ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к курительной системе. УРОВЕНЬ ТЕХНИКИ
[0002] В предшествующем уровне техники известен ароматический ингалятор для вдыхания ароматических и других подобных веществ без сжигания материала. Ароматический ингалятор содержит, например, камеру, в которой находится ароматизирующее изделие, и нагреватель, который нагревает ароматизирующее изделие, находящееся в камере (например, см. ПЛ 1-3).
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003] ПЛ 1: Перевод на японский язык опубликованной международной патентной заявки РСТ №2001/521123
ПЛ 2: Патент Японии №5963375
ПЛ 3: Международная публикация WO 2016/207407
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] В соответствии с первым аспектом настоящего изобретения, предложена курительная система, содержащая расходную часть, содержащую курительное вещество, и устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий расходную часть, помещенную в камеру. Камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, сжимающий часть расходной части, и несжимающий элемент. Сжимающий элемент и несжимающий элемент имеют внутреннюю поверхность и наружную поверхность. Нагревательный блок расположен на наружной поверхности сжимающего элемента. Внутренняя поверхность сжимающего элемента также может называться сжимающей поверхностью, которая сжимает расходную часть, а внутренняя поверхность несжимающего элемента также может называться несжимающей поверхностью, которая не сжимает расходную часть.
[0005] В соответствии с первым аспектом, расходная часть расположена по существу рядом с нагревательной поверхностью (внутренней поверхностью сжимающего элемента), и, следовательно, тепло от нагревательного блока может эффективно передаваться к расходной части. Следует отметить, что расходная часть содержит курительное вещество, в том числе табачные и нетабачные вещества. Расходная часть может содержать или не содержать мундштук. Расходная часть, который содержит мундштук, может представлять собой расходную часть в виде стержня, напоминающего обычную сигарету, содержащую в качестве курительного вещества табак или подобное вещество. Расходная часть, которая не содержит мундштук, может представлять собой расходную часть, в которой само курительное вещество, такое как табак, спрессовано в форме таблетки и т.п., или расходную часть, в которой курительное вещество завернуто в воздухопроницаемый материал, такой как нетканое полотно, или листовой материал, такой как бумага. Кроме того, нагревательный блок может также содержать нагревательный элемент. Камера может представлять собой, например, цилиндрический контейнер с дном или цилиндрический объект без дна. Камера предпочтительно сформирована с использованием материала, такого как металл с высокой теплопроводностью, например, нержавеющая сталь. Такая конструкция обеспечивает возможность эффективного нагревания. Стенки камеры предпочтительно имеют равномерную толщину (включая случай, когда толщина по существу равномерна). Такая конструкция позволяет равномерно распределять тепло по всей камере. Толщина камеры равна или больше 0,04 мм и меньше или равна 1,00 мм, например, предпочтительно равна или больше 0,04 мм и меньше или равна 0,50 мм, более предпочтительно равна или больше 0,05 мм и меньше или равна 0,10 мм.
[0006] Нагревательный блок предпочтительно расположен без зазора с наружной поверхностью сжимающего элемента (без зазора между наружной поверхностью сжимающего элемента и нагревательным блоком). В настоящем документе отсутствие зазора также понимается как означающее, что зазора по существу нет. При такой конструкции нагревательный блок находится вблизи наружной поверхности сжимающего элемента, и поэтому тепло от нагревательного блока может передаваться к расходной части еще эффективнее. Следует отметить, что нагревательный блок может также содержать адгезионный слой. В этом случае нагревательный блок, содержащий адгезионный слой, предпочтительно расположен без зазора с наружной поверхностью сжимающего элемента.
[0007] Отверстие предпочтительно может вмещать расходную часть без сжатия последней. При такой конструкции расходную часть можно легко вставить в камеру. Форма отверстия в камере в плоскости, ортогональной продольному направлению камеры, или, другими словами, направление, в котором расходная часть вставляется в камеру, или направление, в котором в целом проходят стенки камеры (далее просто обозначает продольное направление камеры), может иметь многоугольную или эллиптическую форму, но предпочтительно имеет круглую форму. При такой конструкции расходную часть можно легко вставить в отверстие.
[0008] Внутренняя окружная длина фиксирующего элемента предпочтительно такая же, как и наружная окружная длина расходной части перед ее сжатием сжимающим элементом. Следует отметить, что в настоящем документе «такая же» включает случай, когда она по существу такая же. «По существу такая же» относится к состоянию, в котором разница между внутренней окружной длиной фиксирующего элемента и наружной окружной длиной расходной части перед сжатием сжимающим элементом имеет значение в пределах ±6% внутренней окружной длины фиксирующего элемента, например, предпочтительно в пределах ±4%, более предпочтительно в пределах ±2%. Как описано выше, фиксирующий элемент содержит сжимающий элемент и несжимающий элемент. В случае, когда внутренняя окружная длина фиксирующего элемента и наружная окружная длина расходной части по существу одинаковы, часть расходной части сжимается сжимающим элементом, в результате чего наружная окружная форма расходной части приблизительно соответствует форме внутреннего поперечного сечения фиксирующего элемента. По сравнению со случаем, в котором внутренняя окружная длина и внутренняя окружная форма фиксирующего элемента такие же, как и наружная окружная длина и наружная окружная форма расходной части, в этой курительной системе образуется место, в котором расходная часть сжимается сжимающим элементом и, следовательно, эффективность передачи тепла от нагревательного блока к расходной части может быть повышена. Кроме того, по сравнению со случаем, в котором наружная окружная длина расходной части меньше, чем внутренняя окружная длина фиксирующего элемента, внутренняя окружная поверхность (несжимающая поверхность) фиксирующего элемента по существу касается наружной окружной поверхности расходной части даже в местах, где расходная часть не сжимается, и, следовательно, эффективность теплопередачи от нагревательного блока к расходной части может быть повышена. Кроме того, по сравнению со случаем, в котором наружная окружная длина расходной части больше, чем внутренняя окружная длина фиксирующего элемента, расходная часть может быть плавно вставлена в фиксирующий элемент, а деформацию, обусловленную наружной окружной поверхностью расходной части и плотностью внутри расходной части (например, табака как одного из примеров курительного вещества), можно ослабить. В результате можно ослабить неравномерный нагрев и неравномерность сопротивления затяжке каждой расходной части, которые могут возникать из-за деформации, вызванной плотностью внутри расходной части. Кроме того, можно сказать, что, предпочтительно, внутренняя окружная длина фиксирующего элемента по существу такая же, как и наружная окружная длина расходной части в состоянии сжатия сжимающим элементом, причем за внутреннюю окружную длину фиксирующего элемента может быть принята внутренняя окружная длина в плоскости, ортогональной продольному направлению камеры фиксирующего элемента. Кроме того, за «наружную окружную длину расходной части перед ее сжатием сжимающим элементом» может быть принята наружная окружная длина части наружной окружной длины расходной части перед ее сжатием сжимающим элементом, расположенной в положении, соответствующим внутренней окружной длине фиксирующего элемента относительно продольного направления камеры, когда расходная часть сжимается сжимающим элементом. Кроме того, за «наружную окружную длину расходной части в состоянии ее сжатия сжимающим элементом» может быть принята наружная окружная длина части наружной окружной длины расходной части в состоянии сжатия сжимающим элементом, расположенной в положении, соответствующем внутренней окружной длине фиксирующего элемента относительно продольного направления камеры.
[0009] Наружная окружная поверхность фиксирующего элемента предпочтительно имеет одинаковую форму и размер (наружная окружная длина фиксирующего элемента в плоскости, ортогональной продольному направлению камеры) по всей длине камеры в продольном направлении. Такая конструкция позволяет предотвратить неплотное размещение нагревательного блока на наружной поверхности сжимающего элемента фиксирующего элемента, и в результате нагревательный блок может быть легко установлен на наружной поверхности сжимающего элемента по существу без зазора.
[0010] Когда расходная часть помещается внутрь камеры в требуемое положение, несжимающий элемент предпочтительно касается расходной части в ее несжатом состоянии. В настоящем документе состояние отсутствия сжатия также включает и состояние по существу отсутствия сжатия. При такой конструкции зазор между расходной частью и фиксирующим элементом по существу не создается, и, следовательно, эффективность теплопередачи от нагревательного блока к расходной части может быть дополнительно улучшена и в несжимающем элементе. Несжимающий элемент имеет внутреннюю поверхность, которая соединяется со сжимающим элементом, у которого противоположная внутренняя поверхность является плоской, а внутренняя поверхность несжимающего элемента также может быть криволинейной.
[0011] Внутренняя поверхность несжимающего элемента фиксирующего элемента предпочтительно является криволинейной, соединяющей концы внутренней поверхности сжимающего элемента в окружном направлении камеры. При такой конструкции конструкция курительной системы может быть упрощена, и, кроме того, несжимающий элемент можно легче очищать по сравнению, например, со случаем, когда внутренняя поверхность имеет углы. В случае, когда описанный ниже воздушный зазор образован внутри камеры, воздушный зазор может быть легче очищен по сравнению со случаем, когда внутренняя поверхность имеет, например, углы. Форма внутренней поверхности несжимающего элемента в плоскости, ортогональной продольному направлению камеры, предпочтительно является такой же, как и форма отверстия в плоскости, ортогональной продольному направлению камеры, в любом положении в продольном направлении камеры. Другими словами, внутренняя поверхность несжимающего элемента предпочтительно выполнена так, что внутренняя поверхность камеры, образующая отверстие, проходит в продольном направлении. При такой конструкции конструкция камеры может быть упрощена, и в случае, когда воздушный зазор, описанный ниже, образован внутри камеры, имеется меньше препятствий на пути потока воздуха, поступающего из отверстия камеры. Кроме того, облегчается очистка воздушного зазора. Следует отметить, что «окружное направление камеры» можно также рассматривать как «направление поворота камеры вокруг продольной оси».
[0012] Наружная поверхность сжимающего элемента может быть криволинейной или неровной, но предпочтительно плоской. Следует отметить, что в настоящем документе «плоская поверхность» включает случай по существу плоской поверхности. С точки зрения соотношения плоскостности сжимающего элемента и всей наружной поверхности, состояние, в котором «наружная поверхность сжимающего элемента по существу плоская», относится к состоянию, в котором соотношение плоскостности сжимающего элемента и всей наружной поверхности составляет, например, 80% или больше, предпочтительно 90% или больше, более предпочтительно 95% или больше.
[0013] Поскольку наружная поверхность сжимающего элемента представляет собой плоскую поверхность, при соединении ленточных электродов с нагревательным блоком, расположенным на наружной поверхности сжимающего элемента, можно предотвратить изгиб ленточных электродов, тем самым облегчая размещение электродов внутри устройства. Кроме того, по сравнению со случаем, когда наружная поверхность сжимающего элемента представляет собой криволинейную или неровную поверхность, нагревательный блок можно точно расположить и легко разместить без зазора на наружной поверхности сжимающего элемента.
[0014] Внутренняя поверхность сжимающего элемента предпочтительно представляет собой плоскую поверхность. Такая конструкция облегчает вставление расходной части. В настоящем документе «плоская поверхность» также включает случай по существу плоской поверхности. Кроме того, сжимающий элемент предпочтительно имеет равномерную толщину. При такой конструкции можно применить более равномерный нагрев. В настоящем документе «равномерная толщина» также включает случай, когда толщина по существу равномерна. Толщина сжимающего элемента равна или больше 0,04 мм и меньше или равна 1,00 мм, например, предпочтительно равна или больше 0,04 мм и меньше или равна 0,50 мм, более предпочтительно равна или больше 0,05 мм и меньше или равна 0,10 мм. При такой конструкции могут быть устранены препятствия для эффективной передачи тепла к расходной части из-за слишком большого объема сжимающего элемента, и может быть обеспечен достаточно прочный сжимающий элемент.
[0015] В случае, когда внутренняя поверхность сжимающего элемента представляет собой плоскую поверхность, камера может иметь только один сжимающий элемент, но, предпочтительно, в окружном направлении камера имеет два или большее количество сжимающих элементов. При такой конструкции расходная часть сжимается в двух или большем количестве мест в окружном направлении камеры, и, следовательно, расходная часть может быть нагрета полностью и равномерно.
[0016] Фиксирующий элемент содержит два сжимающих элемента, обращенных друг к другу, причем по меньшей мере часть расстояния между внутренними поверхностями двух сжимающих элементов предпочтительно меньше, чем ширина расходной части, вставленного в камеру в месте, расположенном между сжимающими элементами. Обращенные друг к другу внутренние поверхности двух сжимающих элементов фиксирующего элемента могут быть плоскими поверхностями.
[0017] В случае, когда внутренние поверхности сжимающих элементов представляют собой плоские поверхности, в окружном направлении может иметься три или большее количество сжимающих элементов. Сжимающие элементы могут быть обращены друг к другу, но также могут быть обращены к каждому из несжимающих элементов. В случае расположения несжимающих элементов обращенными друг к другу расстояние между точкой пересечения линий, проходящих перпендикулярно от центра внутренней поверхности каждого сжимающего элемента, и центром внутренней поверхности каждого сжимающего элемента в плоскости, ортогональной продольному направлению камеры, может быть меньше радиуса вставляемой расходной части, имеющей круглое поперечное сечение. В настоящем документе «круглый» также включает по существу круглую форму.
[0018] Внутренние поверхности сжимающих элементов предпочтительно имеют пары плоских сжимающих поверхностей, имеющих плоскую форму и обращенных друг к другу, а внутренние поверхности несжимающих элементов предпочтительно имеют пары криволинейных несжимающих поверхностей, имеющих криволинейную форму и обращенных друг к другу, которые соединяют концы пар плоских сжимающих поверхностей. Криволинейные несжимающие поверхности могут иметь в целом дугообразное поперечное сечение в плоскости, ортогональной продольному направлению камеры. Фиксирующий элемент может быть выполнен в виде цилиндрического металлического объекта равномерной толщины. В настоящем документе равномерная толщина включает по существу равномерную толщину. Такая конструкция упрощает конструкцию камеры и облегчает высокоточное производство. Кроме того, при такой конструкции положения сжимающих и несжимающих элементов могут быть выбраны сбалансированным образом для обеспечения равномерного нагрева, что облегчает размещение нагревательного блока на наружной поверхности сжимающего элемента с хорошей точностью позиционирования и также без зазора, тем самым повышая эффективность нагрева. Толщина фиксирующего элемента равна или больше 0,04 мм и меньше или равна 1,00 мм, например, предпочтительно равна или больше 0,04 мм и меньше или равна 0,50 мм, более предпочтительно равна или больше 0,05 мм и меньше или равна 0,10 мм. При такой конструкции можно устранить препятствия для эффективной передачи тепла к расходной части, вызванные чрезмерно большим объемом фиксирующего элемента, и обеспечить достаточно прочный фиксирующий элемент.
[0019] Когда расходная часть расположена в камере в требуемом положении, фиксирующий элемент также может иметь воздушный зазор между внутренней поверхностью несжимающего элемента и расходной частью, при этом воздушный зазор, соединяющий отверстие в камере и торцевую поверхность расходной части, расположен в камере в требуемом месте, или же отверстие в камере и торцевая поверхность расходной части расположены внутри камеры и на удалении от отверстия в камере. Воздушный зазор представляет собой канал, обеспечивающий поступление воздуха от отверстия в камере к торцевой поверхности расходной части при вдохе пользователя, а так как нет необходимости предусматривать в курительной системе отдельный канал для введения подаваемого воздуха к расходной части, конструкция курительной системы может быть упрощена, и, кроме того, поскольку место, где часть воздушного зазора образована в несжимающем элементе, открыто, воздушный зазор может быть легко очищен. Кроме того, воздух, проходящий через воздушный зазор, может эффективно нагреваться, а тепловая энергия нагревательного блока может быть эффективно использована. С точки зрения таких факторов, как сопротивление затяжке, высота воздушного зазора (величина наибольшего расстояния между внутренней поверхностью несжимающего элемента и расходной частью на линии, проходящей радиально наружу от центра поперечного сечения расходной части, расположенной в камере в требуемом положении), предпочтительно равна или больше 0,1 мм и меньше или равна 1,0 мм, более предпочтительно равна или больше 0,2 мм и меньше или равна 0,8 мм, наиболее предпочтительно равна или больше 0,3 мм и меньше или равна 0,5 мм.
Например, когда фиксирующий элемент имеет по меньшей мере два сжимающих элемента, разнесенных по окружности камеры, и расходная часть расположена в камере в требуемом положении, фиксирующий элемент предпочтительно имеет воздушный зазор между внутренней поверхностью несжимающего элемента, соединяющей два сжимающих элемента, и расходная частью, при этом воздушный зазор соединяет отверстие в камере и торцевую поверхность расходной части, расположенной в камере в требуемом положении, или соединяет отверстие в камере и торцевую поверхность расходной части, расположенной внутри камеры и на удалении от отверстия в камере. Более предпочтительно, между внутренними поверхностями двух несжимающих элементов, соединяющих два сжимающих элемента и расходную часть, имеются два воздушных зазора. Еще более предпочтительно, между внутренними поверхностями трех или большего количества несжимающих элементов, соединяющих три или большее количество сжимающих элементов и расходную часть, имеется три или большее количество воздушных зазоров. При такой конструкции можно еще больше уменьшить несбалансированный поток воздуха внутри камеры и устранить препятствия для более равномерного нагрева.
[0020] Два сжимающих элемента предпочтительно обращены друг к другу. В этом случае можно дополнительно уменьшить несбалансированный поток воздуха внутри камеры и еще больше устранить препятствия для более равномерного нагрева. Кроме того, два сжимающих элемента предпочтительно расположены параллельно друг другу. В этом случае, поскольку расходная часть сжимается двумя параллельными сжимающими элементами, обращенными друг к другу, расходная часть может нагреваться равномерно с любой стороны расходной части, и может эффективно образовываться аэрозоль.
[0021] На внутренней поверхности фиксирующего элемента предпочтительно нет выступа. Если внутренняя поверхность фиксирующего элемента равномерной толщины имеет выступ, то размещение нагревательного блока на наружной поверхности сжимающего элемента без зазора может представляться затруднительным в случае, когда на наружной поверхности фиксирующего элемента выполнено углубление. Кроме того, если на внутренней поверхности фиксирующего элемента имеется выступ, то толщина фиксирующего элемента становится неравномерной, что может препятствовать более равномерному нагреву. Однако вышеуказанных проблем можно избежать, если фиксирующий элемент не имеет выступов на своей внутренней поверхности.
[0022] Камера предпочтительно имеет первый направляющий элемент, имеющий коническую поверхность, которая соединяет внутреннюю поверхность камеры, образующую отверстие, с внутренней поверхностью сжимающего элемента. Первый направляющий элемент может использоваться для плавного изменения формы поперечного сечения внутренней поверхности камеры от отверстия до сжимающего элемента, что позволяет плавно вставлять расходную часть в камеру. Предпочтительно, нагревательный блок не расположен на по меньшей мере одной поверхности, выбранной из группы, состоящей из: наружной поверхности камеры между отверстием и первым направляющим элементом, наружной поверхности первого направляющего элемента и наружной поверхности несжимающего элемента. Внутренняя поверхность, соответствующая вышеуказанным наружным поверхностям, не сжимает расходную часть, и, следовательно, не устанавливая нагревательный блок на эти наружные поверхности, можно эффективно использовать энергию для нагрева.
[0023] Камера предпочтительно имеет цилиндрический нефиксирующий элемент, расположенный между отверстием и фиксирующим элементом. В состоянии, когда расходная часть расположена в камере в требуемом положении, зазор между внутренней поверхностью несжимающего элемента и расходной частью меньше или равен, например, 3,0 мм, предпочтительно меньше или равен 1,0 мм, более предпочтительно меньше или равен 0,5 мм и равен или больше 0,4 мм. Если зазор имеет значение в указанном выше диапазоне, то расходная часть может эффективно нагреваться через нефиксирующий элемент, при этом может быть ослаблена конденсация аэрозоля, проходящего через внутреннее пространство расходной части. Кроме того, при наличии вышеуказанного зазора воздух, проходящий через зазор, может эффективно нагреваться, при этом тепловую энергию от нагревательного блока можно эффективно использовать. Кроме того, обеспечивая зазор равным или превышающим 0,4 мм, расходную часть можно легко вставить в камеру. Следует отметить, что в этом описании выражение «состояние, в котором расходная часть расположена в камере в требуемом месте» относится к состоянию, в котором расходная часть правильно расположена в заданном месте внутри камеры для создания аэрозоля из расходной части (например, в случае, когда камера имеет «нижний элемент, упирающийся во вставленную расходную часть», означает состояние, в котором нижний элемент упирается в по меньшей мере часть расходной части, или в случае, когда устройство содержит «упорный элемент, упирающийся в вставленную расходную часть» внутри или снаружи камеры, означает состояние, в котором расходная часть упирается в по меньшей мере часть упорного элемента).
[0024] Камера может содержать нижний элемент. В качестве альтернативы, устройство может содержать, внутри или снаружи камеры, упорный элемент, упирающийся в расходную часть, вставленную в камеру. Нижний элемент или упорный элемент предпочтительно поддерживают часть расходной части, расположенной в камере в требуемом положении, так что по меньшей мере часть торцевой поверхности расходной части открыта. Кроме того, в случае, когда курительная система имеет описанный выше воздушный зазор, нижний элемент или упорный элемент предпочтительно поддерживают часть расходной части, так что открытая торцевая поверхность расходной части соединяется с воздушным зазором. При такой конструкции воздух может втягиваться с торцевой поверхности расходной части, и, кроме того, расходная часть может располагаться в продольном направлении. Нижний элемент камеры содержит нижнюю стенку и боковые стенки, причем ширина нижнего элемента, ограниченная боковыми стенками, может уменьшаться по направлению к нижней стенке. При такой конструкции, когда расходная часть, вставленная в камеру, достигает нижнего элемента, расходная часть сжимается боковыми стенками и, тем самым, позиционируется. Нижний элемент или упорный элемент камеры содержит нижнюю стенку или упорную поверхность, а нижняя стенка или упорный элемент могут также содержать выступ или углубление. Кроме того, нижний элемент или упорный элемент камеры содержит нижнюю стенку или упорную поверхность, причем нижняя стенка или упорная поверхность могут также иметь отверстие для втягивания воздуха в камеру.
[0025] Камера может также содержать цилиндрический элемент, имеющий отверстие, по меньшей мере на одном своем конце. Нагревательный блок может быть выполнен с возможностью начала нагрева одновременно для всех сжимающих элементов или с возможностью выполнения нагрева за одинаковый период времени.
[0026] Нагревательный блок предпочтительно расположен по всей наружной поверхности сжимающего элемента. При такой конструкции может быть достигнута более равномерная теплопередача от нагревательного блока к сжимающему элементу, и в результате расходная часть, удерживаемая фиксирующим элементом, может эффективно нагреваться.
[0027] Устройство может также содержать ленточные электроды, проходящие от нагревательного блока. Поскольку электроды имеют ленточную форму, надежность подачи питания на нагревательный блок, по сравнению с электродами в форме струны, может быть повышена. Электроды ленточной формы предпочтительно проходят от плоской наружной поверхности сжимающего элемента наружу ее в состоянии, в котором нагревательный блок расположен на наружной поверхности сжимающего элемента. Как описано выше, поскольку наружная поверхность сжимающего элемента представляет собой плоскую поверхность, можно предотвратить изгибание ленточных электродов, тем самым облегчая размещение электродов внутри устройства.
[0028] Ленточные электроды могут проходить от наружной поверхности только одного из двух сжимающих элементов. В этом случае ленточные электроды могут быть сгруппированы вместе, и при этом можно получить более компактное устройство. Кроме того, ленточные электроды могут проходить от наружной поверхности каждого из указанных двух сжимающих элементов. При этом множество независимых нагревательных блоков могут иметь соответствующие ленточные электроды, либо положительный и отрицательный электроды могут быть расположены отдельно один от другого, в соответствии с расположением частей в устройстве. Ленточные электроды могут также проходить к противоположной стороне от стороны отверстия камеры. В этом случае, поскольку электроды не расположены на открытой стороне камеры, куда вставляется расходная часть, устройству можно придать простую конструкцию и повысить его надежность. Ленточные электроды могут также иметь конструкцию, при которой слои, содержащие проводящие дорожки, расположены между двумя слоями, содержащими электроизоляционный материал. Электроизоляционный материал представляет собой, например, полиимид, а проводящие дорожки могут быть выполнены с использованием такого материала, как, например, золото, серебро, медь, никель, их сплав или комбинация нескольких вышеуказанных металлов или их сплавов. При такой конфигурации получается гибкая нагревательная конструкция, простая в изготовлении, а также высоконадежная.
[0029] Нагревательный блок предпочтительно содержит нагревательный элемент и электроизоляционный элемент, который покрывает по меньшей мере одну поверхность нагревательного элемента. Кроме того, электроизоляционный элемент предпочтительно расположен внутри области наружной поверхности фиксирующего элемента. Другими словами, электроизоляционный элемент предпочтительно расположен так, чтобы не выступать из наружной поверхности фиксирующего элемента на стороне первого направляющего элемента камеры в продольном направлении. Как описано выше, в случае, когда первый направляющий элемент установлен между отверстием и сжимающим элементом, форма наружной поверхности камеры и наружная окружная длина камеры в плоскости, ортогональной продольному направлению камеры, могут различаться между первым направляющим элементом и фиксирующим элементом. По этой причине, при размещении электроизоляционного элемента только на наружной поверхности фиксирующего элемента можно предотвратить возникновение провисания.
[0030] Кроме того, устройство предпочтительно имеет листовое покрытие (защитное листовое покрытие), которое покрывает камеру и нагревательный блок и обеспечивает прикрепление нагревательного блока к наружной поверхности камеры. Одним примером листового покрытия для крепления нагревательного блока является усадочное листовое покрытие, которое сжимается в ответ на какое-либо внешнее воздействие, более конкретно, термоусадочное листовое покрытие, или тому подобное, которое сжимается при воздействии тепла. Предпочтительно, защитное листовое покрытие, такое как термоусадочное листовое покрытие, имеет коэффициент усадки, который выше в окружном направлении, чем в продольном направлении камеры в состоянии, в котором защитное листовое покрытие покрывает камеру и нагревательный блок. Термоусадочное листовое покрытие может также содержать такой материал, как полиимид, полипропилен, полиэтилентерефталат, желатин или полисахарид. С помощью защитного листового покрытия нагревательный элемент можно надежно и плотно закрепить на наружной поверхности камеры, тем самым еще больше повысив эффективность нагрева и стабилизировав конструкцию вокруг камеры. Кроме того, листовое покрытие предпочтительно расположено на наружной поверхности фиксирующего элемента. Другими словами, листовое покрытие предпочтительно расположено таким образом, чтобы оно не выступало над наружной поверхностью фиксирующего элемента на стороне первого направляющего элемента камеры в продольном направлении. Как описано выше, в случае, когда первый направляющий элемент расположен между отверстием и фиксирующим элементом, форма наружной поверхности камеры и наружная окружная длина камеры в плоскости, ортогональной продольному направлению камеры, может различаться между первым направляющим элементом и фиксирующим элементом. По этой причине, располагая листовое покрытие только на наружной поверхности фиксирующего элемента, можно предотвратить возникновение провисания.
[0031] Нагревательный блок может также содержать первую часть, расположенную на стороне, противоположной отверстию, и вторую часть, расположенную на стороне отверстия. Удельная мощности нагревателя на второй части предпочтительно выше, чем удельная мощность нагревателя на первой части, или же скорость повышения температуры на второй части предпочтительно выше, чем скорость повышения температуры на первой части, или же температура нагрева во второй части предпочтительно выше, чем температура нагрева в первой части в течение любого одинакового времени. В состоянии, в котором расходная часть расположена в камере в требуемом положении, вторая часть предпочтительно покрывает наружную поверхность фиксирующего элемента, соответствующую по меньшей мере 1/2 курительного вещества, содержащегося в расходной части, в продольном направлении курительного вещества. Такая конструкция позволяет сократить время с момента включения нагревательного блока до момента, когда можно сделать первую затяжку, а также снизить потребление энергии.
[0032] В состоянии, в котором расходная часть расположен в камере в требуемом положении, верхний по потоку (выше по потоку в направлении, в котором воздух и аэрозоль протекают, когда пользователь вдыхает; то же самое применяется в дальнейшем) конец нагревательного блока или нагревательного элемента, расположенного на наружной поверхности сжимающего элемента, предпочтительно расположен дальше по потоку (по потоку в направлении движения воздуха и аэрозоля при вдыхании пользователем; то же самое применяется и в дальнейшем), чем верхний по потоку конец курительного вещества в расходной части. Например, передний конец нагревательного блока или нагревательного элемента расположен на расстоянии, равном или большем 1,0 мм и меньшем или равном 10,0 мм дальше по потоку, чем передний конец курительного вещества в расходной части, расположенной в камере в требуемом положении, предпочтительно расположенной на расстоянии большем 3,0 мм и меньшем или равном 6,0 мм ниже по потоку, более предпочтительно, расположенном на расстоянии большем 4,5 мм и меньшем или равном 5,5 мм ниже по потоку. Такая конструкция позволяет предотвратить вытекание аэрозоля из верхнего по потоку конца курительного вещества. Более того, указанная выше конструкция может оказывать положительный эффект на вкусовые качества.
[0033] В состоянии, в котором расходная часть расположена в камере в требуемом положении, нижний по потоку конец нагревательного блока или нагревательного элемента, расположенного на наружной поверхности сжимающего элемента, предпочтительно расположен дальше по потоку, чем нижний по потоку конец курительного вещества в расходной части. Например, нижний по потоку конец нагревательного блока или нагревательного элемента расположен на расстоянии, равном или большем 1,0 мм и меньшем или равном 10,0 мм дальше по потоку, чем нижний по потоку конец курительного вещества в расходной части, расположенной в камере в требуемом положении, предпочтительно расположенный на расстоянии, равном или большем 2,0 мм и меньшем или равном 5,0 мм ниже по потоку, более предпочтительно, расположенный на расстоянии, равном или большим 2,0 мм и меньшим или равном 3,0 мм дальше по потоку. Такая конструкция позволяет предотвратить конденсацию аэрозоля, а также снижает потребление энергии.
[0034] За любой одинаковый период времени плотность мощности нагревателя нагревательного блока, расположенного на наружной поверхности сжимающего элемента, предпочтительно выше, чем плотность мощности нагревателя нагревательного блока, покрывающего наружную поверхность несжимающего элемента, или же скорость повышения температуры нагревательного блока, расположенного на наружной поверхности сжимающего элемента, предпочтительно выше, чем скорость повышения температуры нагревательного блока, покрывающего наружную поверхность несжимающего элемента, или же температура нагрева нагревательного блока, расположенного на наружной поверхности сжимающего элемента, предпочтительно выше, чем температура нагрева нагревательного блока, расположенного на наружной поверхности несжимающего элемента. В соответствии с этой конструкцией, курительное вещество может быть нагрето более эффективно в том случае, когда охват сжимающего элемента в фиксирующем элементе равен или превышает определенный диапазон значений по отношению к площади несжимающего элемента. Плотность мощности нагревателя нагревательного блока, расположенного на наружной поверхности сжимающего элемента, также может быть такой же, как плотность мощности нагревателя нагревательного блока, покрывающего наружную поверхность несжимающего элемента. Скорость повышения температуры нагревательного блока, расположенного на наружной поверхности сжимающего элемента, также может быть такой же, как скорость повышения температуры нагревательного блока, покрывающего наружную поверхность несжимающего элемента. Температура нагрева нагревательного блока, расположенного на наружной поверхности сжимающего элемента, может также быть такой же, как и температура нагрева нагревательного блока, покрывающего наружную поверхность несжимающего элемента. Следует отметить, что в настоящем документе «такой же» включает случай, когда он по существу такой же.
[0035] Нагревательный блок может содержать нагревательный элемент, а нагревательный элемент может представлять собой нагревательную дорожку. Наружная поверхность сжимающего элемента и наружная поверхность несжимающего элемента могут быть соединены друг с другом под углом, причем между наружной поверхностью сжимающего элемента и наружной поверхностью несжимающего элемента может быть сформирована граница раздела. Нагревательная дорожка предпочтительно проходит только в направлении, пересекающем направление, в котором проходит граница раздела, более предпочтительно в направлении под прямым углом к направлению, в котором проходит граница раздела. При такой конструкции нагревательная дорожка не так легко повреждается, а также не так легко отслаивается от наружной поверхности фиксирующего элемента. Следует отметить, что в настоящем документе «направление под прямым углом» также включает случай направления по существу под прямым углом.
[0036] Нагревательный блок может представлять собой, например, пластинчатый нагреватель. Пластинчатый нагреватель может иметь конструкцию, в которой слой, содержащий электроизоляционный материал, и слой, содержащий нагревательную дорожку, в качестве одного из примеров нагревательного элемента, уложены друг над другом. В качестве другого примера, нагревательный блок может иметь конструкцию, в которой слой, содержащий нагревательную дорожку, расположен между двумя слоями, содержащими электроизоляционный материал. Электроизоляционным материалом может быть, например, полиимид, а нагревательная дорожка может быть металлом, например, нержавеющей сталью. При такой конструкции получается гибкая нагревательная конструкция, простая в изготовлении, а также высоконадежная.
[0037] Расходная часть может содержать курительное вещество и фильтрующий сегмент. Фильтрующий сегмент может содержать вдыхательный фильтр и сегмент с центральным отверстием. Сегмент с центральным отверстием может быть расположен ближе к курительному веществу, чем вдыхательный фильтр. В частности, расходная часть может представлять собой нагреваемое без горения табачное изделие стержнеобразной формы, имеющий курительное вещество, мундштук и вторую оберточную бумагу, такую как ободочная бумага, обернутая вокруг курительного вещества и мундштука. Мундштук содержит охлаждающий сегмент и фильтрующий сегмент. Фильтрующий сегмент содержит сегмент с центральным отверстием (полый фильтрующий блок) и вдыхательный фильтр (фильтрующий блок). Охлаждающий сегмент может быть расположен между курительным веществом и фильтрующим сегментом вблизи них в аксиальном направлении (также называемом «направлением длинной оси») расходной части. Кроме того, охлаждающий сегмент также может иметь концентрические отверстия V, расположенные в его окружном направлении. Отверстия V, выполненные в охлаждающем сегменте расходной части, обычно представляют собой отверстия для обеспечения притока воздуха извне, вследствие выполнения вдоха пользователем, при этом температура компонента и воздуха, поступающего от курительного вещества, может быть снижена благодаря этому притоку воздуха.
[0038] Расходная часть содержит первую часть, имеющую первую твердость, и вторую часть, имеющую вторую твердость, при этом вторая часть является частью, отличной от первой части в направлении вставления расходной части, причем первая часть может быть расположена ближе к продольному концу расходной части, чем вторая часть.
[0039] Когда расходная часть расположен в камере в требуемом положении, расходная часть предпочтительно расположена таким образом, что по меньшей мере часть первой части прижата к внутренней поверхности сжимающего элемента. Кроме того, первая твердость равна или больше 65% и меньше или равна 90%), например, предпочтительно равна или больше 70% и меньше или равна 85%, более предпочтительно равна или больше 13% и меньше или равна 82%), наиболее предпочтительно равна или больше 77% и меньше или равна 81%). При такой конструкции расходная часть легче сохраняет свою форму и ее легче вставить в фиксирующий элемент.
