой упор 83 выполнен на дистальном конце первой гильзы 11b, тогда как первый концевой упор 97 выполнен рядом с дистальным концом первой гильзы 11b, а не на дистальном конце. Однако в других вариантах осуществления второй концевой упор 83 может быть выполнен на удалении от дистального конца первой гильзы 11b.
Как показано на фиг. 7 и фиг. 8, упорная часть 81 первого каркаса 19 и второй концевой упор 83 первой гильзы 11b расположены на дистальном конце, ближе к нижней части устройства 1 (см. фиг. 5 и 6). В этом варианте осуществления упорная часть 81 первого каркаса 19 содержит торцевое пространство для приема второго концевого упора 83 первой гильзы 11b. В некоторых вариантах осуществления упорная часть 81 первого каркаса 19 может содержать несколько выступов, образующих пространство между соседними выступами, при этом пространство предназначено для приема выступа второго концевого упора 83 первой гильзы 11b. В этом варианте осуществления второй концевой упор 83 первой гильзы 11b содержит конец первой гильзы 11b, который, как показано на фиг. 6, находится на дистальном конце первой гильзы 11b. Второй концевой упор 83 показан в этом варианте осуществления в виде обращенной внутрь части основного корпуса первой гильзы 11b, а не в виде выступа основного корпуса первой гильзы 11b. В некоторых вариантах осуществления второй концевой упор 83 первой гильзы 11b может содержать выступ, который может быть единственным выступом. В других вариантах осуществления второй концевой упор 83 может содержать несколько выступов.
Если упорная часть 81 первого каркаса 19 выполнена с возможностью упираться во второй концевой упор 83 на первом этапе S1 сборки, то отверстие 6a обеспечивает доступ к электрическому соединительному порту 6. В противном случае основной корпус первой гильзы 11b закрывает первый каркас 19 и по меньшей мере часть нагревательного устройства 23.
В этом варианте осуществления первый каркас 19 входит в зацепление с первой гильзой 11b с помощью первой защелкивающейся конструкции на первом этапе S1 процедуры 100 сборки. Первая защелкивающаяся конструкция содержит фиксатор 93 и принимающую часть 97. По мере того, как первый каркас 19 перемещают к дистальному концу первой гильзы 11b, выступ 95 фиксатора 93 автоматически входит в принимающую часть 97 первой гильзы 11b. Когда фиксатор 93 входит в полость 12b, фиксатор 93 автоматически отклоняется внутрь, а затем автоматически отклоняется наружу при достижении принимающей части 97.
Как также показано на фиг. 8a, выступ 95 содержит скошенную часть 94. Скошенная часть 94 обеспечивает простоту зацепления первой защелкивающейся конструкции и надежную посадку первого каркаса 19 на первую гильзу 11b. Выступ 95 также содержит блокирующую часть для предотвращения извлечения первого каркаса 19 из первой гильзы 11b в направлении, противоположном направлению вставки. Блокирующая часть упирается в принимающую часть 97. Единственный способ извлечь первый каркас 19 из первой гильзы 11b, когда он соединен с первой защелкивающейся конструкцией, - это отклонить фиксатор 93 и удалить выступ 95 из принимающей части 97.
В показанном варианте осуществления первая защелкивающаяся конструкция содержит два фиксатора 93, и показано две принимающие части 97. Два фиксатора 93 расположены на противоположных сторонах каркаса 19, а две принимающие части 97 расположены на противоположных сторонах первой гильзы 11b. В других вариантах осуществления первая защелкивающаяся конструкция может содержать единственный фиксатор 93 для зацепления с соответствующей единственной принимающей частью 97.
Первый этап сборки S1 удобен тем, что не требуется совмещать соединяемые части первой защелкивающейся конструкции, поскольку форма полости 12b первой гильзы 11b эффективно подает первый каркас 19 вдоль первой гильзы 11b. Таким образом, вставка приводит к автоматическому сцеплению соединительных элементов. Процесс сдвигания двух частей вместе, в данном случае первого каркаса 19 и первой гильзы 11b, приводит к автоматической блокировке первого каркаса 19 и первой гильзы 11b.
На фиг. 7 и 9-11 показан второй этап S2 процедуры 100 сборки. Второй этап S2 сборки включает в себя следующее: соединяют первый каркас 19 и второй каркас 37.
В этом варианте осуществления второй каркас 37 является опорной конструкцией для источника 27 питания. Второй каркас 37 содержит первую зону, в которой расположен источник 27 питания. То есть первая зона предназначена для того, чтобы располагать в ней источник 27 питания. Второй каркас 37 содержит первую соединяемую часть 87. Первый каркас 19 содержит вторую соединяемую часть 85. Вместе первая соединяемая часть 87 и вторая соединяемая часть 85 образуют вторую защелкивающуюся конструкцию. Первая соединяемая часть 87 и вторая соединяемая часть 85 являются примерами соединительного элемента. Вторую соединяемую часть 85 можно назвать третьим соединительным элементом, а первую соединяемую часть 87 - четвертым соединительным элементом.
В этом варианте осуществления между первой соединяемой частью 87 и второй соединяемой частью 85 обеспечивают меньшую степень перемещения, чем степень перемещения между фиксатором 93 и принимающей частью 97. Это связано с тем, что на втором этапе S2 сборки требуется более точное управление местоположением, в отличие от первого этапа S1 сборки. В других вариантах осуществления может быть обеспечена некоторая свобода перемещения между первой соединяемой частью 87 и второй соединяемой частью 85.
Когда первый каркас 19 полностью вставлен в полость 12b первой гильзы 11b, так что упорная часть 81 упирается во второй концевой упор 83, первая гильза 11b окружает только часть первой зоны. Кроме того, вторую зону для размещения печатных плат 25a, 25b окружают первой гильзой 11b, когда второй каркас 37 соединяют с первым каркасом 19 на втором и первом этапах S1, S2 сборки.
Как показано на фиг. 9 и 12, второй каркас 37 содержит первое плечо 37b и второе плечо 37c, ограничивающие полость 37a между ними. Полость 37a второго каркаса 37 предназначена для размещения нагревательного устройства 23, соединенного с первым каркасом 19. Как также показано на фиг. 10, первый и второй рычаги 37a, 37b содержат первую соединяемую часть 87.
Как показано на фиг. 10, первая соединяемая часть 87 содержит два первых выступа 87а, которые отделены друг от друга первой выемкой 87b.
Как показано на фиг. 11, вторая соединяемая часть 85 представляет собой фиксатор для вставки и зацепления с первой соединяемой частью 87. Вторая соединяемая часть 85 содержит две вторые выемки 85а для приема двух первых выступов 87а первой соединяемой части 87. После вставки два первых выступа 87a первой соединяемой части 87 упираются в стенку второй соединяемой части 85, образуя два вторых выступа 85b, чтобы удерживать первую и вторую соединяемые части 87, 85 вместе и зацеплять первый каркас 19 и второй каркас 37.
Как показано на фиг. 10, например, два первых выступа 87a первой соединяемой части 87 содержат скошенную часть, позволяющую двум вторым выступам 85b второй соединяемой части 85 скользить вдоль двух первых выступов 87a перед входом в первую выемку 87b. Скошенная часть проходит наклонно от кончика каждого из первых выступов 87а по направлению к первой выемке 87b.
