Область техники, к которой относится изобретение
Группа изобретений относится к области прецизионной аддитивной печати трехмерных полимерных структур и может найти применение для изготовления оптических элементов в видимом и рентгеновском диапазоне, востребованных для решения задач, требующих фокусировки, коллимации или сбора оптического излучения, например, для микроскопии, высокоразрешающей томографии, спектроскопии, флуоресцентной спектрометрии.
Уровень техники
Двухфотонная литография, или двухфотонная полимеризация – активно развивающаяся технология изготовления микроструктур из полимерного фоторезиста. Использование данной технологии позволяет достичь субмикронной точности при производстве трехмерных объектов. При высокой интенсивности два фотона лазерного излучения поглощаются средой, за счет чего негативные фоторезисты полимеризуются, образуя твердую полимерную матрицу; в позитивных фоторезистах, наоборот, лазерное излучение разрушает полимерные цепочки, и они распадаются на мономерные звенья. В отличие от однофотонного поглощения, происходящего равномерно вдоль оптической оси, вероятность двухфотонного поглощения максимальна в области перетяжки (фокусировки) лазерного излучения и квадратично убывает при удалении от нее [Wu, Shuhui, Jesper Serbin, and Min Gu. "Two-photon polymerisation for three-dimensional micro-fabrication." Journal of Photochemistry and Photobiology A: Chemistry 181.1 (2006): 1-11]. Схема, иллюстрирующая процессы однофотонной и двухфотонной литографии, показана на фиг. 1. Процесс фазового перехода фоторезиста имеет пороговое значение по интенсивности, что позволяет реализовывать процесс трехмерной печати на субмикронном масштабе при подборе интенсивности вблизи порогового значения.
Важной характеристикой, определяющей разрешение метода двухфотонной литографии, является размер вокселя. Воксель – это минимальный полимеризуемый объём фоторезиста при точечной экспозиции (то есть, перетяжка лазерного излучения сохраняет своё положение в пространстве). Показано, что воксель представляет собой вытянутый эллипсоид вращения [Sun, Hong-Bo, et al. "Experimental investigation of single voxels for laser nanofabrication via two-photon photopolymerization." Applied physics letters 83.5 (2003): 819-821] c характерными размерами полуосей от сотен нанометров. При этом отношение длин малой и большой полуосей эллипсоида  уменьшается с увеличением интенсивности лазерного излучения.
уменьшается с увеличением интенсивности лазерного излучения.
При печати перед началом экспонирования трехмерную модель структуры разбивают на параллельные слои, затем каждый слой разбивают на линии, которые соответствуют траекториям движения лазерного луча в процессе экспозиции. Этот этап получил название слайсинг (от англ. slice – резать). На фиг. 2 демонстрируются наиболее распространенные способы слайсинга: слева - линии в слоях параллельны друг другу; в центре - линии в соседних слоях перпендикулярны друг другу; справа - линии в соседних слоях перпендикулярны друг другу, дополнительно в слое добавлена линия контура. Также возможно дальнейшее разбиение линий на точки. В этом случае лазерный луч перекрыт затвором во временные промежутки, когда он движется между обозначенными точками.
Конечный размер и асимметричная форма вокселя проявляются при печати микроструктур, где требуется высокая точность соответствия заданной форме. Например, при печати фокусирующих рентгеновских линз [Barannikov, Alexander, et al. "Optical performance and radiation stability of polymer X-ray refractive nano-lenses." Journal of synchrotron radiation 26.3 (2019): 714-719] было показано, что вытянутый воксель приводит к астигматизму, то есть, фокус линзы в горизонтальной плоскости не совпадает с положением фокуса линзы в вертикальной плоскости. Астигматизм является серьёзным недостатком для оптических элементов. Существуют и другие примеры трехмерных структур, для которых будет существенным отклонение изготовленной структуры от заданной формы, например, при изготовлении кантилеверов для атомно-силовой микроскопии [Göring, Gerald, et al. "Tailored probes for atomic force microscopy fabricated by two-photon polymerization." Applied Physics Letters109.6 (2016): 063101]. Таким образом, актуальной проблемой в продолжение развития двухфотонной полимеризации является поиск способов повышения точности печати – соответствия изготовленных микроструктур их исходным 3Д-моделям, за счет компенсации формы вокселя в процессе производства микроструктур.
Как следствие, изготовление трехмерных объектов, таких как трехмерные оптические элементы нано- и микрометровых размеров, при помощи двухфотонной литографии является практической задачей, в которой важно добиться точности формы рабочей поверхности.
Известен способ печати двумерных объектов при помощи двухфотонной литографии, использующий алгоритм вычитания по контуру, описанный в [Lim, Tae Woo, Sang Hu Park, and Dong-Yol Yang. "Contour offset algorithm for precise patterning in two-photon polymerization." Microelectronic engineering 77.3-4 (2005): 382-388]. Способ использовался при печати плоских двумерных структур. На первом шаге, используя файл формата bmp, исходную модель задают двумерной воксельной матрицей из нулей и единиц, соответствующих отсутствию или наличию засветки лазерным излучением в данной точке. Затем в данной матрице выделяют массив точек, соответствующих контуру модели (границе поверхности). Далее контурный массив импортируют в программное обеспечение, работающее в режиме САПР (средства автоматизированного проектирования или CAD – computed-aided design). Используя САПР, массив преобразуют в непрерывный контур (линию). Далее, делая отступ от линии контура в центр на заданную величину Roffset, строят скорректированный контур. При этом величина Roffset может быть посчитана из длины малой полуоси эллипсоидного вокселя a, размеров печатаемой структуры L, и параметров печати (расстояния между печатаемыми вокселями). В описании способа приводятся изображения сканирующей электронной микроскопии (СЭМ-изображения) напечатанных структур, демонстрирующие большую эффективность предлагаемого способа. Отклонение от исходной модели уменьшилось с 5.5% (без применения коррекции) до 1.5% (при использовании коррекции). К недостаткам способа стоит отнести принципиально двумерный подход, не позволяющий распространить его на случай трехмерных структур.
Известно устройство для изготовления трехмерных микроструктур высокой точности при помощи двухфотонной полимеризации (DE202011111072U1). Способ решает проблему аберраций, возникающих в процессе печати объёмных структур большой высоты, которые зависят от глубины печати. Для устранения аберраций предлагается использовать фоторезист в погружном режиме, то есть фоторезист одновременно служит иммерсией для объектива, фокусирующего лазерное излучение в объём фоторезиста. Данное устройство позволяет изготавливать трехмерные структуры с высоким разрешением. Тем не менее, использование предлагаемого устройства не избавляет изготовленные структуры от отклонений формы, связанных с конечным размером вокселя.
Известен способ изготовления трехмерных микроструктур по заявке US20120098164A1 при помощи двухфотонной полимеризации, в котором фоторезист экспонируется за счет сфокусированного лазерного излучения и последующего процесса двухфотонного поглощения в фоторезисте, при этом перетяжка лазерного луча передвигается согласно заранее заданной трехмерной модели. Процесс печати осуществляется путем сканирования материала лазерным лучом слой за слоем. Для реализации способа требуется фоторезист, чувствительный к двухфотонному поглощению для длины волны используемого излучения. Лазерное излучение с контролем мощности фокусируется объективом в объём фоторезиста. Сканирование происходит за счет управления подвижным зеркалом. При этом процесс слайсинга исходной трехмерной модели не подразумевает компенсации на размер вокселя или другие дополнительные операции. Таким образом, недостатком предложенного способа является наблюдаемое отклонение напечатанной структуры от исходной модели, вызванное отсутствием этапа корректировки и учета конечных размеров вокселя. Как результат, объём исходной модели меньше объёма напечатанной структуры на величину, сопоставимую с произведением площади поверхности структуры на характерный линейный размер вокселя.
