Область техники, к которой относится изобретение
Настоящее изобретение относится к устройствам лазерной резки для режущих станков и в частности относится к лазерной режущей головке для использования в волоконно-оптической системе лазерной резки в режущем станке или в комбинированном режущем/пробивном станке для металлических листов.
Уровень техники
Применение лазерных систем для резки, гравировки и сварки заготовок известно и широко распространено в станкостроении для обработки металлических листов и пластин.
Как известно, лазер представляет собой устройство, способное излучать посредством стимулированного процесса излучения монохроматический свет, т.е. с одной длиной волны, когерентный в пространстве и сконцентрированный в пучке, имеющем очень высокую светимость (яркость). Способность концентрировать большое количество энергии на очень маленькой площади позволяет лазерным устройствам резать, гравировать и сваривать металлы. Резка металлических материалов обычно происходит за счет испарения и, главным образом, плавления. В последнем случае лазерный пучок расплавляет небольшой участок заготовки, и расплавленный металл (шлак) удаляется потоком или струей газа.
В лазерных излучающих устройствах могут использоваться различные типы источников для генерирования лазерного пучка, подходящего для резки металлов. Обычно используются газовые лазеры (диоксид, монооксид углерода СO2) и твердотельные лазеры (лазерные диоды с легированным стеклом и волоконные лазеры).
Из-за высокой энергии, необходимой для резки листового металла, даже большой толщины, размеры и вес лазерных излучающих устройств таковы, что препятствуют их размещению непосредственно на станках. Чтобы преодолеть этот недостаток, лазерная режущая головка или, проще - режущая или фокусирующая головка, может быть расположена на станке и подключена к лазерному излучающему устройству посредством оптической цепи (СO2-лазер) или передающего волокна (оптическое волокно, например, в лазерных диодах YAG), чтобы излучать лазерный пучок, генерируемый излучающим устройством, и фокусировать его на заготовках. Благодаря своим небольшим размерам и небольшому весу режущая головка может фактически перемещаться станком с достаточной точностью и скоростью для выполнения резки изделия.
В так называемых системах волоконной лазерной резки, в которых используется волоконно-оптический кабель с рассеивающей призмой для подведения лазерного пучка к режущей головке, последняя обычно содержит коллимирующую группу, которая передает световой пучок, выходящий из оптоволокна, в фокусирующую группу, способную фокусировать лазерный пучок на заготовке, т.е. позиционировать его фокусную точку, или фокус, в заданной точке на поверхности заготовки или чуть ниже или чуть выше этой поверхности.
Сфокусированный лазерный пучок выходит из режущей головки через сопло, которое концентрирует поток или струю газа, используемого для удаления шлака, образующегося при плавлении металла, и снижения вероятности того, что шлак может попасть на фокусирующую группу. Для этого на сопле также предусмотрен прозрачный элемент или защитное окно или стекло, которое отделяет внутреннюю часть режущей головки от внешней среды и позволяет проходить лазерному пучку, выходящему из фокусирующей группы.
Точное позиционирование фокусной точки, где сосредоточена вся мощность лазерного пучка, имеет важное значение для выполнения правильной резки материала.
Однако лазерные режущие головки, в частности, обладающие высокой мощностью, подвержены явлению, широко известному как «тепловое смещение фокуса», которое вызывает оптическую аберрацию расфокусировки или размытия, т.е. смещение фокуса относительно требуемой и оптимальной точки (на поверхности заготовки или чуть ниже или чуть выше нее), как более подробно объясняется ниже.
Как известно, небольшая часть энергии лазерного пучка, проходящего через линзы коллимирующих и фокусирующих оптических групп, поглощается и преобразуется в тепло, главным образом, за счет неабсолютной прозрачности оптических элементов (покрытия и подложки). Дополнительное поглощение тепла также может быть вызвано загрязнением и/или повреждением поверхностного слоя, обычно предусмотренного на поверхностях линз.
Поэтому длительное использование станка, в частности - с чрезвычайно высокой мощностью лазера, влечет за собой значительное поглощение тепла и последующее повышение температуры всей режущей головки. Это повышение температуры влияет на все оптические элементы, образующие режущую головку, т.е. рассеивающую призму передающего волокна, коллимирующую группу, фокусирующую группу и разделительное стекло (в частности, два последних находятся очень близко к заготовке или к ее области плавления, где сосредоточены очень высокие температуры), и вызывает изменение как показателя преломления линз, так и их формы. Изменение показателя преломления и формы линзы, вызванное повышением температуры, приводит к смещению фокусной точки.
Чтобы компенсировать явление «теплового смещения фокуса», положение фокусной точки может быть отрегулировано путем соответствующего перемещения линзы фокусирующей группы, которая установлена на соответствующем лотке или несущем линзу скользящем элементе, который линейно перемещается вдоль направления регулировки, параллельного направлению лазерного пучка, чтобы обеспечить фокусировку лазерного пучка. Альтернативно, если это подходит или необходимо для того, чтобы линза (линзы) фокусирующей группы была неподвижна, надлежащее позиционирование фокусной точки на заготовке достигается путем соответствующего перемещения линзы коллимирующей группы, которая устанавливается на соответствующем линейно перемещаемом лотке или скользящем элементе.
Перемещение фокусирующей или коллимирующей группы может управляться вручную оператором, визуально контролирующим лазерный пучок, проецируемый на заготовку, или посредством числового управления на основании автоматического измерения смещения фокусной точки. Однако, с одной стороны, визуальный контроль и ручное управление ограничивают точность и повторяемость разреза возможностями оператора и вряд ли приведут к высококачественной обработке, с другой стороны, измерения сдвига фокусной точки требуют много времени и дорогостоящего оборудования и подразумевают увеличение затрат на станок.
Кроме того, поглощение тепла также вызывает ряд дополнительных аберраций, таких как сферическая аберрация, кома и астигматизм, которые также влияют на волновой фронт лазерного пучка, в частности на распределение электромагнитной интенсивности внутри лазерного пучка, способствуя ухудшению режущих качеств или невозможности выполнения резки.
Раскрытие сущности изобретения
Задачей настоящего изобретения является совершенствование известных лазерных режущих головок для использования в режущих или комбинированных режущих/пробивных станках для металлических листов, в частности - волоконно-оптических лазерных режущих головок.
Другой задачей является получение лазерной режущей головки, способной обеспечить точность и повторяемость резки, в частности - с чрезвычайно высокой мощностью лазера, а также в случае интенсивного и длительного использования станка, на котором установлена лазерная режущая головка.
