ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к картриджу и способу изготовления картриджа.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
[0002] Традиционно известны нагреваемые табачные изделия, которые используются для вдыхания газообразной среды, содержащей аэрозоль, причем аэрозоль получают путем пропускания паров спирта без его сжигания через высушенный листовой табак, полученный из растений рода Nicotiana tobacum, восстановленный табак, содержащий растения того же рода, полоски и гранулы восстановленного табака и/или их смеси, и вызывая переход ингредиентов, полученных из листового табака и т.п., в газовую фазу. Кроме того, известны электронные табачные изделия, которые используются для вдыхания газообразной среды, в которой пар смешивается с наружным воздухом, причем пар образуется путем распыления или испарения ароматических спиртовых или водных растворов с помощью соответствующего электрического компонента (далее в настоящем описании, такие нагреваемые табачные изделия и электронные табачные изделия вместе именуются «генератором(ами) пара»). Такой генератор пара содержит компонент для размещения источника аэрозоля, компонент для генерирования аэрозоля, компонент, образующий аэрозольный канал и т.п. В качестве такого компонента, с точки зрения простоты обработки, веса и т.п, обычно используется компонент, изготовленный из полимерного материала.
[0003] В процессе изготовления генератора пара компонент из полимерного материала иногда соединяют или сваривают с другим компонентом. В качестве способов соединения компонентов полимерного материала или компонента полимерного материала и металлического компонента, образующих генератор пара, известны способ лазерной сварки и способ ультразвуковой сварки (см. PTL 1-4).
СПИСОК ИСТОЧНИКОВ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0004] PTL 1: Международная патентная публикация № WO 2020/081849.
PTL 2: Международная патентная публикация № WO 2020/023540.
PTL 3: Заявка на патент США №2020/0214343.
PTL 4: Выложенный патент Японии №2018-019681
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0005] Однако при сварке двух компонентов, как указано выше, расплавленный полимерный материал выталкивается из соединяемой части по мере того, как компоненты прижимаются друг к другу, а затвердевший полимерный материал (остаточный материал) остается вокруг соединяемой части. В случае, когда такой остаточный материал присутствует в аэрозольном канале генератора пара, аэрозоль, проходящий через аэрозольный канал, может конденсироваться на остаточном материале, при этом могут собираться капли жидкости. В результате собранные капли жидкости могут попадать в рот пользователя, или же характеристики генератора пара могут отличаться от расчетных из-за сужения площади поперечного сечения аэрозольного канала.
[0006] Кроме того, такой остаточный материал может отвалиться на более позднем этапе производства генератора пара и будет скапливаться в процессе транспортировки или может внедриться в продукт. Даже когда остаточный материал не отваливается, внешний вид генератора пара ухудшается. В частности, в случае, когда остаточный материал формируется на резервуаре (картридже), образующим генератор пара и предназначенном главным образом для размещения источника аэрозоля, остаточный материал, который оказался открытым, может быть ошибочно распознан как инородное вещество в источнике аэрозоля. Кроме того, промежуточное изделие, на котором образуется остаточный материал, имеет отклонения от проектных размеров, и остаточный материал может легко отвалиться на более позднем этапе и заблокировать путь транспортировки.
[0007] Целью настоящего изобретения является предотвращение попадания остаточного материала в картридж, формирующий генератор пара.
РЕШЕНИЕ ПРОБЛЕМЫ
[0008] В соответствии с первым вариантом выполнения, предложен картридж, который установлен в части генератора пара, содержащего нагревательный элемент для нагревания источника аэрозоля. Картридж содержит первый компонент и второй компонент, по меньшей мере один из которых выполнен из полимерного материала, и соединительную часть, один конец которой соединен с первым компонентом, а другой конец присоединен или приварен ко второму компоненту. Второй компонент имеет лицевую поверхность, обращенную к первому компоненту, и самый внешний край лицевой поверхности. Другой конец соединительной части присоединен или приварен к лицевой поверхности второго компонента в положении, удаленном от самого внешнего края.
[0009] В соответствии с первым вариантом выполнения, поскольку соединительная часть находится в положении, удаленном от самого внешнего края лицевой поверхности второго компонента, можно предотвратить попадание расплавленного материала (остаточного материала) из соединительной части на самый внешний край лицевой поверхности второго компонента. Кроме того, в настоящем описании «лицевые поверхности» первого компонента и второго компонента относятся к поверхностям, которые обращены непосредственно друг к другу в направлении, в котором соединительная часть проходит между первым компонентом и вторым компонентом. Между лицевой поверхностью первого компонента и лицевой поверхностью второго компонента отсутствует какие-либо элементы, отличные от соединительной части. Можно также сказать, что «лицевые поверхности» первого компонента и второго компонента представляют собой поверхности, расположенные под углом относительно направления, в котором соединительная часть проходит между первым компонентом и вторым компонентом.
[0010] Второй вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с первым вариантом выполнения, содержащий аэрозольный канал, через который проходит аэрозоль, образующийся в результате испарения источника аэрозоля, при этом по меньшей мере часть аэрозольного канала ограничена по меньшей мере одним из первого компонента и второго компонента.
[0011] В соответствии со вторым вариантом выполнения, поскольку аэрозольный канал ограничен по меньшей мере одним компонентом из первого компонента и второго компонента, можно предотвратить попадание остаточного материала в такой аэрозольный канал, при этом конденсация аэрозоля на остаточном материале также может быть предотвращена. Кроме того, как описано выше, картридж, выполненный в соответствии со вторым вариантом выполнения, изготовлен из полимерного материала. Как описано выше, ограничение аэрозольного канала по меньшей мере частью первого компонента и второго компонента может быть достигнуто путем отливки под давлением каждого из компонентов как одно целое таким образом, чтобы получить часть, которая образует часть углубления, упомянутого выше, и чтобы получить часть, на которой по меньшей мере часть компонента формирует аэрозольный канал. Это позволяет исключить этап сборки или этап склеивания, необходимый в случае формования отдельных корпусов, а поскольку нет подгоночных частей или склеиваемых частей, компонентом можно легко манипулировать, и его нелегко сломать, когда потребитель держит его в руке во время применения, несмотря на то, что он представляет собой небольшой компонент из полимерного материала. Однако конструкции имеют ограничения в отношении формы углубления и аэрозольного канала таким образом, что каждый из двух компонентов может быть отлит под давлением как одно целое.
[0012] Третий вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с первым или вторым вариантом выполнения, имеющий пространство, выполненное с возможностью вмещать источник аэрозоля, и по меньшей мере часть этого пространства ограничена по меньшей мере одним из компонентов, первым или вторым.
[0013] В соответствии с третьим вариантом выполнения, поскольку по меньшей мере один из компонентов, первый или второй, ограничивает пространство, выполненное с возможностью вмещать источник аэрозоля, можно предотвратить попадание остаточного материала в такое пространство и также можно предотвратить ошибочное распознавание подмешивания постороннего вещества в источник аэрозоля. Кроме того, как описано выше, картридж, выполненный в соответствии с третьим вариантом выполнения и со ссылкой на первый вариант выполнения и второй вариант выполнения, изготовлен из полимерного материала. Создание пространства, которое выполнено с возможностью вмещать источник аэрозоля, и ограничение по меньшей мере части этого пространства по меньшей мере одним компонентом, первым или вторым, как описано выше, могут быть достигнуты путем отливки под давлением каждого компонента в виде единого целого таким образом, чтобы была получена часть, которая образует часть углубления, упомянутого выше, или чтобы была получена часть, на которой по меньшей мере часть компонента образует аэрозольный канал и, таким образом, чтобы была получена часть, которая образует пространство, выполненное с возможностью вмещать источник аэрозоля. Таким образом, также могут быть получены эффекты, описанные во втором варианте выполнения.
[0014] Четвертый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с первого по третий, в котором по меньшей мере часть нагревательного элемента размещена в по меньшей мере одном из первого компонента и второго компонента.
[0015] В соответствии с четвертым вариантом выполнения, поскольку по меньшей мере один из первого компонента и второго компонента содержит по меньшей мере часть нагревательного элемента, можно предотвратить попадание остаточного материала на такой нагревательный элемент. Кроме того, картридж, выполненный в соответствии с четвертым вариантом выполнения, может легко использоваться во время применения потребителем, поскольку не требуется сборка с нагревательным элементом.
[0016] Пятый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с первого по четвертый, в котором второй компонент имеет первое отверстие, выполненное на лицевой поверхности, и край первого отверстия, который ограничивает по меньшей мере часть первого отверстия, а другой конец соединительной части присоединен или приварен к торцевой поверхности второго компонента в положении, удаленном от края первого отверстия.
[0017] В соответствии с пятым вариантом выполнения, может быть предотвращено попадание остаточного материала в первое отверстие.
[0018] Шестой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с пятым вариантом выполнения, причем первое отверстие имеет кольцевую форму, если смотреть вдоль направления, в котором соединительная часть проходит между первым компонентом и вторым компонентом, при этом край первого отверстия содержит внешний край и внутренний край, которые ограничивают первое отверстие, причем соединительная часть содержит первую соединительную часть и вторую соединительную часть, причем один конец как первой соединительной части, так и второй соединительной части соединен с первым компонентом, а другой конец присоединен или приварен ко второму компоненту и имеет кольцевую форму, если смотреть вдоль направления, в котором первая соединительная часть и вторая соединительная часть проходят между первым компонентом и вторым компонентом, при этом вторая соединительная часть расположена дальше внутрь от первой соединительной части, если смотреть вдоль направления, в котором вторая соединительная часть проходит между первым компонентом и вторым компонентом, а указанный другой конец первой соединительной части присоединен или приварен ко второму компоненту в месте, удаленном от внешнего края отверстия, при этом указанный другой конец второй соединительной части присоединен или приварен ко второму компоненту на расстоянии от внутреннего края отверстия.
[0019] В соответствии с шестым вариантом выполнения, можно предотвратить попадание расплавленных материалов (остаточных материалов) из первой соединительной части и второй соединительной части в первое отверстие.
[0020] Седьмой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с шестым вариантом выполнения, в котором второй компонент имеет второе отверстие, которое расположено дальше внутрь от первого отверстия, если смотреть вдоль направления, в котором вторая соединительная часть проходит между первым компонентом и вторым компонентом, и край второго отверстия, который ограничивает по меньшей мере часть второго отверстия, причем другой конец второй соединительной части присоединен или приварен ко второму компоненту в положении, удаленном от края второго отверстия.
[0021] В соответствии с седьмым вариантом выполнения, можно предотвратить попадание расплавленного материала (остаточного материала) из второй соединительной части во второе отверстие.
[0022] Восьмой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с первого по седьмой, в котором первый компонент содержит удлинительную часть, которая проходит в направлении, перпендикулярном направлению протяженности соединительной части, от одного конца соединительной части по направлению к самому внешнему краю второго компонента.
[0023] В соответствии с восьмым вариантом выполнения, поскольку первый компонент содержит удлинительную часть, можно предотвратить попадание остаточного материала наружу из зазора между первым компонентом и вторым компонентом.
[0024] В соответствии с девятым вариантом выполнения, предложен способ изготовления картриджа, выполненного в соответствии с любым из вариантов выполнения с первого по восьмой. В способе изготовления картриджа первый компонент представляет собой крышку, а второй компонент представляет собой цилиндрический элемент. Способ изготовления картриджа включает присоединение нагревательного узла, содержащего нагревательный элемент, к одному концу цилиндрического элемента, и закрытие отверстия на указанном одном конце цилиндрического элемента, заполнение внутренней части цилиндрического элемента, к которому присоединен нагревательный узел, источником аэрозоля, и присоединение или приваривание соединительной части к другому концу цилиндрического элемента, заполненного источником аэрозоля.
[0025] Когда источник аэрозоля помещается в цилиндрический элемент, к дну которого не присоединен нагревательный узел, необходимо завершить сборку нагревательного узла, чтобы предотвратить утечку источника аэрозоля из цилиндрического элемента. Напротив, в соответствии с девятым вариантом выполнения, нагревательный узел может быть собран с цилиндрическим элементом до того, как будет выполнено заполнение источником аэрозоля, и, таким образом, например, цилиндрический элемент, к которому присоединен нагревательный узел, может быть изготовлен заранее, как одно целое, а затем оттранспортирован, при этом заполнение источником аэрозоля и присоединение или приваривание крышки могут выполняться в другом месте.
[0026] Десятый вариант выполнения в обобщенном виде представляет собой способ изготовления картриджа в соответствии с девятым вариантом выполнения, дополнительно включающий выполнение ультразвуковой сварки соединительной части крышки с другим концом цилиндрического элемента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0027] [Фиг. 1] Фиг. 1 изображает покомпонентный вид в аксонометрии генератора пара в соответствии с настоящим вариантом выполнения изобретения.
[Фиг. 2] Фиг. 2 изображает вид в аксонометрии картриджа в разобранном виде.
[Фиг. 3А] Фиг. 3А изображает вид в аксонометрии основного корпуса резервуара.
[Фиг. 3В] Фиг. 3В изображает вид в разрезе основного корпуса резервуара, если смотреть по стрелкам 3В-3В, показанным на Фиг. 3А.
[Фиг. 4А] Фиг. 4А изображает вид в аксонометрии крышки.
[Фиг. 4В] Фиг. 4В изображает вид в разрезе, включая центр крышки.
[Фиг. 5А] Фиг. 5А изображает продольный разрез резервуара.
[Фиг. 5В] Фиг. 5В изображает увеличенный вид соединительной части между крышкой и основным корпусом резервуара, показанным на Фиг. 5А.
[Фиг. 6А] Фиг. 6А изображает схематический вид, иллюстрирующий процесс изготовления картриджа.
[Фиг. 6В] Фиг. 6В изображает схематический вид, иллюстрирующий процесс изготовления картриджа.
[Фиг. 6С] Фиг. 6С изображает схематический вид, иллюстрирующий процесс изготовления картриджа.
[Фиг. 6В] Фиг. 6В изображает схематический вид, иллюстрирующий процесс изготовления картриджа.
[Фиг. 6Е] Фиг. 6Е изображает схематический вид, иллюстрирующий процесс изготовления картриджа.
[Фиг. 6F] Фиг. 6F изображает схематический вид, иллюстрирующий процесс изготовления картриджа.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0028] Далее описан вариант выполнения настоящего изобретения со ссылкой на чертежи. На чертежах, описанных ниже, одинаковые или соответствующие конструктивные элементы обозначены одними и теми же номерами позиции, а дублирующее описание не приведено.
Фиг. 1 изображает покомпонентный вид в аксонометрии генератора пара, выполненного в соответствии с настоящим вариантом выполнения изобретения. Генератор 100 пара представляет собой устройство, используемое для вдыхания газообразной среды, содержащей аэрозоль, при этом аэрозоль получают одним из множества способов генерирования аэрозоля, вызывающим образование аэрозоля путем нагревания источника аэрозоля, выступающего наружу из контейнерной части картриджа, с помощью электрического нагревателя или путем распыления источника аэрозоля путем применения ультразвуковых волн для прохождения через полоски/гранулы восстановленного табака, что приводит к переходу ингредиентов, полученных из листового табака и т.п., в газовую фазу. Кроме того, приведенный выше пример не является ограничительным, и генератор 100 пара может представлять собой устройство, которое используется для вдыхания аэрозоля, содержащего ароматические компоненты, с помощью которого нагревается или распыляется источник аэрозоля, смешивающий компоненты, такие как никотин/ментол, ароматизаторы и спирт.
[0029] Как показано на Фиг. 1, генератор 100 пара содержит основной корпус 10, а также картридж 30 и табачную капсулу 12, с возможностью отсоединения прикрепленные к основному корпусу 10. Основной корпус 10 содержит блок 14 питания, держатель 16 и мундштук 18. Блок 14 питания, держатель 16 и мундштук 18 имеют цилиндрическую форму. Мундштук 18 может быть привинчен к одному концу держателя 16, а блок 14 питания может быть подсоединен, например, к другому концу держателя 16. В настоящем описании направление, вдоль которого соединены мундштук 18, держатель 16 и блок 14 питания, называется продольным направлением.
[0030] Блок 14 питания содержит аккумуляторную батарею 14а, переключатель 14b, штыревые электроды 14с и зацепляющую часть 14d. Аккумуляторная батарея 14а размещена внутри блока 14 питания. Переключатель 14b выполнен с возможностью включения и выключения питания генератора 100 пара, если его удерживать в нажатом состоянии, например, в состоянии, когда генератор 100 пара собран. Штыревые электроды 14с контактируют с электродами картриджа 30, описанными ниже, и могут электрически соединять аккумуляторную батарею 14а и электроды, когда генератор 100 пара собран в состояние, в котором картридж 30 размещен внутри держателя 16. Зацепляющая часть 14d может осуществлять зацепление друг с другом держателя 16 и блока 14 питания путем взаимодействия с обеспечивающей зацепление частью (не показана) внутри держателя 16. Блок 14 питания содержит контроллер 14е для управления питанием, предназначенным для подачи от аккумуляторной батареи 14а на электроды картриджа 30. Кроме того, блок 14 питания может содержать датчик затяжки, не показанный на чертеже. В этом случае контроллер 14е может управлять аккумуляторной батареей 14а таким образом, что батарея 14а подает питание на картридж 30 при обнаружении затяжки.