Известен способ изготовления трехмерных структур DK2569140T3 при помощи двухфотонной полимеризации из фоторезиста, содержащего органополисилоксан и находящегося в прозрачном для лазерного излучения контейнере, сфокусированного высокоапертурным объективом, при этом предусмотрена возможность трехкоординатного перемещения луча относительно контейнера. По данному способу в процессе экспонирования возможно одновременное использование нескольких сфокусированных лазерных лучей для ускорения процесса. Также для изготовления структур большого размера можно комбинировать экспонирование от двух и более лазерных лучей, сфокусированных объективами различной апертуры, что позволяет разделить процесс экспонирования на экспонирование больших объёмных участков при помощи низкоапертурного объектива и прецизионную засветку локальных участков при помощи высокооапертурного объектива. Так как объём вокселя уменьшается с увеличением апертуры, комбинирование двух и более апертур позволяет оптимизировать процесс печати. Из недостатков стоит отметить сложность способа, подразумевающего необходимость использования оптической схемы с несколькими различными объективами и предварительную подготовку исходной модели для соответствующего разбиения на участки, экспонирующиеся с применением разных объективов. Данный способ также не учитывает отклонение от заданной формы, вызванное эллипсоидальной формой вокселя. Кроме того, способ рекомендуется исключительно для органополисилоксан-содержащих фоторезистов.
Наиболее близким к предлагаемому способу является способ изготовления трехмерных микроструктур высокой точности EP3621766A1 при помощи двухфотонной полимеризации в сочетании с дополнительным программным кодом, в котором исходную модель на этапе слайсинга разбивают на, как минимум, две подмодели - внутреннюю и внешнюю. Внутренняя подмодель состоит из внутренней части модели, при этом каждую воксельную точку внутренней подмодели окружают точки исходной модели. А внешняя подмодель состоит из граничного слоя, т.е. к каждой воксельной точке внешней подмодели прилегает окружающее исходную модель пространство. Далее в процессе экспонирования параметры печати, в частности мощность излучения отличается для подмоделей. За счет вариации параметров печати при экспонировании разных подмоделей можно варьировать размер вокселя в объёме и на поверхности исходной модели, что позволяет повысить точность соответствия изготовленной структуры и исходной модели. Однако данный способ направлен на уменьшение влияния конечного размера вокселя, а не на полную компенсацию этого недостатка.
Таким образом, техническая проблема, решаемая посредством заявляемого изобретения, заключается в необходимости преодоления недостатков, присущих аналогам и прототипу, за счет учета размеров и формы вокселя в процессе печати трехмерных структур методом двухфотонной литографии и внесения компенсаций в заданную трехмерную модель.
Краткое раскрытие сущности изобретения
Технический результат, достигаемый при использовании заявляемого изобретения, заключается в повышении точности формы рабочей поверхности изготавливаемой структуры с использованием метода двухфотонной полимеризации, соответствующей исходной 3Д-модели, благодаря уменьшению отклонения (ошибки) от заданной формы 3Д-модели за счет изменения траекторий движения перетяжки лазерного излучения в процессе печати структуры с учетом размеров вокселя.
Техническим преимуществом заявляемого изобретения является также уменьшение времени печати за счет уменьшения объёма печатаемых траекторий.
Технический результат достигается способом изготовления трехмерных микроструктур с использованием двухфотонной литографии, включающим нанесение на подложку фоторезиста с последующим ее экспонированием, обеспечивающим печать микроструктуры сфокусированным лазерным излучением в режиме двухфотонной литографии с последующей проявкой экспонированной структуры, при этом отличительными особенностями являются следующие:
- осуществляют построение исходной 3Д-модели изготавливаемой микроструктуры в системе координат XYZ,
- изготавливают калибровочный образец при заданных оптических параметрах процесса экспонирования двухфотонной литографии с последующим определением средних значений размеров полуосей сформированных в образце эллипсоидных вокселей,
- после чего построенную модель разбивают на слои, расположенные параллельно плоскости XY, с шагом между слоями, имеющим размер, сопоставимый с размером вокселя вдоль оси Z,
- в каждом слое определяют координаты центров граничных вокселей, которые касаются поверхности исходной модели, по меньшей мере, в одной точке (при этом точки касания могут лежать в слоях, в которых расположены центры вокселей, и/или в других слоях),
- формируют траектории движения лазерного луча таким образом, что они не выходят за координаты центров граничных вокселей,
- экспонирование лазерным излучением осуществляют согласно заданным траекториям движения лазерного луча и оптическим параметрам процесса экспонирования двухфотонной литографии.
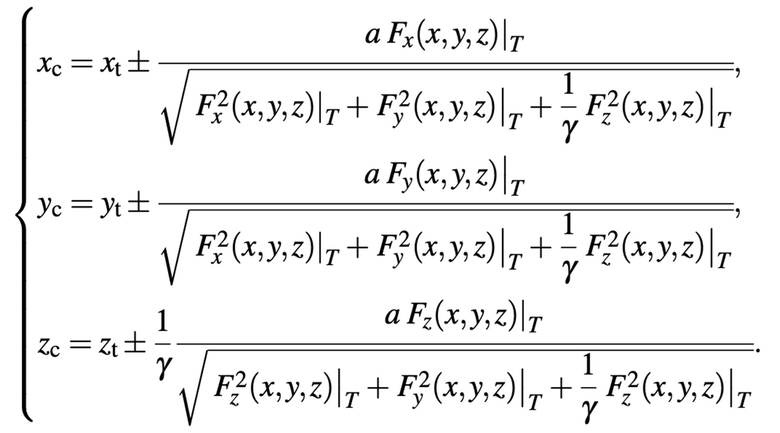
В качестве оптических параметров способа задают поляризацию и мощность лазерного излучения, скорость движения перетяжки лазерного излучения, тип объектива. Форма 3Д-модели может быть скорректирована с учетом размеров вокселя согласно заданной системе уравнений:
 ,
,
где C (xc, yc, zc) – точка, соответствующая центру эллипсоидного вокселя; T(xt, yt, zt) – точка, соответствующая точке касания эллипсоидного вокселя и поверхности изготавливаемой микроструктуры, задающая поверхность исходной 3Д- модели; F(x, y, z) – функция поверхности исходной 3Д- модели, F(xt, yt, zt)=0; Fx(x, y, z), Fy(x, y, z), Fz(x, y, z) – частные производные функции F(x, y, z) по переменным x, y, z, соответственно; a, b – длина малой и большой полуосей эллипсоидного вокселя, соответственно; γ=a⁄b – соотношение малой и большой осей эллипсоидного вокселя.
Для определения средних размеров полуосей вокселя при анализе изготовленного калибровочного образца предпочтительно проводить усреднение не менее чем по 10 значениям размеров полуосей вокселей, расположенных в различных частях калибровочного образца. Для определения средних размеров полуосей сформированных в образце эллипсоидных вокселей может быть использован калибровочный образец в виде поленницы, при этом размеры вокселей определяют при помощи СЭМ, измерения проводят по полученному СЭМ-изображению поленницы сбоку («в торец») и сверху.
В качестве фоторезиста может быть использован Ormocomp, SZ2080 или IP-Dip, SU-8.
Изготавливаемые микроструктуры представляют собой произвольные трехмерные объекты, в том числе, оптические элементы, включая линзы, интерферометры, призмы, для видимого и рентгеновского диапазона длин волн.
Заявляемый способ может быть реализован с помощью системы, включающей оптический блок, блок трехмерного позиционирования лазерного луча относительно образца, компьютер, который содержит блок построения 3Д-модели и ее корректировки с учетом размеров вокселя, реализующий функционал согласно способу.