Еще одной задачей является получение лазерной режущей головки, которая позволяет измерять и уменьшать множество оптических аберраций, влияющих на волновой фронт лазерного пучка, выходящего из режущей головки, простым и эффективным способом.
Другой задачей является получение лазерной режущей головки, имеющей компактную форму и особенно ограниченные размеры, которая будет экономичной и простой в изготовлении.
Эти и другие задачи решены благодаря лазерной режущей головке в соответствии с формулой изобретения, изложенной ниже.
Краткое описание чертежей
Изобретение может быть лучше понято и реализовано с рассмотрением прилагаемых чертежей, которые иллюстрируют его примерные и неограничивающие варианты осуществления, на которых:
- на фиг. 1 представлено упрощенное сечение лазерной режущей головки по изобретению согласно первому варианту осуществления;
- на фиг. 2 представлено упрощенное сечение одного из вариантов лазерной режущей головки с фиг. 1;
- на фиг. 3 представлено упрощенное сечение лазерной режущей головки по изобретению согласно другому варианту осуществления.
Осуществление изобретения
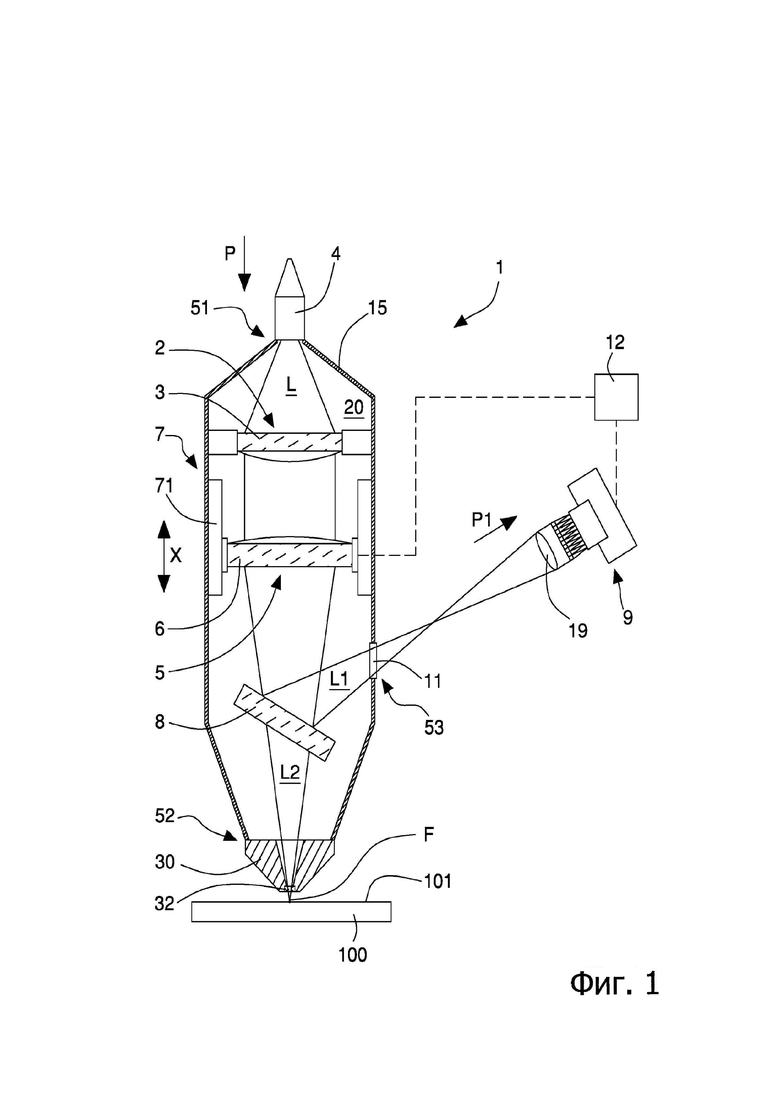
На фиг. 1 показан первый вариант осуществления лазерной режущей головки 1 согласно изобретению, подсоединяемой к режущему или комбинированному режущему/пробивному станку для резки механической заготовки 100, например, из листового металла.
Лазерная режущая головка 1 получает мощность от лазерного излучающего устройства, не показанного на чертеже, через оптические средства 4 передачи, такие как оптическая цепь или передающее волокно. В частности, излучающее устройство представляет собой твердотельное волоконное лазерное устройство индуцированного излучения, например с высокой мощностью, а средство 4 оптической передачи содержит волоконно-оптический кабель для транспортировки лазерного пучка L, генерируемого излучающим устройством, в лазерную режущую головку 1. Последняя способна излучать лазерный пучок L и фокусировать его в фокусной точке F, находящейся на поверхности 101 заготовки 100, обращенной к лазерной режущей головке 1 или чуть ниже или чуть выше указанной поверхности 101.
Лазерная режущая головка 1 содержит коллимирующую группу 2, которая включает в себя по меньшей мере одну коллимирующую линзу 3 для коллимации лазерного пучка L, исходящего от лазерного излучающего устройства, и фокусирующую группу 5, которая включает в себя по меньшей мере одну фокусирующую линзу 6 для фокусировки в фокусной точке F лазерного пучка L, выходящего из коллимирующей группы 2.
Опорное и перемещающее средство 7 поддерживает и перемещает вдоль направления X регулировки по меньшей мере одно из коллимирующей группы 2 и фокусирующей группы 5, например - только последнюю в варианте осуществления, показанном на фиг.1, с целью изменения фокусной точки F лазерного пучка L. Опорное и перемещающее средство 7 содержит линейное направляющее средство 71 для поддержки с возможностью скольжения и направления фокусирующей группы 5 вдоль направления X регулировки с предотвращением смещений и/или колебаний, поперечных направлению X регулировки, которые вызвали бы смещение фокусной точки F лазерного пучка L и/или изменение размера и/или формы этой же фокусной точки F на заготовке 100.
Лазерная режущая головка 1 дополнительно включает в себя по меньшей мере один оптический элемент 8 для приема лазерного пучка L, выходящего из фокусирующей группы 5, отражения под заданным углом, например, составляющим от приблизительно 10° до приблизительно 100°, сфокусированной первой части L1 принятого лазерного пучка L и передачи в фокусную точку F сфокусированной второй часть L2 этого же принятого лазерного пучка L. Оптический элемент 8 представляет собой, например, разделитель пучка, в частности выбранный из кубического разделителя пучка (CBS, cubic beam splitter), оптической призмы и полупрозрачного зеркала. Корпус 15 лазерной режущей головки 1 образует внутреннее пространство 20, предназначенное для размещения в нем, по меньшей мере, коллимирующей группы 2, фокусирующей группы 5, опорного и перемещающего средства 7 и оптического элемента 8.
