1. Область техники
В настоящее время для защиты от подделки и в качестве знаков подлинности защищаемых объектов используются (помимо различных средств полиграфической защиты) специальные средства защиты и знаки идентификации подлинности, встроенные в защищаемое изделие в виде полимерного прозрачного или полупрозрачного окна, несущего один или несколько защитных признаков, таких как различные видимые изображения, цветопеременный эффект в проходящем и отраженном свете, дифракционные, голографические и другие оптические эффекты. Среди защитных элементов с переменными оптическими свойствами наиболее трудно воспроизводимыми являются элементы, содержащие несколько защитных признаков различной физической природы.
Предлагаемое изобретение относится к защитным визуально наблюдаемым и/или машиночитаемым элементам, основанным на, как правило, многоцветных рельефонесущих «голограммах», проявляющих дифракционно-интерференционные эффекты в комбинации с металлизированными элементами, наблюдаемыми «на просвет».
Здесь и далее, исключительно для простоты понимания, авторы употребляют термины «тонкая рельефно-несущая голограмма» и/или картинная «рельефно-несущая дифракционная решетка» и их интерпретации как равнозначные синонимы, поскольку при их использовании в качестве защитных элементов они производятся, как правило, в основном не интерференционными, как изначально в классической голографии [1], а компьютерными методами с использованием технологий «Дот матрикс» (Dot Matrix) [2] или электронно-лучевой литографии (e-beam lithography) [3].
2. Уровень техники
Дифракционно-интерференционные системы наряду c выборочной деметаллизацией поля голограммы или рефракционными микрооптическими системами широко применяются в качестве защитных элементов для защиты от подделки и проверки подлинности ценных документов, например, ценных бумаг, банкнот, чеков, кредитных карт.
Из уровня техники известно множество различных технических решений, использующих рельефно-несущие дифракционные структуры или голограммы и частично деметаллизированные слои, как базовые составляющие элемента защиты.
В частности, из RU2480550C1, публ. 27.04.2013г. МПК D21H21/48 известен комбинированный защитный элемент, содержащий многослойную структуру, в различных слоях которой сформированы различаемые визуально сопряженные изображения. Причем одно или более изображение выполнено в виде голографических решеток, размещенных в различных слоях многослойной структуры, а также печатные изображения и изображения, полученные путем высокоточной деметаллизации или тиснения. Способ изготовления указанного комбинированного защитного элемента, включает получение многослойной полимерной структуры, нанесение на эту структуру лаковых, красочных и фоторезистивных масок посредством печатных технологий, и формирование на основе масок сопряженных голографических, печатных, тисненых и вытравленных изображений. При этом нанесение вышеуказанных масок и формирование сопряженных изображений проводят в одном технологическом цикле с использованием голографического рельефа в качестве меток для оптической приводки, причем, области, закрываемые масками, располагаются внутри областей с голографическим рельефом, и расстояние между границами областей, запечатываемых масками, и границами областей с голографическим рельефом составляет 50-100 мкм.
Недостатком этого способа изготовления указанного элемента является указанное ограничение в точности приводки голографического и печатного изображений, обуславливающее невозможность создания комплексных голографических печатных образов с точностью приводки друг к другу менее 50-100 мкм, особенно при массовом производстве таких защитных элементов.
B патенте RU 2 324 600 C2, опубл. 20.05.2008, МПК B42D 15/00 предложен защитный элемент для защищенных от подделки ценных документов, в том числе на бумажном носителе, имеющих полимерный слой, на который с одной и той же стороны нанесены два имеющих различную окраску металлических слоя таким образом, что оба различных цвета визуально различимы, причем металлические слои расположены рядом друг с другом, что, по мнению авторов, повышает степень защиты бумаги или ценных документов от подделки.
Недостатками заявленного в патенте RU 2 324 600 защитного элемента являются:
1. Защитный элемент не имеет прозрачных участков для наблюдения подлежащей основы, что ограничивает его функциональность.
2. Отсутствие пространственного согласования дифракционного и металлизированного образа, что существенно ограничивает его степень защиты от подделки.
B патенте RU 2 685 791C2, опубл. 23.04.2019, МПК B42D25/328, защитный элемент содержит прозрачный первый слой с голографической поверхностной структурой, первый металлический слой, расположенный на указанном первом слое в виде первого изображения, формируя таким образом прозрачные и непрозрачные области и голографическую поверхностную структуру, второй слой, расположенный на указанном первом металлическом слое и имеющий вторую голографическую поверхностную структуру, второй слой, расположенный на указанном первом металлическом слое и имеющий вторую голографическую поверхностную структуру и второй металлический слой, расположенный на указанном втором слое в виде второго изображения, формируя таким образом прозрачные и непрозрачные области и голографическую поверхностную структуру. При этом, указанные прозрачные области первого металлического слоя и второго металлического слоя расположены так, что прозрачные и непрозрачные области этих слоев совпадают, так что при рассмотрении в проходящем свете с одной стороны и при рассмотрении в проходящем свете с другой стороны защитного элемента выявляется изображение на одной стороне и его зеркальное изображение на другой стороне соответственно. Голографическая поверхностная структура первого металлического слоя отличается от голографической поверхностной структуры второго металлического слоя, так что защитный элемент проявляет первый голографический эффект в непрозрачных областях при рассмотрении с одной стороны в отраженном свете и проявляет второй голографический эффект в непрозрачных областях, отличающийся от первого голографического эффекта, при рассмотрении с другой стороны в отраженном свете.
Недостатком заявленного в патенте RU 2 685 791C2 защитного элемента является сложность высокоточного топологического пространственного совмещения по меньшей мере одной картинно-деметаллизированной прозрачной области и по меньшей мере одной зеркально отражающей области с картинными голографическими решетками, размещенными попарно на каждой из двух сторон этого элемента в едином трафарете деметаллизации. В технологии его изготовлении это совмещение осуществляется с использованием резистивной маски в виде изображения, устойчивой к деметаллизации слоя, лежащего под ней. Маски изготавливают методом локальной полиграфической печати на одной из сторон металлизированного слоя при формировании первого картинного металлизированного слоя с точностью приводки порядка 50-100 мкм обеих металлизированных и деметаллизированных областей на этой стороне и далее на обеих сторонах защитного элемента. Кроме того, недостатком предложенной технологии изготовления защитного элемента с использованием резистивной маски в виде изображения, является возможное несовпадение топологий прозрачных и непрозрачных участков обоих информационно-несущих слоев, что ухудшает качество хранящихся в них защитных признаков. Еще одним недостатком указанного защитного элемента, раскрытого в RU 2 685 791C2, является ограниченность его функциональных возможностей только видимыми невооруженным глазом защитными признаками, что существенно ограничивает его степень защиты от подделки.