После зацепления два первых выступа 87а удерживают внутри соответствующих вторых выемок 85а второй соединяемой части 85, а два вторых выступа 85b второй соединяемой части 85 удерживают внутри первой выемки 87b первой соединяемой части 87.
Таким образом, защелкивающаяся конструкция первой соединяемой части 87 и второй соединяемой части 85 обеспечивает большее сопротивление разъединению соединения. Хотя для зацепления и разделения первой соединяемой части 87 и второй соединяемой части 85 требуется локальная деформация, скошенная часть способствует обратимой деформации (отклонению), чтобы обеспечить легкость вставки и надежную фиксацию первого каркаса 19 и второго каркаса 37.
Хотя происходит временное изгибание первой соединяемой части 87 и второй соединяемой части 85, в этом варианте осуществления изгибающее движение является обратимым, и первая соединяемая часть 87 и вторая соединяемая часть 85 возвращаются в состояние покоя, когда первый каркас 19 и второй каркас 37 соединены. В состоянии покоя между первым зацепляемым участком 87 и вторым зацепляемым участком 85 не воздействует усилие деформации.
В этом варианте осуществления вторая защелкивающаяся конструкция обеспечивает совместное соединение первой соединяемой части 87 и второй соединяемой части 85, когда второй каркас 87 и первой каркас 19 соединены. То есть первая соединяемая часть 87 и вторая соединяемая часть 85 взаимно заблокированы после соединения, чтобы предотвратить (запретить) относительное перемещение между вторым каркасом 37 и первым каркасом 19. Например, два вторых выступа 85b точно входят в выемку 87b, чтобы предотвратить такое относительное перемещение. В других вариантах осуществления совместное зацепление может не требоваться, например, если используют трение для удержания состояния зацепления.
Зацепление частей с помощью защелкивающегося устройства позволяет легко прижимать соединяемые части и объединять их. В некоторых вариантах осуществления зацепление одного соединительного элемента с другим соединительным элементом может препятствовать перемещению, но не полностью сдерживать две части. То есть в некоторых защелкивающихся конструкциях между частями может иметь место некоторый люфт.
На фиг. 7 и 12 показан третий этап S3 процедуры 100 сборки. Третий этап S3 сборки включает в себя следующее: соединяют вторую гильзу 11a со вторым каркасом 37.
Вторая гильза 11a содержит полость 12a для приема второго каркаса 37 и нагревательного устройства 23. После сборки вторая гильза 11а может быть соединена со вторым каркасом 37 с помощью крепежа 18. После соединения управляемая пользователем кнопка 7 становится выровненной с отверстием во второй гильзе 11a. Как показано на фиг. 2, отверстие соответствует внешнему концентрическому кругу, а внутренний концентрический круг соответствует кнопке 7, управляемой пользователем. В показанном варианте осуществления показано два крепежа 18. В других вариантах осуществления может быть использован единственный крепеж 18, лишь бы вторая гильза 11a надежно удерживалась на втором каркасе 37. Использование двух крепежей 18 помогает распределять силы по большей площади, чем один крепеж 18, чтобы обеспечить стабильность в процедуре 100 сборки. В других примерах может быть использовано три или более крепежей 18. Для размещения крепежей 18 в основном корпусе второго каркаса 27 предусмотрены резьбовые части 18.
Когда первый каркас 19 соединен со вторым каркасом 37, крепежи 18 позволяют соединить вторую гильзу 11a со вторым каркасом 37, так что вторая гильза 11a, второй каркас 37 и первый каркас 19 могут быть соединены как единое целое с первой гильзой 11b. Крепежи 18 также помогают упростить сборку, удерживая относительное положение второй гильзы 11a по отношению к соединенным второму каркасу 37 и первому каркасу 19 при соединении второй гильзы 11a и первой гильзы 11b на третьем этапе S3 сборки.
Вторую гильзу 11a соединяют с первой гильзой 11b с помощью третьей защелкивающейся конструкции на третьем этапе S3 сборки. Третья защелкивающаяся конструкция содержит первую конструкцию 89 выступов и промежутков второй гильзы 11а. Выступы и промежутки первой конструкции 89 расположены под углом коси X. В других вариантах осуществления выступы и промежутки первой конструкции 89 могут быть расположены в направлении оси X. Первая гильза содержит вторую конструкцию 91, содержащую выступ. В других вариантах осуществления вторая конструкция 91 может содержать выступы и промежутки и может быть по существу такой же, как первая конструкция 89 для соответствующего зацепления.
Когда вторую гильзу 11a надвигают на первую гильзу 11b, выступ второй конструкции 91 периодически проходит между соседними промежутками, образованными между выступами первой конструкции 89. Это обеспечивает обратную связь со сборщиком и обеспечивает пошаговую процедуру соединения. Когда первая конструкция 89 полностью вставлена, она находится внутри полости 12b первой гильзы 11b и закрыта первой гильзой 11b.
Первая конструкция 89 и вторая конструкция 91 являются примерами соединительного элемента. Вторую конструкцию 91 можно назвать пятым соединительным элементом, а первую конструкцию 89 - шестым соединительным элементом. В этом варианте осуществления между первой конструкцией 89 и второй конструкцией 91 в соединенном состоянии обеспечивают небольшую свободу перемещения или ее отсутствие. Это связано с тем, что требуется, чтобы первая гильза 11b и вторая гильза 11a были точно соединены как единое целое. Такой контроль местоположения более важен, чем, например, на первом этапе S1 сборки.
Как показано на фиг. 6, когда устройство 1 собрано, так что вторая гильза 11a и первая гильза 11b соединены, вторая гильза 11a и первая гильза 11b выполнены с возможностью окружать по меньшей мере часть первой зоны, внутри которой расположен источник 27 питания.
Преимущественно устройство 1 собирают быстро и удобно. Использование защелкивающихся конструкций приводит к автоматическому соединению деталей, что помогает ускорить процесс сборки.
Хотя описана защелкивающаяся конструкция, в некоторых вариантах осуществления первый и второй соединительные элементы, третий и четвертый соединительные элементы и/или пятый и шестой соединительные элементы образуют механическую защелку, которую защелкивают и/или расцепляют под давлением. То есть соответствующие соединительные элементы механического механизма могут быть прижаты друг к другу для зацепления. Процесс прижатия друг к другу соответствующих соединительных элементов приводит к временному изгибу по меньшей мере одного из соединительных элементов до того, как соединительные элементы будут автоматически взаимно заблокированы. Таким образом, взаимную блокировку вызывают вставкой одного из соединительных элементов в другой соединительный элемент.
Описанные в этом документе соединительные элементы с первого по шестой входят в зацепление для взаимной блокировки. Взаимная блокировка приводит к соединению двух отдельных компонентов или групп компонентов. Хотя может иметь место некоторая свобода перемещения между соединенными компонентами или группами компонентов, зацепление соединительных элементов препятствует разделению. То есть разъединение происходит только тогда, когда по меньшей мере один соединительный элемент изгибается (отклоняется) обратимым образом.
