Настоящее изобретение относится к способу изготовления пластинчатого теплообменника и пластинчатому теплообменнику с множеством разделительных пластин и множеством ребер, причем ребро расположено между двумя соседними разделительными пластинами соответственно.
Предшествующий уровень техники
Пластинчатые теплообменники имеют множество разделительных пластин или промежуточных пластин, расположенных параллельно друг другу, и множество ребер, причем ребро расположено между каждыми двумя соседними разделительными пластинами так, что между соседними пластинами образуется множество параллельных каналов, через которые может протекать среда. По сторонам ребер они ограничены так называемыми боковыми панелями, которые припаяны к смежным пластинам. Таким образом, формируется множество параллельных теплообменных проходов, вследствие чего среда может проходить по одному за другим с противотоком для выполнения косвенного теплообмена.
Термические напряжения, образующиеся в результате разных тепловых расширений, вызванных разницами температур, могут привести к механическому нарушению целостности уплотнения между теплообменными проходами до такой степени, что происходит утечка из пластинчатого теплообменника в окружающую среду. Для анализа температурного поля такой пластинчатый теплообменник может, например, быть снабжен средством измерения температуры на поверхности его внешнего кожуха. Однако значения температуры на внешнем кожухе представляют собой только локальный показатель, на основании которого с использованием допущений может быть выведена температура внутри пластинчатого теплообменника. Однако, поскольку измерение осуществляется на внешнем кожухе, на эти измерения температуры может влиять окружающая среда.
Например, в документе WO 2014/056587 A1 описан пластинчатый теплообменник с оптическим волноводом для измерения температуры. В этом случае оптический волновод расположен в открытой канавке, которая предусмотрена либо в ребре, либо в разделительной пластине пластинчатого теплообменника.
Желательно обеспечить улучшенную возможность измерения температуры в пластинчатых теплообменниках.
Раскрытие настоящего изобретения
С учетом предшествующего уровня техники в настоящем изобретении предложен способ изготовления пластинчатого теплообменника и пластинчатый теплообменник с множеством разделительных пластин и множеством ребер, причем ребро расположено между двумя соседними разделительными пластинами соответственно, причем эти признаки указаны в независимых пунктах формулы изобретения. Предпочтительные конфигурации являются объектом зависимых пунктов формулы изобретения и представленного ниже описания.
В рамках способа изготовления пластинчатого теплообменника согласно настоящему изобретению по меньшей мере одну капиллярную трубку с по меньшей мере одной термопарой и/или одним измерительным резистивным элементом вводят в по меньшей мере одну разделительную пластину из множества разделительных пластин. Разделительная пластина из множества разделительных пластин и ребро из множества ребер соответственно расположены поочередно и соединены друг с другом способом связывания материала. Таким образом, ребро расположено соответственно между двумя разделительными пластинами, проходящими параллельно друг другу.
Настоящее изобретение основано на признанной идее введения по меньшей мере одной термопары и/или одного измерительного резистивного элемента в капиллярной трубке в по меньшей мере одну разделительную пластину пластинчатого теплообменника и применения ее для контроля температуры внутри пластинчатого теплообменника, в частности, уже во время его изготовления.
В этом контексте под термином «термопара» следует понимать, в частности, элемент, который использует так называемый термоэлектрический эффект или эффект Зеебека для измерения температуры. В частности, термопара содержит два электрических проводника из различных металлов, соединенных друг с другом на одном конце, например, с помощью сварного соединения. Термоэлектрический эффект или эффект Зеебека относится к возникновению электрического напряжения или разности потенциалов (так называемой термоэлектродвижущей силы) на основании температурного градиента вдоль электрического проводника. Данное электрическое напряжение или разность потенциалов изменяется, в частности, в зависимости от разницы температур вдоль проводника, а также, в частности, от каждого материала проводника. Следовательно, при изменении температуры в двух проводниках, изготовленных из разных материалов, в термопаре генерируются различные термоэлектродвижущие силы. Точка соединения, в которой два проводника термопары соединены друг с другом на одном из своих концов, соответствующим образом подвергается воздействию измеряемой температуры и также называется точкой измерения. На других концах, которые не соединены друг с другом (так называемая точка сравнения), эти два проводника соединены, в частности, с вольтметром. Температура в точке измерения может быть выведена из разницы потенциалов, которая может быть получена на этих концах или в данной точке сравнения.
Альтернативно (но в принципе также дополнительно) по меньшей мере один резистивный измерительный элемент в капиллярной трубке может быть введен в по меньшей мере одну разделительную пластину пластинчатого теплообменника и использован для контроля температуры внутри пластинчатого теплообменника, в частности, уже во время его изготовления. Измерительные резистивные элементы известны как таковые и также называются температурно-зависимыми резисторами или термометрами сопротивления. Они представляют собой электрические компоненты, которые используют температурную зависимость электрического сопротивления электрического проводника для измерения температуры. В качестве электрических проводников, как правило, используются чистые металлы, и, в частности, стойкая к коррозии платина. Также преимуществом здесь является практически линейная взаимосвязь между температурой и сопротивлением. Платиновые термометры сопротивления соответствующих конфигураций можно использовать при температурах до 1000°C. Известны стандартизированные платиновые измерительные резисторы, такие как Pt100 или Pt1000, в случае которых номинальное сопротивление R0 при 0°C составляет 100 Ом и 1 кОм соответственно. Для измерения сопротивления в простейшем случае измеряют падение напряжения на измерительном резисторе, через который проходит постоянный измерительный ток, причем для этого, как правило, используется мост Уитстона в двухпроводниковой схеме. Для того чтобы избежать влияния на измеренное значение длинных выводов до датчика, известны трех- или четырехпроводниковые схемы. Таким образом, может быть достигнута гораздо большая точность, в частности независимо от материала, используемого для соединительного кабеля, в то же время соответственно повышаются требования к пространству.
Термопары и измерительные резистивные элементы отличаются высокой термостойкостью и позволяют регистрировать точные измеренные значения даже при высоких температурах. Таким образом, термопары и измерительные резистивные элементы особенно подходят для использования уже в процессе изготовления пластинчатого теплообменника, поскольку они выдерживают высокие температуры, возникающие во время соединения для связывания материала, и в то же время позволяют точно регистрировать значения температуры или измеренные значения температуры. В частности, термопары и измерительные резистивные элементы гораздо более термостойки, чем обычные оптические волноводы. Таким образом, обычные оптические волноводы, как правило, не могут использоваться в процессе изготовления пластинчатого теплообменника, поскольку они не выдерживают высоких температур, возникающих в этом процессе. Хотя и существует возможность использования высокотемпературных оптических волноводов, которые могут подвергаться воздействию таких высоких температур, такие высокотемпературные оптические волноводы являются очень дорогостоящими. В отличие от этого, при помощи термопар или измерительных резистивных элементов регистрацию температуры или контроль температуры можно осуществлять гораздо более благоприятным образом, не только во время работы, но и в процессе изготовления пластинчатого теплообменника.