[0031] Держатель 16 содержит цилиндрический корпус 16а, причем картридж 30 размещен внутри цилиндрического корпуса 16а, при этом описанные ниже электроды картриджа 30 обращены к блоку 14 питания. Путем прикрепления мундштука 18 к держателю 16 в состоянии, в котором картридж 30 находится в держателе 16, картридж 30 может быть закреплен внутри держателя 16. Держатель 16 содержит, на цилиндрическом корпусе 16а, окно 16 с для визуальной проверки источника аэрозоля, содержащегося в картридже 30, и воздушное отверстие 16b для подачи воздуха в картридж 30.
[0032] Мундштук 18 содержит винтовую часть 18а, выполненную с возможностью свинчивания с держателем 16, и цилиндрическую часть 18b, которая проходит в продольном направлении от винтовой части 18а. Пользователь может вдыхать аэрозоль, генерируемый генератором 100 пара, удерживая во рту цилиндрическую часть 18b.
[0033] Табачная капсула 12 содержит капсульную часть 12а для размещения полосок/гранул восстановленного табака внутри и фильтрующую часть 12b. Капсульная часть 12а имеет цилиндрическую форму и, например, на торцевой поверхности с одной стороны имеется сетка, а с другой стороны на торцевой поверхности имеется отверстие. Размер сетки, выполненной на торцевой поверхности с одной стороны капсульной части 12а, может быть рассчитан таким образом, чтобы полоски/гранулы восстановленного табака, содержащиеся в капсульной части 12а, не выходили из капсульной части 12а. Фильтрующая часть 12b сопряжена с отверстием капсульной части 12а, закрывая это отверстие. Табачная капсула 12 может быть с возможностью отсоединения присоединена к цилиндрической части 18b мундштука 18 в продольном направлении с противоположной от держателя 16 стороны.
[0034] В картридже 30 хранится жидкий источник аэрозоля, причем он генерирует аэрозоль путем распыления источника аэрозоля при подаче питания от блока 14 питания. Источник аэрозоля может содержать, например, по меньшей мере одно из воды, пропиленгликоля и глицерина. Конкретная конструкция картриджа 30 описана далее. Картридж 30, который выполняет функцию распыления источника аэрозоля способом, описанным выше, иногда называют картомайзером.
[0035] Далее описан способ использования генератора 100 пара. Сначала в состоянии, в котором генератор 100 пара собран, нажимают на переключатель 14b и включают питание. Затем пользователь удерживает цилиндрическую часть 18b во рту и выполняет вдох. В это время, когда вдох пользователя обнаруживается датчиком затяжки (не показан) блока 14 питания, питание подается от аккумуляторной батареи 14а блока 14 питания на электроды картриджа 30, при этом в картридже 30 генерируется аэрозоль. Аэрозоль, сгенерированный в картридже 30, проходит через полоски/гранулы восстановленного табака внутри табачной капсулы 12 благодаря выполнению пользователем вдоха и поступает в рот пользователя вместе с ингредиентами, полученными из листового табака и тому подобного.
[0036] Далее дано подробное описание картриджа 30, изображенного на Фиг. 1. Фиг. 2 изображает покомпонентный вид в аксонометрии картриджа 30. Как показано на Фиг. 2, картридж 30 содержит резервуар 50, который имеет цилиндрическую форму с дном, прокладку 31, имеющую по существу дискообразную форму и предназначенную для размещения внутри резервуара 50, ячеистый корпус 32, по существу дискообразный, нагревательную часть 33, распылительный контейнер 34 и держатель 35 нагревателя.
[0037] Резервуар 50 имеет отверстие 51, через которое вставляются прокладка 31, ячеистый корпус 32, нагревательная часть 33, распылительный контейнер 34 и держатель 35 нагревателя, окружную стенку 52, ограничивающую отверстие 51, и пару обеспечивающих зацепление отверстий 53, выполненных в окружной стенке 52. Обеспечивающие зацепление отверстия 53 предназначены для крепления держателя 35 нагревателя к резервуару 50.
[0038] Прокладка 31 выполнена так, что ее внешний диаметр по существу такой же, как внутренний диаметр резервуара 50. Прокладка 31 выполняет позиционирование ячеистого корпуса 32, а также поддерживает форму ячеистого корпуса 32. Прокладка 31 имеет в центре в радиальном направлении установочное отверстие 31а, через которое может быть вставлена канальная трубка 61 (см. Фиг. 3А и 3В) резервуара 50, описанная ниже, и имеет, вокруг установочного отверстия 31а, отверстия 31b (четыре на чертеже), через которые обеспечивается возможность прохождения источника аэрозоля, содержащегося в резервуаре 50. Прокладка 31 размещена внутри резервуара 50 таким образом, что канальная трубка 61, описанная ниже, вставлена через установочное отверстие 31а.
[0039] Ячеистый корпус 32 расположен в контакте с прокладкой 31 таким образом, что он закрывает отверстия 31b прокладки 31. Ячеистый корпус 32 представляет собой пористую среду, изготовленную из волокна, такого как, например, хлопок, и удерживает источник аэрозоля, который проходит через отверстия 31b прокладки 31. Установочное отверстие 32а, которое позволяет вставлять канальную трубку 61, описанную ниже, выполнено в центре ячеистого корпуса 32 в радиальном направлении. Ячеистый корпус 32 располагают, когда канальную трубку 61, описанную ниже, вставляют через установочное отверстие 32а, и ячеистый корпус 32 контактирует с прокладкой 31.
[0040] Нагревательная часть 33 распыляет жидкий источник аэрозоля. Нагревательная часть 33 содержит фитиль 33а, который имеет по существу U-образную форму, и нагревательную проволоку 33b (соответствующую примеру нагревательного элемента), намотанную вокруг фитиля 33а. Фитиль 33а, изготовленный из стекловолокна или подобного материала, впитывает и удерживает источник аэрозоля, удерживаемый на ячеистом корпусе 32. Аэрозоль образуется, когда источник аэрозоля, удерживаемый на фитиле 33 а, нагревается и распыляется нагревательной проволокой 33b. На Фиг. 2 ячеистый корпус 32 и нагревательная часть 33 показаны как один корпус, но нагревательная часть 33 размещена внутри распылительного контейнера 34 и соединена с держателем 35 нагревателя и образует нагревательный узел 38 вместе с распылительным контейнером 34 и держателем 35 нагревателя.
[0041] Распылительный контейнер 34 содержит контейнерную часть 34а для размещения нагревательной части 33 и сопряженную часть 34b для крепления держателя 35 нагревателя. Распылительный контейнер 34 выполнен из упругого элемента, такого как полимерный материал, например, полимерный материал из силикона. Как показано, сопряженная часть 34b имеет канавку 34 с, которая имеет крестообразную форму, и выступы 34d, образованные канавкой 34 с. Концевые части нагревательной проволоки 33b нагревательной части 33, размещенной в контейнерной части 34а, входят в канавку 34 с через не показанные отверстия и намотаны вокруг выступов 34d.
[0042] Держатель 35 нагревателя в целом выполнен по существу в форме чаши и содержит боковую стенку 35а, нижнюю стенку 35b и пару электродов 35с. Пара электродов 35с открыта в нижней поверхности нижней стенки 35b, как показано, а также открыта с внутренней стороны боковой стенки 35а. Сопряженная часть 34b распылительного контейнера 34 соединена с боковой стенкой 35а. В это время каждый конец нагревательной проволоки 33b, намотанной вокруг выступов 34d сопряженной части 34b, входит в контакт с одним электродом из пары электродов 35с. Боковая стенка 35а содержит захват 35d, выполненный с возможностью зацепления с обеспечивающим зацепление отверстием 53 резервуара 50.
[0043] Нагревательный узел 38 собирается путем соединения сопряженной части 34b распылительного контейнера 34 с держателем 35 нагревателя и помещения нагревательной части 33 в контейнерную часть 34а распылительного контейнера 34. Нагревательный узел 38 крепится к резервуару 50, при этом фитиль 33а нагревательной части 33 находится в контакте с ячеистым корпусом 32, путем соединения нагревательного узла 38 с резервуаром 50 и приводя захват 35d в зацепление с обеспечивающим зацепление отверстием 53 резервуара 50. Таким образом, отверстие 51 резервуара 50 закрывается нагревательным узлом 38.
[0044] Далее подробно описана конструкция резервуара 50, показанного на Фиг. 2. В настоящем варианте выполнения резервуар 50 образован по меньшей мере из двух компонентов и соединительной части для соединения двух компонентов друг с другом. В частности, резервуар 50, выполненный в соответствии с настоящим вариантом выполнения, содержит основной корпус 60 (соответствует примеру цилиндрического элемента) и крышку 80 (соответствует примеру элемента крышки), причем резервуар 50 образован путем соединения основного корпуса 60 резервуара и крышки 80 друг с другом с помощью соединительной части (как основной корпус 60 резервуара, так и крышка 80 соответствуют примеру первого компонента или второго компонента). В настоящем варианте выполнения основной корпус 60 резервуара и крышка 80 выполнены из полимерного материала, но это не является ограничивающим фактором, при этом одно из основного корпуса 60 резервуара и крышки 80 может быть выполнено из полимерного материала, а другое может быть выполнено из другого материала, например, из металла.
[0045] Фиг. 3А изображает вид в аксонометрии основного корпуса 60 резервуара. Фиг. 3В изображает вид в разрезе основного корпуса 60 резервуара, выполненном по стрелкам 3В-3В, показанным на Фиг. 3А. Как показано на Фиг. 3А, в настоящем описании концевая часть основного корпуса 60 резервуара со стороны мундштука 18 называется первой концевой частью 60а, а концевая часть на противоположной стороне называется второй концевой частью 60b. Как показано на Фиг. 3А и 3В, основной корпус 60 резервуара содержит окружную стенку 52 и канальную трубку 61. Окружная стенка 52 ограничивает часть пространства 52а, в котором может находиться источник аэрозоля. Канальная трубка 61 ограничивает часть аэрозольного канала 61а, через который проходит аэрозоль, образующийся при испарении источника аэрозоля. В настоящем описании направление, в котором проходят канальная трубка 61 и окружная стенка 52, называется продольным направлением. Канальная трубка 61 расположена внутри окружной стенки 52 и, вместе с окружной стенкой 52, ограничивает часть пространства 52а. Другими словами, пространство 52а образовано между внутренней поверхностью окружной стенки 52 и внешней поверхностью канальной трубки 61. Как показано на Фиг. 3В, канальная трубка 61 проходит к первой концевой части 60а основного корпуса 60 резервуара и образует часть торцевой поверхности первой концевой части 60а. В проиллюстрированном примере основной корпус 60 резервуара имеет в целом цилиндрическую или столбчатую форму, но может иметь любую форму, такую как прямоугольная цилиндрическая форма, не ограничиваясь примерами, упомянутыми выше.
[0046] Между внутренней поверхностью окружной стенки 52 и внешней поверхностью канальной трубки 61 имеются ребра 62 (в проиллюстрированном примере три), так что они проходят между окружной стенкой 52 и канальной трубкой. То есть ребра 62 поддерживают канальную трубку 61. В проиллюстрированном примере ребра 62 имеются со стороны первой концевой части 60а основного корпуса 60 резервуара и расположены с равными интервалами в окружном направлении, при этом они расположены радиально, если смотреть в продольном направлении.
[0047] На внутренней поверхности окружной стенки 52 выступы 63 выполнены за одно целое с ребрами 62. Выступ 63 проходит в продольном направлении от ребра 62 по направлению ко второй концевой части 60b. Выступ 63 проходит от концевой части ребра 62 на стороне второй концевой части 60b до переднего конца канальной трубки 61 на стороне второй концевой части 60b. Выступы 63 повышают механическую прочность основного корпуса 60 резервуара, а также выполняют позиционирование прокладки 31.
[0048] Основной корпус 60 резервуара имеет отверстие 51 для установки прокладки 31, ячеистого корпуса 32 и нагревательного узла 38, показанных на Фиг. 2. По меньшей мере часть нагревательного узла 38, включая нагревательную проволоку 33b, размещена в пространстве 64 основного корпуса 60 резервуара, на стороне, расположенной ближе ко второй концевой части 60b, чем канальная трубка 61. Часть нагревательного узла 38 может выступать за пределы основного корпуса 60 резервуара, не помещаясь в пространство 64.
[0049] Основной корпус 60 резервуара имеет, на первой концевой части 60а, лицевую поверхность 65 (соответствующую примеру второй лицевой поверхности), которая обращена к крышке 80, описанной ниже. Лицевая поверхность 65 основного корпуса 60 резервуара здесь относится к поверхности, которая непосредственно обращена к крышке 80 в направлении, вдоль которого проходят первая соединительная часть 90 и вторая соединительная часть 92, описанные ниже (в продольном направлении). Далее направление, вдоль которого проходят первая и вторая соединительные части 90, 92, иногда называется продольным направлением. Можно также сказать, что лицевая поверхность 65 представляет собой поверхность, которая непосредственно обращена к крышке 80 и расположена под углом относительно продольного направления. Соответственно, внешняя поверхность окружной стенки 52 основного корпуса 60 резервуара проходит по существу параллельно продольному направлению и, таким образом, не является поверхностью, обращенной к крышке 80, а торцевая поверхность второй концевой части 60b основного корпуса 60 резервуара не обращена непосредственно к крышке 80 и, таким образом, не является лицевой поверхностью. Как показано на Фиг. 3В, лицевая поверхность 65 содержит самый внешний край 65а (соответствующий примеру второго самого внешнего края). В проиллюстрированном примере самый внешний край 65а имеет круглую форму, если смотреть в продольном направлении, но самый внешний край 65а может иметь любую форму, не ограничиваясь круглой.
[0050] Как показано на Фиг. 3А и 3В, первое отверстие 66 может быть выполнено на лицевой поверхности 65. В проиллюстрированном примере первое отверстие 66 выполнено в виде кольца, если смотреть в продольном направлении, и ограничено внутренним краем 66а (соответствующим примеру края первого отверстия) и внешним краем 66b (соответствующим примеру края первого отверстия), выполненным на лицевой поверхности 65. Соответственно, внутренний край 66а и внешний край 66b имеют круглую форму, если смотреть в продольном направлении. В этом случае внутренний край 66а и внешний край 66b предпочтительно расположены концентрически. В настоящем варианте выполнения первое отверстие 66 сообщается с пространством 52а, в котором может находиться источник аэрозоля.
[0051] Кроме того, на лицевой поверхности 65 может быть также выполнено второе отверстие 67. В проиллюстрированном примере второе отверстие 67 имеет круглую форму, если смотреть в продольном направлении, и ограничено краем 67а второго отверстия, образованным на лицевой поверхности 65. Соответственно, край 67а второго отверстия имеет круглую форму, если смотреть в продольном направлении. В настоящем варианте выполнения второе отверстие 67 сообщается с аэрозольным каналом 61а. Кроме того, в настоящем варианте выполнения форма второго отверстия 67 является круглой, но это не является ограничивающим, причем форма может быть круглой, как у первого отверстия 66, и в этом случае край 67а второго отверстия ограничивает часть второго отверстия 67 в качестве края отверстия на внешней стороне.
[0052] Как показано на Фиг. 3А и 3В, лицевая поверхность 65 может иметь первое углубление 68 (соответствующее примеру углубления), расположенную между самым внешним краем 65а и внешним краем 66b отверстия, и второе углубление 69 (соответствующее примеру углубления), расположенное между внутренним краем 66а отверстия и краем 67а второго отверстия. На лицевой поверхности 65 может быть расположено по меньшей мере одно из первого углубления 68 и второго углубления 69. В качестве альтернативы, первое углубление 68 и второе углубление 69 также могут отсутствовать.
[0053] Как показано на Фиг. 3А, в настоящем варианте выполнения первое углубление 68 и второе углубление 69 представляют собой кольцевые канавки, которые проходят вдоль окружного направления основного корпуса 60 резервуара. Однако такой случай не является ограничивающим, и первое углубление 68 и второе углубление 69 могут иметь любую плоскую форму. Как показано на Фиг. 3В, первое углубление 68 имеет дно 68а и боковую стенку 68b. В проиллюстрированном примере боковая стенка 68b имеет клиновидную поверхность 68b, благодаря чему ширина первого углубления 68 уменьшается по направлению к дну 68а. Кроме того, второе углубление 69 имеет дно 69а и боковую стенку 69b. В проиллюстрированном примере боковая стенка 69b имеет клиновидную поверхность 69b, благодаря чему ширина второго углубления 69 уменьшается по направлению к дну 69а.