Хотя первый каркас 19 содержит первый соединительный элемент, первый соединительный элемент может состоять из любых внутренних компонентов, которые поддерживает первый каркас 19. Например, первый соединительный элемент может состоять по меньшей мере из одного из следующего: нагревательного устройства 23, схемы 25 управления, второго каркаса 37 и источника 27 питания. В некоторых вариантах осуществления, когда первый соединительный элемент содержится во втором каркасе 37 и/или в источнике 27 питания, первый этап S1 сборки происходит после второго этапа S2 сборки. Однако в других вариантах осуществления второй этап S2 сборки, на котором соединяют первый каркас 19 со вторым каркасом 37, может быть выполнен перед этапом соединения первой гильзы 11b со вторым каркасом 37 и/или источником 27 питания. Это происходит потому, что во время сборки устройства происходит автоматическое зацепление между вторым каркасом 37 и/или источником питания 27 и первой гильзой 11b, а не между первым каркасом 19 и первой гильзой 11b.
На фиг. 13 показана блок-схема, показывающая пример способа 200 сборки устройства для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала. Способ может дополнительно содержать любые из признаков, описанных ранее, взятых по-отдельности или в сочетании.
Способ 200 включает в себя следующее: обеспечивают первый каркас 201 для поддержки нагревательного устройства для приема и нагрева аэрозолируемого материала, при этом первый каркас содержит первый соединительный элемент. Способ 200 также включает в себя следующее: обеспечивают первую гильзу 202 для формирования по меньшей мере части корпуса устройства, при этом первая гильза содержит второй соединительный элемент. После выполнения первого каркаса и первой гильзы способ включает в себя следующее: вставляют первый каркас 203 в полость первой гильзы, чтобы вызвать автоматическое зацепление первого соединительного элемента и второго соединительного элемента во время сборки устройства.