[0040] Когда расходная часть расположена в камере в требуемом положении, расходная часть предпочтительно расположена так, что по меньшей мере часть второй части прижата к внутренней поверхности сжимающего элемента. Кроме того, вторая твердость равна или больше 90% и меньше или равна 99%, например, предпочтительно равна или больше 90% и меньше или равна 99%, более предпочтительно равна или больше 92% и меньше или равна 98%), наиболее предпочтительно больше или равна 95% и меньше или равна 98%. При такой конструкции вставление выполняется легко, а расходная часть прочно удерживается.
[0041] Вторая твердость предпочтительно выше, чем первая твердость. В соответствии с этой конструкцией, можно одновременно легко вставлять расходную часть в фиксирующий элемент и прочно удерживать расходную часть. Кроме того, благодаря переходу из состояния, в котором только первая часть прижата к внутренней поверхности сжимающего элемента, в состояние, в котором вторая часть также прижата к внутренней поверхности сжимающего элемента, когда расходная часть вставляется в камеру, пользователь может почувствовать изменение сопротивления при вставлении расходной части. В результате во время вставления пользователь может знать, насколько далеко расходная часть уже вставлена в камеру, и использовать эту информацию в качестве подсказки для определения того, насколько дальше расходная часть должна быть вставлена, чтобы достичь требуемого положения вставления, тем самым упрощая позиционирование расходной части в требуемом положении. Предпочтительно, первая часть и вторая часть расположены рядом, чтобы пользователь мог отчетливо ощущать изменение сопротивления. Кроме того, разница между первой твердостью и второй твердостью предпочтительно составляет величину, по меньшей мере равную или превышающую 4%, более предпочтительно равную или превышающую 10%, наиболее предпочтительно равную или превышающую 14%).
[0042] Термин «твердость», используемый в данном описании, означает сопротивление деформации. Твердость обычно выражается в виде соотношения. В случае, когда расходная часть представляет собой цилиндрический стержень, при условии, что Ds - это диаметр расходной части до приложения нагрузки, a Dd - диаметр расходной части в направлении, в котором приложена заданная нагрузка, когда нагрузку прикладывают в направлении диаметра, деформация d расходной части при приложении заданной нагрузки может быть выражена как Ds - Dd. В этом случае твердость (в %) выражается как Dd/Ds*100 (%). Чем тверже материал, из которого изготовлена расходная часть, тем больше твердость приближается к 100%.
[0043] Для измерения Dd устройство, продаваемое под торговым названием Твердомер Н10 (Hardness Tester Н10) (фирмы «Borgwaldt КС GmbH», Гамбург, Германия), используют в условиях температуры окружающей среды в диапазоне 22±2 градусов Цельсия и относительной влажности 60% в соответствии со стандартом ISO 187 для измерения нагрузки в 88 граммов, приложенной в течение 5 секунд.
[0044] Предпочтительно, длина первой части расходной части в продольном направлении меньше или равна длине внутренней поверхности сжимающего элемента в продольном направлении, и, когда расходная часть расположена в камере в требуемом положении, расходная часть расположена в камере таким образом, что первая часть расходной части не выступает из внутренней поверхности сжимающего элемента в продольном направлении. При такой конструкции в случае, когда курительное вещество содержится в первой части, курительное вещество сжимается по всей длине в продольном направлении, тем самым обеспечивается эффективный нагрев и распыление всего курительного вещества. Кроме того, когда расходная часть расположена в камере в требуемом положении, вся наружная окружная поверхность курительного вещества расходной части предпочтительно закрыта фиксирующим элементом. При такой конструкции вся наружная окружная поверхность курительного вещества нагревается непосредственно фиксирующим элементом, и, следовательно, курительное вещество может нагреваться равномерно и эффективно. Кроме того, когда расходная часть расположена в камере в требуемом положении, расходная часть предпочтительно расположена таким образом, что по меньшей мере часть первой части прижата к внутренней поверхности сжимающего элемента, и одновременно по меньшей мере часть второй части прижата к внутренней поверхности сжимающего элемента. При такой конструкции в случае, когда курительное вещество находится в первой части, сжимающим элементом может быть одновременно достигнуты эффективный нагрев курительного вещества и надежное удерживание расходной части.
[0045] Расстояние, на которое вторая часть расходной части вставлена в фиксирующий элемент, когда расходная часть расположена в требуемом положении, предпочтительно равно или больше 1,0 мм и меньше или равно 10,0 мм, более предпочтительно равно или больше 2,0 мм и меньше или равно 8,0 мм, наиболее предпочтительно больше или равно 4,0 мм и меньше или равно 6,0 мм. При такой конструкции можно одновременно обеспечить соответствующую удерживающую силу для расходной части и легкость вставления расходной части.
[0046] Камера также может иметь нижний элемент или упорный элемент. Длина нижнего элемента или упорного элемента камеры от нижней стенки или упорной поверхности, к которой прилегает расходная часть, до конца со стороны отверстия сжимающего элемента больше длины первой части расходной части в продольном направлении (в дальнейшем называемой длиной первой части), а также предпочтительно меньше, чем 1,5 длины первой части, более предпочтительно, меньше, чем 1,35 указанной длины. Дополнительно / в качестве альтернативы, когда расходная часть расположена в камере в требуемом положении, по меньшей мере часть первой части расходной части предпочтительно расположена ближе к отверстию, чем центральная часть фиксирующего элемента в продольном направлении. При такой конструкции изменение сопротивления можно почувствовать до того, как первая часть расходной части упрется в нижнюю стенку или упорную поверхность камеры и, поскольку положение вставления, в котором ощущается изменение, может быть установлено в положение, относительно близкое к требуемому положению вставления расходной части, расходная часть легче позиционируется в требуемом положении, а ощущение для пользователя при использовании устройства может быть улучшено.
[0047] Первая часть предпочтительно содержит курительное вещество, содержащее табак в качестве одного из примеров источника вкусового ощущения. Кроме того, первая часть может содержать воздухопроницаемый пластинчатый элемент, обернутый вокруг курительного вещества, и крышку, которая прикреплена к пластинчатому элементу и предотвращает выпадение курительного вещества. Крышка является воздухопроницаемой и может быть прикреплена к пластинчатому элементу, например, с помощью клея. Крышка также может быть прикреплена к пластинчатому элементу посредством силы трения. Крышка может представлять собой, например, бумажный или ацетатный фильтр. Вторая часть может содержать охлаждающий сегмент. Охлаждающий сегмент может содержать бумажную трубку или полый фильтр.
[0048] Расходная часть стержнеобразной формы предпочтительно имеет столбчатую форму, удовлетворяющую условию, согласно которому соотношение сторон, как определено ниже, равно или больше 1.
Соотношение сторон=h/w
Здесь w представляет собой ширину нижней поверхности столбчатой формы (в данном описании принимается за ширину нижней поверхности со стороны курительного вещества), h представляет собой высоту и, предпочтительно, h≥w. В этом описании направление длинной оси определяется как направление, обозначенное буквой h. Следовательно, даже в случае, когда w≥h, направление, обозначенное h, для удобства называется направлением длинной оси. Форма нижней поверхности не ограничена и может быть такой, как многоугольная, закругленная многоугольная, круглая или эллиптическая. Ширина w представляет собой диаметр в случае, когда нижняя поверхность круглая, большую ось в эллиптическом случае и диаметр описанной окружности или большую ось описанного эллипса в многоугольном или закругленном многоугольном случае.
[0049] Расходная часть может также содержать первую оберточную бумагу, обернутую вокруг курительного вещества. Длина расходной части в продольном направлении предпочтительно составляет от 40 мм до 90 мм, более предпочтительно от 50 мм до 75 мм, еще более предпочтительно от 50 мм до 60 мм. В частности, длина h расходной части в направлении длинной оси специально не ограничена и обычно равна или больше, например, 40 мм, предпочтительно равна или больше 45 мм, более предпочтительно равна или больше 50 мм. мм. Кроме того, длина h расходной части в направлении длинной оси обычно меньше или равна 100 мм, предпочтительно меньше или равна 90 мм, более предпочтительно меньше или равна 80 мм. Окружная длина расходной части предпочтительно составляет от 15 мм до 25 мм, более предпочтительно от 17 мм до 24 мм, еще более предпочтительно от 20 мм до 23 мм. Более конкретно, ширина w нижней поверхности расходной части столбчатой формы специально не ограничена и обычно равна или больше, например, 5 мм, предпочтительно равна или больше 5,5 мм. Кроме того, ширина w нижней поверхности расходной части столбчатой формы обычно меньше или равна 10 мм, предпочтительно меньше или равна 9 мм, более предпочтительно меньше или равна 8 мм. Кроме того, длина курительного вещества в расходной части может составлять от 18 до 22 мм, длина первой оберточной бумаги может составлять от 18 до 22 мм, длина сегмента с центральным отверстием может составлять от 7 до 9 мм, а длина вдыхательного фильтра может составлять от 6 мм до 8 мм.
[0050] Соотношение (охлаждающий сегмент: фильтрующий сегмент) длин охлаждающего и фильтрующего сегментов по отношению к длине расходной части в направлении длинной оси специально не ограничено, но с точки зрения количества доставляемого ароматического вещества и температуры аэрозоля, это соотношение обычно составляет 0,60-1,40: 0,60-1,40, предпочтительно 0,80-1,20: 0,80-1,20, более предпочтительно 0,85-1,15: 0,85-1,15, еще более предпочтительно 0,90-1,10: 0,90-1,10, и особенно предпочтительно 0,95-1,05: 0,95-1,05. Устанавливая соотношение длин охлаждающего и фильтрующего сегментов в указанных выше пределах, достигается баланс между охлаждающим эффектом, эффектом снижения потерь за счет образующегося пара и аэрозоля, прилипающего к внутренним стенкам охлаждающего сегмента, и функция регулировки количества воздуха и вкуса с помощью фильтров, при этом можно добиться одновременно приятного и сильного вкуса. В частности, удлинение охлаждающего сегмента способствует распылению аэрозоля и т.п. для достижения приятного аромата, но, если охлаждающий сегмент слишком длинный, вещества будут прилипать к внутренним стенкам.
[0051] Сопротивление затяжке в направлении длинной оси расходной части специально не ограничено, но с точки зрения легкости вдыхания сопротивление затяжке обычно равно или больше 8 мм водяного столба (вод.ст.), предпочтительно равно или больше 10 мм вод.ст., более предпочтительно равно или больше 12 мм вод.ст. и, кроме того, обычно меньше или равно 100 мм вод.ст., предпочтительно меньше или равно 80 мм вод.ст., более предпочтительно меньше или равно 60 мм вод.ст. Сопротивление затяжке измеряется в соответствии со стандартами ISO (ISO 6565:2015) с использованием, например, инструмента измерения сопротивления затяжке фильтра производства компании Cerulean. Сопротивление затяжке относится к разности давлений воздуха между поверхностью на одном конце (первой торцевой поверхностью) и поверхностью на другом конце (второй торцевой поверхностью) расходной части 110, когда заданный поток воздуха (17,5 см3/мин) протекает от первой торцевой поверхности ко второй торцевой поверхности в состоянии, при котором воздух не проходит через боковую поверхность. Единицы измерения обычно выражаются в миллиметрах водяного столба (мм вод.ст.). Соотношение между сопротивлением затяжке и длиной расходной части 110, как известно, является пропорциональным соотношением в обычном диапазоне длин (длина от 5 мм до 200 мм), так что, если длина удваивается, сопротивление затяжке расходной части удваивается.
[0052] Конструкция мундштучного узла конкретно не ограничена, поскольку охлаждающий сегмент выполнен таким образом, чтобы располагаться между курительным веществом и фильтрующим сегментом рядом с ними в осевом направлении расходной части. Другими словами, расходная часть может содержать охлаждающий сегмент, расположенный между курительным веществом и фильтрующим сегментом. Далее фильтрующий сегмент и охлаждающий сегмент будут описаны более подробно.
[0053] (Описание, относящееся к фильтрующему сегменту)
Фильтрующий сегмент содержит вдыхательный фильтр и не имеет конкретных ограничений, поскольку фильтрующий сегмент функционирует, как обычный фильтр. Примеры типичных функций фильтра включают регулировку количества подмешиваемого воздуха при вдыхании аэрозоля и т.п., уменьшение запаха и уменьшение содержания никотина и смол, но не обязательно все эти функции должны быть обеспечены. Кроме того, в электрически нагреваемых табачных изделиях, которые, как правило, содержат меньше генерируемых компонентов и более низкий коэффициент заполнения табачного наполнителя по сравнению с изделиями из скрученного табака, одной из важных функций фильтра является предотвращение выпадения табачного наполнителя при одновременном сохранении фильтрующей функции.
[0054] (Описание, относящееся к размерам)
Форма поперечного сечения фильтрующего сегмента в окружном направлении является по существу круглой, и хотя диаметр окружности может быть изменен в зависимости от размера изделия, диаметр окружности обычно равен или больше 4,0 мм и меньше или равен 9,0 мм, предпочтительно равен или больше 4,5 мм и меньше или равен 8,5 мм, более предпочтительно равен или больше 5,0 мм и меньше или равен 8,0 мм. Следует иметь в виду, что в случае некруглого поперечного сечения к указанному выше диаметру применяется диаметр виртуального круга, имеющего ту же площадь, что и площадь поперечного сечения. Окружная длина формы поперечного сечения фильтрующего сегмента в окружном направлении может быть изменена в зависимости от размера изделия, но она обычно равна или больше 14,0 мм и меньше или равна 27,0 мм, предпочтительно равна или больше 15,0 мм и меньше или равна 26,0 мм, более предпочтительно равна или больше 16,0 мм и меньше или равна 25,0 мм. Длина фильтрующего сегмента в осевом направлении может быть изменена в зависимости от размера изделия, но обычно равна или больше 15 мм и меньше или равна 35 мм, предпочтительно равна или больше 17,5 мм и меньше или равна 32,5 мм, более предпочтительно равна или больше 20,0 мм и меньше или равна 30,0 мм. Установив форму и размеры фильтрующего сегмента в указанных выше пределах, можно соответствующим образом отрегулировать форму и размеры вдыхательного фильтра.
[0055] (Описание, относящееся к сопротивлению затяжке)
Сопротивление затяжке на 120 мм длины фильтрующего сегмента в осевом направлении специально не ограничено, но обычно равно или больше 40 мм вод.ст. и меньше или равно 300 мм вод.ст., предпочтительно равно или больше 70 мм вод.ст. и меньше или равно 280 мм вод.ст., более предпочтительно равно или больше 90 мм вод.ст. и меньше или равно 260 мм вод.ст. Вышеупомянутое сопротивление затяжке измеряют в соответствии со стандартами ISO (ISO 6565) с использованием инструмента для измерения сопротивления затяжке фильтра, например, производства компании Cerulean. Сопротивление затяжке фильтрующего сегмента относится к разности давлений воздуха между поверхностью на одном конце (первой торцевой поверхностью) и поверхностью на другом конце (второй торцевой поверхностью) фильтрующего сегмента при заданном потоке воздуха (17,5 см3/мин), протекающем от первой торцевой поверхности ко второй торцевой поверхности в состоянии, при котором воздух не проходит через боковую поверхность. Единицы измерения обычно выражаются в миллиметрах водяного столба (мм вод.ст.). Известно, что зависимость между сопротивлением затяжке и длиной фильтрующего сегмента является пропорциональной в обычном диапазоне длин (длина от 5 мм до 200 мм), так что, если длину увеличить вдвое, сопротивление затяжке фильтрующего сегмента удваивается.
[0056] (Описание, относящееся к вдыхательному фильтру) Для вдыхательного фильтра, включенного в фильтрующий сегмент, можно использовать, например, фильтр, изготовленный в соответствии со способом изготовления, описанным ниже, или фильтр, имеющийся в продаже. Кроме того, конфигурация фильтрующего сегмента специально не ограничена, и может быть использован такой фильтр, как простой фильтр, содержащий один фильтрующий сегмент, или фильтр с несколькими сегментами, содержащий несколько фильтрующих сегментов, такой как двойной фильтр или тройной фильтр. Фильтрующий сегмент может быть изготовлен в соответствии с известным способом, и, например, в случае использования в качестве материала вдыхательного фильтра синтетического волокна, такого как жгут из ацетата целлюлозы, фильтрующий сегмент может быть изготовлен способом прядения и скручивания полимерного раствора, содержащего полимер и растворитель. В качестве вышеуказанного способа можно использовать, например, способ, описанный в международной патентной публикации №2013/067511. При изготовлении фильтрующего сегмента регулировка сопротивления затяжке и добавление добавок (таких как известный адсорбент, ароматическое вещество (например, ментол), активированный уголь в виде порошка и материал, сохраняющий аромат) к вдыхательному фильтру может быть предусмотрена соответствующим образом. Тип вдыхательного фильтра, включенного в фильтрующий сегмент, специально не ограничен, при этом может быть использован известный тип, такой как вдыхательный фильтр, получаемый, например, путем придания жгуту из ацетата целлюлозы цилиндрической формы. Тонкость отдельных волокон и общая тонкость жгута из ацетата целлюлозы конкретно не ограничена, но в случае мундштука с окружной длиной 22 мм тонкость одиночных волокон предпочтительно равна или больше 5 г / 9000 м и меньше или равна 12 г / 9000 м, а общая тонкость предпочтительно равна или больше 12000 г / 9000 м и меньше или равна 35000 г / 9000 м. Форма поперечного сечения волокон жгута ацетата целлюлозы может быть круглой, эллиптической, Y-образной, I-образной, R-образной и т.п. В случае вдыхательного фильтра, набитого жгутом из ацетата целлюлозы, может быть добавлен триацетин (пластификатор) в соотношении, равном или превышающем 5% по массе и меньше или равном 10% по массе по отношению к весу материала жгута из ацетата целлюлозы для улучшения жесткости фильтра. При этом вместо ацетатного фильтра также возможен тип с использованием бумажного фильтра, набитого бумажной массой в виде листов.
[0057] (Описание, относящееся к сегменту с центральным отверстием)
Фильтрующий сегмент может также содержать сегмент с центральным отверстием, имеющий одну или несколько полых частей. Обычно сегмент с центральным отверстием расположен ближе к охлаждающему сегменту, чем вдыхательный фильтр, и предпочтительно расположен рядом с охлаждающим сегментом.
[0058] Сегмент с центральным отверстием содержит уплотнительный слой, содержащий одну или несколько полых частей и внутреннюю фицеллу (внутреннюю оберточную бумагу), которая покрывает уплотнительный слой. В любом месте сегмента с центральным отверстием может иметься полая часть (части). Сегмент с центральным отверстием имеет функцию увеличения прочности мундштука. Уплотнительный слой может быть выполнен в виде отвержденного стержня, плотно набитого волокнами ацетата целлюлозы и пластификатором, содержащим, например, триацетин, добавленным в соотношении, равном или превышающем 6% по массе, и меньшем или равном 20% по массе по отношению к массе ацетата целлюлозы. Внутренний диаметр сегмента с центральным отверстием может быть равен или больше 1,0 мм и меньше или равен 5,0 мм. Поскольку волокна в уплотнительном слое имеют высокую плотность, во время вдоха воздух и аэрозоль проходят только через полую часть (части), а внутри уплотнительного слоя поток практически отсутствует. Поскольку уплотнительный слой внутри сегмента с центральным отверстием представляет собой уплотнительный слой с волокнами, сегмент с центральным отверстием в значительной степени ощущается естественным на ощупь, когда при использовании пользователь прикасается к наружной стороне сегмента с центральным отверстием. Следует иметь в виду, что сегмент с центральным отверстием может также не иметь внутреннюю фицеллу, а его форма может поддерживаться благодаря термоформованию. Твердость сегмента с центральным отверстием предпочтительно больше, чем твердость вдыхательного фильтра. В частности, процент по массе пластификатора, содержащегося в сегменте с центральным отверстием, предпочтительно выше, чем процент по массе пластификатора, содержащегося во вдыхательном фильтре. В расходной части, когда желательно уменьшить уменьшение аэрозольного компонента из-за фильтрации через вдыхательный фильтр, сокращение длины вдыхательного фильтра и замена укороченной длины сегментом с центральным отверстием является эффективным для увеличения количества доставляемого аэрозоля.
[0059] (Описание, относящееся к плотности фильтра)
Плотность вдыхательного фильтра специально не ограничена, но обычно равна или больше 0,10 г/см3 и меньше или равна 0,25 г/см3, предпочтительно равна или больше 0,11 г/см3 и меньше или равна 0,24 г/см3, более предпочтительно равна или больше 0,12 г/см3 и меньше или равна 0,23 г/см3.
[0060] (Описание, относящееся к обертке фильтра (внутренняя / наружная оберточная бумага))
С точки зрения повышения прочности и структурной жесткости фильтрующий сегмент также может иметь оберточную бумагу (фицеллой фильтра), обернутой вокруг вдыхательного фильтра, и т.п., описанным выше. Тип оберточной бумаги особо не ограничивается и может включать один или несколько столбцов швов, содержащих клей. Клей может содержать клей-расплав, а клей-расплав может дополнительно содержать поливиниловый спирт. Кроме того, в случае, когда фильтрующий сегмент состоит из двух или большего количества сегментов, оберточная бумага предпочтительно обернута вокруг двух или большего количества сегментов вместе. Материал оберточной бумаги особо не ограничен, при этом можно использовать известный материал. Кроме того, может быть включен наполнитель, такой как карбонат кальция. Толщина оберточной бумаги специально не ограничена и обычно равна или больше 20 мкм и меньше или равна 140 мкм, предпочтительно равна или больше 30 мкм и меньше или равна 130 мкм, более предпочтительно равна или больше 30 мкм и меньше или равна 120 мкм. Плотность оберточной бумаги специально не ограничена и обычно равна или больше 20 г/м2 и меньше или равна 100 г/м2, предпочтительно равна или больше 22 г/м2 и меньше или равна 95 г/м2, более предпочтительно равна или больше 23 г/м2 и меньше или равна 90 г/м2. Кроме того, оберточная бумага может иметь покрытие или не иметь покрытия, но с точки зрения обладания других функций, помимо прочности и структурной жесткости, оберточная бумага предпочтительно покрыта требуемым материалом.
[0061] Сегмент с центральным отверстием и вдыхательный фильтр могут быть соединены, например, наружной фицеллой (наружной оберточной бумагой). Наружная фицелла может, например, представлять собой бумагу цилиндрической формы. Кроме того, курительное вещество, охлаждающий сегмент и присоединенный сегмент с центральным отверстием и вдыхательный фильтр могут быть соединены, например, прокладочной мундштучной бумагой (второй оберточной бумагой). Эти соединения могут быть выполнены путем нанесения клея, такого как винилацетатный клей, например, на внутренние стороны прокладочной мундштучной бумаги, а затем вставляя и обертывая курительное вещество, охлаждающий сегмент и присоединенный сегмент с центральным отверстием и вдыхательный фильтр. Следует иметь в виду, что вышеперечисленное также может быть соединено несколькими соединениями с использованием множества прокладочных бумаг.
[0062] (Описание, относящееся к разрушаемой капсуле)
Вдыхательный фильтр может также содержать разрушаемый контейнер для высвобождения добавки (например, капсулу), имеющий разрушаемую внешнюю оболочку из желатина или т.п. Тип капсулы (также называемой «контейнером, высвобождающим добавку» в этой области техники) особо не ограничен, при этом можно использовать известный тип. Например, может быть выполнен разрушаемый контейнер для высвобождения добавки, имеющий внешнюю оболочку из желатина или подобного материала, которую можно раздавить путем приложения давления. В этом случае, когда капсула разрывается до, во время или после употребления пользователем табачного изделия, высвобождается жидкость или вещество (обычно ароматизатор), содержащиеся внутри капсулы. Затем во время употребления табачного изделия жидкость или вещество переносится в табачный дым, а после употребления переносится в окружающую среду. Форма капсулы особо не ограничена, например, она может быть легко разламываемой и предпочтительно имеет шарообразную форму. В качестве добавки, содержащейся в капсуле, может быть включен любой тип добавки, но, в частности, предпочтительна добавка, включающая ароматизатор или активированный уголь. Кроме того, в качестве добавки также могут быть добавлены один или несколько типов материалов, способствующих фильтрации дыма. Тип добавки специально не ограничен, но добавка обычно представляет собой жидкость или твердое вещество. Следует отметить, что использование капсулы, содержащей добавку, хорошо известно в этой области техники. Легко разламываемая капсула и способ ее изготовления хорошо известны в данной области техники. Например, в качестве ароматизатора можно использовать такие вещества, как ментол, мята колосистая, мята перечная, пажитник, гвоздика, триглицериды со средней длиной цепи (ТСЦ) или любая их комбинация.
[0063] (Описание, относящееся к добавлению ароматического вещества во вдыхательный фильтр)
Во вдыхательный фильтр также может быть добавлено ароматическое вещество. Добавление ароматического вещества во вдыхательный фильтр увеличивает количество доставляемого ароматического вещества во время использования, по сравнению с технологией предшествующего уровня техники, при которой добавляют ароматическое вещество в табачный наполнитель, образующий курительное вещество. Степень увеличения количества подаваемого ароматического вещества дополнительно увеличивается в зависимости от положения отверстия, предусмотренного в охлаждающем сегменте, описанном ниже. Способ добавления ароматического вещества к вдыхательному фильтру конкретно не ограничен, и достаточно, если добавленное ароматическое вещество будет по существу равномерно распределено по всему вдыхательному фильтру, к которому добавляется ароматическое вещество. Одним из примеров количества ароматического вещества, добавляемого во вдыхательный фильтр, является режим, при котором ароматическое вещество добавляется к порции вдыхательного фильтра от 10% до 100% по объему. Другие возможные способы добавления включают добавление ароматического вещества во вдыхательный фильтр заранее перед изготовлением фильтрующего сегмента и добавление ароматического вещества после изготовления сигареты с вдыхательным фильтром.
[0064] Тип ароматического вещества конкретно не ограничен, но с точки зрения придания приятного вкуса ароматическое вещество может представлять собой ацетанизол, ацетофенон, ацетилпиразин, 2-ацетилтиазол, экстракт люцерны, амиловый спирт, амилбутират, транс-анетол, масло звездчатого аниса, яблочный сок, перуанский бальзам, абсолют пчелиного воска, бензальдегид, бензоинрезиноиды, бензиловый спирт, бензилбензоат, бензилфенилацетат, бензилпропионат, 2,3-бутандион, 2-бутанол, бутилбутират, масляную кислоту, карамель, масло кардамона, абсолют рожкового дерева, β-каротин, морковный сок, L-карвон, бета-кариофиллен, масло коры кассии, масло кедрового дерева, масло семян сельдерея, масло ромашки, коричный альдегид, коричную кислоту, коричный спирт, коричный циннамат, масло цитронеллы, DL-цитронеллол, экстракт мускатного шалфея, какао, кофе, масло коньяка, масло кориандра, альдегид тмина, масло даваны, δ-декалактон, γ-декалактон, декановую кислоту, масло травы укропа, 3,4-диметил-1,2-циклопентандион, 4,5-диметил-3-гидрокси-2,5-дигидрофуран-2-он, 3,7-диметил-6-октеновая кислота, 2,3-диметилпиразин, 2,5-диметилпиразин, 2,6-диметилпиразин, этил 2-метилбутират, этилацетат, этилбутират, этилгексаноат, этилизовалериановая кислота, этиллактат, этиллаурат, этиллевулинат, этилмальтол, этилоктаноат, этилолеат, этилпальмитат, этилфенилацетат, этилпропионат, этилстеарат, этилвалерат, этилванилин, этилванилинглюкозид, 2-этил-3, (5 или 6)-диметилпиразин, 5-этил-3-гидрокси-4-метил-2(5Н)-фуранон, 2-этил-3-метилпиразин, эвкалиптол, абсолют пажитника, абсолют генеты, настой корня горечавки, гераниол, геранилацетат, виноградный сок, гваякол, экстракт гуавы, γ-гепталактон, γ-гексалактон, гексановую кислоту, цис-3-гексен-1-ол, гексилацетат, гексиловый спирт, гексилфенилацетат, мед, лактон 4-гидрокси-3-пентеновой кислоты, 4 -гидрокси-4-(3-гидрокси-1-бутенил)-3,5,5-триметил-2-циклогексен-1 -он, 4-(пара-гидроксифенил)-2-бутанон, 4-гидроксиундеканоат натрия, абсолют бессмертника, β-ионон, изоамилацетат, изоамилбутират, изоамилфенилацетат, изобутилацетат, изобутилфенилацетат, абсолют жасмина, настойку ореха колы, масло лабданума, масло лимона без терпенов, экстракт солодки, линалоол, линалилацетат, масло корня любистока, мальтол, кленовый сироп, ментол, ментон, L-ментилацетат, параметоксибензальдегид, метил-2-пирролилкетон, метилантранилат, метилфенилацетат, метилсалицилат, 4'-метилацетофенон, метилциклопентенолон, 3-метилвалериановую кислоту, абсолют мимозы, патоку, миристиновую кислоту, нерол, неролидол, γ-ноналактон, масло мускатного ореха, δ-окталактон, октаналь, октановую кислоту, масло цветов апельсина, масло апельсина, масло корня ириса, пальмитиновую кислоту, ω-пентадекалактон, масло мяты перечной, масло петитгрейна Парагвай, фенэтиловый спирт, фенетилфенилацетат, фенилуксусную кислоту, пиперональ, экстракт сливы, пропенилгуатол, пропенилуксусную кислоту, 3-пропилиденфталид, сок чернослива, пировиноградную кислоту, экстракт изюма, розовое масло, ром, масло шалфея, масло сандалового дерева, масло мяты колосовой, абсолют стиракса, масло календулы, чай дистиллят, α-терпинеол, терпинилацетат, 5,6,7,8-тетрагидрохиноксалин, 1,5,5,9-тетраметил-13- оксацикло(8.3.0.0(4.9))тридекан, 2,3,5,6-тетраметилпиразин, масло тимьяна, экстракт томата, 2-тридеканон, триэтилцитрат, 4-(2,6,6-триметил-1-циклогексенил)2-бутен-4-он, 2,6,6-триметил-2-циклогексен- 1,4-дион, 4-(2,6,6-триметил-1,3-циклогексадиенил)2-бутен-4-он, 2,3,5-триметилпиразин, γ-ундекалактон, γ-валеролактон, экстракт ванили, ванилин, вератральдегид, абсолют листьев фиалки, N-этил-п-ментан-3-карбоксамид (WS-3) или этил-2-(п-ментан-3-карбоксамид)ацетат (WS-5) и, в частности, предпочтительнее, ментол. Кроме того, одно из этих ароматических веществ может быть использовано отдельно или два или большее количество из них могут быть использованы вместе.
[0065] (Описание, относящееся к добавлению активированного угля)
Активированный уголь может быть добавлен по меньшей мере к части вдыхательного фильтра. Количество добавленного активированного угля в одном расходном материале равно или больше 15,0 м2/см2 и меньше или равно 80,0 м2/см2, значение выражается как удельная площадь поверхности активированного угля * массу активированного угля / площадь поперечного сечения вдыхательного фильтра в направлении, перпендикулярном направлению рисования. «Удельная площадь поверхности активированного угля * массу активированного угля / площадь поперечного сечения вдыхательного фильтра в направлении, перпендикулярном направлению затяжки» выше, может для удобства быть выражена как «площадь поверхности активированного угля на единицу площади поперечного сечения». Площадь поверхности активированного угля на единицу площади поперечного сечения может быть рассчитана на основе удельной площади активированного угля, добавленного во вдыхательный фильтр в одну расходную часть, веса добавленного активированного угля и площади поперечного сечения вдыхательного фильтра. Следует иметь в виду, что в некоторых случаях активированный уголь может быть неравномерно диспергирован внутри вдыхательного фильтра, в который добавлен активированный уголь, и указанный выше диапазон не обязательно должен соблюдаться по всему поперечному сечению (поперечное сечение в направлении, перпендикулярном направлению затяжки) вдыхательного фильтра. Устанавливая площадь поверхности активированного угля на единицу площади поперечного сечения в пределах вышеуказанного диапазона, компонент, образующийся при нагревании, может быть доставлен потребителю в желаемом количестве, и, кроме того, потребителю может быть дано желаемое ощущение вкуса. Если площадь поверхности активированного угля на единицу площади поперечного сечения меньше нижнего предела вышеуказанного диапазона, эффекты, обеспечиваемые добавлением активированного угля, не могут быть адекватно получены. С другой стороны, если площадь поверхности активированного угля на единицу площади поперечного сечения больше, чем верхний предел вышеуказанного диапазона, компонент, образующийся при нагревании, будет уменьшен больше, чем это необходимо.
[0066] Площадь поверхности активированного угля на единицу площади поперечного сечения предпочтительно равна или больше 17,0 м2/см2, более предпочтительно равна или больше 35,0 м2/см2 и, с другой стороны, предпочтительно меньше или равна 77,0 м2/см2, более предпочтительно меньше или равна 73,0 м2/см2. Площадь поверхности активированного угля на единицу площади поперечного сечения можно регулировать, регулируя удельную площадь поверхности активированного угля и количество добавленного активированного угля, а также площадь поперечного сечения вдыхательного фильтра в направлении, перпендикулярном, например, направлению затяжки. Площадь поверхности активированного угля на единицу площади поперечного сечения рассчитывается на основе вдыхательного фильтра, в который добавлен активированный уголь. В случае, когда фильтрующий сегмент содержит множество вдыхательных фильтров, расчет основан на площади поперечного сечения и длине только вдыхательных фильтров, в которые добавлен активированный уголь.
[0067] Примеры сырья, которое можно использовать в качестве активированного угля в этом варианте выполнения, включают древесину, бамбук, скорлупу кокосовых орехов, скорлупу грецкого ореха и уголь. Кроме того, в этом варианте выполнения можно использовать активированный уголь, имеющий удельную поверхность по БЭТ, равную или большую 1100 м2/г и меньшую или равную 1600 м2/г, предпочтительно равную или большую 1200 м2/г и меньшую или равную 1500 м2/г, более предпочтительно равную или большую 1250 м2/г и меньшую или равную 1380 м2/г. Удельную площадь поверхности по БЭТ можно получить методом адсорбции газообразного азота (многоточечный метод БЭТ). Кроме того, в этом варианте выполнения можно использовать активированный уголь с объемом пор, равным или равным 400 мкл/г и меньшим или равным 800 мкл/г, предпочтительно равным или большим 500 мкл/г и равным или меньшим 750 мкл/г, более предпочтительно равным или большим 600 мкл/г и меньшим или равным 700 мкл/г.Объем пор можно рассчитать исходя из максимальной адсорбции, полученной с использованием метода адсорбции газообразного азота.
[0068] В этом варианте выполнения количество добавляемого активированного угля на единицу длины в направлении затяжки вдыхательного фильтра, к которому добавляется активированный уголь, предпочтительно равно или больше 5 мг/см и меньше или равно 50 мг/см, более предпочтительно равно или больше 8 мг/см и меньше или равно 40 мг/см, еще более предпочтительно равно или больше 10 мг/см и меньше или равно 35 мг/см. В этом варианте выполнения, устанавливая удельную площадь поверхности и количество добавляемого активированного угля в вышеуказанных диапазонах, можно довести площадь поверхности активированного угля на единицу площади поперечного сечения до желаемого значения. Кроме того, активированный уголь, который можно использовать в этом режиме, предпочтительно имеет размер частиц совокупного 10% количества по объему частиц активированного угля (размер частиц D10), равный или превышающий 250 мкм и меньший или равный 1200 мкм. Кроме того, размер частиц совокупного 50% количества по объему частиц активированного угля (размер частиц D50) предпочтительно равен или больше 350 мкм и меньше или равен 1500 мкм. Следует иметь в виду, что D10 и D50 измеряются методом лазерного дифракционного рассеяния. Одним из устройств, подходящих для этого измерения, является устройство для измерения распределения частиц по размерам методом лазерного дифракционного рассеяния "LA-950" производства компании Horiba, Ltd. Порошок засыпается вместе с чистой водой в ячейки устройства, и размеры частиц определяются на основе информация о светорассеянии частиц. Условия измерения прибора следующие.