В патенте CN 105070190A [7] предложена тисненая голограмма с биметаллическим покрытием в виде двух металлических материалов разных цветов и способ формирования такой голограммы.
Наиболее близким техническим решением к заявляемому изобретению является двухцветный деметаллизированный защитный элемент с изображением и двухцветным голографическим эффектом, раскрытым в международной заявке WO 2011/162732 A1, публ. 29.12. 2011г. МПК B42D 15/00 [8], который относится к конструкции и способу изготовления элементов, предназначенных для защиты от подделок таких ценных документов как банкноты, удостоверения личности, чеки, кредитные карты и другие. Защитный элемент для ценных документов выполнен в виде слоя прозрачной пленки и слоя металлического материала с участком, на котором сформирована голограмма в виде микрорельефа, состоящего из чередующихся выступов и канавок. Голограмма на участке слоя металлического материала состоит из фрагментов, изготовленных из разных металлических материалов разного цвета, а участки смежные с голограммой являются прозрачными. Способ состоит в том, что фрагмент голограммы покрывают защитной маской, обрабатывают поверхность металлического материала химическим реагентом, выдерживают его до изменения цвета фрагмента голограммы, свободного от защитной маски, удаляют маску и получают защитный элемент с изображением двухцветной голограммы. Изобретение обеспечивает повышение защиты от подделки и несанкционированного воспроизведения ценного документа с защитным элементом за счет создания голограммы со сложной цветовой гаммой, формируемой пространственной комбинацией двух металлических материалов разного цвета.
Недостатком данной международной заявки, как и всех предыдущих патентов, является указанное ограничение в точности приводки голографического и печатного изображений, обуславливающее невозможность создания комплексных голографических печатных образов с точностью приводки друг к другу менее 50-100 мкм, особенно при массовом производстве таких защитных элементов.
Задача заявляемого решения заключается в устранении недостатков вышеуказанных источников информации, в частности повышения точности приводки до порядка 5 мкм и увеличения защитных признаков для осуществления как визуально читаемой, так и машиночитаемой верификации защитного элемента, в том числе с обеих его сторон.
Это осуществляется путем:
- применения способа получения высокоточной микродеметаллизации c пространственным разрешением в пределах 5 мкм, основанного на физико-химическом взаимодействии раствора-отвердителя с линейными макромолекулами полимерного термопластического слоя для его трехмерного отверждения через микротрещины в металлизированном слое, образованные в нем в результате процесса тиснения матрицей с дифракционной решеткой.
- создания комбинированного защитного оптического средства на основе металлизированного дифракционно-отражающего элемента, состоящего из двух частей, в качестве материала металла в которых используются два различных металла, отличающиеся между собой цветовой окраской, т.е. защитного устройства с несколькими степенями защиты от подделки, одновременно являющегося свидетельством подлинности защищаемого объекта.
3. Сущность изобретения
Первым аспектом заявляемого изобретения является компьютерный дизайн многослойного защитного устройства, содержащего в своем составе защитные признаки, обеспечивающие визуально видимую и невидимую, но машиночитаемую защитную информацию в виде разнообразных пространственных цветовых и пространственно закодированных по топологической пограничной форме символов типа букв, цифр, символов, штрих-кодов и т. д. и их комбинаций, служащих для своевременной проверки подлинности как самого защитного элемента, так и защищаемого им изделия в соответствии с предварительно заданными алгоритмами программного обеспечения.
Для расширения объема защитных признаков предусмотрена наперед заданная частичная пространственная смена цветовой гаммы в информационно-несущих отражающих металлических дифракционно-решеточных структурах путем замещения участка слоя, выполненного из одного типа цветного металлического материала, например, меди с красноватым цветом, на другой тип цветного металлического материала, например, олова с сероватым оттенком.
Многослойное защитное устройство содержит в своем составе два пространственно-совмещенных оптических информационно-несущих элемента, при этом, например, первый из которых включает в своем составе, либо одну единую, либо, как минимум, поделенную на отдельные сюжетно зависимые или независимые субчасти многослойную зеркально отражающую непрозрачную или частично отражающе-прозрачную на просвет металлизированную область с рельефной дифракционно-решеточной картинной структурой с общей топологической формой пограничных контуров χ(х,у) и занимающей общую площадь меньшую, чем площадь в пределах всего микродеметаллизированного трафарета с пограничным контуром ψ(х,у), занимаемого всем защитным устройством. Вторым оптическим информационно-несущим элементом является оставшаяся деметаллизированная термопластичная полимерная область с пограничными контурами ζ(х,у), с плоской и гладкой поверхностью, занимающей остальную прозрачную область ψ(х,у) трафарета защитного устройства.
Область с рельефной дифракционно-решеточной поверхностной топологией χ(х,у) представляет собой двухслойную структуру, состоящую изначально из тонкого (порядка одного мкм) слоя термопластического полимера, нанесенного на пленочную основу защитного элемента на всю его площадь, например, методом полива из раствора и тонкого (в пределах от 1 до 100 нм) металлического слоя, нанесенного методом термического, магнетронного или электронно-лучевого напыления в вакууме. При этом используемые методы получения металлического слоя обеспечивают его исходную однородность по толщине и бездефектность по поверхности в виде нано- или микропор без металлического вещества.
На «металл-полимерной» поверхности защитного элемента, методом температурно-силового тиснения никелевой матрицей сформирован первый информационно-несущий элемент χ(х,у), содержащий в своем составе i- тые части χi(х,у) многослойного защитного устройства, независимо от возможной топологической внешней формы ψ(х,у) трафарета его исполнения, содержащий картинные рельефно-структурированные дифракционно-решеточные «изображения». Деметаллизация топологического пространства защитного элемента в пределах топологической внешней формы ψ(х,у) трафарета выполнена с локальной топологической точностью в пределах 2-5 мкм по границам размещения дифракционно-решеточной структуры, тисненной на поверхности термопластичного полимера с покрывающим ее металлизированным слоем.
