Изобретение относится к поверке средств измерений электрических величин, а конкретно к поверке измерителя-регистратора сварочных процессов.
Известен способ поверки измерителя-преобразователя сварочных процессов ИРСП11, заключающийся в следующих операциях: внешний осмотр, опробование, подтверждение соответствия программного обеспечения, проверка электрической прочности изоляции, проверка электрического сопротивления изоляции, проверка пределов допускаемых погрешностей, которая включает в себя проверку допускаемой основной приведенной к диапазону измерений погрешности измерения напряжения постоянного тока и силы постоянного тока. Последняя осуществляется в следующей последовательности:
- сборка схемы, в которой имеется источник постоянного тока, к выходам которого подключен кабель, соединяющий поверяемый прибор и шунт, к которому подключен мультиметр;
- подготовка и включение приборов;
- подача на вход измерителя от источника сигналов разной силы постоянного тока, равномерно распределенных в пределах диапазона измерения;
- зафиксировать значение силы постоянного тока на измерителе;
- зафиксировать значение напряжения постоянного тока на мультиметре;
- рассчитать значение силы постоянного тока с учетом известного значения номинального сопротивления шунта;
- рассчитать основную приведенную погрешность измерения силы постоянного тока.
Недостатком известного способа поверки является узкий диапазон измеряемого тока (максимально до ±1000 А).
При этом известен способ высокоточной калибровки пояса Роговского и устройство для измерения импульсного источника больших токов (CN111157936) в котором при создании стенда кабель укладывается в катушку, вокруг которой располагается пояс Роговского, однако сила тока не превышает 500А, а также требуется балластный резистор.
Технической задачей, решаемой предлагаемым изобретением является расширение диапазона измеряемого тока до ±100кА.
Техническая задача решается за счет того, что при сборке схемы кабель укладывается с образованием группы витков, число которых формируется исходя из необходимости обеспечения суммарного значения силы тока равного требуемому максимальному значению диапазона измерений, вокруг этой группы расположен пояс Роговского, подключенный к поверяемому прибору, а вне этой группы располагается эталонный измеритель силы тока.
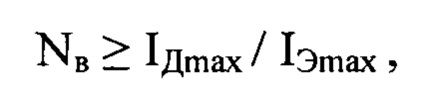
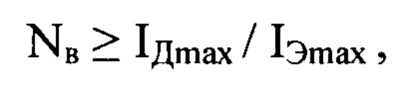
Конкретно предлагается способ поверки измерителя-регистратора сварочных процессов, включающий сборку стенда, содержащего источник тока, кабель, эталонный измеритель силы тока, поверяемый прибор с поясом Роговского; подачу источником тока импульсов различной силы тока; проведение измерений с фиксацией полученных значений силы тока, причем при сборке стенда в цепи кабеля формируется группа витков, вокруг которых располагается пояс Роговского, а эталонный измеритель силы тока включен в цепь кабеля вне группы витков, число которых определяется по формуле:

где IДmax - верхний предел диапазона измерений силы тока поверяемого прибора;
IЭmax - верхний предел эталонного измерителя силы тока.
Дополнительно импульсы могут отличаться по длительности и направлению.
Также предлагается стенд для поверки измерителя-регистратора сварочных процессов, который содержит источник тока, к выходам которого подключен кабель, в цепь которого включен эталонный измеритель силы тока, пояс Роговского, который подключен к поверяемому прибору, причем кабель имеет группу витков, вокруг которых расположен пояс Роговского, а эталонный измеритель силы тока включен в цепь кабеля вне группы витков, число которых определяется по формуле:
где IДmax - верхний предел диапазона измерений силы тока поверяемого прибора;
IЭmax - верхний предел эталонного измерителя силы тока.
Дополнительно группа витков может быть сформирована парной с одинаковым направлением протекания тока через окно пояса Роговского. Кроме того кабель может иметь еще, по крайней мере, одну группу витков. Помимо этого эталонный измеритель силы тока может являться измерительным преобразователем тока, который подключен к блоку питания и измерительному преобразователю напряжения, который в свою очередь подключен к настраивающе-регистрирующему устройству. В свою очередь поверяемый прибор может быть подключен к регистрирующему устройству. Группа витков может быть сформирована витками самого кабеля, являться катушкой или парой катушек.