Таким образом, заявленный технический результат достигается тем, что вводится этап коррекции модели, учитывающий геометрические размеры вокселя, что позволяет адаптировать форму модели и скомпенсировать особенности печати методом двухфотонной полимеризации. Универсальность предлагаемого способа заключается в его применимости для любых размеров вокселя, что позволяет изготавливать как субмикронные структуры высокого разрешения, так и более объемные объекты миллиметровых размеров без искажения поверхности на субмикронном масштабе за счет введения этапа коррекции модели.
Заявляемое изобретение более подробно описано ниже с использованием следующих терминов, определений и сокращений.
Двухфотонная литография – способ изготовления трехмерных полимерных микрообъектов, основанный на двухфотонном поглощении в фоторезисте.
Фоторезист –материал, изменяющий свои свойства под воздействием светового излучения. В наиболее распространенном случае из жидкого раствора мономеров под световым воздействием начинается реакция полимеризации, приводящая к затвердеванию полимеризованного объёма.
Воксель – минимальный полимеризуемый объём фоторезиста в двухфотонной литографии. Размеры вокселя зависят от параметров лазерного излучения, используемой оптической схемы, типа фоторезиста. Форму вокселя можно описать эллипсоидом.
Аберрации – искажения при построении изображений.
СЭМ – сканирующая электронная микроскопия.
Краткое описание чертежей
Изобретение поясняется чертежами.
На фиг. 1 представлена схематическая иллюстрация для сравнения процессов фотополимеризации. Слева показан процесс однофотонного поглощения, справа - двухфотонного поглощения. Вероятность однофотонного поглощения не зависит от пространственной координаты внутри лазерного луча, в то время как вероятность двухфотонного поглощения уменьшается с увеличением расстояния до перетяжки лазерного луча.
На фиг. 2 представлены примеры разбиения исходной модели сферы на элементарные отрезки, соответствующие траекториям лазерного луча в процессе экспонирования. Слева: линии в слоях параллельны друг другу; в центре: линии в соседних слоях перпендикулярны друг другу; справа: линии в соседних слоях перпендикулярны друг другу, дополнительно в слое есть линия контура.
На фиг. 3 представлена схематическая иллюстрация предлагаемого способа прецизионной двухфотонной литографии с корректировкой траекторий лазерного луча. Показанная пунктирной линией траектория лазерного луча, задаваемая координатами (хc, yc), сдвигается относительно заданной сплошной линии границы модели (хт, yт) таким образом, чтобы воксель с заданными длинами полуосей a,b касался поверхности модели.
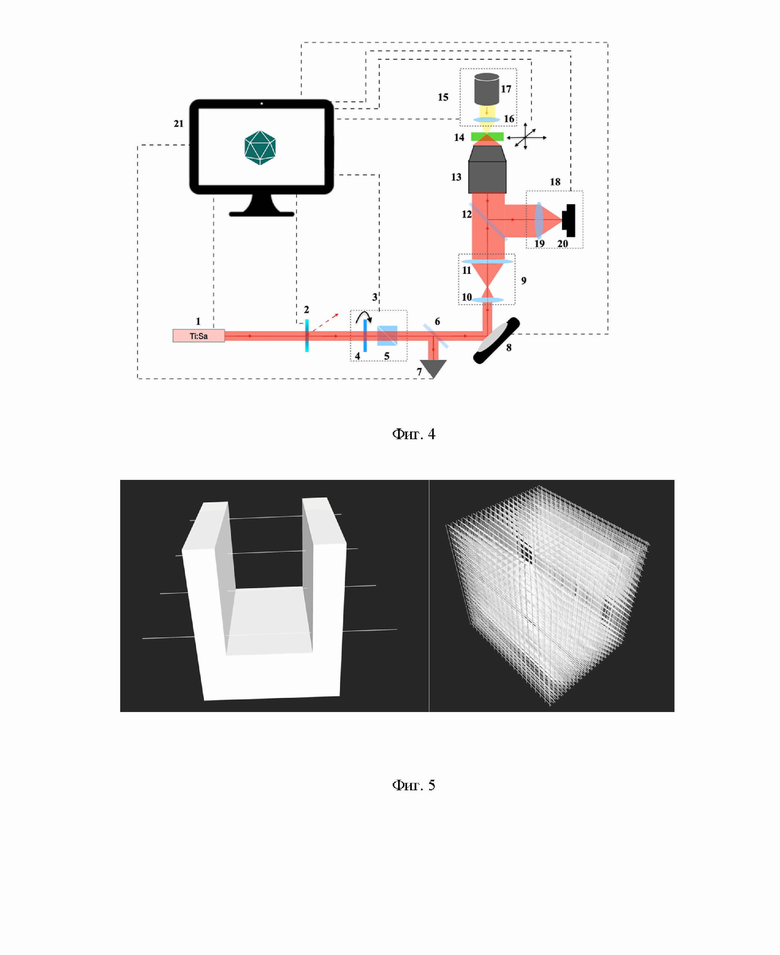
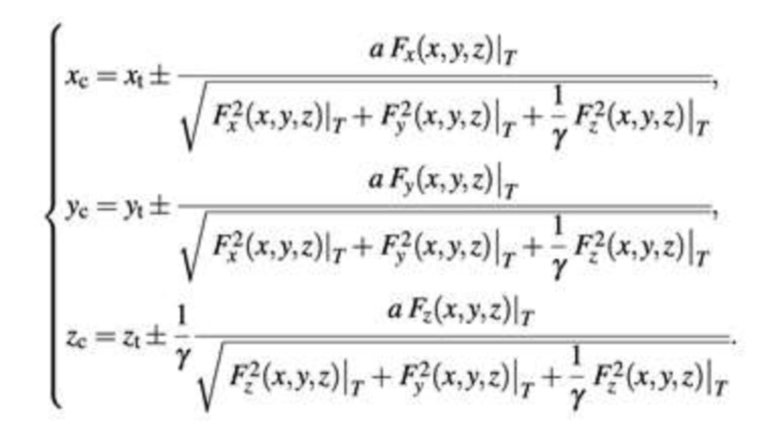
На фиг.4 представлена характерная схема установки для изготовления оптических элементов при помощи двухфотонной литографии.
На фиг. 5 представлены модели структур (калибровочных образцов), которые могут быть использованы для определения размера вокселя.
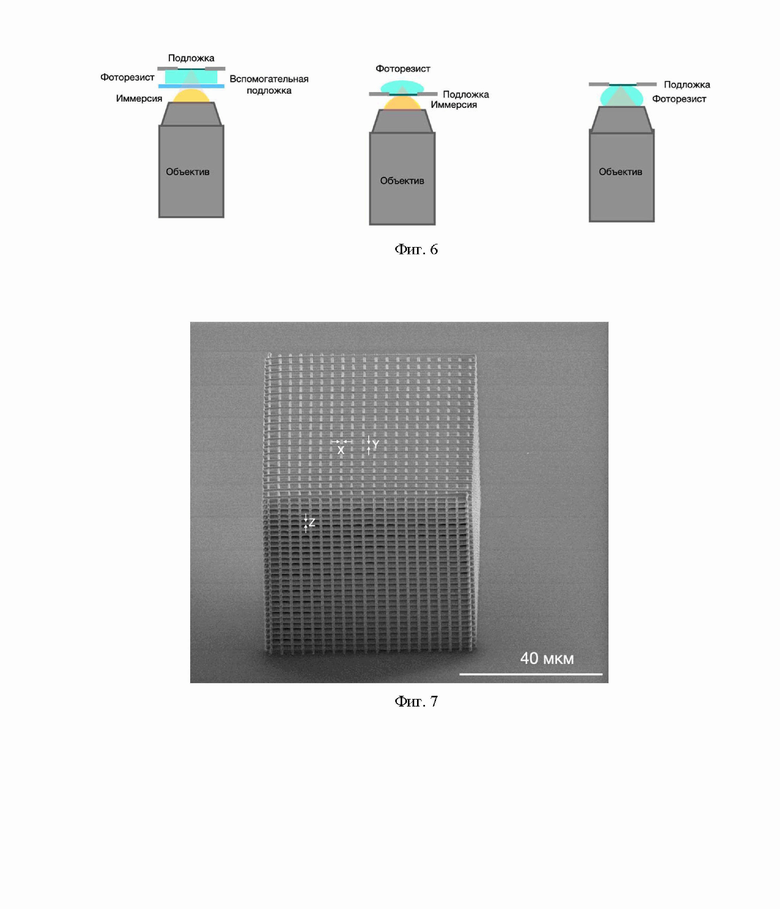
На фиг. 6 представлены варианты конфигурации фоторезиста и подложки, которые могут быть использованы при реализации настоящего изобретения: слева – ячейка, фоторезист расположен между вспомогательным покровным стеклом и основной подложкой; в центре – капля, фоторезист наносится на основную подложку, которая должна быть прозрачной для лазерного излучения; справа – погружной режим, фоторезист наносится на основную подложку и одновременно используется в качестве иммерсии для объектива.
