Область техники, к которой относится изобретение
Изобретение относится к изготовлению микроразмерных оптических элементов с градиентом показателя преломления, которые могут использоваться для фокусировки и коллимации световых пучков и других задач по управлению электромагнитным излучением в видимом и рентгеновском диапазоне длин волн.
Уровень техники
Создание и применение оптических элементов с градиентом показателя преломления - активно развивающаяся область, в которой для управления распространением света используется эффект распространения света в оптически неоднородных средах, где величина показателя преломления света n меняется с пространственной координатой: n=f(x,y,z). В обычной линзе свет фокусируется за счет преломления света на искривленной поверхности линзы, в то время как в градиентной линзе световые лучи изменяют свое направление за счет изменения показателя преломления в объеме материала линзы. Поверхность градиентной линзы может быть плоской, что зачастую удобнее для настройки работы системы оптических элементов, особенно в случае малых размеров линз, например, микролинз, и требований к высокой точности юстировки. Существенной характеристикой изготовленных ГРИН-структур (линзы с градиентным индексом (GRIN)) является значение контраста показателя преломления, равное разности максимального и минимального значения показателя преломления в отдельной структуре:  . Контраст показателя преломления связан с оптической силой ГРИН-элемента. Высокий контраст позволяет изготавливать более эффективные микроструктуры, что особенно важно для рентгеновского диапазона. Кроме того, некоторые специфически оптические элементы невозможно создать в случае малого контраста, например, линзы «рыбий глаз», линзы Итона, оптические «черные дыры».
. Контраст показателя преломления связан с оптической силой ГРИН-элемента. Высокий контраст позволяет изготавливать более эффективные микроструктуры, что особенно важно для рентгеновского диапазона. Кроме того, некоторые специфически оптические элементы невозможно создать в случае малого контраста, например, линзы «рыбий глаз», линзы Итона, оптические «черные дыры».
Из уровня техники известен способ изготовления ГРИН линз [JP 5052896 B2] за счет последовательного нанесения чередующихся слоев количеством от 20 до 10000 как минимум из двух полимеров с разными показателями преломления. Варьируя толщину слоев, можно подобрать структуру, соответствующую линзе с заданным фокусным расстоянием.
Однако при реализации данного решения процесс изготовления линз занимает длительное время, а итоговое качество получаемых структур по значению эффективности фокусировки и другим оптическим характеристикам является невысоким. Известный способ предназначен для ограниченного набора возможных распределений показателей преломления, точнее, только для линз с классическим сферическим квадратичным распределением.
Из уровня техники известен способ изготовления ГРИН линз [US20220390651A1] за счет использования пленочного материала с линейным градиентом показателя преломления вдоль одной оси, который может быть создан за счет 3D-печати методом экструзии из нескольких полимерных материалов, или из полимерного материала с варьирующейся концентрацией допирующих добавок. Для изготовления линзы предлагается скрутить изготовленную плёнку, таким образом преобразовав линейный градиент в цилиндрический. Известный способ предназначен для достижения одномерного распределения показателя преломления с цилиндрической зависимостью. Не указан достигнутый контраст показателя преломления, однако типичные значения для подобных методов в литературе составляют величину 0,02-0,05.
Из уровня техники известен способ изготовления ГРИН линз [KR100656253B1] конической формы для волоконной оптики за счет (1) изготовления цилиндрической преформы с градиентом показателя преломления методом химического осаждения из газовой фазы и (2) нагревания и формовки преформы для придания ей формы конуса. Метод подходит для изготовления специальных линз для увеличения изображения. Данный способ требует пошагового выполнения, кроме того, весьма ограничены возможные варианты распределения показателя преломления. Не указан достигнутый контраст показателя преломления.
Известен способ изготовления асферической ГРИН-линзы [US9435918B2] за счет 3D-печати методом коэкструкции полимерных слоев из двух различных материалов и дальнейшей формовки поверхности для придания асферичности. Продемонстрирована изготовленная линза размером 30 мм с градиентов показателя преломления величиной 0,04. Данный способ является состоит из нескольких этапов, печать нескольких тысяч слоев из разных материалов требует точной настройки оборудования. Предлагаемый способ не позволяет изготавливать ГРИН-структуры с произвольной формой поверхности, также его проблематично использовать для изготовления микроразмерных оптических элементов.
Наиболее близким к заявляемому изобретению является техническое решение, раскрытое в публикации [М.И. Шарипова и др. Создание оптических микроструктур с градиентным показателем преломления методом двухфотонной лазерной литографии //Известия РАН. Серия физическая. - 2023. - Т. 87. - №. 6. - С. 807-812]. В работе раскрыт способ изготовления ГРИН-структур с использованием двухфотонной литографии. Для создания градиента показателя преломления в представленном способе варьируется мощность лазерного излучения в процессе экспонирования за счет изменения управляющего напряжения на акустооптическом модуляторе. В публикации показано изготовление параллелепипедов 25×25×3 мкм3 с линейным либо гауссовым распределением показателя преломления, которые были напечатаны при скорости перемещения перетяжки лазерного излучения в диапазоне от 1000 мкм/с до 3500 мкм/с с шагом 1250 мкм/с. Изготовленные параллелепипеды обладали градиентом показателя преломления в одном из направлений по длинной стороне с максимальным контрастом (изменением) показателя преломления, равным 0,03, то есть 2% от абсолютного значения.
Представленное решение обладает рядом недостатков. Раскрытый способ применим только для одномерного градиента показателя преломления, что является недостаточным для изготовления практически используемых ГРИН-элементов, например, ГРИН-линз различных форм. Величина контраста показателя преломления составляет не более 0,03. Изготовленные данным способом структуры имеют значительные отличия от заданной модели: так как размер вокселя зависит от мощности излучения, верхняя грань параллелепипеда не получается плоской, а вместо этого повторяет распределение градиента показателя преломления. Кроме того, данный способ реализуем только для видимого диапазона длин волн, что ограничивает его область применения.
Следует также добавить, что все представленные выше аналоги направлены на изготовление ГРИН-элементов в оптической области спектра электромагнитных волн, в интервале от 10 нм до 2 мкм. Однако, помимо этого, представляют интерес ГРИН-элементы для рентгеновского излучения, которое соответствует длинам волн электромагнитного излучения от 10 пм до 10 нм. Показатель преломления в данном диапазоне длин волн обычно представляет собой  , где
, где  - декремент показателя преломления,
- декремент показателя преломления,  - поглощение. Несмотря на малую длину и потенциально высокое разрешение в системах визуализации, рентгеновское излучение трудно сфокусировать в область размером с дифракционный предел за счет малого отличия показателя преломления от единицы в данном диапазоне и значительного поглощения. Как следствие, часто для фокусировки рентгеновского излучения в фокальную точку микрометровых размеров и меньше используется массив из N компактных соосных линз, позволяющий уменьшить значения фокусного расстояния в N раз. Классические преломляющие рентгеновские линзы для фокусировки имеют вогнутые преломляющие поверхности, так как показатель преломления в вакууме выше показателя преломления в среде для рентгеновского излучения. Форма преломляющей поверхности обычно сферическая, параболическая, или близкая к ним поверхность четвертого порядка, которая будет фокусировать излучение, поэтому подобная линза обладает значительной толщиной, сравнимой с размером входной апертуры линзы. Отсюда неизбежно вытекает, что боковые лучи, проходящие сквозь линзы на краю входной апертуры, вдали от оптической оси, проходят сквозь одну толщину материала линзы, а центральные лучи, распространяющиеся вблизи оптической оси, проходят сквозь на порядок меньшую толщину линзы. За счет поглощения в материале линзы боковые лучи будут ослабляться значительно существеннее по сравнению с центральными лучами, что приводит к аберрациям и ограничивает размеры эффективной апертуры линзы. Поэтому является актуальной разработка новых оптических элементов для управления рентгеновским излучением и новых способов их изготовления. В частности, рентгеновские ГРИН-линзы перспективны для уменьшения толщины линзы и неравномерного ослабления боковых лучей по сравнению с центральными. При этом традиционные методы изготовления ГРИН-линз, используемые для оптического диапазона, неприменимы для рентгеновского диапазона, так как для данной области требуются именно микроразмерные структуры, сомасштабные характерному значению диаметра пучка используемого излучения.