Режим измерения: ручной режим измерения ячейки потока
Дисперсионная среда: ионообменная вода
Дисперсионный метод: измерение после облучения ультразвуковыми волнами в течение 1 минуты.
Показатель преломления: l,92-0,00i (показатель преломления образца) / l,33-0,00i (показатель преломления дисперсионной среды)
Количество измерений: Два измерения с разными образцами
[0069] В этом варианте выполнения способ добавления активированного угля во вдыхательный фильтр конкретно не ограничен, при этом достаточно, если добавленный активированный уголь распределяется по существу равномерно по всему вдыхательному фильтру, к которому добавляется активированный уголь. Следует отметить, что для фильтрующего сегмента может быть использован, например, фильтр, изготовленный в соответствии с известным способом производства, или фильтр, имеющийся в продаже. Кроме того, тип фильтрующего сегмента особо не ограничен, при этом может быть использован фильтр, такой как фильтр, содержащий один фильтрующий сегмент, или фильтр с несколькими сегментами, содержащий несколько фильтрующих сегментов, такой как двойной фильтр или тройной фильтр. В случае выполнения фильтра из одного фильтрующего сегмента вдыхательный фильтр с добавленным в него активированным углем сам является фильтрующим сегментом. С другой стороны, в случае выполнения фильтра из множества фильтрующих сегментов вдыхательный фильтр с добавленным к нему активированным углем предпочтительно располагается выше по потоку, чем вдыхательный фильтр, образующий конец мундштука. С другой стороны, активированный уголь также может быть добавлен к вдыхательному фильтру, образующему конец мундштука. Следует иметь в виду, что в случае, когда фильтрующий сегмент представляет собой мультисегментный фильтр, длина фильтрующего сегмента, рассматриваемая как основа для количества добавленного активированного угля, представляет собой длину вдыхательного фильтра, в который добавлен активированный уголь. Что касается массы всего фильтрующего сегмента, количество добавленного активированного угля может быть равно или больше 4,0 мг и меньше или равно 24,0 мг, например, предпочтительно равно или больше 4,5 мг и меньше или равно 23,0 мг, более предпочтительно равно или больше 10,5 мг и меньше или равно 22,0 мг.
[0070] (Описание, относящееся к охлаждающему сегменту)
Охлаждающий сегмент может быть расположен между курительным веществом и фильтрующим сегментом рядом с ними. Охлаждающий сегмент обычно содержит стержнеобразный или трубчатый элемент, такой как цилиндр, имеющий полость (пустоту) в поперечном сечении, взятом в окружном направлении. Когда расходная часть расположена в камере в требуемом положении, фиксирующий элемент также может иметь воздушный зазор между внутренней поверхностью несжимающего элемента и расходной частью, причем воздушный зазор соединяет отверстие в камере и торцевую поверхность расходной части, расположенной в камере в требуемом положении, или отверстие в камере и торцевую поверхность расходной части, расположенной внутри камеры и на удалении от отверстия в камере. При этом между внутренней поверхностью несжимающего элемента и расходной частью образуется канал для ввода воздуха, подаваемого в расходную часть. Следовательно, когда пользователь вдыхает, вокруг охлаждающего сегмента создается быстрый поток воздуха. Этот воздушный поток может усилить охлаждающий эффект охлаждающего сегмента и способствовать образованию аэрозоля.
[0071] (Описание, относящееся к размерам охлаждающего сегмента)
Длина охлаждающего сегмента в направлении длинной оси может быть изменена в зависимости от размера изделия, но обычно она равна или больше 15 мм, предпочтительно равна или больше 20 мм, более предпочтительно равна до или больше 25 мм и, кроме того, обычно меньше или равна 40 мм, предпочтительно меньше или равна 35 мм, более предпочтительно меньше или равна 30 мм. Задав длину охлаждающего сегмента в направлении длинной оси равной или большей указанного выше нижнего предела, можно обеспечить достаточный охлаждающий эффект для получения приятного вкуса, а задав длину меньшей или равной указанного выше верхнего предела, потери из-за образующихся паров и аэрозолей, прилипающих к внутренним стенкам охлаждающего сегмента, могут быть уменьшены.
[0072] Для охлаждения охлаждающий сегмент также может быть уплотнен листом или чем-либо подобным. Общая площадь поверхности охлаждающего сегмента конкретно не ограничена и может быть, например, равной или большей 300 мм2/мм и меньшей или равной 1000 мм2/мм. Площадь поверхности - это площадь поверхности на единицу длины (мм) охлаждающего сегмента в направлении затяжки. Общая площадь поверхности охлаждающего сегмента предпочтительно равна или больше 400 мм2/мм, более предпочтительно 450 мм2/мм, и, с другой стороны, предпочтительно меньше или равна 600 мм2/мм, более предпочтительно меньше или равна 550 мм2/мм. Желательно, чтобы внутренняя конструкция охлаждающего сегмента имела большую общую площадь поверхности. Следовательно, в предпочтительном варианте выполнения охлаждающий сегмент может содержать лист тонкого материала, который был смят, плиссирован, собран и сложен для образования каналов. Чем больше внутренних складок или плиссировок имеет элемент, тем больше общая площадь поверхности охлаждающего сегмента. Толщина материала, из которого состоит охлаждающий сегмент, специально не ограничена и может быть равна или больше 5 мкм и меньше или равна, например, 500 мкм, а также может быть равна или больше 10 мкм и меньше или равна 250 мкм.
[0073] (Описание, касающееся отверстий)
Охлаждающий сегмент также может иметь концентрические отверстия (также называемый в этой области техники «вентиляционным фильтром (Vf)») в окружном направлении. Количество отверстий не ограничено. Отверстия могут находиться в области, равной или превышающей 4 мм от границы между охлаждающим сегментом и фильтрующим сегментом в направлении стороны охлаждающего сегмента. Во время использования, благодаря наличию отверстий, воздух может поступать снаружи в охлаждающий сегмент и снижать температуру компонента и воздуха, поступающего от курительного вещества. Кроме того, задавая положение, при котором охлаждающий сегмент находится в пределах области, равной или превышающей 4 мм от границы между охлаждающим сегментом и фильтрующим сегментом в направлении в сторону охлаждающего сегмента, можно не только повысить эффективность охлаждения, но и предотвратить застой компонента, образующегося при нагреве, внутри охлаждающего сегмента, а также увеличить количество доставляемого компонента. Заметим, что в случае, когда в курительном веществе используется аэрозольный базовый материал, пар, содержащий аэрозольный базовый материал и компонент табачного вкуса, образующийся при нагревании расходной части, контактирует с воздухом извне и сжижается из-за перепада температуры, тем самым способствует образованию аэрозоля.
[0074] Кроме того, в случае, когда отверстия, расположенные концентрическим образом, рассматриваются как одна группа отверстий, может быть предусмотрена одна или несколько групп отверстий. В случае, когда имеется две или большее количество групп отверстий, с точки зрения увеличения количества доставляемого компонента, образующегося при нагревании, группы отверстий предпочтительно не расположены в области менее 4 мм от границы между охлаждающим сегментом и фильтрующим сегментом в направлении стороны охлаждающего сегмента. Кроме того, в случае способа, в котором расходную часть получают путем обертывания ободочной бумаги (второй оберточной бумаги) вокруг курительного вещества, охлаждающего сегмента и фильтрующего сегмента, ободочная бумага предпочтительно имеет отверстия в местах непосредственно над отверстиями, выполненными в охлаждающем сегменте. В случае изготовления такой расходной части можно подготовить ободочную бумагу с перекрывающимися отверстиями, а затем использовать ее для обертывания, но с точки зрения простоты изготовления предпочтительнее изготовить расходную часть с использованием охлаждающего сегмента без отверстий, а затем создать отверстия, одновременно проходящие через охлаждающий сегмент и ободочную бумагу.
[0075] (Описание, относящееся к расположению отверстий)
С точки зрения улучшения доставки компонента, образующегося при нагреве, область, в которой имеются отверстия, может представлять собой область, равную или превышающую 4 мм от границы между охлаждающим сегментом и фильтрующим сегментом в направлении стороны охлаждающего сегмента, и с точки зрения дальнейшего улучшения доставки компонента предпочтительно представляет собой область, равную или превышающую 4,5 мм, более предпочтительно область, равную или превышающую 5 мм, еще более предпочтительно, область, равную или превышающую 5,5 мм и, кроме того, с точки зрения обеспечения функции охлаждения, область предпочтительно находится на расстоянии меньшем или равном 15 мм, более предпочтительно на расстоянии меньшем или равном 10 мм, еще более предпочтительно на расстоянии меньшем или равном 7 мм. С точки зрения улучшения доставки компонента, полученного путем нагревания, область, в которой имеются отверстия V, предпочтительно представляет собой область, равную или превышающую 24 мм от конца мундштука расходной части в направлении стороны охлаждающего сегмента, предпочтительно область, равную или превышающую 24,5 мм, предпочтительно область, равную или превышающую 25 мм, более предпочтительно область, равную или превышающую 25,5 мм, и, кроме того, с точки зрения обеспечения функции охлаждения, предпочтительно область на расстоянии меньшем или равном 35 мм, более предпочтительно область на расстоянии меньшем или равном 30 мм, еще более предпочтительно область на расстоянии меньшем или равном 27 мм.
[0076] Кроме того, если рассматривать границу между охлаждающим сегментом и курительным веществом, в случае, когда длина охлаждающего сегмента в аксиальном направлении равна или больше 20 мм, с точки зрения обеспечения безопасности функции охлаждения область, в которой имеются отверстия, предпочтительно представляет собой область, равную или превышающую 5 мм от границы между охлаждающим сегментом и курительным веществом в направлении стороны охлаждающего сегмента, более предпочтительно область, равную или превышающую 10 мм, еще более предпочтительно область, равную или превышающая 13 мм, и, кроме того, с точки зрения улучшения доставки компонента, полученного путем нагревания, предпочтительно область на расстоянии меньшем или равном 16 мм, более предпочтительно область на расстоянии меньшем или равном 15,5 мм, еще более предпочтительно на расстоянии меньшем или равном 15 мм и особенно предпочтительно на расстоянии меньшем или равном 14,5 мм.
[0077] (Описание, относящееся к соотношению притока воздуха из отверстий)
Отверстия предпочтительно выполнены таким образом, чтобы соотношение воздуха, поступающего из отверстий (объемное соотношение воздуха, поступающего из отверстий в случае обработки соотношения воздуха, вдыхаемого с конца мундштука, как 100% по объему) при воздействии затяжкой 17,5 мл/с автоматической курительной машиной составляет 10%-90% по объему, предпочтительно 50%>-80% по объему, более предпочтительно 55%>-75% по объему, что может быть достигнуто комбинированным выбором путем выбора количества отверстий V на группу отверстий в диапазоне от 5 до 50 и выбора диаметра отверстий V в диапазоне, например, от 0,1 мм до 0,5 мм. Приведенное выше соотношение притока воздуха может быть измерено способом, соответствующим ISO 9512, с использованием автоматической курительной машины (например, автоматической курительной машины для одной сигареты производства компании Borgwaldt).
[0078] (Описание, относящиеся к курительному веществу)
Тип курительного вещества особо не ограничен, поскольку курительное вещество имеет известный тип и обычно тип, получаемым путем обертывания табачного наполнителя, например, оберточной бумагой (первой оберточной бумагой). Табачный наполнитель особо не ограничен, и можно использовать первый табачный наполнитель или второй табачный наполнитель, описанные ниже. Кроме того, в данном описании высушенные табачные изделия, такие как резаный табак, табачные листы и табачные гранулы, описанные ниже, также могут называться просто «высушенный табачный лист». Кроме того, курительное вещество может также содержать зацепляющий блок, который зацепляется с нагревательным элементом и т.п.для нагревания табачного изделия.
[0079] (Описание, относящееся к размерам курительного вещества)
Курительное вещество, полученное путем обертывания табачного наполнителя оберточной бумагой, предпочтительно имеет столбчатую форму, и в этом случае соотношение сторон, которое выражается как высота курительного вещества в направлении длинной оси по отношению к ширине нижней поверхности курительного вещества предпочтительно равно или больше 1. Форма нижней поверхности не ограничена и может представлять собой такую форму, как многоугольная, закругленная многоугольная, круглая или эллиптическая. Ширина представляет собой диаметр в случае, когда нижняя поверхность круглая, большая ось в эллиптическом случае и диаметр описанной окружности или большая ось описанного эллипса в многоугольном или скругленном многоугольном случае. Предпочтительно, высота табачного наполнителя, образующего курительное вещество, составляет приблизительно от 10 до 70 мм в высоту и приблизительно от 4 до 9 мм в ширину.
[0080] Длина курительного вещества в направлении длинной оси может быть изменена в зависимости от размера изделия, но обычно она равна или больше 10 мм, предпочтительно равна или больше 12 мм. более предпочтительно равна или больше 15 мм, еще более предпочтительно равна или больше 18 мм и, кроме того, обычно меньше или равна 70 мм, предпочтительно меньше или равна 50 мм, более предпочтительно меньше или равна 30 мм, а еще более предпочтительно меньше или равно 25 мм. Кроме того, отношение длины курительного вещества к общей длине h расходной части в направлении длинной оси специально не ограничено, но с точки зрения достижения баланса между доставляемым количеством и температурой аэрозоля, это соотношение обычно равно или больше 10%, предпочтительно равно или больше 20%, более предпочтительно равно или больше 25%, еще более предпочтительно равно или больше 30% и, кроме того, обычно меньше или равно 80%, предпочтительно меньше или равно 70%, более предпочтительно меньше или равно 60%), еще более предпочтительно меньше или равно 50%), особенно предпочтительно меньше или равно 45%), наиболее предпочтительно меньше или равно 40%.
[0081] (Описание, относящееся к количеству наполнителя)
Количество высушенного табачного листа, входящего в состав курительного вещества, особо не ограничено, но может быть равно или больше 200 мг и меньше или равно 800 мг на курительное вещество, предпочтительно равно или больше 250 мг и меньше или равно 600 мг на курительное вещество. Вышеупомянутые диапазоны особенно подходят для курительного вещества, имеющего окружную длину 22 мм и длину 20 мм.
[0082] (Описание, относящееся к наполнителю (первый табачный наполнитель: нарезанный наполнитель))
Для начала описан первый табачный наполнитель (также называемый просто "первым наполнителем"). Материал нарезанного табака (источник вкуса), включенный в первый наполнитель, конкретно не ограничен, при этом можно использовать табак, такой как листовая пластинка, средняя жилка или другой известный растительный материал. Кроме того, источник аромата, такой как табак, может быть выполнен в виде стружек, листов, нитей, порошка, гранул, шариков, суспензии, пористой формы и т.п. В частности, например, высушенный табачный лист может быть измельчен в измельченный табачный продукт, имеющий средний размер частиц, равный или превышающий 20 мкм и меньший или равный 200 мкм, а затем однородные частицы измельченного табачного продукта могут быть переработаны в листы (далее также называемые просто гомогенизированными листами), которые затем разрезаются. Кроме того, высушенный табачный лист также может быть так называемого жгутного типа, в котором гомогенизированные листы примерно такой же длины, что и курительное вещество в продольном направлении, нарезаются по существу поперек продольного направления курительного вещества и уплотняются в курительное вещество. Кроме того, продукт, полученный путем сборки листов, обработанных, как указано выше, без резки, также может быть использован в качестве курительного вещества. Кроме того, ширина нарезанного табака предпочтительно равна или больше 0,5 мм и меньше или равна 2,0 мм после уплотнения в курительное вещество. В случае, если курительное вещество имеет окружную длину от 20 до 23 мм и длину от 18 до 22 мм, диапазон количества курительного вещества, такого как табак, может быть от 200 мг до 400 мг для потребления, например, предпочтительно от 250 мг до 320 мг.
[0083] Для табачного листа, используемого для производства нарезанного табака и гомогенизированных листов, может быть использован любой из различных типов табака. Примеры включают желтый табак, табак Берли, восточный табак, местный табак, другие разновидности nicotiana tabacum, разновидности nicotiana rustica и их смеси. Для смесей можно использовать подходящую смесь вышеперечисленных сортов для достижения желаемого вкуса. Подробная информация о вышеупомянутых сортах табака раскрыта в «Энциклопедии табака, TASC, 2009.3.31». Существует множество способов изготовления вышеуказанных гомогенизированных листов, то есть в предшествующем уровне техники существует множество способов измельчения и переработки листьев табака в гомогенизированные листы. Первый представляет собой способ изготовления листов, подобных бумаге, с использованием процесса производства бумаги. Второй способ представляет собой способ производства литых листов путем смешивания соответствующего растворителя, такого как вода, с измельченным табачным листом для получения однородной смеси, затем отливки тонкого слоя гомогенной смеси на металлическую пластину или ленту из металлических пластин и сушки. Третий представляет собой способ производства скрученных листов путем смешивания соответствующего растворителя, такого как вода, с измельченным табачным листом для получения однородной смеси, а затем экструзии смеси для формирования листов. Вышеуказанные типы гомогенизированных листов подробно раскрыты в «Энциклопедии табака, TASC, 2009.3.31».
[0084] Содержание влаги в табачном наполнителе может быть равно или больше 8% по массе и меньше или равно 18% по массе по отношению к общему весу табачного наполнителя, предпочтительно равно или больше 10%) по массе и меньше или равно 16% по массе, более предпочтительно больше или равно 10%) по массе и меньше или равно 15% по массе, еще более предпочтительно больше или равно 11% по массе и меньше или равно 13% по массе. При таком содержании влаги устраняется окрашивание валков и достигается благоприятная скатываемость при производстве курительного вещества. Кроме того, расходная часть легче деформируется, чтобы соответствовать форме поперечного сечения фиксирующего элемента. Размер и способ приготовления нарезанного табака, включенного в первый табачный наполнитель, конкретно не ограничены. Например, может быть использован высушенный табачный лист, нарезанный на кусочки, имеющие ширину, равную или большую 0,5 мм и меньшую или равную 2,0 мм, предпочтительно равную или большую 0,8 мм и меньшую или равную 1,2 мм. Также, в случае использования гомогенизированных листов измельченного материала, высушенный табачный лист может быть измельчен таким образом, чтобы средний размер частиц составлял приблизительно от 20 мкм до 200 мкм, а затем его однородные частицы могут быть переработаны в листы и разрезаны на куски, имеющие ширину, равную или большую 0,5 мм и меньшую или равную 2,0 мм, предпочтительно равную или большую 0,8 мм и меньшую или равную 1,2 мм и использованы.
[0085] Первый табачный наполнитель может также содержать аэрозольный базовый материал для создания дымового аэрозоля. Тип аэрозольного базового материала особо не ограничен, и в зависимости от цели могут быть выбраны экстракты и/или их компоненты из любых различных типов природных веществ. Примеры аэрозольного базового материала включают глицерин, пропиленгликоль, триацетин, 1,3-бутандиол и их смеси. Количество аэрозольного базового материала, включенного в первый табачный наполнитель (в весовых процентах по отношению к весу первого табачного наполнителя), конкретно не ограничено, но с точки зрения образования достаточного количества аэрозоля, а также придания приятного вкуса, его количество по отношению к общему количеству табачного наполнителя обычно равно или больше 5% по массе, предпочтительно равно или больше 10% по массе и, кроме того, обычно меньше или равно 50% по массе, предпочтительно равно или больше 15%) по массе и меньше или равно 25% по массе.
[0086] Первый табачный наполнитель может также содержать ароматическое вещество. Тип ароматического вещества конкретно не ограничен, но с точки зрения придания приятного вкуса ароматическое вещество может быть похоже на ароматическое вещество, добавляемое в описанный выше вдыхательный фильтр.
[0087] Количество ароматического вещества, включенного в первый наполнитель, особо не ограничено, но с точки зрения придания приятного вкуса это количество обычно равно или больше 10000 частей на миллион, предпочтительно равно или больше 20000 частей на миллион, более предпочтительно равно или больше 25000 частей на миллион и, кроме того, обычно меньше или равно 70000 частей на миллион, предпочтительно меньше или равно 50000 частей на миллион, более предпочтительно меньше или равно 40000 частей на миллион, еще более предпочтительно меньше или равно 33000 частей на миллион.
[0088] Коэффициент уплотнения в первом табачном наполнителе конкретно не ограничен, но с точки зрения гарантии характеристик расходной части и придания приятного аромата коэффициент уплотнения обычно равен или больше 250 мг/см3, предпочтительно 300 мг/см3 и, кроме того, обычно меньше или равен 400 мг/см3, предпочтительно меньше или равен 350 мг/см3. Оберточную бумагу используют для обертывания вышеуказанного первого табачного наполнителя так, чтобы он находилась внутри, тем самым образуя курительное вещество.
[0089] (Описание, относящееся к наполнителю (второй табачный наполнитель: листовой наполнитель))
Второй табачный наполнитель содержит табачные листы, уплотненные в материал наполнителя. Табачный лист может быть один или их может быть несколько. Одним из примеров варианта выполнения, в котором второй табачный наполнитель содержит один табачный лист, является уплотненный вариант выполнения (так называемый сборный лист), в котором табачный лист имеет длину с одной стороны, приблизительно равную длине материала с наполнителем, в продольном направлении отгибается несколько раз поперек продольного направления материала наполнителя. Другим примером является вариант выполнения, при котором табачный лист, имеющий длину на одной стороне, примерно равную длине материала с наполнителем в продольном направлении, упаковывают путем скручивания в направлении, ортогональном продольному направлению материала наполнителя.
[0090] Одним из примеров варианта выполнения в случае, когда второй табачный наполнитель содержит два или большее количество табачных листов, является вариант выполнения, при котором множество табачных листов, имеющих длину на одной стороне, приблизительно равную длине материала наполнителя в продольном направлении, упаковывают путем прокатки в направлении, ортогональном продольному направлению материала наполнителя так, чтобы они располагались концентрически. «Так, чтобы они располагались концентрически» относится к расположению, при котором центры всех табачных листов расположены по существу в одном и том же месте. Более того, количество табачных листов конкретно не ограничено и может составлять 2, 3, 4, 5, 6 или 7 листов. Два или большее количество табачных листов могут иметь одинаковый состав или физические свойства, или некоторые или все табачные листы также могут иметь разный состав или физические свойства. Кроме того, табачные листы могут иметь одинаковую или разную толщину.
[0091] Второй табачный наполнитель может быть изготовлен путем подготовки множества табачных листов различной ширины, изготовления многослойной структуры, в которой листы уложены слоями таким образом, что ширина уменьшается снизу вверх, и скручивания и придания формы многослойной структуре с помощью наматывающей трубы. В соответствии с этим способом изготовления, множество табачных листов проходят в продольном направлении и также располагаются концентрически с продольной осью в центре. Кроме того, между продольной осью и самым внутренним табачным листом также может быть сформирован зацепляющий элемент, который проходит в продольном направлении.
[0092] В этом способе изготовления многослойная структура предпочтительно изготавливается таким образом, что между табачными листами, которые являются соседними после скручивания и формования, образуются неконтактирующие части. Наличие неконтактирующих частей (промежутков), где табачные листы не соприкасаются между множеством табачных листов, защищает ароматические каналы и увеличивает эффективность доставки ароматического компонента. С другой стороны, тепло от нагревателя может передаваться наружным табачным листам через соприкасающиеся части множества табачных листов, и поэтому может быть обеспечена высокая эффективность теплопередачи. Примеры способов обеспечения неконтактирующих частей, в которых табачные листы не соприкасаются между множеством табачных листов, включают изготовление многослойной структуры с использованием тисненых табачных листов, располагая их слоями таким образом, чтобы все поверхности соседних табачных листов не прилипали друг к другу, располагая их слоями таким образом, чтобы части соседних табачных листов прилипали друг к другу, или располагая их слоями таким образом, чтобы все поверхности или части соседних табачных листов слегка прилипали друг к другу, чтобы обеспечить отслаивание после скручивания и формования. В случае приготовления курительного вещества, содержащего оберточную бумагу, оберточная бумага может быть расположена в самом низу многослойной структуры. Кроме того, зацепляющий узел также может быть сформирован путем размещения трубчатой заглушки, такой как оправка, на верхней части многослойной структуры и последующего удаления заглушки после формирования второго табачного наполнителя.
[0093] Коэффициент уплотнения во втором табачном наполнителе особо не ограничен, но с точки зрения гарантии характеристик табачного изделия и придания приятного аромата коэффициент уплотнения обычно равен или больше 250 мг/см3, предпочтительно 300 мг/см3 и, кроме того, обычно меньше или равен 400 мг/см3, предпочтительно меньше или равен 350 мг/см3.
[0094] Табачные листы могут также содержать аэрозольный базовый материал, который образует дымовой аэрозоль в ответ на нагревание, в качестве аэрозольного базового материала добавляют такой источник аэрозоля, как полиол, такой как глицерин, пропиленгликоль или 1,3-бутандиол. Количество такого аэрозольного базового материала, которое необходимо добавить, предпочтительно равно или больше 5% по массе и меньше или равно 50% по массе по отношению к сухому весу табачных листов, более предпочтительно равно или больше 15% по массе и менее или равно 25%о по массе.
[0095] Табачные листы могут быть изготовлены соответствующим образом известным способом, таким как изготовление бумаги, суспензия или скручивание. Следует отметить, что также могут быть использованы гомогенизированные листы, описанные в отношении первого табачного наполнителя. В случае изготовления бумаги табачные листы могут быть изготовлены в соответствии со способом, включающим следующие этапы: 1) Измельчение высушенного табачного листа и извлечение воды для отделения водного экстракта от остатка. 2) Вакуумная сушка и конденсация водной вытяжки. 3) Добавление целлюлозы к остатку, создание волокон в рафинере и раскладка волокон в листы. 4) Добавление сконденсированного водного экстракта к сформированным листам и сушка для получения табачных листов. В этом случае также может быть добавлена стадия удаления частичного компонента, такого как нитрозамин (см. японский перевод публикации международной заявки РСТ №2004-510422). В случае суспензионного способа табачные листы могут быть изготовлены в соответствии со способом, включающим следующие этапы. 1) Смешивание воды, пульпы и связующего с измельченным табачным листом. 2) Тонкое распределение (заливка) и сушка смеси. В этом случае также может быть добавлен этап удаления частичного компонента, такого как нитрозамин, путем воздействия ультрафиолетовым или рентгеновским излучением на суспензию, полученную путем смешивания воды, пульпы и связующего с измельченным табачным листом.
[0096] В противном случае, как описано в публикации международной заявки РСТ №2014/104078, также могут быть использованы нетканые табачные листы, изготовленные способом, включающим следующие этапы: 1) Смешивание порошкообразного табачного листа со связующим. 2) Улавливание смеси нетканым материалом. 3) Придание многослойной структуре фиксированной формы с помощью тепловой сварки для получения нетканых табачных листов. Типы табачного листа, используемые в качестве сырья в каждом из вышеперечисленных способов, могут быть такими же, как и типы, описанные в отношении первого табачного наполнителя. Состав табачных листов особо не ограничен, но, например, содержание табачного сырья (табачного листа) предпочтительно равно или больше 50% по массе и меньше или равно 95% по массе по отношению к общему весу табачных листов. Кроме того, табачные листы могут также содержать связующее. Примеры такого связующего включают гуаровую камедь, ксантановую камедь, карбоксиметилцеллюлозу (КМЦ) и натриевую соль карбоксиметилцеллюлозы (КМЦ-Na). Количество связующего предпочтительно равно или больше 1% по массе и меньше или равно 10% по массе по отношению к общему весу табачных листов. Табачные листы могут также содержать дополнительные добавки. Примеры добавок включают наполнитель, такой как пульпа. В настоящем варианте выполнения используется множество табачных листов, и все такие табачные листы могут иметь одинаковый состав или физические свойства, или некоторые или все табачные листы также могут иметь разные составы или физические свойства.
[0097] Второй табачный наполнитель может быть изготовлен путем подготовки множества табачных листов различной ширины, изготовления многослойной структуры, в которой листы уложены слоями таким образом, что ширина уменьшается снизу вверх, и скручивания и придания формы многослойной структуре, с помощью наматывающей трубы. В соответствии с этим способом изготовления, множество табачных листов проходят в продольном направлении и также располагаются концентрически с продольной осью в центре. Кроме того, между продольной осью и самым внутренним табачным листом также может быть сформирован зацепляющий элемент, который проходит в продольном направлении. В этом способе изготовления многослойная структура предпочтительно изготавливается таким образом, что между табачными листами, которые являются соседними после скручивания и формования, образуются неконтактирующие части. Наличие неконтактирующих частей (промежутков), где табачные листы не соприкасаются между множеством табачных листов, защищает ароматические каналы и увеличивает эффективность доставки ароматического компонента. С другой стороны, в случае, когда табачное изделие используется в электрически нагреваемом табачном изделии, тепло от нагревателя может передаваться наружным табачным листам через контактирующие части множества табачных листов, и, следовательно, может быть обеспечена высокая эффективность теплопередачи.
[0098] Примеры способов выполнения неконтактирующих частей, в которых табачные листы не соприкасаются между множеством табачных листов, включают изготовление многослойной структуры с использованием тисненых табачных листов, располагая их слоями таким образом, чтобы все поверхности соседних табачных листов не прилипали друг к другу, располагая их слоями таким образом, чтобы части соседних табачных листов прилипали друг к другу, или располагая их слоями таким образом, чтобы все поверхности или части соседних табачных листов слегка прилипали друг к другу, чтобы обеспечить отслаивание после скручивания и формования. В случае приготовления курительного вещества, содержащего оберточную бумагу, оберточная бумага может быть расположена в самом низу многослойной структуры. Кроме того, зацепляющий узел также может быть сформирован путем размещения трубчатой заглушки, такой как оправка, на верхней части многослойной структуры и последующего удаления заглушки после формирования второго табачного наполнителя. Толщина каждого табачного листа не ограничена, но для баланса эффективности теплопередачи и прочности толщина предпочтительно равна или больше 150 мкм и меньше или равна 1000 мкм, более предпочтительно равна или больше 200 мкм и меньше или равна 600 мкм. Табачные листы могут иметь одинаковую толщину или разную толщину. Количество табачных листов, образующих второй табачный наполнитель, специально не ограничено и может составлять, например, 2, 3, 4, 5, 6 или 7 листов.
[0099] (Описание, относящееся к аромасодержащему материалу)
Курительное вещество может содержать высушенный табачный лист (листья табака, которые были высушены) и аромасодержащий материал, в котором ароматическое вещество заключено в полисахаридный гель. Аромасодержащий материал, представляет собой материал, в котором ароматическое вещество заключено в полисахаридный гель, и путем смешивания аромасодержащего материала с курительным веществом можно подавить колебания количества ароматического вещества, подаваемого с каждой затяжкой, во время курения от начала до конца, и можно получить устойчивый приятный вкус. Авторы изобретения предполагают, что причина вышеизложенного заключается в следующем. Во-первых, когда расходная часть вставляется в электронагревательное устройство и начинается курение после предварительного нагрева в течение определенного времени, считается, что если ароматическое вещество подмешано непосредственно в курительное вещество, ароматическое вещество улетучивается во время предварительного нагрева, большая его часть подается в начале курения, а количество подаваемого ароматического вещества становится недостаточным в конце курения. Напротив, если ароматическое вещество смешивается с курительным веществом, ароматическое вещество покрывается полисахаридным гелем, тем самым удерживая ароматическое вещество от испарения во время предварительного нагревания и приводя к постепенному высвобождению ароматического вещества во время курения. По этой причине предполагается, что достаточное количество доставленного ароматического вещества может быть обеспечено даже в конце курения. Далее будут описаны компоненты аромасодержащего материала.
[0100] Тип ароматического вещества особо не ограничен, но с точки зрения придания приятного аромата ароматическое вещество может быть похоже на ароматическое вещество, добавляемое в описанный выше вдыхательный фильтр.
[0101] Количество ароматического вещества, содержащегося в аромасодержащем материале, зависит от таких факторов, как тип ароматического вещества и тип полисахарида, но обычно равно или больше 18% по массе, предпочтительно равно или больше 50% по массе, более предпочтительно равно или больше 60% по массе и, кроме того, обычно меньше или равно 90% по массе, предпочтительно меньше или равно 80% по массе.
[0102] Тип полисахарида конкретно не ограничен, но предпочтительно представляет собой однокомпонентный материал из каррагинана, агара, геллановой камеди, тамариндовой камеди, камеди семян подорожника или глюкоманнана конжака; или многокомпонентный материал, сочетающий два или более компонентов, выбранных из группы, состоящей из каррагинана, камеди рожкового дерева, гуаровой камеди, агара, геллановой камеди, тамариндовой камеди, ксантановой камеди, таровой камеди, глюкоманнана коньяка, крахмала, камеди кассии и камеди семян подорожника. Поскольку эти полисахариды клейстеризуются просто при нагревании до 30°С-90°С в водном растворе, во время приготовления аромасодержащего материала требуется желатинирующий агент, такой как хлорид металла, что является предпочтительным, поскольку нежелательные компоненты, такие как продукты разложения хлорида не образуются в основном дыме при курении.
[0103] Аромасодержащий материал может также содержать эмульгатор, используемый для эмульгирования сырья во время приготовления. Тип эмульгатора конкретно не ограничен и может представлять собой лецитин, сложные эфиры глицерина и жирных кислот, сложные эфиры полиглицерина и жирных кислот, сложные эфиры сорбитана и жирных кислот, сложные эфиры полиоксиэтиленсорбитана и жирных кислот, сложные эфиры пропиленгликоля и жирных кислот или сложные эфиры сахарозы и жирных кислот, например, предпочтительно лецитин. Следует иметь в виду, что один из этих эмульгаторов можно использовать отдельно или два или большее количество можно использовать вместе.
[0104] Способ получения аромасодержащего материала, конкретно не ограничен, причем аромасодержащий материал может быть получен в соответствии с процедурой, следующей за известным способом. Некоторые известные способы описаны в международной патентной публикации №2011/118040, выложенном патенте Японии №2013-099349 и международной патентной публикации №2012/118034. Более конкретно, аромасодержащий материал может быть получен в соответствии со способом, включающим, например, следующие этапы (i) и (ii).
(i) Этап нагревания смеси полисахарида и воды обычно до 30-90°С, предпочтительно до 60-90°С, с получением, тем самым, водного раствора полисахарида; и
(ii) Этап добавления ароматического вещества и эмульгатора по мере необходимости к водному раствору и замешивания для получения эмульгированной взвеси.