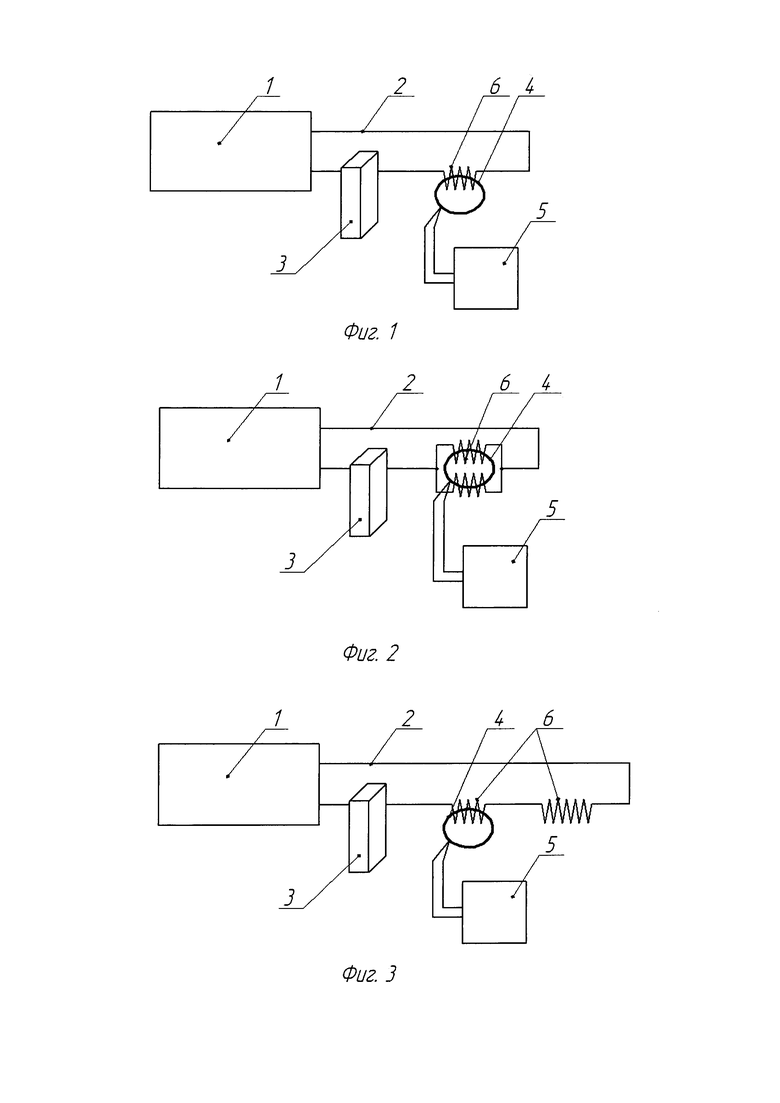
На фиг. 1 представлен стенд для измерения для определения погрешности измерений силы тока.
На фиг. 2 представлен стенд с парной группой витков.
На фиг. 3 представлен стенд с двумя группами витков.
