Область техники, к которой относится изобретение
Изобретение относится к области производства абсорбирующих изделий, более предпочтительно – одноразовых изделий для личной гигиены, таких как пелёнки, детские подгузники-трусики, бельё для взрослых, страдающих недержанием мочи, и др., и к абсорбирующим структурам для применения в такого рода абсорбирующих изделиях. Более конкретно настоящее изобретение относится к абсорбирующей структуре, содержащей впитывающую сердцевину между верхним покровным слоем и нижним покровным слоем. Настоящее изобретение относится также к способу и устройству для получения такого абсорбирующего изделия.
Уровень техники
Одноразовые абсорбирующие изделия имеют абсорбирующую структуру для впитывания жидких выделений организма, мягкий проницаемый для жидкости верхний покровный слой, обращённый к пользователю, и непроницаемый для жидкости нижний покровный слой, обращённый к одежде. Абсорбирующая структура между ними обычно изготовляется из смеси целлюлозных волокон или другого волокнистого вещества с поглощающим полимерным материалом. Эти волокнистые вещества обычно делают указанные абсорбирующие изделия довольно ворсистыми и объёмными.
В последние годы растёт спрос на гибкие, более тонкие и лёгкие абсорбирующие структуры для решения различных проблем, связанных с производством, маркетингом, дизайном, облеганием, удобством ношения, распределением, утилизацией отходов, материальными и энергетическими затратами, затратами на транспортировку и хранение и т.п.
Наиболее распространённый способ, используемый в настоящее время для удовлетворения требований к одноразовым абсорбирующим изделиям, заключается в снижении количества целлюлозного волокна или другого несущего материала внутри абсорбирующей структуры и вокруг неё и/или в использовании более высокого количества абсорбирующих полимерных материалов. Как следствие этого, такие абсорбирующие изделия содержат меньшую долю гидрофильных целлюлозных волокон и/или более высокую долю абсорбирующих полимерных материалов. Некоторые из этих абсорбирующих изделий могут лучше удерживать жидкость, однако это не означает, что они хорошо впитывают и распределяют жидкость в процессе практического использования абсорбирующего изделия. Таким образом, из вышесказанного очевидно, что абсолютные и относительные доли волокнистого материала и абсорбирующего полимерного материала тесно связаны в плане характеристик изделия.
Для достижения хорошей впитывающей способности, распределения и удержания жидкости внутри таких абсорбирующих структур важно, как было установлено, чтобы абсорбирующий материал был иммобилизован, по меньшей мере частично. Невозможность обеспечения достаточной структурной целостности приводит к потере функциональных эксплуатационных характеристик, таких как когерентность, поглощающая способность, распределение и/или удерживающая способность, и приводит к нарушениям, связанным, но не ограничиваемым, с протечкой, высокими значениями повторного смачивания и др.
EP 2 627 294 относится к способу и устройству для получения композитной структуры, предпочтительно для применения в абсорбирующей структуре, используемой в производстве изделий для личной гигиены, таких как, например, предметы личной гигиены для женщин, детские подгузники-трусики и бельё для взрослых, страдающих недержанием мочи. Изобретение предпочтительно обеспечивает способ и устройство для нанесения и расположения материала, имеющего форму частиц, по желательному образцу на движущемся несущем слое. Способ позволяет точно сформировать рисунок из кластеров (скоплений) частиц указанного материала при высокой рабочей скорости, снижении расхода сырья и относительно низких затратах, который показывает улучшенные характеристики крепления.
WO 2012/052173 относится к способу и устройству для получения композитной структуры, предпочтительно для применения в абсорбирующей структуре, используемой в производстве изделий для личной гигиены, таких как, например, предметы личной гигиены для женщин, детские подгузники и трусики и бельё для взрослых, страдающих недержанием мочи. Способ предусматривает нанесение материала, имеющего форму частиц, по желательному образцу на движущийся несущий слой и размещение его в виде карманного рисунка. Способ позволяет точно формировать заданный рисунок из кластеров частиц указанного материала при высокой рабочей скорости с меньшим расходом сырья и относительно низкими затратами. Поскольку такой способ обеспечивает получение абсорбирующих структур, не содержащих, в основном, целлюлозы и не содержащих, в основном, клея, он считается технически, экономически и экологически безопасным.
В технике существует потребность в улучшенной, тонкой, гибкой и лёгкой абсорбирующей структуре, которая является дискретной, устойчивой и/или относительно недорогой, принимая во внимание производство, маркетинг, дизайн, облегание, комфорт, распределение, упаковку, утилизацию, материальные, энергетические и транспортные расходы при сохранении требуемой способности к впитыванию жидкости, её распределению и транспорту, когерентности и удерживающей способности. Помимо этого, существует также потребность в способе и устройстве для получения таких абсорбирующих структур при высокой рабочей скорости, низких затратах электроэнергии и сырья.
Кроме того, существует также потребность в способе и устройстве для получения
указанных абсорбирующих структур при высокой производственной скорости и низких затратах электроэнергии и сырьевых материалов.
Раскрытие изобретения
Целью вариантов осуществления изобретения является получение абсорбирующего изделия такого типа, какой описан в преамбуле, при низких производственных расходах, лёгкого и тонкого, с хорошей способностью к распределению и впитыванию жидкости.