[0105] Количество аромасодержащего материала, содержащегося в курительном веществе, также зависит от количества ароматического вещества, содержащегося в аромасодержащем материале, но обычно равно или больше 1% по массе по отношению к высушенному табачному листу, предпочтительно равно или больше 5% по массе, и, кроме того, обычно меньше или равно 20% по массе, предпочтительно меньше или равно 10% по массе. Кроме того, курительное вещество содержит аромасодержащий материал, так что количество ароматического вещества, включенного в аромасодержащий материал, обычно равно или больше 1 мг, предпочтительно равно или больше 5 мг, более предпочтительно равно или больше 10 мг и, кроме того, обычно равно или меньше 30 мг, предпочтительно меньше или равно 20 мг. Установив количество ароматосодержащего вещества, содержащегося в курительном веществе, в указанных выше пределах, можно не только придать приятный аромат, но и устранить колебания количества ароматического вещества, подаваемого с каждой затяжкой во время курения от начала до конца курения и, кроме того, обеспечить достаточную подачу в начале, в середине или в конце курения.
[0106] Способ, с помощью которого аромасодержащий материал смешивается с курительным веществом, конкретно не ограничен, при этом аромасодержащий материал может быть расположен внутри и/или снаружи оберточной бумаги, используемой для обертывания табачного наполнителя, оберточная бумага может быть пропитана аромасодержащим материалом, или же аромасодержащий материал может быть примешан к табачному наполнителю. В случае размещения аромасодержащего материала на внутренней и/или наружной стороне оберточной бумаги, используемой для обертывания табачного наполнителя, достаточно покрыть оберточную бумагу эмульгированной суспензией, описанной выше, или последовательно отлить и высушить эмульгированную суспензию, указанную выше, на базовый материал и, таким образом, перерабатывают суспензию в лист, содержащий аромат, который затем используют вместе с оберточной бумагой для обертывания табачного наполнителя. Оберточная бумага, пропитанная аромасодержащим материалом, может быть получена путем пропитки оберточной бумаги эмульгированной суспензией, описанной выше, и последующей сушки. Кроме того, в случае смешивания аромасодержащего материала с табачным наполнителем высушенный табачный лист может быть покрыт или пропитан вышеуказанной эмульгированной суспензией, или аромосодержащий лист, описанный выше, или его нарезанный или измельченный продукт могут быть смешаны в высушенный табачный лист.
[0107] (Описание, относящееся к оберточной бумаге)
Расходная часть может также содержать вторую оберточную бумагу, которая отличается от первой оберточной бумаги, и которая используется для обертывания по меньшей мере одного из охлаждающих сегментов, сегментов с центральным отверстием и вдыхательного фильтра. Вторая оберточная бумага может также обертывать часть первой оберточной бумаги, используемой для обертывания курительного вещества. Конфигурация оберточной бумаги (здесь и далее включающая первую оберточную бумагу и вторую оберточную бумагу) особо не ограничена и может быть типовой, например, такой как материал, содержащий в качестве базового компонента целлюлозу. Что касается целлюлозы, помимо древесной целлюлозы, такой как целлюлоза из хвойной или лиственной древесины, перерабатываемой, как при производстве бумаги, может также использоваться недревесная целлюлоза, обычно используемая в оберточной бумаге для табачных изделий, такая как целлюлоза из льна, конопляная целлюлоза, сизалевая конопляная целлюлоза или эспарто могут быть также смешаны и изготовлены для получения пульпы. Можно использовать такой тип целлюлозы, как химическая целлюлоза, измельченная целлюлоза, химически измельченная целлюлоза или термомеханическая целлюлоза, полученная сульфатной перегонкой, кислой, нейтральной или щелочной сульфитной перегонкой или перегонкой кальцинированной содой.
[0108] На этапе использования вышеуказанной целлюлозы для формирования листов на длинносеточной бумагоделательной машине, цилиндрической бумагоделательной машине или многоцилиндровой бумагоделательной машине текстура может быть отрегулирована для изготовления однородной оберточной бумаги. Следует отметить, что при необходимости может быть добавлен усилитель прочности влажной бумаги для придания водостойкости оберточной бумаге, а также может быть добавлен проклеивающий агент для регулирования печатных свойств оберточной бумаги. Кроме того, вспомогательные вещества для изготовления бумаги, такие как сульфатные ленты, различные типы анионных, катионных, неионогенных или амфотерных присадок, улучшающих фильтрацию воды и усилители прочности бумаги, а также добавки для изготовления бумаги, такие как красители, регуляторы рН, пеногасители, агенты для контроля смолы, и могут быть добавлены агенты для борьбы с шламом.
[0109] Плотность исходного материала для оберточной бумаги обычно равна или больше, например, 20 г/м2, предпочтительно равна или больше 25 г/м2. С другой стороны, плотность обычно меньше или равна 65 г/м2, предпочтительно меньше или равна 50 г/м2, более предпочтительно меньше или равна 45 г/м2. Толщина оберточной бумаги, имеющей вышеуказанные характеристики, особо не ограничена, но с точки зрения жесткости, воздухопроницаемости и простоты регулировки во время изготовления бумаги обычно равна или больше 10 мкм, предпочтительно равна или больше 20 мкм, более предпочтительно равна или больше 30 мкм и, кроме того, обычно меньше или равна 100 мкм, предпочтительно меньше или равна 75 мкм, более предпочтительно меньше или равна 50 мкм. Форма оберточной бумаги для расходной части может быть квадратной, прямоугольной и т.п.В случае использования оберточной бумаги для обертывания табачного наполнителя (для приготовления курительного вещества) длина одной стороны может составлять приблизительно от 12 мм до 70 мм, а длина другой стороны может составлять от 15 мм до 28 мм, предпочтительно от 22 мм до 24 мм, еще более предпочтительно приблизительно 23 мм. При использовании оберточной бумаги для обертывания табачного наполнителя стержнеобразной формы один край и противоположный край оберточной бумаги в направлении w (см. Фиг. 12), например, делаются внахлест приблизительно на 2 мм и склеиваются вместе, образуя бумажную трубку столбчатой формы, которая служит формой для наполнения табачным наполнителем. Размер прямоугольной оберточной бумаги может быть определен в соответствии с размером готового курительного вещества. В случае использования оберточной бумаги, такой как ободочная бумага, для соединения курительного вещества с другим элементом, прилегающим к курительному веществу, длина одной стороны может составлять от 20 мм до 60 мм, а длина другой стороны может составлять от 15 мм до 28 мм.
[0110] Помимо целлюлозы, описанной выше, оберточная бумага может также включать наполнитель. Содержание наполнителя может быть равно или больше 10% по массе и меньше 60% по массе по отношению к общему весу оберточной бумаги, предпочтительно равно или больше 15% по массе и меньше или равно 45% по массе. Для оберточной бумаги в предпочтительном диапазоне плотностей (равном или большем 25 г/м2 и меньшем или равном 45 г/м2) плотность наполнителя предпочтительно равна или больше 15% по массе и меньше или равна 45%) по массе. Кроме того, когда плотность равна или больше 25 г/м2 и меньше или равна 35 г/м2, плотность наполнителя предпочтительно равна или больше 15% по массе и меньше или равна 45% по массе, и когда плотность больше 35 г/м2 и меньше или равна 45 г/м2, плотность наполнителя предпочтительно равна или больше 25%) по массе и меньше или равна 45%) по массе. Хотя в качестве наполнителя можно использовать такой материал, как карбонат кальция, диоксид титана или каолин, предпочтительно использовать карбонат кальция по таким причинам, как улучшение вкуса и белизны. Бумага, содержащая наполнитель, подобный указанному выше, имеет ярко-белый цвет, который предпочтителен с точки зрения внешнего вида для использования в качестве оберточной бумаги для расходной части и может постоянно сохранять свою белизну. При включении большого количества такого наполнителя белизна оберточной бумаги по ISO может быть установлена, например, равной или превышающей 83%. Кроме того, с практической точки зрения использования в качестве оберточной бумаги для расходной части, первая оберточная бумага и вторая оберточная бумага предпочтительно имеют предел прочности при растяжении, равный или превышающий 8 Н /15 мм. При такой конструкции оберточная бумага не так легко рвется, даже при вытягивании расходной части, удерживаемой в фиксирующем элементе. Прочность на растяжение может быть повышена за счет уменьшения содержания наполнителя. В частности, прочность на растяжение может быть повышена за счет уменьшения содержания наполнителя ниже верхнего предела содержания наполнителя, указанного в диапазонах веса основы, приведенного выше в качестве примера.
[0111] Различные вспомогательные вещества, отличные от исходного материала и наполнителя, также могут быть добавлены к оберточной бумаге, и, например, гидроизоляционный агент может быть добавлен для улучшения водостойкости. Гидроизоляционные агенты включают усилители прочности бумаги во влажном состоянии (агенты WS) и проклеивающие агенты. Примеры усилителей прочности влажной бумаги включают мочевино форма ль дегидную смолу, меламиноформальдегидную смолу и полиамид-эпихлоргидрин (ПАЭ). Кроме того, примеры проклеивающих агентов включают канифольное мыло, алкилкетеновый димер (АКД), алкенилянтарный ангидрид (АЯА) и сильно омыленный поливиниловый спирт со степенью омыления, равной или превышающей 90%. В качестве вспомогательного агента также может быть добавлен усилитель прочности бумаги, примеры которого включают полиакриламид, катионный крахмал, окисленный крахмал, КМЦ, полиамид-эпихлоргидриновую смолу и поливиниловый спирт. В частности, известно, что использование чрезвычайно малого количества окисленного крахмала улучшает проницаемость (выложенная патентная заявка Японии №2017-218699). Кроме того, оберточная бумага также может быть покрыта соответствующим образом.
[0112] Покрывающий агент также может быть добавлен по меньшей мере к одной из передней и задней поверхностей оберточной бумаги. Покрывающий агент конкретно не ограничен, но им предпочтительным является покрывающий агент, который может образовывать пленку на поверхности бумаги и снижать проницаемость для жидкостей. Примеры включают альгиновую кислоту и ее соли (например, натриевую соль), полисахариды, такие как пектин, производные целлюлозы, такие как этилцеллюлоза, метилцеллюлоза, карбоксиметилцеллюлоза и нитроцеллюлоза, а также крахмал и его производные (например, эфирные производные, такие как карбоксиметилцеллюлоза). крахмал, гидроксиалкилкрахмал и катионоактивный крахмал, а также производные сложного эфира, такие как ацетат крахмала, фосфат крахмала и октенилсукцинат крахмала).
[0113] (Описание, относящееся к ободочной бумаге (второй оберточной бумаге))
Конфигурация ободочной бумаги особо не ограничена и может быть типовой, например, из материала, содержащего целлюлозу в качестве основного компонента. Что касается целлюлозы, помимо древесной целлюлозы, такой как целлюлоза из хвойной или лиственной древесины, перерабатываемой как при производстве бумаги, может также использоваться недревесная целлюлоза, обычно используемая в оберточной бумаге для табачных изделий, такая как целлюлоза из льна, конопляная целлюлоза, целлюлоза из сизалевой конопли или эспарто, также может быть примешана и изготовлена для получения пульпы. Вышеуказанную целлюлозу одного типа можно использовать отдельно, или же целлюлозу нескольких типов можно комбинировать и использовать в любом соотношении. Кроме того, ободочная бумага может содержать один лист или множество листов. Можно использовать пульпы такого типа, как химическая пульпа, измельченная пульпа, химически измельченная пульпа или термомеханическая пульпа, полученная сульфатной перегонкой, кислой, нейтральной или щелочной сульфитной перегонкой или перегонкой с содовой солью. Следует иметь в виду, что можно использовать ободочную бумагу, изготовленную в соответствии со способом изготовления, описанным ниже, или имеющуюся в продаже ободочную бумагу. Форма ободочной бумаги особо не ограничена и может быть, например, квадратной или прямоугольной.
[0114] Плотность ободочной бумаги специально не ограничена и обычно равна или больше 32 г/м2 и меньше или равна 40 г/м2, предпочтительно равна или больше 33 г/м2 и меньше или равна 39 г/м2, более предпочтительно равна или больше 34 г/м2 и меньше или равна 38 г/м2. Воздухопроницаемость ободочной бумаги специально не ограничена и обычно равна или больше 0 единиц КОРЕСТА (единица воздушной проницаемости (пористости) бумажных оберток сигарет) и меньше или равна 30000 единиц КОРЕСТА, предпочтительно больше 0 единиц КОРЕСТА и меньше или равна 10000 единиц КОРЕСТА. Воздухопроницаемость - это значение, измеренное в соответствии со стандартом ISO 2965:2009, и выражается как расход (см3) газа в минуту, проходящего через поверхность площадью 1 см2 при разнице давлений 1 кПа с обеих сторон бумаги. Одна единица КОРЕСТА (1 единица КОРЕСТА, 1 у.е.) равна см3/(мин*см2) при 1 кПа.
[0115] Помимо целлюлозы, указанной выше, ободочная бумага может также содержать наполнитель, примеры которого включают карбонаты металлов, такие как карбонат кальция и карбонат магния, оксиды металлов, такие как оксид титана, диоксид титана и оксид алюминия, сульфаты металлов, такие как сульфат бария и сульфат кальция, сульфиды металлов, такие как сульфид цинка, кварц, каолин, тальк, диатомит и гипс. В частности, включение карбоната кальция предпочтительно с точки зрения улучшения белизны/непрозрачности, а также увеличения скорости нагревания. Более того, один из этих наполнителей может использоваться отдельно или два или большее количество могут использоваться вместе.
[0116] В ободочную бумагу также могут быть добавлены различные вспомогательные вещества, отличные от указанной выше целлюлозы и наполнителя, и, например, гидроизоляционный агент может быть включен для улучшения водостойкости. Гидроизоляционные агенты включают усилители прочности бумаги во влажном состоянии (агенты WS) и проклеивающие агенты. Примеры усилителей прочности влажной бумаги включают мочевиноформальдегидную смолу, меламиноформальдегидную смолу и полиамид-эпихлоргидрин (ПАЭ). Кроме того, примеры проклеивающих агентов включают канифольное мыло, алкилкетеновый димер (АКД), алкенилянтарный ангидрид (АЯА) и сильно омыленный поливиниловый спирт со степенью омыления, равной или превышающей 90%.
[0117] По меньшей мере к одной из передней и задней поверхностей ободочной бумаги может быть также добавлен покрывающий агент. Покрывающий агент конкретно не ограничен, но предпочтительным является покрывающий агент, который может образовывать пленку на поверхности бумаги и снижать проницаемость для жидкостей.
[0118] Конфигурация расходной части, в соответствии с этим вариантом выполнения, является такой, которая может быть использована в электрически нагреваемом табачном изделии, но также применима к сигарете (скрученный табак), связанной со сгоранием. Часть наружной поверхности ободочной бумаги также может быть покрыта средством для предотвращения прилипания губ. Средство для предотвращения прилипания губ означает материал, выполненный с возможностью облегчения контакта между губами и ободочной бумагой без существенной адгезии, когда пользователь кладет мундштук расходной части в рот. Например, средство для предотвращения прилипания губ может содержать этилцеллюлозу, метилцеллюлозу и т.п. Например, наружная поверхность ободочной бумаги может быть покрыта средством для предотвращения прилипания губ путем нанесения чернил на основе этилцеллюлозы или метилцеллюлозы на наружную поверхность ободочной бумаги.
[0119] В этом варианте выполнения средство для предотвращения прилипания губ ободочной бумаги расположено по меньшей мере в заданной области мундштука, которая входит в контакт с губами пользователя, когда пользователь кладет мундштучный узел в рот. Более конкретно, область размещения средства для предотвращения прилипания губ, которая покрыта средством для предотвращения прилипания губ, определяется как область на наружной поверхности ободочной бумаги, расположенная между концом мундштучного узла и отверстиями для воздуха.
[0120] Фиксирующий элемент содержит первый фиксирующий элемент, а камера содержит второй фиксирующий элемент, расположенный дальше от отверстия, чем первый фиксирующий элемент. В состоянии, в котором расходная часть удерживается первым и вторым фиксирующими элементами камеры, второй фиксирующий элемент выполнен с возможностью сжатия расходной части больше, чем первый фиксирующий элемент, и/или площадь внутреннего поперечного сечения второго фиксирующего элемента меньше, чем площадь внутреннего поперечного сечения первого фиксирующего элемента в плоскости, ортогональной продольному направлению камеры. При такой конструкции сопротивление затяжке при курении можно регулировать нажатием на второй фиксирующий элемент. Поскольку второй фиксирующий элемент выполнен отдельно от первого фиксирующего элемента, форма второго фиксирующего элемента может быть выполнена такой, что она обеспечивает требуемое сопротивление затяжке, независимо от формы первого фиксирующего элемента, подходящей для оптимального нагрева. Нагревательный блок не обязательно должен быть расположен на наружной поверхности второго сжимающего элемента. В частности, не размещая нагревательный блок на втором фиксирующем элементе в случае, когда часть расходной части, сжимаемая вторым фиксирующим элементом, например, крышкой, описанной выше, не содержит курительного вещества, нагревание, которое не способствует эффективному нагреванию курительного вещества, может быть исключено, а энергия может быть эффективно использована.
[0121] Первый фиксирующий элемент может содержать первый сжимающий элемент, который сжимает часть расходной части, и первый несжимающий элемент. Второй фиксирующий элемент может содержать второй сжимающий элемент, который сжимает часть расходной части, и второй несжимающий элемент. Благодаря тому, что первый фиксирующий элемент содержит первый сжимающий элемент, расходная часть находится по существу близко к нагревательной поверхности (внутренней поверхности сжимающего элемента) в первом фиксирующем элементе, и, следовательно, тепло от нагревательного блока может эффективно передаваться к расходной части.
[0122] Камера предпочтительно содержит второй направляющий элемент, имеющий коническую поверхность, которая соединяет внутреннюю поверхность первого сжимающего элемента с внутренней поверхностью второго сжимающего элемента. Второй направляющий элемент может использоваться для плавного изменения формы поперечного сечения внутренней поверхности камеры от первого сжимающего элемента ко второму сжимающему элементу, что позволяет плавно вставлять расходную часть в камеру.
[0123] Первый фиксирующий элемент может иметь пару первых сжимающих поверхностей, обращенных друг к другу, а второй фиксирующий элемент может иметь пару вторых сжимающих поверхностей, обращенных друг к другу. Кратчайшее расстояние между вторыми сжимающими поверхностями предпочтительно меньше кратчайшего расстояния между первыми сжимающими поверхностями. Вторые сжимающие поверхности могут быть плоскими поверхностями. В настоящем документе плоская поверхность включает по существу плоскую поверхность. В направлении, ортогональном продольному направлению камеры, сжимающие поверхности второго фиксирующего элемента в случае, когда вторые сжимающие поверхности являются плоскими поверхностями, могут быть ориентированы в том же направлении, что и сжимающая поверхность камеры первого фиксирующего элемента. Такая конструкция упрощает изготовление камеры и облегчает вставление расходной части.
[0124] Второй фиксирующий элемент также может быть расположен в конце камеры. В частности, в случае, когда курительное вещество на переднем конце расходной части сжимается вторым фиксирующим элементом, сжимаясь и уплотняясь на указанном конце, можно уменьшить количество ситуаций, в котором курительное вещество выпадает вовнутрь камеры при извлечении расходной части из камеры после курения.
[0125] В соответствии со вторым аспектом настоящего изобретения, предложена курительная система, содержащая расходную часть, содержащую курительное вещество, и устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий расходную часть, помещенную в камеру. Внутренняя окружная длина камеры такая же, как и наружная окружная длина расходной части перед ее установкой в камеру, а внутренняя окружная форма камеры в плоскости, ортогональной продольному направлению камеры, отличается от формы поперечного сечения, ортогонального продольному направлению расходной части, перед установкой расходной части в камеру. В настоящем документе «такая же» включает случай, когда она по существу такая же. «По существу такая же» относится к состоянию, в котором разница между внутренней окружной длиной камеры и наружной окружной длиной расходной части перед ее установкой в камеру имеет значение, например, в пределах ±6% от внутренней окружной длины камеры, предпочтительно, в пределах ±4%, более предпочтительно в пределах ±2%.
[0126] В соответствии со вторым аспектом, расходная часть расположена по существу вблизи поверхности нагрева (внутренней поверхности камеры) и, следовательно, тепло от нагревательного блока может эффективно передаваться к расходной части. В частности, поскольку внутренняя окружная длина камеры и наружная окружная длина расходной части по существу одинаковы, а внутренняя окружная форма камеры отличается от формы поперечного сечения расходной части, которая должна быть помещена в камеру, часть расходной части сжимается внутренней поверхностью камеры, а наружная окружная форма расходной части приблизительно совпадает с внутренней окружной формой внутренней поверхности фиксирующего элемента. По сравнению со случаем, когда внутренняя окружная длина и внутренняя окружная форма камеры такие же, как и наружная окружная длина и форма поперечного сечения расходной части, в этой курительной системе образуется место, в котором расходная часть сжимается камерой и, следовательно, эффективность передачи тепла от нагревательного блока к расходной части может быть повышена. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части меньше внутренней окружной длины камеры, внутренняя окружная поверхность (несжимающая поверхность) камеры по существу касается наружной окружной поверхности расходной части даже в местах, где расходная часть не сжимается, и, следовательно, эффективность теплопередачи от нагревательного элемента к расходной части может быть повышена. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части больше, чем внутренняя окружная длина камеры, расходная часть может быть вставлен в камеру плавно, а деформация, обусловленная наружной окружной поверхностью расходной части и плотностью внутри расходной части (например, табака как одного из примеров курительного вещества) может быть ослаблена. В результате можно устранить неравномерный нагрев и неравномерность сопротивления затяжке каждой расходной части, которые могут возникать из-за деформации, обусловленной плотностью внутри расходной части. Также можно сказать, что, предпочтительно, внутренняя окружная длина камеры по существу такая же, как и наружная окружная длина расходной части в состоянии ее сжатия камерой, и за внутреннюю окружную длину камеры может быть принята внутренняя окружная длина в плоскости, ортогональной продольному направлению камеры. Кроме того, за «наружную окружную длину расходной части до ее помещения в камеру» может быть принята наружная окружная длина части наружной окружной длины расходной части перед ее помещением в камеру, которая расположена в положении, соответствующем внутренней окружной длине камеры по отношению к продольному направлению камеры, когда расходная часть помещена в камеру. Кроме того, за «наружную окружную длину расходной части в состоянии ее сжатия камерой» может быть принята наружная окружная длина части наружной окружной длины расходной части в состоянии сжатия камерой, которая расположена в положении, соответствующем внутренней окружной длине камеры по отношению к продольному направлению камеры.
[0127] Следует отметить, что признаки другого аспекта могут быть объединены или применены ко второму аспекту при условии, что реализация второго аспекта и эффект от реализации второго аспекта не ухудшаются. Кроме того, камера, выполненная в соответствии со вторым аспектом, может также содержать фиксирующий элемент, выполненный в соответствии с другим аспектом.
[0128] В соответствии с третьим аспектом настоящего изобретения, предложена курительная система, содержащая расходную часть, содержащую курительное вещество, и устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть. Камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, который прижимает часть расходной части. Устройство содержит индукционную катушку, которая нагревает по меньшей мере сжимающий элемент. Сжимающий элемент содержит токоприемник, который нагревается индукционной катушкой.
[0129] В соответствии с третьим аспектом, расходная часть сжимается нагревательной поверхностью (внутренней поверхностью сжимающего элемента), тогда как сжимающий элемент, который сжимает расходную часть, нагревается индукционной катушкой, и, следовательно, тепло от сжимающего элемента может эффективно передаваться в расходную часть. Токоприемник может быть расположен на наружной или на внутренней поверхности сжимающего элемента или закрыт ею, Токоприемник может быть заключен в стенки камеры, образующие сжимающий элемент, или же стенки камеры, образующие сжимающий элемент, могут быть выполнены в виде токоприемника.
[0130] Индукционная катушка может быть выполнена с использованием одножильной провода, но с точки зрения эффективного тепловыделения она также может представлять собой скрученный многожильный провод. Одножильный провод или многожильный провод предпочтительно содержит материал, выбранный по меньшей мере из одной группы, состоящей из меди, алюминия, никеля, серебра, золота и их сплавов, таких как, например, нержавеющая сталь. Материалом оболочки многожильного провода может быть, например, полиимид или полиэстер.
[0131] Индукционная катушка может быть намотана в виде объемной спирали (трехмерная скрученная форма) или плоской спирали (двумерная скрученная форма). Форма индукционной катушки может быть цилиндрической (полученной путем изгиба объемной спиральной катушки или плоской спиральной катушки) или плоской. Индукционная катушка может располагаться рядом с камерой, может окружать камеру или может проходить внутрь камеры, но при расположении индукционной катушки так, что она окружает камеру, обеспечивается эффективная подача энергии на сжимающий элемент камеры. Может быть предусмотрена одна индукционная катушка или несколько индукционных катушек. В качестве примера конструкции, окружающей камеру, индукционная катушка может иметь форму объемной спирали, окружающей камеру, может быть выполнена так, что плоская спиральная катушка искривлена, чтобы окружать камеру, или может быть выполнена так, чтобы содержать множество плоских катушек, окружающих камеру, но благодаря простой конструкции индукционной катушки в виде объемной спирали для окружения камеры затраты могут быть снижены.
[0132] Частота, подаваемая на индукционную катушку, может быть приблизительно равна или больше 80 кГц и меньше или равна 500 кГц, предпочтительно приблизительно равна или больше 150 кГц и меньше или равна 250 кГц, более предпочтительно равна или больше 190 кГц и меньше или равна 210 кГц. В качестве альтернативы, частота, подаваемая на индукционную катушку, может быть равна или больше 1 МГц и меньше или равна 30 МГц, предпочтительно равна или больше 2 МГц и меньше или равна 10 МГц, более предпочтительно равна или больше 5 МГц и меньше или равна 7 МГц. Эти частоты могут быть определены с учетом таких свойств, как материал и форма токоприемника.
[0133] Устройство также может быть расположено таким образом, чтобы работать во флуктуационном электромагнитном поле, имеющем максимальную плотность магнитного потока, приблизительно равную или превышающую 0,5 Тесла (Тл) и меньшую или равную 2,0 Тесла (Тл).
[0134] Термин «токоприемник» в настоящем описании означает материал, который может преобразовывать электромагнитную энергию в тепло, и относится к материалу, предназначенному для нагревания «курительного вещества». Токоприемник расположен в месте, где тепло может быть передано «курительному веществу». Когда токоприемник находится внутри флуктуационного электромагнитного поля, вихревые токи, индуцируемые в токоприемнике, и потери на магнитный гистерезис внутри токоприемника вызывают его нагрев.
[0135] Токоприемник предпочтительно содержит материал, выбранный из по меньшей мере одного в группе, состоящей из алюминия, железа, никеля и их сплавов (например, нихрома и нержавеющей стали). Токоприемник и линии тока, протекающие через токоприемник, предпочтительно имеют замкнутые контуры, окружающие пространство, в котором находится расходная часть. При такой конструкции вихревые токи могут эффективно генерироваться в тепловыделяющей части камеры.
[0136] Токоприемник может иметь любую форму и может быть, например, гранулярным, стержневидным, лентообразным, кольцеобразным или трубчатым. Если токоприемник имеет замкнутые электрические контуры, вихревые токи могут эффективно генерироваться. Можно расположить несколько токоприемников, имеющих одинаковую форму, или можно расположить несколько токоприемников, имеющих разные формы.
[0137] Следует отметить, что признаки другого аспекта могут быть объединены с третьим аспектом или применены к нему при условии, что реализация третьего аспекта и эффект от реализации третьего аспекта не ухудшаются.
[0138] В соответствии с четвертым аспектом настоящего изобретения, предложено устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий расходную часть, помещенную в камеру. Камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, сжимающий часть расходной части, и несжимающий элемент. Сжимающий элемент и несжимающий элемент имеют внутреннюю поверхность и наружную поверхность. Нагревательный блок расположен на наружной поверхности сжимающего элемента.
[0139] В соответствии с четвертым аспектом, расходная часть расположена по существу вблизи нагревательной поверхности (внутренней поверхности сжимающего элемента), и, следовательно, тепло от нагревательного блок может эффективно передаваться к расходной части.
[0140] Размещение нагревательного блока на наружной поверхности сжимающего элемента, как описано выше, является просто одним из примеров конструкции, посредством которой тепло эффективно передается к расходной части через камеру благодаря по существу близкому расположению расходной части к нагревательной поверхности камеры. В четвертом аспекте предложено устройство, которое нагревает и распыляет курительное вещество, причем устройство может содержать камеру, вмещающую расходную часть, и нагревательный блок, который нагревает расходную часть, помещенную в камеру, при этом камера может иметь отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть, причем фиксирующий элемент может содержать сжимающий элемент, который сжимает часть расходной части, и несжимающий элемент, причем каждый сжимающий и несжимающий элемент может иметь внутреннюю и наружную поверхности, а расходная часть может быть нагрета посредством сжимающего элемента. Кроме того, нагревательный блок не ограничен конкретными признаками, но может представлять собой нагревательный блок, расположенный на наружной поверхности сжимающего элемента, как описано выше, или же в сжимающий элемент может быть включен токоприемник, при этом сжимающий элемент может нагреваться с помощью электромагнитного поля и/или силовых линий магнитного поля, создаваемых индукционной катушкой и т.п., как описано выше.
[0141] Нагревательный блок предпочтительно расположен на наружной поверхности сжимающего элемента без зазора. В настоящем документе отсутствие зазора также понимается как означающее, что зазора по существу нет. При такой конструкции расходная часть находится в значительной степени вблизи нагревательной поверхности (внутренней поверхности сжимающего элемента), и, следовательно, тепло от нагревательного блока может передаваться к расходной части еще более эффективно. Следует отметить, что нагревательный блок может также содержать адгезионный слой. В этом случае нагревательный блок, содержащий адгезионный слой, предпочтительно расположен относительно наружной поверхности сжимающего элемента без зазора.
[0142] Внутренние поверхности сжимающих элементов предпочтительно имеют пары плоских сжимающих поверхностей, имеющих плоскую форму и обращенных друг к другу, внутренние поверхности несжимающих элементов предпочтительно имеют пары криволинейных несжимающих поверхностей, имеющих криволинейную форму и обращенных друг к другу, которые соединяют концы пар плоских сжимающих поверхностей, и, более предпочтительно, толщина сжимающих и несжимающих элементов является равномерной (что также включает случай, когда они по существу равномерной) и одинаковой (что также включает случай по существу одинаковой). Соответственно, конструкция камеры упрощается, а точное изготовление облегчается, при этом сжимающие и несжимающие элементы могут быть расположены сбалансированным образом для достижения равномерного нагрева, что облегчает размещение нагревательного блока на наружной поверхности сжимающего элемента с хорошей точностью позиционирования, а также без зазора, что повышает эффективность нагрева.
[0143] Следует отметить, что признаки другого аспекта могут быть объединены или применены к четвертому аспекту при условии, что реализация четвертого аспекта и эффект от реализации четвертого аспекта не ухудшаются.
[0144] В соответствии с пятым аспектом настоящего изобретения, предложена расходная часть, используемая в любой из вышеупомянутых курительных систем. Расходная часть содержит первую часть, сжатую сжимающим элементом камеры, мундштук и вторую часть, расположенную между первой частью и мундштуком.
[0145] Следует отметить, что признаки другого аспекта могут быть объединены с пятым аспектом или применены к нему при условии, что реализация пятого аспекта и эффект от реализации пятого аспекта не ухудшаются.
[0146] В соответствии с шестым аспектом настоящего изобретения, предложено устройство, которое нагревает и распыляет курительное вещество, содержащееся в расходной части. Устройство содержит камеру, вмещающую расходную часть. Камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, который сжимает часть расходной части. Устройство содержит индукционную катушку, которая нагревает по меньшей мере сжимающий элемент. Сжимающий элемент содержит токоприемник, который нагревается индукционной катушкой.
[0147] Следует отметить, что признаки другого аспекта могут быть объединены с шестым аспектом или применены к нему при условии, что реализация шестого аспекта и эффект от реализации шестого аспекта не ухудшаются.
[0148] В соответствии с седьмым аспектом настоящего изобретения, предложено устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть, нагревательный блок, нагревающий помещенную в камеру расходную часть, и трубчатую гильзу, окружающую камеру. Камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, сжимающий часть расходной части, и несжимающий элемент. Сжимающий элемент и несжимающий элемент имеют внутреннюю поверхность и наружную поверхность. Фиксирующий элемент между внутренней поверхностью несжимающего элемента и расходной частью имеет воздушный зазор, при этом, при расположении расходной части в камере в требуемом положении воздушный зазор, соединяющий отверстие в камере и торцевую поверхность расходной части, расположен в камере в требуемом месте, или же отверстие в камере и торцевая поверхность расходной части расположены внутри камеры и на удалении от отверстия в камере. При условии, что в направлении, ортогональном продольному направлению камеры, L1 - кратчайшее расстояние между внутренней поверхностью гильзы и наружной поверхностью сжимающего элемента, a L2 - кратчайшее расстояние между внутренней поверхностью гильзы и наружной поверхностью несжимающего элемента камеры, L1 больше L2.
[0149] В соответствии с седьмым аспектом, благодаря увеличению расстояния между внутренней поверхностью гильзы и наружной поверхностью сжимающего элемента, сжимающего часть расходной части, по сравнению с несжимающим элементом, длина воздушной прослойки в зазоре увеличивается. В результате, когда расходная часть нагревается в сжимающем элементе, может быть улучшена теплоизоляционная эффективность воздушной прослойки между сжимающим элементом и гильзой. Гильза предпочтительно содержит теплоизоляционный элемент. В этом случае камера может быть окружена теплоизоляционным элементом, и поэтому передача тепла от нагретой расходной части наружу устройства может быть уменьшена.
[0150] Следует отметить, что признаки другого аспекта могут быть объединены с седьмым аспектом или применены к нему при условии, что реализация седьмого аспекта и эффект от реализации седьмого аспекта не ухудшаются.
[0151] В соответствии с восьмым аспектом настоящего изобретения, предложено устройство. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий расходную часть, помещенную в камеру. Камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, сжимающий часть расходной части, и несжимающий элемент. Сжимающий элемент и несжимающий элемент имеют внутреннюю поверхность и наружную поверхность. Внутренняя окружная длина фиксирующего элемента такая же, как и наружная окружная длина расходной части перед сжатием сжимающим элементом или наружная окружная длина расходной части в состоянии после сжатия сжимающим элементом.
[0152] В случае, когда внутренняя окружная длина фиксирующего элемента и наружная окружная длина расходной части по существу одинаковы, часть расходной части сжимается сжимающим элементом, тем самым вызывая изменение наружной окружной формы расходной части, чтобы она приблизительно соответствовала форме внутреннего поперечного сечения фиксирующего элемента. По сравнению со случаем, когда внутренняя окружная длина и внутренняя окружная форма фиксирующего элемента такие же, как и наружная окружная длина и наружная окружная форма расходной части, в этой курительной системе образуется место, где расходная часть сжимается сжимающим элементом и, следовательно, эффективность передачи тепла от нагревательного блока к расходной части может быть повышена. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части меньше, чем внутренняя окружная длина фиксирующего элемента, внутренняя окружная поверхность (несжимающая поверхность) фиксирующего элемента по существу касается наружной окружной поверхности расходной части даже в местах, где расходная часть не сжимается, и, следовательно, может быть повышена эффективность теплопередачи от нагревательного блока к расходной части. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части больше, чем внутренняя окружная длина фиксирующего элемента, расходная часть может быть плавно вставлена в фиксирующий элемент, а деформация, обусловленная наружной окружной поверхностью расходной части и плотностью внутри расходной части (например, табака как одного из примеров курительного вещества) может быть уменьшена. В результате можно снизить неравномерный нагрев и неравномерность сопротивления затяжке каждой расходной части, которые могут возникать из-за деформации, обусловленной плотностью внутри расходной части.