В частности, для каждой капиллярной трубки расположено множество термопар или измерительных резистивных элементов. В настоящем документе капиллярная трубка, сформированная таким образом, называется «профильной штангой термопары» или «профильной штангой измерительного резистивного элемента». Эти термопары или измерительные резистивные элементы в капиллярной трубке соответствующим образом расположены на подходящих расстояниях друг от друга, чтобы иметь возможность эффективно регистрировать температуру внутри пластинчатого теплообменника в соответствующих точках вдоль профильной штанги, то есть вдоль продольной протяженности капиллярной трубки, в частности, для регистрации температурных разниц или температурного распределения, или температурного поля. Более того, такая капиллярная трубка, в частности, расположена во множестве разделительных пластин, в частности по меньшей мере на 10%, предпочтительно по меньшей мере на 20%, 25%, 30%, 40% или по меньшей мере 50% разделительных пластин. В частности, разделительные пластины с капиллярными трубками расположены на подходящих расстояниях друг от друга, чтобы эффективно регистрировать температуру внутри пластинчатого теплообменника и, кроме того, обеспечивать возможность регистрации температурных разниц или температурного распределения, или температурного поля. В частности, таким образом можно обеспечить возможность регистрации температурных профилей в пластинчатом теплообменнике в небольшом пространстве для установки.
Конкретные типы термопар или измерительных резистивных элементов в капиллярной трубке могут быть выбраны, в частности, в соответствии с конкретными свойствами этих типов и, дополнительно, в частности, в зависимости от условий соответствующего пластинчатого теплообменника. Типы термопар соответствующим образом описывают комбинацию материалов двух проводников, используемых в соответствующей термопаре. Например, в рамках способа согласно настоящему изобретению можно использовать термопары типа K (с одним проводником из NiCr и другим из Ni) и/или типа J (с проводниками из Fe и CuNi), и/или типа L (с проводниками из Fe и CuNi). Измерительные резистивные элементы предпочтительно представляют собой измерительные резисторы Pt100 или Pt1000 с двух-, трех - или четырехпроводниковыми схемами, используемыми в соответствии с требованиями к точности и ограничениями по пространству.
Предпочтительно, чтобы значения температуры регистрировали во время соединения для связывания материала при изготовлении пластинчатого теплообменника при помощи по меньшей мере одной термопары или измерительного резистивного элемента по меньшей мере одной капиллярной трубки, а соединение для связывания материала контролировали на основе зарегистрированных значений температуры или в зависимости от них. В связи с большим термосопротивлением при помощи по меньшей мере одной термопары или измерительного резистивного элемента температура внутри пластинчатого теплообменника может точно регистрироваться и контролироваться в процессе изготовления или во время соединения для связывания материала разделительных пластин и ребер. В отличие от оптических волноводов, при помощи термопар или измерительных резистивных элементов регистрация температуры и контроль температуры могут быть легко выполнены даже в процессе изготовления пластинчатого теплообменника. В частности, процесс соединения для связывания материала может осуществляться или управляться в разомкнутом контуре и/или замкнутом контуре в зависимости от зарегистрированных значений температуры. Например, контроль может осуществляться в зависимости от зарегистрированных значений температуры, независимо от того, нагреты ли разделительные пластины или ребра до достаточно высокого уровня в ходе процесса соединения для достижения желаемой прочности соединения и/или от того, возникают ли градиенты температуры, которые могут поставить под угрозу долговечность или прочность соединения в процессе соединения.
Преимуществом является то, что разделительные пластины и ребра соответственно соединены друг с другом способом связывания материала с помощью процесса пайки, предпочтительно с помощью процесса вакуумной пайки. Например, для этой цели припой может быть нанесен на поверхности разделительных пластин, а затем разделительные пластины и ребра могут быть уложены поочередно друг на друга, при этом боковые панели расположены так, что они закрывают стороны. После этого пластинчатый теплообменник или его центральный корпус спаивают путем нагревания в печи. При такой пайке внутри пластинчатого теплообменника может образовываться неравномерное распределение температуры во время нагревания или охлаждения. Из-за разных тепловых расширений и итоговых различий в деформации это может привести к образованию зазоров внутри пластинчатого теплообменника из-за свободных или недостаточно прочно соединенных ребер и разделительных пластин. В частности, предпочтительно, чтобы значения температуры регистрировались в процессе пайки при помощи по меньшей мере одной термопары или измерительного резистивного элемента по меньшей мере в одной капиллярной трубке, а пайку контролировали на основе зарегистрированных значений температуры, а также управляли ею в разомкнутом контуре или замкнутом контуре, предпочтительно в зависимости от зарегистрированных значений температуры. Таким образом, простая и точная регистрация значений температуры при помощи термопар или измерительных резистивных элементов позволяет определять и контролировать температурное распределение, а также, в частности, температурное поле или температурные разницы внутри пластинчатого теплообменника во время пайки. В частности, таким образом можно контролировать и предотвращать появление зазоров в пластинчатом теплообменнике при различных термических расширениях.
Преимущественно по меньшей мере одну капиллярную трубку вводят в канавку в по меньшей мере одной разделительной пластине. Эта канавка может, в частности, быть предусмотрена во внутренней части разделительной пластины таким образом, чтобы капиллярная трубка была полностью заключена в материал разделительной пластины или закрыта им. В частности, канавка может быть помещена в по меньшей мере одну разделительную пластину, например, посредством фрезерования, в ходе процесса изготовления пластинчатого теплообменника. После этого капиллярную трубку можно соответствующим образом ввести в полученную канавку. Аналогичным образом можно предположить, что по меньшей мере одна разделительная пластина уже имеет соответствующую канавку, когда она получена от соответствующего производителя, и только капиллярная трубка вводится в канавку в ходе процесса изготовления.
Предпочтительно по меньшей мере одна разделительная пластина, которая имеет капиллярную трубку с по меньшей мере одной термопарой или измерительным резистивным элементом, образована из первой составляющей пластины и второй составляющей пластины, поверхности которых смежны друг с другом. Разделительные пластины, то есть разделительные пластины, такие как используемые в других местах при изготовлении пластинчатого теплообменника, могут быть использованы в настоящем документе, в частности, в виде составляющих пластин. В этом случае, вместо одной используют две разделительные пластины, и капиллярная трубка расположена в них.
В частности, канавку предпочтительно помещают по меньшей мере в одну из двух смежных, обращенных друг к другу поверхностей первой и второй составляющих пластин. Канавку можно получить, например, путем фрезерования. Либо канавку помещают только в одну составляющую пластину, либо, в частности, помещают равные части (две «половинные канавки») на обеих поверхностях составляющих пластин, которые расположены смежно друг с другом.
В частности, в этом случае капиллярную трубку вводят в канавку таким образом, чтобы она была полностью заключена в материал первой составляющей пластины и второй составляющей пластины или закрыта ими. По аналогии с приведенным выше пояснением, канавки могут быть помещены в составляющие пластины, в частности, в ходе процесса изготовления пластинчатого теплообменника, например, посредством фрезерования, или же соответствующим образом также могут быть получены составляющие пластины, уже снабженные канавками. В этом случае составляющие пластины могут, с другой стороны, отличаться от разделительных пластин, в которых не были помещены капиллярные трубки, и, например, могут иметь только половину толщины этих разделительных пластин. Особенно предпочтительно иметь в виду, что одна из разделительных пластин пластинчатого теплообменника, в которую в ином случае не вставляется капиллярная трубка, соответственно используется в качестве первой и второй разделительных пластин. В процессе изготовления пластинчатого теплообменника в данном случае может быть создана половинная канавка, в частности, в две такие разделительные пластины, например, посредством фрезерования. После того как соответствующие поверхности разделительных пластин помещены друг на друга, соответствующая капиллярная трубка может быть введена в полностью готовую канавку, а затем две разделительные пластины могут быть соединены друг с другом посредством связывания материала, например, путем пайки или сварки.