Внутреннее пространство 20 является закрытым и герметичным, т.е. воздухонепроницаемым, для внешней среды, в которой расположена лазерная режущая головка 1. Иначе говоря, корпус 15 предотвращает проникновение во внутреннее пространство 20 загрязнений и посторонних элементов, в частности -шлака и твердых и газообразных остатков, образующихся при лазерной резке, которые могут загрязнить коллимирующие линзы 3, фокусирующие линзы 5 и оптический элемент 8 или поставить под угрозу работу опорного и перемещающего средства 7.
Для этого корпус 15, который может иметь, по существу, цилиндрическую форму, форму параллелепипеда или сложную геометрическую форму, снабжен входным отверстием 51, связанным с оптическим передающим средством 4, что позволяет входить во внутреннее пространство 20 лазерному пучку L, генерируемому излучающим устройством, боковым отверстием 53, герметично закрытым прозрачным оптическим элементом 11, для передачи сфокусированной первой части L1 лазерного пучка L во внешнюю среду, и выходным отверстием 52, расположенным в режущем сопле 30 и герметично закрытым разделительным стеклом 32. Последнее, помимо того, что оно предназначено для отделения внутреннего пространства 20 лазерной режущей головки 1 от внешней среды, позволяет передавать коллимированный и сфокусированный лазерный пучок L, в частности - сфокусированной второй части L2, от лазерной режущей головки 1 во внешнюю среду.
Режущее сопло 30 концентрирует поток или струю газа, предназначенного для удаления шлака, образующегося при плавлении заготовки 100 и одновременно способствует снижению вероятности того, что указанный шлак может попасть во внутреннюю область лазерной режущей головки 1 с вышеуказанными последствиями.
Линейное направляющее средство 71 и дополнительное антиповоротное средство, также размещенные внутри корпуса 15, в частности, прикреплены к его внутренней стенке. Антиповоротное средство известного типа, не показанное подробно на чертежах, выполнено таким образом, чтобы предотвращать поворот опорного и перемещающего средства 7 вокруг оси, параллельной направлению X регулировки во время движения коллимирующей группы 2 и фокусирующей группы 5. Поворот линз, в частности - коллимирующей линзы 3, может фактически вызвать смещение фокусной точки F лазерного пучка L и изменение размера и/или формы этой фокусной точки F на заготовке 100. Лазерная режущая головка 1 также содержит датчик 9 волнового фронта известного типа, дополнительно подробно не раскрываемый, например - датчик волнового фронта Шака-Гартмана, и электронный процессор 12, соединенный как сдатчиком 9 волнового фронта, так и с опорным и перемещающим средством 7, в частности с линейным направляющим средством 71.
Датчик 9 волнового фронта, который в показанном варианте осуществления расположен снаружи корпуса 15, способный принимать сфокусированную первую часть L1 лазерного пучка L, которая проходит через прозрачный оптический элемент 11, закрывающий боковое отверстие 53 корпуса 15, выполняет фазовое измерение волнового фронта сфокусированной первой части L1, последняя, в частности, коллимируется соответствующей коллимирующей оптической системой 19, расположенной перед датчиком 9 волнового фронта по отношению к направлению Р1 распространения сфокусированной первой части L1, затем получает реконструированный волновой фронт на основании указанного фазового измерения и отправляет реконструированный волновой фронт на электронный процессор 12.
Далее электронный процессор 12 выполнен с возможностью осуществлять сравнение между реконструированным волновым фронтом, полученным датчиком 9 волнового фронта, и контрольным волновым фронтом и, таким образом, определять на основании этого сравнения одну или более оптических аберраций, которым подвергается сфокусированная первая часть L1 лазерного пучка L.
Следует отметить, что по сравнению со сфокусированной второй частью L2 лазерного пучка L, которая попадает на заготовку 100 и обрабатывает ее, сфокусированная первая часть L1 подвержена дополнительным оптическим аберрациям из-за прозрачного оптического элемента 11, который закрывает боковое отверстие 53, и через который указанная сфокусированная первая часть L1 проходит для достижения датчика 9 волнового фронта.
Для повышения точности системы, указанные дополнительные оптические аберрации преимущественно известны электронному процессору 12, например, благодаря начальной или периодической калибровке лазерной режущей головки 1.
Контрольный волновой фронт, с которым сравнивают реконструированный волновой фронт, может быть идеальным волновым фронтом, свободным от оптических аберраций, например, в случае, когда требуется высокоточная обработка заготовка 100, или заданным волновым фронтом, на который влияют предварительно определенные оптические аберрации, например, в случае, когда обработка заготовки 100 должна соответствовать менее строгим требованиям к точности.
Электронный процессор 12 также способен управлять опорным и перемещающим средством 7 для перемещения коллимирующей группы 2 и/или фокусирующей группы 5 вдоль направления X регулировки, в частности - только фокусирующей группы в варианте осуществления, показанном на фиг. 1, с целью уменьшения оптических аберраций лазерного пучка L, в частности - сфокусированной второй части L2, с учетом дополнительных аберраций, которым подвергается только сфокусированная первая часть L1, и менять фокусную точку F.
Конкретнее и с учетом того, что уже было отмечено, в случае высокоточной обработки, т.е. с идеальным контрольным волновым фронтом, свободным от оптических аберраций, электронный процессор 12 выполнен с возможностью управления опорным и перемещающим средством 7, чтобы оптические аберрации лазерного пучка L были минимизированы и, в частности - сведены к нулю, и соответственно изменять фокусную точку F, тогда как в случае обработки с менее строгими требованиями к точности, т.е. в случае заданного контрольного волнового фронта, на который воздействуют предварительно определенные оптические аберрации, электронный процессор 12 выполнен с возможностью управления опорным и перемещающим средством 7 так, чтобы оптические аберрации лазерного пучка L были меньше или равны этим предварительно определенным оптическим аберрациям, соответственно изменяя фокусную точку F.