Таким образом, обе металлизированная χ(х,у) и деметаллизироованная ζ(х,у) области защитного устройства имеют общие топологические и пространственно- совмещенные границы с точностью порядка 2-5 мкм в его едином пространственном трафарете ψ(х,у). Кроме того, металлизированная область с пространственной формой χ(х,у) содержит дифракционно - решеточные i-тые субобласти (i-тые подучастки) в виде, например, различных букв, цифр, символов, штрих-кодов и т. д. и их комбинаций, объединенных в одну область или пространственно-разделенных между собой в пределах единого трафарета защитного элемента ψ(х,у),
χ(х,у) = ∑(χi(х,у) (1)
где i – есть порядковый номер субобластей, а N их общее число в каждом из указанных областей.
Таким образом, в отличие от патента-прототипа [8], формирование картинно-металлических слоев с картинными дифракционными решетками и цветными изображениями осуществляется с точностью пространственного совмещения порядка 5 мкм, что делает возможным получение и пространственное совмещение голографических отражающих металлизированных, наблюдаемых на просвет микрообъектов с разрешением 5 мкм.
Вторым аспектом заявляемого изобретения является применение способа получения высокоточной микродеметаллизации c пространственным разрешением в пределах 5 мкм, основанного на физико-химическом взаимодействии раствора-отвердителя с линейными макромолекулами полимерного термопластического слоя для его трехмерного отверждения через случайно образованные нано- и микротрещины в металлизированном слое в области расположения оптических информационно-несущих элементов. Эти трещины образуются в нем в процессе выполнения заданных режимов временного, температурного и механического давления при тиснении матрицей с дифракционной решеткой.
В качестве термопластических прозрачных слоев, на поверхности которых методом
тиснения формируются рельефно несущие структуры с голографическими изобразительными решетками, используются полимерные материалы на основе, как минимум линейных макромолекул с функциональными активными группами в главной или боковой цепи, изначально растворяемые в определенных растворителях. Такими полимерами могут быть полиуретанакрилаты, эпоксиакрилаты, акрилакрилаты, полиэфиракрилаты, полиамиды, фенолформальдегидные, меламинформальдегидные смолы и т.д. Далее для краткости этот тип полимера будет обозначаться как термопластичный линейный полимер. Однако они теряют это свойство в результате образования единой трехмерной сетчатой структуры при взаимодействии, как правило, с внешними химически активными веществами, проявляющими разнообразные физико-химические реакции типа трехмерной конденсации или, например физического воздействия типа УФ излучение, образующее свободные радикалы внутри макромолекул, приводящих к возникновению поперечных связей и образованию сетчатой структуры.
В качестве отвердителей применяются диизоцианаты, полиизоцианаты, формальдегид, дивинилбензол, эпоксидные смолы, эпоксиноволачные смолы, эпоксидиановые смолы, фотоинициаторы радикального катионного механизма отверждения т.п. В случае использования в качестве отвердителя фотоинициаторов - соединений, которые за счет поглощения УФ света инициируют отверждение полимерного слоя, следующим этапом высокоточной деметаллизации является УФ облучение материала с целью отверждения полимерного слоя под голографическим изображением. Время облучения определяется типом (мощностью и длиной волны активирующего излучения) УФ-источника и находится в пределах от нескольких секунд до нескольких минут.
Следующим этапом служит нанесение на поверхность тисненного материала жидкого раствора отвердителя для термопластичного полимерного слоя методом глубокой печати, высокой печати, офсетной или флексографской печати. При этом нано- и микротрещины заполняются отвердителем, проникают внутрь термопластичного слоя и происходит его трехмерное межмолекулярное отверждение под металлическим голографическим изображением с нано- и микротрещинами в нем.
Следующим этапом служит смыв остатков отвердителя, с последующей деметаллизацией зеркально отражающего слоя без поверхностного микрорельефа и переводом деметаллизированного оптического прозрачного полимерного материала в «сшитую» структуру. Смыв осуществляется спиртовым раствором (90-96%) (изопропиловым, пропиловым и т.п.) и сушкой материала воздухом при температуре 55-65 °C.
Согласно предлагаемому решению, высокоточная микродеметаллизация с пространственным разрешением порядка 5 мкм становится возможной в связи с тем, что в процессе тиснения голограмм в термопластическом слое с нанесенным на него однородным по толщине исходно металлическим слоем, последний локально изменяет свою толщину в соответствие с периодическим микрорельефом вследствие возникновения механических напряжений в нем.
При выбранных режимах тиснения и составе материала металлического слоя в тисненных областях это слоя образуются нано- и микротрещины, расположенные вдоль штрихов по всей площади, занимаемой картинными дифракционными решетками защитного элемента вплоть до их геометрической границы порядка нескольких мкм, в зависимости от периода решетки в пограничной области.
При нанесении на такую тисненую голограмму с микротрещинами слоя жидкой композиции с необходимыми химико-активными добавками через эти микротрещины они диффундируют в объем полимерного рельефно несущего слоя. При этом обеспечивается нерастворимость не только образовавшегося 3-хмерного сшитого полимерного слоя с голографическим микрорельефом, но и устойчивость к последующему химическому травлению (деметаллизации) самого находящегося сверху микрорельефно-структурированного металлического слоя, «прошитого» этим сшитым полимерным слоем. Это обуславливается взаимным проникновением сшитых полимерных структур в металлический слой.
При этом пограничная область между металлизированными и деметаллизированными участками составляет порядка 2-5 мкм.
Третьим аспектом является глубокая модификация технологии этого метода для получения высокоточной микродеметаллизации в технологии изготовления двухцветных металлизированных дифракционно-решеточных защитных элементов с размером порядка 5 мкм и менее. Модификация осуществлялась в части подбора компонентного состава химических реагентов раствора, температуры, времени смены одного металла на другой и других параметров процесса с возможностью получения дифракционных элементов с размерами порядка 5 мкм.