Предпочтительно за пределами по меньшей мере одной разделительной пластины по меньшей мере одна капиллярная трубка заключена в металл или выполнена в виде металлической капсулы, или заключена в подходящий металл. В частности, капиллярная трубка имеет первую подобласть или часть внутри разделительной пластины и вторую подобласть или часть за пределами разделительной пластины. В качестве альтернативы или дополнения, внутри по меньшей мере одной разделительной пластины по меньшей мере одна капиллярная трубка предпочтительно выполнена с тонкой стенкой. Следовательно, в частности, в своей первой подобласти капиллярная трубка не заключена в металл.
Предпочтительно по меньшей мере одну капиллярную трубку извлекают из технологической камеры, в которой выполняется соединение для связывания материала, в частности, из (вакуумной) печи для пайки. В частности, в результате заключения в металл в указанной второй подобласти за пределами разделительной пластины можно предотвратить выход пара в технологическую камеру или пространство печи в процессе соединения.
Само собой разумеется, что процесс изготовления пластинчатого теплообменника может также включать дополнительные соответствующие этапы перед тем, как пластинчатый теплообменник может быть введен в работу, например, ребра могут быть ограничены с обеих сторон посредством так называемых боковых панелей, которые соединяются со смежными разделительными пластинами посредством связывания материала, например, путем пайки. Как правило, таким способом получают множество параллельных теплообменных проходов, через которые могут проходить две текучие среды или среды во время обычной эксплуатации пластинчатого теплообменника для косвенного теплообмена. В частности, преимуществом является то, что по меньшей мере одна капиллярная трубка с по меньшей мере одной термопарой или измерительным резистивным элементом не удаляется из по меньшей мере одной разделительной пластины на более поздней стадии процесса изготовления или даже после полного выполнения процесса изготовления. Следовательно, по меньшей мере одна капиллярная трубка с по меньшей мере одной термопарой или измерительным резистивным элементом остается в пластинчатом теплообменнике даже после процесса изготовления и может быть соответствующим образом использована во время его обычной эксплуатации.
Если капиллярная трубка с по меньшей мере одной термопарой или измерительным резистивным элементом была помещен в канавку во время процесса пайки, то во время пайки эта капиллярная трубка заключается в припой и после этого больше не может быть удалена (например, в случае ремонта и т.п.). Чтобы избежать этого, в канавку необходимо поместить большую капиллярную трубку, например, из нержавеющей стали или какого-либо другого материала с гораздо более высокой температурой плавления, чем алюминий. Внутреннее пространство этой большой капиллярной трубки остается свободным от припоя, вследствие чего можно снова вставить и удалить устройство измерения температуры с измерительным элементом. Такая же процедура также необходима, если устройство измерения температуры не предназначено для помещения в пластинчатый теплообменник в процессе пайки. Если бы в этом случае была только пустая канавка, то она была бы заполнена припоем. Следовательно, в данном случае также необходимо, чтобы пайка предусматривала создание большей капиллярной трубки, которая затем сохраняет свободное место для устройства измерения температуры. Для обеспечения требуемого поперечного сечения можно использовать, например, термоустойчивую трубку из нержавеющей стали с наименьшей возможной толщиной стенок (например, 0,2 мм).
Особенно предпочтительный вариант осуществления настоящего изобретения относится к способу эксплуатации пластинчатого теплообменника, который был изготовлен в соответствии с предпочтительным вариантом осуществления способа в соответствии с настоящим изобретением. В ходе этой операции первую текучую среду и вторую текучую среду пропускают через пластинчатый теплообменник, в частности через теплообменные проходы, образованные между взаимно соединенными ребрами и разделительными пластинами, ограниченными по бокам боковыми панелями. Соответствующим образом, эти две текучие среды могут проходить в противотоке друг с другом и, в частности, могут осуществлять косвенный теплообмен. Во время этой операции пластинчатого теплообменника особенно предпочтительно, чтобы значения температуры регистрировались при помощи по меньшей мере одной термопары или измерительного резистивного элемента по меньшей мере в одной капиллярной трубке. Таким образом обеспечивается возможность осуществления регистрации температуры в процессе соединения для связывания материала ребер и разделительных пластин и, кроме того, во время обычной эксплуатации пластинчатого теплообменника посредством тех же устройств измерения температуры в форме по меньшей мере одной термопары или измерительного резистивного элемента, иными словами, с помощью одной или более профильных штанг термопары или измерительного резистивного элемента, описанных выше. Таким образом, термопары или измерительные резистивные элементы, используемые в ходе процесса изготовления с целью контроля процесса соединения для связывания материала, предпочтительно пайки или вакуумной пайки, также по-прежнему могут использоваться при обычной эксплуатации пластинчатого теплообменника для регистрации значений температуры, в частности для определения температурных разниц или температурного распределения, или температурного поля внутри пластинчатого теплообменника. В частности, нет необходимости в создании дополнительных устройств измерения температуры для обычной эксплуатации, в результате чего могут быть сэкономлены затраты и усилия.
В соответствии с предпочтительным вариантом осуществления работой пластинчатого теплообменника управляют в разомкнутом контуре и/или замкнутом контуре в зависимости от значений температуры, зарегистрированных во время работы пластинчатого теплообменника. В частности, зарегистрированные в текущий момент значения температуры могут быть использованы для обеспечения эффективной и наилучшей работы пластинчатого теплообменника. Кроме того, зарегистрированные значения температуры используются, в частности, для выполнения оптимизации работы или режима работы пластинчатого теплообменника, а также для соответствующего обеспечения возможности продления срока службы пластинчатого теплообменника.
Соответственно, истекший срок службы и/или оставшийся срок службы пластинчатого теплообменника определяется/определяются в зависимости от значений температуры, зарегистрированных во время работы пластинчатого теплообменника. Для этой цели оцениваются зарегистрированные в текущий момент значения температуры, и в этом случае они могут, например, сравниваться с сохраненными данными или значениями температуры, зарегистрированными в более ранние моменты времени, и/или, например, они могут использоваться в качестве входных данных для теоретической модели или для моделирования пластинчатого теплообменника. Таким образом, при помощи термопар или измерительных резистивных элементов, расположенных внутри пластинчатого теплообменника, можно регистрировать значения температуры во внутренней части пластинчатого теплообменника, что обеспечивает особенно эффективный и легкий контроль срока службы. В частности, значения температуры могут быть использованы для выведения тепловых или механических напряжений в пластинчатом теплообменнике в зависимости от того, что можно соответствующим образом определить – истекший срок службы и/или оставшийся срок службы пластинчатого теплообменника. Более того, зарегистрированные в текущий момент значения температуры соответствующим образом могут также быть заархивированы и, например, сохранены в блоке управления для использования в целях сравнения со значениями температуры, зарегистрированными позже, и, следовательно, для будущего определения истекшего срока службы и/или оставшегося срока службы.
Предпочтительно, чтобы история работы пластинчатого теплообменника определялись в зависимости от значений температуры, зарегистрированных во время работы пластинчатого теплообменника. В этом контексте следует понимать, что история работы означает, в частности, процессы, изменения процесса или обстоятельств в пластинчатом теплообменнике, которые влияют на истекший срок службы или на оставшийся срок службы пластинчатого теплообменника. В частности, история работы пластинчатого теплообменника касается выполненных изменений нагрузки, то есть, в частности, процессов, в ходе которых изменяются механические напряжения, возникающие в пластинчатом теплообменнике. В частности, ряд выполненных изменений нагрузки и/или частота, с которой выполняются отдельные изменения нагрузки, определяются в зависимости от значений температуры, зарегистрированных во время работы пластинчатого теплообменника, в качестве истории работы.