- поглощение. Несмотря на малую длину и потенциально высокое разрешение в системах визуализации, рентгеновское излучение трудно сфокусировать в область размером с дифракционный предел за счет малого отличия показателя преломления от единицы в данном диапазоне и значительного поглощения. Как следствие, часто для фокусировки рентгеновского излучения в фокальную точку микрометровых размеров и меньше используется массив из N компактных соосных линз, позволяющий уменьшить значения фокусного расстояния в N раз. Классические преломляющие рентгеновские линзы для фокусировки имеют вогнутые преломляющие поверхности, так как показатель преломления в вакууме выше показателя преломления в среде для рентгеновского излучения. Форма преломляющей поверхности обычно сферическая, параболическая, или близкая к ним поверхность четвертого порядка, которая будет фокусировать излучение, поэтому подобная линза обладает значительной толщиной, сравнимой с размером входной апертуры линзы. Отсюда неизбежно вытекает, что боковые лучи, проходящие сквозь линзы на краю входной апертуры, вдали от оптической оси, проходят сквозь одну толщину материала линзы, а центральные лучи, распространяющиеся вблизи оптической оси, проходят сквозь на порядок меньшую толщину линзы. За счет поглощения в материале линзы боковые лучи будут ослабляться значительно существеннее по сравнению с центральными лучами, что приводит к аберрациям и ограничивает размеры эффективной апертуры линзы. Поэтому является актуальной разработка новых оптических элементов для управления рентгеновским излучением и новых способов их изготовления. В частности, рентгеновские ГРИН-линзы перспективны для уменьшения толщины линзы и неравномерного ослабления боковых лучей по сравнению с центральными. При этом традиционные методы изготовления ГРИН-линз, используемые для оптического диапазона, неприменимы для рентгеновского диапазона, так как для данной области требуются именно микроразмерные структуры, сомасштабные характерному значению диаметра пучка используемого излучения.
Таким образом, существующие способы не позволяют быстро изготавливать образцы произвольной трехмерной формы на микромасштабах с трехмерным распределением градиента показателя преломления.
Технической проблемой, решаемой заявляемым изобретением, является необходимость преодоления недостатков, присущих вышеприведенным аналогам и прототипу, за счет создания способа прецизионного изготовления микроразмерных оптических элементов и структур любых форм со сложным градиентом показателя преломления.
Краткая сущность заявляемого изобретения
Технический результат, достигаемый при использовании заявляемого изобретения, заключается в обеспечении возможности изготовления оптических элементов произвольной формы со сложным градиентом показателя преломления, в том числе и для рентгеновского излучения.
Заявленный технический результат достигается тем, что в способе изготовления трехмерных оптических микроструктур с градиентом показателя преломления, включающем нанесение на подложку фоторезиста с последующим ее экспонированием, обеспечивающим печать микроструктуры сфокусированным лазерным излучением в режиме двухфотонной литографии с последующей проявкой экспонированной структуры, согласно техническому решению, предварительно осуществляют следующие этапы:
- построение исходной 3D-модели изготавливаемой микроструктуры в системе координат XYZ,
- формирование пространственного распределения показателя преломления в 3D-модели, для чего каждой точке модели присваивают определенное значение мощности печати,
- разбиение модели на слои, расположенные параллельно плоскости XY, с шагом между слоями, имеющим размер, сопоставимый с размером вокселя вдоль оси Z, и состоящие из линий, расстояние между которыми также сопоставимо с размером вокселя,
- задание распределения показателя преломления в 3D-модели, для чего в каждом слое выделяют отрезки точек равной мощности печати, и, объединяя такие отрезки в одном слое, формируют траектории перемещения фокальной точки лазерного луча по каждому слою, состоящие из точек равной мощности,
- экспонирование лазерным излучением осуществляют согласно полученным траекториям движения лазерного луча по слоям и оптическим параметрам процесса экспонирования двухфотонной литографии,
- удаление лишнего объема фоторезиста путем помещения экспонированного образца в проявитель, удаляющий неполимеризованные области фоторезиста.
При изготовлении микроструктуры с градиентом показателя преломления в оптическом диапазоне определяют калибровочную кривую соответствия относительной мощности излучения в процессе печати и результирующего показателя преломления для заданного диапазона длин волн и задают модель оптической микроструктуры с градиентом показателя преломления в соответствии с проведенной калибровкой. При изготовлении микроструктуры с градиентом показателя преломления в рентгеновском диапазоне определяют калибровочную кривую соответствия относительной мощности излучения в процессе печати и декремента показателя преломления для заданного диапазона длин волн и задают модель рентгеновской микроструктуры с градиентом показателя преломления в соответствии с проведенной калибровкой. При формировании траекторий движения лазерного луча для изготовления структуры с градиентом показателя преломления и последующем экспонировании печать ведут с изменением мощности печати от минимального значения к максимальному или наоборот. Для повышения точности соответствия поверхности получаемой структуры заданной модели на исходной 3D-модели выделяют внешний граничный слой, характеризующийся постоянными размером вокселя, характеризующим параметры печати или поверхность модели корректируют путем изменения координат центров граничных вокселей с учетом распределения размеров граничных вокселей. В качестве фоторезиста используют Ormocomp, SZ2080 или IP-Dip, SU-8 и другие прозрачные фоторезисты или их комбинацию друг с другом или с добавлением наночастиц, также в качестве фоточувствительной среды фоторезистом заполняется пористый материал, например кварц, с долей пор 10-80% по объёму и диаметром пор 30-400 нм. В качестве подложки используют стекло, кремний, мембраны и другие материалы, на которые можно нанести фоторезист. Скорость перемещения луча в процессе печати выбрана в диапазоне от 100 до 5000 мкм/с с шагом 100 мкм/с, при этом для получения микроструктуры с элементами модели размером менее 1 мкм печать ведут со скоростью перемещения луча от 100 до 1000 мкм/с, а для получения микроструктуры общим размером более 100 мкм с гладкими поверхностями печать ведут со скоростью перемещения луча от 1000 до 5000 мкм/с. В процессе печати ведут визуальный контроль процесса печати с использованием средства освещения как в режиме пропускания сквозь подложку при ее прозрачности, так и в режиме отражения от неё при использовании непрозрачной подложки. В процессе печати для быстрого переключения мощности лазерного излучения используют акустооптический модулятор, который при изменении управляющего напряжения перераспределяет мощности изучения в дифракционных порядках. Контраст показателя преломления в оптическом диапазоне длин волн в полученной структуре составляет от 0,001 до 0,09.
При реализации способа также возможно объединить траектории перемещения фокальной точки лазерного луча, сформированные из отрезков точек равной мощности печати, не только для послойной печати, но и для печати по одной траектории непосредственно в трехмерном пространстве. В таком случае время печати увеличится, однако потребуется значительно меньшее количество изменений управляющего напряжения на акустооптическом модуляторе. Изготавливаемые в соответствии с заявляемым способом микроструктуры представляют собой произвольные трехмерные объекты, в том числе оптические элементы, включая линзы, интерферометры, призмы, для видимого и рентгеновского диапазона длин волн.
Технический результат достигается в результате реализации модифицированного способа 3D-печати микроэлементов с использованием двухфотонной полимеризации, который позволяет изготовить микроструктуры произвольной формы. Локальное изменение мощности используемого излучения в процессе печати приводит к разной степени конверсии мономеров в полимерный материал, и, следовательно, к разной величине показателя преломления.
Заявляемое изобретение более подробно описано ниже с использованием следующих терминов, определений и сокращений.
Двухфотонная литография - способ изготовления трехмерных полимерных микрообъектов, основанный на двухфотонном поглощении в фоторезисте.
Фоторезист - материал, изменяющий свои свойства под воздействием светового излучения. В наиболее распространенном случае из жидкого раствора мономеров под световым воздействием начинается реакция полимеризации, приводящая к затвердеванию полимеризованного объёма.