На фиг. 7 представлено СЭМ-изображение изготовленной структуры (калибровочного образца) в виде поленницы, использовавшейся для определения размеров вокселя. Стрелками обозначены отрезки, соответствующие размерам вокселя по координатам X, Y, Z.
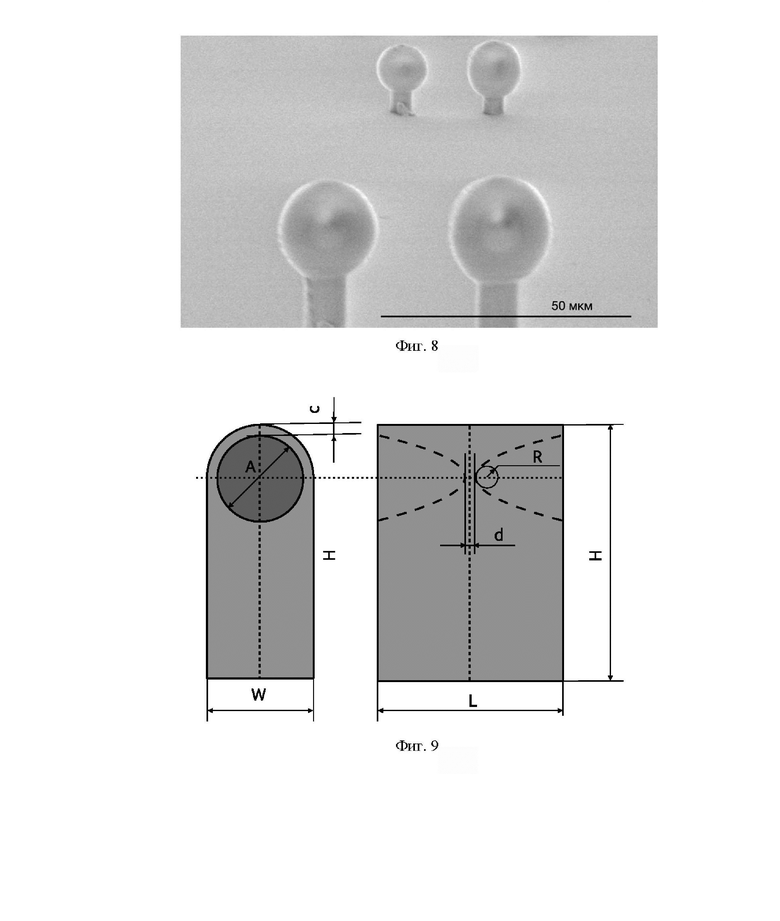
На фиг. 8 представлено СЭМ-изображение изготовленных сфер. Вверху: сферы радиусом 5 мкм, внизу: сферы радиусом 10 мкм. Справа на изображении сферы без коррекции, слева – сферы, изготовленные способом с коррекцией.
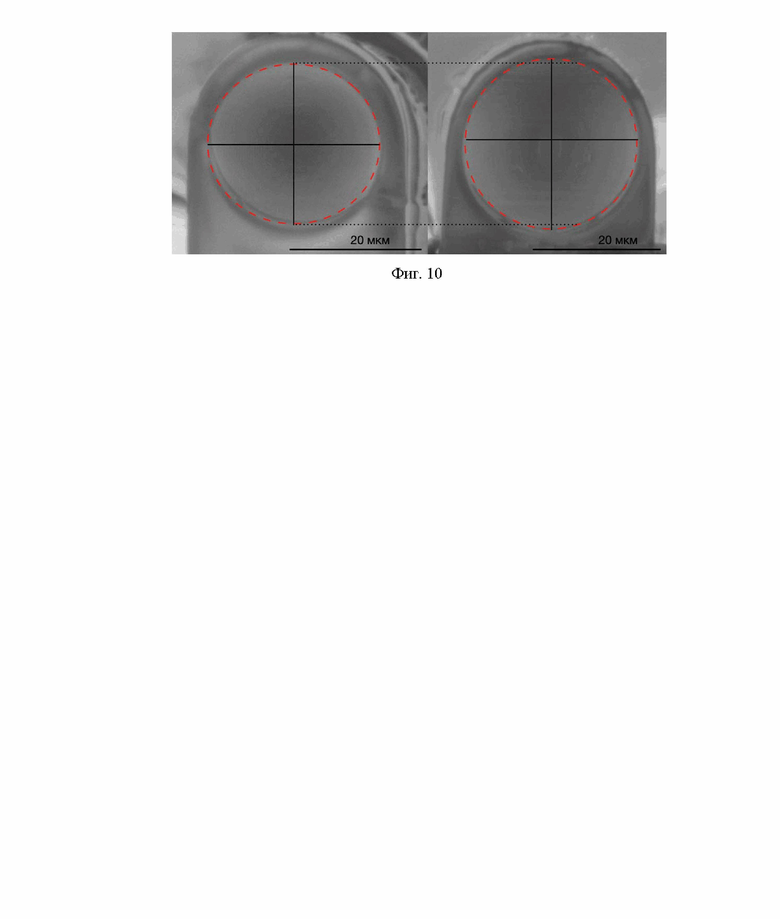
На фиг. 9 представлена модель параболической рентгеновской линзы. Слева: вид спереди, справа: вид сбоку. Буквами обозначены: L, W, H – длина, ширина и высота модели, соответственно. A – диаметр входной апертуры линзы, R – радиус кривизны параболы в вершине, d – расстояние между вершинами параболических поверхностей, с – толщина стенки линзы.
На фиг. 10 представлено СЭМ-изображение изготовленных моделей параболической рентгеновской линзы. Слева: линза без коррекции, справа: линза, изготовленная способом с коррекцией. Штриховыми линиями отмечены входные апертуры линз. Сплошными линиями показан раствор входной апертуры, пунктирные линии даны для сравнения вертикальных размеров линз без коррекции и с коррекцией.
Позициями на чертежах обозначены: 1 – источник лазерного излучения, 2 – акустооптический модулятор, выполняющий роль немеханического затвора; 3 – система управления интенсивностью падающего излучения, состоящая из поворотной полуволновой пластины 4 и призмы Глана-Тейлора 5; 6 – светоделительная пластина 100:1; 7 – фотодиод для регистрации интенсивности лазерного излучения; 8 – гальвозеркало; 9 – телескопическая система, состоящая из линз 10 и 11, для расширения диаметра лазерного луча; 12 – светоделительная пластина; 13 – объектив для фокусировки лазерного излучения в область образца с фоторезистом; 14 – образец с фоторезистом, который перемещается относительно объектива с субмикронной точностью вдоль трёх координатных осей; 15 – система подсветки, состоящая из светодиода 17 и собирающей линзы 16; 18 – система визуализации, состоящая из собираюшей линзы 19 и камеры 20; 21 – компьютер, включающий блок построения 3Д-модели и ее корректировки с учетом размеров вокселя.