Пластинчатый теплообменник в соответствии с настоящим изобретением имеет множество разделительных пластин и множество ребер, причем ребро из множества ребер соответственно размещено между двумя соседними разделительными пластинами из множества разделительных пластин, по меньшей мере одну капиллярную трубку с по меньшей мере одной термопарой и/или измерительным резистивным элементом, которые были введены по меньшей мере в одну из разделительных пластин. Преимущества и предпочтительные конфигурации способа в соответствии с настоящим изобретением и пластинчатого теплообменника в соответствии с настоящим изобретением очевидны аналогичным образом из настоящего описания.
В случае пластинчатого теплообменника в соответствии с настоящим изобретением по меньшей мере одна разделительная пластина предпочтительно образована из первой составляющей пластины и второй составляющей пластины, поверхности которых смежны друг с другом, причем канавка помещена по меньшей мере в одну из двух смежных поверхностей первой и второй составляющих пластин, и по меньшей мере одна капиллярная трубка расположена в канавке.
Пластинчатый теплообменник в соответствии с настоящим изобретением изготавливают, в частности, в соответствии с предпочтительным вариантом осуществления способа в соответствии с настоящим изобретением.
Более того, пластинчатый теплообменник предпочтительно выполнен с возможностью эксплуатации в соответствии с предпочтительным вариантом осуществления способа в соответствии с настоящим изобретением, как объяснено выше. В частности, для этой цели может быть предусмотрен блок управления, например, в форме контроллера с хранимой программой (SPC), который разработан, в частности, с точки зрения программирования, для реализации предпочтительного варианта осуществления способа в соответствии с настоящим изобретением. В частности, этот блок управления может принимать и соответствующим образом сохранять и/или оценивать значения температуры, зарегистрированные во время работы пластинчатого теплообменника с помощью по меньшей мере одной термопары или измерительного резистивного элемента по меньшей мере одной капиллярной трубки, в частности, для управления пластинчатым теплообменником соответственно в разомкнутом контуре и/или замкнутом контуре, и/или для определения истекшего срока службы или оставшегося срока службы, и/или истории работы.
Дополнительные преимущества и конфигурации настоящего изобретения станут очевидны из описания и сопроводительного чертежа.
Дополнительные возможные конфигурации настоящего изобретения также включают комбинации признаков, описанных выше или ниже в отношении примеров осуществления, которые не были указаны явным образом. Специалист в данной области техники в данном случае также добавит отдельные аспекты, описанные в настоящем документе, в качестве усовершенствований или дополнений к соответствующим основным вариантам осуществления пластинчатого теплообменника в соответствии с настоящим изобретением или способа в соответствии с настоящим изобретением.
Настоящее изобретение схематично показано на чертеже на основе примеров осуществления и описано ниже со ссылкой на чертеж.
Краткое описание графических материалов
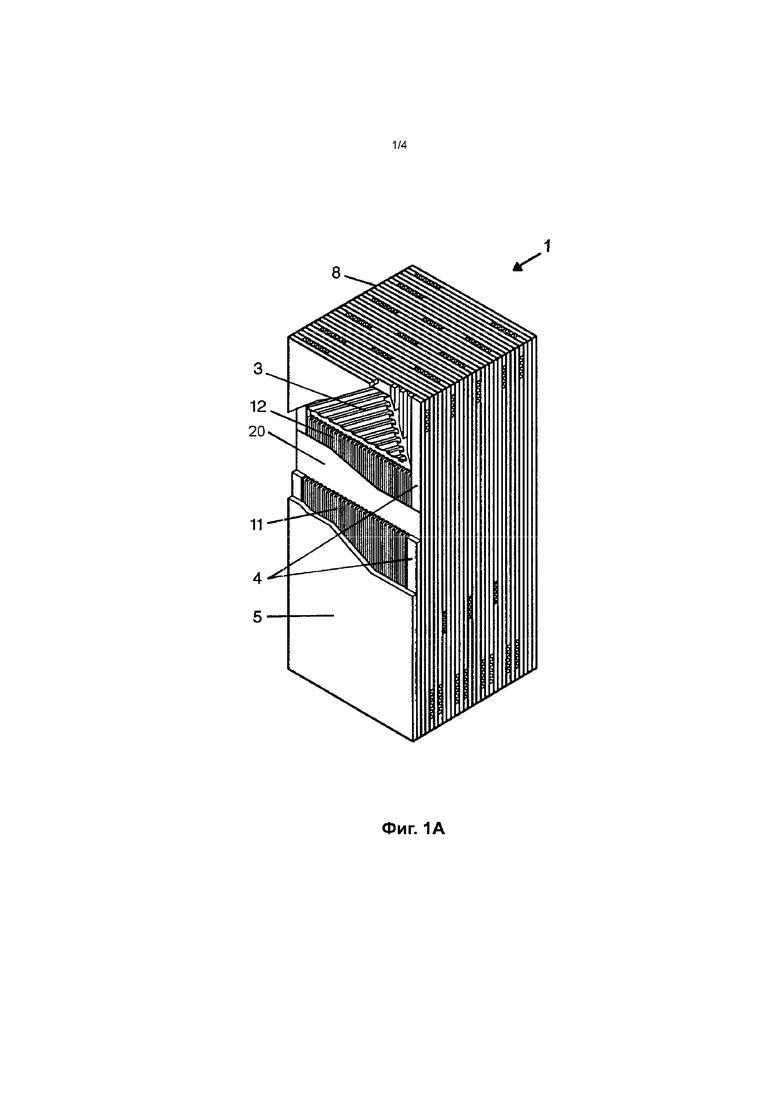
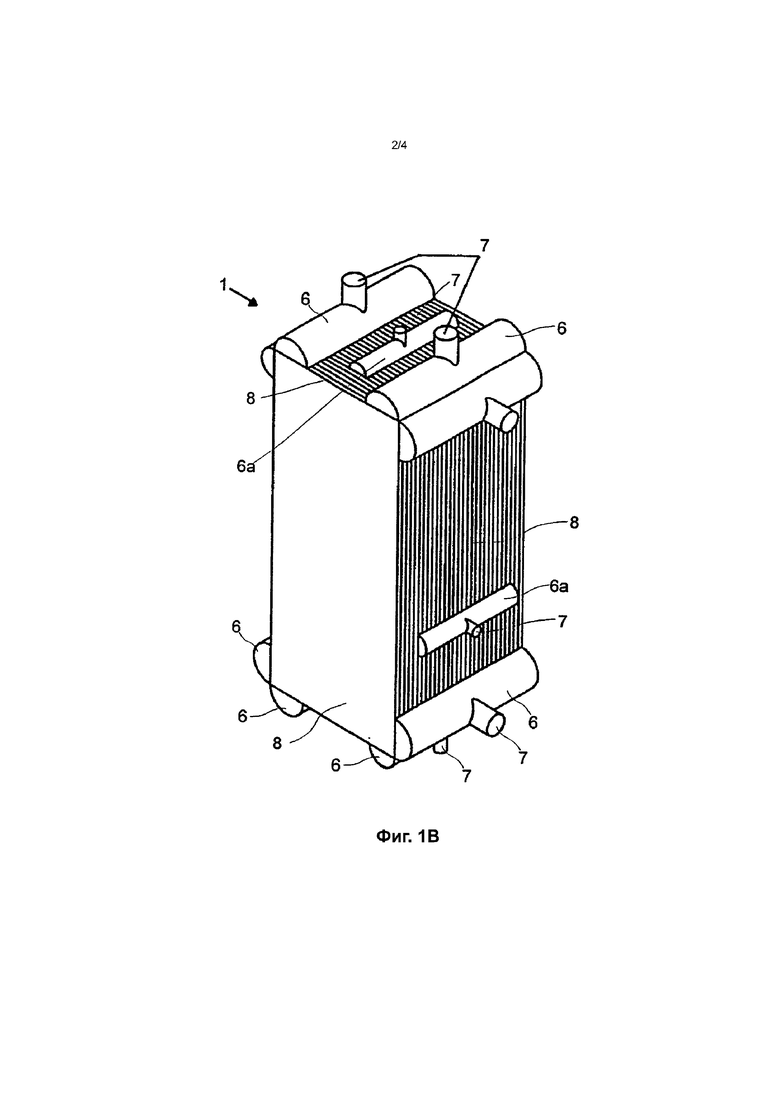
На фиг. 1 схематически и в перспективе показана предпочтительная конфигурация пластинчатого теплообменника в соответствии с настоящим изобретением до (фиг. 1A) и после установки впускных и выпускных креплений (фиг. 1B), которые были изготовлены и могут эксплуатироваться в соответствии с предпочтительным вариантом осуществления способа в соответствии с настоящим изобретением.