[0054] Фиг. 4А изображает вид крышки 80 в аксонометрии. Фиг. 4В изображает вид в разрезе, проходящем через центр крышки 80. Как показано на Фиг. 4А и 4В, крышка 80 содержит плоскую пластину 80а, имеющую по существу дискообразную форму. Отверстие 80b, которое сообщается со вторым отверстием 67 основного корпуса 60 резервуара, может быть выполнено по существу в центре плоской пластины 80а. Крышка 80 имеет первую соединительную часть 90 (соответствующую примеру соединительной части) и вторую соединительную часть 92 (соответствующую примеру соединительной части), причем один конец как первой соединительной части 90, так и второй соединительной части 92 соединен с одной поверхностью плоской пластины 80а. Первая соединительная часть 90 или вторая соединительная часть 92 могут быть выполнены за одно целое с крышкой 80 или могут быть соединены с крышкой 80 посредством присоединения или сварки. Кроме того, крышка 80 также может иметь только одну из первой соединительной части 90 и второй соединительной части 92. Другие концы первой соединительной части 90 и второй соединительной части 92 присоединены или приварены к основному корпусу 60 резервуара. Если смотреть в направлении, в котором вторая соединительная часть 92 проходит между крышкой 80 и основным корпусом 60 резервуара, вторая соединительная часть 92 расположена дальше внутрь от первой соединительной части 90. Кроме того, как показано на Фиг. 4А, первая соединительная часть 90 и вторая соединительная часть 92 могут представлять собой ребра, имеющие кольцевую форму, если смотреть вдоль направления, в котором проходят первая соединительная часть 90 и вторая соединительная часть 92 между крышкой 80 и основным корпусом 60 резервуара (продольное направление). На Фиг. 4В форма поперечного сечения каждого из ребер является прямоугольной, но форма не ограничивается этим и может быть многоугольной, например, треугольной, или может быть круглой, причем ребро имеет закругленный конец. Кроме того, предпочтительно, чтобы форма поперечного сечения ребра и форма поперечного сечения первого углубления 68 или второго углубления 69 не были похожи друг на друга. Кроме того, предпочтительно, чтобы первая соединительная часть 90 и вторая соединительная часть 92 были расположены по существу концентрическим образом в поперечном сечении, перпендикулярном продольному направлению. Таким образом, может быть сформирован аэрозольный канал 61а, который может быть размещен в центре резервуара 50 и который отделен от пространства 52а.
[0055] Указанный другой конец первой соединительной части 90 присоединен или приварен к первому углублению 68 основного корпуса 60 резервуара. Расплавленный материал (остаточный материал), который образуется при соединении или сварке первой соединительной части 90, таким образом, может накапливаться в первом углублении 68. Соответственно, можно предотвратить попадание остаточного материала из первой соединительной части 90 между крышкой 80 и основным корпусом 60 резервуара. Кроме того, указанный другой конец первой соединительной части 90 может быть присоединен или приварен к лицевой поверхности 65 основного корпуса 60 резервуара в месте, удаленном от самого внешнего края 65а лицевой поверхности 65. Это может предотвратить попадание остаточного материала из первой соединительной части 90 на самый внешний край 65а лицевой поверхности 65 основного корпуса 60 резервуара. Кроме того, указанный другой конец первой соединительной части 90 может быть присоединен или приварен к лицевой поверхности 65 основного корпуса 60 резервуара в положении, отстоящем от внешнего края 66b отверстия. Это может предотвратить попадание остаточного материала из первой соединительной части 90 в первое отверстие 66. Указанный другой конец первой соединительной части 90 предпочтительно присоединен или приварен к дну 68а первого углубления 68. Это позволяет накапливать остаточный материал из первой соединительной части 90 в дне 68а, причем остаточный материал может эффективно содержаться в первом углублении 68.
[0056] Указанный другой конец второй соединительной части 92 присоединен или приварен ко второму углублению 69 основного корпуса 60 резервуара. Расплавленный материал (остаточный материал), который образуется при соединении или сварке второй соединительной части 92, может накапливаться во втором углублении 69. Соответственно, можно предотвратить попадание остаточного материала из второй соединительной части 92 между крышкой 80 и основным корпусом 60 резервуара. Указанный другой конец второй соединительной части 92 может быть присоединен или приварен к лицевой поверхности 65 основного корпуса 60 резервуара в положении, удаленном от внутреннего края 66а отверстия. Это может предотвратить попадание остаточного материала из второй соединительной части 92 в первое отверстие 66. Кроме того, указанный другой конец второй соединительной части 92 может быть присоединен или приварен к лицевой поверхности 65 в положении, удаленном от края 67а второго отверстия. Это может предотвратить попадание остаточного материала из второй соединительной части 92 во второе отверстие 67. Указанный другой конец второй соединительной части 92 предпочтительно присоединен или приварен к дну 69а второго углубления 69. Это позволяет остаточному материалу из второй соединительной части 92 накапливаться в дне 69а, при этом остаточный материал может эффективно содержаться во втором углублении 69. Предпочтительно, первая соединительная часть 90 и вторая соединительная часть 92 выполнены с возможностью приваривания к основному корпусу 60 резервуара ультразвуковой сваркой.
[0057] Крышка 80 имеет лицевую поверхность 80d (соответствующую примеру первой лицевой поверхности), которая обращена к основному корпусу 60 резервуара. Лицевая поверхность 80d крышки 80 здесь относится к поверхности, которая непосредственно обращена к основному корпусу 60 резервуара в продольном направлении. Можно также сказать, что лицевая поверхность 80d представляет собой поверхность, которая обращена непосредственно к основному корпусу 60 резервуара и расположена под углом относительно продольного направления. Как показано на Фиг. 4В, лицевая поверхность 80d содержит самый внешний край 80с (соответствующий примеру первого самого внешнего края). В проиллюстрированном примере самый внешний край 80с имеет круглую форму, если смотреть в продольном направлении, но самому внешнему краю 80с может быть придана любая форма, не ограничиваясь круглой формой. Кроме того, лицевая поверхность 80d содержит край 80е отверстия, ограничивающий отверстие 80b. Можно также сказать, что край 80е отверстия является самым внутренним краем крышки 80.
[0058] Крышка 80 соединена с основным корпусом 60 резервуара первой соединительной частью 90 и второй соединительной частью 92, и, таким образом, первое отверстие 66 основного корпуса 60 резервуара закрыто. В это время крышка 80 ограничивает часть аэрозольного канала 61а, а отверстие 80b крышки 80 образует часть аэрозольного канала 61а. Кроме того, крышка 80 разграничивает часть пространства 52а, где может содержаться источник аэрозоля, благодаря тому, что первое отверстие 66 основного корпуса 60 резервуара закрыто крышкой 80.
[0059] Крышка 80 также имеет направляющую часть 95, которая проходит от лицевой поверхности 80d крышки 80. Как показано на Фиг. 4А, направляющая часть 95 может иметь кольцевую форму, если смотреть в продольном направлении. Направляющая часть 95 может иметь любую форму, и, например, может иметься большое количество направляющих частей 95 штифтовой формы. В настоящем варианте выполнения направляющая часть 95 должна сопрягаться с первым отверстием 66 основного корпуса 60 резервуара. Более конкретно, направляющая часть 95 должна совмещаться с внешним краем 66b отверстия, который ограничивает первое отверстие 66. Крышка 80 таким образом, может быть позиционирована относительно основного корпуса 60 резервуара во время соединения или сварки первой соединительной части 90 и второй соединительной части 92 с основным корпусом 60 резервуара. В это время, поскольку направляющая часть 95 совмещена с внешним краем 66b первого отверстия 66, направляющая часть 95 может предотвращать попадание остаточного материала, образованного из первой соединительной части 90, к первому отверстию 66. Другими словами, направляющая часть 95 может предотвратить попадание остаточного материала первой соединительной части 90 в первое отверстие 66.
[0060] Направляющая часть 95 может быть установлена на крышке 80 таким образом, чтобы совмещаться с внутренним краем 66а отверстия, ограничивающим первое отверстие 66. Кроме того, на крышке 80 могут быть установлены две направляющие части 95, выполненные с возможностью совмещения как с внутренним краем 66а отверстия, так и с внешним краем 66b отверстия. Как показано на Фиг. 4В, направляющая часть 95 предпочтительно длиннее в продольном направлении первой соединительной части 90 или второй соединительной части 92.
[0061] Фиг. 5А изображает продольный разрез резервуара 50. Фиг. 5В изображает увеличенный вид соединительной части между крышкой 80 и основным корпусом 60 резервуара, показанным на Фиг. 5А. Как показано на Фиг. 5А и 5В, крышка 80 имеет удлинительную часть 82, которая проходит в направлении, перпендикулярном продольному направлению, от соединительной части между первой соединительной частью 90 и крышкой 80 по направлению к самому внешнему краю 65а основного корпуса резервуара. Таким образом, можно предотвратить попадание остаточного материала из первой соединительной части 90 снаружи зазора между крышкой 80 и основным корпусом 60 резервуара.
[0062] Как показано на Фиг. 5А и 5В, направляющая часть 95 не присоединена и не приварена к основному корпусу 60 резервуара. Соответственно, можно предотвратить образование из направляющей части 95 остаточного материала, образующегося при плавлении направляющей части 95. Кроме того, как показано, если смотреть в направлении, перпендикулярном направлению (продольному направлению) протяженности первой соединительной части 90 и второй соединительной части 92 между крышкой 80 и основным корпусом 60 резервуара, направляющая часть 95 расположена так, что она перекрывает соединительную часть между первой соединительной частью 90 и первым углублением 68. Соответственно, остаточный материал, который образуется, когда первая соединительная часть 90 присоединяется или приваривается к основному корпусу 60 резервуара (первому углублению 68), закрыт направляющей частью 95 и может быть предотвращено его попадание в первое отверстие 66.
[0063] Кроме того, в настоящем варианте выполнения, в состоянии, в котором крышка 80 соединена с основным корпусом 60 резервуара, между самым внешним краем 80с крышки 80 и основным корпусом 60 резервуара, которые не присоединены или не приварены вместе, имеется зазор. Кроме того, также имеется зазор между самым внешним краем 65а лицевой поверхности 65 основного корпуса 60 резервуара и крышкой 80, при этом они не присоединены и не приварены вместе. Когда самый внешний край 80с крышки 80 или самый внешний край 65а основного корпуса 60 резервуара присоединяется или приваривается к компоненту, материал (остаточный материал), полученный в результате плавления такой части, может попасть наружу резервуара 50. В противоположность этому, в соответствии с настоящим вариантом выполнения, самый внешний край 80с крышки 80 или самый внешний край 65а основного корпуса 60 резервуара не присоединены или не приварены к какой-либо части, и, таким образом, самый внешний край 80с и самый внешний край 65а не расплавляются, и может быть предотвращено попадание остаточных материалов наружу резервуара 50. Более конкретно, в настоящем варианте выполнения самый внешний край 80с крышки 80 и самый внешний край 65а основного корпуса 60 резервуара предпочтительно не присоединены и не приварены друг к другу. Когда самый внешний край 80с крышки 80 и самый внешний край 65а основного корпуса 60 резервуара присоединены или приварены друг к другу, остаточный материал может попасть из самого внешнего края 80с и самого внешнего края 65а. Напротив, в случае, когда самый внешний край 80с крышки 80 и самый внешний край 65а основного корпуса 60 резервуара не присоединены или не приварены друг к другу, можно предотвратить попадание остаточного материала из самого внешнего края 80с и самого внешнего края 65а.
[0064] Как показано на Фиг. 5А и 5В, резервуар 50 может иметь зазор между самым внешним краем 80с крышки 80 и самым внешним краем 65а основного корпуса 60 резервуара. Это позволяет остаточному материалу, образующемуся между крышкой 80 и основным корпусом 60 резервуара, скапливаться в этом зазоре, и, таким образом, остаточные материалы, образующиеся из первой соединительной части 90 и второй соединительной части 92, могут накапливаться в зазоре, при этом можно лучше предотвратить попадание остаточных материалов наружу резервуара 50.
[0065] Как показано на Фиг. 5А и 5В, в резервуаре 50 внутренний край 66а или внешний край 66b первого отверстия 66 предпочтительно не присоединен или не приварен к крышке 80. Образование остаточного материала из внутреннего края 66а отверстия или внешнего края 66b отверстия, тем самым, предотвращено, при этом может быть предотвращено попадание остаточного материала в первое отверстие 66 (пространство 52а), и может быть предотвращено ошибочное распознавание подмешивания постороннего вещества в источник аэрозоля.
[0066] Как показано на Фиг. 5А и 5В, в резервуаре 50 предпочтительно, чтобы край 67а второго отверстия 67 не был присоединен или приварен к крышке 80. Тем самым, предотвращено образование остаточного материала из края 67а второго отверстия, при этом попадание остаточного материал во второе отверстие 67 (аэрозольный канал 61а) может быть предотвращено, причем конденсация аэрозоля на остаточном материале также может быть предотвращена. Кроме того, в резервуаре 50 край 80е отверстия, который ограничивает отверстие 80b крышки 80, предпочтительно не присоединен или не приварен к основному корпусу 60 резервуара. Тем самым, предотвращено образование остаточного материала на краю 80е отверстия и может быть предотвращено попадание остаточного материала в отверстие 80b.
[0067] Как показано на Фиг. 5А и 5В, лицевая поверхность 80d крышки 80 и лицевая поверхность 65 основного корпуса 60 резервуара предпочтительно не присоединены и не приварены друг к другу. Другими словами, предпочтительно, крышка 80 и основной корпус 60 резервуара прикреплены друг к другу только первой соединительной частью 90 и второй соединительной частью 92. Таким образом, образование остаточного материала с лицевой поверхности 80d и лицевой поверхности 65 предотвращено, и в результате может быть предотвращено попадание остаточного материала наружу.
[0068] Как показано на Фиг. 5А и 5В, часть первого углубления 68 основного корпуса 60 резервуара предпочтительно заполнена частью первой соединительной части 90 крышки 80 (включая остаточный материал). Другими словами, предпочтительно, чтобы первое углубление 68 не было полностью заполнено первой соединительной частью 90. Таким образом, первое углубление 68 может содержать весь остаточный материал, образующийся при плавлении первой соединительной части 90, при этом можно предотвратить выпирание остаточного материала из первого углубления 68. Кроме того, предпочтительно, чтобы часть второго углубления 69 основного корпуса 60 резервуара была заполнена частью второй соединительной части 92 крышки 80 (включая остаточный материал). Другими словами, предпочтительно, чтобы второе углубление 69 не было полностью заполнено второй соединительной частью 92. Таким образом, второе углубление 69 может содержать весь остаточный материал, образующийся при плавлении второй соединительной части 92, и при этом можно предотвратить выпирание остаточного материала из второго углубления 69.
[0069] Далее описан способ изготовления картриджа 30 генератора 100 пара. Фиг. 6A-6F изображают схематические виды, иллюстрирующие процесс изготовления картриджа 30. Как показано на Фиг. 6А, сначала подготавливают основной корпус 60 резервуара для формирования картриджа 30. В это время основной корпус 60 резервуара может быть установлен так, чтобы вторая концевая часть 60b располагалась сверху. Кроме того, на Фиг. 6А показана только окружная стенка 52 основного корпуса 60 резервуара, а изображения других конструктивных элементов отсутствуют.
[0070] Как показано на Фиг. 6В, внутри основного корпуса 60 резервуара через отверстие 51 основного корпуса 60 резервуара размещают прокладку 31. В это время канальную трубку 61 основного корпуса 60 резервуара вставляют через отверстие 31а (см. Фиг. 2) прокладки 31, а позиционирование прокладки 31 осуществляют с помощью выступающих частей 63 (см. Фиг. 3В) основного корпуса 60 резервуара. Кроме того, как показано на Фиг. 6С, ячеистый корпус 32 размещают внутри основного корпуса 60 резервуара через отверстие 51 основного корпуса 60 резервуара, чтобы он перекрывался с прокладкой 31. В это время канальную трубку 61 основного корпуса 60 резервуара вставляют через установочное отверстие 32а (см. Фиг. 2) ячеистого корпуса 32. Затем, как показано на Фиг. 6D, нагревательный узел 38 соединяют со второй концевой частью 60b основного корпуса 60 резервуара и отверстие 51 закрывают. Часть нагревательного узла 38 может быть вставлена в основной корпус 60 резервуара через отверстие 51.