Воксель - минимальный полимеризуемый объём фоторезиста в двухфотонной литографии. Размеры вокселя зависят от параметров лазерного излучения, используемой оптической схемы, типа фоторезиста. Форму вокселя можно описать эллипсоидом.
ГРИН-элемент - оптическая структура с градиентом показателя преломления, обобщенное понятие для всех оптических устройств по управлению светом: линзы, призмы, и т.д.
Оптический диапазон - область спектра электромагнитных волн, в интервале от 10 нм до 2 мкм.
Рентгеновский диапазон - область спектра электромагнитных волн, в интервале от 10 пм до 10 нм.
Краткое описание чертежей
Заявляемое изобретение поясняется следующими чертежами.
На фиг. 1 схематично изображено сравнение принципа действия преломляющей линзы без градиента показателя преломления (слева) и с градиентом показателя преломления (справа). Классическая преломляющая линза управляет распространением света за счет формы поверхности, на которой преломляются лучи. Линза с градиентом показателя преломления управляет ходом распространения лучей без участия преломляющей поверхности.
На фиг. 2 показаны микрофотографии изготовленных с помощью заявляемого способа ГРИН-линз с различным увеличением.
На фиг. 3 показано распределение градиента показателя преломления в изготовленных линзах, измеренное методом оптической когерентной микроскопии.
На фиг. 4 показана схема используемой при реализации способа установки двухфотонной литографии для изготовления микроструктур с градиентом показателя преломления.
На фиг. 5 показана калибровочная кривая акустооптического модулятора с зависимостью выходной мощности света от величины управляющего напряжения для трех значений входных мощностей с относительной величиной 10%, 20%, 30%.
На фиг. 6 показаны: схема волноводного демультиплексора на основе кольцевого резонатора с постоянным показателем преломления (вверху слева), схема волноводного демультиплексора на основе кольцевого резонатора с градиентным показателем преломления (вверху справа), график зависимости пропускания системы Pout/Pin от величины управляющей мощности Pc (внизу слева), микрофотография изготовленного волноводного демультиплексора на основе кольцевого резонатора с градиентным показателем преломления (внизу справа). Входная мощность Pin после прохождения через систему преобразуется в Pout, при этом контроль величины пропускания может осуществляться за счет Pc. Для демонстрации работы мультиплексора использовались следующие параметры: излучение с длиной волны 800 нм, мощностью 1 мВт и горизонтальной входной поляризацией, радиус кольцевого резонатора 6,7 мкм, толщина волновода 0,6 мкм, высота 0,75 мкм. Показатель преломления материала сплошного волновода – 1,6, в качестве градиентного волновода использовалась структура из центральной жилы с показателем преломления 1,7 и обкладки с показателем преломления 1,6.
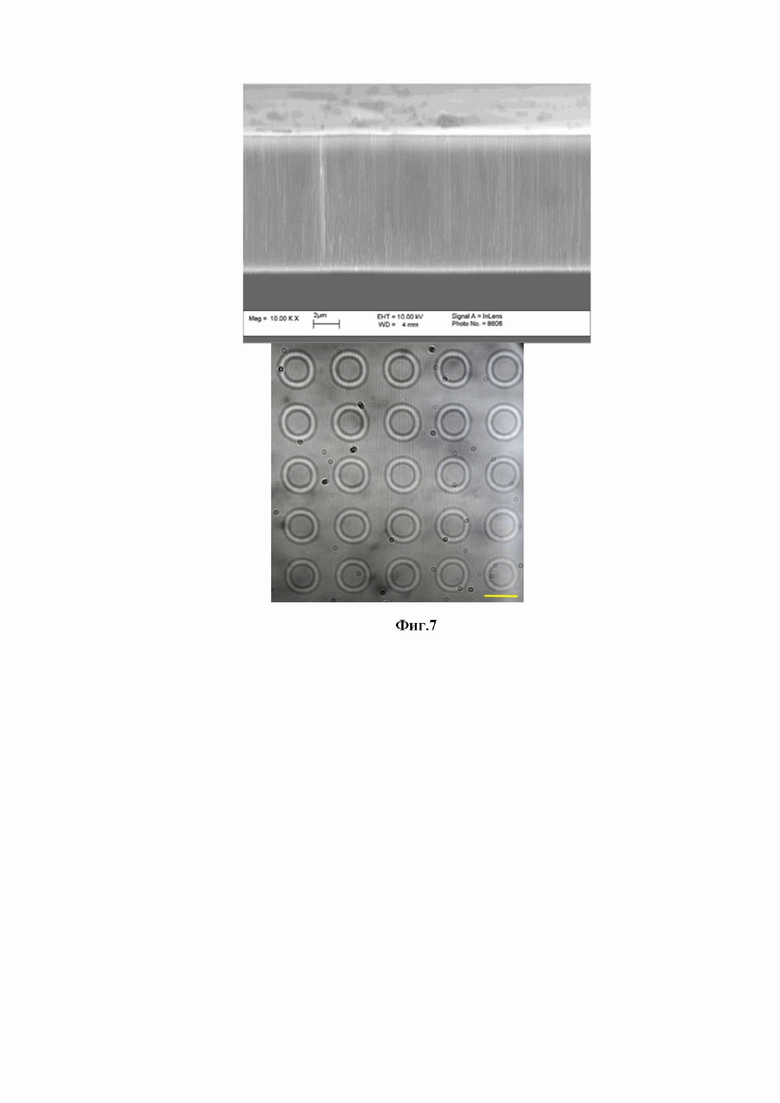
На фиг. 7 слева показано изображение торца пористой структуры, полученное методом сканирующей электронной микроскопии. Средний диаметр пор - 100 нм, период - 210 нм. На фиг. 7 справа показана сделанная на оптическом микроскопе микрофотография с изготовленными кольцевыми резонаторами, отмеченная размерная шкала 20 мкм.