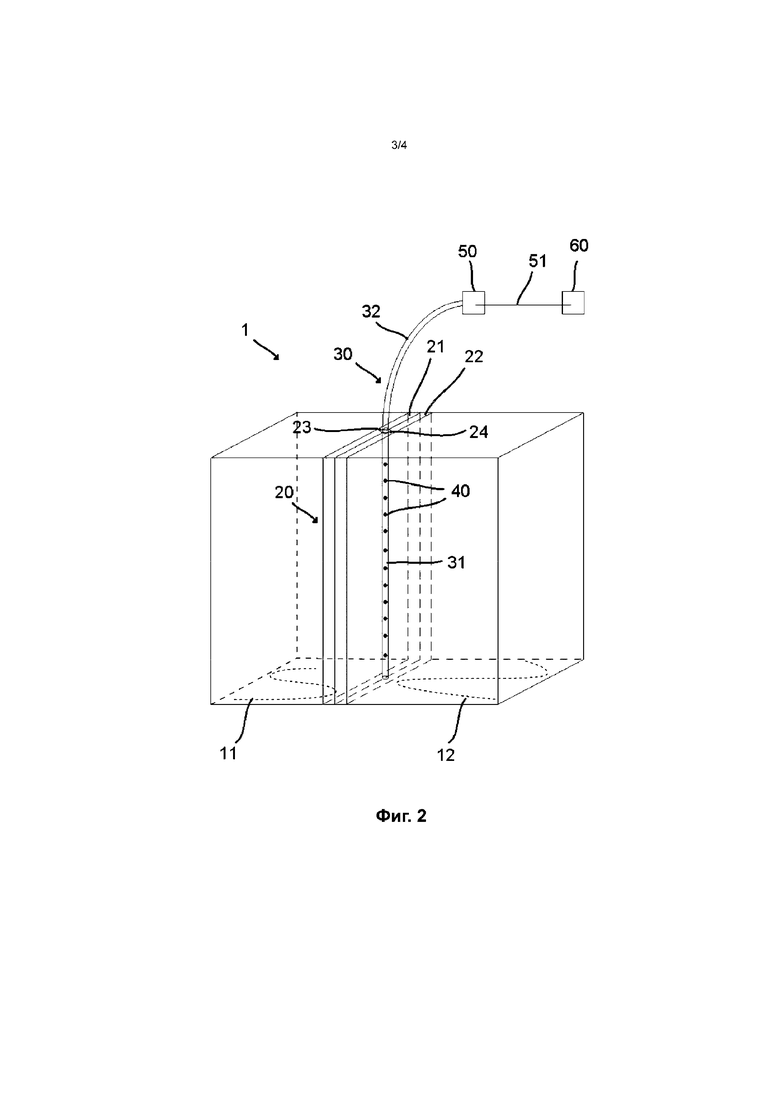
На фиг. 2 схематически представлен подробный вид предпочтительной конфигурации пластинчатого теплообменника в соответствии с настоящим изобретением.
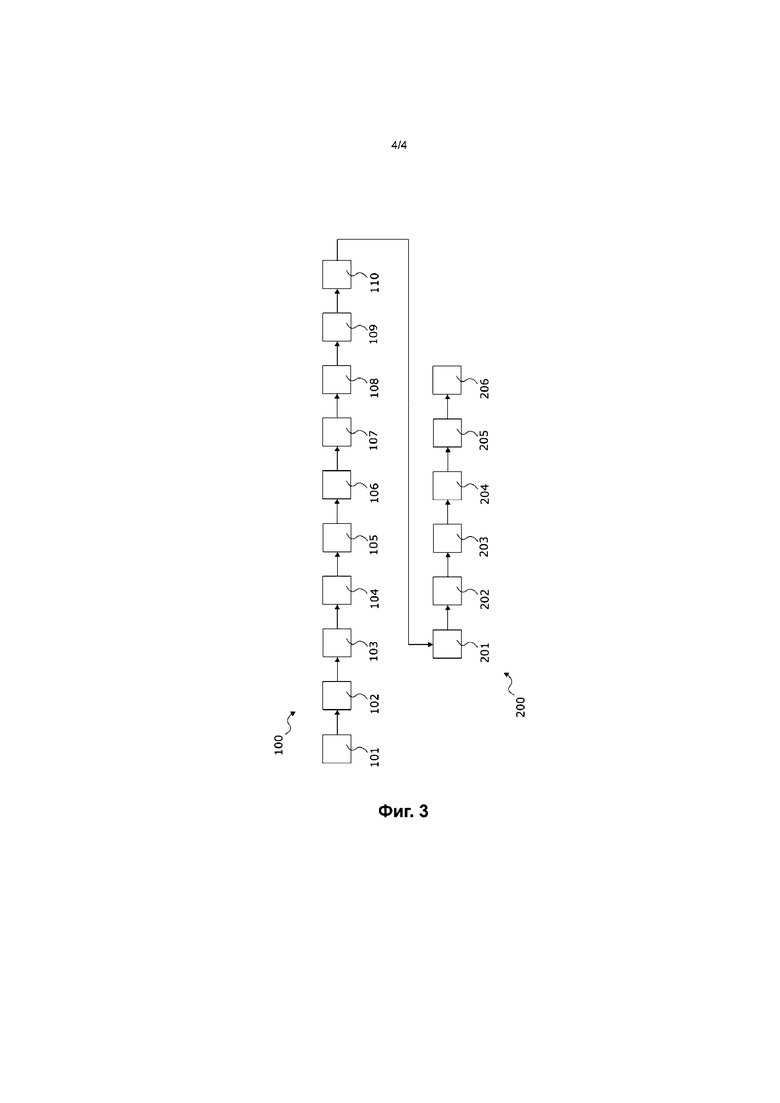
На фиг. 3 схематически представлен предпочтительный вариант осуществления способа в соответствии с настоящим изобретением в виде блок-схемы.