При этом маска, необходимая на стадии высокоточного химического перевода фрагментов рельефо-несущей (голографической) пространственной структуры, сформированной в слое первого металла в слой второго металла, изготавливалась на слое фоторезиста, по фотолитографической технологии, используемой в микроэлектронной индустрии. Она размещалась на поверхности проектируемого защитного устройства с помощью голографического маркера, установленного на ней с последующим УФ облучением и проявлением. После этого с помощью специального химического раствора через полученную маску производилось высокоточное замещение слоя первого металла на слой второго металла с заданной толщиной, обеспечивающей требуемую зеркально-пропускающую прозрачность слоя.
4. Описание чертежей
Признаки, элементы и преимущества изобретения вытекают из следующего описания осуществления изобретения со ссылками на сопровождающие чертежи, на которых показаны:
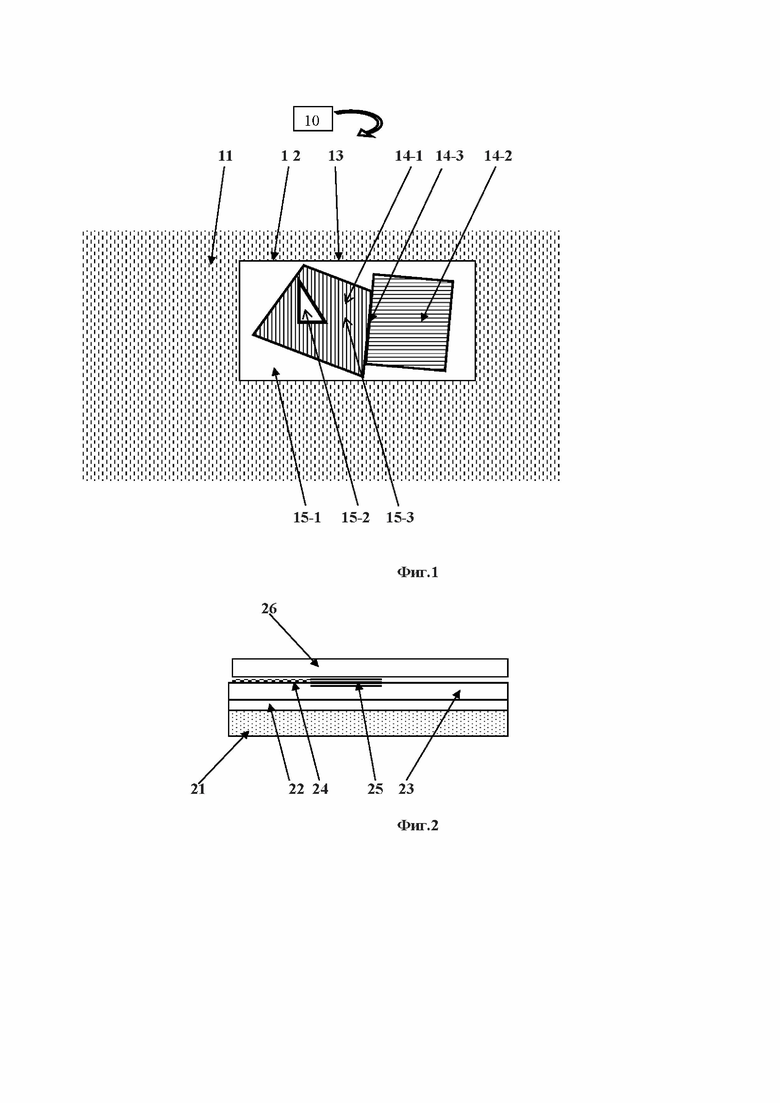
фиг. 1 - схематический вид сверху защищаемого изделия 10 с размещенным на нем оптическим защитным устройством 12;
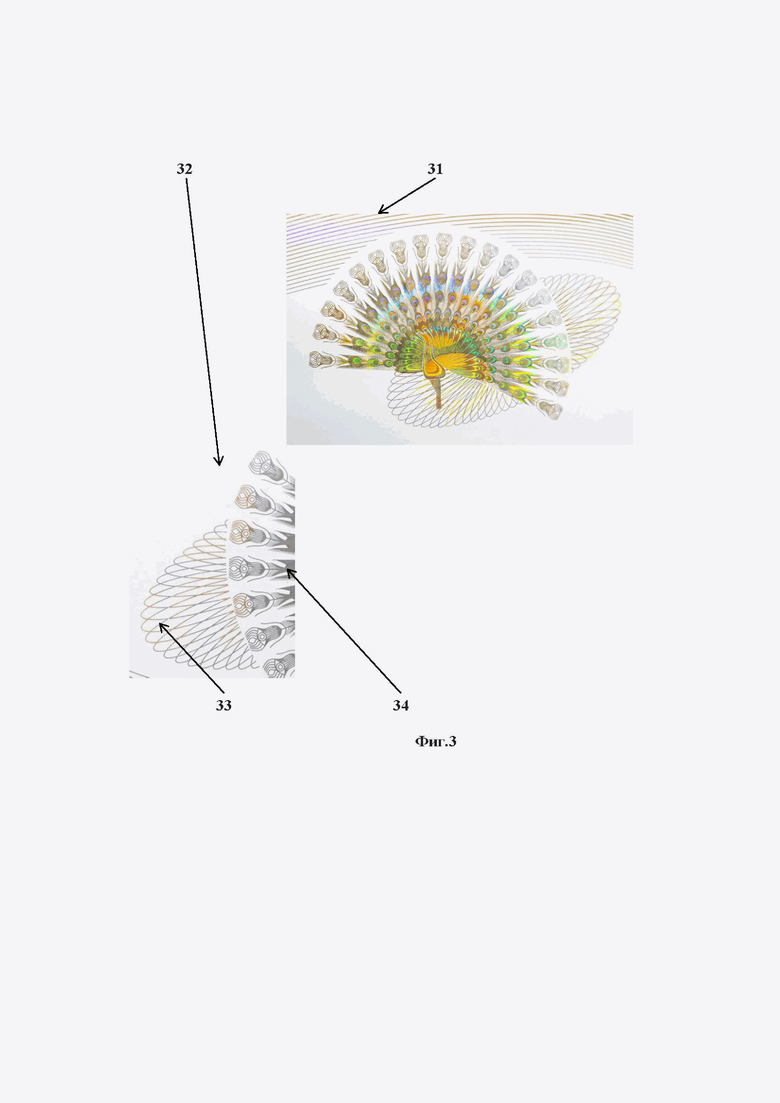
фиг. 2 - вид в поперечном сечении предлагаемого устройства 12;
фиг. 3 – фотографии фрагмента 31 одного из реализованных вариантов информационно-несущего элемента 14 защитного устройства 12 и его увеличенного изображения 32 с металлизированными слоями меди 33 и олова 34 в точечном и рассеянном свете.