Осуществление изобретения
Трехмерные микроструктуры могут быть изготовлены при выполнении определенных этапов в заданной последовательности.
1. На первом этапе осуществляют построение исходной 3Д-модели изготавливаемой микроструктуры;
2. Далее задают оптические параметры процесса экспонирования двухфотонной литографии для изготовления требуемой микроструктуры, при которых изготавливают калибровочный образец для определения размеров полуосей эллипсоидного вокселя;
3. С учетом измеренных размеров вокселя исходную модель разбивают на слои, расположенные параллельно подложке (плоскости XY) с шагом между слоями, имеющий размер, сопоставимый с размером вокселя вдоль оси Z. С учетом измеренных размеров вокселя определяют координаты центров граничных вокселей, каждый из которых касается поверхности исходной модели в одной или нескольких точках и находится внутри области, ограниченной поверхностью исходной модели. После этого формируют траектории движения лазерного луча таким образом, что они не выходят за координаты центров граничных вокселей. Траектории движения могут быть сформированы следующим образом: с учетом измеренных размеров вокселя определяют трехмерную поверхность, ограничивающую область экспонирования фоторезиста; далее удаляют участки траекторий движения лазерного луча, выходящие за трехмерную поверхность, ограничивающую область экспонирования фоторезиста;
Этап 3 может быть реализован другой последовательностью действий, согласно которой сначала определяют координаты центров граничных вокселей таким образом, что каждый из них касается поверхности исходной модели в одной точке или нескольких точках; затем строят скорректированную 3Д-модель, поверхность которой задается координатами центров граничных вокселей; после чего уже скорректированную модель разбивают на слои, расположенные параллельно плоскости XY, с шагом между слоями, имеющим размер, сопоставимый с размером вокселя вдоль оси Z, с последующим формированием совокупности траекторий движения лазерного луча в каждом слое.
4. Производят экспонирование лазерным излучением согласно заданным траекториям движения лазерного луча и оптическим параметрам процесса экспонирования двухфотонной литографии.
Далее представлено более детальное описание каждого этапа заявляемой группы изобретений.
Этап 1. В качестве исходной трехмерной модели изготавливаемой структуры может быть использована модель в формате файла stl (stereolithography), которая может быть создана как в написанном программном коде, так и в произвольном трёхмерном графическом редакторе: Autodesk Inventor, 3D-MAX, КОМПАС, Cura, и т.д. В предложенной модели определяют поверхность изготавливаемой структуры, причем ось z должна совпадать с направлением распространения лазерного излучения в процессе экспонирования.
Этап 2. Для известной системы прецизионной печати задают оптические параметры процесса экспонирования двухфотонной литографии для изготовления требуемой микроструктуры, такие как параметры объектива (увеличение и числовая апертура); длина волны, длительность импульса, мощность и поляризация излучения; время экспонирования или скорость движения луча. Также задают вид фоторезиста и другие параметры, влияющие на размер вокселя.
Для определения размеров вокселя необходимо предварительно изготовить калибровочные образцы, т.е. «точечные» или «однопроходовые» структуры, и затем определить их размеры с точностью не хуже, чем 20 нм. В качестве точечных структур рассматривают структуры с локальной засветкой одного вокселя (при этом для удобства воксель может быть прикреплен к более массивной структуре). В качестве однопроходовых структур имеют в виду структуры, где расстояние между траекториями лазера больше размеров вокселя, таким образом, в готовой структуре есть линии толщиной в один воксель. Для удобства данные линии могут соединяться с другими, более массивными объёмами. На фиг. 5 показаны варианты моделей подобных структур, которые могут быть использованы для определения размеров вокселя. Слева показана структура в форме рамки с однопроходовыми линиями-канатиками. Так как все линии параллельны друг другу, для определения размеров вокселя по всем трем координатам необходимо дополнительно изготовить такую же структуру, повернутую на 90º. Справа на фиг. 5 показана структура типа «поленница», которая так же может быть использована для определения размеров вокселя. Выбранные для характеризации калибровочные структуры необходимо изготовить в тех же условиях и с теми же параметрами печати, которые планируются использовать в дальнейшем для печати моделей изготавливаемых микроструктур. Определение размеров изготовленных структур может проводиться при помощи сканирующей электронной микроскопии. Для максимальной точности определения размеров рекомендуется использовать вид сбоку («в торец») и вид сверху, и усреднять измеренные величины по равномерной выборке из не менее 10 значений. В результате необходимо определить размеры малой и большой полуосей эллипсоидного вокселя a и b, соответственно.
Этап 3. Вариант 1. Далее, с учетом измеренных размеров вокселя исходную модель разбивают на слои, расположенные параллельно подложке (плоскости XY) с шагом между слоями, имеющим размер, сопоставимый с размером вокселя вдоль оси Z. При этом шаг между слоями может сохраняться постоянным либо варьироваться. Данный этап может быть реализован с использованием оригинального кода или коммерческого программного обеспечения, например DeScribe, Simplify 3D.
Далее, с учетом измеренных размеров вокселя определяют координаты центров граничных вокселей, каждый из которых касается исходной поверхности модели в одной или нескольких точках и находится внутри области, ограниченной поверхностью.
Схематическая иллюстрация предлагаемого способа прецизионной двухфотонной литографии с корректировкой траекторий лазерного луча, поясняющая сущность предлагаемого способа, представлена на фиг. 3. Показанная пунктирной линией траектория лазерного луча, задаваемая координатами (хc, yc), сдвигается относительно заданной непрерывной красной линии границы модели (хт, yт) таким образом, чтобы воксель с заданными длинами полуосей a, b касался поверхности модели.
Параметрические уравнения для задания скомпенсированной поверхности фигуры можно записать следующим образом:

где C(xc, yc , zc) – точка, соответствующая центру эллипсоидального вокселя, задающая поверхность скомпенсированной модели;
T(xt, yt, zt) – точка, соответствующая точке касания эллипсоидного вокселя и поверхности печатаемой структуры, задающая поверхность исходной модели;
F(x, y, z) – функция поверхности исходной модели, F(xt, yt, zt)=0;
Fx(x, y, z), Fy(x, y, z), Fz(x, y, z) – частные производные функции F(x, y, z) по переменным x, y, z, соответственно.
a, b – длина малой и большой полуосей эллипсоидального вокселя, соответственно
– соотношение малой и большой осей эллипсоидального вокселя.
Система уравнений (1) может быть разрешена, как аналитическими, так и численными методами. В случае численного подхода для определения координат центров может быть использован оригинальный программный код, например, на языке программирования Python, либо коммерчески доступная программная среда, например Wolfram Mathematica.
Этап 3. Вариант 2. В каждом слое определяют координаты центров граничных вокселей таким образом, что каждый из них касается поверхности исходной модели в одной точке или нескольких точках. Схематическая иллюстрация предлагаемого способа прецизионной двухфотонной литографии с корректировкой траекторий лазерного луча, поясняющая сущность предлагаемого способа, представлена на фиг. 3. Показанная пунктирной линией траектория лазерного луча, задаваемая координатами (хc, yc), сдвигается относительно заданной непрерывной красной линии границы модели (хт, yт) таким образом, чтобы воксель с заданными длинами полуосей a, b касался поверхности модели. Параметрические уравнения для задания скомпенсированной поверхности фигуры также описываются системой (1). По аналогии с Вариантом 1, система уравнений (1) может быть разрешена, как аналитическими, так и численными методами. В случае численного подхода для определения координат центров может быть использован оригинальный программный код, например, на языке программирования Python, либо коммерчески доступная программная среда, например Wolfram Mathematica. Используя полученный на предыдущем этапе массив координат центров граничных вокселей, строят скорректированную 3Д-модель. По итогам формируют скомпенсированную модель в формате stl. Для построения модели может быть использовано программное обеспечение, задействованное на этапе 1 в ходе построения исходной модели.