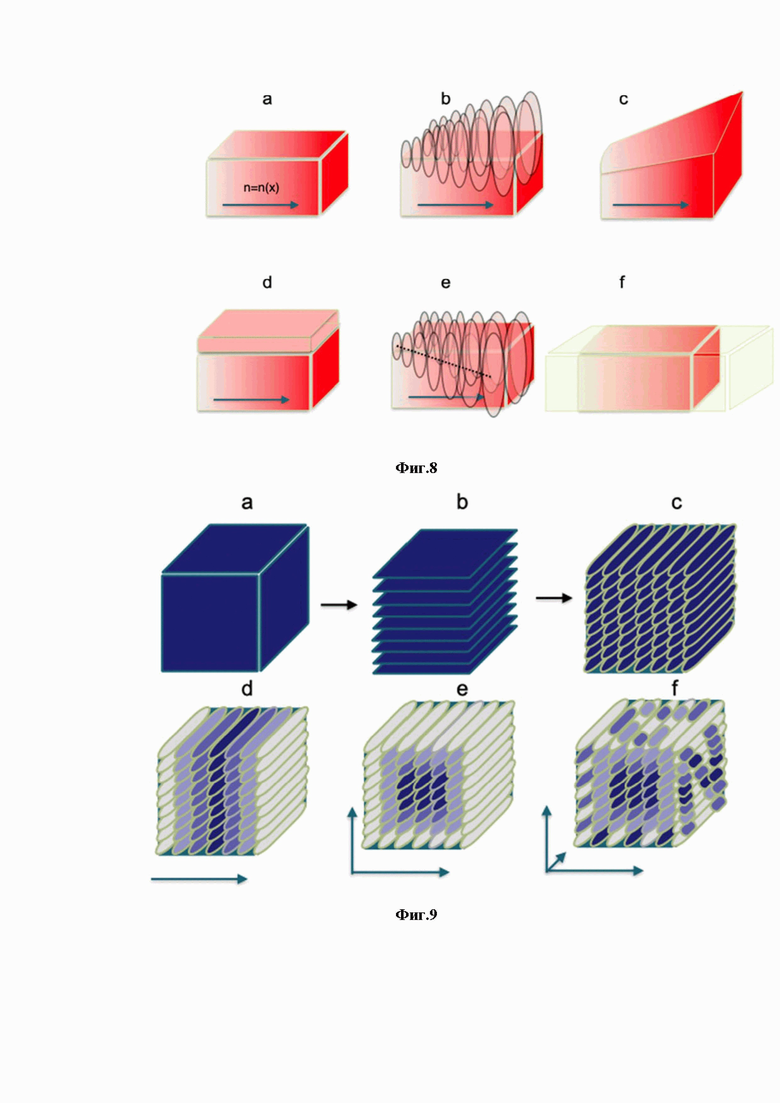
На фиг. 8 (а, b, c) схематически проиллюстрировано расхождение заданной формы поверхности структуры с получающейся при изготовлении формой и на фиг. 8 (d, e, f) представлены варианты решения данной проблемы. Иллюстрации выполнены на примере простого параллелепипеда с одномерным линейным градиентом показателя преломления. Заданная модель показана слева вверху (a). Чтобы получить требуемый градиент показателя преломления, необходимо менять мощность излучения в процессе печати. Направление изменения мощности показано стрелкой. Слева по центру (b) показан процесс печати верхней грани параллелепипеда. Так как изменяется мощность печати, изменяется и размер вокселя. В результате изготовленная структура, показанная справа вверху (c), получает наклонную верхнюю грань и варьируемую толщину, что отличается от заданной модели параллелепипеда. Внизу (d, e, f) продемонстрированы три подхода к устранению несоответствия формы заданной модели и изготовленной структуры. Внизу слева (d) показан первый подход, заключающийся в выделении дополнительного приповерхностного слоя толщиной, сопоставимой с размером вокселя, в котором мощность излучения, следовательно, и размер вокселя, не изменяются. Внизу в центре (e) показан второй подход, в котором предлагается скорректировать траектории движения лазерного луча в процессе экспозиции вблизи граничного слоя с учетом изменяющегося в процессе печати размера вокселя. Пунктирной линией обозначена скорректированная траектория движения лазерного луча вдоль центров вокселей, которая позволит напечатать параллелепипед с плоской верхней гранью. Внизу справа (f) показан третий подход, заключающийся в предварительном ограничении толщины нанесенного на подложку фоточувствительного слоя таким образом, чтобы он точно соответствовал высоте изготавливаемых микроструктур. Тогда в процессе печати высота структуры определяется толщиной нанесенного слоя, а не размерами вокселя.
На фиг. 9 вверху (a, b, c) схематично показан процесс разбиения трехмерной модели на отдельные лазерные траектории. Вверху слева (а) представлена исходная модель в виде куба. Вверху по центру (b) показано разбиение модели на отдельные слои, и вверху справа (c) данные слои расщепляются на отдельные линии. На фиг. 9 внизу (d, e, f) показаны кубические структуры с градиентом показателя преломления. Внизу слева (d) представлено одномерное распределение показателя преломления, продемонстрированное в работе [М.И. Шарипова и др. Создание оптических микроструктур с градиентным показателем преломления методом двухфотонной лазерной литографии //Известия РАН. Серия физическая. - 2023. - Т. 87. - № 6. - С. 807-812]. Направление градиента показателя преломления указано стрелкой, а градации мощности лазерного излучения отмечены оттенком линии. Внизу в центре (e) показано, что аналогичным способом можно достичь двумерного распределения градиента показателя преломления, в котором второе направление градиента будет перпендикулярно разбиению на слои. Внизу справа (f) представлен предлагаемый способ достижения трехмерного градиента показателя преломления, который заключается в дальнейшем разделении линий на отдельные отрезки, соответствующие постоянным значениям мощности экспонирующего излучения.
Позициями на чертежах обозначены:
1 - волоконный лазер;
2 - акустооптический модулятор;
3 - оптическая система контроля максимальной мощности излучения;
4 - полуволновая фазовая пластина;
5 - поляризатор (призма Глана-Тейлора);
6 - светоделительная пластина 1/100 для отведения излучения на фотодиод 6;
7 - фотодиод для регистрации интенсивности лазерного излучения;
8 - гальвозеркало;
9 - телескопическая система;
10 - первая линза в телескопической системе 9;
11 - вторая линза в телескопической системе 9;
12 - светоделительная пластина для заведения излучения на камеру 23;
13 - объектив;
14 - образец с фоторезистом;
15 - система подсветки работы с прозрачными подложками;
16 - собирающая линза для заведения излучения на камеру 12;
17 - светодиод системы подсветки работы с прозрачными подложками;
18 - система подсветки работы с непрозрачными подложками;
19 - светодиод системы подсветки работы с непрозрачными подложками;
20 - светоделительная пластина для заведения подсветки со светодиода 19;
21 - система визуализации;
22 - собирающая линза системы визуализации;
23 - камера системы визуализации;
24 - компьютер, включающий блок построения 3D-модели и ее корректировки с учетом размеров вокселя.
Осуществление изобретения
Заявляемый способ реализуют с использованием установки, обеспечивающей изготовление трехмерных микроструктур с использованием двухфотонной литографии. Установка, реализующая двухфотонную полимеризацию с учетом конечного размера вокселя, представлена на фиг. 4. Для реализации способа в качестве опытной установки использовалась система для изготовления трехмерных микроструктур с использованием двухфотонной литографии с волоконным лазером 1 Toptica FemtoFiber Ultra, генерирующим лазерные импульсы с длительностью в диапазоне 100 фс, частотой повторения 80 МГц, центральной длиной волны 780 нм и мощностью, задаваемой в диапазоне 50-550 мВт. Для быстрой модуляции мощности лазерного излучения использовался кварцевый акустооптический модулятор 2 Isomet M1346c, который меняет эффективность перекачки в первый дифракционный порядок при изменении управляющего напряжения с временем переключения <1 мкс. Максимальная мощность используемого излучения изменялась с точностью до 0.1 мВт оптической системой 3 из поворотной полуволновой фазовой пластины 4 и поляризатора в виде призмы Глана-Тейлора 5. Для контроля мощности излучения использовался измерительный канал: 1/100 часть излучения отводилась при помощи светоделительной пластины 6 и попадала на фотодиод для регистрации интенсивности лазерного излучения 7. Гальвозеркало 8 направляет излучение в контролируемый при помощи пьезоподачи объектив 13, фокусирующий излучения в малый точечный объем (перетяжку) внутри образца с фоторезистом 14. Положение образца относительно перетяжки задается при помощи двухкоординатного гальвозеркала в плоскости XY, перпендикулярной оси распространения излучения Z, и пьезоподачи - вдоль оси распространения излучения Z, таким образом обеспечивается перемещение с субмикронной точностью вдоль трёх координатных осей. Телескопическая система 9, состоящая из линз 10 и 11, используется для расширения диаметра лазерного луча под входную апертуру объектива. Экспозиция (засветка) фоторезиста производилась путем вариации подаваемой мощности от 0 до заданного максимального значения путём задания управляющего напряжения на акустооптическом модуляторе 2 и трехмерного перемещения перетяжки в объёме фоторезиста, нанесенного на подложку, согласно заданной трехмерной модели изготавливаемой структуры с контролируемой мощностью излучения и скоростью перемещения. Для контроля процесса изготовления использовались две системы подсветки, каждая из которых заводит в объектив вспомогательное низкоинтенсивное световое излучение на длине волны 750 нм, не приводящей к модификации фоторезиста. Для работы с прозрачными подложками использовалась система подсветки 15, состоящая из светодиода 17 и собирающей линзы 16, которая фокусировала вспомогательное освещение в области экспонирования образца с фоторезистом 14, далее свет проходил сквозь подложку заводился в объектив 13. Для работы с непрозрачными подложками использовалась система подсветки 18, состоящая из светодиода 17 и светоделительной пластины 20, которая заводила вспомогательное освещение в объектив 13, затем оно фокусировалось в области экспонирования образца с фоторезистом 14, отражалось от подложки и распространялось в обратном направлении. С помощью светоделительной пластины 12 часть излучения с объектива попадала в систему визуализации 21, состоящую из собирающей линзы 22 и камеры 23, подключенной к компьютеру. Таким образом, процесс экспонирования можно было отслеживать в реальном времени. Управление процессом экспонирования осуществлялось в программной среде LabView при помощи компьютера 24, включающего блок построения 3D-модели и ее корректировки с учетом размеров вокселя. Характерные значения мощности и скорости лазерного излучения варьировались в диапазонах 0,5-30 мВт и 100-5000 мкм/с, соответственно. Диапазон мощностей задается снизу пороговым значением предела фотополимеризации и сверху значением, при котором наблюдается перегрев и деградация фоторезиста. Рабочий диапазон скоростей выбирается исходя из требуемого разрешения и общих размеров печатаемой модели.