Вариант(-ы) осуществления настоящего изобретения
На фиг. 1 предпочтительная конфигурация пластинчатого теплообменника в соответствии с настоящим изобретением проиллюстрирована схематически и в перспективе и обозначена позицией 1.
Пластинчатый теплообменник 1 в соответствии с фиг. 1A имеет кубовидный центральный корпус 8 с длиной, например, несколько метров, и шириной и высотой, например, приблизительно один метр или несколько метров. Центральный корпус 8 по существу представляет собой конструкцию из чередующихся разделительных пластин 20 и ребер 11, 12. Таким образом, центральный корпус 8 пластинчатого теплообменника 1 имеет множество разделительных пластин и множество ребер, причем ребро расположено между двумя соседними разделительными пластинами соответственно. Как разделительные пластины, так и ребра могут быть, например, изготовлены из алюминия. Со своих сторон ребра 11, 12 закрыты боковыми панелями 4, которые также могут быть изготовлены из алюминия, вследствие чего, с учетом многослойной конструкции с разделительными пластинами 20, образуется боковая стенка. Наружные ребра (в данном случае 11) центрального корпуса 8 закрыты крышкой 5 (наружной пластиной), расположенной параллельно ребрам и разделительным пластинам и, как правило, также выполненной из алюминия.
При производстве пластинчатого теплообменника 1 по существу покрытые припоем разделительные пластины 20, боковые панели 4 и ребра (здесь обозначены только ребра 11 и 12) размещаются друг поверх друга в стопку с образованием описанного в настоящем документе центрального корпуса 8, который затем спаивается под вакуумом в паяльной печи. Затем, как показано на фиг. 1B, устанавливаются впускное и выпускное крепления 6, 6a, необходимые для впуска и выпуска теплообменных текучих сред.
На фиг. 1B крепления 6 и 6a видны поверх центрального корпуса 8, на его сторонах и под центральным корпусом 8. Крепления 6 и 6a, размещенные под центральным корпусом 8 и на стороне, обращенной в противоположную сторону от изображенной стороны, частично скрыты.
Поток текучей среды или технологический поток можно подавать в пластинчатый теплообменник 1 и снова выводить из него через сопла 7. Крепления 6 и 6a служат для распределения текучей среды, подаваемой через сопла 7, и для сбора и концентрирования текучей среды, подлежащей выведению из пластинчатого теплообменника 1, причем распределение и сбор осуществляется посредством распределительных ребер 3 (см. фиг. 1A) к ребрам 11, 12 теплообменника и от них. В пластинчатом теплообменнике 1 различные потоки текучей среды затем обмениваются тепловой энергией.
Пластинчатый теплообменник 1, показанный на фиг. 1, выполнен с возможностью обеспечения прохождения потоков текучей среды мимо друг друга в отдельных проходах для теплообмена. Некоторые из потоков могут проходить мимо друг друга с противотоком, другие – с перекрестным током или прямотоком.
По меньшей мере одна капиллярная трубка с по меньшей мере одной термопарой или измерительным резистивным элементом была введена по меньшей мере в одну разделительную пластину 20 из множества разделительных пластин, как объяснено ниже со ссылкой на фиг. 2, которая схематически и в перспективе отображает подробный вид пластинчатого теплообменника 1.
Как показано на фиг. 2, ребра 11 и 12 расположены рядом с разделительной пластиной 20. Ребра 11 и 12 показаны лишь схематически: на нижней поверхности подробного вида, показанного на этой фигуре, указан путь, по которому они следуют. Каналы, образованные ребрами 11 и 12, проходят параллельно части 31, которая описана ниже. Разделительная пластина 20 содержит две составляющие пластины 21 и 22, в которые, соответственно, была введена канавка 23 или 24. В этих (половинных) канавках 23 и 24 в разделительную пластину 30 была введена капиллярная трубка 20, в частности таким образом, что капиллярная трубка 30 полностью заключена или закрыта материалом первой составляющей пластины 21 и второй составляющей пластины 22. Также возможно включение только одной канавки в одну из составляющих пластины 21, 22 частей, в которую затем вставляется капиллярная трубка. Обычные разделительные пластины или промежуточные пластины могут использоваться, например, как составляющие пластины 21, 22. В частности, в данном случае капиллярная трубка 30 имеет первую часть 31 в разделительной пластине 20 и вторую часть 32 за пределами разделительной пластины 20. В первой части 31 в разделительной пластине 20, расположенной в капиллярной трубке 30, расположено множество взаимно разнесенных термопар или измерительных резистивных элементов 40 («профильная штанга термопары или измерительного резистивного элемента»), посредством которых можно регистрировать значения температуры вдоль продольного направления капиллярной трубки 30 внутри пластинчатого теплообменника 1. Капиллярная трубка 30 выполнена, в частности, с тонкой стенкой в первой части 31 или в виде тонкой трубки из нержавеющей стали, и заключена в металл во второй части 32, то есть заключена в металл или выполнена в виде более толстой трубки.
За пределами разделительной пластины 20 капиллярная трубка 30 поступает в точку 50 передачи, которая может быть соединена посредством кабеля 51 с вычислительным блоком 60, например блоком управления. В частности, вычислительный блок 60 может принимать и оценивать значения температуры, регистрируемые термопарами или измерительными резистивными элементами 40, и отправлять данные о результатах, например, с помощью передатчика, в облачное хранилище для дальнейшей обработки. Точка 50 передачи может, например, принимать форму элемента взаимодействия между технологической камерой, в которой расположен пластинчатый теплообменник 1, и окружающей средой, так что, в частности, вычислительный блок 60 не обязательно должен быть расположен внутри технологической камеры. Например, данная технологическая камера может представлять собой печь или паяльную печь в процессе изготовления пластинчатого теплообменника 1 или теплоизолированный кожух во время обычной эксплуатации пластинчатого теплообменника 1.
Если измерительные элементы представляют собой термопары, кабели должны быть продолжены в участок 51 оптимальным образом и быть выполнены из того же материала, что и участок 32. В противном случае блок 60 не может правильно измерить термоэлектродвижущую силу до тех пор, если не будет измерена температура в точке 50 передачи и соответственно не будет скорректирована термоэлектродвижущая сила. Если используются измерительные резистивные элементы, таких проблем с соединением линий можно избежать.
Пластинчатый теплообменник 1 изготавливают и эксплуатируют, в частности, в соответствии с предпочтительным вариантом осуществления способа в соответствии с настоящим изобретением, как объяснено ниже со ссылкой на фиг. 3, на которой предпочтительный вариант осуществления способа в соответствии с настоящим изобретением схематически показан в виде блок-схемы.
В данном случае процесс изготовления пластинчатого теплообменника 1 обозначен позицией 100. В ходе процесса 100 изготовления, во-первых, на этапе 101 предоставляют множество разделительных пластин и множество ребер.
Разделительные пластины соответствуют, например, составляющим пластинам 21 и 22, показанным на фиг. 2, но в каждом случае в них отсутствует канавка. На этапе 102 в некоторых разделительных пластинах выполняют канавку посредством фрезерования, чтобы получить составляющие пластины 21 и 22, такие как показанные на фиг. 2. Например, канавка может быть соответственно выполнена в 25% из множества разделительных пластин.