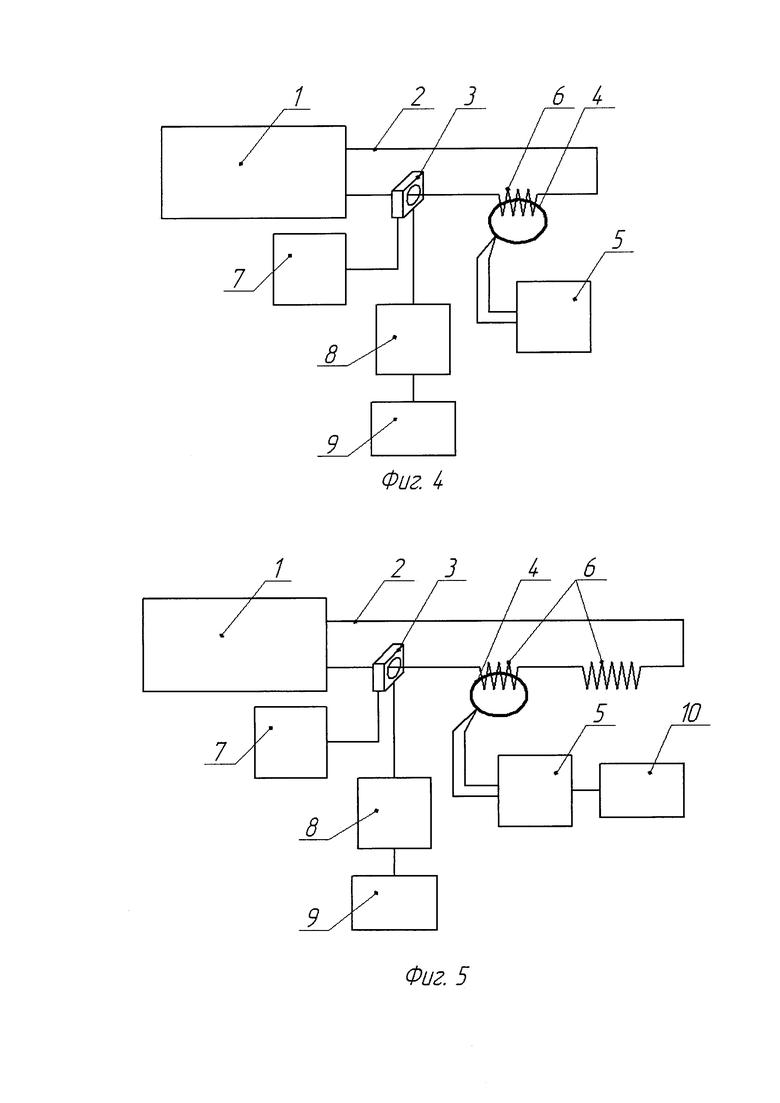
На фиг. 4 представлен стенд с отдельными модулями эталонного измерителя силы тока.
На фиг. 5 представлен стенд с двумя группами витков, регистрирующим устройством и отдельными модулями эталонного измерителя силы тока.
В соответствии с фиг. 1 стенд для определения погрешности измерений силы тока содержит источник тока 1, к выходам которого подключен кабель 2, в цепь которого включен эталонный измеритель силы тока 3 и пояс Роговского 4, который подключен к поверяемому прибору 5, причем кабель 2 имеет группу витков 6, вокруг которых расположен пояс Роговского 4, а эталонный измеритель силы тока 3 включен в цепь кабеля 2 вне группы витков 6.
Дополнительно в соответствии с фиг. 2 группа витков 6 сформирована парной с одинаковым направлением протекания тока через окно пояса Роговского 4. Такое условие сохраняет принцип суммирования силы тока в параллельных проводниках при измерении его поясом Роговского.
В соответствии с фиг. 3 кабель 2 имеет еще одну группу витков 6, создающую нагрузку и служащую для ускорения процесса поверки.
В соответствии с фиг. 4 эталонный измеритель силы тока 3 является измерительным преобразователем тока, который подключен к блоку питания 7 и измерительному преобразователю напряжения 8, который в свою очередь подключен к настраивающе-регистрирующему устройству 9.
В соответствии с фиг. 5 поверяемый прибор 5 подключен к регистрирующему устройству 10.
Группа витков 6 может являться катушкой или парой катушек с требуемым числом витков и сечением, подходящим для проводимой поверки, в частности, равным сечению кабеля. Кроме того группа витков 6 может быть сформирована самим кабелем 2.
В качестве источника тока 1 может выступать источник питания инверторного типа с максимальным выходным током выше верхнего предела эталонного измерителя силы тока 3, например, ИПИТ-10.02. Для определения основной приведенной погрешности измерений силы тока сварочного импульса в качестве эталонного измерителя силы тока 3 может выступать измерительный преобразователь тока (например, ПИТ-4000-У-Б40), который подключен к блоку питания 7 и измерительному преобразователю напряжения 8 (например, L-CARD Е14-440), который в свою очередь подключен к настраивающе-регистрирующему устройству 9 (например, компьютеру с установленным программным обеспечением, подходящим для настройки измерительного преобразователя напряжения 8 и регистрации значений, например «PowerGraph»). Поверяемый прибор 5 (например, ПИРС-03) может быть подключен к регистрирующему устройству 10 (например, компьютеру с установленным программным обеспечением, подходящим для регистрации и фиксации результатов измерений, например «PIRS_reg»). При наличии функций регистрации и фиксации значений в поверяемом приборе 5 регистрирующее устройство 10 не требуется. Кроме того фиксация значений может происходить вручную. При сборке стенда число витков в группе 6 определяется по формуле:

где IДmax - верхний предел диапазона измерений силы тока поверяемого прибора;
IЭmax - верхний предел эталонного измерителя силы тока.