[0153] Следует отметить, что признаки другого аспекта могут быть объединены с восьмым аспектом или применены к нему при условии, что реализация восьмого аспекта и эффект от реализации восьмого аспекта не ухудшаются.
[0154] В соответствии с девятым аспектом настоящего изобретения, предложена курительная система, содержащая расходную часть, содержащую курительное вещество, и устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий расходную часть, помещенную в камеру. Камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходная часть. Фиксирующий элемент содержит сжимающий элемент, сжимающий часть расходной части, и несжимающий элемент. Сжимающий элемент и несжимающий элемент имеют внутреннюю поверхность и наружную поверхность. Внутренняя окружная длина фиксирующего элемента такая же, как и наружная окружная длина расходной части до сжатия сжимающим элементом или наружная окружная длина расходной части после сжатия сжимающим элементом.
[0155] В случае, когда внутренняя окружная длина фиксирующего элемента и наружная окружная длина расходной части по существу одинаковы, часть расходной части сжимается сжимающим элементом, тем самым вызывая изменение наружной окружной формы расходной части, чтобы она приблизительно соответствовала форме внутреннего поперечного сечения фиксирующего элемента. По сравнению со случаем, когда внутренняя окружная длина и внутренняя окружная форма фиксирующего элемента такие же, как и наружная окружная длина и наружная окружная форма расходной части, в этой курительной системе образуется место, где расходная часть сжимается сжимающим элементом и, следовательно, эффективность передачи тепла от нагревательного блока к расходной части может быть повышена. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части меньше, чем внутренняя окружная длина фиксирующего элемента, внутренняя окружная поверхность (несжимающая поверхность) фиксирующего элемента по существу касается наружной окружной поверхности расходной части даже в местах, где расходная часть не сжимается, и, следовательно, может быть повышена эффективность теплопередачи от нагревательного блока к расходной части. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части больше, чем внутренняя окружная длина фиксирующего элемента, расходная часть может быть плавно вставлена в фиксирующий элемент, а деформация, обусловленная наружной окружной поверхностью расходной части и плотностью внутри расходной части (например, табака как одного из примеров курительного вещества) можно уменьшить. В результате можно уменьшить неравномерный нагрев и неравномерность сопротивления затяжке каждой расходной части, которые могут возникать из-за деформации, обусловленной плотностью внутри расходной части.
[0156] Следует отметить, что признаки другого аспекта могут быть объединены с девятым аспектом или применены к нему при условии, что реализация девятого аспекта и эффект от реализации девятого аспекта не ухудшаются.
[0157] Согласно 10-му аспекту настоящего изобретения, предложена курительная система, содержащая расходную часть, содержащую курительное вещество, и устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий помещенную в камеру расходную часть, причем камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, который сжимает часть расходной части, и несжимающий элемент. Сжимающий элемент и несжимающий элемент имеют внутреннюю поверхность и наружную поверхность. Расходная часть содержит первую часть, имеющую первую твердость, и вторую часть, имеющую вторую твердость, причем вторая часть представляет собой часть, отличную от первой части в направлении вставления расходной части. Когда расходная часть расположена в камере в требуемом положении, она расположена таким образом, что по меньшей мере часть первой части прижата к внутренней поверхности сжимающего элемента, тогда как одновременно по меньшей мере часть второй части прижата к внутренней поверхности сжимающего элемента.
[0158] В соответствии с 10-ым аспектом, в случае, когда курительное вещество содержится в первой части, эффективный нагрев курительного вещества и прочное удержание расходной части могут достигаться сжимающим элементом одновременно. Следует отметить, что признаки другого аспекта могут быть объединены или применены к 10-му аспекту при условии, что реализация 10-ого аспекта и эффект от реализации 10-ого аспекта не ухудшаются.
[0159] В соответствии с 11-ым аспектом настоящего изобретения, предложено устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий расходную часть, помещенную в камеру. Камера содержит фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, который сжимает часть расходной части. Сжимающий элемент имеет внутреннюю поверхность и наружную поверхность. Нагревательный блок расположен на наружной поверхности сжимающего элемента. Наружная поверхность сжимающего элемента представляет собой плоскую поверхность.
[0160] В соответствии с 11-ым аспектом, расходная часть находится по существу близко к нагревательной поверхности (внутренней поверхности сжимающего элемента), и, следовательно, тепло от нагревательного блока может эффективно передаваться расходной части. Кроме того, поскольку наружная поверхность сжимающего элемента представляет собой плоскую поверхность, при соединении ленточных электродов с нагревательным блоком, расположенным на наружной поверхности сжимающего элемента, можно предотвратить изгиб ленточных электродов, тем самым облегчая размещение электродов внутри устройства. Кроме того, по сравнению со случаем, когда наружная поверхность сжимающего элемента представляет собой криволинейную или неровную поверхность, нагревательный блок можно точно расположить и легко разместить без зазора на наружной поверхности сжимающего элемента.
[0161] Следует отметить, что признаки другого аспекта могут быть объединены или применены к 11-му аспекту при условии, что реализация 11-ого аспекта и эффект от реализации 11-ого аспекта не ухудшаются.
[0162] В соответствии с 12-м аспектом настоящего изобретения предлагается курительная система, содержащая расходную часть, содержащую курительное вещество, и устройство, которое нагревает и распыляет курительное вещество. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий расходную часть, помещенную в камеру. Камера имеет отверстие, через которое вставляется расходная часть, и фиксирующий элемент, который удерживает расходную часть. Фиксирующий элемент содержит сжимающий элемент, который сжимает часть расходной части. Сжимающий элемент имеет наружную поверхность и плоскую внутреннюю поверхность. В состав расходной части входит курительное вещество и фильтрующий сегмент. Фильтрующий сегмент содержит вдыхательный фильтр и сегмент с центральным отверстием. Сегмент с центральным отверстием расположен ближе к курительному веществу, чем вдыхательный фильтр.
[0163] Когда часть расходной части сжимается сжимающим элементом, существует вероятность того, что фильтрующий сегмент будет деформирован. В случае, когда фильтрующий сегмент выполнен с использованием только вдыхательного фильтра, плотность вдыхательного фильтра увеличивается благодаря деформации вдыхательного фильтра, и сопротивление затяжке фильтрующего сегмента может увеличиваться. Кроме того, в случае, когда в состав вдыхательного фильтра входит капсула, также существует вероятность того, что капсула может быть непреднамеренно сломана. В соответствии с 12-м аспектом, даже если курительное вещество, например, сжимается сжимающим элементом, сегмент с центральным отверстием, относительно близкий к курительному веществу, легче подвергается воздействию сжимающего элемента, чем вдыхательный фильтр. В этом случае, поскольку сегмент с центральным отверстием имеет центральное отверстие, даже если он деформирован, наличие центрального отверстия может препятствовать изменению сопротивления затяжке. Кроме того, сегмент с центральным отверстием может предохранять вдыхательный фильтр от воздействия сжатия части расходной части и, следовательно, может устранять деформацию вдыхательного фильтра при сжатии сжимающим элементом.
[0164] Фиксирующий элемент содержит два сжимающих элемента, обращенных друг к другу, причем внутренние поверхности двух сжимающих элементов могут быть параллельны друг другу. В этом случае, поскольку расходная часть сжимается двумя сжимающими элементами, обращенными друг к другу и параллельными, расходная часть может равномерно нагреваться с любой стороны расходной части, и может эффективно образовываться аэрозоль. Сжимающий элемент может быть выполнен с возможностью сжатия по меньшей мере курительного вещества в расходной части. Сжимающий элемент также может быть выполнен с возможностью сжатия только курительного вещества в расходной части. Когда расходная часть расположена в камере в требуемом месте, сегмент с центральным отверстием может деформироваться. Сжимающий элемент может также содержать несжимающий элемент, имеющий внутреннюю поверхность и наружную поверхность.
[0165] Следует отметить, что признаки другого аспекта могут быть объединены или применены к 12-му аспекту при условии, что реализация 12-ого аспекта и эффект от реализации 12-ого аспекта не ухудшаются.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0166] [Фиг. 1] Фиг. 1 иллюстрирует схематическое изображение курительной системы, выполненной в соответствии с первым вариантом выполнения.
[Фиг. 2] Фиг. 2 изображает вид в аксонометрии нагревательного узла, показанного на Фиг. 1.
[Фиг. 3] Фиг. 3 изображает вид камеры в аксонометрии.
[Фиг. 4] Фиг. 4 изображает камеру в разрезе, выполненном по стрелке 4-4, показанной на Фиг. 3.
[Фиг. 5А] Фиг. 5А изображает камеру в разрезе, выполненном по стрелке 5А-5А, показанной на Фиг. 4.
[Фиг. 5В] Фиг. 5В изображает камеру в разрезе, выполненном по стрелке 5В-5В, показанной на Фиг. 4.
[Фиг. 5С] Фиг. 5С изображает камеру в разрезе, выполненном по стрелке 5С-5С, показанной на Фиг. 4.
[Фиг. 6А] Фиг. 6А изображает продольный разрез камеры, содержащей несжимающий элемент, в котором расходная часть расположена в камере в требуемом положении.
[Фиг. 6В] Фиг. 6В изображает продольный разрез камеры, содержащей сжимающий элемент, в котором расходная часть расположена в камере в требуемом положении.
[Фиг. 7А] Фиг. 7А изображает камеру в разрезе, выполненном по стрелке 7А-7А, показанной на Фиг. 6В.
[Фиг. 7В] Фиг. 7В изображает камеру в разрезе, выполненном по стрелке 7В-7В, показанной на Фиг. 6В.
[Фиг. 8] Фиг. 8 изображает схематический разрез, иллюстрирующий другой пример сжимающего элемента камеры.
[Фиг. 9] Фиг. 9 изображает схематический разрез, иллюстрирующий другой пример сжимающего элемента камеры.
[Фиг. 10] Фиг. 10 изображает схематический разрез, иллюстрирующий другой пример сжимающего элемента камеры.
[Фиг. 11] Фиг. 11 изображает схематический разрез, иллюстрирующий другой пример сжимающего элемента камеры.
[Фиг. 12] Фиг. 12 изображает схематический разрез расходной части.
[Фиг. 13] Фиг. 13 изображает разрез расходной части до и после приложения нагрузки.
[Фиг. 14] Фиг. 14 изображает схематический разрез камеры, выполненной в курительной системе, в соответствии со вторым вариантом выполнения.
[Фиг. 15А] Фиг. 15А изображает камеру в разрезе, выполненном по стрелке 18А-18А, показанной на Фиг. 14.
[Фиг. 15В] Фиг. 15В изображает камеру в разрезе, выполненном по стрелке 18В-18В, показанной на Фиг. 14.
[Фиг. 16] Фиг. 16 изображает схематический разрез нагревательного узла, установленного в курительной системе, в соответствии с третьим вариантом выполнения.
[Фиг. 17] Фиг. 17 изображает камеру в разрезе, выполненном по стрелке 20-20, показанной на Фиг. 16.
[Фиг. 18] Фиг. 18 иллюстрирует схематическое изображение курительной системы, выполненной в соответствии с четвертым вариантом выполнения.
[Фиг. 19А] Фиг. 19А изображает продольный разрез камеры, содержащей несжимающий элемент, выполненный в соответствии с четвертым вариантом выполнения, в котором расходная часть расположена в камере в требуемом положении.
[Фиг. 19В] Фиг. 19В изображает продольный разрез камеры, содержащей сжимающий элемент, выполненный в соответствии с четвертым вариантом выполнения, в котором расходная часть расположена в камере в требуемом положении.
[Фиг. 20А] Фиг. 20А изображает камеру в разрезе, выполненном по стрелке 23А-23А, показанной на Фиг. 19В.
[Фиг. 20В] Фиг. 20В изображает камеру в разрезе, выполненном по стрелке 23В-23В, показанной на Фиг. 19В.
[Фиг. 21] Фиг. 21 изображает схематический разрез камеры и гильзы, расположенных в устройстве курительной системы, в соответствии с пятым вариантом выполнения.
[Фиг. 22] Фиг. 22 изображает схематический вид камеры и гильзы в разрезе, выполненном по стрелке 22-22, показанной на Фиг. 21.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0167]
<Первый вариант выполнения>
Далее варианты выполнения настоящего изобретения будут описаны со ссылкой на чертежи. На чертежах, описанных далее, одинаковые или соответствующие конструктивные элементы обозначены одинаковыми номерами позиций, а описание этих элементов не дублируется. Фиг. 1 иллюстрирует схематическое изображение курительной системы 100, выполненной в соответствии с первым вариантом выполнения. Как показано на Фиг. 1, курительная система 100 содержит расходную часть 110, содержащую курительное вещество, и устройство 120, которое нагревает и распыляет курительное вещество. Первый вариант выполнения иллюстрирует пример случая, когда пользователь берет расходную часть 110 в рот и выполняет затяжку. Воздух, вдыхаемый пользователем, направляется в рот пользователя посредством воздушного потока 100А, воздушного потока 100С и воздушного потока 100В, например, в указанном выше порядке.
[0168] Расходная часть 110 представляет собой материал основы, содержащий курительное вещество, такое как табак, который можно курить с выделением аромата, и он имеет форму стержня, проходящего, например, в продольном направлении. Расходная часть 110 может представлять собой, например, табачный стержень.
[0169] Устройство 120 содержит аккумуляторную батарею 10, схему 20 управления и нагревательный узел 30. Аккумуляторная батарея 10 хранит энергию, которая используется устройством 120. Например, аккумуляторная батарея 10 представляет собой литий-ионную батарею. Аккумуляторная батарея 10 также может заряжаться от внешнего источника питания.
[0170] Схема 20 управления содержит ЦПУ, память и т.п. и управляет работой устройства 120. Например, схема 20 управления начинает нагревать расходную часть 110 в ответ на операцию, выполняемую пользователем на устройстве ввода, таком как нажимная кнопка, ползунок или переключатель, которые не показаны на чертежах, и прекращает нагрев расходной части 110 по истечении определенного времени. Схема 20 управления также может прекращать нагрев расходной части 110, когда количество затяжек, выполненных пользователем, превышает определенное значение, даже если определенное время еще не истекло с момента начала нагревания расходной части 110. Например, затяжка обнаруживается датчиком, который не показан на чертежах.
[0171] В качестве альтернативы, схема 20 управления может начинать нагрев расходной части 110 в ответ на начало выполнения затяжки и завершать нагрев расходной части 110 в ответ на окончание выполнения затяжки. Схема 20 управления также может прекращать нагрев расходной части 110, если с начала действия затяжки прошло определенное время, даже если действие затяжки еще не закончилось. В этом варианте схема 20 управления расположена между аккумуляторной батареей 10 и нагревательным узлом 30, препятствуя передаче тепла от нагревательного узла 30 к аккумуляторной батарее 10.
[0172] Нагревательный узел 30 представляет собой узел, который нагревает расходную часть 110. Фиг. 2 изображает вид в аксонометрии нагревательного узла 30, показанного на Фиг. 1. Как показано на Фиг. 2, нагревательный узел 30 содержит верхнюю крышку 32, нагревательный блок 40 и камеру 50. Камера 50 выполнена с возможностью вмещения расходной части 110. Нагревательный блок 40 выполнен с возможностью нагревания расходной части 110, помещенной в камеру 50. Верхняя крышка 32 действует как направляющая при вставлении расходной части 110 в камеру 50, а также может быть выполнена с возможностью крепления камеры 50 к устройству 120.
[0173] Фиг. 3 изображает вид камеры 50 в аксонометрии. Фиг. 4 изображает вид камеры 50 в разрезе, выполненном по стрелке 4-4, показанной на Фиг. 3. Фиг. 5А изображает вид камеры 50 в разрезе, выполненном по стрелке 5А-5А, показанной на Фиг. 4. Фиг. 5В изображает вид камеры 50 в разрезе, выполненном по стрелке 5В-5В, показанной на Фиг. 4. Фиг. 5С изображает вид камеры 50 в разрезе, выполненном по стрелке 5С-5С, показанной на Фиг. 4. Как показано на Фиг. 3 и 4, камера 50 может представлять собой цилиндрический элемент с дном, имеющий отверстие 52, в которое вставляется расходная часть 110, и фиксирующий элемент 60, удерживающий расходную часть 110. Следует отметить, что камера 50 также может представлять собой цилиндрический объект без дна. Камера может быть изготовлена из металла с высокой теплопроводностью, такого как, например, нержавеющая сталь. Эта конструкция делает возможным эффективный нагрев от камеры 50 к расходной части 110.
[0174] Как показано на Фиг. 4 и 5С, фиксирующий элемент 60 содержит сжимающий элемент 62, который сжимает часть расходной части 110, и несжимающий элемент 66. Сжимающий элемент 62 имеет внутреннюю поверхность 62а и наружную поверхность 62b. Несжимающий элемент 66 имеет внутреннюю поверхность 66а и наружную поверхность 66b. Как показано на Фиг. 2, нагревательный блок 40 расположен на наружной поверхности 62b сжимающего элемента 62. Нагревательный блок 40 предпочтительно расположен на наружной поверхности 62b сжимающего элемента 62 без зазора. Следует отметить, что нагревательный блок 40 может также содержать адгезионный слой. В этом случае нагревательный блок 40, содержащий адгезионный слой, предпочтительно расположен без зазора на наружной поверхности сжимающего элемента 62.
[0175] Отверстие 52 в камере 50 предпочтительно может вмещать расходную часть 110 без сжатия последней. Форма отверстия 52 в камере 50 в плоскости, ортогональной продольному направлению камеры 50, или, другими словами, направление, в котором расходная часть 110 вставляется в камеру 50, или направление, в котором в целом проходят стороны камеры 50, может быть многоугольной или эллиптической, но предпочтительно является круглой.
[0176] Как показано на Фиг. 3 и 5С, наружная поверхность 62b сжимающего элемента 62 представляет собой плоскую поверхность. Поскольку наружная поверхность 62b сжимающего элемента 62 представляет собой плоскую поверхность, при соединении ленточных электродов 48 с нагревательным блоком 40, расположенным на наружной поверхности 62b сжимающего элемента 62, изгиб ленточных электродов 48 может быть исключен. В результате электроды 48 могут быть легко размещены внутри устройства 120. Кроме того, по сравнению со случаем, когда наружная поверхность 62b сжимающего элемента 62 представляет собой криволинейную или неровную поверхность, нагревательный блок 40 можно точно и легко расположить без зазора на наружной поверхности 62b сжимающего элемента 62. Как показано на Фиг. 4 и 5С, внутренняя поверхность 62а сжимающего элемента 62 представляет собой плоскую поверхность. Также, как показано на Фиг. 4 и 5С, толщина сжимающего элемента 62 одинакова.
[0177] Как показано на Фиг. 3, 4 и 5С, в первом варианте выполнения камера 50 содержит два или большее количество сжимающих элементов 62, расположенных в окружном направлении камеры 50. Как показано на Фиг. 4 и 5С, два сжимающих элемента 62 фиксирующего элемента 60 обращены друг к другу. По меньшей мере часть расстояния между внутренними поверхностями 62а двух сжимающих элементов 62 предпочтительно меньше ширины расходной части 110, вставленной в камеру 50 в месте, расположенном между сжимающими элементами 62. Как показано на чертежах, внутренние поверхности 62а сжимающих элементов 62 являются плоскими поверхностями.
[0178] Как показано на Фиг. 3С, внутренние поверхности 62а сжимающих элементов 62 имеют пары плоских сжимающих поверхностей, имеющих плоскую форму и обращенных друг к другу, а внутренние поверхности 66а несжимающих элементов 66 имеют пары криволинейных несжимающих поверхностей, имеющих криволинейную форму и обращенных друг к другу, которые соединяют концы пар плоских сжимающих поверхностей. Как показано на чертежах, криволинейные несжимающие поверхности могут в целом иметь дугообразное поперечное сечение в плоскости, ортогональной продольному направлению камеры 50. Как показано на Фиг. 5С, фиксирующий элемент 60 выполнен как цилиндрический металлический объект равномерной толщины.
[0179] Фиг. 6А изображает продольный разрез камеры 50, включая несжимающий элемент 66, в котором расходная часть 110 расположена в камере 50 в требуемом положении. Фиг. 6В изображает продольный разрез камеры 50, включая сжимающие элементы 62, в которых расходная часть 110 расположена в камере 50 в требуемом положении. Фиг. 7А изображает вид камеры 50 в разрезе, выполненном по стрелке 7А-7А, показанной на Фиг. 6В. Фиг. 7В изображает вид камеры 50 в разрезе, выполненном по стрелке 7В-7В, показанной на Фиг. 6В. Следует отметить, что на Фиг. 7В показано поперечное сечение расходной части 110 до сжатия, чтобы было легче понять, как расходная часть 110 сжимается сжимающими элементами 62.
[0180] Как показано на Фиг. 7В, воздушный зазор 67 между внутренней поверхностью 66а несжимающего элемента 66 и расходной частью 110 по существу сохраняется, даже если расходная часть 110 расположена в камере 50 в требуемом положении и расходная часть 110 сжимается сжимающими элементами 62 и деформируется. Воздушный зазор 67 может соединять отверстие 52 камеры 50 с торцевой поверхностью (нижняя торцевая поверхность на Фиг. 6А и 6В) расходной части 110, расположенной внутри камеры 50. Воздушный зазор 67 может также соединять отверстие 52 камеры 50 с торцевой поверхностью (нижняя торцевая поверхность на Фиг. 6А и 6В) расходной части 110, расположенной внутри камеры 50 на удалении от отверстия 52 камеры 50. При такой конструкции нет необходимости выполнять в курительной системе 100 отдельный канал для введения воздуха, подаваемого к расходной части 110, в связи с чем конструкция курительной системы 100 может быть упрощена. Кроме того, поскольку место, где часть воздушного зазора 67, образованная в несжимающем элементе 66, открыта, канал может быть легко очищен. С точки зрения таких факторов, как сопротивление затяжке, высота 67 воздушного зазора между внутренней поверхностью 66а несжимающего элемента 66 и расходной частью 110 предпочтительно равна или больше 0,1 мм и меньше или равна 1,0 мм, более предпочтительно равна или больше 0,2 мм и меньше или равна 0,8 мм, наиболее предпочтительно равна или больше 0,3 мм и меньше или равна 0,5 мм.
[0181] Как показано на Фиг. 3-6, камера 50 имеет нижний элемент 56. Как показано на Фиг. 6В, нижний элемент 56 поддерживает часть расходной части 110, вставленной в камеру 50, так что по меньшей мере часть торцевой поверхности расходной части 110 открыта. Кроме того, нижний элемент 56 может поддерживать часть расходной части 110, так что открытая торцевая поверхность расходной части 110 соединена с воздушным зазором 67.
[0182] Как показано на Фиг. 4, 6А и 6В, нижний элемент 56 камеры 50 имеет нижнюю стенку 56а и может дополнительно иметь боковые стенки 56b. Ширина нижнего элемента 56, ограниченная боковыми стенками 56b, может уменьшаться по направлению к нижней стенке 56а. Как показано на Фиг. 5С и 7В, внутренняя поверхность 66а несжимающего элемента 66 фиксирующего элемента 60 является криволинейной в плоскости, ортогональной продольному направлению камеры 50.
[0183] Форма внутренней поверхности 66а несжимающего элемента 66 в плоскости, ортогональной продольному направлению камеры 50, предпочтительно такая же, как и форма отверстия 52 в плоскости, ортогональной продольному направлению камеры 50 в любом положении в продольном направлении камеры 50. Другими словами, внутренняя поверхность 66а несжимающего элемента 66 предпочтительно выполнена таким образом, что внутренняя поверхность камеры 50, образующая отверстие 52, проходит в продольном направлении.
[0184] Как показано на Фиг. 2-4, камера 50 предпочтительно содержит цилиндрический нефиксирующий элемент 54, расположенный между отверстием 52 и фиксирующим элементом 60. В состоянии, в котором расходная часть 110 расположен в камере 50 в требуемом положении, между нефиксирующим элементом 54 и расходной частью 110.
[0185] Как показано на Фиг. 4-7, наружная окружная поверхность фиксирующего элемента 60 предпочтительно имеет одинаковую форму и размер (наружная окружная длина фиксирующего элемента 60 в плоскости, ортогональной продольному направлению фиксирующего элемента 60) по всей длине фиксирующего элемента 60 в продольном направлении.
[0186] Кроме того, как показано на Фиг. 3, 4, 5В и 6В, камера 50 предпочтительно имеет первый направляющий элемент 58, имеющий коническую поверхность 58а, которая соединяет внутреннюю поверхность камеры 50, образующую отверстие 52, с внутренними поверхностями 62а сжимающих элементов 62.
[0187] Как показано на Фиг. 2, нагревательный бок 40 содержит нагревательный элемент 42. Нагревательный элемент 42 может представлять собой, например, нагревательную дорожку. Как показано, например, на Фиг. 5С, наружные поверхности 62b сжимающих элементов 62 и наружная поверхность 66b несжимающего элемента 66 могут быть соединены друг с другом под углом, между наружными поверхности 62b сжимающих элементов 62 и наружной поверхностью 66b несжимающего элемента 66 а может быть образована граница 71 раздела. Нагревательная дорожка предпочтительно проходит в направлении, пересекающем направление, в котором проходит граница 71 раздела (продольное направление камеры), предпочтительно в направлении под прямым углом к направлению, в котором проходит граница 71 раздела.
[0188] Как показано на Фиг. 2, в дополнение к нагревательному элементу 42 нагревательный блок 40 предпочтительно содержит электроизоляционный элемент 44, который покрывает по меньшей мере одну поверхность нагревательного элемента 42. В настоящем варианте выполнения электроизоляционный элемент 44 расположен так, чтобы покрывать поверхности по обе стороны от нагревательного элемента. Кроме того, электроизоляционный элемент 44 предпочтительно расположен внутри области наружной поверхности фиксирующего элемента 60. Другими словами, электроизоляционный элемент 44 предпочтительно расположен так, чтобы не выступать за пределы наружной поверхности фиксирующего элемента 60 на первом направляющем элементе 58 со стороны камеры 50 в продольном направлении. Как описано выше, первый направляющий элемент 58 расположен между отверстием 52 и сжимающими элементами 62, и поэтому форма наружной поверхности камеры 50 и наружная окружная длина камеры в плоскости, ортогональной продольному направлению камеры, может изменяться в продольном направлении камеры 50. По этой причине размещение электроизоляционного элемента 44 на наружной поверхности фиксирующего элемента 60 позволяет предотвратить возникновение провисания.
[0189] Кроме того, устройство 120 предпочтительно имеет листовое покрытие, которое закрывает камеру 50 и нагревательный блок 40 и обеспечивает крепление нагревательного блока 40 к наружной поверхности камеры 50. При такой конструкции нагревательный блок 40 может быть закреплен прочно и близко к наружной поверхности камеры 50, тем самым дополнительно повышая эффективность нагрева и стабилизируя конструкцию вокруг камеры 50. Кроме того, листовое покрытие предпочтительно размещено на наружной поверхности фиксирующего элемента 60. Другими словами, листовое покрытие предпочтительно расположено так, чтобы не выступать над наружной поверхностью фиксирующего элемента 60 со стороны первого направляющего элемента 58 камеры 50 в продольном направлении. Как описано выше, первый направляющий элемент 58 расположен между отверстием 52 и фиксирующим элементом 60 и, следовательно, форма наружной поверхности камеры 50 и наружная окружная длина камеры в плоскости, ортогональной продольному направлению камеры, может изменяться в продольном направлении камеры 50. По этой причине, располагая листовое покрытие на наружной поверхности фиксирующего элемента 60, можно предотвратить возникновение провисания.
[0190] Предпочтительно, нагревательный блок 40 не расположен на по меньшей мере одной из поверхностей, выбранной из группы, состоящей из наружной поверхности камеры 50 между отверстием 52 и первым направляющим элементом 58, или, другими словами, на наружной поверхности нефиксирующего элемента 54, на наружной поверхности первого направляющего элемента 58 и на наружной поверхности несжимающего элемента 66. Нагревательный блок 40 предпочтительно расположен на всех наружных поверхностях 62b сжимающих элементов 62.
[0191] В первом варианте выполнения, как показано на Фиг. 2, устройство 120 содержит ленточные электроды 48, отходящие от нагревательного блока 40. В состоянии, когда нагревательный блок 40 расположен на наружных поверхностях 62b сжимающих элементов 62, ленточные электроды 48 предпочтительно проходят от плоских наружных поверхностей 62b сжимающих элементов 62 наружу наружных поверхностей 62b сжимающих элементов 62. Как показано на Фиг. 2, ленточные электроды 48 проходят от наружной поверхности 62b каждого из двух сжимающих элементов 62. Однако конструкция этим не ограничивается, и ленточные электроды 48 также могут проходить от наружной поверхности 62b только одного из двух сжимающих элементов 62. Кроме того, как показано на Фиг. 2, ленточные электроды 48 проходят к противоположной стороне от стороны отверстия 52 камеры. Ленточные электроды 48 могут иметь конструкцию, в которой слои, содержащие проводящие дорожки, расположены между двумя слоями, содержащими электроизоляционный материал.
[0192] Кроме того, как показано на Фиг. 2, 6А и 6В, нагревательный блок 40 содержит первую часть 40а, расположенную на стороне, противоположной отверстию 52, и вторую часть 40b, расположенную на стороне отверстия 52. Плотность мощности нагревателя второй части 40b предпочтительно выше плотности мощности нагревателя первой части 40а. В качестве альтернативы, скорость повышения температуры во второй части 40b предпочтительно больше, чем скорость повышения температуры в первой части 40а. В качестве альтернативы, температура нагрева второй части 40b предпочтительно больше температуры нагрева первой части 40а в течение любого равного времени. В состоянии, в котором расходная часть 110 расположена в камере 50 в требуемом положении, вторая часть 40b предпочтительно покрывает наружную поверхность фиксирующего элемента 60, соответствующую в продольном направлении курительного вещества по меньшей мере 1/2 курительного вещества, содержащегося в расходной части 110.
[0193] В варианте выполнения, описанном выше, камера 50 содержит пару сжимающих элементов 62, обращенных друг к другу, но форма камеры этим не ограничивается. Фиг. 8-11 изображают схематические поперечные сечения, иллюстрирующие другие примеры сжимающих элементов 62 камеры 50. На Фиг. 8-11 поперечное сечение расходной части 110 перед сжатием показано пунктирной линией, чтобы было легко понять, как расходная часть 110 сжимается сжимающими элементами 62. В примере, показанном на Фиг. 8, камера 50 содержит три сжимающих элемента 62, имеющих плоские внутренние поверхности 62а, и один несжимающий элемент 66 (внутренняя поверхность 66а). Среди трех сжимающих элементов 62 пара сжимающих элементов 62 (внутренние поверхности 62а) обращены друг к другу. Оставшийся сжимающий элемент 62 и несжимающий элемент 66 расположены между парой сжимающих элементов 62 и обращены друг к другу. Как показано на Фиг. 8, расстояние между парой сжимающих элементов 62, имеющих плоские внутренние поверхности 62а, меньше диаметра вставляемой расходной части 110, имеющей круглое поперечное сечение. При такой конструкции, когда расходная часть ПО помещена внутрь камеры 50, расходная часть ПО сжата внутренними поверхностями 62а сжимающих элементов 62.
[0194] В примере, показанном на Фиг. 9, камера 50 содержит три сжимающих элемента 62 (внутренние поверхности 62а) и три несжимающих элемента 66 (внутренние поверхности 66а), расположенные между каждым из трех сжимающих элементов 62. Внутренние поверхности 62а сжимающих элементов 62 представляют собой плоские поверхности, тогда как внутренние поверхности 66а несжимающих элементов 66 представляют собой криволинейные поверхности. Каждый сжимающий элемент 62 обращен к соответствующему несжимающему элементу 66. В разрезе, показанном на Фиг. 9, то есть в плоскости, ортогональной продольному направлению камеры, расстояние между точкой Р1, где пересекаются линии, проходящие перпендикулярно от центра С1 внутренней поверхности 62а каждого сжимающего элемента 62, и центром С1 каждой из внутренних поверхностей 62а сжимающих элементов 62 меньше радиуса вставляемой расходной части 110, имеющей круглое поперечное сечение. При такой конструкции, когда расходная часть 110 помещена внутрь камеры 50, расходная часть 110 сжата сжимающими элементами 62.
[0195] В примере, показанном на Фиг. 10, камера 50 содержит один сжимающий элемент 62 (внутренняя поверхность 62а) и один несжимающий элемент 66 (внутренняя поверхность 66а). Внутренняя поверхность 62а сжимающего элемента 62 представляет собой плоскую поверхность, тогда как внутренняя поверхность 66а несжимающего элемента 66 представляет собой криволинейную поверхность. Цилиндрический фиксирующий элемент 60 образован сжимающим элементом 62 и несжимающим элементом 66.
[0196] В примере, показанном на Фиг. 11, камера 50 содержит четыре сжимающих элемента 62 (внутренние поверхности 62а) и четыре несжимающих элемента 66 (внутренние поверхности 66а). Внутренние поверхности 62а сжимающих элементов 62 представляют собой плоские поверхности, тогда как внутренние поверхности 66а несжимающих элементов 66 представляют собой криволинейные поверхности, соединяющие внутренние поверхности 62а соседних сжимающих элементов 62. Два сжимающих элемента 62 (внутренние поверхности 62а) обращены друг к другу, а оставшиеся два сжимающих элемента 62 (внутренние поверхности 62а) обращены друг к другу. По меньшей мере одно из расстояний между одной парой сжимающих элементов 62 (внутренние поверхности 62а), обращенных друг к другу, или расстояние между другой парой сжимающих элементов 62 (внутренние поверхности 62а), обращенных друг к другу, меньше диаметра расходной части 110. При такой конструкции, когда расходная часть 110 помещена внутрь камеры 50, расходная часть 110 сжата сжимающими элементами 62.
[0197] Как показано на Фиг. 8-11 выше, в окружном направлении камеры 50 может иметься по меньшей мере один сжимающий элемент 62, но также может иметься три или большее количество. Кроме того, сжимающие элементы 62 могут быть расположены так, чтобы быть обращенными друг к другу, но также могут располагаться обращенными к каждому из несжимающих элементов 66. Кроме того, как и в примерах, показанных на Фиг. 8 и 10, в случае, когда расходная часть 110 сжата в направлении действия давления, оказываемого сжимающим элементом 62, в плоскости, ортогональной продольному направлению камеры (на Фиг. 8 расходная часть 110 подвергается восходящему давлению снизу чертежа, а на Фиг. 10 расходная часть 110 подвергается нисходящему давлению сверху чертежа), между расходной частью 110 и устройством 120 также может быть предусмотрена опора, чтобы расходная часть 110 не перемещалась и не соприкасалась с внутренней поверхностью 66а несжимающего элемента 66. Опора может быть установлена в месте, соответствующем курительному веществу расходной части 110, но может быть также расположена и в несоответствующем положении Следует отметить, что хотя на Фиг. 8-11 показан расходная часть 110 перед сжатием, в случае, когда между несжимающим элементом 66 и расходной частью 110 имеется воздушный зазор 67, даже если расходная часть 110 сжимается сжимающим элементом 62 и деформируется, воздушный зазор 67 между внутренней поверхностью 66а несжимающего элемента 66 и расходной частью 110 по существу сохраняется. С другой стороны, как и в четвертом варианте выполнения, описанном ниже, расходная часть 110 также может сжиматься сжимающим элементом 62 и деформироваться таким образом, что внутренняя поверхность 66а несжимающего элемента 66 и расходная часть 110 соприкасаются.