Для достижения технического результата классическая установка двухфотонной литографии была модифицирована. В частности, в оптической схеме предусмотрено использование акустооптического модулятора 2 в режиме пропускания первого дифракционного максимума вместо нулевого и добавление системы подсветки 18 в режиме отражения от подложки.
Акустооптический модулятор при подаче на него управляющего напряжения генерирует акустическую волну, которая наводит в рабочем теле модулятора дифракционную решетку и перераспределяет энергию падающего на него излучения между дифракционными порядками. При этом в отсутствие управляющего напряжения (когда оно равно нулю) свет проходит сквозь модулятор без изменения направления, в сторону нулевого дифракционного порядка. Таким образом, при изменении управляющего напряжения интенсивность лазерного излучения, проходящего в направлении первого дифракционного максимума, меняется от нуля до около 80% от величины входного значения при максимальной эффективности наводящейся решетки, в время как в нулевом дифракционном порядке эффективность меняется от 99% до 1-3% от входного значения, то есть модулируется не до нулевого значения. Использование модулятора в данном режиме прохождения первого дифракционного максимума позволяет достичь минимальной проходящей мощности излучения не более 0,1% от максимальной проходящей мощности, в то время как режим прохождения нулевого дифракционного порядка приводит к минимальной проходящей мощности излучения величиной порядка 1-3% от максимальной проходящей мощности, что является менее предпочтительным. Соответственно, данная модификация схемы уменьшает фоновую засветку образца и повышает общую точность изготовления структур предлагаемым способом.
Помимо этого, в конструкцию установки была добавлена система подсветки в режиме отражения от подложки, которая состоит из источника неактиничного света, использующегося для вспомогательной подсветки образца, и светоделительной пластины, заводящей данное излучение в оптическую схему перед фокусирующим объективом. Данное изменение позволяет визуализировать процесс печати для случая непрозрачных подложек, выполненных, например, из кремния, алюминия и прочих материалов. Такие подложки используются в том числе для работы с рентгеновскими оптическими элементами. В установке реализованы два основных режима скорости печати: низкая скорость печати для случаев изготовления небольших микроструктур с высоким разрешением и высокая скорость печати для крупных гладких микроструктур, в которых нет субмикронных особенностей рельефа. Для более сложных геометрий микроструктур рекомендуется комбинировать режимы печати, используя высокую скорость для быстрой печати больших объемов и низкую скорость для участков с субмикронными особенностями рельефа. Данный подход позволит оптимизировать время печати и при этом сохранить высокое разрешение.
Ниже представлено детальное описание каждого этапа способа изготовления оптических элементов с трехмерным градиентом показателя посредством 3D-печати методом двухфотонной литографии.
1. На первом этапе осуществляют построение исходной 3D-модели изготавливаемой микроструктуры. В качестве такой модели может быть использована модель в формате файла stl (stereolithography), которая может быть создана как в написанном программном коде, так и в произвольном трёхмерном графическом редакторе: Autodesk Inventor, 3D-MAX, «КОМПАС», Cura и т.д. В модели определяют поверхность изготавливаемой структуры, причем ось z совпадает с направлением распространения лазерного излучения в процессе экспонирования. Каждой точке каждого слоя модели присваивают определенное значение показателя преломления, который необходимо получить в изготавливаемой структуре, которое с учетом калибровки трансформируется в значение мощности лазерного излучения в процессе печати, и далее в значение управляющего напряжения.
2. Далее задают оптические параметры процесса экспонирования двухфотонной литографии для изготовления требуемой микроструктуры по модели. Для известной системы прецизионной печати задают оптические параметры процесса экспонирования двухфотонной литографии для изготовления требуемой микроструктуры, такие как параметры объектива (увеличение и числовая апертура); длина волны, длительность импульса, мощность и поляризация излучения; время экспонирования или скорость движения луча. Также задают вид фоторезиста и другие параметры, влияющие на размер вокселя. Для получения градиента показателя преломления необходимо задать пространственное распределение интенсивности в 3D-модели. Предварительно измеряют кривую соответствия показателя преломления от мощности лазерного излучения при заданных параметрах печати. Данная кривая может быть как линейной зависимостью, так и выходить на насыщение в зависимости от используемых параметров печати, то есть иметь нелинейный характер.
3. Исходную модель разбивают на слои, расположенные параллельно подложке (точнее, плоскости XY) с шагом между слоями, имеющий размер, сопоставимый с размером вокселя вдоль оси Z, и состоящие из линий, расстояние между которыми также сопоставимо с размером вокселя перпендикулярно оси Z. Данный этап может быть реализован с использованием оригинального кода или коммерческого программного обеспечения, например, DeScribe, Simplify 3D. Задание трехмерного градиента показателя преломления выполняют на этапе расщепления трехмерной модели на отдельные линии, соответствующие траекториям движения лазерного луча, расстояние между которыми не превышает размер вокселя в соответствующем направлении. После этого вводилось дополнительное расщепление линий на отдельные отрезки, соответствующие постоянным значениям мощности экспонирующего излучения. Длина такого отдельного отрезка ограничена снизу размером вокселя. Между отрезками в процессе печати переключают мощность лазерного излучения путем изменения управляющего напряжения на акустооптическом модуляторе. Подобная стратегия возможна только при условии быстрого переключения мощности, иначе процесс печати будет слишком медленный, и на концах отрезков появятся нежелательные краевые эффекты, связанные с несогласованностью скорости движения луча и скоростью переключения мощности. Характерное время переключения акустооптического модулятора составляет величину порядка 1 мкс, при скорости движения лазерного луча 1000 мкм/с перемещение в процессе переключения составит величину порядка 1 нм, то есть не более 1% от размера вокселя.
На фиг. 9 (a, b, c) схематически показан процесс разбиения трехмерной модели на отдельные лазерные траектории. На фиг. 9 (a) представлена исходная модель в виде куба. На фиг. 9 (b) показано разбиение модели на отдельные слои, и на фиг. 9 (c) данные слои расщепляются на отдельные линии. На фиг. 9 внизу показаны кубические структуры с градиентом показателя преломления. На фиг. 9 (d) представлено одномерное распределение показателя преломления, продемонстрированное в работе [М.И. Шарипова и др. Создание оптических микроструктур с градиентным показателем преломления методом двухфотонной лазерной литографии //Известия РАН. Серия физическая. - 2023. - Т. 87. - №. 6. - С. 807-812]. Направление градиента показателя преломления указано стрелкой, а градации мощности лазерного излучения отмечены оттенком линии. На фиг. 9 (e) показано, что аналогичным способом можно достичь двумерного распределения градиента показателя преломления, в котором второе направление градиента будет перпендикулярно разбиению на слои. На фиг. 9 (f) представлен предлагаемый способ достижения трехмерного градиента показателя преломления, который заключается в дальнейшем разделении линий на отдельные отрезки, соответствующие постоянным значениям мощности экспонирующего излучения.
По окончании данного этапа в каждом слое выделяют отрезки точек равной мощности печати, и, объединяя такие отрезки в одном слое, формируют траектории перемещения фокальной точки лазерного луча по каждому слою, состоящие из точек равной мощности. В процессе печати за счет изменения управляющего напряжения изменяется мощность лазера при переходе от одного отрезка к другому в соответствии с ранее заданными траекториями и переключениями управляющего напряжения, предпочтительно, от наименьшего значения мощности к наибольшему или наоборот. Таким образом оптимизируется последовательность прохождения отдельных отрезков в слое за счет последовательного прохождения отрезков с заданной одинаковой мощностью излучения и затем переключения на следующую мощность и прохождения соответствующего набора отрезков.