Предпочтительно, электронный процессор 12 может управлять сигнальным устройством известного типа, не показанным на чертежах, например визуальным и/или акустическим сигнальным устройством. Когда электронный процессор 12 обнаруживает, что оптические аберрации, которым подвергается лазерный пучок L, превышают заданное пороговое значение, например, заданное априори пользователем, он отправляет сигнал активации сигнальному устройству, которое генерирует визуальный и/или звуковой сигнал об ошибке. Таким образом, пользователь может прекратить обработку заготовки 100 до того, как последняя будет необратимо повреждена лазерным пучком L, подвергающимся аберрациям, превышающим пороговое значение и, следовательно, вредным для заготовки 100, так как он не сконцентрирован в надлежащей фокусной точке F.
Лазерная режущая головка 1, когда она подсоединена к станку и введена в эксплуатацию, способна осуществлять способ согласно изобретению для управления лазерной резкой заготовки 100. Этот способ включает в себя следующие шаги:
- выполняют лазерную резку заготовки 100 с помощью лазерной режущей головки 1, подсоединенной катанку;
- подают мощность к лазерной режущей головке 1 посредством лазерного пучка L, поступающего из лазерного излучающего устройства;
- коллимируют лазерный пучок L посредством коллимирующей группы 2 и фокусируют его в фокусной точке F посредством фокусирующей группы 5;
- с помощью оптического элемента 8 отражают по меньшей мере сфокусированную первую часть L1 лазерного пучка L, выходящего из фокусирующей группы 5;
- с помощью датчика 9 волнового фронта выполняют фазовое измерение волнового фронта указанной сфокусированной первой части L1;
- с помощью этого датчика волнового фронта 9 получают реконструированный волновой фронт на основании фазового измерения;
- с помощью электронного процессора 12 проводят сравнение между реконструированным волновым фронтом и контрольным волновым фронтом;
- с помощью этого электронного процессора 12 и на основании указанного сравнения определяют одну или более оптических аберраций, которым подвергается лазерный пучок L;
- уменьшают, в частности - опять же с помощью электронного процессора 12, оптические аберрации, которым подвергается лазерный пучок L, чтобы изменить фокусную точку F.
В соответствии с тем, что было раскрыто выше, если требуется высокоточная обработка, т.е. контрольный волновой фронт является идеальным волновым фронтом, свободным от оптических аберраций, шаг уменьшения содержит минимизацию, в частности - сведение к нулю, вышеупомянутых одной или более оптических аберраций. Альтернативно, если требуется обработка с менее строгими требованиями к точности и, следовательно, контрольный волновой фронт представляет собой заданный волновой фронт, на который влияют предварительно определенные оптические аберрации, способ согласно изобретению содержит шаг уменьшения оптических аберраций таким образом, чтобы они были меньше или равны предварительно определенным оптическим аберрациям.
Предпочтительно, когда оптические аберрации превышают заданное пороговое значение, заданное априори пользователем, способ согласно изобретению содержит шаг подачи сигнала об ошибке с помощью сигнального устройства, управляемого электронным процессором 12.
Также предпочтительно, способ согласно изобретению может дополнительно содержать шаг калибровки лазерной режущей головки 1, однократно, например - при включении станка, или периодически во время обработки заготовки 100. Таким образом, можно обнаружить, в частности, дополнительные оптические аберрации, вносимые прозрачным оптическим элементом 11, которым подвергается сфокусированная первая часть L1.
Таким образом, лазерная режущая головка 1 по изобретению способна обеспечить точность и повторяемость резки даже при чрезвычайно высокой мощности лазера и в контексте интенсивного и длительного использования станка, на котором установлена лазерная режущая головка 1.
Благодаря датчику 9 волнового фронта, подключенному к электронному процессору 12, фактически можно измерить множество оптических аберраций, включая, например, смещение фокуса из-за «теплового смещения фокуса», сферической аберрации, комы и астигматизма, воздействующих на лазерный пучок L, выходящий из режущей головки, в частности, когда станок используется длительное время и с чрезвычайно высокой мощностью лазера, вызывая повышение температуры всех оптических элементов и вызывая изменение как показателя преломления линз, так и их формы, с последующим смещением фокусной точки F. На основании измерений волнового фронта электронный процессор 12 затем способен модифицировать структуру оптической системы, в частности, путем управления опорным и перемещающим средством 7 коллимирующей оптической группы 2 и/или фокусирующей оптической группы 5, чтобы легко и эффективно уменьшить оптические аберрации, которым подвергается лазерный пучок L, и, таким образом, изменить фокусную точку F так, чтобы она располагалась и концентрировалась в требуемой точке на поверхности 101 заготовки 100 или чуть ниже или выше этой поверхности 101.
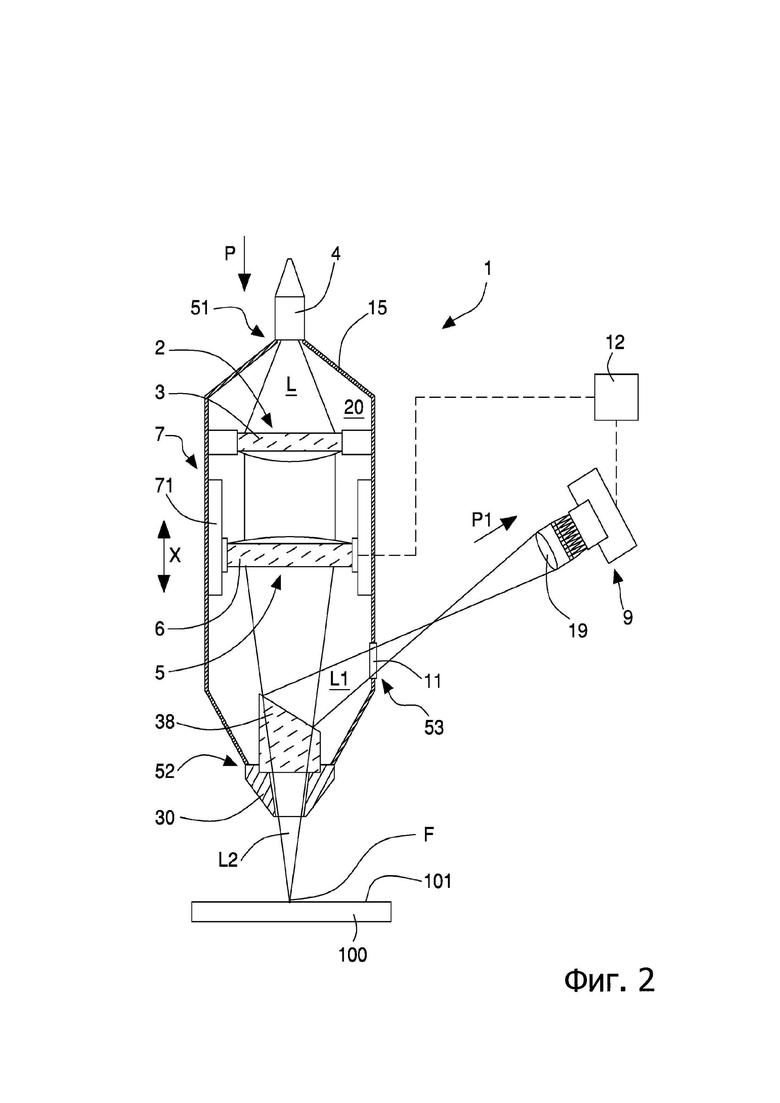
В одном из вариантов первого варианта осуществления лазерной режущей головки 1 согласно изобретению, показанном на фиг. 2, выходное отверстие 52, расположенное на режущем сопле 30, герметично закрыто оптическим элементом 38, способным принимать лазерный пучок L, выходящий из фокусирующей группы 5, отражения с углом отражения, составляющим, например, от приблизительно 10° до приблизительно 100, сфокусированной первой части L1 принятого лазерного пучка L и передачи в фокусную точку F сфокусированной второй части L2 этого же принятого лазерного пучка L. Оптический элемент 38 представляет собой, например, разделитель пучка, в частности, выбранный из кубического делителя пучка (CBS), оптической призмы и полупрозрачного зеркала.