Согласно первому аспекту изобретения предлагается абсорбирующее изделие, содержащее проницаемый для жидкости верхний покровный слой, непроницаемый для жидкости нижний покровный слой и впитывающую сердцевину между проницаемым для жидкости верхним покровным слоем и непроницаемым для жидкости нижним покровным слоем. Абсорбирующее изделие имеет первую и вторую продольные кромки и первую и вторую поперечные кромки. Впитывающая сердцевина включает верхний слой сердцевины, нижний слой сердцевины и поглощающий материал, расположенный частично между верхним слоем сердцевины и нижним слоем сердцевины. По меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины содержит по меньшей мере один крепёжный участок, который прикрепляется к другому такому же участку верхнего слоя сердцевины и нижнего слоя сердцевины с образованием по меньшей мере одной зоны крепления, и по меньшей мере один кромочный участок, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала.
Благодаря обеспечению по меньшей мере одного из верхнего слоя сердцевины и нижнего слоя сердцевины по меньшей мере одним кромочным участком, имеющим по меньшей мере один свободный край и покрывающим часть поглощающего материала, по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины не покрывает всю верхнюю и/или нижнюю поверхность поглощающего материала, что приводит к снижению количества сырья, необходимого для впитывающей сердцевины. По меньшей мере один крепёжный участок образует по меньшей мере одну зону крепления, способную к образованию канала для распределения жидкости и её впитывания при намокании. Таким образом, по меньшей мере один канал может быть создан при снижении количества материала, используемого для изготовления верхнего слоя сердцевины и/или нижнего слоя сердцевины, в результате чего производственные расходы могут снизиться при одновременном сохранении хорошего распределения жидкости и впитывающей способности. В дополнение к этому, могут уменьшиться толщина и масса абсорбирующего изделия.
Следует заметить, что либо верхний слой сердцевины, либо нижний слой сердцевины может иметь свободный край и, следовательно, уменьшенную площадь поверхности по сравнению с абсорбирующей сердцевиной предшествующего уровня техники, которая полностью обволакивает поглощающий материал, либо оба слоя – верхний слой сердцевины и нижний слой сердцевины – могут иметь свободный край.
В одном примере осуществления изобретения (см. вид сверху впитывающей сердцевины) верхний слой сердцевины имеет общую площадь поверхности S1, нижний слой сердцевины имеет общую площадь поверхности S2, впитывающая сердцевина имеет площадь поверхности S0, определяемую как площадь, покрытая поглощающим материалом, плюс площадь по меньшей мере одной зоны крепления, при этом S1 составляет менее 90 % S0 и/или S2 составляет менее 90% S0.
В одном примере осуществления S1 и/или S2 составляет менее 80% S0, предпочтительно – S1 и/или S2 составляет менее 70% S0, более предпочтительно – S1 и/или S2 составляет менее 60% S0, даже более предпочтительно – S1 и/или S2 составляет менее 50% S0, наиболее предпочтительно – S1 и/или S2 составляет менее 40% S0.
В одном примере осуществления по меньшей мере в одной зоне крепления поглощающий материал между верхним слоем сердцевины и нижним слоем сердцевины, в основном, отсутствует, предпочтительно – по меньшей мере одна зона крепления представляет собой непрерывную зону, в основном, без поглощающего материала, размещающуюся между верхним слоем сердцевины и нижним слоем сердцевины, что делает возможным формирование по меньшей мере одного канала при намокании и, следовательно, улучшение распределения жидкости во впитывающей сердцевине, обеспечивающее лучшее её поглощение.
В одном примере осуществления по меньшей мере один кромочный участок включает первую часть кромки и вторую часть кромки, расположенные на противоположных сторонах по меньшей мере одного крепёжного участка. Это обеспечивает устойчивую структурную основу для формирования канала после намокания впитывающей сердцевины и приводит к образованию трубок, которые придают впитывающей сердцевине форму чаши (ванночки).
В одном примере осуществления по меньшей мере одна зона крепления включает зону крепления, проходящую от области промежности в направлении первой и/или второй поперечной кромки впитывающей сердцевины, и/или зону крепления, проходящую в направлении от первой продольной кромки ко второй продольной кромке впитывающей сердцевины. Это позволяет жидкости лучше распределяться между областью промежности и передней и/или задней частью абсорбирующего изделия, и/или между левой и правой частями абсорбирующего изделия.
В одном примере осуществления верхний слой сердцевины и/или нижний слой сердцевины имеет, в основном, прямоугольную форму.
В одном примере осуществления верхний слой сердцевины и/или нижний слой сердцевины имеет продольный размер, который составляет по меньшей мере 20% длины впитывающей сердцевины, предпочтительно – по меньшей мере 30%, более предпочтительно – по меньшей мере 50 %, даже более предпочтительно – в основном, 100% длины впитывающей сердцевины, что делает возможным формирование более длинного канала при бóльшем продольном размере впитывающей сердцевины и улучшение распределения жидкости во впитывающей сердцевине.
В одном примере осуществления верхний слой сердцевины и/или нижний слой сердцевины имеет поперечный размер, который составляет по меньшей мере 5 % ширины впитывающей сердцевины, предпочтительно – по меньшей мере 10 %, более предпочтительно – по меньшей мере 20%, что делает возможным улучшение распределения жидкости при бóльшем поперечном размере впитывающей сердцевины.
В одном примере осуществления разница между продольным размером верхнего слоя сердцевины и/или нижнего слоя сердцевины и длиной впитывающей сердцевины составляет в пределах ± 10%, предпочтительно – они являются, в основном, одинаковыми. Это позволяет осуществить крепление между верхним слоем сердцевины и нижним слоем сердцевины с помощью первой и второй поперечных кромок впитывающей сердцевины и обеспечить устойчивую структуру впитывающей сердцевины, при этом может дополнительно снизиться расход материала.