На этапе 103 в каждом случае между двумя пластинами 21, 22, снабженными канавками на этапе 102, вводят капиллярную трубку 30 для получения в каждом случае разделительной пластины 20 с капиллярной трубкой 30, как показано на фиг. 2. В этом примере разделительные пластины 20 с капиллярной трубкой 30, таким образом, в два раза толще, чем разделительные пластины без капиллярной трубки, поскольку каждая из разделительных пластин 20 с капиллярной трубкой 30 изготовлена из двух таких разделительных пластин без капиллярной трубки.
На этапе 104 на поверхности разделительных пластин в технологической камере, например в печи, наносят припой, после чего разделительные пластины и ребра укладывают поочередно друг на друга. Например, в данном случае каждая четвертая разделительная пластина может представлять собой разделительную пластину 20 с капиллярной трубкой 30, вследствие чего разделительные пластины (составляющие пластины), смежные друг с другом, должны быть соединены посредством пайки. После укладки на этапе 105 отдельные капиллярные трубки 30 соответственно соединяют с вычислительным блоком с помощью точки передачи, а на этапе 106 разделительные пластины и ребра соединяют друг с другом посредством связывания материала в печи с помощью пайки.
Во время пайки на этапе 107 значения температуры в пластинчатом теплообменнике регистрируют при помощи термопар или измерительных резистивных элементов 40 в капиллярных трубках 30 и передают в вычислительное устройство. На этапе 108 контролируют дальнейший процесс пайки на основе зарегистрированных значений температуры или в зависимости от них. В частности, в этом случае контролируют распределение температуры в пластинчатом теплообменнике с целью предотвращения образования зазоров внутри пластинчатого теплообменника с учетом разных тепловых расширений во время операции пайки и итоговых различий в деформации из-за свободного или недостаточно прочного соединения разделительных пластин и ребер.
Когда ребра и разделительные пластины или составляющие пластины успешно соединены друг с другом, на этапе 109 на пластинчатом теплообменнике 1 устанавливают крепления 6, 6a, сопла 7 и крышку. После успешного производства пластинчатого теплообменника 1 капиллярные трубки 30 могут быть отделены от вычислительного блока 60 на этапе 110.
Даже после успешного выполнения процесса изготовления капиллярные трубки 30 остаются внутри пластинчатого теплообменника 1, а термопары или измерительные резистивные элементы 40 также могут быть использованы для регистрации значений температуры во время обычной эксплуатации, как описано ниже.
Обычная эксплуатация пластинчатого теплообменника 1 показана на фиг. 3 позицией 200. На этапе 201 капиллярные трубки 30 снова подсоединяют к вычислительному блоку, например, к блоку управления. На этапе 202 пропускают две текучие среды с противотоком через пластинчатый теплообменник 1 для осуществления косвенного теплообмена.
На этапе 203 во время этой операции пластинчатого теплообменника значения температуры регистрируют при помощи термопар или измерительных резистивных элементов 40 в капиллярных трубках 30. На этапе 204 работой пластинчатого теплообменника 1 управляют в разомкнутом контуре или замкнутом контуре в зависимости от этих зарегистрированных значений температуры. В частности, в этом случае может быть выполнена оптимизация работы для того, чтобы можно было продлить оставшийся срок службы пластинчатого теплообменника 1.
Более того, на этапе 205 определяют истекший срок службы или оставшийся срок службы пластинчатого теплообменника 1 в зависимости от зарегистрированных значений температуры. Например, значения температуры могут быть использованы для определения тепловых или механических напряжений в пластинчатом теплообменнике 1 в зависимости от того, что можно соответствующим образом определить – истекший срок службы и оставшийся срок службы пластинчатого теплообменника 1.
На этапе 206 зарегистрированные значения температуры соответствующим образом архивируют в вычислительном блоке для того, чтобы они были доступны для сравнения со значениями температуры, зарегистрированными позднее.
Таким образом, в рамках настоящего изобретения возможно осуществление регистрации температуры в процессе изготовления пластинчатого теплообменника 1 во время пайки ребер и разделительных пластин, а также в ходе обычной эксплуатации пластинчатого теплообменника 1 с помощью тех же устройств измерения температуры в виде термопар или измерительных резистивных элементов 40 в капиллярных трубках 30. Термопары или измерительные резистивные элементы 40, используемые в ходе процесса изготовления для контроля пайки, также можно продолжать использовать при обычной эксплуатации.
Список ссылочных позиций
1 Пластинчатый теплообменник
3 Распределительные ребра
4 Боковые панели
5 Крышка
6 Крепление
6a Крепление
7 Сопла
8 Центральный корпус
11 Ребро
12 Ребро
20 Разделительная пластина
21 Составляющая пластина
22 Составляющая пластина
23 Канавка
24 Канавка
30 Капиллярная трубка
31 Первая часть капиллярной трубки
32 Вторая часть капиллярной трубки
40 Термопара или измерительный резистивный элемент
50 Точка передачи
51 Линия
60 Вычислительный блок
100 Процесс изготовления
101–110 Этапы способа
200 Обычная эксплуатация
201–206 Этапы способа
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИНА ТЕПЛООБМЕННИКА И ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2011 |
|
RU2531722C1 |
| Ламель для пластинчатого теплообменника и способ ее изготовления | 2016 |
|
RU2717184C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2010 |
|
RU2498184C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2003 |
|
RU2241936C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 1999 |
|
RU2170400C2 |
| КОНСТРУКЦИЯ ЭЛЕМЕНТА ТЕПЛООБМЕННИКА С ПЛАСТИНЧАТЫМИ РЕБРАМИ | 1997 |
|
RU2179692C2 |
| ПЛАСТИНА И УПЛОТНЕНИЕ ДЛЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 2009 |
|
RU2478892C2 |
| Торцевые пластины с поверхностной структурой для пластинчатых теплообменников | 2016 |
|
RU2721950C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2012 |
|
RU2557964C2 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2003 |
|
RU2254532C2 |