Описание дифракционного защитного устройства будет далее представлено со ссылкой фиг. 1 - фиг. 3.
На фиг. 1 схематически представлен вид сверху защищаемого изделия 10, например, в виде банкноты, банковской или кредитной карты, идентификационного или платежного документа, который имеет основу-носитель 11 и оптическое защитное устройство 12, размещенное в прозрачном участке 13 основы-носителя 11 ценного документа 10. Прозрачный участок 13, может быть, например прозрачным окном 13, совпадающим по геометрической форме и месторасположению по границе с оптическим защитным элементом 12.
Защитное устройство 12 включает в своем составе, по меньшей мере, два информационно-несущих оптических элемента 14 и 15. Первый элемент 14 представлен, как минимум одним или более непрозрачными или частично прозрачными металлизированными рельефными – дифракционно-решеточными областями, например 14-1 и 14-2, выполненными из двух, пространственно-картинно разнесенных металлов, отличающихся по цвету, например «олово-медь». Эти решетки сформированы методом термического тиснения на металлизированной поверхности прозрачного термопластического полимерного слоя (не показанного на фиг. 1), равномерно размещенного на всей поверхности защитного элемента 12.
Второй информационно-несущий оптический элемент 15 занимает все деметаллизированные области элемента 12 и также выполнен из, как минимум, одной или нескольких областей, например 15-1, 15-2 и 15-3 (светлые квадраты на черном фоне области 14-1) того же прозрачного деметаллизированного термопластического полимерного слоя на поверхности защитного элемента 12. При этом двухметальные дифракционные области 14 (т.е. 14-1 и 14-2) выполнены таким образом, что обеспечивается формирование единого голографического изображения и/или сюжетно независимых друг от друга голографических изображений. А прозрачные деметаллизированные области 15 выполнены таким образом, что обеспечивается формирование единого прозрачного на просвет изображения и/или сюжетно независимых и/или зависимых друг от друга также прозрачных изображений в виде защитных от подделки пространственных контуров этих изображений. При этом поверхности непрозрачных двухметальных дифракционных областей 14 (подобласти 14-1 и 14-2) выполнены рельефно-структурированно в виде металлических слоев обоих металлов или, по меньшей мере, отличающихся по цвету, например «медь и олово», «сталь-латунь» и др. При этом металлы в голографических областях, например, 4-1 и 14-2, идеально совмещены друг с другом без каких-либо сдвигов и разрывов и являются продолжением друг друга (см. позицию 14-3 на фиг. 1) и, что важно, находятся с ними в одном трафарете деметаллизации. Это обеспечивает визуальный способ определения подлинности защитного элемента без применения дополнительных оптических приборов и устройств или с помощью внешних машиночитаемых устройств.
Макроскопически картинки этих решеток могут представлять различный дизайн, в том числе с защитными визуально видимыми и невидимыми признаками, в зависимости от назначения оптического защитного устройства 12. При этом скрытые (визуально невидимые) признаки формируются на стадии дизайна защитного элемента в соответствии с предварительно заданными алгоритмами программного обеспечения.
На фиг. 2 представлен схематический вид структуры в поперечном сечении оптического защитного устройства 12 согласно фиг. 1. На несущей, например полиэтилентерефталатной (ПЭТ) пленке-носителе 21 толщиной в пределах от 12-30 мкм, через разделительный слой 22, непосредственно контактирующий с пленкой-носителем 21, расположен термопластичный прозрачный полимерный слой 23 толщиной около 0,7-1,5 мкм. Пленка-носитель 21 может являться основой-носителем 11 или, в зависимости от типа защищаемого изделия и технологии его изготовления, может быть удалена при размещении в окне 13 (см. фиг. 1) защищаемого изделия 10 или удалена при размещении на прозрачной основе-носителе 11. Разделительный слой 22 выполнен из синтетических восковых композиций и имеет толщину 0,2-0,5 мкм или может быть выполнен из клеевого состава толщиной 3-5- мкм в зависимости назначения защитного устройства 12.
Далее на поверхность термопластичного прозрачного линейного полимерного слоя 23 защитного устройства 12 равномерно нанесен слой первого металла, например меди, 24, после чего поверхности металлизированной двухслойной области 14 рельефно структурируется с помощью температурно-силового тиснения с помощью, например, никелевой «матрицы-голограммы», в виде, по меньшей мере, одной дифракционной решетки с картинным угловым и пространственным распределением штрихов и глубиной канавок между штрихами до сотен нм и сгенерированными в соответствие с предварительно заданными алгоритмами программного обеспечения в зависимости от требуемого дизайна формируемых цветных дифракционных изображений. Они содержат скрытые цветные защитные признаки в, по меньшей мере, одной непрозрачной металлизированной дифракционной области который варьируется по требованию изготовителя и переданными в соответствующую базу данных программами, обеспечивающими формирование цветных дифракционных изображений, хранящихся в непрозрачной металлизированной дифракционной области 14, в том числе содержащих скрытые цветные дифракционные защитные признаки.
Вторым аспектом заявляемого изобретения является применение способа получения высокоточной микродеметаллизации c пространственным разрешением в пределах 5 мкм, основанного на физико-химическом взаимодействии раствора-отвердителя с линейными макромолекулами полимерного термопластического слоя для его трехмерного отверждения через микротрещины в металлизированном слое, образованные в нем в результате процесса тиснения матрицей с дифракционной решеткой. От механических, химических и других вредных действий двуметаллическая дифракционно-решеточная область 14 (в частности см. фиг.2, позиции 24 и 25) и деметаллизированная область 15 (в частности см. фиг.2, позицию 25) и защищается лаковым покрытием 26, пространственно совпадающим с предусмотренным дизайном трафарета защитного элемента 12.