В одном примере осуществления разница между поперечным размером верхнего слоя сердцевины и/или поперечным размером нижнего слоя сердцевины и шириной впитывающей сердцевины составляет в пределах ± 10 %, предпочтительно – они являются, в основном, одинаковыми. Это позволяет осуществить крепление между верхним слоем сердцевины и нижним слоем сердцевины с помощью первой и второй продольных кромок впитывающей сердцевины и обеспечить устойчивую структуру впитывающей сердцевины, при этом может дополнительно снизиться расход материала.
В одном примере осуществления задняя и передняя кромки верхнего слоя сердцевины скреплены соответственно с задней и передней кромками нижнего слоя сердцевины; тем самым, обеспечивается более устойчивая структура впитывающей сердцевины, наряду с дополнительным снижением расхода материала.
В одном примере осуществления абсорбирующее изделие дополнительно включает второй верхний слой сердцевины, содержащий по меньшей мере один крепёжный участок, который скрепляется с нижним слоем сердцевины с образованием по меньшей мере одной второй зоны крепления, и по меньшей мере одну вторую кромочную часть, имеющую по меньшей мере один свободный край и покрывающую часть поглощающего материала. Таким образом, второй канал может быть сформирован при снижении расхода материала на изготовление как верхнего слоя сердцевины, так и нижнего слоя сердцевины; в результате этого распределение жидкости и абсорбционная способность впитывающей сердцевины дополнительно улучшаются, при этом снижаются производственные затраты.
В одном примере осуществления абсорбирующее изделие дополнительно содержит второй верхний слой сердцевины и второй нижний слой сердцевины, причём указанный второй верхний слой сердцевины содержит по меньшей мере один второй крепёжный участок, который скрепляется со вторым нижним слоем сердцевины с образованием по меньшей мере одной второй зоны крепления, и по меньшей мере одну вторую кромочную часть, имеющую по меньшей мере один свободный край и покрывающую часть поглощающего материала. Таким образом, второй канал может быть сформирован при снижении расхода материала на изготовление как верхнего слоя сердцевины, так и нижнего слоя сердцевины; в результате этого распределение жидкости и абсорбционная способность впитывающей сердцевины дополнительно улучшаются, при этом снижаются производственные затраты.
В одном примере осуществления абсорбирующее изделие дополнительно содержит второй нижний слой сердцевины, причём указанный второй нижний слой сердцевины, содержит по меньшей мере один второй крепёжный участок, который скрепляется с верхним слоем сердцевины с образованием по меньшей мере одной второй зоны крепления, и по меньшей мере одну вторую кромочную часть, имеющую по меньшей мере один свободный край и покрывающую часть поглощающего материала. Таким образом, второй канал может быть сформирован при снижении расхода материала на изготовление нижнего слоя сердцевины.
В одном примере осуществления расстояние между верхним слоем сердцевины и вторым верхним слоем сердцевины составляет по меньшей мере 5% ширины
впитывающей сердцевины, что обусловливает достаточное снижение производственных затрат.
В одном примере осуществления расстояние между нижним слоем сердцевины и вторым нижним слоем сердцевины составляет по меньшей мере 5 % ширины
впитывающей сердцевины, что обусловливает достаточное снижение производственных затрат.
В одном примере осуществления по меньшей мере одна зона крепления включает по меньшей мере одну первую зону крепления и по меньшей мере одну вторую зону крепления, что делает возможным образование по меньшей мере двух каналов с использованием по меньшей мере одного из верхнего слоя сердцевины и нижнего слоя сердцевины. Таким образом, количество жидкости, которое может умеренно удерживаться, увеличивается дополнительно. К тому же, поскольку общая площадь крепления соответственно увеличивается, то жидкость может более равномерно распределяться по всей впитывающей сердцевине.
В одном примере осуществления указанные по меньшей мере одна первая и вторая зоны крепления проходят рядом друг с другом от области промежности в направлении первой и/или второй поперечной кромки, что обеспечивает лучшее распределение жидкости между областью промежности и передней и/или задней частью абсорбирующего изделия.
В одном примере осуществления указанные по меньшей мере одна первая и вторая зоны крепления соединены по меньшей мере одной полупостоянной зоной крепления, предпочтительно проходящей в поперечном, в основном, направлении, так что жидкость может протекать в поперечном направлении через поглощающий материал впитывающей сердцевины.
В одном примере осуществления абсорбирующее изделие дополнительно содержит адгезив между впитывающей сердцевиной и проницаемым для жидкости верхним
покровным слоем.
В одном примере осуществления абсорбирующее изделие дополнительно содержит принимающий и распределяющий слой (ADL), расположенный между впитывающей сердцевиной и проницаемым для жидкости верхним покровным слоем изделия. Он служит для замедления потока, с тем чтобы у жидкости было достаточно времени для впитывания и равномерного распределения во впитывающей сердцевине.
В одном примере осуществления абсорбирующее изделие содержит адгезив между впитывающей сердцевиной и ADL и/или абсорбирующее изделие содержит адгезив между ADL и проницаемым для жидкости верхним покровным слоем.
В одном примере осуществления по меньшей мере одна зона крепления имеет центральную линию, предпочтительно – центральная линия является прямой линией или кривой либо ломаной линией (полилинией).
В одном примере осуществления по меньшей мере одна зона крепления содержит множество зон крепления, которые, в основном, не содержат поглощающего материала между верхним слоем сердцевины и нижним слоем сердцевины, при этом поглощающий материал присутствует в промежутках между зонами крепления указанного множества между верхним слоем сердцевины и нижним слоем сердцевины.