Это условие необходимо для обеспечения суммарного значения силы тока в группе витков наиболее близкого к требуемому максимальному и минимальному значениям из диапазона измерений одного предела без разборки стенда. Итоговое целое число витков определяется исходя из возможности получения наиболее близких значений силы тока к точкам диапазона измерений с учетом возможных комбинаций выходного напряжения источника тока 1 и его коэффициента трансформации, а также сопротивления групп витков 6.
В соответствии с принятыми правилами поверка осуществляется в следующей последовательности:
1. Внешний осмотр средства измерений.
2. Подготовка к поверке и опробование средства измерений.
3. Проверка программного обеспечения средства измерений.
4. Определение основной приведенной погрешности измерений силы тока сварочного импульса.
5. Определение основной приведенной погрешности измерений напряжения и силы постоянного тока.
Под сварочным импульсом понимается импульс переменного однонаправленного электрического тока, протекающего через свариваемые детали во время цикла сварки.
Диапазон измерений определяется исходя из величины требуемого предела измерения, определяемого режимом работы сварочной машины и соответствующего максимального значения силы тока сварочного импульса, например следующим образом:
- на пределе «4 кА» диапазон значений от 1,0 до 3,9 кА;
- на пределе «10 кА» диапазон значений от 3,0 до 9,99 кА;
- на пределе «20 кА» диапазон значений от 6,0 до 20,0 кА;
- на пределе «50 кА» диапазон значений от 15,96 до 49,98 кА;
- на пределе «99 кА» диапазон значений от 40,04 до 100,1 кА.
При этом пределы допускаемой основной приведенной погрешности измерений силы тока сварочного импульса (за нормирующее значение принимается верхний предел диапазона измерений): среднеквадратичное и среднее значение ±1%.
Принципиально способ поверки измерителя-регистратора сварочных процессов реализуется следующим образом: осуществляется сборка стенда, содержащего источник тока 1 к выходам которого подключается кабель 2, в цепи которого формируется группа витков 6, вне которой включается эталонный измеритель силы тока 3, а вокруг которой располагается пояс Роговского 4, к которому подключается поверяемый прибор 5, причем число витков определяется по формуле Nв≥IДmax/IЭmax; подаются источником тока 1 импульсы различной силы тока; проводятся измерения с фиксацией полученных значений силы тока. После импульсы могут быть изменены по длительности и направлению тока, а после каждого изменения измерения повторяются.
Пример 1.
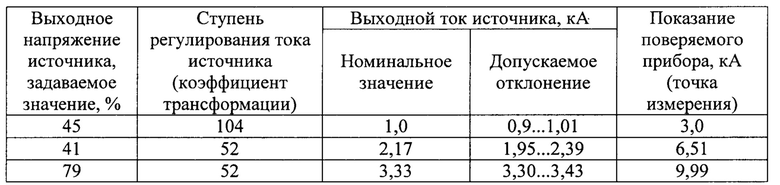
При определении основной приведенной погрешности измерений силы тока сварочного импульса на пределе 10 кА выполняются следующие действия:
1) Собирается стенд: к источнику тока 1 подключается кабель 2 с образованием группы витков 6. Вне этой группы вокруг кабеля 2 располагается измерительный преобразователь тока 3, который подключен к блоку питания 7 и измерительному преобразователю напряжения 8, который в свою очередь подключен к настраивающе-регистрирующему устройству 9. Вокруг группы витков 6 располагается пояс Роговского 4, подключенный к поверяемому прибору 5, который подключается к регистрирующему устройству 10. Число витков при использовании ПИТ-4000-У-Б40 с IЭmax=4кА будет определено следующим образом:
Nв≥IДmax/IЭmax≥10 кА / 4 кА≥2,5=3 шт.