Оптический элемент 38 расположен в виде разделительного стекла, предназначенного для отделения внутреннего пространства 20 лазерной режущей головки 1 от внешней среды. Таким образом, лазерная режущая головка 1 требует меньшего количества оптических компонентов и имеет компактную форму, в частности - ограниченные размеры и уменьшенный вес, таким образом являясь адаптированной для связи, в частности, со станком, имеющим жесткие размеры и требования к эксплуатации. Этот вариант также экономичен и прост в изготовлении.
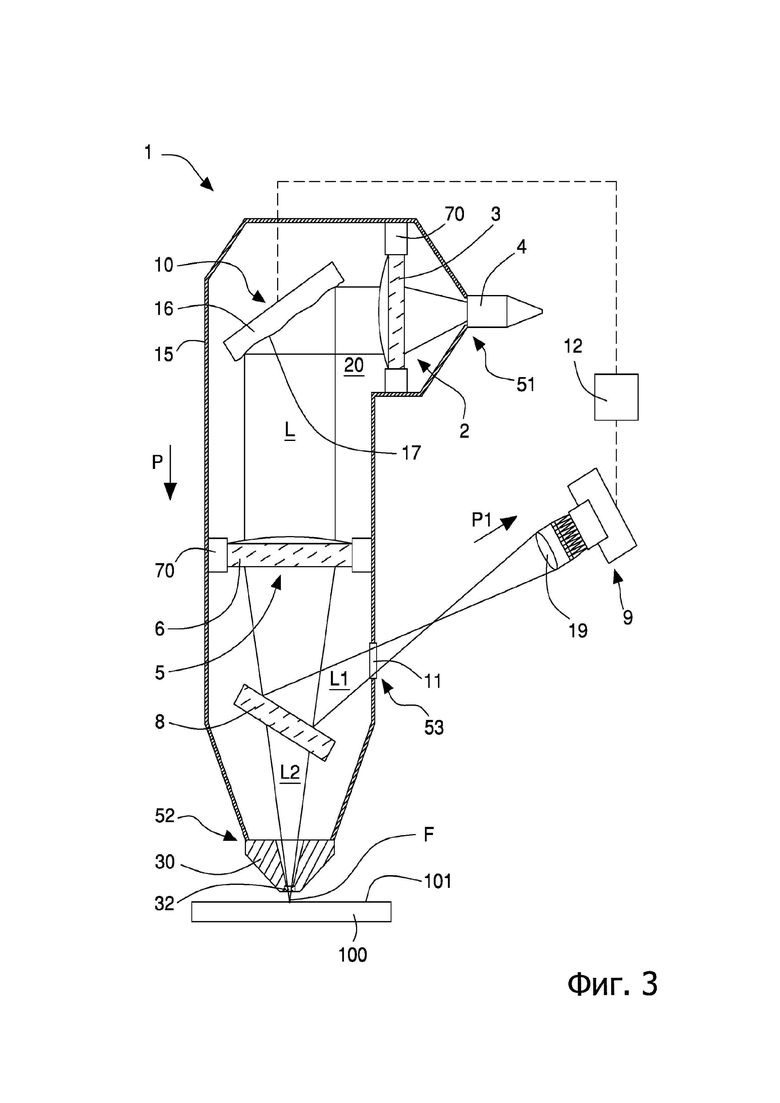
На фиг. 3 показан второй вариант осуществления лазерной режущей головки 1 согласно изобретению, которая также подсоединена к режущему и/или пробивному станку, соответственно для резки и/или пробивки механической заготовки 100, например, из листового металла.
В этом втором варианте осуществления лазерная режущая головка 1 содержит компоненты, аналогичные описанным выше и обозначенные теми же ссылочными номерами, т.е. коллимирующую группу 2 для коллимации лазерного пучка L от лазерного излучающего устройства, фокусирующую группу 5 для фокусировки лазерного пучка L, выходящего из коллимирующей группы 2, в фокусной точке F, по меньшей мере один оптический элемент 8 для приема лазерного пучка L, выходящего из фокусирующей группы 5 и отражения сфокусированной первой части L1, и электронный процессор 12. Коллимирующая группа 2, фокусирующая группа 5 и оптический элемент 8 находятся во внутреннем пространстве 20 корпуса 15. В частности, фиксирующее средство 70 поддерживает коллимирующую группу 2 и фокусирующую группу 5 и удерживают их в фиксированном положении относительно корпуса 15.
В варианте, который не показан, оптический элемент, принимающий сфокусированный лазерный пучок L, отражающий сфокусированную первую часть L1 и передающий сфокусированную вторую часть L2, также действует как разделительное стекло, предназначенное для отделения внутреннего пространства 20 лазерной режущей головки 1 от внешней среды, с вышеуказанными преимуществами компактной формы, с ограниченными габаритами, уменьшенным весом и низкими затратами на лазерную режущую головку 1.