В одном примере осуществления контур общей зоны крепления или каждой зоны крепления примыкает к поглощающему материалу.
В одном примере осуществления длина каждой зоны крепления составляет более 10 % длины впитывающей сердцевины, более предпочтительно – более 30 %, даже более предпочтительно – более 50 %, что обеспечивает лучшее распределение жидкости по всей площади впитывающей сердцевины.
В одном примере осуществления указанная по меньшей мере одна зона крепления включает по меньшей мере одну постоянную зону крепления, которая остаётся прикреплённой при намокании, что позволяет каналу распределять жидкость во время последующих жидких выделений.
В одном примере осуществления изобретения поглощающий материал содержит распушённую целлюлозную массу и/или частицы суперабсорбента.
В соответствии со вторым аспектом изобретения предлагается способ изготовления абсорбирующего изделия. Способ включает
- изготовление абсорбирующего изделия путём обеспечения верхнего слоя сердцевины и заднего слоя сердцевины и размещения поглощающего материала частично между верхним слоем сердцевины и задним слоем сердцевины. Верхний слой сердцевины прикрепляется к нижнему слою сердцевины с образованием по меньшей мере одной зоны крепления, и прикрепление это осуществляется таким образом, что по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины содержит по меньшей мере один кромочный участок, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала; и
- размещение впитывающей сердцевины между проницаемым для жидкости верхним покровным слоем и непроницаемым для жидкости нижним покровным слоем изделия.
Благодаря тому, что прикрепление верхнего слоя сердцевины к нижнему слою сердцевины осуществляется таким образом, что по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины содержит по меньшей мере один кромочный участок, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала, по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины не покрывает полностью всю верхнюю и/или нижнюю поверхность поглощающего материала, а может располагаться только там, где сформировался по меньшей мере один крепёжный участок, для создания канала для распределения жидкости и её впитывания при намокании. Таким образом, по меньшей мере один канал может быть создан при снижении количества материала, используемого для изготовления верхнего слоя сердцевины и/или нижнего слоя сердцевины, в результате чего могут сократиться и производственные затраты при одновременном сохранении хорошего распределения жидкости и абсорбционной способности. В дополнение к этому могут уменьшиться толщина и масса абсорбирующего изделия.
В одном примере осуществления верхний слой сердцевины и нижний слой сердцевины непрерывно подаются в направлении движения в виде полотна материала для верхнего слоя сердцевины и полотна материала для нижнего слоя сердцевины, которое имеет первую ширину и вторую ширину, соответственно, если смотреть в направлении, перпендикулярном к направлению движения; при этом поглощающий материал расположен таким образом, что, если смотреть в направлении, перпендикулярном к направлению движения, то расстояние между внешними границами поглощающего материала составляет w0, причём это расстояние w0 больше, чем первая и/или вторая ширина, предпочтительно – больше по меньшей мере на 10%, более предпочтительно – больше по меньшей мере на 20%, даже более предпочтительно – больше по меньшей мере на 40%.
В одном примере осуществления по меньшей мере в одной зоне крепления поглощающий материал между верхним слоем сердцевины и нижним слоем сердцевины, в основном, отсутствует, предпочтительно – по меньшей мере одна зона крепления представляет собой непрерывную зону, в которой, в основном, не предусмотрен поглощающий материал между верхним слоем сердцевины и нижним слоем сердцевины, что делает возможным лучшее распределение жидкости по всему каналу впитывающей сердцевины, обеспечивающее лучшее её поглощение.
В одном примере осуществления по меньшей мере один кромочный участок включает первый кромочный участок и второй кромочный участок, расположенные на противоположных сторонах по меньшей мере одного крепёжного участка. Это обеспечивает устойчивую структурную основу для формирования канала после намокания впитывающей сердцевины и приводит к образованию трубок, которые придают впитывающей сердцевине форму чаши.
В одном примере осуществления прикрепление выполнено таким образом, что по меньшей мере один кромочный участок включает первый кромочный участок и второй кромочный участок, расположенные на противоположных сторонах по меньшей мере одного крепёжного участка. Это обеспечивает устойчивую структурную основу для формирования канала после намокания впитывающей сердцевины и приводит к образованию трубок, которые придают впитывающей сердцевине форму чаши.
В одном примере осуществления задняя и передняя кромки верхнего слоя сердцевины скреплены соответственно с задней и передней кромками нижнего слоя сердцевины, что обеспечивает более устойчивую структуру впитывающей сердцевины при одновременном снижении расхода используемого материала.
В одном примере осуществления способ включает также обеспечение второго верхнего слоя сердцевины и размещение поглощающего материала частично между вторым верхним слоем сердцевины и нижним слоем сердцевины; при этом второй верхний слой сердцевины прикрепляется к нижнему слою сердцевины с образованием по меньшей мере одной второй зоны крепления, и прикрепление осуществляется таким образом, что второй верхний слой сердцевины содержит по меньшей мере один второй кромочный участок, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала. Таким образом, второй канал может быть сформирован при снижении количества материала для изготовления верхнего слоя сердцевины, в результате чего дополнительно улучшаются распределение жидкости и абсорбционная способность впитывающей сердцевины наряду со снижением производственных затрат.