[0198] Далее подробно описан расходная часть 110, используемая в курительной системе 100. Фиг. 12 схематически изображает поперечный разрез расходной части 110. В варианте выполнения, показанном на Фиг. 12, расходная часть 110 представляет собой нагреваемое без горения табачное изделие стержнеобразной формы, имеющее курительное вещество 111, мундштук 118 и вторую оберточную бумагу 113, такую как ободочная бумага, обернутая вокруг курительного вещества 111 и мундштука 118. Мундштук блок 118 содержит охлаждающий сегмент 114 и фильтрующий сегмент 119. Фильтрующий сегмент 119 содержит сегмент 116 с центральным отверстием (полый фильтрующий узел) и вдыхательный фильтр 115 (фильтрующий узел). Охлаждающий сегмент 114 может быть расположен между курительным веществом 111 и фильтрующим сегментом 119 рядом с ними в аксиальном направлении (также называемом «направлением длинной оси») расходной части 110. Кроме того, охлаждающий сегмент 114 также может иметь концентрические отверстия V в окружном направлении охлаждающего сегмента 114. Отверстия V, выполненные в охлаждающем сегменте 114 расходной части 110, обычно являются отверстиями, облегчающими приток воздуха снаружи вследствие выполнения вдоха пользователем, при этом температура компонента и воздуха, поступающего из курительного вещества 111, может быть понижена благодаря этому притоку воздуха. Курительное вещество 111 формируется путем обертывания табачного наполнителя 111а первой оберточной бумагой 112. Охлаждающий сегмент 114, сегмент 116 с центральным отверстием и вдыхательный фильтр 115 обертываются второй оберточной бумагой 113, которая отличается от первой оберточной бумаги 112. Вторая оберточная бумага 113 обертывает часть первой оберточной бумаги 112, используемой для обертывания курительного вещества 111. При таком расположении охлаждающий сегмент 114, сегмент 116 с центральным отверстием, вдыхательный фильтр 115 и курительное вещество 111 соединяются друг с другом. Однако вторая оберточная бумага 113 также может быть исключена, а первая оберточная бумага 112 может использоваться для соединения охлаждающего сегмента 114, сегмента 116 с центральным отверстием, вдыхательного фильтра 115 и курительного вещества 111. Наружная поверхность рядом с концом второй оберточной бумаги 113 на стороне вдыхательного фильтра 115 покрыта средством 117 для предотвращения прилипания губ, чтобы губы пользователя не прилипали ко второй оберточной бумаге 113. Часть расходной части 110, покрытая средством 117 для предотвращения прилипания губ, функционирует как мундштук расходной части 110. Расходная часть 110 может также содержать оберточную бумагу, используемую для обертывания только фильтрующего сегмента 119.
[0199] В настоящем варианте выполнения часть, соответствующая наполнителю 111а и первой оберточной бумаге 112 (курительного вещества 111), обозначена как первая часть S1. Кроме того, по меньшей мере часть части, соответствующей охлаждающему сегменту 114, обозначена как вторая часть S2. Более конкретно, часть охлаждающего сегмента 114, обернутая второй оберточной бумагой 113, не покрытая средством 117 для предотвращения прилипания губ, выполнена как вторая часть S2.
[0200] Первая часть S1 содержит курительное вещество 111, такое как, например, табак. Кроме того, в первой части S1 первая оберточная бумага 112, обертывающая курительное вещество 111, может представлять собой воздухопроницаемый листовой элемент. На конце первой части S1 также может быть установлена крышка для предотвращения выпадения курительного вещества 111. Крышка может быть прикреплена к первой оберточной бумаге 112, например, с помощью клея. Крышка также может быть прикреплена к первой оберточной бумаге 112 с помощью силы трения. Крышка может представлять собой, например, бумажный или ацетатный фильтр. Охлаждающий сегмент 114, установленный во второй части S2, может представлять собой бумажную трубку или полый фильтр.
[0201] В примере, показанном на чертежах, расходная часть 110 содержит курительное вещество 111, охлаждающий сегмент 114, центральный полый сегмент 116 и вдыхательный фильтр 115, но конструкция расходной части 110 этим не ограничивается. Например, центральный полый сегмент 116 может отсутствовать, а охлаждающий сегмент 114 и вдыхательный фильтр 115 могут быть расположены рядом друг с другом.
[0202] Как показано на чертежах, первая часть S1 расходной части 110 расположена ближе к продольному концу расходной части 110, чем вторая часть S2. Первая часть S1 имеет первую твердость, а вторая часть S2 имеет вторую твердость. Первая твердость предпочтительно равна или больше 65% и меньше или равна 90%), более предпочтительно равна или больше 70% и меньше или равна 85%, наиболее предпочтительно равна или больше 13% и меньше или равна 82%).
[0203] Когда расходная часть 110 вставляется в камеру 50, расходная часть 110 располагается таким образом, что по меньшей мере часть второй части S2 прижимается к внутренней поверхности 62а сжимающего элемента 62. Вторая твердость предпочтительно равна или больше 90%) и меньше или равна 99%, более предпочтительно больше или равна 90%) и меньше или равна 98%, наиболее предпочтительно больше или равна 92% и меньше или равна 96%. При такой конструкции вставление выполняется легко, а расходная часть 110 прочно удерживается фиксирующим элементом 60.
[0204] Вторая твердость предпочтительно выше, чем первая твердость. В соответствии с этой конструкцией, можно одновременно легко вставлять расходную часть 110 в фиксирующий элемент 60 и прочно ее удерживать. Кроме того, когда расходная часть 110 вставляется в камеру 50, благодаря переходу из состояния, в котором только первая часть S1 прижимается к внутренней поверхности 62а сжимающего элемента 62, в состояние, в котором вторая часть S2 также прижимается к внутренней поверхности 62а сжимающего элемента 62, пользователь может почувствовать изменение сопротивления при вставлении расходной части 110. В результате, во время вставления пользователь может знать, насколько далеко расходная часть 110 уже вставлена в камеру 50, и использовать эту информацию как подсказку для определения того, насколько дальше расходная часть 110 должна быть вставлена, чтобы достичь требуемого положения вставления, тем самым облегчая размещение расходной части 110 в требуемом положении. Это изменение сопротивления может ощущаться более отчетливо в случае, когда первая часть S1 и вторая часть S2 расположены рядом друг с другом, как показано на Фиг. 12.
[0205] Как описано выше, термин «твердость», используемый в данном описании, означает устойчивость к деформации. Твердость обычно выражается в виде соотношения. На Фиг. 13 показано поперечное сечение расходной части 110 до и после приложения нагрузки F. Как показано на чертеже, пусть Ds обозначает диаметр расходной части до приложения нагрузки, и пусть Dd обозначает диаметр расходной части 110 после приложения заданной нагрузки в направлении приложения нагрузки. Деформация d расходной части при приложении заданной нагрузки может быть выражена как Ds - Dd. В этом случае твердость (в %) выражается как Dd/Ds * 100 (%).
[0206] Предпочтительно, длина первой части S1 расходной части 110 в продольном направлении меньше или равна длине внутренней поверхности 62а сжимающего элемента 62 в продольном направлении, и когда расходная часть ПО вставлена в камеру 50, расходная часть 110 расположена в камере 50 таким образом, что первая часть S1 расходной части 110 не выступает из внутренней поверхности 62а сжимающего элемента 62 в продольном направлении камеры 50. Кроме того, когда расходная часть ПО расположена в камере 50 в требуемом положении, вся наружная окружная поверхность курительного вещества расходной части 110 предпочтительно закрыта фиксирующим элементом 60.
[0207] Расстояние, на которое вторая часть S2 расходной части 110 вставлена в фиксирующий элемент 60, когда расходная часть 110 расположена внутри камеры 50 в требуемом положении, предпочтительно равно или больше 1,0 мм и меньше или равно 10,0 мм, более предпочтительно равно или больше 2,0 мм и меньше или равно 8,0 мм, наиболее предпочтительно равно или больше 4,0 мм и меньше или равно 6,0 мм.
[0208] Длина камеры 50 от нижней стенки 56а до конца сжимающего элемента 62 на стороне отверстия 52 больше длины первой части S1 расходной части 110 в продольном направлении (далее именуемой как длина первой части), а также предпочтительно меньше, чем 1,5 длины первой части S1, более предпочтительно меньше, чем 1,35 указанной длины. Кроме того, когда расходная часть 110 вставлена в камеру 50, по меньшей мере часть первой части S1 расходной части 110 предпочтительно расположена ближе к отверстию 52, чем центральная часть фиксирующего элемента 60 в продольном направлении. Другими словами, конец первой части S1 со стороны второй части S2 предпочтительно расположен ближе к отверстию 52, чем центральная часть фиксирующего элемента 60 в продольном направлении. При такой конструкции может ощущаться изменение сопротивления, поскольку вторая часть S2 начинает вводиться в фиксирующий элемент 60 до того, как первая часть S1 расходной части 110 упрется в нижнюю стенку 56а камеры 50, и, поскольку положение вставления, при котором ощущается изменение, можно установить в положение, относительно близкое к требуемому положению вставления расходной части 110, расходную часть 110 легче расположить в нужном положении, а ощущение пользователя от использования устройства может быть улучшено.
[0209] Расходная часть 110 стержнеобразной формы предпочтительно имеет столбчатую форму, удовлетворяющего условию, согласно которому соотношение сторон, как определено ниже, равно или больше 1.
Соотношение сторон=h/w
Здесь w представляет собой ширину нижней поверхности столбчатой формы (в данном описании принимается за ширину нижнее поверхности со стороны курительного вещества 111), h представляет собой высоту и предпочтительно h≥w. В этом описании направление длинной оси определяется как направление, обозначенное буквой h. Следовательно, даже в случае, когда w≥h, направление, обозначенное буквой h, для удобства называется направлением длинной оси. Форма нижней поверхности не ограничена и может быть такой, как многоугольная, закругленная многоугольная, круглая или эллиптическая. Ширина w является диаметром в случае, когда нижняя поверхность круглая, большой осью в эллиптическом случае и диаметром описанной окружности или большой осью описанного эллипса в многоугольном или закругленном многоугольном случае.
[0210] Длина h расходной части 110 в направлении длинной оси конкретно не ограничена и обычно равна или больше 40 мм, например, предпочтительно равна или больше 45 мм, более предпочтительно равна или больше 50 мм. Кроме того, длина h расходной части 110 в направлении длинной оси обычно меньше или равна 100 мм, предпочтительно меньше или равна 90 мм, более предпочтительно меньше или равна 80 мм. Ширина w нижней поверхности расходной части 110 столбчатой формы специально не ограничена и обычно равна или больше, например, 5 мм, предпочтительно равна или больше 5,5 мм. Кроме того, ширина w нижней поверхности расходной части 110 в форме столба обычно меньше или равна 10 мм, предпочтительно меньше или равна 9 мм, более предпочтительно меньше или равна 8 мм.
[0211] Соотношение (охлаждающий сегмент 114: фильтрующий сегмент 119) длин охлаждающего сегмента 114 и фильтрующего сегмента 119 по отношению к длине расходной части 110 в направлении длинной оси специально не ограничено, но с точки зрения количества доставленного ароматического вещества и температуры аэрозоля соотношение обычно составляет 0,60-1,40: 0,60-1,40, предпочтительно 0,80-1,20: 0,80-1,20, более предпочтительно 0,85-1,15: 0,85-1,15, еще более предпочтительно 0,90-1,10: 0,90-1,10 и особенно предпочтительно 0,95-1,05: 0,95-1,05. Устанавливая соотношение длин охлаждающего сегмента 114 и фильтрующего сегмента 119 в вышеуказанных диапазонах, достигается баланс между охлаждающим эффектом, эффектом снижения потерь из-за образующегося пара и аэрозоля, прилипающего к внутренним стенкам охлаждающего сегмента 114, а также функцией регулирования количества воздуха и вкуса с помощью фильтров, при этом можно добиться одновременно приятного и сильного вкуса. В частности, удлинение охлаждающего сегмента 114 способствует распылению аэрозоля и т.п. для достижения приятного аромата, но если охлаждающий сегмент 114 слишком длинный, вещества будут прилипать к внутренним стенкам.
[0212] <Второй вариант выполнения>
Далее описана курительная система 100, выполненная в соответствии со вторым вариантом выполнения. В курительной системе 100, выполненной в соответствии со вторым вариантом выполнения, конструкция камеры 50 отличается от конструкции камеры в курительной системе 100, выполненной в соответствии с первым вариантом выполнения. Фиг. 14 изображает схематический вид в разрезе камеры 50, выполненной в устройстве 120 курительной системы 100, в соответствии со вторым вариантом выполнения. Фиг. 15А изображает вид камеры 50 в разрезе, выполненном по стрелке ISA-ISA, показанной на Фиг. 14. Фиг. 15В изображает вид камеры 50 в разрезе, выполненном по стрелке 18В-18В, показанной на Фиг. 14. В частности, камера 50, выполненная в соответствии со вторым вариантом выполнения отличается от камеры 50, выполненной в соответствии с первым вариантом выполнения, тем, что она имеет первый фиксирующий элемент 70 и второй фиксирующий элемент 76.
[0213] Первый фиксирующий элемент 70 выполнен с возможностью удержания расходной части 110, вставленной в камеру 50. Второй фиксирующий элемент 76 расположен дальше от отверстия 52 в камере 50, чем первый фиксирующий элемент 70, и выполнен с возможностью удержания расходной части 110, вставленной в камеру 50. Первый фиксирующий элемент 70 содержит первые сжимающие элементы 72, которые сжимают часть расходной части 110, и первые несжимающие элементы 73. Первые сжимающие элементы 72 имеют внутренние поверхности 72а и наружные поверхности 72b. Первые несжимающие элементы 73 имеют внутренние поверхности 73а и наружные поверхности 73b. Второй фиксирующий элемент 76 содержит вторые сжимающие элементы 77, которые сжимают часть расходной части 110, и вторые несжимающие элементы 78. Вторые сжимающие элементы 77 имеют внутренние поверхности 77а и наружные поверхности 77b. Вторые несжимающие элементы 78 имеют внутренние поверхности 78а и наружные поверхности 78b.
[0214] В состоянии, в котором расходная часть 110 удерживается первым фиксирующим элементом 70 и вторым фиксирующим элементом 76, второй фиксирующий элемент 76 выполнен с возможностью сжатия расходной части 110 больше, чем первый фиксирующий элемент 70. В частности, например, площадь внутреннего поперечного сечения второго фиксирующего элемента 76 меньше площади внутреннего поперечного сечения первого фиксирующего элемента 70 в плоскости, ортогональной продольному направлению камеры 50, как показано на Фиг. 15А и 15В. Благодаря тому, что внутренние поверхности 72а первых сжимающих элементов 72 сжимают расходную часть 110, расходная часть 110 находится по существу близко к нагревательной поверхности (внутренние поверхности 72а первых сжимающих элементов 72) в первом фиксирующем элементе 70, и, следовательно, тепло от нагревательного блока 40 может быть эффективно передано к расходной части 110. В то же время сопротивление затяжке при курении можно регулировать сжатием второго фиксирующего элемента 76. Нагревательный блок 40 не обязательно должен быть расположен на наружных поверхностях 77b вторых сжимающих элементов 77. В частности, из-за отсутствия нагревательного блока 40 на втором фиксирующем элементе 76 в случае, когда часть расходной части 110, которая сжимается вторым фиксирующим элементом 70, представляет собой описанную выше крышку, нагрев, который не способствует эффективному нагреву курительного вещества, может быть исключен.
[0215] Как показано на Фиг. 14, камера 50 имеет второй направляющий элемент 79, имеющий коническую поверхность 79а, которая соединяет внутренние поверхности 72а первых сжимающих элементов 72 с внутренними поверхностями 77а вторых сжимающих элементов 77. Второй направляющий элемент 79 может использоваться для плавного изменения формы поперечного сечения внутренней поверхности камеры 50 от первых сжимающих элементов 72 ко вторым сжимающим элементам 77, что позволяет плавно вставлять расходную часть 110 во второй фиксирующий элемент 76.
[0216] Как показано на Фиг. 15А, внутренние поверхности 72а первых сжимающих элементов 72 первого фиксирующего элемента 70 обращены друг к другу. Другими словами, внутренние поверхности 72а первых сжимающих элементов 72 образуют пару первых сжимающих поверхностей. Как показано на Фиг. 15В, внутренние поверхности 77а вторых сжимающих элементов 77 второго фиксирующего элемента 76 обращены друг к другу. Другими словами, внутренние поверхности 77а вторых сжимающих элементов 77 образуют пару вторых сжимающих поверхностей. Кратчайшее расстояние между вторыми сжимающими поверхностями предпочтительно меньше кратчайшего расстояния между первыми сжимающими поверхностями. Кроме того, в варианте выполнения, показанном на схемах, первые сжимающие поверхности и вторые сжимающие поверхности являются плоскими поверхностями. Как показано на Фиг. 15А и 15В, сжимающие поверхности второго фиксирующего элемента 76 и сжимающие поверхности первого фиксирующего элемента 70 обращены в одном и том же направлении, ортогональном продольному направлению камеры 50.
[0217] Как показано на Фиг. 14, второй фиксирующий элемент 76 расположен в конце камеры 50. При такой конструкции, в случае, когда курительное вещество на конце расходной части 110 сжимается, сжатие, выполняемое вторым фиксирующим элементом 76, сжимает курительное вещество на конце расходной части 110 и уменьшает количество ситуаций, в которых курительное вещество выпадает внутри камеры 50 при извлечении расходной части 110 из камеры 50 после курения.
[0218] Внутренние поверхности 72а и наружные поверхности 72b первого сжимающего элемента 72 и внутренние поверхности 77а и наружные поверхности 77b второго сжимающего элемента 77 могут иметь характеристики, аналогичные внутренним поверхностям 62а и наружным поверхностям 62b сжимающих элементов 62 первого варианта выполнения. Кроме того, внутренние поверхности 73а и наружные поверхности 73b первого несжимающего элемента 73 и внутренние поверхности 78а и наружные поверхности 78b второго несжимающего элемента 78 могут иметь характеристики, аналогичные внутренним поверхностям 66а и наружным поверхностям 66b несжимающих элементов 66 первого варианта выполнения.
[0219] <Третий вариант выполнения>
Далее описана курительная система 100, выполненная в соответствии с третьим вариантом выполнения. В курительной системе 100, выполненной в соответствии с третьим вариантом выполнения, конструкции камеры 50 и нагревательного элемента 40 отличаются от соответствующих конструкций курительной системы 100, выполненной в соответствии с первым вариантом выполнения. Фиг. 16 изображает схематический вид в разрезе нагревательного узла 30, установленного в устройстве 120 курительной системы 100, выполненной в соответствии с третьим вариантом выполнения. Фиг. 17 изображает схематический вид камеры 50 в разрезе, выполненном по стрелке 20-20, показанной на Фиг. 16. На Фиг. 16 верхняя крышка 32, показанная на Фиг. 2, не показана.
[0220] Как показано на Фиг. 15 и 16 форма камеры 50 примерно такая же, как и форма камеры 50, выполненной в соответствии с первым вариантом выполнения. С другой стороны, в дополнение к нагревательному блоку 40, нагревательный узел 30, выполненный в соответствии с третьим вариантом выполнения, имеет индукционную катушку 46, которая нагревает камеру 50. Как показано на Фиг. 15, индукционная катушка 46 также может быть расположена так, чтобы окружать сжимающий элемент 62 камеры 50. При такой конструкции энергия может эффективно подаваться к тепловыделяющей части камеры 50. Следует отметить, что индукционная катушка 46 также может быть цилиндрической.
[0221] Сжимающий элемент 62 камеры 50 содержит токоприемник 63, который нагревается индукционной катушкой 46. Токоприемник 63 может быть расположен на наружной поверхности 62b или внутренней поверхности 62а сжимающего элемента 62, Токоприемник 63 может быть заключен в стенки камеры 50, образуя сжимающий элемент 62, или стенки камеры 50, формирующие сжимающий элемент 62, могут быть выполнены в виде токоприемника. Токоприемник 63 предпочтительно содержит материал, выбранный из по меньшей мере одного в группе, состоящей из алюминия, железа, никеля и их сплавов (например, нихрома и нержавеющей стали).
[0222] В третьем варианте выполнения несжимающий элемент 66 камеры 50 также содержит токоприемник 63. При такой конструкции, как показано на Фиг. 17, токоприемник 63 и линии тока, протекающего через токоприемник 63, формируются в контуры, окружающие пространство, в котором находится расходная часть 110 (внутреннее пространство камеры 50).
[0223] Как описано выше, в третьем варианте выполнения по меньшей мере сжимающий элемент 62 содержит токоприемник 63, при этом токоприемник 63 нагревается индукционной катушкой 46.
[0224] <Четвертый вариант выполнения>
Далее описана курительная система 100, выполненная в соответствии с четвертым вариантом выполнения. В курительной системе 100, выполненной в соответствии с четвертым вариантом выполнения, воздушные каналы курительной системы 100 и конструкция камеры 50 отличаются от соответствующих конструкций курительной системы 100, выполненной в соответствии с первым вариантом выполнения. Фиг. 18 представляет собой схему, иллюстрирующую курительную систему 100, выполненную в соответствии с четвертым вариантом выполнения.
[0225] Как показано на Фиг. 18, в курительной системе 100, выполненной в соответствии с четвертым вариантом выполнения, зазор для всасывания воздуха между нагревательным узлом 30 и расходной частью 110 по существу отсутствует. Как показано на Фиг. 18, в курительной системе 100 отверстие 30а для впуска воздуха выполнено в нижней части нагревательного узла 30, а также выполнен воздушный канал 15 для всасывания воздуха в отверстие 30а. В примере, показанном на чертежах, воздушный канал 15 проходит с соединением отверстия 30а и нижней части курительной системы 100 (на противоположной стороне нагревательного узла 30 от отверстия 52 в камере 50, через которую вставляется расходная часть 110). Воздушный проход 15 может иметь любую форму, которая соединяет отверстие 30а с наружной частью курительной системы 100. При такой конструкции воздух, вдыхаемый пользователем, направляется снизу курительной системы 100 через концы расходной части 110 и в рот пользователя, как показано линией воздушного потока 100D.
[0226] Фиг. 19А изображает продольный разрез камеры 50, содержащей несжимающий элемент 66, выполненный в соответствии с четвертым вариантом выполнения, причем расходная часть 110 расположена в камере 50 в требуемом положении. Фиг. 19В изображает продольный разрез камеры 50, содержащей сжимающий элемент 62, выполненный в соответствии с четвертым вариантом выполнения, причем расходная часть 110 расположена в камере 50 в требуемом положении. На Фиг. 20А показан вид камеры 50в разрезе, выполненном по стрелке 23А-23А, показанной на Фиг. 19В. Фиг. 20В изображает вид камеры 50 в разрезе, выполненном по стрелке 23В-23В, показанной на Фиг. 19В. Следует отметить, что на Фиг. 20В проиллюстрировано поперечное сечение расходной части 110 перед сжатием, чтобы было легко понять, как расходная часть 110 сжимается сжимающими элементами 62.
[0227] Как показано на Фиг. 19В, когда расходная часть 110 расположена в камере 50 в требуемом положении, фиксирующий элемент 60 по существу не имеет зазора между внутренней поверхностью 66а несжимающего элемента 66 и расходной частью 110. Кроме того, как показано на Фиг. 19А и 19В, в нижней стенке 56а нижнего элемента 56 камеры 50 выполнено отверстие 30а, обеспечивающее поступление воздуха в камеру 50.
[0228] Несжимающий элемент 66 предпочтительно касается расходной части 110 в несжимающем состоянии, когда расходная часть 110 помещена внутрь камеры 50. В настоящем документе несжимающее состояние включает по существу несжимающее состояние.
[0229] В четвертом варианте выполнения внутренняя окружная длина фиксирующего элемента 60 такая же, что и наружная окружная длина расходной части 110 перед сжатием сжимающим элементом 62. Следует отметить, что в настоящем документе «такая же» включает случай по существу такая же.
[0230] Как описано выше, фиксирующий элемент 60 содержит сжимающий элемент 62 и несжимающий элемент 66. В случае, когда внутренняя окружная длина фиксирующего элемента 60 и наружная окружная длина расходной части 110 по существу одинаковы, часть расходной части 110 сжимается сжимающим элементом 62, в результате чего наружная окружная форма расходной части 110 приблизительно соответствует форме внутреннего поперечного сечения фиксирующего элемента 60. По сравнению со случаем, когда внутренняя окружная длина и внутренняя окружная форма фиксирующего элемента 60 такие же, как и наружная окружная длина и наружная окружная форма расходной части 110, в курительной системе 100 образуется место, где расходная часть 110 сжимается сжимающим элементом 62, и, следовательно, эффективность передачи тепла от нагревательного блока 40 к расходной части 110 может быть повышена. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части 110 меньше, чем внутренняя окружная длина фиксирующего элемента 60, внутренняя окружная поверхность (внутренняя поверхность 66а несжимающего элемента 66) фиксирующего элемента 60 по существу касается наружной окружной поверхности расходной части 110 даже в тех местах, где расходная часть 110 не сжимается и, следовательно, эффективность теплопередачи от нагревательного блока 40 к расходной части 110 может быть повышена. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части 110 больше, чем внутренняя окружная длина фиксирующего элемента 60, расходная часть 110 может быть вставлена в фиксирующий элемент 60 плавно, а деформация, обусловленная наружной окружной поверхностью расходной части 110 и плотностью внутри расходной части 110 (например, табака) может быть ослаблена. В результате можно устранить неравномерный нагрев и неравномерность сопротивления затяжке каждой расходной части 110, которые могут возникать из-за деформации, обусловленной плотностью внутри расходной части 110.
[0231] Следует отметить, что можно сказать, что, предпочтительно, внутренняя окружная длина фиксирующего элемента 60 по существу такая же, как наружная окружная длина расходной части 110 в состоянии сжатия сжимающим элементом 62, а за внутреннюю окружную длину фиксирующего элемента 60 может быть принята внутренняя окружная длина в плоскости, ортогональной продольному направлению камеры 50 фиксирующего элемента 60. Кроме того, за «наружную окружную длину расходной части 110 перед ее сжатием сжимающим элементом 62» может быть принята наружная окружная длина части наружной окружной длины расходной части 110 перед сжатием сжимающим элементом 62, расположенной в положении, соответствующем внутренней окружной длине фиксирующего элемента 60, по отношению к расположению в продольном направлении камеры 50, когда расходная часть 110 сжимается сжимающим элементом 62. Кроме того, за «наружную окружную длину расходной части 110 в состоянии сжатия сжимающим элементом 62» может быть принята наружная окружная длина части наружной окружной длины расходной части 110 в состоянии ее сжатия сжимающим элементом 62, расположенной в положении, соответствующем внутренней окружной длине фиксирующего элемента 60, по отношению к расположению в продольном направлении камеры.
[0232] В четвертом варианте выполнения внутренняя окружная длина камеры 50 (фиксирующего элемента 60) также может быть такой же, как наружная окружная длина расходной части 110 до ее помещения в камеру 50, а внутренняя окружная форма камеры 50 (фиксирующего элемента 60) в плоскости, ортогональной продольному направлению камеры, также может отличаться от формы поперечного сечения, ортогонального продольному направлению расходной части 110 до помещения расходной части 110 в камеру 50. В настоящем документе, «такая же» включает случай по существу такая же.
[0233] В соответствии с настоящим вариантом выполнения, расходная часть 110 находится по существу вблизи нагревательной поверхности (внутренней поверхности 62а сжимающего элемента 62 камеры 50), и, следовательно, тепло от нагревательного блока 40 может быть эффективно передано к расходной части 110. В частности, поскольку внутренняя окружная длина камеры 50 и наружная окружная длина расходной части 110 по существу одинаковы, а внутренняя окружная форма камеры 50 отличается от формы поперечного сечения расходной части 110, помещаемой в камеру 50, часть расходной части 110 сжимается внутренней поверхностью камеры 50, а наружная окружная форма расходной части 110 приблизительно совпадает с внутренней окружной формой внутренней поверхности фиксирующего элемента 60. По сравнению со случаем, когда внутренняя окружная длина и внутренняя окружная форма камеры 50 такие же, как и наружная окружная длина и форма поперечного сечения расходной части 110, в курительной системе 100 образуется место, где расходная часть 110 сжимается камерой 50, и поэтому эффективность теплопередачи от нагревательного элемента 40 к расходной части ПО может быть повышена. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части 110 меньше, чем внутренняя окружная длина камеры 50, внутренняя окружная поверхность (несжимающая поверхность) камеры 50 по существу касается наружной окружной поверхности расходной части 110 даже в тех местах, где расходная часть 110 не сжимается, и, следовательно, эффективность теплопередачи от нагревательного элемента 40 к расходной части 110 может быть повышена. Кроме того, по сравнению со случаем, когда наружная окружная длина расходной части 110 больше, чем внутренняя окружная длина камеры 50, расходная часть 110 может быть вставлена в камеру 50 плавно, а деформация, обусловленная наружной окружной поверхностью расходной части 110 и плотностью внутри расходной части 110 (например, табака) может быть ослаблена. В результате можно устранить неравномерный нагрев и неравномерность сопротивления затяжке каждой расходной части 110, которые могут возникать из-за деформации, обусловленной плотностью внутри расходной части 110.
[0234] Также можно сказать, что, предпочтительно, внутренняя окружная длина камеры 50 по существу такая же, как и наружная окружная длина расходной части 110 в состоянии сжатия камерой 50, причем за внутреннюю окружную длину камеры 50 можно принять внутреннюю окружную длину в плоскости, ортогональной продольному направлению камеры 50. Кроме того, за «наружную окружную длину расходной части 110 до ее помещения в камеру 50» можно принять наружную окружную длину части наружной окружной длины расходной части 110 до ее помещения в камеру 50, которая расположена в положении, соответствующем внутренней окружной длине камеры 50, по отношению к расположению камеры 50 в продольном направлении, когда расходная часть 110 помещена в камеру 50. Кроме того, за «наружную окружную длину расходной части 110 в состоянии сжатия камерой 50» можно принять наружную окружную длину части наружной окружной длины расходной части 110 в состоянии сжатия камерой 50, расположенной в положении, соответствующем внутренней окружной длине камеры 50 по отношению к расположению камеры 50 в продольном направлении.
[0235]<Пятый вариант выполнения>
Далее описана курительная система 100, выполненная в соответствии с пятым вариантом выполнения. Курительная система 100, выполненная в соответствии с пятым вариантом выполнения отличается от курительной системы 100, выполненной в соответствии с первым вариантом выполнения, тем, что вокруг камеры 50 установлена трубчатая гильза. Фиг. 21 изображает схематический разрез камеры и гильзы, расположенных в устройстве 120 курительной системы 100, выполненной в соответствии с пятым вариантом выполнения. Фиг. 22 изображает схематический вид камеры 50 и гильзы в разрезе, выполненном по стрелке 22-22, показанной на Фиг. 21. Как показано на Фиг. 21 и 22, в курительной системе 100, выполненной в соответствии с пятым вариантом выполнения, установлена трубчатая гильза 80, окружающая камеру 50. Следует обратить внимание, что пятый вариант выполнения может иметь ту же конструкцию и характеристики, что и курительная система 100, выполненная в соответствии с первым вариантом выполнения, за исключением гильзы 80.
[0236] Как показано на Фиг. 22, L1 представляет собой кратчайшее расстояние между внутренней поверхностью гильзы 80 и наружной поверхностью 62b сжимающего элемента 62 в направлении, перпендикулярном продольному направлению камеры 50. Следует иметь в виду, что кратчайшее расстояние здесь означает кратчайшее расстояние между внутренней поверхностью гильзы 80 и любым положением на наружной поверхности 62b сжимающего элемента 62. В примере, показанном на Фиг. 22, изображен случай, когда кратчайшее расстояние до внутренней поверхности гильзы 80 находится максимально на наружной поверхности 62b сжимающего элемента 62. Кроме того, L2 является кратчайшим расстоянием между внутренней поверхностью гильзы 80 и наружной поверхностью 66b несжимающего элемента 66 в направлении, ортогональном продольному направлению камеры 50. Кратчайшее расстояние L1 больше кратчайшего расстояния L2. Другими словами, в пятом варианте выполнения при условии, что в направлении, ортогональном продольному направлению камеры 50, L1 - кратчайшее расстояние между внутренней поверхностью гильзы 80 и наружной поверхностью 62b сжимающего элемента 62, a L2 - кратчайшее расстояние между внутренней поверхностью гильзы 80 и наружной поверхностью 66b несжимающего элемента 66 камеры 50, L1 больше L2.
[0237] В соответствии с пятым вариантом выполнения, благодаря увеличению расстояния между внутренней поверхностью гильзы 80 и наружной поверхностью 62b сжимающего элемента 62, который сжимает часть расходной части 110, по сравнению с несжимающим элементом 66, длина (толщина) воздушной прослойки в зазоре увеличивается. В результате, когда расходная часть 110 нагревается сжимающим элементом 62, может быть улучшена эффективность теплоизоляции воздушной прослойки между сжимающим элементом 62 и гильзой 80. В частности, в случае, когда нагревательный блок 40 расположен на наружной поверхности 62b сжимающего элемента 62, как показано на Фиг. 2, сжимающий элемент 62 способствует нагреву расходной части 110, помещенной в камере 50, в большей степени, чем несжимающий элемент 66, не касающийся расходной части 110. Следовательно, благодаря увеличению расстояния между наружной поверхностью 62b сжимающего элемента 62 и внутренней поверхностью гильзы 80, по сравнению с несжимающим элементом 66, теплоизолирующая эффективность воздушной прослойки между сжимающим элементом 62 и гильзой 80 может быть повышена, а расходная часть 110 может быть эффективно нагрета.
[0238] Как показано на Фиг. 21 и 22, гильза 80 предпочтительно содержит теплоизоляционный элемент 80а. В этом случае камера 50 может быть окружена теплоизоляционным элементом 80а и, поэтому, передача тепла от нагретой расходной части 110 наружу устройства 120 может быть уменьшена. Теплоизоляционный элемент 80а может быть трубчатым, как и гильза 80. Теплоизоляционный элемент 80а может представлять собой воздушную прослойку, вакуумный теплоизоляционный слой, аэрогель или другой теплоизоляционный материал.
[0239] Хотя варианты выполнения настоящего изобретения были описаны выше, настоящее изобретение не ограничивается вышеуказанными вариантами выполнения, и возможны различные модификации в пределах объема технической идеи, раскрытой формуле изобретения, описании и чертежах. Следует отметить, что любая форма или материал, не описанные непосредственно в описании и на чертежах, по-прежнему входят в объем технической идеи настоящего изобретения, поскольку демонстрируются реализации и эффекты изобретения, описанного в настоящей заявки. Более того, формы, степени сравнения и т.п., выраженные в описании по меньшей мере «по существу», не предназначены для ограничения только «формой, степенью сравнения и т.п.в строгом совпадении», но также включают «формы, степени сравнения, или тому подобное в диапазоне, в котором проявляется по меньшей мере предполагаемое действие».