В некоторых вариантах осуществления аэрозолируемый материал содержит табак. Тем не менее, в других вариантах осуществления аэрозолируемый материал может состоять из табака, может состоять по существу целиком из табака, может содержать табак и аэрозолируемый материал, отличный от табака, может содержать аэрозолируемый материал, отличный от табака или может не содержать табак. В некоторых вариантах осуществления аэрозолируемый материал может содержать вещество, образующее пар или аэрозоль, или увлажняющее вещество, такое как глицерин, пропиленгликоль, триацетин или диэтиленгликоль.
В некоторых вариантах осуществления аэрозолируемый материал представляет собой не являющийся жидким аэрозолируемый материал, и устройство предназначено для нагревания не являющегося жидким аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала.
После того, как весь или практически весь испаряющийся компонент(ы) аэрозолируемого материала в расходном изделии 21 израсходован, пользователь может вынуть изделие 21 из устройства 1 и утилизировать изделие. 21. Впоследствии пользователь может повторно использовать устройство 1 с другим изделием 21. Тем не менее, в других соответствующих вариантах осуществления изделие может не быть расходным, и устройство и изделие могут быть утилизированы вместе после того, как летучие компоненты аэрозолируемого материала были истрачены.
В вариантах осуществления, описанных в этом документе, расходное изделие 21 содержит узел 21b мундштука. Однако понятно, что в других вариантах осуществления пример устройства, описанного в этом документе, может содержать мундштук. Например, устройство 1 может содержать мундштук, который является неотъемлемой частью устройства, или в других вариантах осуществления устройство может содержать мундштук, который прикреплен к устройству 1 с возможностью отсоединения. В одном из примеров устройство 1 может быть выполнено с возможностью принимать аэрозолируемый материал, который необходимо нагреть. Аэрозолируемый материал может содержаться в расходном изделии, не содержащем мундштука. Пользователь может затягиваться через мундштук устройства 1, чтобы вдыхать аэрозоль, генерируемый устройством, путем нагревания аэрозолируемого материала.