В одном примере осуществления способ также включает обеспечение второго верхнего слоя сердцевины и второго нижнего слоя сердцевины и размещение поглощающего материала между вторым верхним слоем сердцевины и вторым нижним слоем сердцевины; при этом второй верхний слой сердцевины прикрепляется ко второму нижнему слою сердцевины с образованием по меньшей мере одной второй зоны крепления, и прикрепление осуществляется таким образом, что второй верхний слой сердцевины содержит по меньшей мере один второй кромочный участок, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала. Таким образом, второй канал может быть сформирован при сниженном количестве материала на изготовление как верхнего слоя сердцевины, так и нижнего слоя сердцевины, в результате чего дополнительно улучшаются распределение жидкости и абсорбционная способность впитывающей сердцевины, наряду со снижением производственных затрат.
В одном примере осуществления способ также включает обеспечение второго нижнего слоя сердцевины и размещение поглощающего материала частично между верхним слоем сердцевины и вторым нижним слоем сердцевины; при этом верхний слой сердцевины прикрепляется ко второму нижнему слою сердцевины с образованием по меньшей мере одной второй зоны крепления, и прикрепление осуществляется таким образом, что второй нижний слой сердцевины содержит по меньшей мере один второй кромочный участок, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала. Таким образом, второй канал может быть сформирован при сниженном количестве материала на изготовление нижнего слоя сердцевины, в результате чего дополнительно улучшаются распределение жидкости и абсорбционная способность впитывающей сердцевины, наряду со снижением производственных затрат.
В одном примере осуществления обеспечение таково, что расстояние d1 между верхним слоем сердцевины и вторым верхним слоем сердцевины составляет по меньшей мере 5% ширины впитывающей сердцевины, что обусловливает достаточное снижение производственных затрат.
В одном примере осуществления обеспечение таково, что расстояние d2 между нижним слоем сердцевины и вторым нижним слоем сердцевины составляет по меньшей мере 5 % ширины впитывающей сердцевины, что обусловливает достаточное снижение производственных затрат.
В одном примере осуществления прикрепление осуществляется таким образом, что по меньшей мере одна зона крепления включает по меньшей мере одну первую зону крепления и по меньшей мере одну вторую зону крепления, что делает возможным создание по меньшей мере двух каналов с использованием по меньшей мере одного из верхнего слоя сердцевины и нижнего слоя сердцевины. При таком способе количество жидкости, которое может умеренно удерживаться, также увеличивается. К тому же, поскольку общая площадь крепления соответственно увеличивается, жидкость может более равномерно распределяться по всей впитывающей сердцевине.
В одном примере осуществления прикрепление осуществляется таким образом, что по меньшей мере одна из первой зоны крепления и одна из второй зоны крепления проходят рядом друг с другом от области промежности в направлении первой и/или второй поперечной кромки, что обеспечивает лучшее распределение жидкости между областью промежности и передней и/или задней частью абсорбирующего изделия.
В одном примере осуществления прикрепление осуществляется таким образом, что по меньшей мере одна из первой и второй зон крепления соединяется через по меньшей мере одну полупостоянную зону крепления, предпочтительно проходящую, в основном, в поперечном направлении, так что жидкость может протекать в поперечном направлении через поглощающий материал впитывающей сердцевины.
В одном примере осуществления адгезив наносится между впитывающей сердцевиной и проницаемым для жидкости верхним покровным слоем изделия.
В одном примере осуществления принимающий и распределяющий слой (ADL) включён между впитывающей сердцевиной и проницаемым для жидкости верхним покровным слоем изделия. Он служит для замедления потока, с тем чтобы достигалось адекватное время для поглощения жидкости и равномерного распределения её во впитывающей сердцевине.
В одном примере осуществления адгезив наносится между впитывающей сердцевиной и ADL и/или между ADL и проницаемым для жидкости верхним покровным слоем изделия.
В одном примере осуществления прикрепление осуществляется таким образом, что длина общей или каждой зоны крепления составляет более 10% длины впитывающей сердцевины, более предпочтительно – более 30%, даже более предпочтительно – более 40%, что обеспечивает лучшее распределение жидкости по большой поверхности впитывающей сердцевины.
В одном примере осуществления прикрепление осуществляется таким образом, что по меньшей мере одна зона крепления включает по меньшей мере одну постоянную зону крепления, которая остаётся прикреплённой при намокании, что позволяет каналу распределять жидкость во время последующих жидких выделений.
В одном примере осуществления поглощающий материал содержит распушённую целлюлозную массу и/или частицы суперабсорбента.
Согласно третьему аспекту изобретения предлагается абсорбирующее изделие, включающее проницаемый для жидкости верхний покровный слой, непроницаемый для жидкости нижний покровный слой и впитывающую сердцевину, расположенную между проницаемым для жидкости верхним покровным слоем и непроницаемым для жидкости нижним покровным слоем. Абсорбирующее изделие имеет первую и вторую продольные кромки и первую и вторую поперечные кромки. Впитывающая сердцевина содержит верхний слой сердцевины, нижний слой сердцевины и слой поглощающего материала, расположенного частично между верхним слоем сердцевины и нижним слоем сердцевины, при этом верхний слой сердцевины и нижний слой сердцевины не полностью обёртывают поглощающий материал. Предпочтительно по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины содержит по меньшей мере один крепёжный участок, который скреплён с другим таким же участком верхнего слоя сердцевины и нижнего слоя сердцевины с образованием по меньшей мере одной зоны крепления, и по меньшей мере два кромочных участка, покрывающих часть слоя поглощающего материала на одной из сторон по меньшей мере одной зоны крепления. Кромочные участки могут иметь свободный край, но они могут также иметь одну или более (либо все) кромок, прикреплённых к другой такой же кромке верхнего слоя сердцевины и нижнего слоя сердцевины.