4. На данном этапе производят экспонирование фоторезиста лазерным излучением согласно заданным траекториям движения лазерного луча и оптическим параметрам процесса экспонирования двухфотонной литографии. Градиент показателя преломления задают изменением мощности лазерного излучения за счет контролирующего напряжения, подаваемого на акустооптический модулятор. Перед экспонированием подготавливают подложку с фоторезистом, в которой будет формироваться микроструктура. В качестве прозрачной подложки можно использовать стекло, мембрану на основе кремния либо углерода и другие прозрачные подложки с характерным поперечным размером не менее размеров исходной модели для печати. В качестве непрозрачной подложки возможно использование различных материалов: кремний, металлы, торец оптического волновода и пр. Для улучшения адгезии фоторезиста рекомендуется предварительная очистка подложки и нанесение адгезива.
В качестве фоторезиста возможно использование произвольного фоторезиста, применимого для метода двухфотонной литографии, в том числе оригинальных и коммерчески доступных фоторезистов, например SU-8, OrmoComp, SZ2080, IP-Dip, IP-S. Для контроля толщины нанесенного фоторезиста можно использовать спинкоатер либо спейсер (вспомогательная вставка заданной толщины) в конфигурации ячейки. Процесс нанесения фоторезиста и все последующие этапы до окончания проявки необходимо проводить в отсутствие излучения, способного полимеризовать фоторезист (за исключением целенаправленного излучения в процессе экспонирования методом двухфотонной полимеризации).
Для увеличения контраста показателя преломления можно использовать фоторезист, допированный наночастицами. Данный прием увеличивает значения показателя преломления, что также увеличит и контраст показателя преломления. В качестве материала наночастиц можно использовать среды с большим чем у фоторезиста показателем преломления, такие как SiO2, TiO2, GaAs, GaN, Fe3O4 и пр. Также можно использовать комбинированную структуру пористый материал/фоторезист.
5. После экспонирования подложку с фоторезистом помещают в проявитель для удаления неэкспонированного фоторезиста. В качестве проявителя может использоваться любой проявитель, применимый для проявки данного фоторезиста, как созданный самостоятельно, так и коммерчески доступный, например, ацетон, изопропиловый спирт, mr-Dev, OrmoDev, PGMEA, метилизобутил кетон. Также возможно использование комбинации из нескольких проявителей. В зависимости от вида проявителя, конфигурации фоторезиста на подложки, типа подложки, объема напечатанных структур, время проявки может меняться от нескольких минут до нескольких суток. Для ускорения процесса проявки возможно использование орбитального шейкера, задающего периодические вращательные движения в ёмкости с проявителем. Для улучшения механических свойств изготовленных структур возможно применение дополнительных методов постпроявки, таких как облучение ультрафиолетовым светом, нагревание, напыление, плазменное травление и пр.
Заявляемый способ позволяет существенно увеличить контраст показателя преломления в изготовленных ГРИН-микроструктурах: до 0,09 для длины волны 1050 нм (фиг. 3). Данное значение близко к максимально достижимому в сплошном полимере.
Для дальнейшего увеличения контраста показателя преломления использовалась комбинированная структура пористый материал/фоторезист. Для этого используют подложку из прозрачного пористого материала, например оксида кремния, который становится пористым при использовании электрохимического травления кремния с последующим отжигом. Размер пор обычно составляет величину 30-400 нм, а пористость составляет 10-80% по объёму, причем данные значения перестраиваются путем изменения тока травления и других параметров. Тогда достижимый контраст показателя преломления составляет величину, равную  , где
, где  - показатель преломления полимеризованного фоторезиста,
- показатель преломления полимеризованного фоторезиста,  - показатель преломления пустых пор, равен 1 для воздуха или вакуума, P - пористость, отношение объёма пор к полному объёму,
- показатель преломления пустых пор, равен 1 для воздуха или вакуума, P - пористость, отношение объёма пор к полному объёму,  , в случае упорядоченных сквозных пор пористость равна отношению диаметра пор к их периоду.
, в случае упорядоченных сквозных пор пористость равна отношению диаметра пор к их периоду.
Так как характерный нанометровый размер пор меньше длины волны, в процессе печати комбинированная структура пористый материал/фоторезист выступает как оптически однородная эффективная среда, таким образом процесс экспонирования совпадает со случаем, когда используется чистый полимер. Для помещения фоторезиста в поры используют вакуумную камеру: фоторезист наносится на пористый материал, затем помещается в вакуумную камеру, где воздух откачивается и уходит из пор, и они заполняются фоторезистом. Вакуумная откачка оптимальна для заполнения пор, однако существуют и другие способы, такие как центрифугирование либо использование внешнего давления.
Разрешение метода двухфотонной литографии, определяется в первую очередь размером вокселя. Воксель - это минимальный полимеризуемый объём фоторезиста при заданных параметрах печати. Воксель представляет собой вытянутый вдоль оптической оси объектива эллипсоид вращения [H.B. Sun et al. "Experimental investigation of single voxels for laser nanofabrication via two-photon photopolymerization." Applied Physics Letters 83.5 (2003): 819-821] c характерными размерами от сотен нанометров. Размер вокселя меняется с изменением параметров печати, таких как мощность и скорость лазерного излучения, числовая апертура используемого объектива, тип используемого фоторезиста. Например, продольный и поперечный размеры вокселя, соответствующие размерам вдоль и поперек оптической оси, растут с увеличением мощности лазерного излучения. Также с увеличением мощности излучения воксель становится все более вытянутым, то есть скорость роста продольного размера вокселя выше скорости роста его поперечного размера.
На фиг. 8 (a, b, c) схематически проиллюстрирована проблема расхождения заданной формы поверхности структуры с получающейся при изготовлении формой и на фиг. 8 (d, e, f) представлены варианты решения данной проблемы. Иллюстрации основаны на примере простого параллелепипеда с одномерным линейным градиентом показателя преломления. Заданная модель для показана на фиг. 8 (a). Чтобы получить требуемый градиент показателя преломления, необходимо менять мощность излучения в процессе печати. Направление изменения мощности показано стрелкой. На фиг. 8 (b) показан процесс печати верхней грани параллелепипеда. Так как изменяется мощность печати, изменяется и размер вокселя. В результате изготовленная структура, показанная на фиг. 8 (c), получает наклонную верхнюю грань и варьируемую толщину, что отличается от заданной модели параллелепипеда. Внизу на фиг. 8 продемонстрированы три подхода к устранению несоответствия формы заданной модели и изготовленной структуры. На фиг. 8 (d) показан первый подход, заключающийся в выделении дополнительного приповерхностного слоя толщиной, сопоставимой с размером вокселя, в котором мощность излучения, следовательно и размер вокселя, не изменяются. Данный подход увеличивает размеры структуры за счет использования дополнительного слоя. На фиг. 8 (e) показан второй подход, в котором предлагается скорректировать траектории движения лазерного луча в процессе экспозиции вблизи граничного слоя с учетом изменяющегося в процессе печати размера вокселя. Пунктирной линией обозначена скорректированная траектория движения лазерного луча вдоль центров вокселей, которая позволит напечатать параллелепипед с плоской верхней гранью. Скорректированная с учетом изменяющихся размеров вокселя траектория движения лазерного луча определяется согласно заданной системе параметрических уравнений для задания скомпенсированной поверхности фигуры:
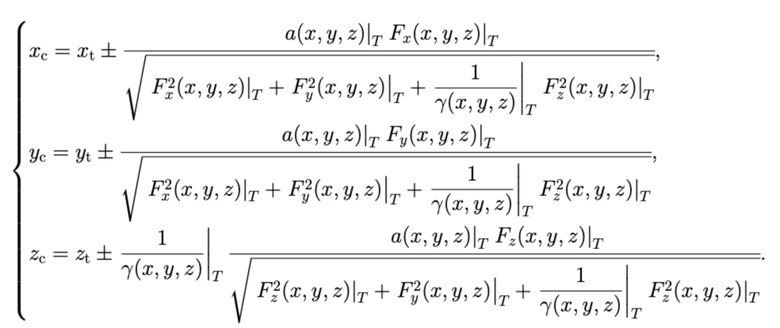
где C (xc, yc, zc) - точка, соответствующая центру эллипсоидного вокселя, задающая скорректированные лазерные траектории;
T (xt, yt, zt) - точка, соответствующая точке касания эллипсоидного вокселя и поверхности изготавливаемой микроструктуры, задающая поверхность исходной 3D-модели;
F(x, y, z) - функция поверхности исходной 3D-модели, F (xt, yt, zt)=0;
Fx(x, y, z), Fy(x, y, z), Fz(x, y, z) - частные производные функции F(x, y, z) по переменным x, y, z, соответственно;
a(x, y, z), b(x, y, z) - размеры малой и большой полуосей эллипсоидного вокселя, соответственно, которые изменяются в соответствии с заданным распределением градиента показателя преломления;
γ=(a(x,y,z)/b(x,y,z))2 - соотношение малой и большой осей эллипсоидального вокселя.