Лазерная режущая головка 1 в этом втором варианте осуществления содержит по меньшей мере одно адаптивное оптическое устройство 10, имеющее регулируемую форму.
Как известно, адаптивное оптическое устройство 10 содержит адаптивный оптический элемент 16, имеющий такую толщину, чтобы обеспечивать его деформируемость, и подходящую опору, содержащую пьезоэлектрические или электромагнитные или электромеханические исполнительные механизмы, не показанные на чертеже, связанные с адаптивным оптическим элементом 16 и электронным процессором 12 для моделирования формы по меньшей мере одной деформируемой поверхности 17 адаптивного оптического элемента 16. Таким образом, электронный процессор 12 способен регулировать форму адаптивного оптического устройства 10 путем управления пьезоэлектрическими или электромагнитными исполнительными механизмами, поддерживающими адаптивный оптический элемент 16.
Адаптивное оптическое устройство 10 расположено до фокусирующей группы 5 относительно направления Р распространения лазерного пучка L, которое идет от коллимирующей группы 2 к фокусирующей группе 5, предпочтительно после коллимирующей группы 2. В частности, как показано на фиг.3 лазерный пучок L, генерируемый излучающим устройством и транспортируемый оптическим передающим средством 4 к лазерной режущей головке, выходит коллимированным из коллимирующей группы 2, попадает на деформируемую поверхность 17 адаптивного оптического элемента 16 и отражается последним в сторону фокусирующей группы 5, следуя в направлении Р распространения.
Лазерная режущая головка 1 согласно этому второму варианту осуществления также содержит по меньшей мере один датчик 9 волнового фронта, выполненный с возможностью приема сфокусированной первой части L1 лазерного пучка L, выполнения фазового измерения волнового фронта сфокусированной первой части L1, получения на основании этого фазового измерения реконструированного волнового фронта и отправки реконструированного волнового фронта на электронный процессор 12.
Электронный процессор 12 выполнен в возможностью осуществления сравнения между реконструированным волновым фронтом и контрольным волновым фронтом, определения на основании этого сравнения одной или более оптических аберраций, которым подвергается лазерный пучок L, исключая дополнительные оптические аберрации, которым подвергается только первая сфокусированная часть L1, и управления пьезоэлектрическими или электромагнитными исполнительными механизмами для регулировки формы адаптивного оптического устройства 10, уменьшения вышеуказанных оптических аберраций и изменения фокусной точки F.
Подобно тому, что уже было отмечено, в случае высокоточной обработки контрольный волновой фронт является идеальным волновым фронтом, свободным от оптических аберраций, а электронный процессор 12 выполнен с возможностью регулировки формы адаптивного оптического устройства 10 так, чтобы оптические аберрации лазерного пучка L дуги минимизировались и в частности - сводились к нулю, и тем самым изменять фокусную точку F. В случае обработки с менее строгими требованиями к точности, контрольный волновой фронт представляет собой заданный волновой фронт, на который воздействуют предварительно определенные оптические аберрации, а электронный процессор 12 выполнен с возможностью регулировки формы адаптивного оптического устройства 10 так, чтобы оптические аберрации лазерного пучка L были меньше или равны этим предварительно определенным оптическим аберрациям, и изменения фокусной точки F.
В другом варианте осуществления, который не показан, лазерная режущая головка 1 согласно изобретению может содержать опорное и перемещающее средство 7, которое поддерживает и перемещает вдоль направления X регулировки по меньшей мере одно из коллимирующей группы 2 и фокусирующей группы 5, а также адаптивное оптическое устройство 10, причем эти компоненты находятся во внутреннем пространстве 20. В этом случае опорное и перемещающее средство 7 и исполнительные механизмы адаптивного оптического устройства 10 связаны с электронным процессором 12. Электронный процессор, с целью уменьшения оптических аберраций лазерного пучка L и изменения фокусной точки F, способен как управлять опорным и перемещающим средством 7 оптической группы, так и управлять пьезоэлектрическими или электромагнитными исполнительными механизмами адаптивного оптического устройства 10, одновременно или поочередно.
Альтернативно показанному на чертежах, датчик 9 волнового фронта может быть расположен, герметично закрывая его, в боковом отверстии 53 корпуса 15 или внутри внутреннего пространства 20 лазерной режущей головки 1, в этом втором случае боковое отверстие 53 и прозрачный оптический элемент 11, который герметично закрывает указанное боковое отверстие, не являются необходимыми.
Лазерная режущая головка 1 согласно любому из дополнительных вариантов осуществления и описанных вариантов или соответствующей возможной их комбинации, когда она подсоединена к станку и введена в эксплуатацию, также способна реализовать шаги способа согласно изобретению для управления лазерной резкой заготовки 100 в соответствии с тем, что уже было проиллюстрировано.
Предпочтительно, лазерная режущая головка 1 согласно изобретению может также включать в себя охлаждающий блок, который снаружи прикреплен к соответствующей стенке корпуса 15, и теплопроводящее средство, которые соединяют опорное и перемещающее средство 7 или фиксирующее средство 70 с указанной стенкой корпуса 15 так, чтобы за счет теплопроводности отводить от опорного и перемещающего средства 7 или фиксирующего средства 70, а также от коллимирующей оптической группы 2 и фокусирующей оптической группы 5 тепло, генерируемое в последних при их пересечении лазерным пучком L. Для этого опорное и перемещающее средство 7, фиксирующее средство 70 и по меньшей мере соответствующая стенка корпуса 15 изготовлены из материала с высокой теплопроводностью.
В одном из вариантов лазерной режущей головки 1 согласно изобретению, не показанном на чертежах, коллимирующие линзы 3 и фокусирующие линзы 6 охлаждаются системой охлаждения известного типа, которая включает в себя введение газа (как правило - азота) при контролируемой температуре внутрь лазерной режущей головки 1 таким образом, чтобы он окружал и таким образом охлаждал линзы.