[0071] Впоследствии, как показано на Фиг. 6Е, пространство 52а основного корпуса 60 резервуара, к которому присоединен нагревательный узел 38, заполняют источником L1 аэрозоля. В это время основной корпус 60 резервуара может быть установлен так, чтобы первая концевая часть 60а располагалась сверху. Наконец, как показано на Фиг. 6Е, крышку 80 присоединяют или приваривают к первой концевой части 60а основного корпуса 60 резервуара, например, с помощью ультразвуковой сварки, и таким образом изготавливают картридж 30. Когда источник L1 аэрозоля помещен в основной корпус 60 резервуара, к дну которого не присоединен нагревательный узел 38, необходимо завершить сборку нагревательного узла 38, чтобы предотвратить утечку источника L1 аэрозоля из основного корпуса 60. Напротив, в соответствии с процессами, проиллюстрированными на Фиг. 6А-6Е, нагревательный узел 38 может быть собран вместе с основным корпусом 60 резервуара до выполнения заполнения источником L1 аэрозоля, и, таким образом, например, основной корпус 60 резервуара, к которому присоединен нагревательный узел 38, как показано на Фиг. 6В, может быть изготовлен как одно целое и затем оттранспортирован, при этом заполнение источником аэрозоля и присоединение или приваривание крышки 80 могут выполняться, как показано на Фиг. 6Е и 6F, в другом месте.
[0072] В процессе, проиллюстрированном на Фиг. 6Е, предпочтительно, чтобы часть первой соединительной части 90 крышки 80 (включая остаточный материал) находилась в части углублении 68 основного корпуса 60 резервуара. Другими словами, предпочтительно, чтобы первое углубление 68 не было полностью заполнено первой соединительной частью 90. Таким образом, первое углубление 68 может содержать весь остаточный материал, образующийся при плавлении первой соединительной части 90, при этом можно предотвратить выпирание остаточного материала из первого углубления 68. Кроме того, предпочтительно, чтобы часть второй соединительной части 92 крышки 80 (включая остаточный материал) находилась в части второго углубления 69 основного корпуса 60 резервуара. Другими словами, предпочтительно, чтобы второе углубление 69 не было полностью заполнено второй соединительной частью 92. Таким образом, второе углубление 69 может содержать весь остаточный материал, образующийся при плавлении второй соединительной части 92, при этом можно предотвратить выпирание остаточного материала из второго углубления 69.
[0073] В процессе, проиллюстрированном на Фиг. 6F, предпочтительно, первую соединительную часть 90 и вторую соединительную часть 92 присоединяют или приваривают к основному корпусу 60 резервуара таким образом, чтобы лицевая поверхность 80d крышки 80 и лицевая поверхность 65 основного корпуса 60 резервуара не были присоединены и не были приварены друг к другу. Это предотвращает образование остаточного материала на лицевой поверхности 80d и лицевой поверхности 65, и в результате может быть предотвращено попадание остаточного материала наружу.
[0074] В процессе, проиллюстрированном на Фиг. 6F, первую соединительную часть 90 и вторую соединительную часть 92 предпочтительно присоединяют или приваривают к основному корпусу 60 резервуара в состоянии, в котором крышка 80 и основной корпус 60 резервуара позиционированы относительно друг друга путем сопряжения направляющей части 95 с первым отверстием 66 (внешним краем 66b отверстия). Кроме того, как показано на Фиг. 4В, направляющая часть 95 проходит параллельно первой соединительной части 90 и второй соединительной части 92 и проходит в направлении, в котором проходят первая соединительная часть 90 и вторая соединительная часть 92 (продольное направление), на большую длину, чем длина, на которую проходит первая соединительная часть 90 и вторая соединительная часть 92, прежде чем они будут присоединены или приварены к основному корпусу 60 резервуара. Соответственно, направляющая часть 95 может быть сопряжена с первым отверстием 66, а крышка 80 и основной корпус 60 резервуара могут быть позиционированы относительно друг друга до того, как первая соединительная часть 90 и вторая соединительная часть 92 будут присоединены или приварены к основному корпусу 60 резервуара.
[0075] Выше описан один вариант выполнения настоящего изобретения, но оно не ограничено этим вариантом выполнения, и могут быть выполнены различные модификации в пределах объема формулы изобретения и в пределах технических идей, описанных в описании и на чертежах. Кроме того, любая форма и материал, не описанные явно в описании и на чертежах, включены в объем технических идей настоящего изобретения, если они обладают теми же функциями и эффектами, что и настоящее изобретение.
[0076] Далее описаны некоторые из вариантов выполнения, раскрытых в настоящем описании.
В соответствии с первым вариантом выполнения, предложен картридж, который установлен в части генератора пара, который содержит нагревательный элемент для нагревания источника аэрозоля. Картридж содержит первый компонент и второй компонент, по меньшей мере один из которых выполнен из полимерного материала, и соединительную часть, один конец которой соединен с первым компонентом, а другой конец присоединен или приварен ко второму компоненту. Второй компонент имеет углубление. Другой конец соединительной части присоединен или приварен к углублению.
[0077] В соответствии с первым вариантом выполнения, поскольку второй компонент имеет углубление, к которому присоединен или приварен указанный другой конец соединительной части, расплавленный материал из соединительной части может скапливаться в углублении. Соответственно, можно предотвратить попадание расплавленного материала (остаточного материала) из соединительной части между первым компонентом и вторым компонентом.
[0078] Второй вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с первым вариантом выполнения и содержащий аэрозольный канал, через который проходит аэрозоль, образующийся в результате испарения источника аэрозоля, при этом по меньшей мере часть аэрозольного канала ограничена по меньшей мере одним из первого компонента и второго компонента.
[0079] В соответствии со вторым вариантом выполнения, поскольку аэрозольный канал ограничен по меньшей мере одним из первого компонента и второго компонента, можно предотвратить попадание остаточного материала в такой аэрозольный канал и можно также предотвратить конденсацию аэрозоля на остаточном материале. Кроме того, как описано выше, картридж, выполненный в соответствии со вторым вариантом выполнения, выполнен из полимерного материала. Как описано выше, ограничение аэрозольного канала по меньшей мере частью первого компонента и второго компонента может быть достигнуто путем отливки под давлением каждого компонента как одно целое таким образом, чтобы получить часть, которая образует часть углубления, упомянутого выше, и чтобы получить часть, на которой по меньшей мере часть компонента образует аэрозольный канал. Это позволяет исключить этап сборки или этап склеивания, необходимый в случае формования отдельных корпусов, а поскольку нет подгоночных частей или склеиваемых частей, компонентом можно легко манипулировать, и его нелегко сломать, когда потребитель держит его в руке во время применения, несмотря на то, что он представляет собой небольшой компонент из полимерного материала. Однако конструкции имеют ограничения в отношении формы углубления и аэрозольного канала таким образом, что каждый из двух компонентов может быть отлит под давлением как одно целое.
[0080] Третий вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с первым вариантом выполнения или со вторым вариантом выполнения, и содержащий пространство, выполненное с возможностью вмещать источник аэрозоля, при этом по меньшей мере часть этого пространства ограничена по меньшей мере одним из первого компонента и второго компонента.
[0081] В соответствии с третьим вариантом выполнения, поскольку по меньшей мере один из компонентов, первый или второй, ограничивают пространство, выполненное с возможностью вмещать источник аэрозоля, может быть предотвращено попадание остаточного материала в такое пространство, и также может быть предотвращено ошибочное распознавание подмешивания постороннего вещества в источник аэрозоля. Кроме того, как описано выше, картридж, выполненный в соответствии с третьим вариантом выполнения со ссылкой на первый вариант выполнения и второй вариант выполнения, выполнен из полимерного материала. Создание пространства, выполненного с возможностью вмещать источник аэрозоля, и ограничение по меньшей мере части пространства по меньшей мере одним компонентом из первого компонента и второго компонента, описанных выше, могут быть достигнуты путем отливки под давлением каждого компонента в виде единого целого таким образом, чтобы получить часть, которая образует часть углубления, упомянутого выше, или получить часть, на которой по меньшей мере часть компонента образует аэрозольный канал, и таким образом, чтобы получить часть, которая образует пространство, выполненное с возможностью вмещать источник аэрозоля. Таким образом, также могут быть получены эффекты, описанные для второго варианта выполнения.
[0082] Четвертый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с первого по третий, в котором по меньшей мере часть нагревательного элемента размещена в по меньшей мере одном из первого компонента и второго компонента.
[0083] В соответствии с четвертым вариантом выполнения, поскольку по меньшей мере один компонент из первого компонента и второго компонента содержит по меньшей мере часть нагревательного элемента, можно предотвратить попадание остаточного материала на такой нагревательный элемент. Кроме того, картридж, выполненный в соответствии с четвертым вариантом выполнения, может легко использоваться во время применения потребителем, поскольку сборка с нагревательным элементом не требуется.
[0084] Пятый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с первого по четвертый, в котором первый компонент содержит плоскую пластину, соединительная часть представляет собой ребро, имеющее кольцевую форму и расположенное на плоской поверхности плоской пластины, а углубление представляет собой канавку, проходящую вдоль ребра.
[0085] В соответствии с пятым вариантом выполнения, кольцевое ребро присоединено или приварено к кольцевой канавке. Соответственно, можно предотвратить попадание остаточного материала в кольцевую присоединенную или приваренную часть. Кроме того, когда кольцевое ребро присоединено или приварено к кольцевой канавке, между первым компонентом, вторым компонентом и соединительной частью может быть образовано замкнутое пространство, причем такое пространство может, например, представлять собой пространство для размещения источника аэрозоля.
[0086] Шестой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с первого по пятый, в котором первый компонент имеет лицевую поверхность, обращенную ко второму компоненту, соединительная часть содержит первую соединительную часть и вторую соединительную часть, причем один конец каждой части из первой соединительной части и второй соединительной части соединен с первым компонентом, а другой конец присоединен или приварен ко второму компоненту, при этом как первая соединительная часть, так и вторая соединительная часть имеет кольцевую форму, если смотреть вдоль направления, в котором первая соединительная часть и вторая соединительная часть проходят между первым компонентом и вторым компонентом, причем вторая соединительная часть расположена дальше внутрь от первой соединительной части, если смотреть вдоль направления, в котором вторая соединительная часть проходит между первым компонентом и вторым компонентом, а углубление содержит первое углубление, к которому присоединен или приварен указанный другой конец первой соединительной части, и второе углубление, к которому присоединен или приварен указанный другой конец второй соединительной части.
[0087] В соответствии с шестым вариантом выполнения, кольцевая первая соединительная часть и кольцевая вторая соединительная часть присоединены или приварены, соответственно, к первому углублению и второму углублению. Соответственно, можно предотвратить попадание остаточного материала на кольцевую присоединенную или приваренную часть. Кроме того, когда кольцевая первая соединительная часть и кольцевая вторая соединительная часть присоединены или приварены к первому углублению и второму углублению, кольцевое замкнутое пространство и отдельное пространство внутри такого пространства могут быть образованы первым компонентом, вторым компонентом, первой соединительной частью и второй соединительной частью. Соответственно, замкнутое пространство можно сделать пространством для размещения, например, источника аэрозоля, а отдельное пространство можно сделать аэрозольным каналом. Кроме того, в настоящем описании «лицевые поверхности» первого компонента и второго компонента относятся к поверхностям, которые обращены непосредственно друг к другу в направлении, в котором соединительная часть проходит между первым компонентом и вторым компонентом, при этом между лицевой поверхностью первого компонента и лицевой поверхностью второго компонента отсутствуют какие-либо элементы, отличные от соединительной части. Можно также сказать, что «лицевые поверхности» первого компонента и второго компонента представляют собой поверхности, расположенные под углом относительно направления, в котором проходит соединительная часть между первым компонентом и вторым компонентом.
[0088] Седьмой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с шестым вариантом выполнения, в котором первая соединительная часть и вторая соединительная часть расположены по существу концентрическим образом в сечении, перпендикулярном первому направлению.
[0089] В соответствии с седьмым вариантом выполнения, в центре кольцевого замкнутого пространства в первом компоненте и во втором компоненте может быть сформировано отдельное пространство. Соответственно, пространство в центре можно сделать аэрозольным каналом.
[0090] Восьмой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с первого по седьмой, в котором углубление имеет дно, а указанный другой конец соединительной части присоединен или приварен к дну углубления.
[0091] В соответствии с восьмым вариантом выполнения, поскольку указанный другой конец соединительной части присоединен или приварен к дну углубления, расплавленный материал (остаточный материал) из соединительной части может скапливаться на дне, при этом остаточный материал может эффективно помещаться в углублении.
[0092] Девятый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с восьмым вариантом выполнения, в котором углубление имеет боковую стенку, которая имеет сужающуюся поверхность, благодаря чему ширина углубления уменьшается по направлению ко дну.
[0093] В соответствии с девятым вариантом выполнения, указанный другой конец соединительной части направляется вдоль сужающейся поверхности во время соединения или сварки указанного другого конца соединительной части с углублением и, таким образом, указанный другой конец соединительной части может быть легко присоединен или приварен ко дну углубления.
[0094] Десятый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с первого по девятый, в котором часть углубления второго компонента заполнена частью соединительной части.
[0095] В соответствии с десятым вариантом выполнения, часть углубления заполнена соединительной частью, или, другими словами, углубление не полностью заполнено соединительной частью, и, таким образом, углубление может содержать весь расплавленный материал (остаточный материала) из соединительной части, при этом можно предотвратить выпирание остаточного материала из углубления.
[0096] В соответствии с одиннадцатым вариантом выполнения, предложен способ изготовления картриджа, выполненного в соответствии с любым из вариантов выполнения с первого по десятый. В способе изготовления картриджа первый компонент представляет собой крышку, а второй компонент представляет собой цилиндрический элемент. Способ изготовления картриджа включает присоединение нагревательного узла, содержащего нагревательный элемент, к одному концу цилиндрического элемента и закрытие отверстия на этом конце цилиндрического элемента, заполнение внутренней части цилиндрического элемента, к которому присоединен нагревательный узел, источником аэрозоля, и присоединение или приваривание соединительной части к другому концу цилиндрического элемента, заполненного источником аэрозоля.
[0097] Когда источник аэрозоля помещают в цилиндрический элемент, к дну которого не присоединен нагревательный узел, необходимо завершить сборку нагревательного узла, чтобы предотвратить утечку источника аэрозоля из цилиндрического элемента. Напротив, в соответствии с одиннадцатым вариантом выполнения, нагревательный узел может быть собран с цилиндрическим элементом до того, как будет выполнено заполнение источником аэрозоля, и, таким образом, например, цилиндрический элемент, к которому присоединен нагревательный узел, может быть изготовлен заранее, как одно целое, а затем оттранспортирован, при этом заполнение источником аэрозоля и присоединение или приваривание крышки могут выполняться в другом месте.
[0098] Двенадцатый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с одиннадцатым вариантом выполнения, выполненный привариванием ультразвуковой сваркой соединительной части крышки к указанному другому концу цилиндрического элемента.
[0099] В соответствии с тринадцатым вариантом выполнения, предложен способ изготовления картриджа, выполненного в соответствии с любым из вариантов выполнения с первого по десятый. Способ изготовления картриджа включает присоединение или приваривание соединительной части первого компонента ко второму компоненту и заполнение части углубления второго компонента частью соединительной части.
[0100] В соответствии с тринадцатым вариантом выполнения, часть углубления заполняют соединительной частью или, другими словами, углубление не полностью заполняют соединительной частью, и, таким образом, углубление может содержать весь расплавленный материал (остаточный материал) из соединительной части, при этом можно предотвратить выпирание остаточного материала из углубления.
[0101] В соответствии с четырнадцатым вариантом выполнения предложен картридж, содержащий нагревательный элемент для нагревания источника аэрозоля. Картридж содержит первый компонент и второй компонент, по меньшей мере один из которых выполнен из полимерного материала, и соединительную часть, один конец которой соединен с первым компонентом, а другой конец присоединен или приварен ко второму компоненту. Второй компонент имеет лицевую поверхность, обращенную к первому компоненту, и самый внешний край лицевой поверхности. Указанный другой конец соединительной части присоединен или приварен к лицевой поверхности второго компонента в положении, удаленном от самого внешнего края.
[0102] В соответствии с четырнадцатым вариантом выполнения, поскольку соединительная часть находится в положении, удаленном от самого внешнего края лицевой поверхности второго компонента, может быть предотвращено попадание расплавленного материала (остаточного материала) из соединительной части на самый внешний край лицевой поверхности второго компонента. Кроме того, в настоящем описании «лицевые поверхности» первого компонента и второго компонента относятся к поверхностям, которые обращены непосредственно друг к другу в направлении, в котором проходит соединительная часть между первым компонентом и вторым компонентом, при этом между лицевой поверхностью первого компонента и лицевой поверхностью второго компонента отсутствует какие-либо элементы, отличные от соединительной части. Можно также сказать, что «лицевые поверхности» первого компонента и второго компонента представляют собой поверхности, расположенные под углом относительно направления, в котором проходит соединительная часть между первым компонентом и вторым компонентом.
[0103] Пятнадцатый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с четырнадцатым вариантом выполнения, содержащий аэрозольный канал, через который проходит аэрозоль, образующийся в результате испарения источника аэрозоля, при этом по меньшей мере часть аэрозольного канала ограничена по меньшей мере одним компонентом из первого компонента и второго компонента.