В некоторых вариантах осуществления изделие 21 представляет собой твердое вещество, подаваемое или иным образом предоставляемое отдельно от устройства 1, с которым можно использовать изделие 21. Однако в некоторых вариантах осуществления устройство 1 и одно или несколько изделий 21 могут быть предоставлены вместе в виде системы, например, в виде набора или блока, возможно с дополнительными компонентами, такими как чистящие принадлежности.
Для решения различных задач и развития техники все это раскрытие посредством иллюстрации и примеров показывает различные варианты осуществления, с помощью которых может быть реализовано на практике заявленное изобретение, и которые предусматривают более совершенные нагревательные элементы для использования с устройством для нагрева аэрозолируемого материала, способы формирования нагревательного элемента для использования с устройством для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала, и системы, содержащие устройство для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала и нагревательный элемент, нагреваемый таким устройством Преимущества и признаки раскрытия представляют собой всего лишь представительные примеры вариантов осуществления и не являются исчерпывающими и/или исключительными. Они представлены только для того, чтобы способствовать пониманию и передать идеи заявленных и иным образом изложенных признаков. Понятно, что преимущества, варианты осуществления, примеры, функции, признаки, конструкции и/или другие аспекты раскрытия не следует рассматривать как ограничения раскрытия, заданного формулой изобретения или ограничениями на эквиваленты формулы изобретения, и что, не отклоняясь от объема и/или сущности раскрытия, можно применять другие варианты осуществления и выполнять модификации. Различные варианты осуществления могут соответственно содержать, состоять или по существу состоять из различных комбинаций раскрытых элементов, компонентов, признаков, частей, этапов, средств и т.