2) Подготавливается оборудование:
- включается настраивающе-регистрирующее устройство 9 и запускается программа, например, «PowerGraph», в которой настраивается измерительный преобразователь напряжения 8;
- включается регистрирующее устройство 10 и запускается управляющая программа, например «PIRS_reg», в которой устанавливаются параметры регистрации и настраиваются каналы.
3) Включается блок питания 7.
4) Подается напряжение питания на источник тока 1.
5) На источнике тока 1 задается длительность импульса тока 99 мс.
6) Устанавливая на выходе источника тока 1 различные значения тока путем изменения выходного напряжения и коэффициента трансформации, проводятся измерения в 3-х точках, равномерно распределенных по диапазону измерения, включая крайние, например, следующим образом (с регистрацией значений настраивающе-регистрирующим устройством 9):
7) По сохраненным данным регистрации для каждого измерения рассчитываются эталонные значения тока: среднеквадратичное, среднее, амплитудное.
8) Фиксируются показания поверяемого прибора 5 (например, регистрирующим устройством 10): среднеквадратичное и среднее.
9) Меняется длительность импульса тока на 990 мс и повторяются измерения.
10) Меняется длительность импульса тока на 1980 мс и повторяются измерения.
11) Изменяется направление протекания тока переключением концов кабеля 2 к противоположным выходам источника 1 и повторяются все измерения.
12) Рассчитывается основная приведенная погрешность измерений силы тока сварочного импульса.
Пример 2
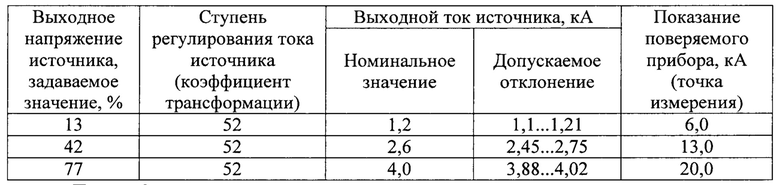
При определении основной приведенной погрешности измерений силы тока сварочного импульса на пределе 20 кА выполняются те же действия, что и в примере 1, но со следующими изменениями:
1) Число витков при использовании ПИТ-4000-У-Б40 с IЭmax=4кА будет определено следующим образом: Nв≥IДmax/IЭmax≥20 кА/4 кА≥5=5 шт.
2) Измерения проводят в 3-х других точках, равномерно распределенных по диапазону измерения, включая крайние, например следующим образом:
Пример 3
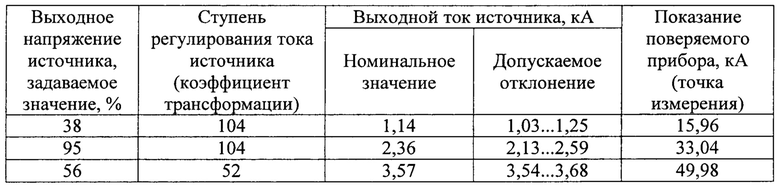
При определении основной приведенной погрешности измерений силы тока сварочного импульса на пределе 50 кА выполняются те же действия, что и в примере 1, но со следующими изменениями:
1) Число витков при использовании ПИТ-4000-У-Б40 с IЭmax=4кА будет определено следующим образом: Nв≥IДmax/IЭmax≥50 кА/4 кА≥12,5=14 шт.
2) Измерения проводят в 3-х других точках, равномерно распределенных по диапазону измерения, включая крайние, например следующим образом:
Пример 4
При определении основной приведенной погрешности измерений силы тока сварочного импульса на пределе 99 кА выполняются те же действия, что и в примере 1, но со следующими изменениями:
3) Число витков при использовании ПИТ-4000-У-Б40 с IЭmax=4кА будет определено следующим образом: Nв≥IДmax/IЭmax≥99 кА/4 кА≥24,75=26 шт.
4) Измерения проводят в 3-х других точках, равномерно распределенных по диапазону измерения, включая крайние, например следующим образом:


Формирование групп витков 6 на кабеле 2 может осуществляться как непосредственным скручиванием кабеля 2, так и подключением к нему готовых катушек. Формирование дополнительных групп витков 6 создает дополнительную нагрузку и позволяет без балластного резистора обеспечить более точный подбор требуемого тока. Формирование парных групп витков 6 на кабеле 2 с обеспечением одинакового направления протекания тока через окно пояса Роговского 4 расширяет возможности по сборке стенда, так как дает возможность использовать имеющиеся подходящие катушки с сечением, отличающимся от сечения кабеля 2. При этом стоит понимать, что использование более чем 2-х параллельных катушек ведет к тому же результату и, по сути, также относит их к одной группе.