[0104] В соответствии с пятнадцатым вариантом выполнения, поскольку аэрозольный канал ограничен по меньшей мере одним компонентом из первого компонента и второго компонента, может быть предотвращено попадание остаточного материала в такой аэрозольный канал, и также может быть предотвращена конденсация аэрозоля на остаточном материале. Кроме того, как описано выше, картридж, выполненный в соответствии с пятнадцатым вариантом выполнения, выполнен из полимерного материала. Как описано выше, ограничение аэрозольного канала по меньшей мере частью первого компонента и второго компонента может быть достигнуто путем отливки под давлением каждого компонента как одно целое таким образом, чтобы была получена часть, которая образует часть углубления, упомянутого выше, и чтобы была получена часть, на которой по меньшей мере часть компонента образует аэрозольный канал. Это позволяет исключить этап сборки или этап склеивания, необходимый в случае формования отдельных корпусов, а поскольку нет подгоночных частей или склеиваемых частей, компонентом можно легко манипулировать, при этом его нелегко сломать, когда потребитель держит его в руке во время применения, несмотря на то, что он представляет собой небольшой компонент из полимерного материала. Однако конструкции имеют ограничения в отношении формы углубления и аэрозольного канала таким образом, что каждый из двух компонентов может быть отлит под давлением как одно целое.
[0105] Шестнадцатый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с четырнадцатым или пятнадцатым вариантом выполнения, имеющий пространство, выполненное с возможностью вмещать источник аэрозоля, причем по меньшей мере часть этого пространства ограничена по меньшей мере одним из первого компонента и второго компонента.
[0106] В соответствии с шестнадцатым вариантом выполнения, поскольку по меньшей мере один из первого и второго компонентов ограничивает пространство, выполненное с возможностью вмещать источник аэрозоля, может быть предотвращено попадание остаточного материала в такое пространство и при этом также может быть предотвращено ошибочное распознавание подмешивания постороннего вещества в источник аэрозоля. Кроме того, как описано выше, картридж, выполненный в соответствии с шестнадцатым вариантом выполнения со ссылкой на четырнадцатый вариант выполнения и пятнадцатый варианты выполнения, выполнен из полимерного материала. Создание пространства, которое способно вмещать источник аэрозоля, и ограничение по меньшей мере части этого пространства по меньшей мере одним из первого компонента и второго компонента, описанных выше, могут быть достигнуты путем отливки под давлением каждого из компонентов в виде одного целого таким образом, чтобы была получена часть, которая образует часть углубления, упомянутого выше, или была получена часть, на которой по меньшей мере часть компонента образует аэрозольный канал, и таким образом, чтобы была получена часть, которая образует пространство, выполненное с возможностью вмещать источник аэрозоля. Таким образом, также могут быть получены эффекты, описанные в отношении пятнадцатого варианта выполнения.
[0107] Семнадцатый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с четырнадцатого по шестнадцатый, в котором по меньшей мере часть нагревательного элемента размещена в по меньшей мере одном из первого компонента и второго компонента.
[0108] В соответствии с семнадцатым вариантом выполнения, поскольку по меньшей мере один из первого компонента и второго компонента содержит по меньшей мере часть нагревательного элемента, можно предотвратить попадание остаточного материала на такой нагревательный элемент. Кроме того, картридж, выполненный в соответствии с семнадцатым вариантом выполнения, может легко использоваться во время применения потребителем, поскольку не требуется его сборка с нагревательным элементом.
[0109] Восемнадцатый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с четырнадцатого по семнадцатый, в котором второй компонент имеет первое отверстие, выполненное на лицевой поверхности, и край первого отверстия, который ограничивает по меньшей мере часть первого отверстия, а указанный другой конец соединительной части присоединен или приварен к торцевой поверхности второго компонента в положении, удаленном от края первого отверстия.
[0110] В соответствии с восемнадцатым вариантом выполнения, может быть предотвращено попадание остаточного материала в первое отверстие.
[0111] Девятнадцатый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с восемнадцатым вариантом выполнения, в котором первое отверстие имеет кольцевую форму, если смотреть вдоль направления, в котором соединительная часть проходит между первым компонентом и вторым компонентом, край первого отверстия содержит внешний край и внутренний край, которые ограничивают первое отверстие, соединительная часть содержит первую соединительную часть и вторую соединительную часть, причем каждая из первой соединительной части и второй соединительной части имеет один конец, соединенный с первым компонентом, и другой конец, присоединенный или приваренный ко второму компоненту, и имеет кольцевую форму, если смотреть вдоль направления, в котором первая соединительная часть и вторая соединительная часть проходят между первым компонентом и вторым компонентом, при этом вторая соединительная часть расположена дальше внутрь от первой соединительной части, если смотреть вдоль направления, в котором вторая соединительная часть проходит между первым компонентом и вторым компонентом, причем указанный другой конец первой соединительной части присоединен или приварен ко второму компоненту в положении, удаленном от внешнего края отверстия, а указанный другой конец второй соединительной части присоединен или приварен ко второму компоненту в положении, удаленном от внутреннего края отверстия.
[0112] В соответствии с девятнадцатым вариантом выполнения, можно предотвратить попадание расплавленных материалов (остаточных материалов) из первой соединительной части и второй соединительной части в первое отверстие.
[0113] Двадцатый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с девятнадцатым вариантом выполнения, в котором второй компонент имеет второе отверстие, которое расположено дальше внутрь от первого отверстия, если смотреть вдоль направления, в котором вторая соединительная часть проходит между первым компонентом и вторым компонентом, и край второго отверстия, который ограничивает по меньшей мере часть второго отверстия, причем указанный другой конец второй соединительной части присоединен или приварен ко второму компоненту в положении, удаленном от края второго отверстия.
[0114] В соответствии с двадцатым вариантом выполнения, можно предотвратить попадание расплавленного материала (остаточного материала) из второй соединительной части во второе отверстие.
[0115] Двадцать первый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с четырнадцатого по двадцатый, в котором первый компонент имеет удлинительную часть, которая проходит в направлении, перпендикулярном направлению протяженности соединительной части, от указанного одного конца соединительной части к самому внешнему краю второго компонента.
[0116] В соответствии с двадцать первым вариантом выполнения, поскольку первый компонент имеет удлинительную часть, можно предотвратить попадание остаточного материала наружу из зазора между первым компонентом и вторым компонентом.
[0117] В соответствии с двадцать вторым вариантом выполнения, предложен способ изготовления картриджа, выполненного в соответствии с любым из вариантов выполнения с четырнадцатого по двадцать первый. В способе изготовления картриджа первый компонент представляет собой крышку, а второй компонент представляет собой цилиндрический элемент. Способ изготовления картриджа включает присоединение нагревательного узла, содержащего нагревательный элемент, к одному концу цилиндрического элемента, и закрытие отверстия на этом конце цилиндрического элемента, заполнение внутренней части цилиндрического элемента, к которому присоединен нагревательный узел, источником аэрозоля, и присоединение или приваривание соединительной части к другому концу цилиндрического элемента, заполненного источником аэрозоля.
[0118] Когда источник аэрозоля помещают в цилиндрический элемент, к дну которого не присоединен нагревательный узел, необходимо завершить сборку нагревательного узла, чтобы предотвратить утечку источника аэрозоля из цилиндрического элемента. Напротив, в соответствии с двадцать вторым вариантом выполнения, нагревательный узел может быть собран с цилиндрическим элементом до того, как будет выполнено заполнение источником аэрозоля, и, таким образом, например, цилиндрический элемент, к которому присоединен нагревательный узел, может быть изготовлен заранее как одно целое, а затем оттранспортирован, при этом заполнение источником аэрозоля и присоединение или приваривание крышки могут выполняться в другом месте.
[0119] Двадцать третий вариант выполнения в обобщенном виде представляет собой способ изготовления картриджа в соответствии с двадцать вторым вариантом выполнения, дополнительно включающий приваривание ультразвуковой сваркой соединительной части крышки к указанному другому концу цилиндрического элемента.
[0120] В соответствии с двадцать четвертым вариантом выполнения, предложен картридж, который установлен в части генератора пара, который содержит нагревательный элемент для нагревания источника аэрозоля. Картридж содержит первый компонент и второй компонент, по меньшей мере один из которых выполнен из полимерного материала, и соединительную часть, один конец которой соединен с первым компонентом, а другой конец присоединен или приварен ко второму компоненту. Первый компонент имеет первую лицевую поверхность, обращенную ко второму компоненту, и первый самый внешний край первой лицевой поверхности. Второй компонент имеет вторую лицевую поверхность, обращенную к первому компоненту, и второй самый внешний край второй лицевой поверхности. Первый самый внешний край и второй компонент не присоединены и не приварены друг к другу, и второй самый внешний край и первый компонент не присоединены и не приварены друг к другу.
[0121] Когда первый самый внешний край или второй самый внешний край присоединены или приварены к компоненту, расплавленный материал (остаточный материал) этих частей попадает наружу компонентов. В соответствии с двадцать четвертым вариантом выполнения, первый самый внешний край первого компонента и второй самый внешний край второго компонента не присоединены или не приварены к какой-либо части, и, таким образом, первый самый внешний край и второй самый внешний край не расплавляются, при этом может быть предотвращено попадание остаточных материалов из них наружу компонентов. Кроме того, в настоящем описании «первая лицевая поверхность» первого компонента и «вторая лицевая поверхность» второго компонента представляют собой поверхности первого компонента и второго компонента, которые непосредственно обращены друг к другу в направлении, в котором соединительная часть проходит между первым компонентом и вторым компонентом. Между лицевой поверхностью первого компонента и лицевой поверхностью второго компонента отсутствует какие-либо элементы, отличные от соединительной части. Можно также сказать, что «лицевые поверхности» первого компонента и второго компонента представляют собой поверхности, расположенные под углом относительно направления, в котором проходит соединительная часть между первым компонентом и вторым компонентом.
[0122] Двадцать пятый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с двадцать четвертым вариантом выполнения, содержащий аэрозольный канал, через который проходит аэрозоль, образующийся при испарении источника аэрозоля, при этом по меньшей мере часть аэрозольного канала ограничена по меньшей мере одним из первого компонента и второго компонента.
[0123] В соответствии с двадцать пятым вариантом выполнения, поскольку аэрозольный канал ограничен по меньшей мере одним из первого компонента и второго компонента, может быть предотвращено попадание остаточного материала в такой аэрозольный канал и также может быть предотвращена конденсация аэрозоля на остаточном материале. Кроме того, как описано выше, картридж, выполненный в соответствии с двадцать пятым вариантом выполнения, выполнен из полимерного материала. Как описано выше, ограничение аэрозольного канала по меньшей мере частью первого компонента и второго компонента может быть достигнуто путем отливки под давлением каждого из компонентов как одно целое таким образом, чтобы была получена часть, которая образует углубление, упомянутое выше, и чтобы была получена часть, на которой по меньшей мере часть компонента образует аэрозольный канал. Это позволяет исключить этап сборки или этап склеивания, необходимый в случае формования отдельных корпусов, а поскольку нет подгоночных частей или склеиваемых частей, компонентом можно легко манипулировать, и его нелегко сломать, когда потребитель держит его в руке во время применения, несмотря на то, что он представляет собой небольшой компонент из полимерного материала. Однако конструкции имеют ограничения в отношении формы углубления и аэрозольного канала таким образом, что каждый из двух компонентов может быть отлит под давлением за одно целое.
[0124] Двадцать шестой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с двадцать четвертым или двадцать пятым вариантом выполнения, имеющий пространство, выполненное с возможностью вмещать источник аэрозоля, причем по меньшей мере часть этого пространства ограничена по меньшей мере одним из первого компонента и второго компонента.
[0125] В соответствии с двадцать шестым вариантом выполнения, поскольку по меньшей мере один из первого компонента и второго компонента ограничивает пространство, выполненное с возможностью вмещать источник аэрозоля, можно предотвратить попадание остаточного материала в такое пространство и можно предотвратить ошибочное распознавание подмешивания постороннего вещества к источнику аэрозоля. Кроме того, как описано выше, картридж, выполненный в соответствии с двадцать шестым вариантом выполнения со ссылкой на двадцать четвертый вариант выполнения и двадцать пятый вариант выполнения, выполнен из полимерного материала. Создание пространства, которое выполнено с возможностью вмещать источник аэрозоля, и ограничение по меньшей мере части пространства по меньшей мере одним компонентом из первого компонента и второго компонента, описанных выше, могут быть достигнуты путем отливки под давлением каждого из компонентов в виде одного целого таким образом, чтобы была получена часть, которая образует часть углубления, упомянутого выше, или чтобы была получена часть, на которой по меньшей мере часть компонента образует аэрозольный канал, и таким образом, чтобы была получена часть, которая образует пространство, выполненное с возможностью вмещать источник аэрозоля. Таким образом, также могут быть получены эффекты, описанные в отношении двадцать пятого варианта выполнения.
[0126] Двадцать седьмой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с двадцать четвертого по двадцать шестой, в котором по меньшей мере часть нагревательного элемента размещена в по меньшей мере одном из компонентов, первом или втором.
[0127] В соответствии с двадцать седьмым вариантом выполнения, поскольку по меньшей мере один из первого компонента и второго компонента содержит по меньшей мере часть нагревательного элемента, можно предотвратить попадание остаточного материала на такой нагревательный элемент. Кроме того, картридж, выполненный в соответствии с двадцать седьмым вариантом выполнения, может легко использоваться во время применения потребителем, поскольку не требуется сборки с нагревательным элементом.
[0128] Двадцать восьмой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с двадцать четвертого по двадцать седьмой, в котором первый самый внешний край и второй самый внешний край не присоединены или не приварены друг к другу.
[0129] Когда первый самый внешний край первого компонента и второй самый внешний край второго компонента присоединены или приварены друг к другу, остаточный материал попадает из первого самого внешнего края и второго самого внешнего края. Напротив, в соответствии с двадцать восьмым вариантом выполнения, поскольку первый самый внешний край и второй самый внешний край не присоединены или не приварены друг к другу, можно предотвратить попадание остаточного материала из первого самого внешнего края и второго самого внешнего края.
[0130] Двадцать девятый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с двадцать восьмым вариантом выполнения, имеющий зазор между первым самым внешним краем и вторым самым внешним краем.
[0131] В соответствии с двадцать девятым вариантом выполнения, из-за наличия зазора, в котором может удерживаться остаточный материал, образовавшийся между первым компонентом и вторым компонентом, может быть в лучшей степени предотвращено попадание наружу остаточного материала, образовавшегося в соединительной части, которая присоединена или приварена ко второму компоненту.
[0132] Тридцатый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с двадцать четвертого по двадцать девятый, в котором второй компонент имеет первое отверстие, образованное во второй лицевой поверхности, и край первого отверстия, который ограничивает по меньшей мере часть первого отверстия, причем край первого отверстия не присоединен или не приварен к первому компоненту.
[0133] В соответствии с тридцатым вариантом выполнения, поскольку край первого отверстия не присоединен или не приварен к первому компоненту, остаточный материал не образуется из края первого отверстия, при этом можно предотвратить попадание остаточного материала в первое отверстие.
[0134] Тридцать первый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с тридцатым вариантом выполнения, в котором первое отверстие имеет кольцевую форму, если смотреть вдоль направления, в котором соединительная часть проходит между первым компонентом и вторым компонентом, а край первого отверстия содержит внешний край и внутренний край, которые ограничивают первое отверстие, причем внешний край отверстия и внутренний край отверстия не присоединены или не приварены к первому компоненту.
[0135] В соответствии с тридцать первым вариантом выполнения, поскольку внешний край отверстия и внутренний край отверстия не присоединены или не приварены к первому компоненту, можно предотвратить попадание остаточного материала с внешнего края отверстия и внутреннего края отверстия в первое отверстие.
[0136] Тридцать второй вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с тридцать первым вариантом выполнения, в котором второй компонент имеет второе отверстие, которое выполнено во второй лицевой поверхности и расположено дальше внутрь от первого отверстия, если смотреть вдоль направления, в котором соединительная часть проходит между первым компонентом и вторым компонентом, и край второго отверстия, который ограничивает по меньшей мере часть второго отверстия, при этом край второго отверстия не присоединен или не приварен к первому компоненту.
[0137] В соответствии с тридцать вторым вариантом выполнения, поскольку край второго отверстия не присоединен или не приварен к первому компоненту, остаточный материал не образуется из края второго отверстия, при этом можно предотвратить попадание остаточного материала во второе отверстие.
[0138] Тридцать третий вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с двадцать четвертого по тридцать второй, в котором первая лицевая поверхность первого компонента и вторая лицевая поверхность второго компонента не присоединены или не приварены друг к другу.
[0139] В соответствии с тридцать третьим вариантом выполнения, поскольку первая лицевая поверхность первого компонента и вторая лицевая поверхность второго компонента не присоединены или не приварены друг к другу, может быть предотвращено образование остаточного материала из первой лицевой поверхности и второй лицевой поверхности, и в результате может быть предотвращено попадание остаточного материала наружу.