Этап 4. На данном этапе формируют траектории движения лазерного луча.
Для варианта 1 траектории корректируют таким образом, что они не выходят за координаты центров граничных вокселей. Например, часть траекторий движения лазерного луча, включающая движение на границе слоя, сдвигают в сторону от периферии к центру на величину, при которой граничный воксель касается поверхности исходной модели.
Для варианта 2 скорректированную модель разбивают на слои, линии и точки, задавая траектории движения сфокусированного лазерного излучения в процессе печати модели. Данный этап может быть реализован с использованием оригинального кода или коммерческого программного обеспечения, например DeScribe, Simplify 3D.
Таким образом, варианты 1 и 2 отличаются последовательностью процессов слайсинга исходной модели и корректировки траекторий движения лазерного луча, но при этом дают одинаковый результат: удаляют участки траекторий движения лазерного луча, выходящие за трехмерную поверхность, ограничивающую область экспонирования фоторезиста и соответствующую координатам центров граничных вокселей.
Этап 5. На заключительном этапе производят экспонирование фоторезиста лазерным излучением согласно заданным траекториям движения лазерного луча и оптическим параметрам процесса экспонирования двухфотонной литографии.
Перед экспонированием подготавливают подложку с фоторезистом, в которой будет формироваться микроструктура. Нанесение фоторезиста на подложку для дальнейшей печати возможно в трёх конфигурациях (фиг. 6):
1) Конфигурация «ячейка». Фоторезист располагается в ячейке между двумя подложками, первая из которых вспомогательная и прозрачная (например, покровное стекло), а вторая - основная - может быть непрозрачной. Между объективом и вспомогательной подложкой может располагаться воздух либо иммерсионное масло для высокоапертурных объективов. Печать структур происходит вблизи границы фоторезист-основная подложка;
2) Конфигурация «капля». Фоторезист наносится на поверхность прозрачной подложки. Между объективом и подложкой может располагаться воздух либо иммерсионное масло для высокоапертурных объективов. Печать структур происходит вблизи границы фоторезист-подложка;
3) Погружная конфигурация. Фоторезист наносят на поверхность подложки, затем подложку переворачивают таким образом, что фоторезист располагается между объективом и подложкой и одновременно служит иммерсионным маслом. Печать структур происходит вблизи границы фоторезист-подложка.
В качестве прозрачной подложки можно использовать стекло, мембрану на основе кремния либо углерода и другие прозрачные подложки с характерным поперечным размером не менее размеров исходной модели для печати. В качестве непрозрачной подложки возможно использование различных материалов: кремний, металлы, торец оптического волновода и пр. Для улучшения адгезии фоторезиста рекомендуется предварительная очистка подложки и нанесение адгезива.
В качестве фоторезиста возможно использование произвольного фоторезиста, применимого для метода двухфотонной литографии, в том числе, оригинальных и коммерчески доступных фоторезистов, например SU-8, OrmoComp, SZ2080, IP-Dip, IP-S. Для контроля толщины нанесенного фоторезиста можно использовать спинкоатер либо спейсер (вспомогательная вставка заданной толщины) в конфигурации ячейки. Процесс нанесения фоторезиста и все последующие этапы до окончания проявки необходимо проводить в отсутствие излучения, способного полимеризовать фоторезист (за исключением целенаправленного излучения в процессе экспонирования методом двухфотонной полимеризации).
Перед началом печати (экспонирования) указываются полученная на этапе 4 модель для печати, включающая скомпенсированные траектории движения лазерного луча, и заданные на этапе 2 параметры печати (мощность лазерного излучения и скорость движения луча по траектории). При необходимости можно варьировать число печатаемых моделей и параметры печати.
Печать трехмерных микроструктур осуществляется системой для изготовления трехмерных микроструктур с использованием двухфотонной литографии, которая включает следующие основные блоки:
- оптический блок;
- блок трехмерного позиционирования лазерного луча относительно образца;
- компьютер, включающий блок построения 3Д-модели и ее корректировки с учетом размеров вокселя.
В качестве системы для двухфотонной литографии возможно использование любых оснащенных компьютером установок, применимых для метода двухфотонной литографии, в том числе, оригинальных и коммерчески доступных установок, таких как Nanoscribe, Tetra, MicroLight3D, LightFab и т.д. Типичная схема установки представлена далее в примере реализации (см. фиг. 4). При этом, минимальными необходимыми элементами установки являются: оптический блок, включающий импульсное лазерное излучение с управлением выходной мощности и оптическую систему фокусировки излучения в фоторезист; блок трехмерного позиционирования сфокусированной перетяжки лазерного луча относительно подложки с фоторезистом (образца); компьютер, управляющий процессом экспонирования, и включающий блок построения 3Д-модели и ее корректировки с учетом размеров вокселя. В процессе печати сфокусированный лазерный луч перемещается по заранее заданным траекториям внутри модели, локально модифицируя фоторезист. Объем фоторезиста, не затронутый перетяжкой лазерного луча, остаётся не полимеризованным. Таким образом, после экспонирования получают подложку с частично полимеризованным фоторезистом, и требуется убрать неэкспонированный объём.
После экспонирования подложку с фоторезистом помещают в проявитель для удаления неэкспонированного фоторезиста. В качестве проявителя может использоваться любой проявитель, применимый для проявки данного фоторезиста, как созданный самостоятельно, так и коммерчески доступный, например, ацетон, изопропиловый спирт, mr-Dev, OrmoDev, PGMEA, метилизобутил кетон. Также возможно использование комбинации из нескольких проявителей. В зависимости от вида проявителя, конфигурации фоторезиста на подложки, объема напечатанных структур, время проявки может меняться от нескольких часов до нескольких суток. Для ускорения процесса проявки возможно использование орбитального шейкера, задающего периодические вращательные движения в ёмкости с проявителем. Для улучшения механических свойств изготовленных структур возможно применение дополнительных методов постпроявки, таких как облучение ультрафиолетовым светом, нагревание, напыление, плазменное травление и пр.
Настоящее изобретение поясняется конкретными примерами исполнения, которые не являются единственно возможными, но наглядно демонстрируют возможность достижения заявленного технического результата.
Пример.
Схема системы для изготовления трехмерных структур при помощи двухфотонной полимеризации и с учетом конечного размера вокселя представлена на фиг. 4. Для реализации способа использовалась система для изготовления трехмерных микроструктур с использованием двухфотонной литографии с титан-сапфировым лазером 1, генерирующим лазерные импульсы с длительностью в диапазоне 100 фс, частотой повторения 80 МГц, центральной длиной волны 780 нм и мощностью, задаваемой в диапазоне 50-550 мВт. В качестве быстрого затвора использовался акустооптический модулятор 2, который отклоняет луч при изменении управляющего напряжения. Дополнительно мощность подаваемого излучения изменялась с точностью до 0.1 мВт оптической системой 3 из поворотной полуволновой фазовой пластины 4 и призмы Глана-Тейлора 5. Для контроля мощности излучения использовался измерительный канал: часть излучения отводилась при помощи светоделительной пластины 6 и попадала на фотодиод для регистрации интенсивности лазерного излучения 7. Гальвозеркало 8 направляло излучение в контролируемый при помощи пьезоподачи объектив 13, фокусирующий излучения в малый точечный объем (перетяжку) внутри образца с фоторезистом 14. Положение образца относительно перетяжки задавалось при помощи двухкоординатного гальвозеркала в плоскости XY, перпендикулярной оси распространения излучения Z, и пьезоподачи – вдоль оси распространения излучения, таким образом обеспечивалось перемещение с субмикронной точностью вдоль трёх координатных осей. Телескопическая система 9, состоящая из линз 10 и 11, использовалась для расширения диаметра лазерного луча под входную апертуру объектива. Экспозиция (засветка) фоторезиста производилась путем открытия затвора 2 и трехмерного перемещения перетяжки в объёме фоторезиста, нанесенного на подложку, согласно заданной трехмерной модели изготавливаемой структуры с контролируемой мощностью излучения и скоростью перемещения. Для контроля процесса изготовления использовалась система подсветки 15, состоящая из светодиода 17 и собирающей линзы 16, которая заводила в объектив вспомогательное низкоинтенсивное световое излучение на длине волны 750 нм, не приводящей к модификации фоторезиста. С помощью светоделительной пластины 12 часть излучения с объектива попадала в систему визуализации 18, состоящую из собираюшей линзы 19 и камеры 20, подключенной к компьютеру. Таким образом, процесс экспонирования можно было отслеживать в реальном времени. Управление процессом экспонирования осуществлялось в программной среде LabView при помощи компьютера 21, включающего блок построения 3Д-модели и ее корректировки с учетом размеров вокселя.