д. Изобретение может включать в себя другие изобретения, не заявленные явно, но которые могут быть заявлены в будущем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАГРЕВА АЭРОЗОЛИРУЕМЫХ МАТЕРИАЛОВ И СПОСОБ КОМПОНОВКИ ТАКОГО УСТРОЙСТВА | 2019 |
|
RU2824876C2 |
| КОРПУС УСТРОЙСТВА ДЛЯ НАГРЕВА АЭРОЗОЛИЗИРУЕМОГО МАТЕРИАЛА, УСТРОЙСТВО ДЛЯ НАГРЕВА АЭРОЗОЛИЗИРУЕМОГО МАТЕРИАЛА И СПОСОБ СБОРКИ КОРПУСА УСТРОЙСТВА ДЛЯ НАГРЕВА АЭРОЗОЛИЗИРУЕМОГО МАТЕРИАЛА | 2019 |
|
RU2823987C2 |
| УЗЕЛ ДЛЯ ИСПОЛЬЗОВАНИЯ В УСТРОЙСТВЕ ДЛЯ НАГРЕВАНИЯ АЭРОЗОЛИЗИРУЕМОГО МАТЕРИАЛА И СИСТЕМА, СОДЕРЖАЩАЯ ТАКОЙ УЗЕЛ | 2020 |
|
RU2825301C2 |
| МУНДШТУК И ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПОДАЧИ АЭРОЗОЛЯ | 2020 |
|
RU2808106C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ПОДАЧИ АЭРОЗОЛЯ БЕЗ СЖИГАНИЯ | 2020 |
|
RU2814517C2 |
| УСТРОЙСТВО ПОДАЧИ АЭРОЗОЛЯ | 2020 |
|
RU2802335C2 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2814566C2 |
| ИЗДЕЛИЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В НЕГОРЮЧЕЙ СИСТЕМЕ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2799626C2 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2804476C2 |
| ЭЛЕКТРОННАЯ СИСТЕМА И СПОСОБ ПОДАЧИ АЭРОЗОЛЯ | 2020 |
|
RU2822385C1 |
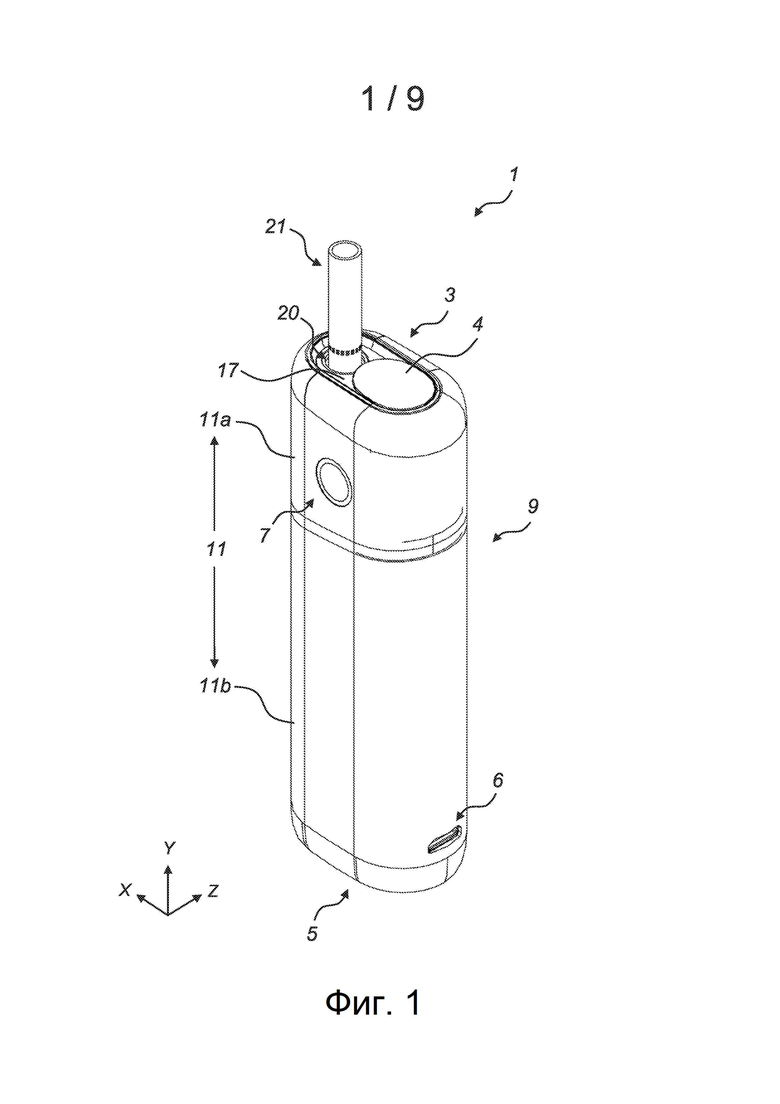
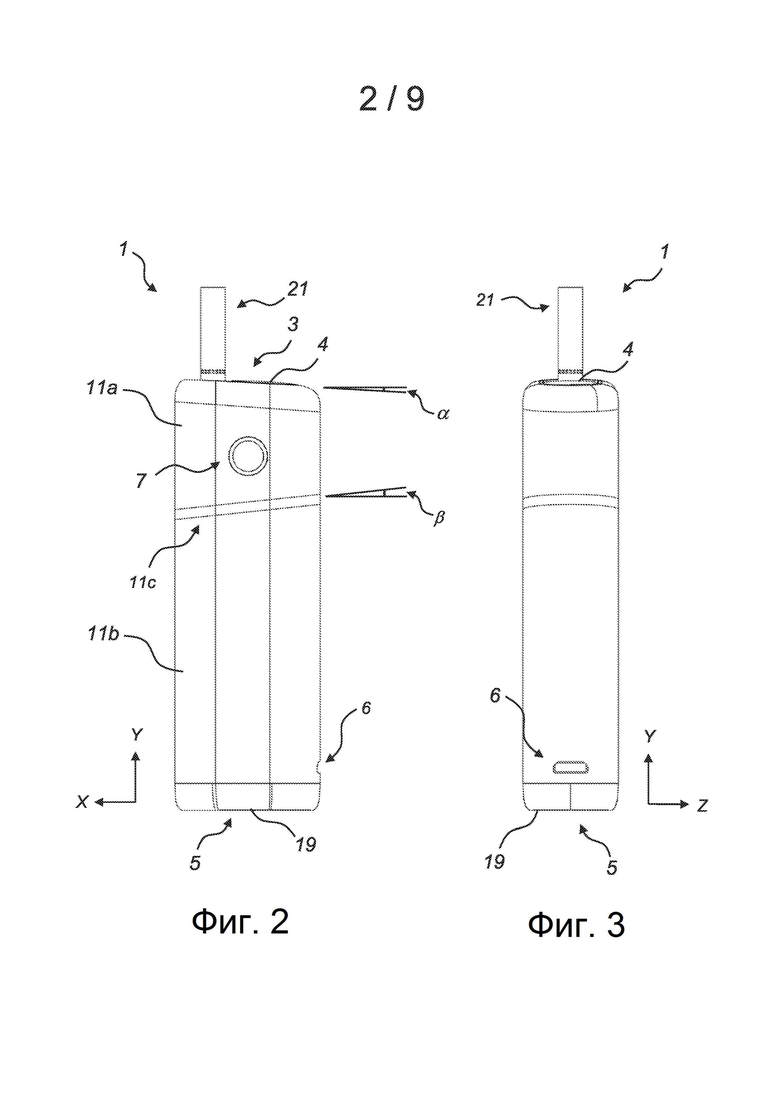
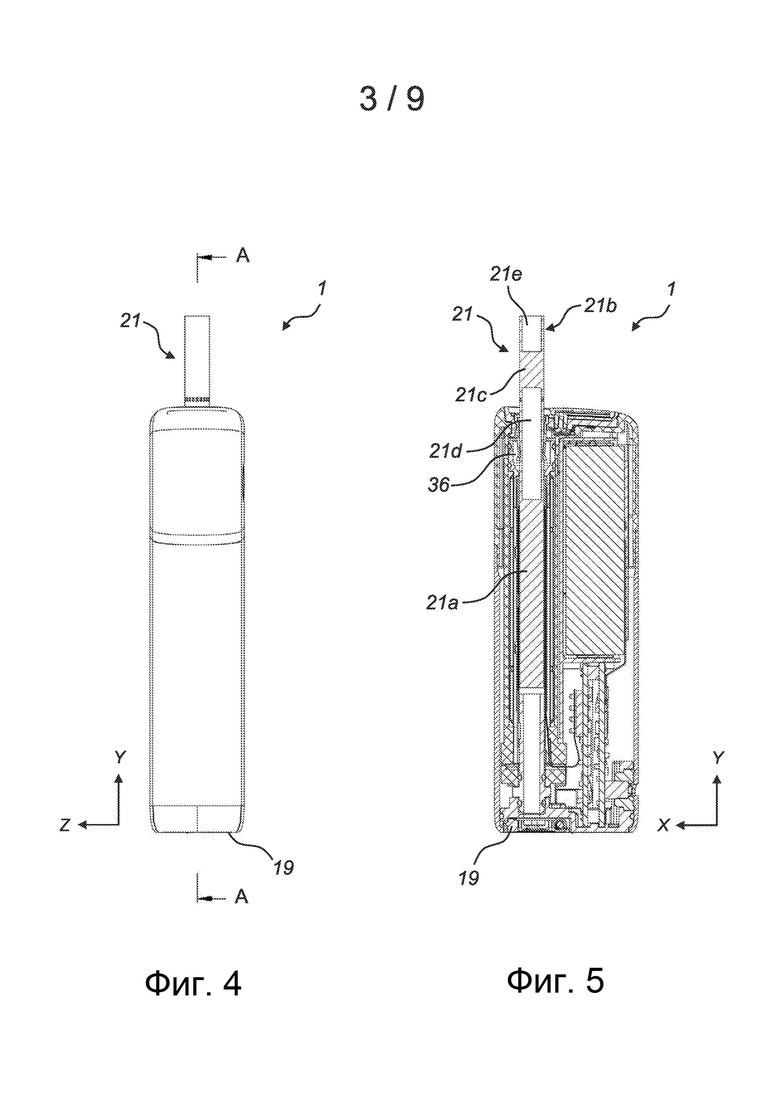
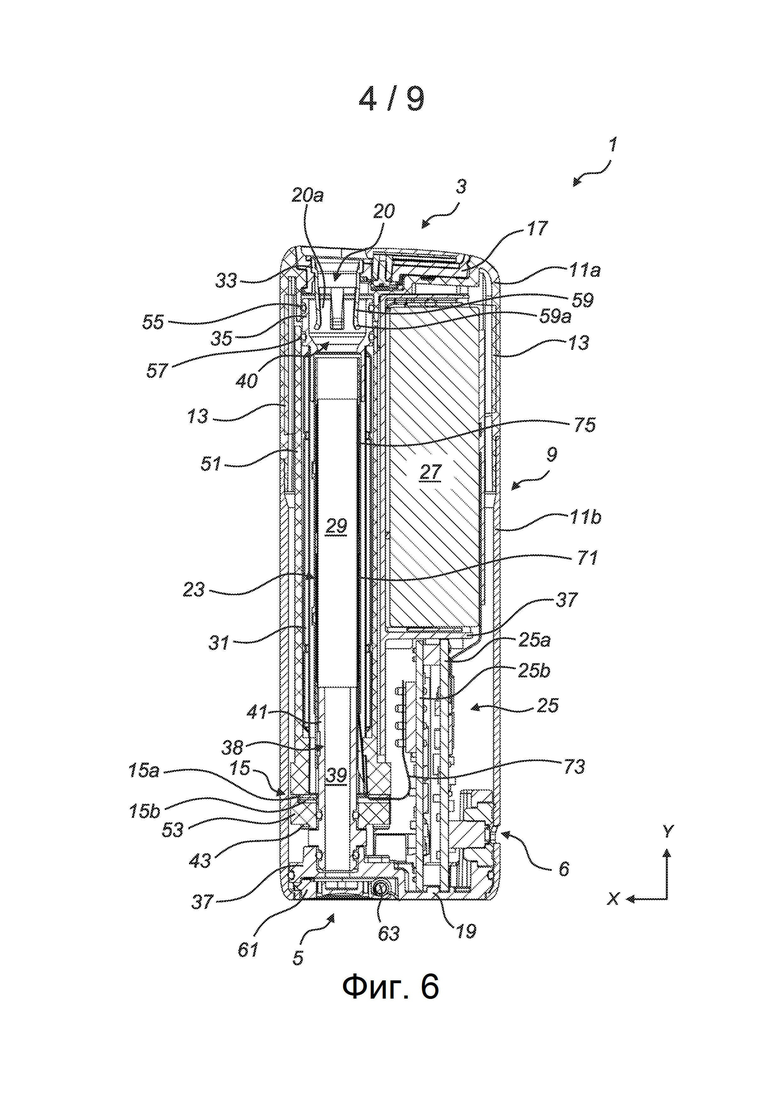
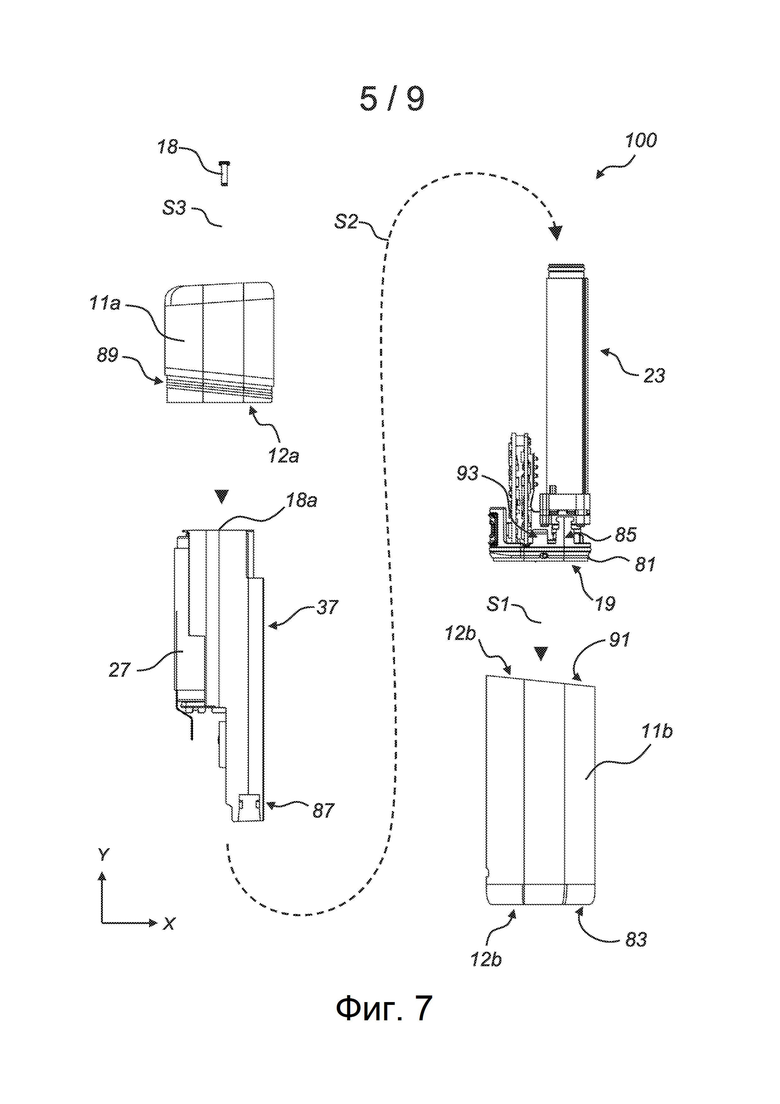
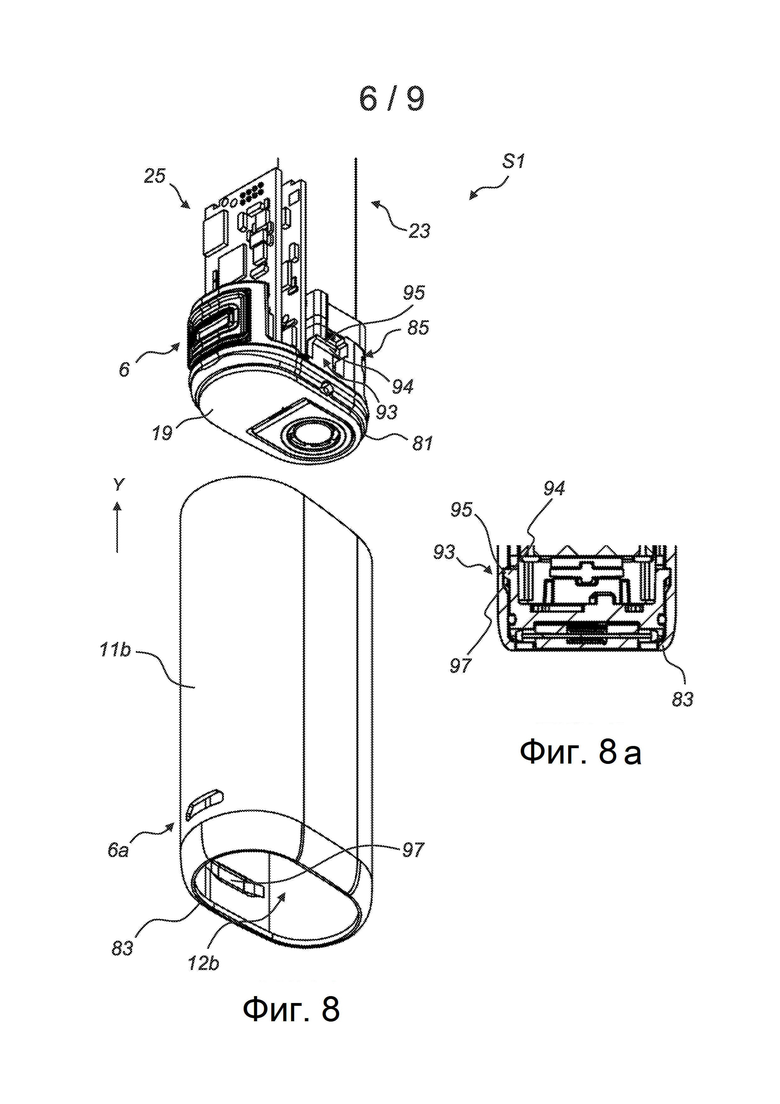
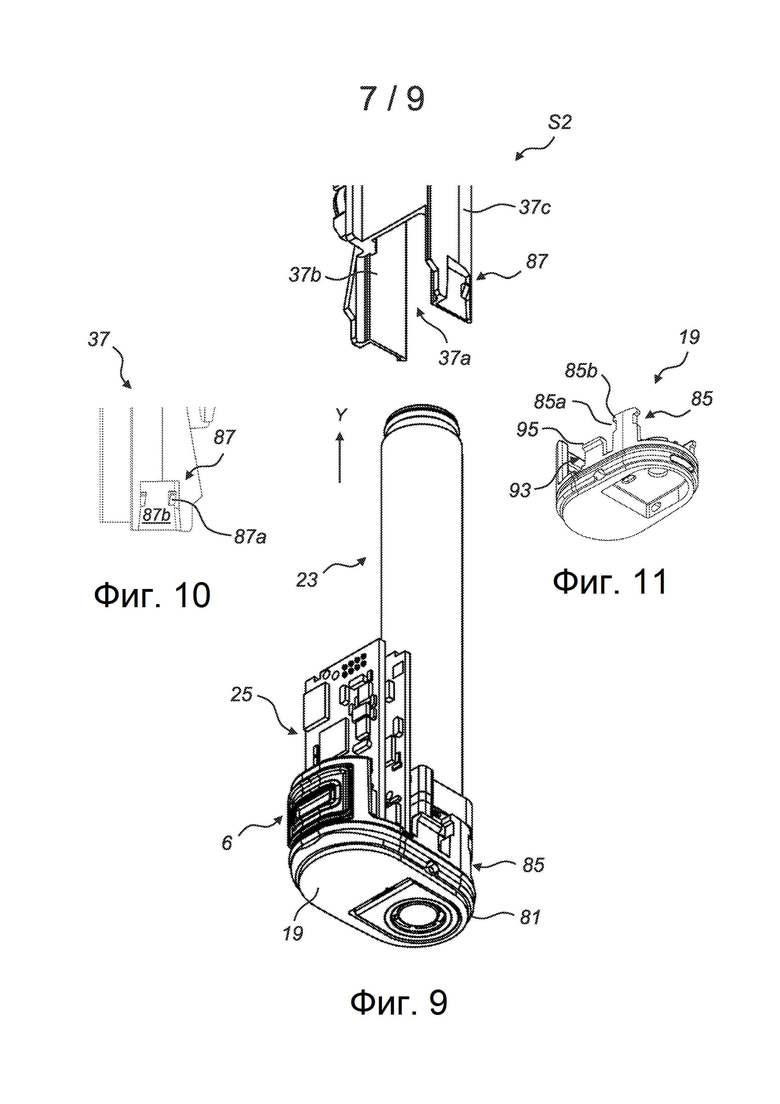
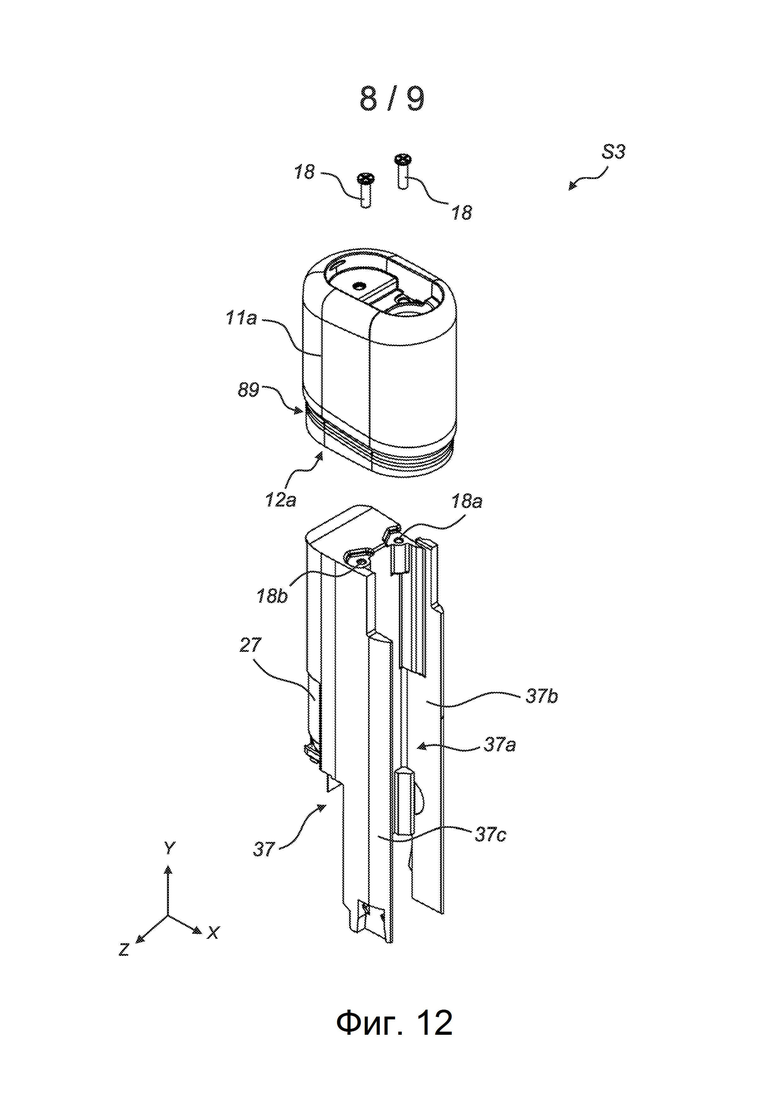
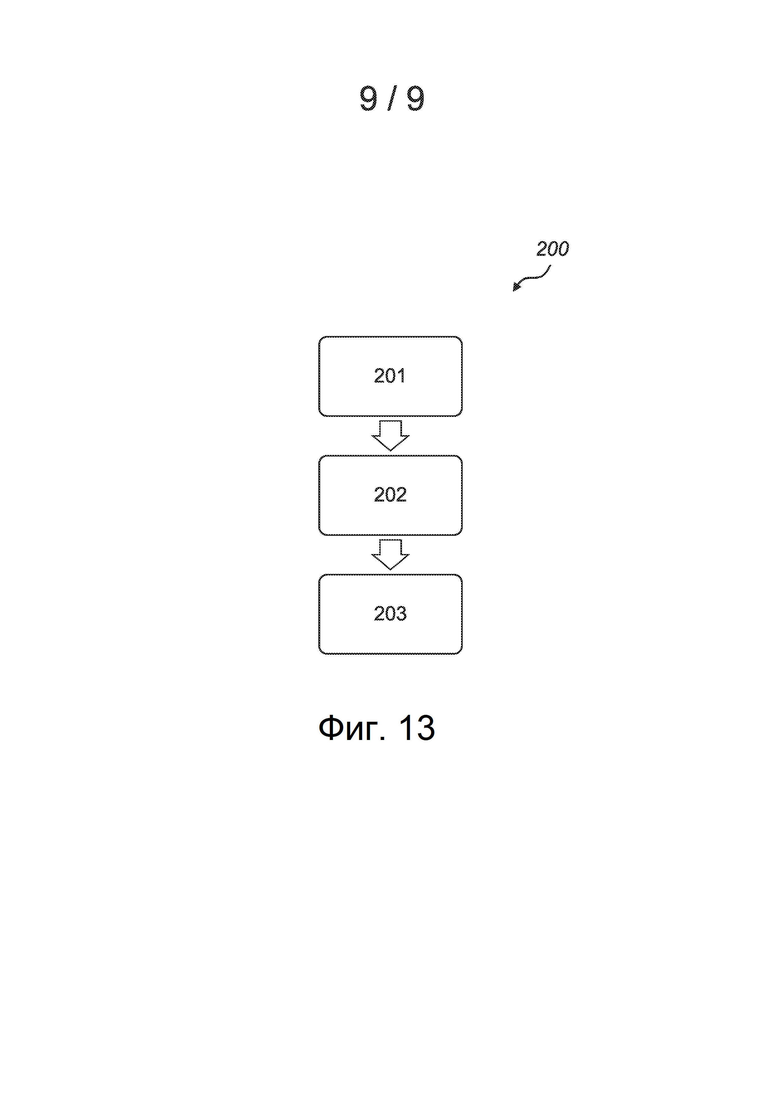