Настоящее изобретение относится к области теплотехники и может быть использовано в пластинчатых теплообменниках. В способе изготовления пластинчатого теплообменника (1) с множеством разделительных пластин (20) и множеством ребер (11, 12), которые расположены между двумя соседними разделительными пластинами, по меньшей мере одну капиллярную трубку (30) с по меньшей мере одной термопарой и/или измерительным резистивным элементом (40) вводят в по меньшей мере одну разделительную пластину (20), и причем в каждом случае разделительную пластину из множества разделительных пластин и ребро из множества ребер размещают поочередно и соединяют друг с другом способом связывания материала. Изобретение также относится к пластинчатому теплообменнику (1), изготовленному посредством такого способа. Технический результат - возможность осуществления регистрации температуры в процессе изготовления пластинчатого теплообменника 1 во время пайки ребер и разделительных пластин, а также в ходе его обычной эксплуатации с помощью одних и тех же устройств измерения температуры. 3 н. и 13 з.п. ф-лы, 4 ил. 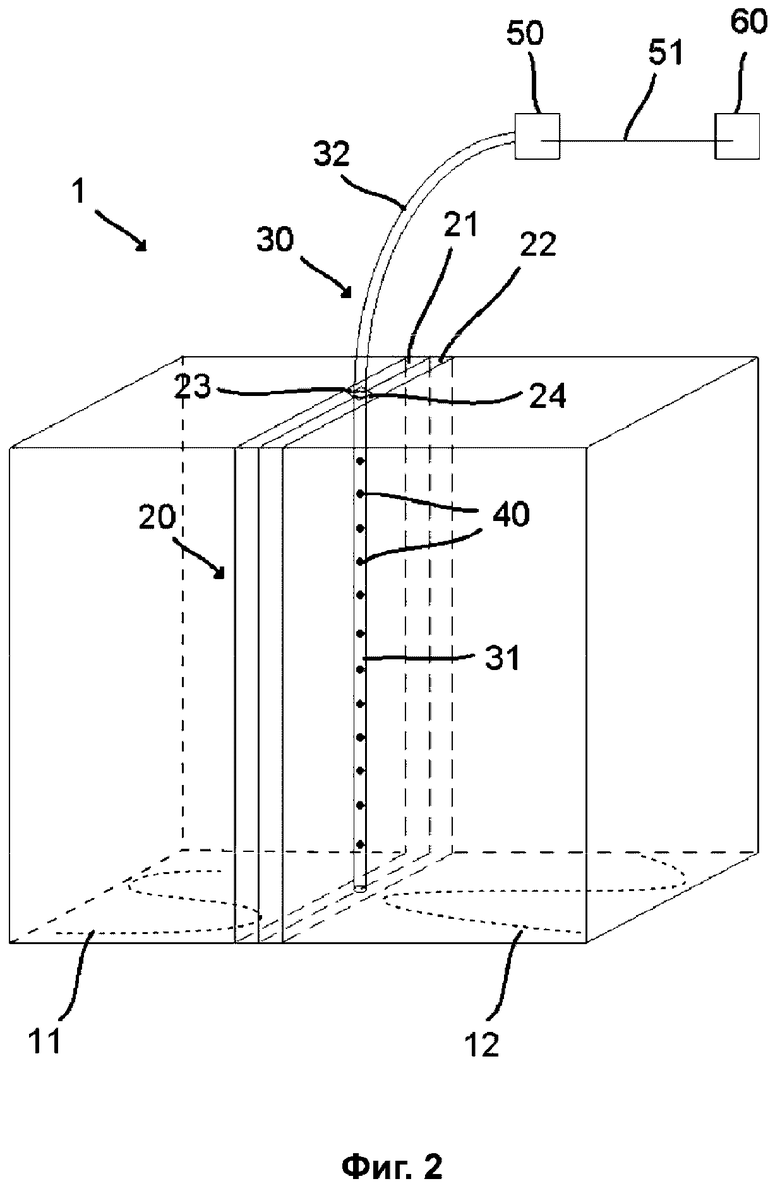
1. Способ изготовления пластинчатого теплообменника (1) с множеством разделительных пластин (20) и множеством ребер (11, 12), причем ребро расположено между двумя соседними разделительными пластинами соответственно,
причем по меньшей мере одну капиллярную трубку (30) с по меньшей мере одной термопарой и/или измерительным резистивным элементом (40) вводят (103) в по меньшей мере одну разделительную пластину (20) из множества разделительных пластин (20), и
причем в каждом случае разделительную пластину и ребро размещают поочередно (104) и соединяют друг с другом способом (106) связывания материала.
2. Способ по п. 1, в котором значения температуры регистрируют (107) при помощи по меньшей мере одной термопары и/или измерительного резистивного элемента (40) в по меньшей мере одной капиллярной трубке (30) во время соединения для связывания материала.
3. Способ по п. 1 или 2, в котором разделительные пластины (20) и ребра (11, 12) соответственно соединяют друг с другом способом (106) связывания материала с помощью процесса пайки, в частности, с помощью процесса вакуумной пайки.
4. Способ по одному из предыдущих пунктов, в котором по меньшей мере одну капиллярную трубку (30) вводят (103) в канавку (23, 24) в по меньшей мере одной разделительной пластине (20).
5. Способ по одному из предыдущих пунктов, в котором по меньшей мере одну разделительную пластину (20) образуют из первой составляющей пластины (21) и второй составляющей пластины (22), поверхности которых смежны друг с другом.
6. Способ по пп. 4 и 5, в котором канавку (23, 24) вводят по меньшей мере в одну из двух смежных поверхностей первой и второй составляющих пластин (21, 22).
7. Способ по одному из предыдущих пунктов, в котором по меньшей мере одну капиллярную трубку (30) образуют с тонкой стенкой (31) в первой части (31), находящейся внутри по меньшей мере одной разделительной пластины (20), и/или в котором по меньшей мере одну капиллярную трубку (30) заключают в металл (32) во второй части (32), находящейся за пределами по меньшей мере одной разделительной пластины (20).
8. Способ по одному из предыдущих пунктов, в котором по меньшей мере одну капиллярную трубку (30) извлекают из технологической камеры, в которой выполняют соединение для связывания материала.
9. Способ эксплуатации пластинчатого теплообменника (1), который изготовлен посредством способа по одному из предыдущих пунктов,
в котором первую жидкость и вторую текучую среду пропускают (202) через пластинчатый теплообменник, и
причем во время работы пластинчатого теплообменника (1) значения температуры регистрируют (203) с помощью по меньшей мере одной термопары и/или измерительного резистивного элемента (40) в по меньшей мере одной капиллярной трубке (30).
10. Способ по п. 9, в котором работой пластинчатого теплообменника (1) управляют в разомкнутом контуре и/или замкнутом контуре (204) в зависимости от значений температуры, зарегистрированных во время работы пластинчатого теплообменника (1).
11. Способ по п. 9 или 10, в котором истекший срок службы и/или оставшийся срок службы пластинчатого теплообменника (1) определяют (205) в зависимости от значений температуры, зарегистрированных во время работы пластинчатого теплообменника (1).
12. Способ по одному из пп. 9-11, в котором историю работы пластинчатого теплообменника (1) определяют в зависимости от значений температуры, зарегистрированных во время работы пластинчатого теплообменника (1).
13. Пластинчатый теплообменник (1) с множеством разделительных пластин (20) и множеством ребер (11, 12), причем ребро из множества ребер расположено между двумя соседними разделительными пластинами из множества разделительных пластин соответственно, причем по меньшей мере одна капиллярная трубка (30) с по меньшей мере одной термопарой и/или измерительным резистивным элементом (40) расположена по меньшей мере в одной разделительной пластине (20) из множества разделительных пластин.
14. Пластинчатый теплообменник (1) по п. 13, в котором по меньшей мере одна разделительная пластина (20) образована из первой составляющей пластины (21) и второй составляющей пластины (22), поверхности которых смежны друг с другом, причем канавка (23, 24) введена по меньшей мере в одну из двух смежных поверхностей первой и второй составляющих пластин (21, 22), и по меньшей мере одна капиллярная трубка (30) расположена в канавке (23, 24).
15. Пластинчатый теплообменник (1) по п. 13 или 14, который изготовлен посредством способа по одному из пп. 1-7.
16. Пластинчатый теплообменник (1) по одному из пп. 13-15, который выполнен с возможностью эксплуатации посредством способа по одному из пп. 8-11, в частности с помощью блока управления, выполненного с возможностью осуществления способа по одному из пп. 8-11.
| ТВЕРДОТЕЛЬНОЕ ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО | 2000 |
|
RU2243617C2 |
| JP 2002156194 A, 31.05.2002 | |||
| WO 2014096779 A1, 26.06.2014 | |||
| СПОСОБ ДИАГНОСТИКИ МЕТАБОЛИЧЕСКОГО СИНДРОМА У ДЕТЕЙ | 2013 |
|
RU2527847C1 |
| WO 2014056587 A1, 17.04.2014. | |||