Данный метод является универсальным, однако для его используется необходимо предварительно определить зависимость размера вокселя от заданной мощности излучения, что требует изготовления дополнительных калибровочных образцов.
На фиг. 8 (f) показан подход, заключающийся в предварительном ограничении толщины нанесенного на подложку фоточувствительного слоя таким образом, чтобы он точно соответствовал высоте изготавливаемых микроструктур. Тогда в процессе печати высота структуры определяется толщиной нанесенного слоя, а не размерами вокселя. Данный метод подойдет только для моделей с плоской верхней гранью.
Для изготовления ГРИН-элементов для рентгеновского диапазона проводят дополнительную калибровку, чтобы определить шкалу соответствия результирующего показателя преломления в рентгеновском диапазоне длин волн от заданной мощности лазерного излучения при заданных параметрах печати. Для этого непосредственно измеряют показатель преломления либо его декремент в рентгеновском диапазоне длин волн для массива изготовленных при разной мощности калибровочных образцов. Или определяют зависимость плотности изготавливаемых структур от заданной мощности лазерного излучения и дальнейшее вычисление декремента показателя преломления. Декремент показателя преломления можно вычислить по формуле  , где Na - число Авогадро, r0 - классический радиус электрона, постоянная 2,8*10-15 м, λ - длина волны рентгеновского излучения, ρ - плотность материале, Z - зарядовое число, A - атомное число. Например, для фоторезиста SZ2080 контраст декремента показателя преломления для длины волны 2Å составляет
, где Na - число Авогадро, r0 - классический радиус электрона, постоянная 2,8*10-15 м, λ - длина волны рентгеновского излучения, ρ - плотность материале, Z - зарядовое число, A - атомное число. Например, для фоторезиста SZ2080 контраст декремента показателя преломления для длины волны 2Å составляет  . Фокусное расстояние одиночной рентгеновской ГРИН-линзы с классическим квадратичным распределением показателя преломления определяется по формуле
. Фокусное расстояние одиночной рентгеновской ГРИН-линзы с классическим квадратичным распределением показателя преломления определяется по формуле  , где L - входная апертура (диаметр) линзы, d - толщина линзы,
, где L - входная апертура (диаметр) линзы, d - толщина линзы,  =Δn - контраст показателя преломления между центром и краем линзы, при этом показатель преломления изменяется по закону
=Δn - контраст показателя преломления между центром и краем линзы, при этом показатель преломления изменяется по закону  . Для увеличения контраста в рентгеновском диапазоне из-за малой абсолютной величины декремента показателя преломления целесообразно использовать комбинированную структуру фоторезист/пористый материал. Тогда контраст пропорционален пористости материала подложки: =
. Для увеличения контраста в рентгеновском диапазоне из-за малой абсолютной величины декремента показателя преломления целесообразно использовать комбинированную структуру фоторезист/пористый материал. Тогда контраст пропорционален пористости материала подложки: =  .
.
При формировании микроструктуры с характерным размером особенностей меньше 1 мкм (субмикронным разрешением) печать ведется со скоростью перемещения луча от 100 до 1000 мкм/с, а при формировании микроструктуры общим размером более 100 мкм с гладкими поверхностями (печати микроструктур с большим объемом) печать ведется со скоростью перемещения луча от 1000 до 5000 мкм/с. Введение различных режимов печати связано с тем, что при скоростях выше 1000 мкм/с размер вокселя становится больше 1 мкм, что ухудшает разрешение печати и затрудняет изготовление микроструктур с субмикронными особенностями рельефа. При этом для быстрой печати объемных деталей обычно применяются высокие скорости, которые позволяют сократить время печати.
Пример конкретного выполнения
Посредством представленного способа был изготовлен массив ГРИН-линз цилиндрической формы диаметром 30 мкм и высотой 30 мкм с заданным квадратичным распределением показателя преломления, соответствующим обычной фокусирующей линзе. На фиг. 2 показаны фотографии изготовленных ГРИН-линз, сделанные при помощи оптического микроскопа. На фиг. 3 черными точками представлены измерения показателя преломления в зависимости от расстояния до центра линзы в изготовленных ГРИН-линзах, измеренные при помощи оптической когерентной микроскопии. Красной линией отмечен градиент показателя преломления, заданный в процессе изготовления ГРИН-линзы. Достигнутый контраст показателя преломления составляет 0,09. Для массива из 10 ГРИН-линз с диаметром 20 мкм и толщиной 10 мкм (общая толщина 100 мкм), изготовленных в материале с пористостью 50%, фокусное расстояние составляет 63 см. Данные параметры являются как достижимыми, так и конкурентоспособными для рентгеновских оптических элементов. При этом массив ГРИН-микролинз в вертикальной геометрии можно задать только при наличии трехмерного градиента показателя преломления.
Посредством представленного способа также был изготовлен массив волноводных схем. На фиг.6 показаны: схема волноводного демультиплексора на основе кольцевого резонатора с постоянным показателем преломления (вверху слева), схема волноводного демультиплексора на основе кольцевого резонатора с градиентным показателем преломления (вверху справа), график зависимости пропускания системы Pout/Pin от величины управляющей мощности Pc (внизу слева), микрофотография изготовленного волноводного демультиплексора на основе кольцевого резонатора с градиентным показателем преломления (внизу справа). Входная мощность Pin после прохождения через систему преобразуется в Pout, при этом контроль величины пропускания может осуществляться за счет Pc. Для демонстрации работы мультиплексора использовались следующие параметры: излучение с длиной волны 800 нм, мощностью 1 мВт и горизонтальной входной поляризацией, радиус кольцевого резонатора 6,7 мкм, толщина волновода 0,6 мкм, высота 0,75 мкм. Показатель преломления материала сплошного волновода – 1,6, в качестве градиентного волновода использовалась структура из центральной жилы с показателем преломления 1,7 и обкладки с показателем преломления 1,6. Изготавливаемые модели корректировались путем ограничения максимальной толщины фоточувствительного слоя.
Изготовление ГРИН-элементов в пористом материале.
На фиг. 7 слева показано изображение торца пористой подложки, полученное методом сканирующей электронной микроскопии. Средний диаметр пор - 100 нм, период - 210 нм. Для изготовления комбинированного материала в поры помещался фоторезист OrmoComp в установке FemtoScience Cute-2MPR. Экспонирование в процессе двухфотонной полимеризации производилось в стандартном режиме. После экспонирования подложка проявлялась 24 часа в изопропиловом спирте. На фиг. 7 справа показана микрофотография массива кольцевых резонаторов с прямоугольным сечением, отмеченная размерная шкала составляет 20 мкм. Изготавливаемые модели корректировались путем выделения в модели поверхностного слоя с постоянным размером вокселя.