ПЕРЕЧЕНЬ НОМЕРОВ ПОЗИЦИЙ
[0240] 40: нагревательный блок
50: камера
52: отверстие
56: нижний элемент
60: фиксирующий элемент
62: сжимающий элемент
62а: внутренняя поверхность
62b: наружная поверхность
66: несжимающий элемент
67: воздушный зазор
100: курительная система
110: расходная часть
111: курительное вещество
114: охлаждающий сегмент
115: вдыхательный фильтр
116: сегмент с центральным отверстием
119: фильтрующий сегмент
120: устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Курительная система, устройство и расходная часть | 2020 |
|
RU2787858C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА И РАСПЫЛЕНИЯ КУРИТЕЛЬНОГО ВЕЩЕСТВА И КУРИТЕЛЬНАЯ СИСТЕМА | 2020 |
|
RU2799021C1 |
| КУРИТЕЛЬНАЯ СИСТЕМА | 2020 |
|
RU2797290C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВАНИЯ И РАСПЫЛЕНИЯ КУРИТЕЛЬНОГО ВЕЩЕСТВА | 2020 |
|
RU2796470C1 |
| Устройство, нагревающее и распыляющее курительное вещество | 2020 |
|
RU2790400C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОБЕРТЫВАНИЯ БЛОКА СЕГМЕНТОВ | 2014 |
|
RU2664352C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2016 |
|
RU2718359C2 |
| УДЛИНЕННОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2776500C1 |
| НАГРЕВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ В КУРИТЕЛЬНОМ ИЗДЕЛИИ С ИСТОЧНИКОМ ЭЛЕКТРОЭНЕРГИИ ДЛЯ НАГРЕВА ТАБАЧНОЙ АРОМАТНОЙ СРЕДЫ, НАГРЕВАТЕЛЬ ДЛЯ ИСПОЛЬЗОВАНИЯ В КУРИТЕЛЬНОМ ИЗДЕЛИИ С ИСТОЧНИКОМ ЭЛЕКТРОЭНЕРГИИ ДЛЯ НАГРЕВА ЦИЛИНДРИЧЕСКОЙ СИГАРЕТЫ И СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЯ | 1995 |
|
RU2132629C1 |
| ГЕНЕРИРОВАНИЕ АЭРОЗОЛЯ | 2018 |
|
RU2748568C1 |
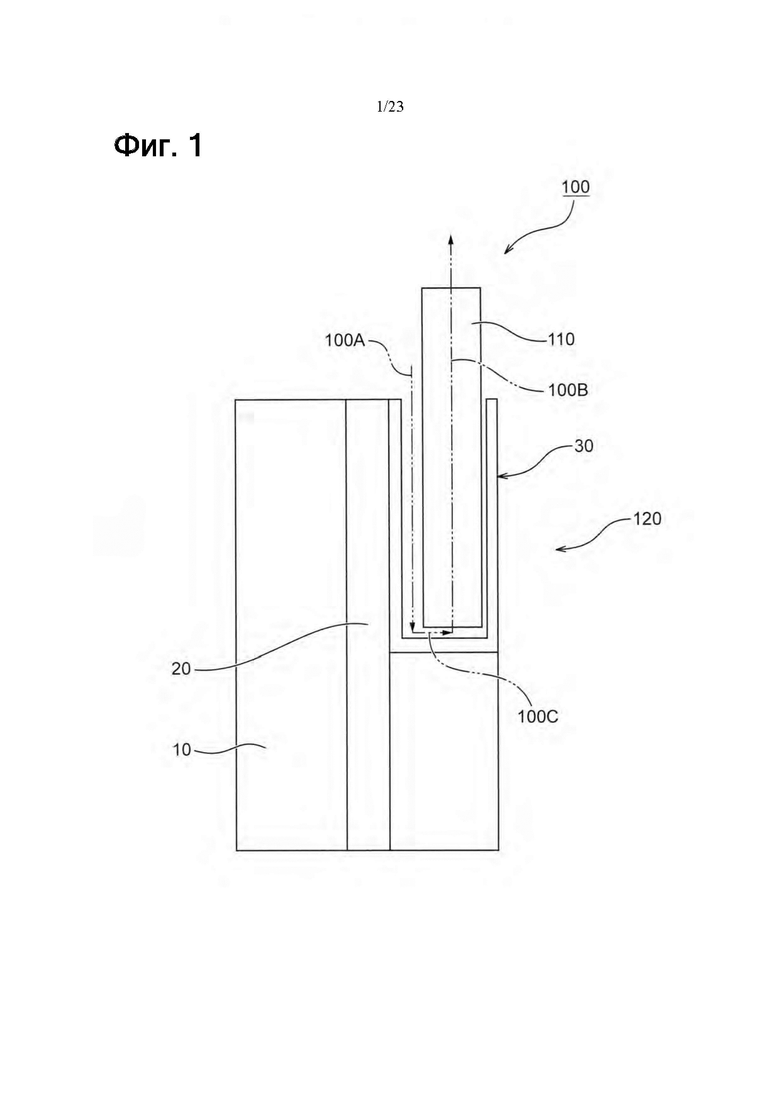
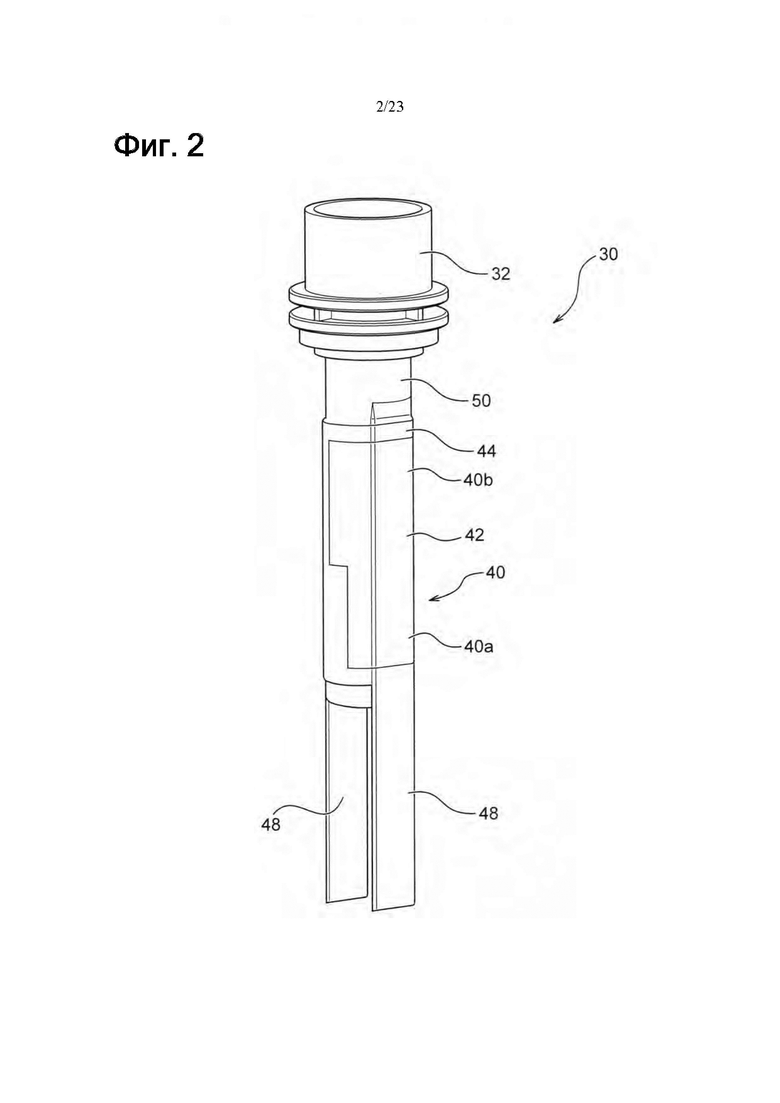
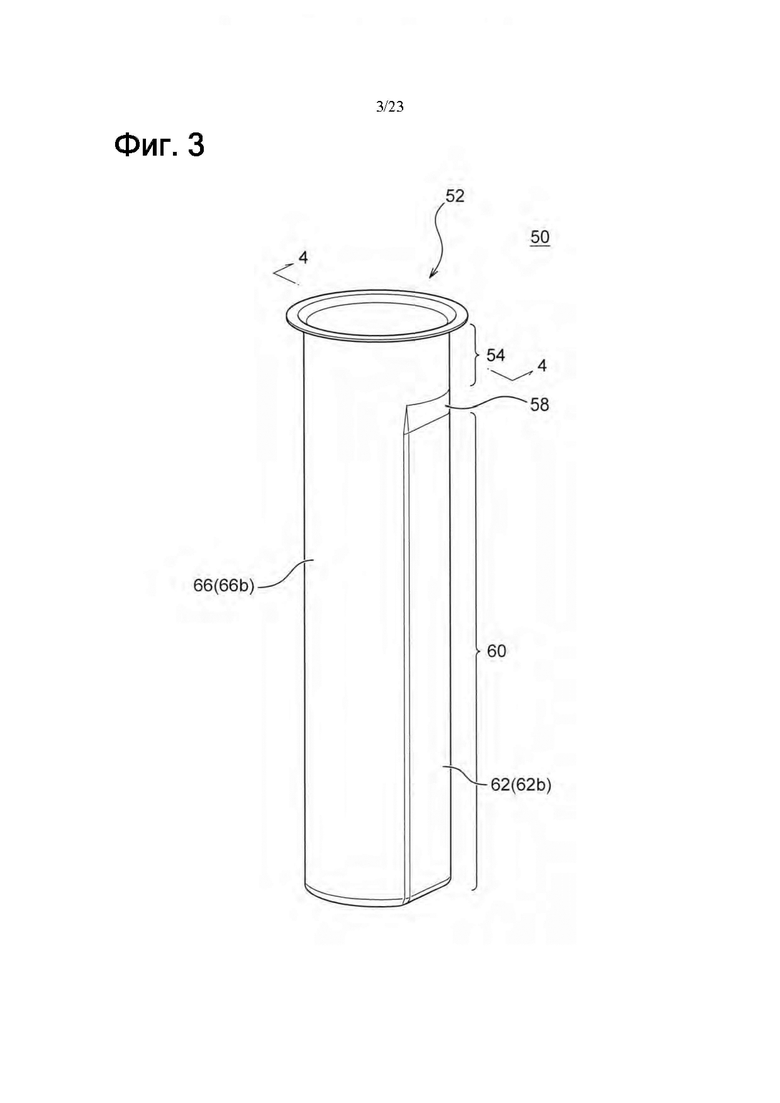
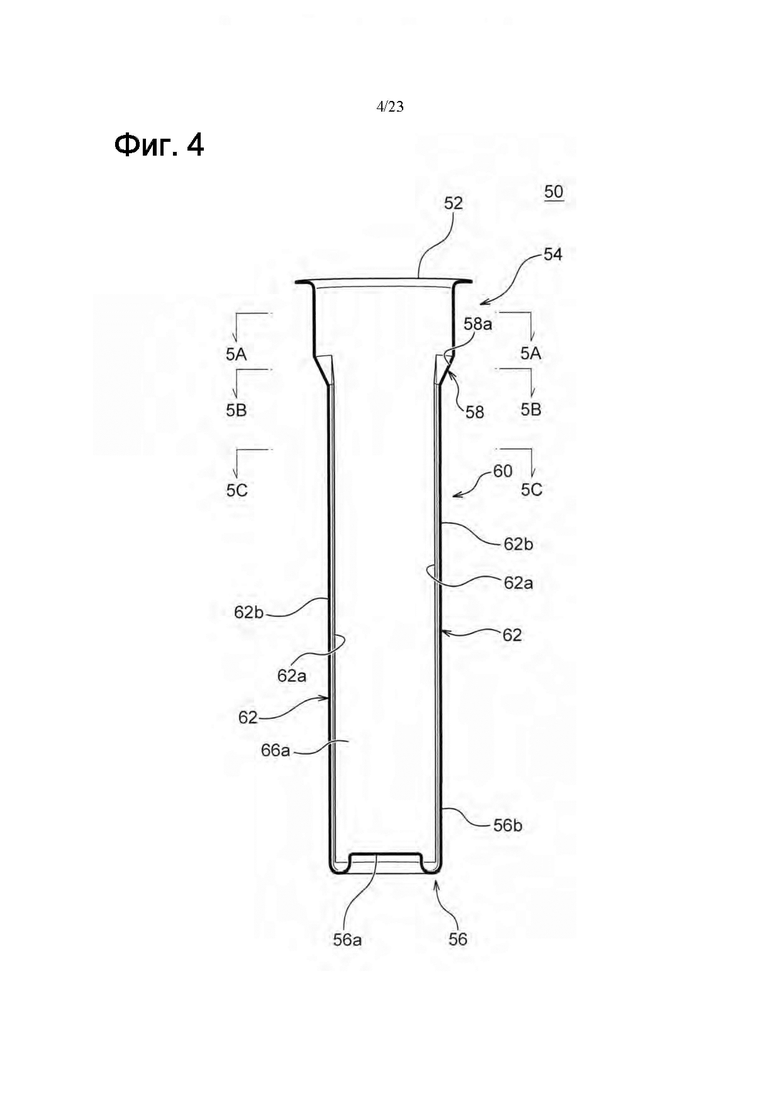
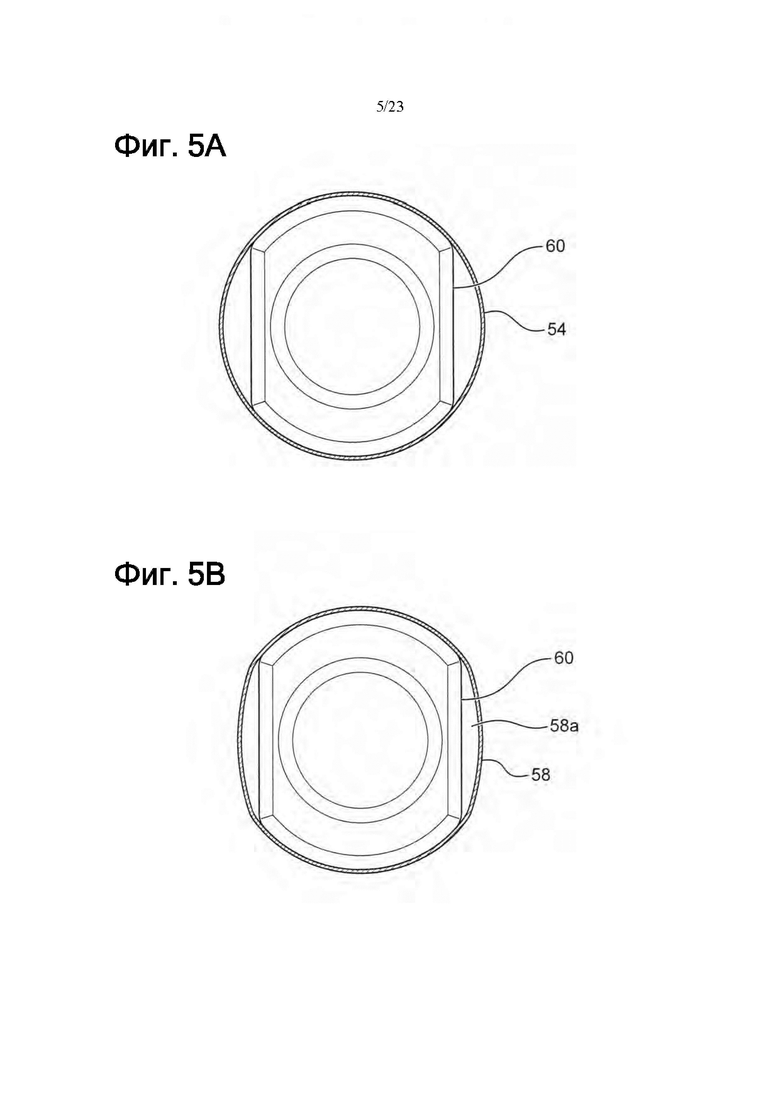
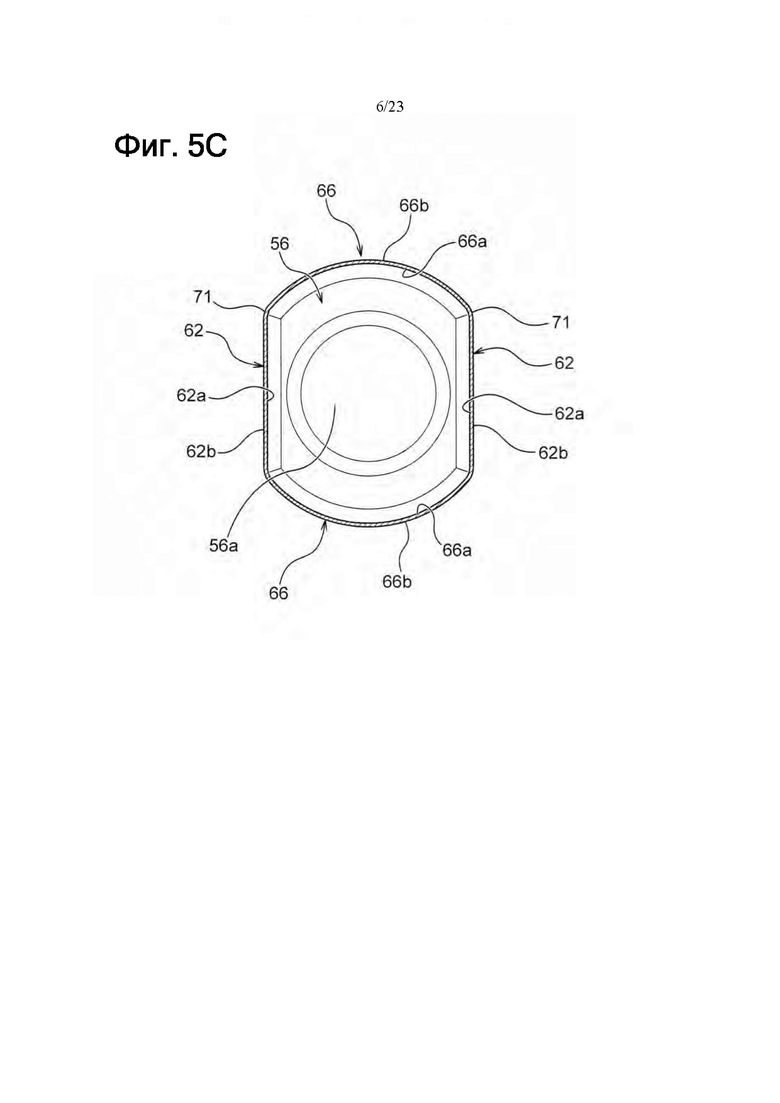
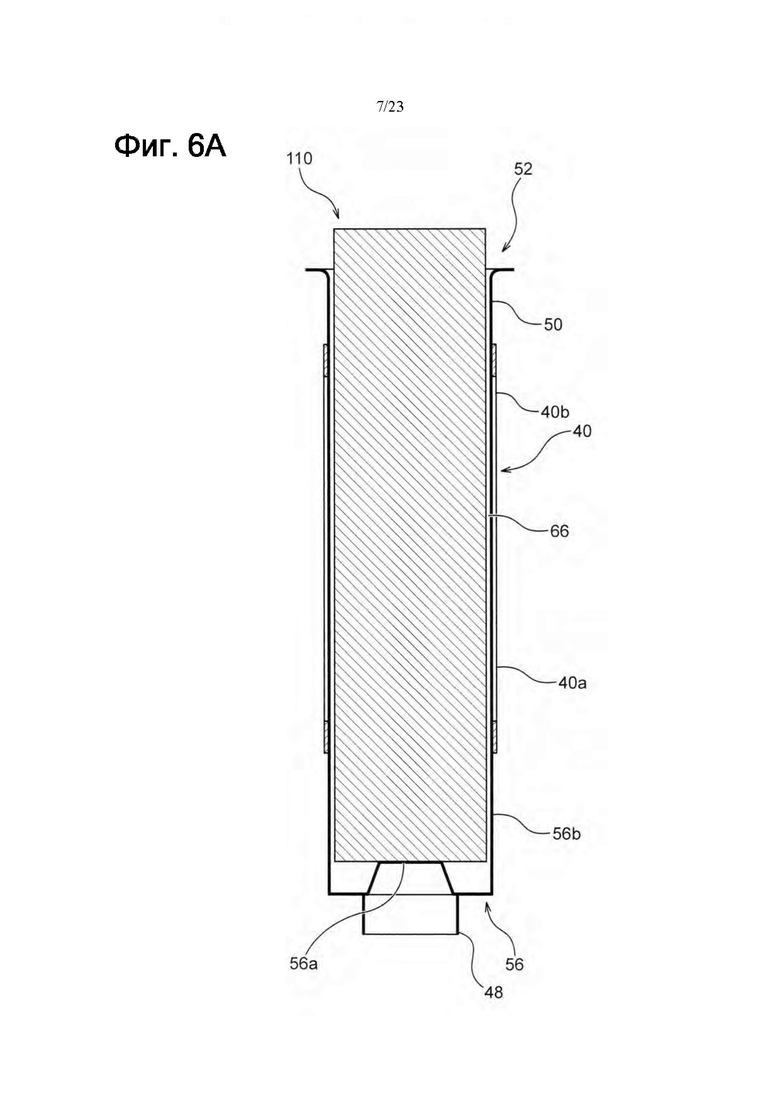
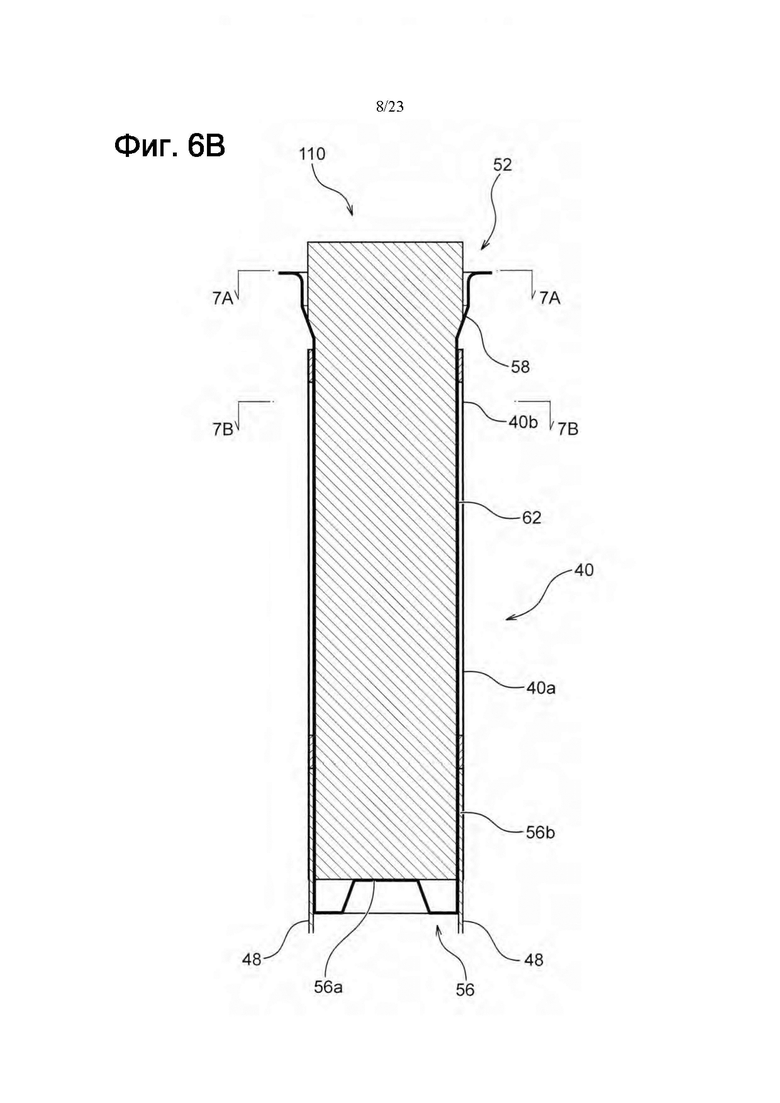
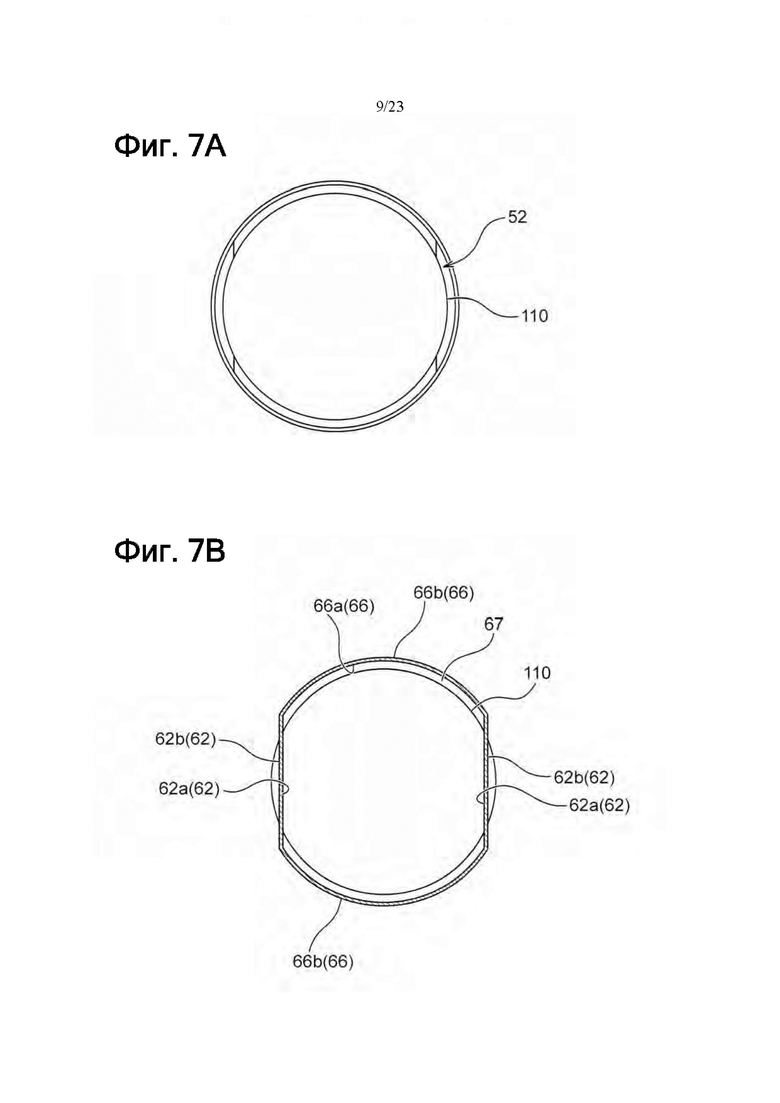
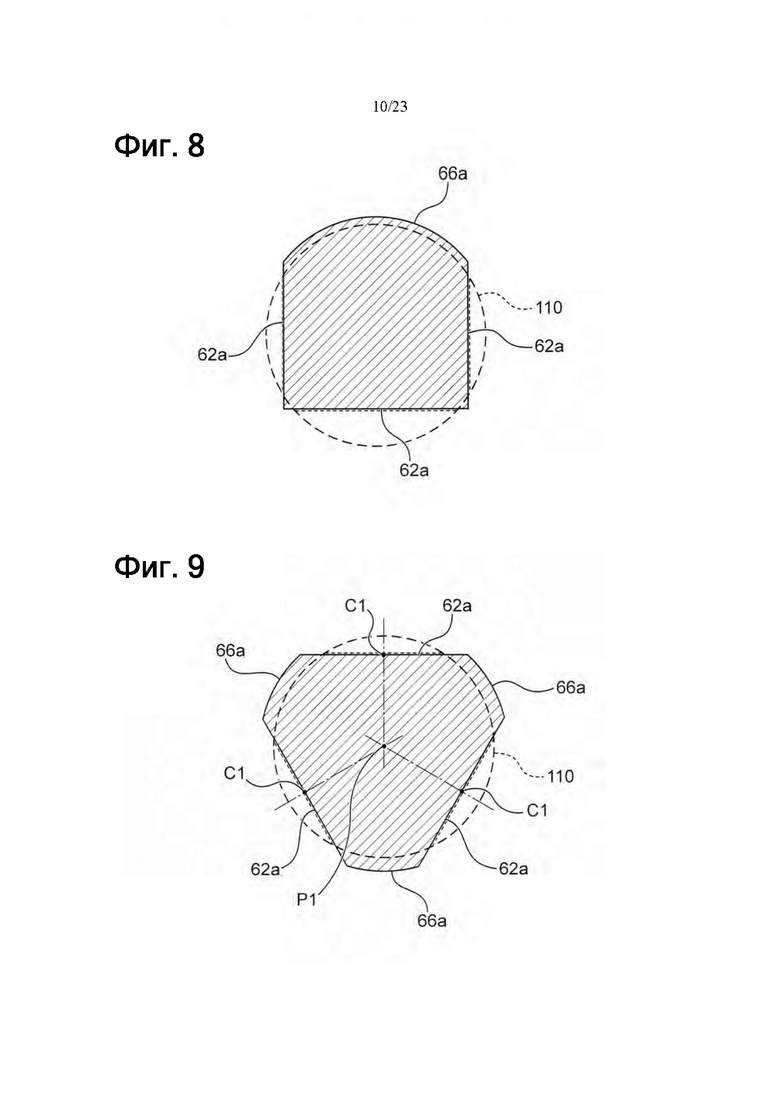
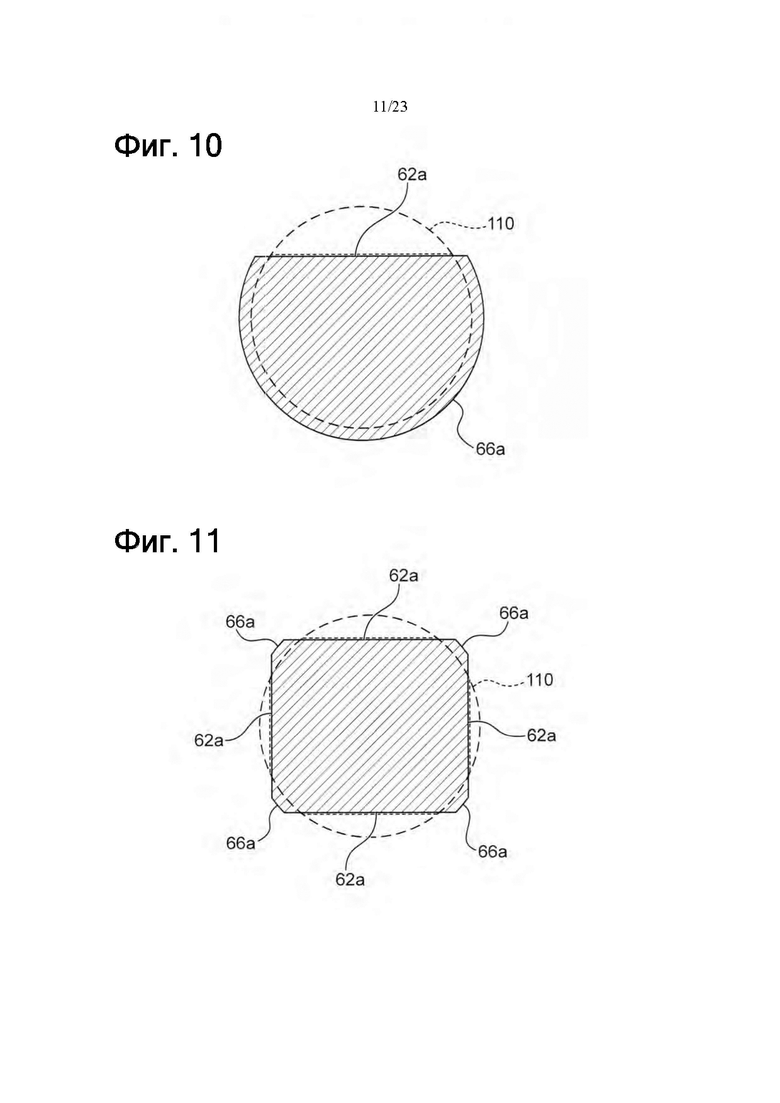
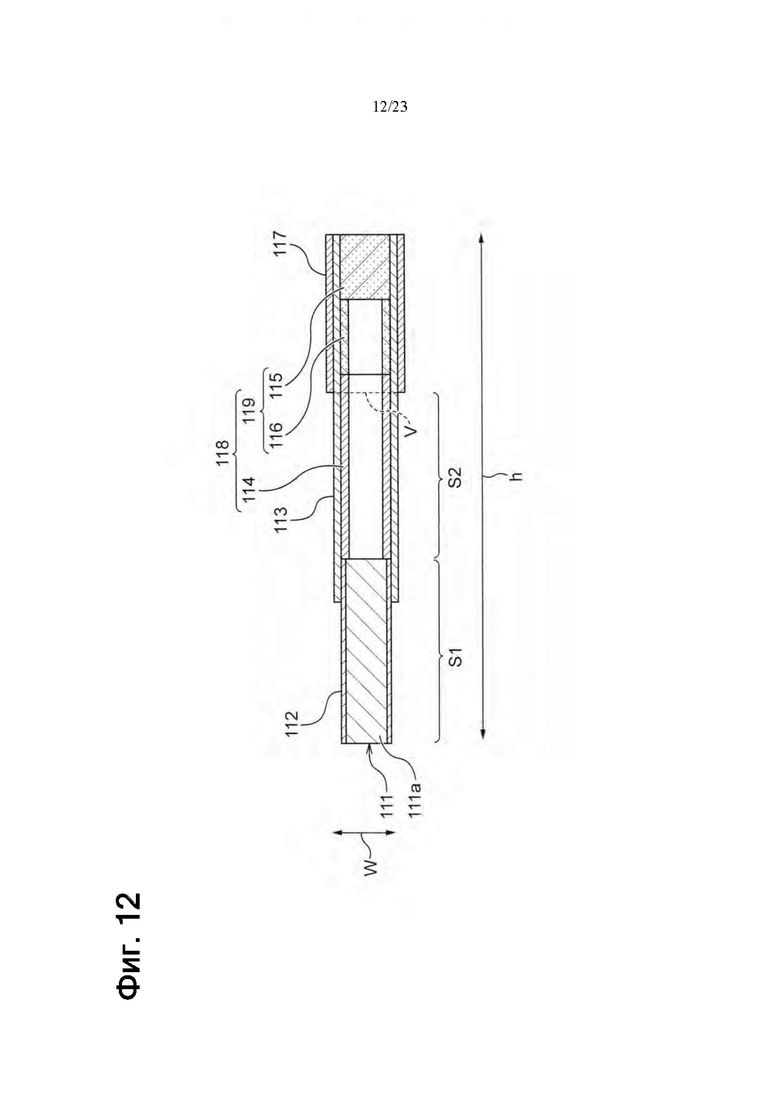
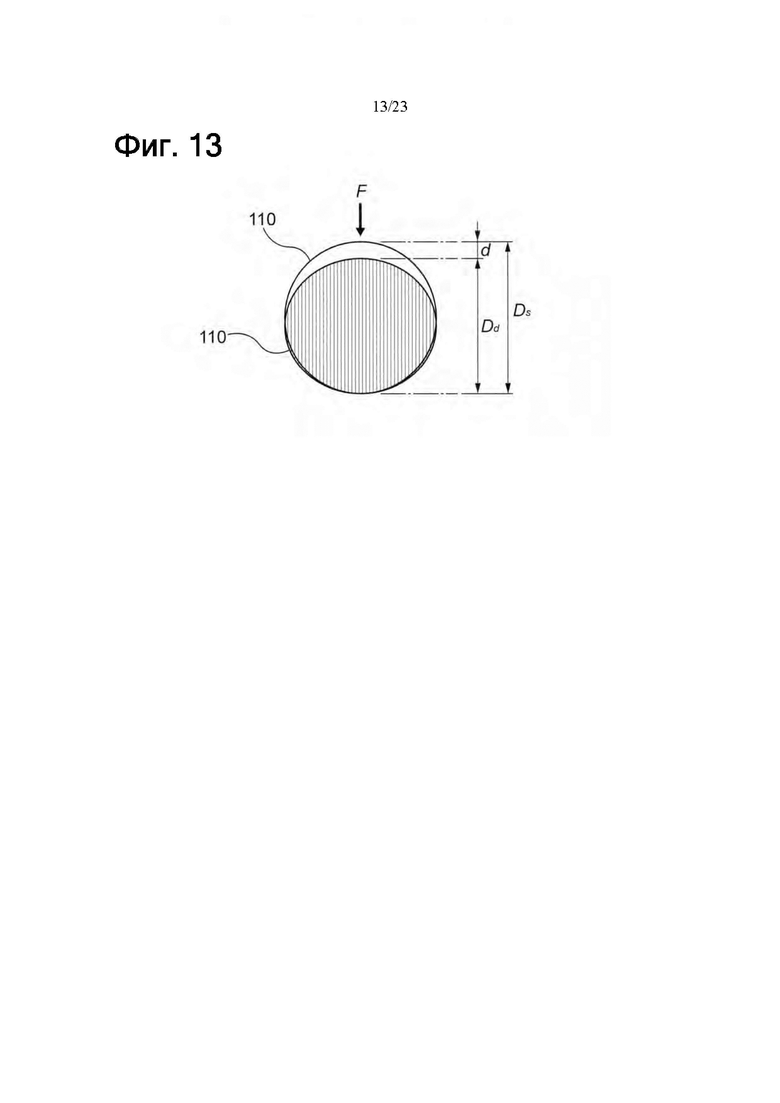
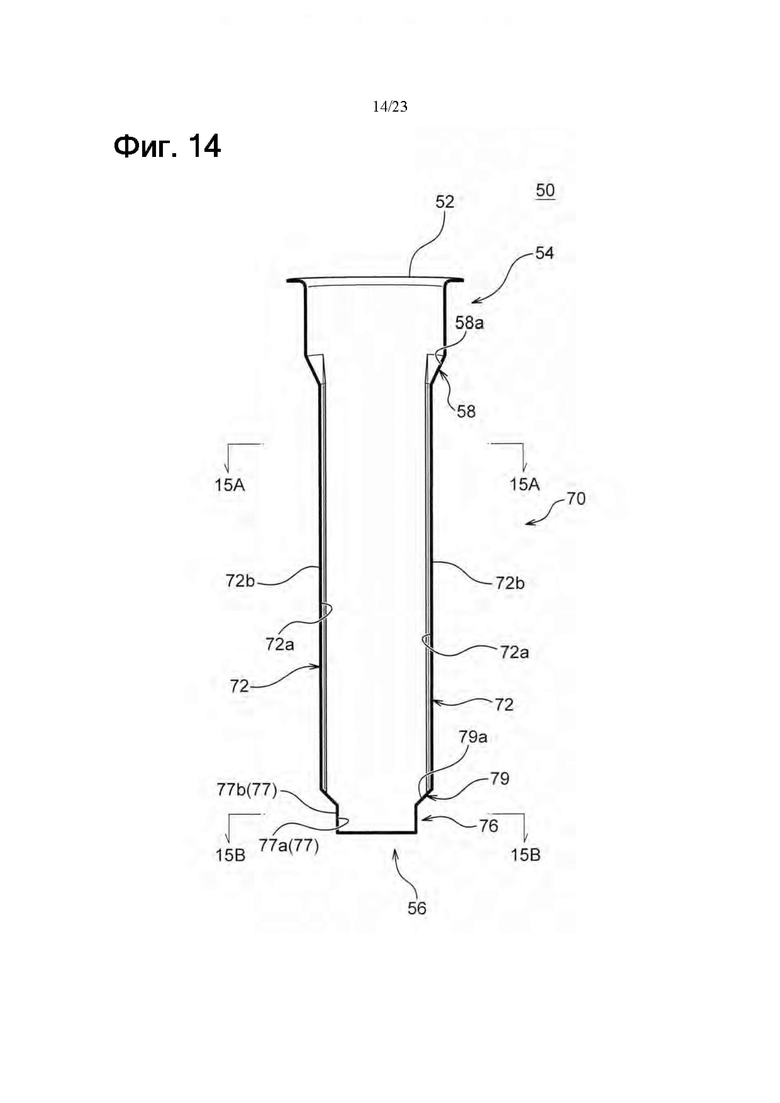
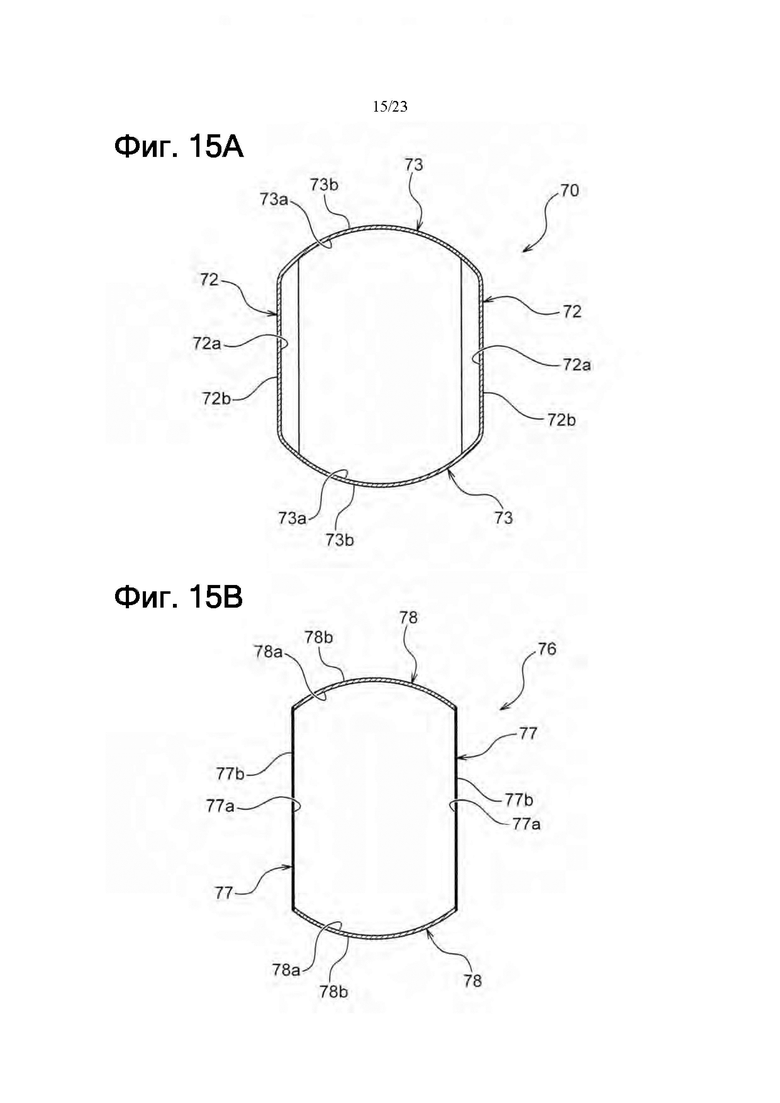
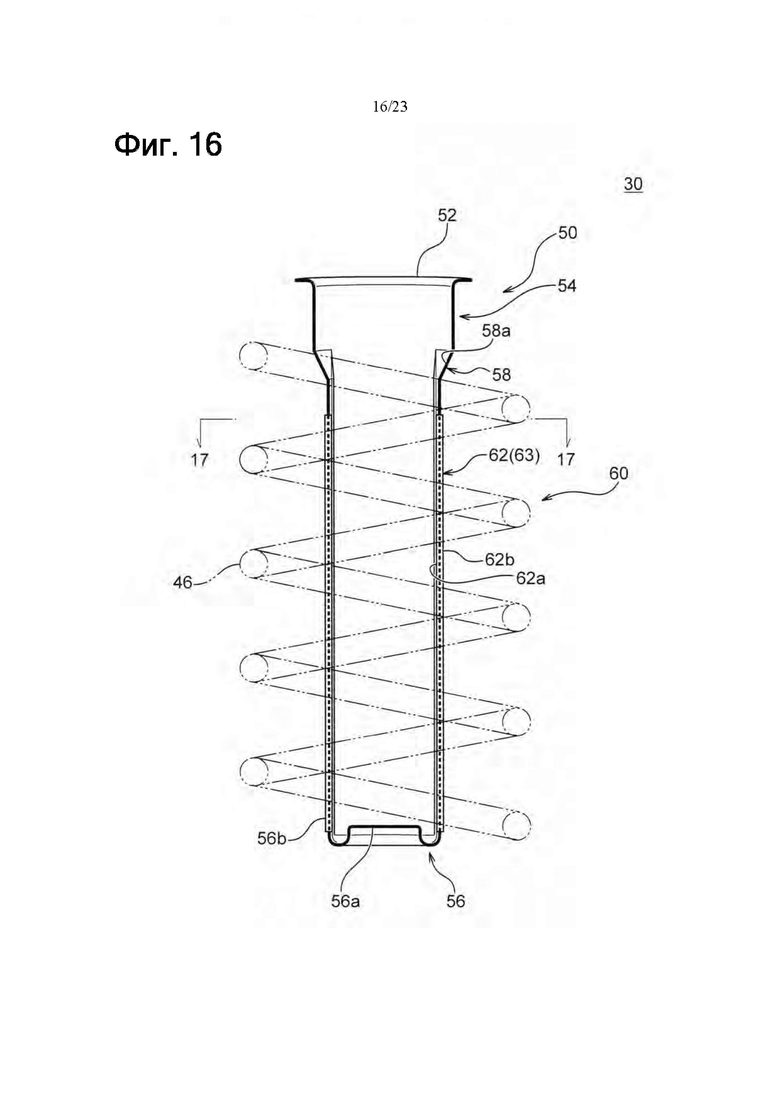
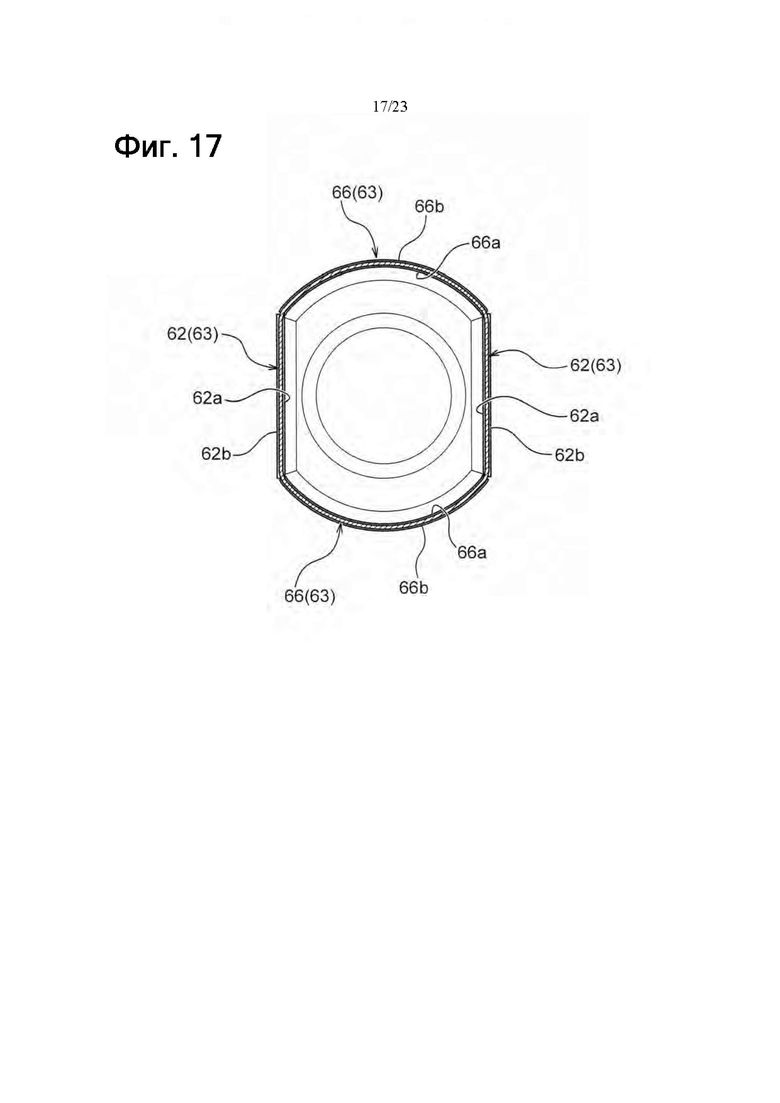
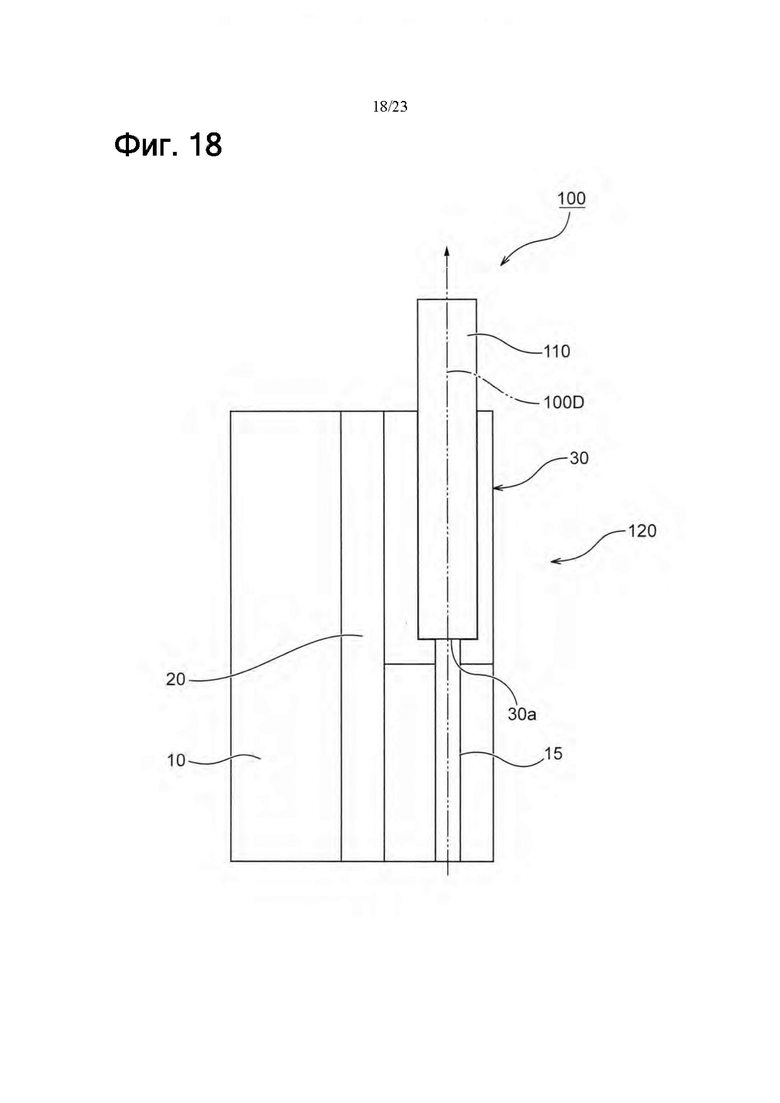
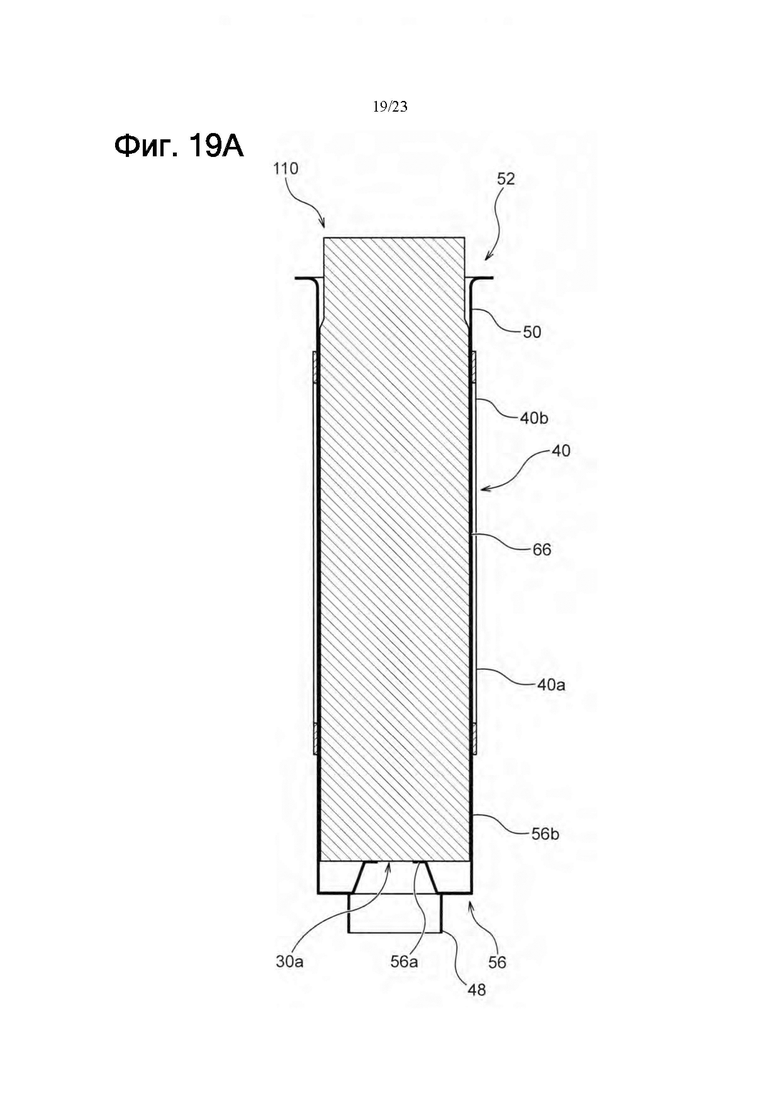
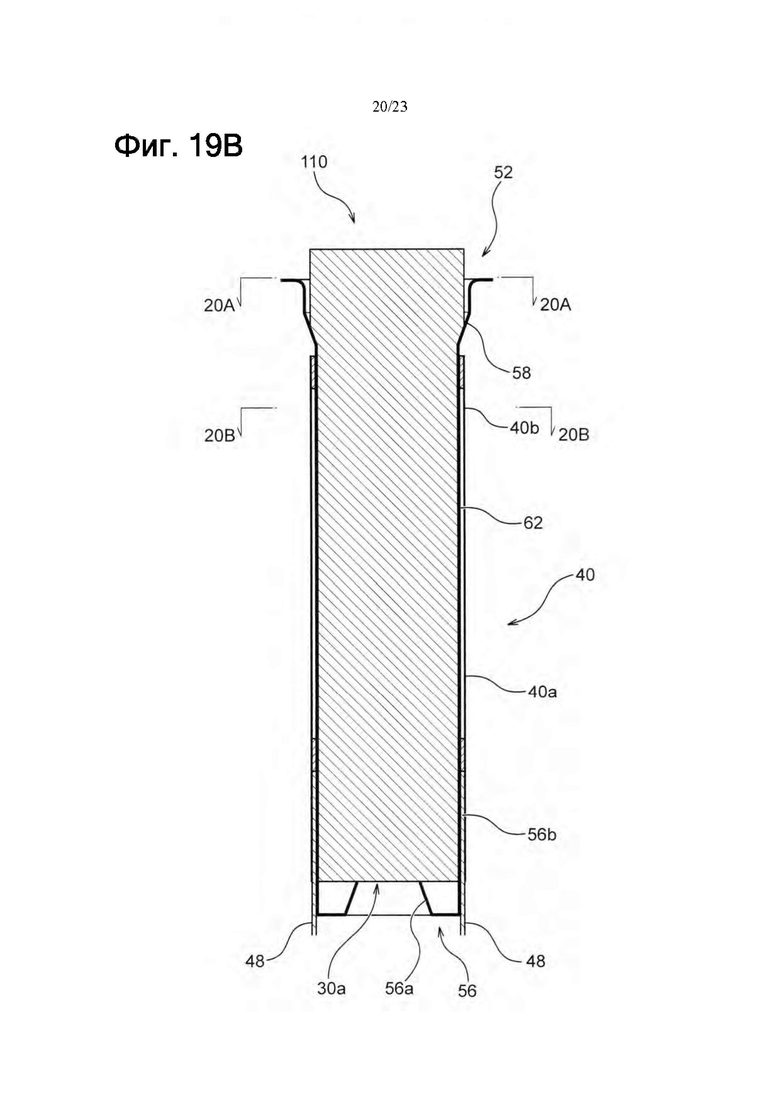
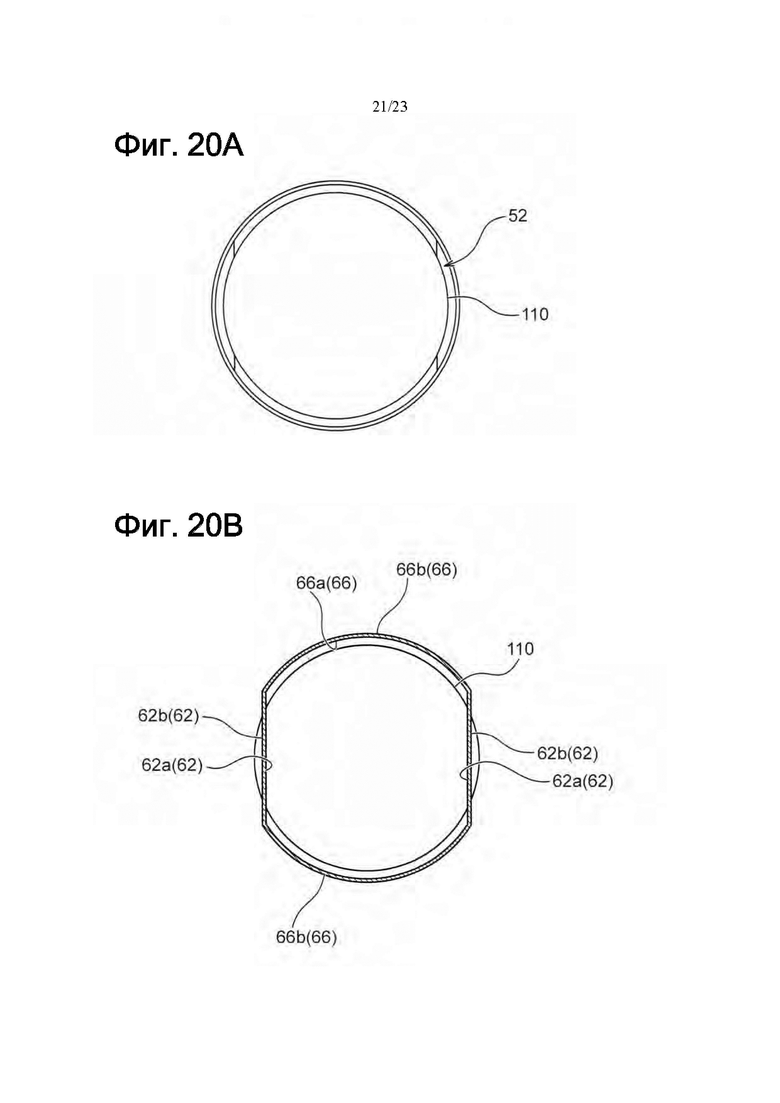
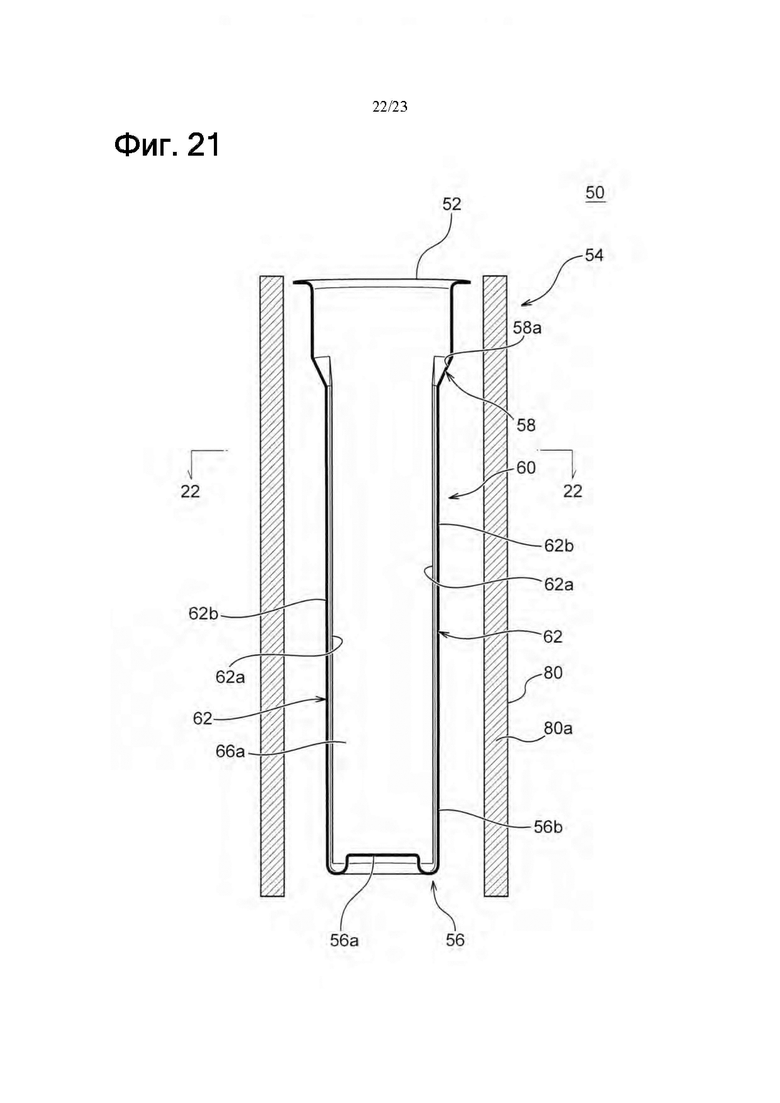
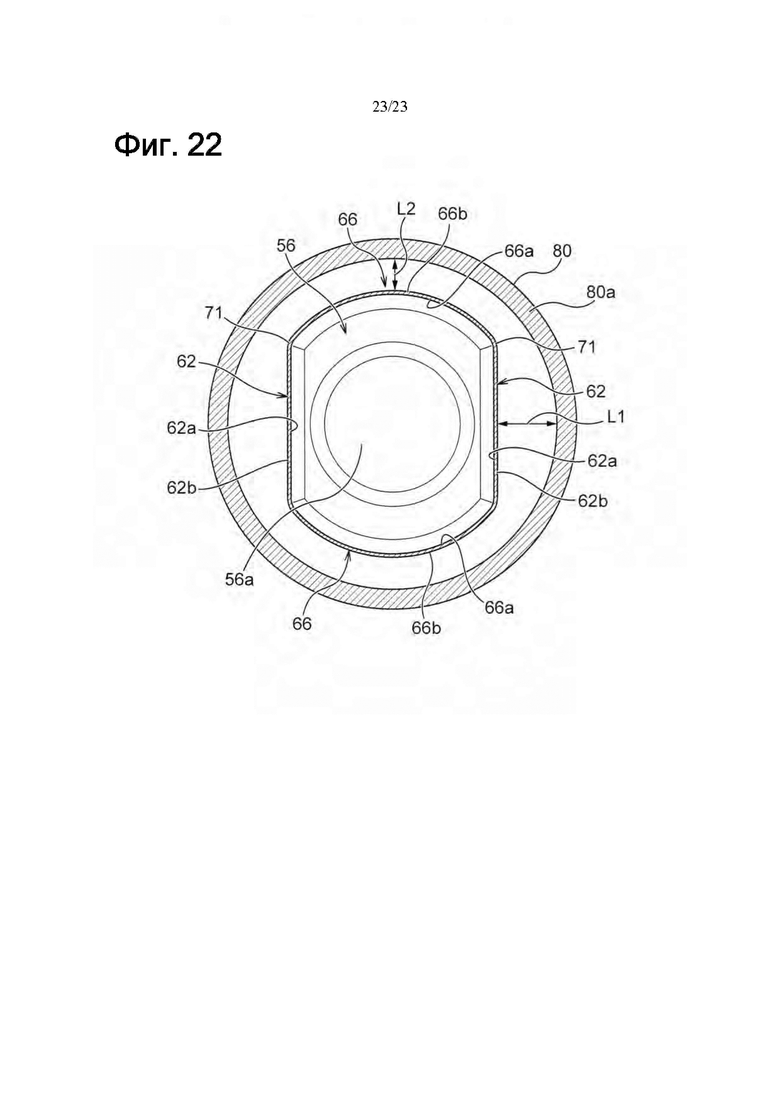
Изобретение относится к курительной системе. Курительная система содержит расходную часть, содержащую курительное вещество, и устройство, нагревающее и распыляющее курительное вещество. Устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий помещенную в камеру расходную часть. Камера имеет отверстие, выполненное с возможностью вставки через него расходной части, и фиксирующий элемент, удерживающий расходную часть. Фиксирующий элемент содержит первый сжимающий элемент, который сжимает часть расходной части. Первый сжимающий элемент имеет наружную поверхность и плоскую внутреннюю поверхность. Расходная часть содержит курительное вещество и фильтрующий сегмент. Фильтрующий сегмент содержит вдыхательный фильтр и сегмент с центральным отверстием, и сегмент с центральным отверстием расположен ближе к курительному веществу, чем вдыхательный фильтр. Технический результат - обеспечение возможности эффективного нагревания расходной части. 14 з.п. ф-лы, 29 ил.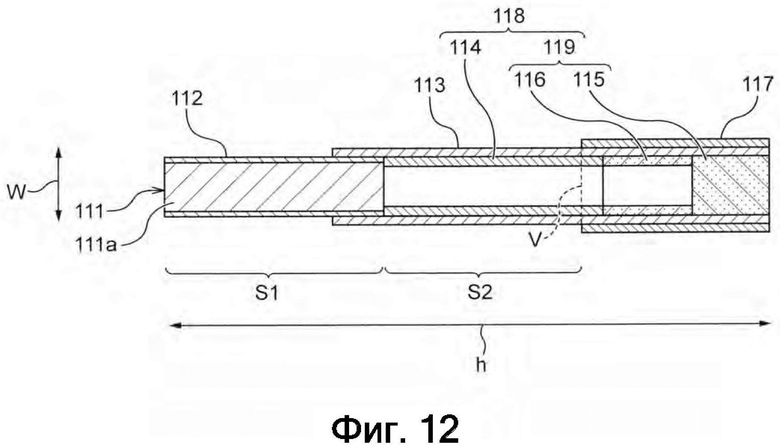
1. Курительная система, содержащая расходную часть, содержащую курительное вещество, и устройство, нагревающее и распыляющее курительное вещество, при этом
устройство содержит камеру, вмещающую расходную часть, и нагревательный блок, нагревающий помещенную в камеру расходную часть,
причем камера имеет отверстие, выполненное с возможностью вставки через него расходной части, и фиксирующий элемент, удерживающий расходную часть,