Изобретение относится к способу сборки устройства и к устройству для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала. Описан способ сборки устройства для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала для получения аэрозоля для вдыхания пользователем, в котором устройство имеет первый проксимальный конец и второй дистальный конец. Способ включает в себя следующие этапы: обеспечивают первый каркас для поддержки нагревательного устройства для приема и нагрева аэрозолируемого материала, при этом первый каркас или компонент, поддерживаемый первым каркасом, содержит первый соединительный элемент; обеспечивают первую гильзу для формирования по меньшей мере части корпуса устройства, при этом первая гильза содержит второй соединительный элемент; и вставляют первый каркас в полость первой гильзы, чтобы вызвать автоматическое зацепление первого соединительного элемента и второго соединительного элемента во время сборки устройства. Технический результат - создание устройства для нагрева аэрозолизуемого материала для испарения по меньшей мере одного компонента аэрозолизуемого материала. 2 н. и 21 з.п. ф-лы, 13 ил. 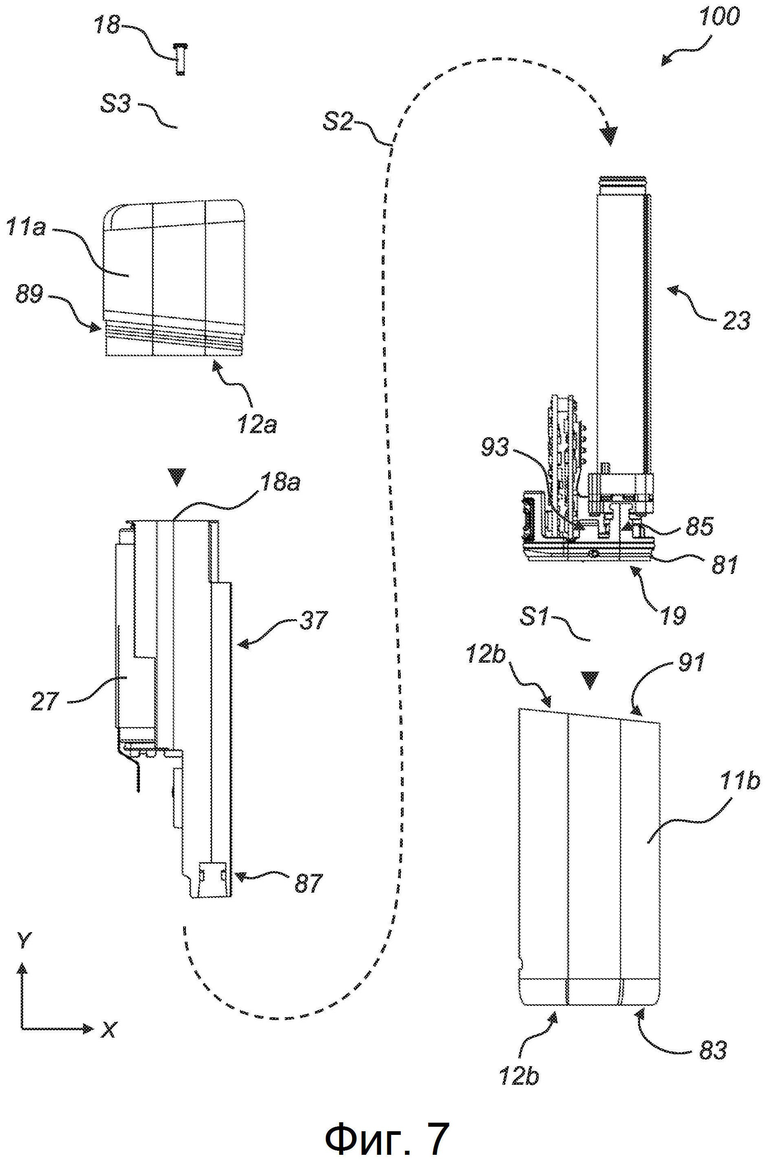
1. Способ сборки устройства для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала для получения аэрозоля для вдыхания пользователем, при этом устройство имеет первый проксимальный конец и второй дистальный конец, причем способ включает в себя следующие этапы, на которых:
обеспечивают наличие первого каркаса для поддержки нагревательного устройства для приема и нагрева аэрозолируемого материала, при этом первый каркас или компонент, поддерживаемый первым каркасом, содержит первый соединительный элемент;
обеспечивают наличие первой гильзы для формирования по меньшей мере части корпуса устройства, при этом первая гильза содержит второй соединительный элемент; и
вставляют первый каркас в полость первой гильзы, чтобы вызвать автоматическое зацепление первого соединительного элемента и второго соединительного элемента во время сборки устройства.