Таким образом, заявляемый способ позволяет обеспечить создание трехмерных микроструктур произвольной формы со сложным градиентом преломления как в оптическом, так и в рентгеновском диапазоне длин волн, обладающих высоким контрастом показателя преломления - до значений 0,09 и более, что в известных аналогах и прототипе реализовать невозможно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ПРЕЦИЗИОННОЙ АДДИТИВНОЙ ПЕЧАТИ ТРЕХМЕРНЫХ СТРУКТУР (ВАРИАНТЫ) | 2021 |
|
RU2796486C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ПРЕЦЕЗИОННОЙ АДДИТИВНОЙ ПЕЧАТИ ТРЕХМЕРНЫХ СТРУКТУР | 2022 |
|
RU2804779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИРОЛИЗОВАННЫХ ЛИНЗ ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2020 |
|
RU2756103C1 |
| ЛИНЗА ДЛЯ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 2017 |
|
RU2692405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ С ИСПОЛЬЗОВАНИЕМ МИКРОСТЕРЕОЛИТОГРАФИЧЕСКОЙ 3D-ПЕЧАТИ | 2021 |
|
RU2783178C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ МУЛЬТИМОДАЛЬНОЙ СТРУКТУРЫ МЕТОДОМ ЛАЗЕРНОЙ ИНТЕРФЕРЕНЦИОННОЙ ЛИТОГРАФИИ | 2016 |
|
RU2654318C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ЭЛЕМЕНТА СО СВЕТОРАССЕИВАЮЩИМИ СТРУКТУРАМИ | 2015 |
|
RU2705635C2 |
| ОПТИЧЕСКИ ИЗМЕНЯЕМОЕ ЗАЩИТНОЕ УСТРОЙСТВО | 2007 |
|
RU2431571C2 |
| МУЛЬТИФОКАЛЬНАЯ ИНТРАОКУЛЯРНАЯ ЛИНЗА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2303961C1 |
| СПОСОБ ПОЛНОСТЬЮ ОПТИЧЕСКОЙ МОДУЛЯЦИИ СВЕТА С ПОМОЩЬЮ МИ-РЕЗОНАНСНЫХ СТРУКТУР НА ОСНОВЕ ПРЯМОЗОННЫХ ПОЛУПРОВОДНИКОВ | 2016 |
|
RU2653187C1 |



Изобретение относится к изготовлению микроразмерных оптических элементов с градиентом показателя преломления, которые могут использоваться для фокусировки и коллимации световых пучков и других задач по управлению электромагнитным излучением в видимом и рентгеновском диапазоне длин волн. Технический результат, достигаемый при использовании заявляемого изобретения, заключается в обеспечении возможности изготовления оптических элементов произвольной формы со сложным градиентом показателя преломления, в том числе и для рентгеновского излучения. Технический результат достигается в результате реализации модифицированного способа 3D-печати микроэлементов с использованием двухфотонной полимеризации, который позволяет изготовить микроструктуры произвольной формы. Локальное изменение мощности используемого излучения в процессе печати приводит к разной степени конверсии мономеров в полимерный материал, и, следовательно, к разной величине показателя преломления. 13 з.п. ф-лы, 9 ил., 1 пр.
1. Способ изготовления трехмерных оптических микроструктур с градиентом показателя преломления, включающий нанесение на подложку фоторезиста с последующим ее экспонированием, обеспечивающим печать микроструктуры сфокусированным лазерным излучением в режиме двухфотонной литографии с последующей проявкой экспонированной структуры, отличающийся тем, что предварительно осуществляют следующие этапы:
- построение исходной 3D-модели изготавливаемой микроструктуры в системе координат XYZ,
- формирование пространственного распределения показателя преломления в 3D-модели, для чего каждой точке модели присваивают определенное значение мощности печати,
- модель разбивают на слои, расположенные параллельно плоскости XY, с шагом между слоями, имеющими размер, сопоставимый с размером вокселя вдоль оси Z, и состоящие из линий, расстояние между которыми также сопоставимо с размером вокселя,
- задание распределения показателя преломления в 3D-модели, для чего в каждом слое выделяют отрезки точек равной мощности печати, и, объединяя такие отрезки в одном слое, формируют траектории перемещения фокальной точки лазерного луча по каждому слою, состоящие из точек равной мощности,
- экспонирование лазерным излучением осуществляют согласно полученным траекториям движения лазерного луча по слоям и оптическим параметрам процесса экспонирования двухфотонной литографии,
- удаление лишнего объема фоторезиста путем помещения экспонированного образца в проявитель, удаляющий неполимеризованные области фоторезиста.
2. Способ по п.1, отличающийся тем, что при изготовлении микроструктуры с градиентом показателя преломления в оптическом диапазоне определяют калибровочную кривую соответствия относительной мощности излучения в процессе печати и результирующего показателя преломления для заданного диапазона длин волн и задают модель оптической микроструктуры с градиентом показателя преломления в соответствии с проведенной калибровкой.
3. Способ по п.1, отличающийся тем, что при изготовлении микроструктуры с градиентом показателя преломления в рентгеновском диапазоне определяют калибровочную кривую соответствия относительной мощности излучения в процессе печати и декремента показателя преломления для заданного диапазона длин волн и задают модель рентгеновской микроструктуры с градиентом показателя преломления в соответствии с проведенной калибровкой.
4. Способ по п.1, отличающийся тем, что при формировании траекторий движения лазерного луча для изготовления структуры с градиентом показателя преломления и последующем экспонировании печать ведут с изменением мощности печати от минимального значения к максимальному или наоборот.
5. Способ по п.1, отличающийся тем, что на исходной 3D-модели выделяют внешний граничный слой, характеризующийся постоянными размером вокселя, характеризующим параметры печати, для повышения точности соответствия поверхности получаемой структуры заданной модели.
6. Способ по п.1, отличающийся тем, что для повышения точности соответствия поверхности получаемой структуры заданной модели поверхность модели корректируют путем изменения координат центров граничных вокселей с учетом распределения размеров граничных вокселей.
7. Способ по п.1, отличающийся тем, что в качестве фоторезиста используют Ormocomp, SZ2080 или IP-Dip, SU-8, или их комбинацию.
8. Способ по п.1, отличающийся тем, что в качестве фоточувствительного материала используют фоторезист в прозрачном для экспонирующего излучения пористом материале с долей пор 10-80% по объёму и диаметром пор 30-400 нм, например, пористый кварц.
9. Способ по п.1, отличающийся тем, что скорость перемещения луча в процессе печати выбрана в диапазоне от 100 до 5000 мкм/с с шагом 100 мкм/с.
10. Способ по п.1, отличающийся тем, что для получения микроструктуры с элементами модели размером менее 1 мкм печать ведут со скоростью перемещения луча от 100 до 1000 мкм/с.
11. Способ по п.1, отличающийся тем, что для получения микроструктуры общим размером более 100 мкм с гладкими поверхностями печать ведут со скоростью перемещения луча от 1000 до 5000 мкм/с.
12. Способ по п.1, отличающийся тем, что в процессе печати ведут визуальный контроль процесса печати с использованием средства освещения как в режиме пропускания сквозь подложку при ее прозрачности, так и в режиме отражения от неё при использовании непрозрачной подложки.
13. Способ по п.1, отличающийся тем, что в процессе печати для быстрого переключения мощности лазерного излучения используют акустооптический модулятор, который при изменении управляющего напряжения перераспределяет мощности изучения в дифракционных порядках.
14. Способ по п.1, отличающийся тем, что контраст показателя преломления в оптическом диапазоне длин волн в полученной структуре составляет от 0,001 до 0,09.
| US 20220390651 A1, 08.12.2022 | |||
| KR 100656253 B1, 11.12.2006 | |||
| US 9435918 B2, 06.09.2016 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНОЙ ОПТИЧЕСКОЙ ВОЛНОВОДНОЙ СТРУКТУРЫ | 2015 |
|
RU2617455C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКСПОНИРОВАННОЙ ПОДЛОЖКИ | 2004 |
|
RU2344455C2 |