Группа изобретений относится к лазерной режущей головке (1), подсоединяемой к станку, (варианты) и способу управления лазерной резкой заготовки (100). Лазерная режущая головка содержит коллимирующую группу (2) для коллимации лазерного пучка (L), поступающего от лазерного излучающего устройства, фокусирующую группу (5) для фокусировки в фокусной точке (F) коллимированного лазерного пучка (L), оптический элемент (8, 38) для приема указанного сфокусированного лазерного пучка (L) и отражения его сфокусированной первой части (L1), и датчик (9) волнового фронта для приема указанной сфокусированной первой части (L1) лазерного пучка (L), фазового измерения волнового фронта указанной сфокусированной первой части (L1), получения реконструированного волнового фронта на основании фазового измерения и отправки реконструированного волнового фронта на электронный процессор (12). Электронный процессор выполнен с возможностью сравнения реконструированного волнового фронта и контрольного волнового фронта, определения по меньшей мере одной оптической аберрации, которой подвергнут лазерный пучок (L), уменьшения оптических аберраций и изменения указанной фокусной точки (F). В результате обеспечивается точность и повторяемость резки в случае интенсивного и длительного использования станка, на котором установлена лазерная режущая головка, за счет обеспечения возможности измерения и уменьшения множества оптических аберраций, влияющих на волновой фронт лазерного пучка, выходящего из режущей головки. 3 н. и 14 з.п. ф-лы, 3 ил.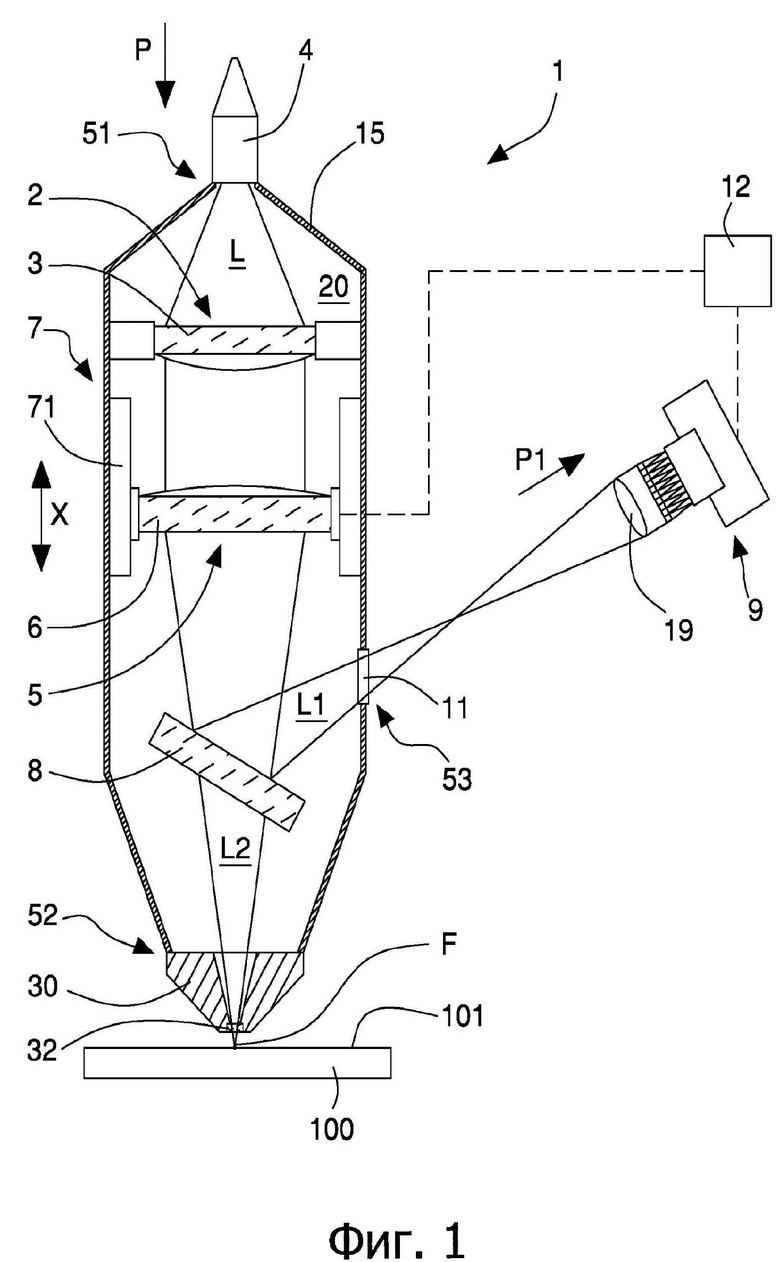
1. Лазерная режущая головка (1), подсоединяемая к станку, содержащая:
- коллимирующую группу (2) для коллимации лазерного пучка (L), поступающего от лазерного излучающего устройства;
- фокусирующую группу (5) для фокусировки в фокусной точке (F) указанного лазерного пучка (L), выходящего коллимированным из указанной коллимирующей группы (2);
- опорное и перемещающее средство (7) для поддержки и перемещения вдоль направления (X) регулировки по меньшей мере одного из указанных коллимирующей группы (2) и фокусирующей группы (5);
- по меньшей мере один оптический элемент (8; 38) для приема указанного лазерного пучка (L), выходящего сфокусированным из указанной фокусирующей группы (5), и отражения сфокусированной первой части (L1) принятого лазерного пучка (L);
- электронный процессор (12), выполненный с возможностью управления указанным опорным и перемещающим средством (7) для перемещения по меньшей мере одного из указанных коллимирующей группы (2) и фокусирующей группы (5) вдоль указанного направлению (X) регулировки;
отличающаяся тем, что она содержит по меньшей мере один датчик (9) волнового фронта, выполненный с возможностью приема указанной сфокусированной первой части (L1) лазерного пучка (L), выполнения фазового измерения волнового фронта указанной сфокусированной первой части (L1), получения реконструированного волнового фронта на основании указанного измерения фазы и отправки указанного реконструированного волнового фронта указанному электронному процессору (12), причем электронный процессор выполнен с возможностью выполнения сравнения между указанным реконструированным волновым фронтом и контрольным волновым фронтом, определения на основании указанного сравнения по меньшей мере одной оптической аберрации, которой подвергнут лазерный пучок (L), и управления указанным опорным и перемещающим средством (7) для уменьшения указанной по меньшей мере одной оптической аберрации и изменения указанной фокусной точки (F).
2. Лазерная режущая головка (1) по п. 1, в которой указанный контрольный волновой фронт представляет собой идеальный волновой фронт, свободный от оптических аберраций, или заданный волновой фронт под воздействием предварительно определенных оптических аберраций, причем указанный электронный процессор (12) выполнен с возможностью управления указанным опорным и перемещающим средством (7) так, чтобы указанная по меньшей мере одна оптическая аберрация, соответственно, была минимизирована или сведена к нулю или была меньше или равна указанным предварительно определенным оптическим аберрациям.