Благодаря обеспечению по меньшей мере одного из верхнего слоя сердцевины и нижнего слоя сердцевины, покрывающего только часть слоя поглощающего материала, по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины не покрывает всю верхнюю и/или нижнюю поверхность поглощающего материала, что обусловливает снижение количества сырья, необходимого для впитывающей сердцевины. По меньшей мере один крепёжный участок образует по меньшей мере одну зону крепления, способную к созданию канала для распределения и поглощения жидкости при намокании. Таким образом, по меньшей мере один канал может быть создан при снижении количества материала, используемого для изготовления верхнего слоя сердцевины и/или нижнего слоя сердцевины, в результате чего производственные затраты могут уменьшиться при одновременном сохранении хорошего распределения жидкости и абсорбционной способности. В дополнение к этому, могут уменьшиться толщина и масса абсорбирующего изделия.
Следует заметить, что либо верхний слой сердцевины, либо нижний слой сердцевины может иметь свободный край и, следовательно, уменьшенную площадь поверхности по сравнению с впитывающей сердцевиной предшествующего уровня техники, которая полностью обёртывает поглощающий материал, либо оба слоя – верхний слой сердцевины и нижний слой сердцевины – могут иметь свободный край. Однако возможен также вариант, в котором по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины может быть обеспечен кромочным участком, имеющим один край, примыкающий к крепёжному участку, и противоположный край, соединённый с другим таким же краем верхнего слоя сердцевины и нижнего слоя сердцевины. Этот противоположный край затем может быть покрыт поглощающим материалом.
Предпочтительно (см. вид сверху впитывающей сердцевины) верхний слой сердцевины имеет общую площадь поверхности S1, нижний слой сердцевины имеет общую площадь поверхности S2, впитывающая сердцевина имеет площадь поверхности S0, определяемую как площадь, покрытая поглощающим материалом, плюс площадь по меньшей мере одной зоны крепления, при этом S1 составляет менее 90% S0 и/или S2 составляет менее 90 % S0. S1 и/или S2 могут составлять менее 80% S0, предпочтительно – S1 и/или S2 могут составлять менее 70% S0, более предпочтительно – S1 и/или S2 составлять менее 60% S0, даже более предпочтительно – S1 и/или S2 составлять менее 50% S0, наиболее предпочтительно – S1 и/или S2 составлять менее 40% S0.
Предпочтительно по меньшей мере на одном крепёжном участке поглощающий материал, в основном, не присутствует между верхним слоем сердцевины и нижним слоем сердцевины.
В одном примере осуществления изобретения по меньшей мере один кромочный участок включает первый кромочный участок и второй кромочный участок, расположенные на противоположных сторонах по меньшей мере одного крепёжного участка. Оба – первый и второй кромочные участки – могут иметь свободный край и/или связанный край, как описано выше.
Предпочтительные отличительные признаки, изложенные выше для абсорбирующего изделия первого аспекта, могут быть также включены в абсорбирующее изделие третьего аспекта.
В соответствии с четвёртым аспектом изобретения предлагается способ
изготовления абсорбирующего изделия. Способ включает
– изготовление впитывающей сердцевины путём обеспечения верхнего слоя сердцевины и нижнего слоя сердцевины и размещения поглощающего материала частично между верхним слоем сердцевины и нижним слоем сердцевины. Верхний слой сердцевины прикрепляется к нижнему слою сердцевины с образованием по меньшей мере одной зоны крепления, а размещение поглощающего материала выполнено таким образом, что по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины покрывает часть поглощающего материала; и
- введение впитывающей сердцевины между проницаемым для жидкости верхним покровным слоем и непроницаемым для жидкости нижним покровным слоем изделия.
За счёт размещения поглощающего материала таким образом, что по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины покрывает только часть поглощающего материала, достигается то, что по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины не покрывает всю верхнюю и/или нижнюю поверхность поглощающего материала, и это может обеспечиваться локально там, где сформирован по меньшей мере один крепёжный участок, с целью создания канала для распределения и поглощения жидкости при намокании. Таким образом, по меньшей мере один канал может быть создан при снижении количества материала, используемого для изготовления верхнего слоя сердцевины и/или нижнего слоя сердцевины, и в результате этого могут снизиться и производственные затраты при одновременном сохранении хорошего распределения жидкости и её поглощения.
В одном примере осуществления изобретения верхний слой сердцевины и нижний слой сердцевины подаются непрерывно в направлении движения в виде полотна верхнего слоя сердцевины и полотна нижнего слоя сердцевины, имеющего соответственно первую ширину и вторую ширину, если смотреть в направлении, перпендикулярном к направлению движения, при этом поглощающий материал размещается таким образом, что, если смотреть в направлении, перпендикулярном к направлению движения, расстояние между внешними границами поглощающего материала составляет w0, причём расстояние w0 больше, чем первая и/или вторая ширина, предпочтительно – больше по меньшей мере на 10%, более предпочтительно – больше по меньшей мере на 20%, даже более предпочтительно – больше по меньшей мере на 40%.
В одном примере осуществления по меньшей мере в одной зоне крепления поглощающий материал, в основном, отсутствует между верхним слоем сердцевины и нижним слоем сердцевины, предпочтительно – по меньшей мере одна зона крепления является постоянной зоной, в основном, без поглощающего материала между верхним слоем сердцевины и нижним слоем сердцевины, что обеспечивает лучшее распределение жидкости по всему каналу впитывающей сердцевины, делая возможным улучшение абсорбции жидкости.