5. Описание предпочтительного варианта осуществления изобретения
В настоящем изобретении предложен способ массового изготовления двухметального-деметаллизированного защитного элемента. При этом поверхностное микроструктурирование исходного однометального полимерного репликационного слоя осуществлялось с помощью твердотельных микрорельефных металлических матриц-голограмм, изготовленных с оригинальных аналоговых интерференционных голографических или цифровых дифракционно-решеточных изображений по указанным выше технологиям Dot Matrix [2] и/или электронно-лучевой литографии [3].При этом оригинальные голографические изображения, записанные на позитивном или негативном фоторезисте, после проявления имеют микрорельефную природу, которая обеспечивает массовое тиражирование изображений методом тиснения. Для этого они многократно мультиплицируются на полимерном листовом материале и методом гальванопластики изготавливается их твердотельная микрорельефная металлическая матрица-голограмма.
Далее с помощью этой матрицы под действием наперед заданных параметров механического давления и температуры копируются изначальные микрорельефные изображения. При этом металлическая матрица используется в виде плоского штампа или закрепляется на цилиндрическом вале эмбоссера.
Описание технологии изготовления защитного элемента
а) – на пленку – основу 21 из полиэтилентерефталата (ПЭТ) или пропилена (ПП) наносят разделительный слой 22 (в случае изготовления фольги горячего тиснения), который представляет собой восковую композицию, служащую для отделения конструкции голограммы от носителя (ПЭТ);
б) – на разделительный слой 22 наносится термопластичный слой линейного полимера 23 толщиной порядка 0,8 -1 мкм;
в) – на слой 23 равномерно по толщине, например, методом термического напыления, наносится первый слой 24 металла, например меди (или алюминия, латуни, бронзы, стали, цинка или другого металла) с толщиной в пределах от 1 до 100 нм в зависимости от конкретного применения защитного элемента; режимы его нанесения должны обеспечивать равномерность толщины и отсутствие нано- и микропористых включений с отсутствием молекул металла;
г) – по металлизированному с помощью медного слоя 24 репликационному термопластическому слою 23 специальной никелевой матрицей-голограммой, представляющей собой полный рельефно-несущий образ оптического защитного элемента 12, изготовленного методом «Дот матрикс», эмбоссируют указанный образ защитного элемента с образованием нано- микротрещин в металлизированных рельефно-структурированных областях 14 будущего защитного элемента 12;
д) – помещают пленку-основу 21 со слоями 23 и 24 в специальный химический раствор для трехмерного отверждения слоя 23 в местах расположения рельефно-структурированных областей 14;
е) – с помощью другого химического раствора производят селективное химическое травление (деметаллизацию) металла, например, меди, в местах 15-1, 15-2 и 15-3 отсутствия эмбоссированных металлизированных дифракционных решеток 14-1 и 14-2 защитного элемента 12. В результате образуется высокоточная микрометаллизированная голографическая структура в областях 14. Например, медный слой остается только в местах наличия дифракционных решеток защитного элемента 12. При этом высокоточная микродеметаллизация границы между «металлизированной-деметаллизированной» областями с указанными пространственно-совмещенными оптическими элементами осуществляется с точностью порядка 5 мкм в соответствии с предварительно заданными алгоритмами программного обеспечения;
ж) – далее в соответствии с предусмотренным в проекте дизайном выполняют выборочную запечатку части участков (например, 31, указанных на фиг. 3) областей 14 с, например, медными рельефонесущими голограммами защитного элемента 14 специальным лаком (не указанным на фиг. 2), устойчивым к действию щелочных растворов;
з) – размещают ПЭТ пленку со слоем металла 24 с выборочной запечаткой в другой специальный раствор, содержащий, например, хлористое олово, либо другой раствор при использовании других металлов, на которые выполняется осаждение второго металла (например, олова), на месте первого;
и) – помещают ПЭТ пленку со слоями в воду для смывки и последующей сушки. При этом на запечатанных лаком участках остается, например, медь в качестве отражающего голограмму металлического слоя, а на тех участках, которые не были запечатаны, происходит осаждение, например олова, причем олово полностью замещает медь. При этом толщины, а следовательно, отражающие и пропускающие способности слоев 1-го и 2-го металлов могут быть одинаковыми или разными;
к) – размещают полученный защитный элемент с двухцветными металлическими голограммами и деметаллизированными прозрачными областями без отвердителя в специальный химический раствор для отверждения путем объемного (межмолекулярного) структурирования указанных деметаллизированных областей линейного полимерного слоя.
л) – смывают специальный химический раствор с защитного элемента и сушат его поверхность.
м) – защищают защитный элемент лаковым покрытием, пространственно-совпадающим с предусмотренным дизайном трафарета защитного элемента.
6. Промышленная применимость
Приведенные ниже примеры иллюстрируют варианты заявленного изобретения, но не ограничивает его.
Особенностью данного изделия является именно наличие второго металла на голограмме, который идеально совмещен с другим металлом без каких-либо сдвигов и разрывов и топологически является продолжением первого металла, при этом, что важно, находясь с ним в одном трафарете деметаллизации.
В качестве примера реализации предлагаемого защитного устройства 12 на фиг. 3 приведены фотографии фрагмента 31 информационно-несущего элемента 14 и его увеличенного изображения 32 одного из вариантов реализованного устройства 12 в точечном и рассеянном свете. Стрелками 33 и 34 указаны места расположения слоев металлов меди и олова, соответственно.
7. Источники информации, принятые во внимание при составлении заявки
1. Р. Кольер, К. Беркхарт, Л. Лин, Оптическая голография, Изд-во «Мир», Москва,19732, с. 686.
2. R.L. van Renesse. Security aspect of commercially available dot matrix and image matrix origination systems, SPIE Inter. Conf.on Opt. Hologr. And its Applications, 24-27 May 2004, Kiev, Ukraine.
3. А.В. Гончарский, В.В. Попов, В.В. Степанов. Введение в компьютерную оптику. – Изд-во МГУ, 1991, с.132.
4. Патент РФ 2 480 550 C1, публ. 27.04.2013, МПК D21 H21/48.
5. Патент РФ 2 324 600 С2, публ. 25.05.2008, МПК B42D 15/00.
6. Патент РФ 2 685 791 C2, публ. 23.04.2019, МПК B42D25 /328.