[0140] В соответствии с тридцать четвертым вариантом выполнения, предложен способ изготовления картриджа, выполненного в соответствии с любым из вариантов выполнения с двадцать четвертого по тридцать третий. В способе изготовления картриджа первый компонент представляет собой крышку, а второй компонент представляет собой цилиндрический элемент. Способ изготовления картриджа включает присоединение нагревательного узла, содержащего нагревательный элемент, к одному концу цилиндрического элемента и закрытие отверстия на этом конце цилиндрического элемента, заполнение внутренней части цилиндрического элемента, к которому присоединен нагревательный узел, источником аэрозоля, и присоединение или приваривание соединительной части к другому концу цилиндрического элемента, заполненного источником аэрозоля.
[0141] Когда источник аэрозоля помещают в цилиндрический элемент, к дну которого не присоединен нагревательный узел, необходимо завершить сборку нагревательного узла, чтобы предотвратить утечку источника аэрозоля из цилиндрического элемента. Напротив, в соответствии с тридцать четвертым вариантом выполнения, нагревательный узел может быть собран с цилиндрическим элементом до выполнения заполнения источником аэрозоля, и, таким образом, например, цилиндрический элемент, к которому присоединен нагревательный узел, может быть изготовлен заранее как одно целое, а затем оттранспортирован, при этом заполнение источником аэрозоля и присоединение или приваривание крышки могут выполняться в другом месте.
[0142] Тридцать пятый вариант выполнения в обобщенном виде представляет собой способ изготовления картриджа в соответствии с тридцать третьим вариантом выполнения, дополнительно включающий приваривание ультразвуковой сваркой соединительной части крышки к указанному другому концу цилиндрического элемента.
[0143] В соответствии с тридцать шестым вариантом выполнения, предложен способ изготовления картриджа, выполненного в соответствии с любым из вариантов выполнения с двадцать четвертого по тридцать третий. Способ изготовления картриджа включает присоединение или приваривание указанного другого конца соединительной части ко второму компоненту таким образом, что первая лицевая поверхность первого компонента и вторая лицевая поверхность второго компонента не присоединены или не приварены друг к другу.
[0144] В соответствии с тридцать шестым вариантом выполнения, поскольку первая лицевая поверхность первого компонента и вторая лицевая поверхность второго компонента не присоединены или не приварены друг к другу, может быть предотвращено образование остаточного материала из первой лицевой поверхности и второй лицевой поверхности, и в результате может быть предотвращено попадание остаточного материала наружу.
[0145] В соответствии с тридцать седьмым вариантом выполнения, предложен картридж, установленный в части генератора пара, который содержит нагревательный элемент для нагревания источника аэрозоля. Картридж содержит первый компонент и второй компонент, по меньшей мере один из которых выполнен из полимерного материала, и соединительную часть, которая проходит между первым компонентом и вторым компонентом, при этом один конец соединен с первым компонентом, а другой конец соединен со вторым компонентом, и направляющую часть, которая проходит от первого компонента и не присоединена или не приварена ко второму компоненту. Второй компонент содержит приемную часть, с которой сопрягается направляющая часть.
[0146] В соответствии с тридцать седьмым вариантом выполнения, первый компонент содержит направляющую часть, а второй компонент содержит приемную часть, и, таким образом, при соединении первого компонента и второго компонента посредством соединительной части первый компонент может быть позиционирован относительно второго компонента путем сопряжения направляющей части в приемной части. Кроме того, поскольку направляющая часть не присоединена или не приварена ко второму компоненту, может быть предотвращено образование остаточного материала из направляющей части. Кроме того, термин «сопрягаться» в настоящем описании относится не только к случаю, когда направляющая часть и приемная часть установлены друг в друге без зазора, но также и к случаю, когда направляющая часть установлена в приемной части с предусмотренным между ними зазором, причем зазор выполнен таким, что положение соединительной части относительно второго компонента может быть направлено в допустимом диапазоне. То есть «сопрягаться» в настоящем описании может также означать «неплотную посадку».
[0147] Тридцать восьмой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с тридцать седьмым вариантом выполнения, содержащий аэрозольный канал, через который проходит аэрозоль, образующийся при испарении источника аэрозоля, причем по меньшей мере часть аэрозольного канала ограничена по меньшей мере одним компонентом из первого компонента и второго компонента.
[0148] В соответствии с тридцать восьмым вариантом выполнения, по меньшей мере один компонент из первого компонента и второго компонента ограничивает аэрозольный канал, и, таким образом, во время соединения первого компонента и второго компонента с помощью соединительной части, позиционирование соединительной части и первого компонента относительно второго компонента может быть выполнено на уровне компонента, ограничивающего такой аэрозольный канал, путем установки направляющей части в приемную часть. Кроме того, может быть предотвращено образование остаточного материала из направляющей части в компоненте, ограничивающем аэрозольный канал. Кроме того, как описано выше, картридж, выполненный в соответствии с тридцать восьмым вариантом выполнения, выполнен из полимерного материала. Ограничение, как описано выше, аэрозольного канала по меньшей мере частью первого компонента и второго компонента может быть достигнуто путем отливки под давлением каждого из компонентов как одно целое таким образом, чтобы была получена часть, на которой по меньшей мере часть компонента образует аэрозольный канал. Это позволяет исключить этап сборки или этап склеивания, необходимый в случае формования отдельных корпусов, а поскольку нет подгоночных частей или склеиваемых частей, компонентом можно легко манипулировать, и его нелегко сломать, когда потребитель держит его в руке во время применения, несмотря на то, что он представляет собой небольшой компонент из полимерного материала. Однако конструкция имеет ограничения в отношении формы аэрозольного канала таким образом, что каждый из двух компонентов может быть отлит под давлением как одно целое.
[0149] Тридцать девятый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с тридцать седьмым или тридцать восьмым вариантами выполнения, имеющий пространство, выполненное с возможностью вмещать источник аэрозоля, при этом по меньшей мере часть этого пространства ограничена по меньшей мере одним компонентом из первого компонента и второго компонента.
[0150] В соответствии с тридцать девятым вариантом выполнения, по меньшей мере один компонент из первого компонента и второго компонента ограничивает пространство, выполненное с возможностью вмещать источник аэрозоля, и, таким образом, во время соединения первого компонента и второго компонента соединительной частью, позиционирование соединительной части и первого компонента относительно второго компонента может быть выполнено на компоненте, ограничивающем такое пространство, путем сопряжения направляющей части в приемной части. Кроме того, может быть предотвращено образование остаточного материала из направляющей части в компоненте, разграничивающем указанное пространство. Кроме того, как описано выше, картридж, выполненный в соответствии с тридцать девятым вариантом выполнения со ссылкой на тридцать седьмой и тридцать восьмой варианты выполнения, изготовлен из полимерного материала. Создание пространства, которое выполненное с возможностью вмещать источник аэрозоля, и ограничение по меньшей мере части пространства по меньшей мере одним компонентом из первого компонента и второго компонента, описанных выше, могут быть достигнуты путем отливки под давлением каждого из компонентов в виде одного целого таким образом, чтобы была получена часть, на которой по меньшей мере часть компонента образует аэрозольный канал, и чтобы была получена часть, которая образует пространство, выполненное с возможностью вмещать источник аэрозоля. Таким образом, также могут быть получены эффекты, описанные в отношении тридцать восьмого варианта выполнения.
[0151] Сороковой вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с тридцать седьмого по тридцать девятый, в котором по меньшей мере часть нагревательного элемента размещена в по меньшей мере одном из первого компонента и второго компонента.
[0152] В соответствии с сороковым вариантом выполнения, по меньшей мере один из первого компонента и второго компонента содержит по меньшей мере часть нагревательного элемента, и, таким образом, во время соединения первого компонента и второго компонента с помощью соединительной части, позиционирование соединительной части и первого компонента относительно второго компонента может быть выполнено на компоненте, в котором размещен такой нагревательный элемент, путем сопряжения направляющей части в приемной части. Кроме того, может быть предотвращено образование остаточного материала из направляющей части на компоненте, в котором находится нагревательный элемент. Кроме того, картридж, выполненный в соответствии с сороковым вариантом выполнения, может легко использоваться во время применения потребителем, так как не требуется сборки с нагревательным элементом.
[0153] Сорок первый вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с тридцать седьмого по сороковой, в котором направляющая часть расположена так, что она перекрывает указанный другой конец соединительной части, если смотреть вдоль направления, перпендикулярного направлению, в котором соединительная часть проходит между первым компонентом и вторым компонентом.
[0154] В соответствии с сорок первым вариантом выполнения, поскольку направляющая часть расположена так, что она закрывает указанный другой конец соединительной части сбоку, остаточный материал, который образуется, когда соединительная часть соединяется или приваривается ко второму компоненту, покрывается направляющей секцией и защищен от попадания куда-либо.
[0155] Сорок второй вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с любым из вариантов выполнения с тридцать седьмого по сорок первый, в котором второй компонент имеет лицевую поверхность, обращенную к первому компоненту, первое отверстие, образованное в лицевой поверхности, и край первого отверстия, который ограничивает по меньшей мере часть первого отверстия, при этом приемная часть представляет собой первое отверстие.
[0156] В соответствии с сорок вторым вариантом выполнения, соединительная часть и первый компонент могут располагаться относительно второго компонента путем сопряжения направляющей части в первом отверстии. В это время, поскольку направляющая часть сопряжена в первом отверстии, она предотвращает попадание остаточного материала, образующегося из соединительной части, в первое отверстие. Другими словами, направляющая часть может предотвращать попадание остаточного материала в первое отверстие. Кроме того, в настоящем описании «лицевые поверхности» первого компонента и второго компонента относятся к поверхностям, которые обращены непосредственно друг к другу в направлении, в котором проходит соединительная часть между первым компонентом и вторым компонентом. При этом между лицевой поверхностью первого компонента и лицевой поверхностью второго компонента отсутствует какие-либо элементы, отличные от соединительной части. Можно также сказать, что «лицевые поверхности» первого компонента и второго компонента представляют собой поверхности, расположенные под углом относительно направления, в котором проходит соединительная часть между первым компонентом и вторым компонентом.
[0157] Сорок третий вариант выполнения в обобщенном виде представляет собой картридж, выполненный в соответствии с сорок вторым вариантом выполнения, в котором первое отверстие имеет кольцевую форму, если смотреть вдоль направления, в котором соединительная часть проходит между первым компонентом и вторым компонентом, причем край первого отверстия содержит внешний край и внутренний край, которые ограничивают первое отверстие, причем направляющая часть совмещается с внешней краем отверстия или с внутренним краем отверстия, при этом направляющая часть имеет кольцевую форму, если смотреть вдоль направления, в котором соединительная часть проходит между первым компонентом и вторым компонентом.
[0158] В соответствии с сорок третьим вариантом выполнения направляющая часть, имеющая кольцевую форму, совмещается с наружным краем или внутренним краем первого отверстия и, таким образом, соединительная часть и первый компонент могут быть позиционированы относительно второго компонента. В это время, поскольку направляющая часть совмещена с наружным краем отверстия или внутренним краем отверстия, попадание в первое отверстие остаточного материала, который образуется из соединительной части, может быть предотвращено направляющей частью. Другими словами, направляющая часть может предотвращать попадание остаточного материала в первое отверстие.
[0159] В соответствии с сорок четвертым вариантом выполнения, предложен способ изготовления картриджа, выполненного в соответствии с любым из вариантов выполнения с тридцать седьмого по сорок третий. В способе изготовления картриджа первый компонент представляет собой крышку, а второй компонент представляет собой цилиндрический элемент. Способ изготовления картриджа включает присоединение нагревательного узла, содержащего нагревательный элемент, к одному концу цилиндрического элемента, и закрытие отверстия на этом конце цилиндрического элемента, заполнение внутренней части цилиндрического элемента, к которому присоединен нагревательный узел, источником аэрозоля, и присоединение или приваривание соединительной части к другому концу цилиндрического элемента, заполненного источником аэрозоля.
[0160] Когда источник аэрозоля помещается в цилиндрический элемент, к дну которого не присоединен нагревательный узел, необходимо завершить сборку нагревательного узла, чтобы предотвратить утечку источника аэрозоля из цилиндрического элемента. Напротив, в соответствии с сорок четвертым вариантом выполнения, нагревательный узел может быть собран с цилиндрическим элементом до выполнения заполнения источником аэрозоля, и, таким образом, например, цилиндрический элемент, к которому присоединен нагревательный узел, может быть изготовлен заранее как одно целое, а затем оттранспортирован, при этом наполнение источником аэрозоля и присоединение или приваривание крышки могут выполняться в другом месте.
[0161] Сорок пятый вариант выполнения в обобщенном виде представляет собой способ изготовления картриджа в соответствии с сорок четвертым вариантом выполнения, включающий приваривание ультразвуковой сваркой соединительной части крышки к указанному другому концу цилиндрического элемента.
[0162] В соответствии с сорок шестым вариантом выполнения, предложен способ изготовления картриджа, выполненного в соответствии с любым из вариантов выполнения с тридцать седьмого по сорок третий. Способ изготовления картриджа включает сопряжение направляющей части в приемной части и позиционирование первого компонента и второго компонента относительно друг друга, а также присоединение или приваривание указанного другого конца соединительной части ко второму компоненту.
[0163] В соответствии с сорок шестым вариантом выполнения, во время присоединения или приваривания соединительной части, которая соединена с первым компонентом, ко второму компоненту, соединительная часть и первый компонент могут быть позиционированы относительно второго компонента путем сопряжения направляющей части в приемной части.
[0164] Сорок седьмой вариант выполнения в обобщенном виде представляет собой способ изготовления картриджа в соответствии с сорок шестым вариантом выполнения, в котором направляющая часть проходит параллельно соединительной части и в направлении, в котором проходит соединительная часть, на большую длину, чем проходит соединительная часть до того, как она будет присоединена или приварена ко второму компоненту, при этом способ изготовления включает сопряжение направляющей части в приемной части и позиционирование первого компонента и второго компонента относительно друг друга перед тем как соединительную часть присоединяют или приваривают ко второму компоненту.
[0165] В соответствии с сорок седьмым вариантом выполнения, поскольку направляющая часть длиннее, чем соединительная часть, которая еще не присоединена или не приварена ко второму компоненту, первый компонент и второй компонент могут быть позиционированы относительно друг друга перед тем как соединительную часть, соединенную с первым компонентом, присоединяют или приваривают ко второму компоненту.
[0166] В соответствии с сорок восьмым вариантом выполнения, предложен генератор пара, содержащий картридж, выполненный в соответствии с любым из вариантов выполнения с первого по сорок седьмой.