Для определения размера вокселя предварительно печатались калибровочные структуры, представляющие собой микрополенницы; СЭМ-изображение одной из подобных поленниц приведено на фиг. 7. Определение размеров поперечных сечений поленьев вдоль трех направлений XYZ позволило измерить воксель, характерный для данной оптической схемы (набора линз и объективов), используемого фоторезиста и параметров печати (мощности изучения и скорости передвижения луча). В напечатанном массиве каждой структуре сопоставлялись заданные внешние параметры: тип фоторезиста, числовая апертура используемого объектива, мощность излучения и скорость передвижения луча. Размеры вокселя определялись по изображениям СЭМ, снятым на высоком увеличении, сверху и сбоку. Для обработки изображений использовалась программа ImageJ, длина каждой из полуосей вычислялась на выборке из 10 значений. В представленной ниже таблице 1 приведены значения размера вокселя в зависимости от мощности лазерного излучения для печати из фоторезиста SZ2080 объективом с числовой апертурой 1.3 и увеличением 100х при фиксированной скорости 1200 мкм/с.
Таблица 1. Сравнение сфер, выполненных стандартным способом без коррекции и предлагаемым способом c коррекцией
В качестве моделей для тестирования способа печати с коррекцией использовались две трехмерные формы: микросферы и параболические рентгеновские линзы.
Структуры изготавливались из коммерчески доступных фоторезистов, в том числе, Ormocomp, IP-Dip и SZ2080. В качестве подложек использовались кремниевые пластины толщиной 1 мм и покровные стёкла толщиной от 120 до 170 мкм. Проявка изготовленных линз производилась в растворителе метилизобутил кетон и затем в изопропропиловом спирте.
Измерение геометрических размеров структур производилось при помощи сканирующей электронной микроскопии (СЭМ). На фиг. 8 показаны СЭМ-изображения сфер, выполненных из полимера SZ2080 в режиме печати с коррекцией и без.
Геометрические параметры формы изготовленных микростуктур, определенные в процессе обработки СЭМ-изображений, сравнивались с соответствующими параметрами исходной модели. В таблице 2 приведены значения относительного отклонения от заданной формы для микросфер, изготовленных способом без коррекции и способом с коррекцией.
Таблица 2. Сравнение сфер, выполненных стандартным способом без коррекции и предлагаемым способом c коррекцией
Можно отметить, что без коррекции отклонение от заданной формы составило до 21%, в то время как коррекция позволила держать отклонение от заданной формы в пределах 2%.
В качестве второй тестовой структуры использовалась трехмерная модель параболической рентгеновской линзы, представленная на фиг. 9. Рабочие поверхности линзы представляли собой параболоиды вращения с радиусом 2 и 5 мкм и апертурой 20 и 28 мкм, перетяжкой (минимальное расстояние между рабочими поверхностями) в 2 мкм. Линза располагалась на подставке, представлявшей из себя сплошной параллелепипед размерами 30х40,2х50 мкм.
Измерение геометрических размеров параболических рентгеновских линз производилось при помощи сканирующей электронной микроскопии. На фиг. 10 показаны СЭМ-изображения апертур параболических рентгеновских линз, выполненных способом с коррекцией (справа) и классическим способом без коррекции (слева). Полученные из СЭМ-изображений геометрические размеры линз сравнивались с параметрами исходной модели. По этим данным определялось отклонение формы изготовленной структуры от заданной. Результаты для модели параболической рентгеновской линзы представлены в Таблице 3.
Таблица 3. Сравнение параболических рентгеновских линз, выполненных стандартным способом без коррекции и предлагаемым способом c коррекцией
Можно отметить, что отклонение от заданной формы снизилось в 2-5 раз. При использовании способа с коррекцией отклонение от заданной формы составило не более 2%.
Таким образом, заявляемый способ позволяет увеличить точность изготовления трехмерных объектов, в том числе, оптических элементов, что способно привести к развитию различных областей науки и технологии, в том числе, медицины и томографии, а также других направлений, использующих способы изготовления трехмерных микрообъектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ПРЕЦЕЗИОННОЙ АДДИТИВНОЙ ПЕЧАТИ ТРЕХМЕРНЫХ СТРУКТУР | 2022 |
|
RU2804779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОПТИЧЕСКИХ МИКРОСТРУКТУР С ГРАДИЕНТОМ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХФОТОННОЙ ЛИТОГРАФИИ | 2023 |
|
RU2826645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИРОЛИЗОВАННЫХ ЛИНЗ ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2020 |
|
RU2756103C1 |
| ЛИНЗА ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2017 |
|
RU2692405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ С ИСПОЛЬЗОВАНИЕМ МИКРОСТЕРЕОЛИТОГРАФИЧЕСКОЙ 3D-ПЕЧАТИ | 2021 |
|
RU2783178C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2011 |
|
RU2491594C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОЙ ОПТИЧЕСКОЙ ВОЛНОВОДНОЙ СТРУКТУРЫ | 2015 |
|
RU2617455C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ЭЛЕМЕНТА СО СВЕТОРАССЕИВАЮЩИМИ СТРУКТУРАМИ | 2015 |
|
RU2705635C2 |
| ОПТИЧЕСКИ ИЗМЕНЯЕМОЕ ЗАЩИТНОЕ УСТРОЙСТВО | 2007 |
|
RU2431571C2 |
| ГИБРИДНЫЙ НАНОКОМПОЗИТНЫЙ МАТЕРИАЛ, СИСТЕМА ЛАЗЕРНОГО СКАНИРОВАНИЯ И ИХ ПРИМЕНЕНИЕ ДЛЯ ОБЪЕМНОГО ПРОЕЦИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2016 |
|
RU2716863C2 |

Группа изобретений относится к области прецизионной аддитивной печати трехмерных полимерных структур и может быть применена для изготовления оптических элементов в микроскопии, высокоразрешающей томографии, спектроскопии, флуоресцентной спектрометрии. Отличительной особенностью способа является построение исходной 3Д-модели изготавливаемой микроструктуры в системе координат XYZ, изготовление калибровочного образца при заданных оптических параметрах процесса экспонирования двухфотонной литографии с последующим определением средних значений размеров полуосей в образце эллипсоидных вокселей, разбиение модели на слои в параллельной плоскости XY, определение в каждом слое координат центров граничных вокселей, касающихся поверхности исходной модели в одной точке, формирование траектории движения лазерного луча таким образом, что они не выходят за координаты центров граничных вокселей. Также раскрыта система для изготовления трехмерных микроструктур. Технический результат заключается в повышении точности формы рабочей поверхности изготавливаемой структуры. 2 н. и 9 з.п. ф-лы, 10 ил., 3 табл., 1 пр.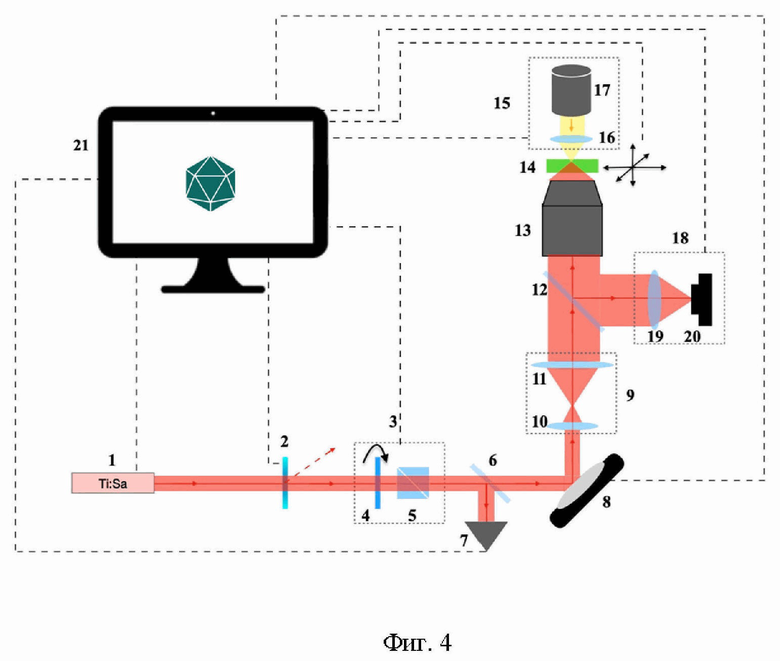