3. Лазерная режущая головка (1), подсоединяемая к станку, содержащая:
- коллимирующую группу (2) для коллимации лазерного пучка (L), поступающего от лазерного излучающего устройства;
- фокусирующую группу (5) для фокусировки в фокусной точке (F) указанного лазерного пучка (L), выходящего коллимированным из коллимирующей группы (2);
- по меньшей мере одно адаптивное оптическое устройство (10), имеющее регулируемую форму;
- по меньшей мере один оптический элемент (8; 38) для приема указанного лазерного пучка (L), выходящего из указанной фокусирующей группы (5), и отражения сфокусированной первой части (L1) принятого лазерного пучка (L);
- электронный процессор (12), выполненный с возможностью регулировки формы указанного адаптивного оптического устройства (10);
отличающаяся тем, что она содержит по меньшей мере один датчик (9) волнового фронта, выполненный с возможностью приема указанной сфокусированной первой части (L1) лазерного пучка (L), фазового измерения волнового фронта указанной сфокусированной первой части (L1), получения реконструированного волнового фронта на основании указанного фазового измерения и отправки указанного реконструированного волнового фронта указанному электронному процессору (12), причем последний выполнен с возможностью выполнения сравнения между указанным реконструированным волновым фронтом и контрольным волновым фронтом, определения на основании указанного сравнения по меньшей мере одной оптической аберрации, которой подвергнут лазерный пучок (L), и регулировки формы указанного адаптивного оптического устройства (10) для уменьшения указанной по меньшей мере одной оптической аберрации и изменения указанной фокусной точки (F).
4. Лазерная режущая головка (1) по п. 3, в которой указанный контрольный волновой фронт представляет собой идеальный волновой фронт, свободный от оптических аберраций, или заданный волновой фронт под воздействием предварительно определенных оптических аберраций, причем указанный электронный процессор (12) выполнен с возможностью регулировки формы указанного адаптивного оптического устройства (10) так, чтобы указанная по меньшей мере одна оптическая аберрация была соответственно минимизирована или сведена к нулю, или же была меньше или равна указанным предварительно определенным оптическим аберрациям.
5. Лазерная режущая головка (1) по п. 3 или 4, в которой указанное адаптивное оптическое устройство (10) расположено до указанной фокусирующей группы (5) по отношению к направлению (Р) распространения указанного лазерного пучка (L).
6. Лазерная режущая головка (1) по п. 1 или 3, в которой указанный по меньшей мере один датчик волнового фронта (9) является датчиком Шака-Гартмана.
7. Лазерная режущая головка (1) по п. 1 или 3, в которой указанный по меньшей мере один оптический элемент (8; 38) представляет собой делитель пучка.
8. Лазерная режущая головка (1) по п. 1 или 3, в которой указанный по меньшей мере один оптический элемент (8; 38) выбран из кубического делителя пучка, оптической призмы и полупрозрачного стекла.
9. Лазерная режущая головка (1) по п. 1 или 3, содержащая корпус (15), образующий внутреннее пространство (20), обеспечивающее размещение в нем по меньшей мере указанной коллимирующей группы (2), фокусирующей группы (5), опорного и перемещающего средства (7) и по меньшей мере одного оптического элемента (8).
10. Лазерная режущая головка (1) по п. 9, в которой указанный оптический элемент (38) обеспечивает отделение указанного внутреннего пространства (20) лазерной режущей головки (1) от внешней среды.
11. Лазерная режущая головка (1) по п. 9, в которой указанный корпус (15) снабжен боковым отверстием (53), герметично закрытым прозрачным оптическим элементом (11), для передачи указанной сфокусированной первой части (L1) лазерного пучка (L) во внешнюю среду, причем указанный датчик (9) волнового фронта находится снаружи указанного корпуса (15).
12. Лазерная режущая головка (1) по п. 1 или 3, в которой указанное лазерное излучающее устройство представляет собой волоконный лазер.
13. Лазерная режущая головка (1) по п. 12, в которой указанный лазер представляет собой высокомощный волоконный лазер.
14. Способ управления лазерной резкой заготовки (100), содержащий следующие шаги:
- выполняют лазерную резку указанной заготовки (100) с помощью лазерной режущей головки (1), подсоединенной к станку;
- подают мощность к указанной лазерной режущей головке (1) посредством лазерного пучка (L);
- коллимируют и фокусируют в фокусной точке (F) указанный лазерный пучок (L);
- отражают по меньшей мере одну сфокусированную первую часть (L1) указанного сфокусированного лазерного пучка (L):
- выполняют фазовое измерение волнового фронта указанной по меньшей мере одной сфокусированной первой части (L1);
- получают реконструированный волновой фронт на основании указанного фазового измерения;
- выполняют сравнение между указанным реконструированным волновым фронтом и контрольным волновым фронтом;
- определяют на основании указанного сравнения по меньшей мере одну оптическую аберрацию, которой подвергнут указанный лазерный пучок (L);
- уменьшают по меньшей мере одну оптическую аберрацию, которой подвергнут указанный лазерный пучок (L), для изменения указанной фокусной точки (F) лазерного пучка (L).
15. Способ по п. 14, в котором указанный контрольный волновой фронт является идеальным волновым фронтом, свободным от оптических аберраций, при этом указанное уменьшение включает в себя минимизацию или сведение к нулю указанной по меньшей мере одной оптической аберрации, или указанный контрольный волновой фронт является целевым волновым фронтом, на который воздействуют предварительно определенные оптические аберрации, при этом осуществляют шаг уменьшения указанных оптических аберраций таким образом, чтобы они были меньше или равны указанным предварительно определенным оптическим аберрациям.
16. Способ по п. 14 или 15, в котором шаги выполнения фазового измерения и получения реконструированного волнового фронта реализуют с помощью датчика (9) волнового фронта.
17. Способ по любому из пп. 14 или 15, дополнительно содержащий шаг выдачи сигнала ошибки, когда указанные оптические аберрации превышают заданное пороговое значение.
| DE 102017131224 A1, 27.06.2019 | |||
| US 20080100829 A1, 01.05.2008 | |||
| US 20020190040 A1, 19.12.2002 | |||
| Колокольная дробилка | 1931 |
|
SU31215A1 |
| СПОСОБ УПРАВЛЕНИЯ ЛАЗЕРНОЙ ОБРАБОТКОЙ СКАЛЬНОЙ ПОРОДЫ ПЕРЕМЕННОЙ КРЕПОСТИ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2528187C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2008 |
|
RU2383416C1 |