ПЕРЕЧЕНЬ ОБОЗНАЧЕНИЙ
[0167]
30: картридж
33b: нагревательная проволока
38: нагревательный узел
50: резервуар
51: отверстие
52: окружная стенка
52а: зазор
60: основной корпус резервуара
60а: первая концевая часть
60b: вторая концевая часть
61а: аэрозольный канал
65: лицевая поверхность
65а: самый внешний край
66: первое отверстие
66а: внутренний край отверстия
66b: внешний край отверстия
67: второе отверстие
67а: край второго отверстия
68: первое углубление
68а: дно
68b: сужающаяся поверхность
69: второе углубление
69а: дно
69b: сужающаяся поверхность
80: крышка
80а: плоская пластина
80b: отверстие
80с: самый внешний край
80d: лицевая поверхность
80е: край отверстия
82: удлинительная часть
90: первая соединительная часть
92: вторая соединительная часть
95: направляющая часть
100: генератор пара
L1: источник аэрозоля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Картридж и способ изготовления картриджа | 2020 |
|
RU2803508C1 |
| Картридж и способ изготовления картриджа | 2020 |
|
RU2798757C1 |
| Картридж и способ изготовления картриджа | 2020 |
|
RU2796488C1 |
| КАРТРИДЖ ДЛЯ СИСТЕМЫ ПОДАЧИ ПАРА И СИСТЕМА ПОДАЧИ ПАРА | 2020 |
|
RU2826181C2 |
| КАРТРИДЖ ДЛЯ ИСПАРИТЕЛЬНОГО УСТРОЙСТВА | 2019 |
|
RU2816648C2 |
| ЭЛЕКТРОННАЯ СИСТЕМА ПОДАЧИ ПАРА, АТОМАЙЗЕР И КАРТРИДЖ ДЛЯ НЕЁ | 2020 |
|
RU2824028C2 |
| ИСПАРИТЕЛЬНОЕ УСТРОЙСТВО И КАРТРИДЖ ДЛЯ НЕГО | 2019 |
|
RU2804632C2 |
| КАРТРИДЖ С КРЫШКОЙ ДЛЯ КАЛЬЯНА | 2020 |
|
RU2805903C2 |
| ИСПАРИТЕЛЬНОЕ УСТРОЙСТВО И КАРТРИДЖ ДЛЯ НЕГО | 2019 |
|
RU2802650C2 |
| СИСТЕМА ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ, КАРТРИДЖ ДЛЯ СИСТЕМЫ ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ И СПОСОБ ОПРЕДЕЛЕНИЯ УРОВНЯ АЭРОЗОЛЬОБРАЗУЮЩЕГО МАТЕРИАЛА ВНУТРИ РЕЗЕРВУАРА КАРТРИДЖА | 2020 |
|
RU2826283C2 |
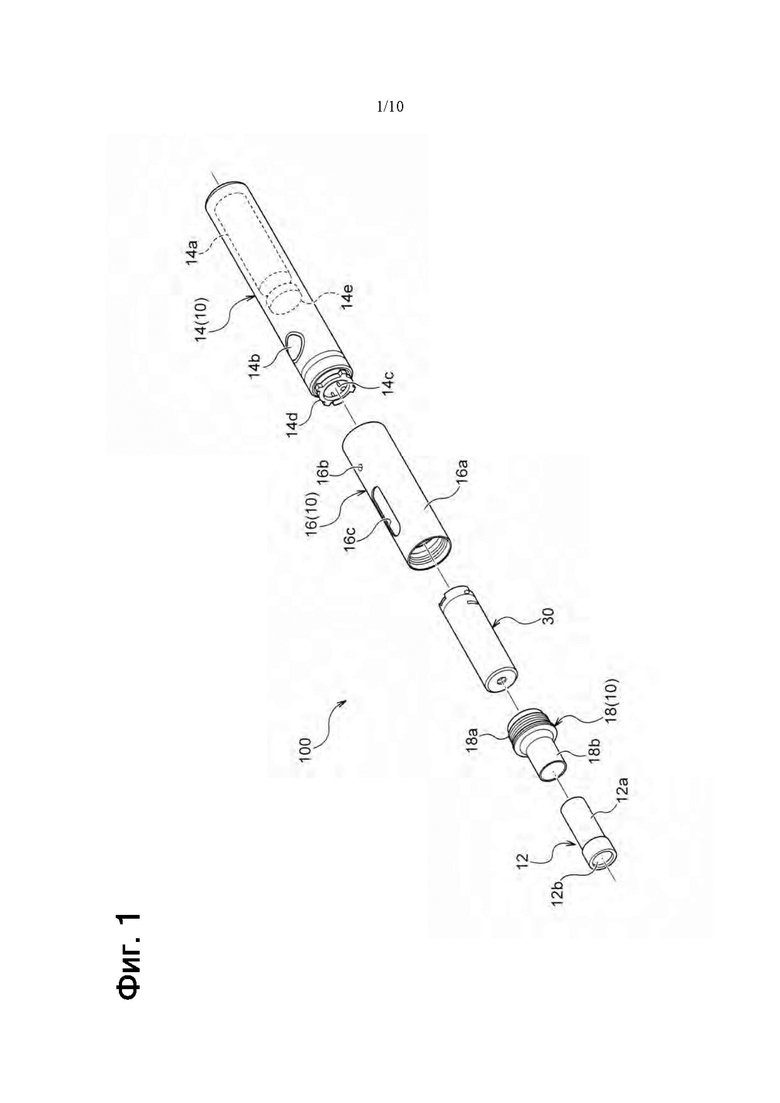
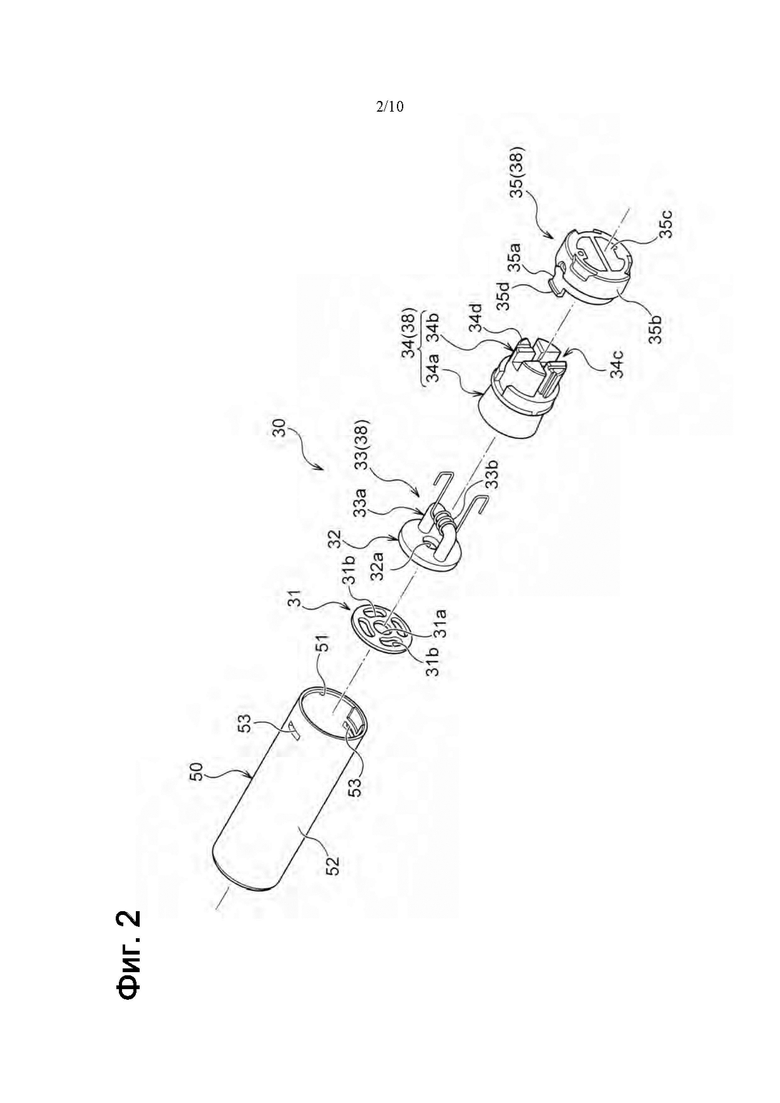
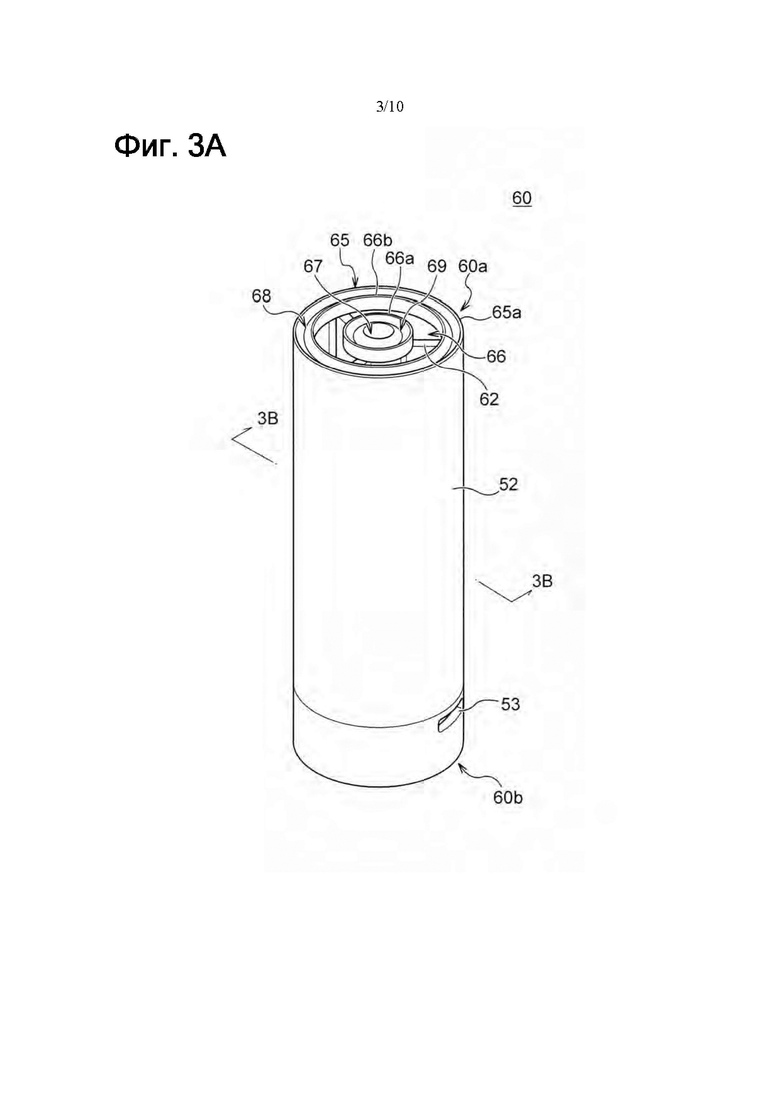
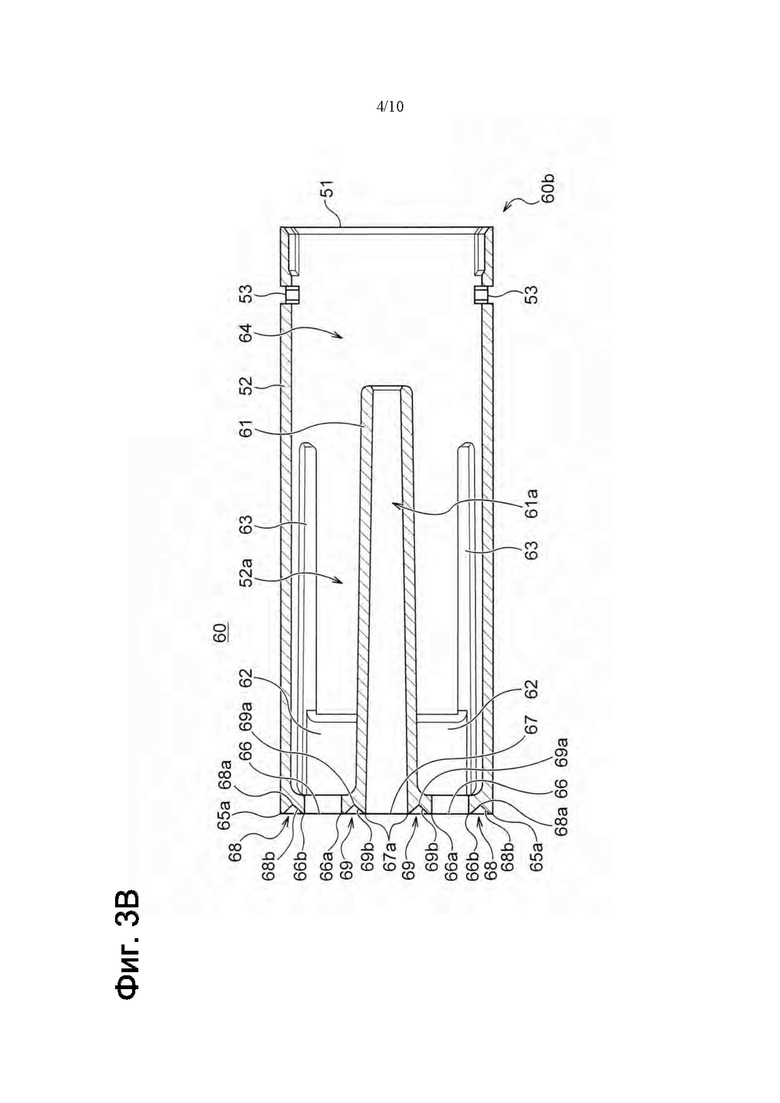
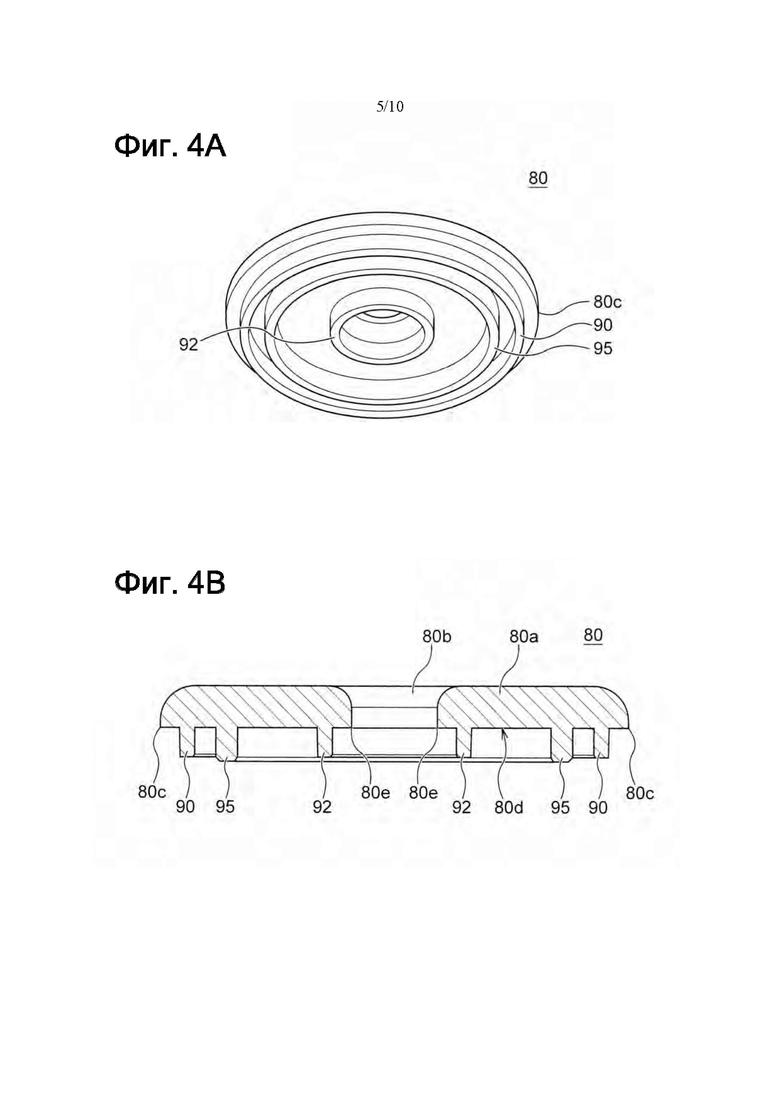
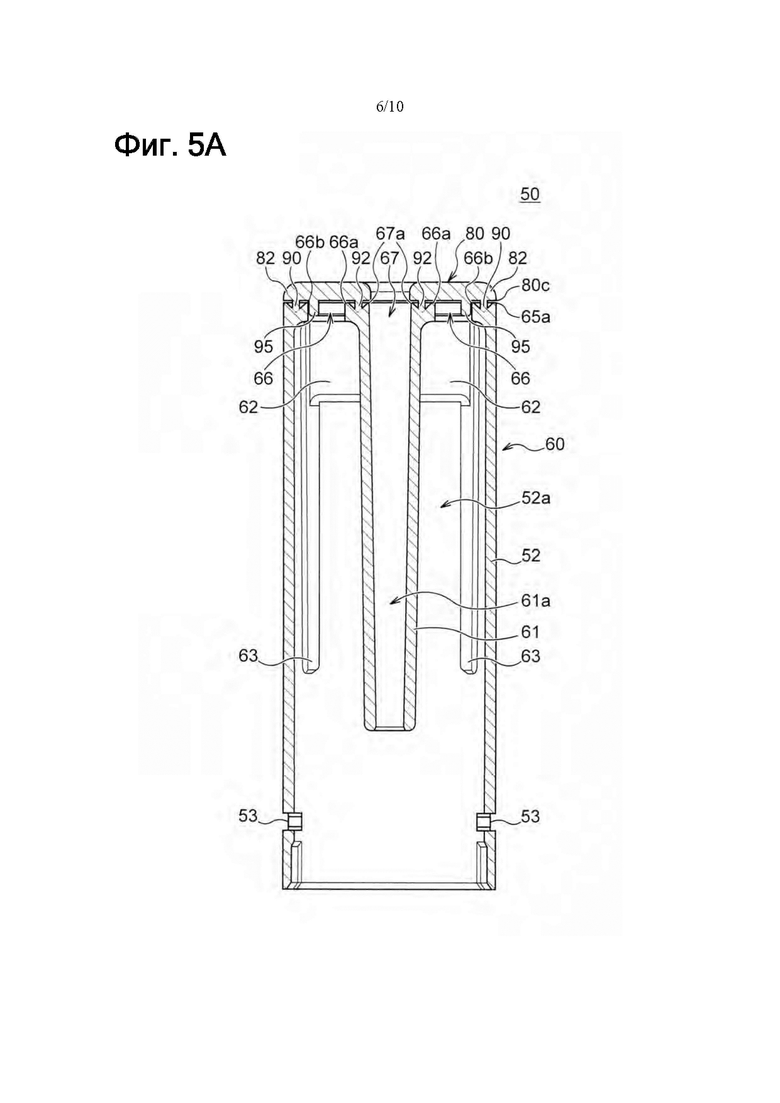

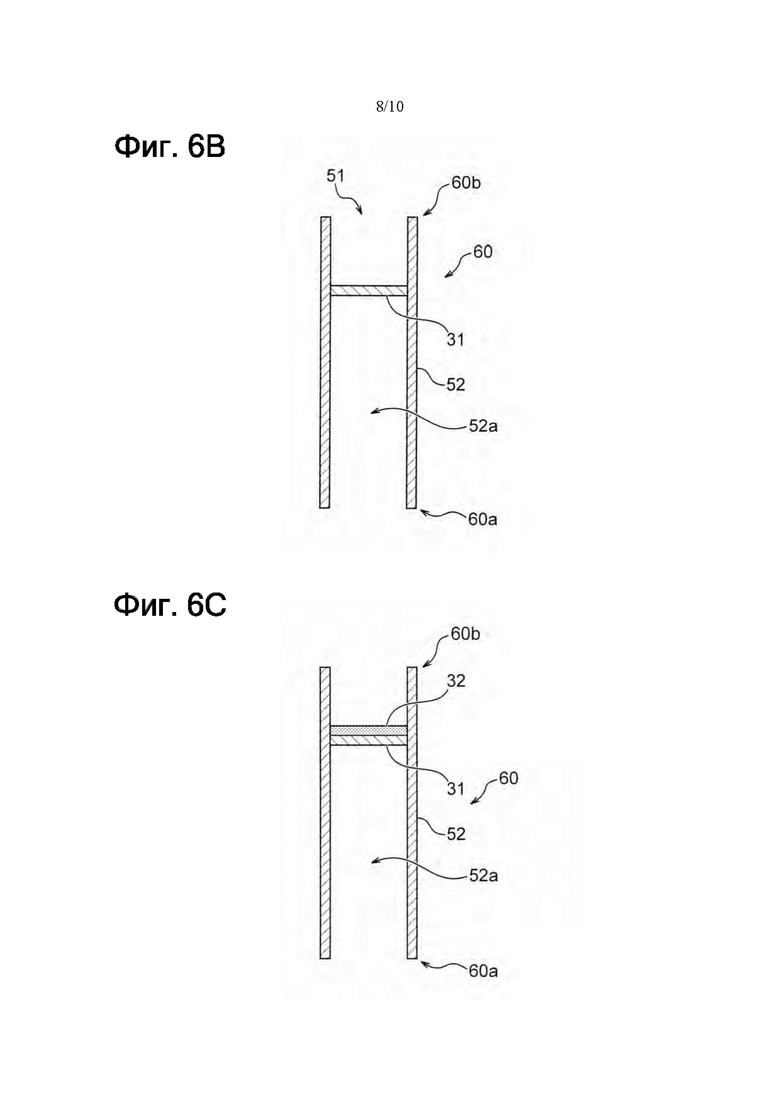
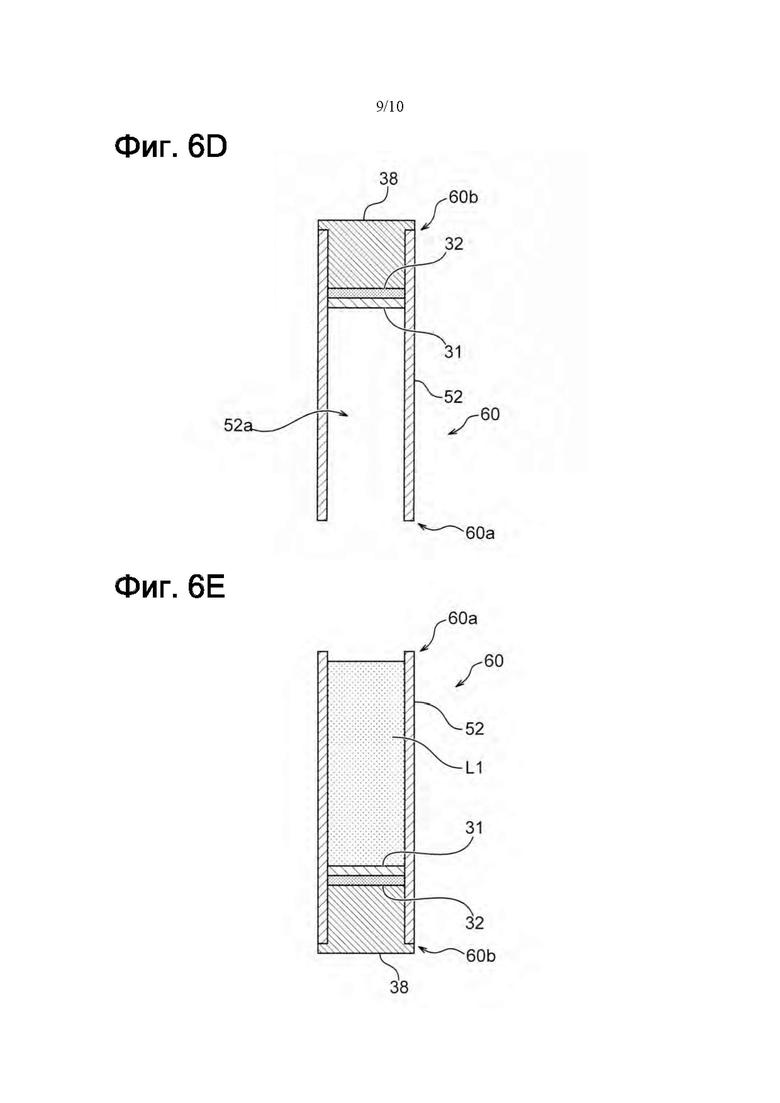
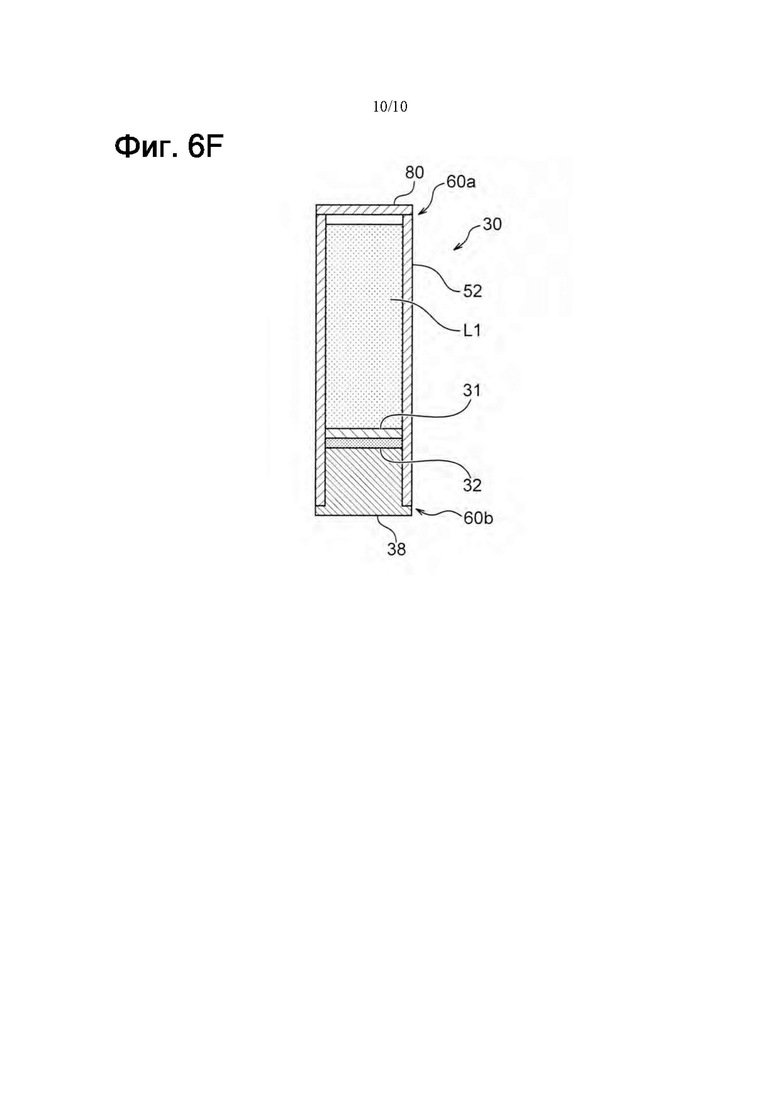
Группа изобретений относится к картриджу для источника аэрозоля и к способу изготовления картриджа. Картридж для источника аэрозоля, установленный в части генератора пара, содержит нагревательный элемент для нагревания источника аэрозоля, при этом картридж содержит: первый компонент и второй компонент, по меньшей мере один из которых выполнен из полимерного материала, и соединительную часть, один конец которой соединен с первым компонентом, а другой конец присоединен или приварен ко второму компоненту. Второй компонент имеет лицевую поверхность, которая обращена к первому компоненту, и самый внешний край лицевой поверхности, и указанный другой конец соединительной части присоединен или приварен к лицевой поверхности второго компонента в положении, удаленном от самого внешнего края. Наличие соединительной части обеспечивает возможность простого, аккуратного и точного соединения компонентов картриджа сваркой, поскольку расплавлению подвергается материал элементов соединительной части, расположенных определенным образом относительно компонентов картриджа, и, тем самым, предотвращается попадание остаточного (расплавленного) материала в картридж. Повышается эффективность процесса изготовления картриджа и улучшаются эксплуатационные характеристики картриджа. 2 н. и 8 з.п. ф-лы, 14 ил.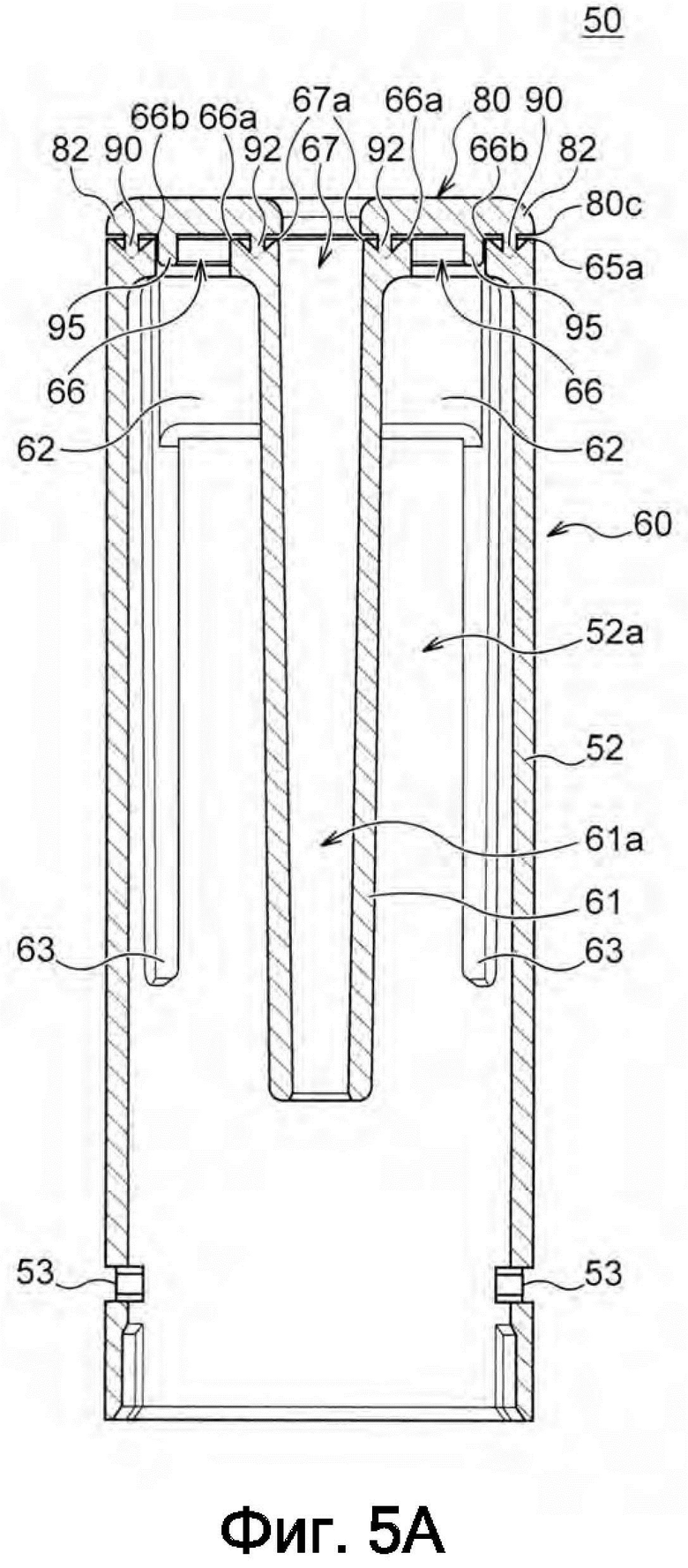
1. Картридж для источника аэрозоля, установленный в части генератора пара, который содержит нагревательный элемент для нагревания источника аэрозоля, при этом картридж содержит: первый компонент и второй компонент, по меньшей мере один из которых выполнен из полимерного материала, и соединительную часть, один конец которой соединен с первым компонентом, а другой конец присоединен или приварен ко второму компоненту, причем второй компонент имеет лицевую поверхность, которая обращена к первому компоненту, и самый внешний край лицевой поверхности, и указанный другой конец соединительной части присоединен или приварен к лицевой поверхности второго компонента в положении, удаленном от самого внешнего края.