В одном примере осуществления прикрепление осуществляется таким образом, что образуется по меньшей мере один кромочный участок, предпочтительно первый кромочный участок и второй кромочный участок, расположенные на противоположных сторонах по меньшей мере одного крепёжного участка. Это обеспечивает устойчивую структурную основу для формирования канала после намокания впитывающей сердцевины и приводит к образованию трубок, которые придают впитывающей сердцевине форму чаши. Первый и/или второй кромочный участок может иметь свободный или связанный край, как описано выше для абсорбирующего изделия.
Предпочтительные особенности, изложенные выше для способа третьего аспекта, также могут быть отнесены к способу согласно четвёртому аспекту.
Краткое описание фигур
Прилагаемые чертежи используются для иллюстрации представленных здесь предпочтительных, не ограничивающих объёма изобретения, вариантов осуществления устройства по настоящему изобретению. Вышеупомянутые и другие преимущества отличительных признаков и целей изобретения станут более очевидными, и изобретение будет легче понять из нижеследующего подробного описания при чтении его вкупе с прилагаемыми чертежами, на которых:
на фиг. 1A схематически показано поперечное сечение детского подгузника в одном из вариантов его воплощения;
на фиг. 1B представлен вид сверху детского подгузника с фиг. 1A;
на фиг. 2A схематически показано поперечное сечение детского подгузника в одном варианте его воплощения;
на фиг. 2B представлен вид сверху детского подгузника с фиг. 2A;
на фиг. 3A схематически показано поперечное сечение детского подгузника в одном варианте его воплощения;
на фиг. 3B представлен вид сверху детского подгузника с фиг. 3A;
на фиг. 4A схематически показано поперечное сечение детского подгузника в одном варианте его воплощения;
на фиг. 4B представлен вид сверху детского подгузника с фиг. 4A;
фиг. 5A, 5B, 6A, 6B, 6C, 6D, 7, 8, 9A, 9B, 9C, 9D, 10, 11, 12, 13A, 13B показывают варианты воплощения впитывающей сердцевины, содержащей зоны разной планировки;
на фиг. 14 схематически показано поперечное сечение детского подгузника в одном варианте его воплощения;
на фиг. 15A и 15B схематически представлен один из вариантов осуществления способа и устройства для изготовления абсорбирующего изделия;
на фиг. 16A, 16B, 16C схематически представлены варианты осуществления способа изготовления абсорбирующего изделия;
на фиг.17A схематически показано поперечное сечение детского подгузника в другом варианте его воплощения;
на фиг. 17B представлен вид сверху детского подгузника с фиг. 17A;
Осуществление изобретения
В контексте изобретения следующие термины имеют следующее значение:
Артикли "a", "an" и "the" в контексте настоящего описания относятся как к единственному, так и к множественному числу, если контекст чётко не диктует иное. Например, "краевой барьер" относится к одному или более краевых барьеров.
"Примерно", относящееся в контексте настоящего описания к измеряемой величине, такой как параметр, количество, временная продолжительность и т.п., означает диапазон варьирования ± 20 % или менее, предпочтительно – ± 10 % или менее, более предпочтительно – ± 5 % или менее, даже более предпочтительно – ± 1 %, либо варьирование уместно показать и в раскрываемом изобретении. Однако следует понимать, что и сама величина, к которой относится модификатор "примерно", также конкретно указывается.
"Абсорбирующее изделие", "абсорбирующее бельё", "абсорбирующий продукт" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к приспособлениям, которые поглощают и удерживают жидкие выделения организма; более конкретно они относятся к приспособлениям, которые размещаются против или в непосредственной близости к телу пользователя для поглощения и удерживания различных жидкостей, выделяемых из организма. Абсорбирующие изделия включают (но не ограничиваются только перечисленным) женское гигиеническое бельё, детские подгузники и трусики, бельё для взрослых, страдающих недержанием, различные держатели для подгузников и трусиков, вкладыши, полотенца, впитывающие вставки и т.п.
"Впитывающая сердцевина" в контексте настоящего описания относится к трёхмерной части абсорбирующей структуры, содержащей поглощающий жидкость материал, пригодный для постоянного впитывания и/или удерживания жидких выделений
организма.
"Абсорбирующий компонент" в контексте настоящего описания относится к структурному компоненту абсорбирующего изделия, например, к части впитывающей сердцевины, такой как одна из множества частей в многокомпонентной впитывающей сердцевине.
"Абсорбирующий элемент" в контексте настоящего описания относится к части функционального компонента абсорбирующей структуры, например, к принимающему слою, дисперсионному слою, сердцевинному слою или разделительной структуре, образованной материалом или материалами с особыми характеристиками в плане регулирования жидкости, пригодными для специфической функции.
"Абсорбирующий волокнистый полимерный материал" в контексте настоящего описания относится к абсорбирующему полимерному материалу, который имеет нитевидную структуру, состоящую из таких элементов, как волокна, нити и т.п., так что он менее подвижен в сухом состоянии, чем частицы.
"Впитывающий вкладыш" в контексте настоящего описания относится к приспособлению, адаптированному для введения в "Абсорбирующий слой"; в контексте настоящего описания относится к термину, обозначающему дискретный, идентифицируемый как элемент абсорбирующего изделия в виде листа или полотна, который может оставаться откреплённым и относительно подвижным по отношению к другому такому же элементу либо может быть прикреплённым или соединённым таким образом, что он может оставаться постоянно связанным с другим таким же элементом. Каждый абсорбирующий слой может сам включать ламинат или комбинацию нескольких слоёв, листов и/или полотен одинакового или разного состава.