На кабеле 2 может быть сформировано сразу несколько групп витков 6 с необходимым числом витков для поверки прибора 5 на всех требуемых пределах без необходимости разборки стенда.
Технический результат предлагаемого изобретения заключается в значительном расширении диапазона измеряемого тока и поверяемых приборов, в расширении перечня способов поверки средств измерений электрических величин и повышении удобства поверки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГРАДУИРОВКИ И ПОВЕРКИ ИЗМЕРИТЕЛЬНЫХ ПРЕОБРАЗОВАТЕЛЕЙ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 2011 |
|
RU2499265C2 |
| ПЕРЕНОСНОЙ ЦИФРОВОЙ ИЗМЕРИТЕЛЬ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1996 |
|
RU2131128C1 |
| ОБРАЗЦОВЫЙ ИЗМЕРИТЕЛЬ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1996 |
|
RU2133040C1 |
| ОБРАЗЦОВЫЙ ИЗМЕРИТЕЛЬ ПОСТОЯННОГО ТОКА | 1998 |
|
RU2155966C1 |
| СТЕНД ДЛЯ ПОВЕРКИ И КАЛИБРОВКИ ДАТЧИКОВ ДАВЛЕНИЯ | 2014 |
|
RU2573452C2 |
| УСТАНОВКА ДЛЯ ПОВЕРКИ АВТОМАТИЗИРОВАННЫХ СРЕДСТВ ИЗМЕРЕНИЙ АРТЕРИАЛЬНОГО ДАВЛЕНИЯ И ЧАСТОТЫ ПУЛЬСА | 2001 |
|
RU2210974C2 |
| Устройство для измерения и контроля действующего значения сварочного тока | 1991 |
|
SU1787090A3 |
| УСТАНОВКА ДЛЯ КОМПЛЕКТНОЙ ПОВЕРКИ АВТОМАТИЗИРОВАННЫХ СРЕДСТВ ИЗМЕРЕНИЙ АРТЕРИАЛЬНОГО ДАВЛЕНИЯ И ЧАСТОТЫ ПУЛЬСА | 2002 |
|
RU2223031C1 |
| Способ имитационной поверки средств измерения и комплекс для его осуществления | 2024 |
|
RU2838347C1 |
| СПОСОБ ПОВЕРКИ ДОПЛЕРОВСКОГО ИЗМЕРИТЕЛЯ СКОРОСТИ ТЕЧЕНИЙ | 2014 |
|
RU2562001C1 |
Группа изобретений относится к поверке средств измерений электрических величин, в частности, измерителя-регистратора сварочных процессов. Способ поверки измерителя-регистратора сварочных процессов включает сборку стенда, содержащего источник тока, кабель, в цепь которого включен эталонный измеритель силы тока, со сформированной группой витков, вокруг которых располагается пояс Роговского поверяемого прибора; подачу источником тока импульсов различной силы, длительности и направления тока; проведение измерений с фиксацией полученных значений силы тока, причем число витков определяется по формуле:  где IДmax - верхний предел диапазона измерений силы тока поверяемого прибора; IЭmax - верхний предел эталонного измерителя силы тока. Технический результат - значительное расширение диапазона измеряемого тока (до ±100 кА) и поверяемых приборов, в расширении перечня способов поверки средств измерений электрических величин и повышении удобства поверки. 2 н. и 8 з.п. ф-лы, 5 ил., 4 табл.