2. Способ по п. 1, в котором вставка приводит к соединению первого каркаса и первой гильзы или компонента, поддерживаемого первым каркасом, и первой гильзы посредством первой защелкивающейся конструкции, содержащей первый соединительный элемент и второй соединительный элемент.
3. Способ по п. 1 или 2, в котором вставка включает в себя вставку первого каркаса по направлению к концевому упору первой гильзы для блокирования перемещения первого каркаса относительно первой гильзы с помощью концевого упора.
4. Способ по любому из пп. 1-3, в котором первый соединительный элемент представляет собой выступ первого каркаса или компонента, поддерживаемого первым каркасом, а второй соединительный элемент представляет собой принимающую часть первой гильзы.
5. Способ по любому из пп.1-4, включающий в себя следующие этапы, на которых:
обеспечивают наличие второго каркаса, содержащего первую зону, которую занимает источник питания; и
зацепляют второй каркас и первый каркас с использованием третьего соединительного элемента первого каркаса и четвертого соединительного элемента второго каркаса.
6. Способ по п. 5, в котором обеспечение наличия второго каркаса включает в себя обеспечение наличия второго каркаса, содержащего первый соединительный элемент, и при этом этап вставки первого каркаса в полость первой гильзы выполняют после этапа соединения второго каркаса и первого каркаса.
7. Способ по п. 5, в котором этап вставки первого каркаса в полость первой гильзы предшествует этапу соединения второго каркаса с первым каркасом.
8. Способ по любому из пп. 5-7, в котором первый каркас содержит вторую зону, которую занимает по меньшей мере одна печатная плата (PCB), и при этом этап соединения второго каркаса и первого каркаса включает в себя следующее: окружают первой гильзой вторую зону и только часть первой зоны.
9. Способ по п. 8, в котором этап окружения первой гильзой включает в себя следующее: окружают первой гильзой вторую зону по всей ее длине.
10. Способ по любому из пп. 1-9, включает в себя следующие этапы, на которых:
обеспечивают наличие второй гильзы корпуса; и
соединяют вторую гильзу и первую гильзу с использованием пятого соединительного элемента первой гильзы и шестого соединительного элемента второй гильзы.
11. Способ по п. 10, в котором этап соединения второй гильзы и первой гильзы включает в себя следующее: окружают второй гильзой и первой гильзой по меньшей мере часть первой зоны.
12. Способ по п. 10 или 11, в котором этап соединения второй гильзы и первой гильзы включает в себя следующее: вставляют соединенные первый и второй каркас в полость второй гильзы перед соединением второй гильзы и первой гильзы.
13. Способ по любому из пп. 10, 11, в котором этап соединения второй гильзы и первой гильзы включает в себя следующее: совмещают управляемую пользователем кнопку с отверстием во второй гильзе.
14. Способ по п. 13, в котором этап соединения второй гильзы и первой гильзы включает в себя следующее: закрывают управляемую пользователем кнопку второй гильзой до тех пор, пока управляемая пользователем кнопка не совместится с отверстием во второй гильзе.
15. Способ по любому из пп. 10-14, в котором этап соединения второй гильзы и первой гильзы включает в себя следующее: окружают второй гильзой часть нагревательной камеры нагревательного устройства.
16. Способ по п. 15, в котором этап окружения второй гильзой включает в себя следующее: окружают второй гильзой только часть нагревательной камеры.
17. Устройство для нагрева аэрозолируемого материала для испарения по меньшей мере одного компонента аэрозолируемого материала для получения аэрозоля для вдыхания пользователем, при этом устройство имеет первый проксимальный конец и второй дистальный конец, причем устройство содержит:
первый каркас для поддержки нагревательного устройства для приема и нагрева аэрозолируемого материала, при этом первый каркас или компонент, поддерживаемый первым каркасом, содержит первый соединительный элемент; и
первую гильзу для формирования по меньшей мере части корпуса устройства, при этом первая гильза содержит второй соединительный элемент;
при этом первый соединительный элемент и второй соединительный элемент выполнены с возможностью автоматического соединения, когда первый каркас вставляют в полость первой гильзы во время сборки устройства.
18. Устройство по п. 17, в котором первый соединительный элемент и второй соединительный элемент образуют первую защелкивающуюся конструкцию для соединения первого каркаса и первой гильзы или компонента, поддерживаемого первым каркасом, и первой гильзы.
19. Устройство по п. 18, в котором первый соединительный элемент представляет собой выступ первого каркаса или компонента, поддерживаемого первым каркасом, а второй соединительный элемент представляет собой принимающую часть первой гильзы.
20. Устройство по любому из пп. 17-19, содержащее второй каркас, соединяемый с первым каркасом с использованием третьего соединительного элемента первого каркаса и четвертого соединительного элемента второго каркаса.
21. Устройство по п. 20, в котором второй каркас содержит первый соединительный элемент.
22. Устройство по любому из пп. 20-21, в котором второй каркас соединен с первым каркасом с использованием второй защелкивающей конструкции, содержащей третий соединительный элемент и четвертый соединительный элемент.
23. Устройство по любому из пп. 17-22, содержащее вторую гильзу, так что, когда вторая гильза и первая гильза соединены, вторая гильза и первая гильза окружают по меньшей мере часть первой зоны второго каркаса, предназначенной для размещения источника питания.
| CN 106572708 A, 19.04.2017 | |||
| CN 105661650 A, 15.06.2016 | |||
| CN 105795526 A, 27.07.2016 | |||
| WO 2015149313 A1, 08.10.2015 | |||
| УСТРОЙСТВО ЭЛЕКТРОННОЙ СИГАРЕТЫ | 2012 |
|
RU2619016C2 |