7. CN 105070190 A.
8. WO 2011/162732 A1, публ. 29.12.2011, МПК B42 D 15/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ОПТИЧЕСКОЕ ДИФРАКЦИОННОЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО УСТРОЙСТВА, ЗАЩИЩЕННОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УКАЗАННОЕ МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ОПТИЧЕСКОЕ ДИФРАКЦИОННОЕ УСТРОЙСТВО | 2020 |
|
RU2759482C1 |
| МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ОПТИЧЕСКОЕ ДИФРАКЦИОННО-ПОЛЯРИЗАЦИОННОЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО УСТРОЙСТВА, ЗАЩИЩЕННОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УКАЗАННОЕ МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ОПТИЧЕСКОЕ ДИФРАКЦИОННО-ПОЛЯРИЗАЦИОННОЕ УСТРОЙСТВО | 2021 |
|
RU2763388C1 |
| ПОЛИМЕРНЫЙ МНОГОСЛОЙНЫЙ КОМБИНИРОВАННЫЙ ЗАЩИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2480550C1 |
| ЗАЩИТНОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ СВЯЗУЮЩИЙ МАТЕРИАЛ С ИЗМЕНЯЮЩИМИСЯ ОПТИЧЕСКИМИ СВОЙСТВАМИ | 2007 |
|
RU2459710C2 |
| НОСИТЕЛЬ ДАННЫХ С ОКНОМ | 2010 |
|
RU2499674C1 |
| Многослойная структура для защиты идентификационных документов и идентификационный документ | 2022 |
|
RU2791765C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ПОЛИМЕРНОГО ЗАЩИЩЕННОГО ИЗДЕЛИЯ С ИДЕНТИФИЦИРУЮЩИМ ОПТИЧЕСКИ-ПЕРЕМЕННЫМ ИЗОБРАЖЕНИЕМ С ПРИБОРООПРЕДЕЛЯЕМЫМИ ПРИЗНАКАМИ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ С ИДЕНТИФИЦИРУЮЩИМ ОПТИЧЕСКИ-ПЕРЕМЕННЫМ ИЗОБРАЖЕНИЕМ | 2019 |
|
RU2725793C1 |
| Защитное устройство на основе дифракционных структур нулевого порядка | 2022 |
|
RU2801793C1 |
| Многослойный защитный элемент и способ его получения | 2016 |
|
RU2642535C1 |
| МНОГОСЛОЙНОЕ ЗАЩИТНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2732772C1 |
Изобретение относится к защитным визуально наблюдаемым и/или машиночитаемым элементам, основанным на многоцветных рельефонесущих «голограммах», проявляющих дифракционно-интерференционные эффекты в комбинации с металлизированными элементами, наблюдаемыми «на просвет». Заявленное многослойное защитное устройство с топологической пространственной областью ψ(х,у) содержит защитные признаки, обеспечивающие визуально видимую и невидимую, но машиночитаемую защитную информацию для идентификации подлинности и размещено на временной подложке в виде пленки - носителе с разделительным слоем и два пространственно совмещенных оптических элемента с субобластями ζ(х,у) и χ(х,у) в пределах общей области ψ(х,у). При этом оптический элемент ζ(х,у) выполнен в виде картинно деметаллизированной плоской и гладкой поверхности однородного по толщине, прозрачного на просвет термопластичного линейного полимерного слоя, нанесенного на всей площади ψ(х,у) защитного устройства, в то время как другой металлизированный голографический рельефно-структурированный оптический элемент χ(х,у), пространственно совмещенный с оптическим элементом ζ(х,у), расположен на остальной поверхности того же термопластичного слоя в пределах области ψ(х,у) защитного устройства, но на голографическом рельефно-структурированном его участке (субобласти) с нанесенным сверху на него металлическим слоем, при этом сам оптический элемент χ(х,у) включает в своем составе как минимум несколько металлизированных субучастков, где каждый из указанных субучастков оптического элемента χ(х,у), имеет металлическую поверхность, состоящую из двух различных цветных металлов 1 и 2, отличающихся по спектрам отражения и пропускания, и пространственно разнесенных в пределах одного указанного субучастка. Толщина цветных металлов этих металлизированных слоев оптического элемента χ(х,у) равна в пределах от 10 до 100 нм, а высокоточное пространственное совмещение «металлизированной-деметаллизированной» субобластей ζ(х,у) и χ(х,у), находящихся в едином микродеметаллизированном трафарете ψ(х,у) защитного устройства осуществлено с точностью порядка 5 мкм. При этом пространственное совмещение фрагментов одного и того же изображения, выполненных на слоях различных металлов осуществлено без взаимного наложения, поперечных сдвигов и разрывов с точностью совмещения в пределах 2-5 мкм. Технический результат - повышение точности приводки до порядка 5 мкм и увеличение защитных признаков для осуществления как визуально читаемой, так и машиночитаемой верификации защитного элемента, в том числе с обеих его сторон. 2 н. и 3 з.п. ф-лы, 3 ил.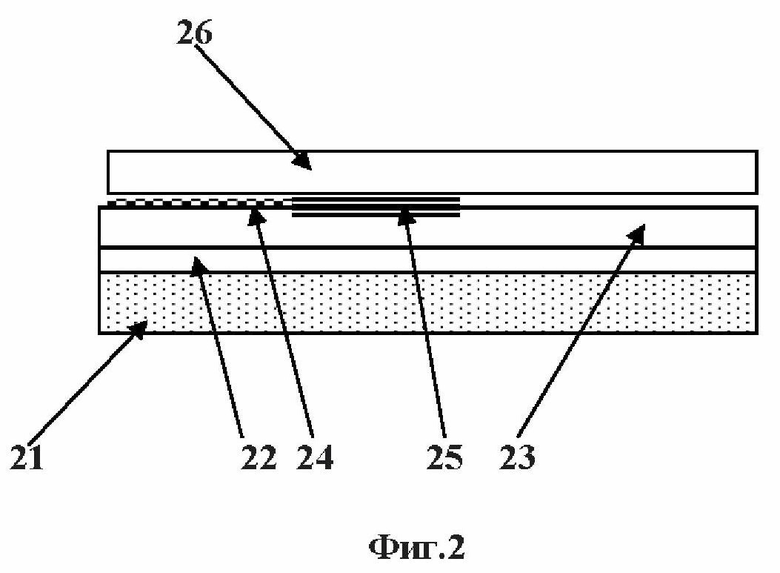
1. Многослойное защитное устройство с топологической пространственной областью ψ(х,у), содержащее защитные признаки, обеспечивающие визуально видимую и невидимую, но машиночитаемую защитную информацию для идентификации подлинности, и размещенное на временной подложке в виде пленки - носителе с разделительным слоем, содержит в своем составе два пространственно совмещенных оптических элемента с субобластями ζ(х,у) и χ(х,у) в пределах общей области ψ(х,у), при этом оптический элемент ζ(х,у) выполнен в виде картинно деметаллизированной плоской и гладкой поверхности однородного по толщине, прозрачного на просвет термопластичного линейного полимерного слоя, нанесенного на всей площади ψ(х,у) защитного устройства, в то время как другой металлизированный голографический рельефно-структурированный оптический элемент χ(х,у), пространственно совмещенный с оптическим элементом ζ(х,у), расположен на