1. Способ изготовления трехмерных микроструктур с использованием двухфотонной литографии, включающий нанесение на подложку фоторезиста с последующим ее экспонированием, обеспечивающим печать микроструктуры сфокусированным лазерным излучением в режиме двухфотонной литографии с последующей проявкой экспонированной структуры, отличающийся тем, что предварительно осуществляют:
- построение исходной 3Д-модели изготавливаемой микроструктуры в системе координат XYZ,
- изготовление калибровочного образца при заданных оптических параметрах процесса экспонирования двухфотонной литографии с последующим определением средних значений размеров полуосей сформированных в образце эллипсоидных вокселей,
- после чего построенную модель разбивают на слои, расположенные параллельно плоскости XY, с шагом между слоями, имеющим размер, сопоставимый с размером вокселя вдоль оси Z,
- в каждом слое определяют координаты центров граничных вокселей, которые касаются поверхности исходной модели по меньшей мере в одной точке и находятся внутри области, ограниченной поверхностью,
- формируют траектории движения лазерного луча таким образом, что они не выходят за координаты центров граничных вокселей,
а экспонирование лазерным излучением осуществляют согласно заданным траекториям движения лазерного луча и оптическим параметрам процесса экспонирования двухфотонной литографии.
2. Способ по п. 1, отличающийся тем, что в качестве оптических параметров задают поляризацию и мощность лазерного излучения, скорость движения перетяжки лазерного излучения, тип объектива.
3. Способ по п. 1, отличающийся тем, что форму 3Д-модели корректируют с учетом размеров вокселя согласно заданной системе уравнений:
 ,
,
где C (xc, yc, zc) – точка, соответствующая центру эллипсоидного вокселя; T (xt, yt, zt) – точка, соответствующая точке касания эллипсоидного вокселя и поверхности изготавливаемой микроструктуры, задающая поверхность исходной 3Д-модели; F (x, y, z) – функция поверхности исходной 3Д-модели; F (xt, yt, zt)=0; Fx (x, y, z), Fy (x, y, z), Fz (x, y, z) – частные производные функции F (x, y, z) по переменным x, y, z соответственно; a, b – длина малой и большой полуосей эллипсоидного вокселя соответственно; γ=a/b – соотношение малой и большой осей эллипсоидного вокселя.
4. Способ по п. 1, отличающийся тем, что для определения средних размеров полуосей сформированных в образце эллипсоидных вокселей используют калибровочный образец в виде поленницы, при этом размеры вокселей определяют при помощи сканирующей электронной микроскопии; измерения проводят по полученному СЭМ-изображению поленницы сбоку и сверху, а измеренные величины усредняют по выборке, составляющей не менее 10 значений.
5. Способ по п. 1, отличающийся тем, что в качестве фоторезиста используют Ormocomp, SZ2080 или IP-Dip, SU-8.
6. Способ по п. 1, отличающийся тем, что изготавливаемые микроструктуры представляют собой оптические элементы, включая линзы, интерферометры, призмы, для видимого и рентгеновского диапазона длин волн.
7. Система для изготовления трехмерных микроструктур, включающая оптический блок, блок трехмерного позиционирования лазерного луча относительно образца, компьютер, отличающаяся тем, что
- компьютер содержит блок построения 3Д-модели и ее корректировки с учетом размеров вокселя, который выполнен с возможностью:
- построения исходной 3Д-модели изготавливаемой микроструктуры в системе координат XYZ, с последующим разбиением построенной модели на слои, расположенные параллельно плоскости XY, с шагом между слоями, имеющим размер, сопоставимый со средним значением размера вокселя вдоль оси Z, измеренным в предварительно изготовленном калибровочном образце при заданных оптических параметрах процесса экспонирования двухфотонной литографии,
- определения в каждом слое координат центров граничных вокселей, которые касаются поверхности исходной модели по меньшей мере в одной точке, при этом точки касания лежат в слоях, в которых расположены центры вокселей, и/или в других слоях,
- формирования траектории движения лазерного луча таким образом, что они не выходят за координаты центров граничных вокселей.
8. Система по п. 7, отличающаяся тем, что в качестве оптических параметров заданы поляризация и мощность лазерного излучения, скорость движения перетяжки лазерного излучения, тип объектива.
9. Система по п. 7, отличающаяся тем, что блок построения 3Д-модели и ее корректировки выполнен с возможностью соответствующей корректировки с учетом размеров вокселя согласно заданной системе уравнений:
 ,
,
где C (xc, yc, zc) – точка, соответствующая центру эллипсоидного вокселя; T (xt, yt, zt) – точка, соответствующая точке касания эллипсоидного вокселя и поверхности изготавливаемой микроструктуры, задающая поверхность исходной 3Д-модели; F (x, y, z) – функция поверхности исходной 3Д-модели; F (xt, yt, zt)=0; Fx (x, y, z), Fy (x, y, z), Fz (x, y, z) – частные производные функции F (x, y, z) по переменным x, y, z соответственно; a, b – длина малой и большой полуосей эллипсоидного вокселя соответственно; γ=a/b – соотношение малой и большой осей эллипсоидного вокселя.
10. Система по п. 7, отличающаяся тем, что для определения средних размеров полуосей сформированных в образце эллипсоидных вокселей используют калибровочный образец в виде поленницы, при этом размеры вокселей определяют при помощи сканирующей электронной микроскопии, измерения проводят по полученному СЭМ-изображению поленницы сбоку и сверху, а измеренные величины усредняют по выборке, составляющей не менее 10 значений.
11. Система по п. 7, отличающаяся тем, что изготавливаемые микроструктуры представляют собой оптические элементы, включая линзы, интерферометры, призмы, для видимого и рентгеновского диапазонов длин волн.
| EP 3621766 A1, 18.03.2018 | |||
| WO 2021236907 A1, 25.11.2021 | |||
| WO 2021215999 A1, 28.10.2021 | |||
| WO 2020028431 A1, 06.02.2020 | |||
| Устройство для изготовления периодических структур методом лазерной интерференционной литографии с использованием лазера с перестраиваемой длиной волны | 2015 |
|
RU2629542C2 |