2. Картридж по п.1, содержащий аэрозольный канал, через который проходит аэрозоль, образующийся при испарении источника аэрозоля, при этом по меньшей мере часть аэрозольного канала ограничена по меньшей мере одним из первого компонента и второго компонента.
3. Картридж по п.1, имеющий пространство, выполненное с возможностью вмещать источник аэрозоля, при этом по меньшей мере часть указанного пространства ограничена по меньшей мере одним из первого компонента и второго компонента.
4. Картридж по п.1, в котором по меньшей мере часть нагревательного элемента размещена в по меньшей мере одном из первого компонента и второго компонента.
5. Картридж по п.1, в котором второй компонент имеет первое отверстие, выполненное на лицевой поверхности, и край первого отверстия, который ограничивает по меньшей мере часть первого отверстия, при этом указанный другой конец соединительной части присоединен или приварен к лицевой поверхности второго компонента в положении, удаленном от края первого отверстия.
6. Картридж по п.5, в котором первое отверстие имеет кольцевую форму, если смотреть вдоль направления, в котором соединительная часть проходит между первым компонентом и вторым компонентом, край первого отверстия содержит внешний край и внутренний край, которые ограничивают первое отверстие, соединительная часть содержит первую соединительную часть и вторую соединительную часть, как первая соединительная часть, так и вторая соединительная часть имеет один конец, присоединенный к первому компоненту, и другой конец, присоединенный или приваренный ко второму компоненту, и имеет кольцевую форму, если смотреть вдоль направления, в котором первая соединительная часть и вторая соединительная часть проходят между первым компонентом и вторым компонентом, вторая соединительная часть расположена дальше внутрь от первой соединительной части, если смотреть вдоль направления, в котором вторая соединительная часть проходит между первым компонентом и вторым компонентом, указанный другой конец первой соединительной части присоединен или приварен ко второму компоненту в положении, удаленном от внешнего края отверстия, и указанный другой конец второй соединительной части присоединен или приварен ко второму компоненту в положении, удаленном от внутреннего края отверстия.
7. Картридж по п.6, в котором второй компонент имеет второе отверстие, которое расположено дальше внутрь от первого отверстия, если смотреть вдоль направления, в котором вторая соединительная часть проходит между первым компонентом и вторым компонентом, и край второго отверстия, который ограничивает по меньшей мере часть второго отверстия, при этом указанный другой конец второй соединительной части присоединен или приварен ко второму компоненту в положении, удаленном от края второго отверстия.
8. Картридж по п.1, в котором первый компонент содержит удлинительную часть, которая проходит в направлении, перпендикулярном направлению протяженности соединительной части, от указанного одного конца соединительной части к самому внешнему краю второго компонента.
9. Способ изготовления картриджа по любому из пп.1-8, в котором первый компонент представляет собой крышку, а второй компонент представляет собой цилиндрический элемент, при этом способ изготовления включает: присоединение нагревательного узла, содержащего нагревательный элемент, к одному концу цилиндрического элемента, и закрытие отверстия на этом конце цилиндрического элемента, заполнение внутренней части цилиндрического элемента, к которому присоединен нагревательный узел, источником аэрозоля, и присоединение или приваривание соединительной части к другому концу цилиндрического элемента, заполненного источником аэрозоля.
10. Способ по п.9, в котором приваривают ультразвуковой сваркой соединительную часть крышки к указанному другому концу цилиндрического элемента.
| Способ восстановления спиралей из вольфрамовой проволоки для электрических ламп накаливания, наполненных газом | 1924 |
|
SU2020A1 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| JP 5850643 B2, 03.02.2016 | |||
| Способ ультразвуковой сварки изделий из пластмасс | 1972 |
|
SU531750A1 |