где IДmax - верхний предел диапазона измерений силы тока поверяемого прибора; IЭmax - верхний предел эталонного измерителя силы тока. Технический результат - значительное расширение диапазона измеряемого тока (до ±100 кА) и поверяемых приборов, в расширении перечня способов поверки средств измерений электрических величин и повышении удобства поверки. 2 н. и 8 з.п. ф-лы, 5 ил., 4 табл.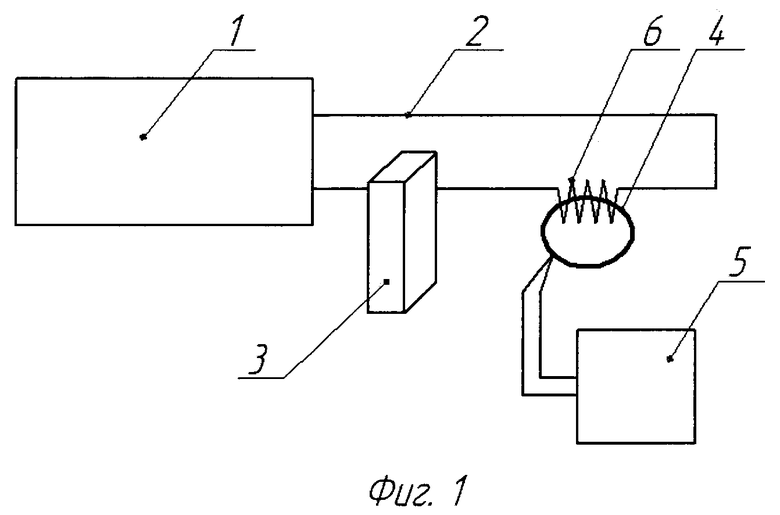
1. Способ поверки измерителя-регистратора сварочных процессов, включающий сборку стенда, содержащего источник тока, кабель, эталонный измеритель силы тока, поверяемый прибор с поясом Роговского; подачу источником тока импульсов различной силы тока; проведение измерений с фиксацией полученных значений силы тока, отличающийся тем, что при сборке стенда в цепи кабеля формируется группа витков, вокруг которых располагается пояс Роговского, а эталонный измеритель силы тока включен в цепь кабеля вне группы витков, число которых определяется по формуле
где IДmax - верхний предел диапазона измерений силы тока поверяемого прибора;
IЭmax - верхний предел эталонного измерителя силы тока.
2. Способ по п. 1, отличающийся тем, что импульсы отличаются по длительности и направлению.
3. Стенд для поверки измерителя-регистратора сварочных процессов, который содержит источник тока, к выходам которого подключен кабель, в цепь которого включен эталонный измеритель силы тока, пояс Роговского, который подключен к поверяемому прибору, отличающийся тем, что кабель имеет группу витков, вокруг которых расположен пояс Роговского, а эталонный измеритель силы тока включен в цепь кабеля вне группы витков, число которых определяется по формуле

где IДmax - верхний предел диапазона измерений силы тока поверяемого прибора;
IЭmax - верхний предел эталонного измерителя силы тока.
4. Стенд по п. 3, отличающийся тем, что группа витков сформирована парной с одинаковым направлением протекания тока через окно пояса Роговского.
5. Стенд по п. 3, отличающийся тем, что кабель имеет еще, по крайней мере, одну группу витков.
6. Стенд по п. 3, отличающийся тем, что эталонный измеритель силы тока является измерительным преобразователем тока, который подключен к блоку питания и измерительному преобразователю напряжения, который в свою очередь подключен к настраивающее-регистрирующему устройству.
7. Стенд по п. 3, отличающийся тем, что поверяемый прибор подключен к регистрирующему устройству.
8. Стенд по п. 3, отличающийся тем, что группа витков является катушкой.
9. Стенд по п. 3, отличающийся тем, что группа витков сформирована самим кабелем.
10. Стенд по п. 4, отличающийся тем, что группа витков является парой катушек.
| СПОСОБ ГРАДУИРОВКИ И ПОВЕРКИ ИЗМЕРИТЕЛЬНЫХ ПРЕОБРАЗОВАТЕЛЕЙ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 2011 |
|
RU2499265C2 |
| МНОГОКАНАЛЬНОЕ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ОБЪЕКТОМ | 1984 |
|
SU1227028A1 |
| ПЕРЕНОСНОЙ ИЗМЕРИТЕЛЬ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1999 |
|
RU2156981C1 |
| ОБРАЗЦОВЫЙ ИЗМЕРИТЕЛЬ ПОСТОЯННОГО ТОКА | 1998 |
|
RU2155966C1 |
| ОБРАЗЦОВЫЙ ИЗМЕРИТЕЛЬ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1996 |
|
RU2133040C1 |
| CN 111157936 A, 15.05.2020. | |||