остальной поверхности того же термопластичного слоя в пределах области ψ(х,у) защитного устройства, но на голографическом рельефно-структурированном его участке (субобласти) с нанесенным сверху на него металлическим слоем, при этом сам оптический элемент χ(х,у) включает в своем составе как минимум несколько металлизированных субучастков, где каждый из указанных субучастков оптического элемента χ(х,у) имеет металлическую поверхность, состоящую из двух различных цветных металлов 1 и 2, отличающихся по спектрам отражения и пропускания, и пространственно разнесенных в пределах одного указанного субучастка, отличающееся тем, что толщина цветных металлов 1 или 2 этих металлизированных слоев оптического элемента χ(х,у) равна в пределах от 10 до 100 нм, причем одинаковая или разная для разных слоев металлов, а высокоточное пространственное совмещение «металлизированной-деметаллизированной» субобластей ζ(х,у) и χ(х,у), находящихся в едином микродеметаллизированном трафарете ψ(х,у) защитного устройства осуществлено с точностью порядка 5 мкм, при этом пространственное совмещение фрагментов одного и того же изображения, выполненных на слоях различных металлов, осуществлено без взаимного наложения, поперечных сдвигов и разрывов с точностью совмещения в пределах 2-5 мкм.
2. Защитное устройство по п.1, отличающееся тем, что визуально видимые защитные признаки информационно-несущего деметаллизированного оптического элемента ζ(х,у) выполнены в виде пространственных меток типа букв, цифр, символов, штрихкодов или их комбинаций и установлены как минимум в одном из его субучастков ζi(х,у).
3. Защитное устройство по п.1, отличающееся тем, что визуально видимые защитные признаки информационно-несущего металлизированного оптического элемента χ(х,у) выполнены в виде картинных дифракционных решеток и установлены как минимум в одном из его субобластей χj(х,у).
4. Защитное устройство по п.1, отличающееся тем, что параметры визуально невидимых защитных признаков информационно-несущего металлизированного оптического элемента χ(х,у), выполненных в виде голограмм или картинных дифракционных решеток с пространственным распределением направлений штрихов, величин пространственных частот Ω(х,у) штрихов и глубин канавок как минимум в одном из его субобластей χi(х,у), хранятся во внешней базе данных для машиночитаемой верификации подлинности самого защитного элемента и защищаемого им изделия.
5. Способ изготовления многослойного защитного устройства, содержащий следующие основные этапы, при которых: на пленку-основу с разделительным слоем равномерно по толщине наносят сплошной термопластический линейный полимерный слой толщиной порядка 0,8-1 мкм, на который далее равномерно наносится слой первого цветного металла 1 толщиной от 10 до 100 нм и на поверхности этого металлизированного полимерного слоя тиснится голографическая рельефно-структурированная поверхность защитного устройства, а с помощью нанесенной на нее фотолитографической маски 1, и последующей после этого деметаллизации гладких участков поверхности полимерного слоя осуществляется формирование защитного устройства с топологической формой в области ψ(х,у) в виде металлического слоя цветного металла 1, и с помощью другой фотолитографической маски 2, блокирующей доступ химического раствора к отдельным участкам первого цветного металла 1 осуществляется замещение незаблокированных участков цветного металла 1 на другой слой второго цветного металла 2 и преобразование защитного устройства в окончательную двухметальную форму ψ(х,у) в виде двух пространственно-совмещенных информационно-несущих оптических элементов: первого в виде картинно ζ(х,у) структурированного по поверхности деметаллизированного гладкого слоя линейного полимера и второго голографического χ(х,у) рельефноструктурированного по поверхности двухметаллизированного слоя того же линейного полимера, отличающийся тем, что для улучшения совмещения топологических и пространственных границ как между самими оптическими элементами ζ(х,у) и χ(х,у), так и между их двухметальными субчастями с точностью порядка 2-5 мкм: - режимы нанесения слоя цветного металла 1 на термопластический полимерный слой подбирались с условием его получения без нано- и микродефектов, - процесс тиснения комплексной «полимер-металл» структуры выбирался с условием образования нано- и микротрещин в тисненных микрорельефных областях по всей площади голограммы, вплоть до ее границы порядка нескольких мкм, - процессы проведения этапов деметаллизации слоя цветного металла 1 на гладких участках полимерного слоя в местах расположения рельефных голограмм, а также пространственно-локального химико-технологического замещения слоя цветного металла 1 на слой цветного металла 2 осуществлялись фотолитографическими масками 1 и 2 по микроэлектронной технологии.
| WO 2011162732 A1, 29.12.2011 | |||
| CN 105070190 A, 18.11.2015 | |||
| МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ОПТИЧЕСКОЕ ДИФРАКЦИОННОЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО УСТРОЙСТВА, ЗАЩИЩЕННОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УКАЗАННОЕ МНОГОСЛОЙНОЕ ЗАЩИТНОЕ ОПТИЧЕСКОЕ ДИФРАКЦИОННОЕ УСТРОЙСТВО | 2020 |
|
RU2759482C1 |
| Защитный элемент с изображением и двусторонним голографическим эффектом | 2015 |
|
RU2685791C1 |
| DE 102008017652 A1, 08.10.2009. | |||