фиксирующий элемент содержит первый сжимающий элемент, который сжимает часть расходной части,
первый сжимающий элемент имеет наружную поверхность и плоскую внутреннюю поверхность,
расходная часть содержит курительное вещество и фильтрующий сегмент,
фильтрующий сегмент содержит вдыхательный фильтр и сегмент с центральным отверстием, и
сегмент с центральным отверстием расположен ближе к курительному веществу, чем вдыхательный фильтр.
2. Курительная система по п.1, в которой внутренний диаметр сегмента с центральным отверстием равен или больше 1,0 мм и меньше или равен 5,0 мм.
3. Курительная система по п.1, в которой вдыхательный фильтр содержит внутри себя капсулу.
4. Курительная система по п.1, в которой твердость сегмента с центральным отверстием больше твердости вдыхательного фильтра.
5. Курительная система по п.4, в которой процент по массе пластификатора, включенного в сегмент с центральным отверстием, выше, чем процент по массе пластификатора, включенного во вдыхательный фильтр.
6. Курительная система по п.1, в которой фиксирующий элемент дополнительно содержит второй сжимающий элемент,
первый и второй сжимающие элементы обращены друг к другу, и внутренние поверхности первого и второго сжимающих элементов параллельны друг другу.
7. Курительная система по п.1, в которой фиксирующий элемент содержит первый несжимающий элемент, имеющий внутреннюю поверхность и наружную поверхность.
8. Курительная система по п.7, в которой фиксирующий элемент дополнительно содержит второй сжимающий элемент,
внутренние поверхности первого и второго сжимающих элементов имеют пару плоских сжимающих поверхностей, имеющих плоскую форму и обращенных друг к другу, и
фиксирующий элемент дополнительно содержит второй несжимающий элемент, при этом внутренние поверхности несжимающего элемента имеют пару криволинейных несжимающих поверхностей, имеющих криволинейную форму, обращенных друг к другу и соединяющих концы пары указанных плоских сжимающих поверхностей.
9. Курительная система по п.7, в которой фиксирующий элемент имеет воздушный зазор между внутренней поверхностью первого несжимающего элемента и расходной частью при расположении расходной части в камере в требуемом положении, причем воздушный зазор выполнен с возможностью соединения указанного отверстия камеры и торцевой поверхности расходной части, расположенной в камере в требуемом положении, или указанное отверстие камеры и торцевую поверхность расходной части, расположенной в камере и на удалении от указанного отверстия камеры.
10. Курительная система по п.9, в которой высота воздушного зазора равна или больше 0,1 мм и меньше или равна 1,0 мм.
11. Курительная система по п.9, в которой камера содержит нижний элемент или упорный элемент, при этом нижний элемент или упорный элемент выполнен с возможностью поддерживания части расходной части, расположенной в камере в требуемом положении, так, что по меньшей мере часть торцевой поверхности расходной части открыта и открытая торцевая поверхность расходной части соединена с воздушным зазором.
12. Курительная система по п.1, в которой расходная часть содержит охлаждающий сегмент, расположенный между курительным веществом и фильтрующим сегментом.
13. Курительная система по п.12, в которой площадь поверхности на единицу длины охлаждающего сегмента равна или больше 300 мм2/мм и меньше или равна 1000 мм2/мм.
14. Курительная система по п.1, в которой первый сжимающий элемент выполнен с возможностью сжатия по меньшей мере курительного вещества в расходной части.
15. Курительная система по любому из пп.1-14, в которой сегмент с центральным отверстием выполнен с возможностью деформирования, когда расходная часть размещена в камере в требуемом положении.
| JP 2019521656 A, 08.08.2019 | |||
| JP 2018509145 A, 05.04.2018 | |||
| WO 2018189195 A1, 18.10.2018 | |||
| СИГАРЕТА НОВОГО ТИПА С ПОНИЖЕННОЙ ТЕМПЕРАТУРОЙ ТАБАЧНОГО ПАРА И УЛУЧШЕННЫМ ВКУСОМ | 2017 |
|
RU2698740C1 |
| WO 1999020939 A1, 29.04.1999. | |||