"Абсорбирующий полимерный материал", "абсорбирующий гелеобразующий материал" (AGM), "суперабсорбент", "суперабсорбирующий материал", "суперабсорбирующий полимер" (SAP) и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к любым подходящим частицам (например, в виде хлопьев, макрочастиц, гранул или порошка) либо к волокнистым сшитым полимерным материалам, которые способны поглощать количество водного 0,9%-го солевого раствора, превосходящее их массу по меньшей мере в 5 раз, предпочтительно – по меньшей мере примерно в 10 раз или более, как показали результаты теста на определение способности указанных материалов задерживать жидкость после центрифугирования (EDANA 441.2-01).
"Область абсорбирующего полимерного материала" в контексте настоящего описания относится к области абсорбирующей структуры, в которой соседние слои разделены множеством слоёв абсорбирующего полимерного материала. Случайные участки контакта между этими соседними слоями внутри области абсорбирующего полимерного материала в виде макрочастиц могут быть преднамеренными (например, области связывания) или непреднамеренными (например, производственные артефакты).
"Абсорбирующий полимерный материал в виде частиц" в контексте настоящего описания относится к абсорбирующему полимерному материалу, который имеет форму частиц, таких как порошки, гранулы, хлопья и т.п., так что в сухом состоянии он является сыпучим.
"Абсорбция" в контексте настоящего описания относится к процессу поглощения жидкости материалом.
"Скорость абсорбции" в контексте настоящего описания относится к скорости абсорбции жидкости, т.е. количеству жидкости, которое поглощается в единицу времени обычно абсорбирующим компонентом, элементом и/или поглощающим слоем абсорбирующего изделия, структуры и/или сердцевины.
"Принимающий слой", "принимающая область", "принимающая поверхность" или "принимающий материал" и т.п. в контексте настоящего описания относится к слою, покрывающему впитывающую сердцевину и обладающему способностью к более
быстрому впитыванию жидкости и/или её распределению.
"Поглотительная способность" – это способность материала поглощать жидкости различными путями, включающими капиллярное, осмотическое действие, действие растворителей, химическое и/или другое действие.
"Бельё для взрослых, страдающих недержанием," в контексте настоящего описания относится к абсорбирующим изделиям, предназначенным для ношения взрослыми, страдающими недержанием, с целью поглощения и удерживания жидких выделений организма.
"Адгезия" в контексте настоящего описания относится к силе, которая удерживает различные материалы вместе на границе раздела.
"Адгезив" в контексте настоящего описания относится к материалу, который может быть или не может быть текучим в растворе или при нагревании, который используется для связывания материалов вместе.
"Адсорбция" в контексте настоящего описания относится к процессу поглощения жидкости поверхностью материала.
"Укладка воздухом" в контексте настоящего описания относится к формированию полотна путём диспергирования волокон или частиц в потоке воздуха и осаждения их из потока воздуха на движущийся экран под действием давления и/или вакуума; полотно из волокон получают укладкой воздухом; такое полотно обозначают термином "уложенное воздухом"; уложенное воздухом полотно, скрепляемое одним или более методами для обеспечения целостности ткани, в контексте описания относится к "уложенному воздухом нетканому материалу".
"Кажущаяся плотность", "плотность" в контексте настоящего описания относится к базовой массе образца, делённой на толщину, с соответствующими преобразованиями единиц измерения. Кажущаяся плотность в контексте описания выражается в г/см3.
"Прикреплять", "прикреплённый" и "прикрепление" в контексте настоящего
описания являются синонимами эквивалентных им терминов "скреплять", "закреплять", "защитить", "связывать", "присоединять" и "связать".
"Детский подгузник" в контексте настоящего описания относится к абсорбирующим изделиям, предназначенным для ношения детьми, в целях впитывания и удерживания жидких выделений организма, которые пользователь натягивает между ног и закрепляет на талии носящего это изделие.
"Детские трусики" в контексте настоящего описания относится к абсорбирующим изделиям, реализуемым для использования при переходе детей от подгузников к нательному белью, предназначенному для покрытия нижней части туловища ребёнка, с тем чтобы впитывать и удерживать выделения организма; при этом указанное изделие в большинстве случаев имеет конфигурацию, подобную трусикам, и изготовляется с завершённой облегающей талию частью, избавляя, тем самым, пользователя от необходимости закрепления изделия на талии.
"Область спины" в контексте настоящего описания относится к части абсорбирующего изделия или к той его части, которая предназначена для размещения непосредственно на спине пользователя.
"Подклад" в контексте настоящего описания относится к полотну или другому материалу, которые поддерживают или укрепляют обратную сторону изделия.
''Базовая масса" – это масса на единицу площади образца, выраженная в граммах на квадратный метр (г/м2).
"Жидкие выделения организма", "жидкие выделения организма", "жидкости, выделяемые из организма", "жидкости организма", "выделения из организма", "жидкое выделение(я)", "жидкость(и)", "жидкое выделение(я) и жидкость(и)" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся, но не ограничиваются, к моче, крови, вагинальным выделениям, грудному молоку, поту и фекальным массам.
"Связующее", "адгезив", "клей", "смолы", "пластики" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к веществам обычно в твёрдой форме (например, порошок, плёнка, волокно) или в виде пены либо в жидкой форме (например, эмульсия, дисперсия, раствор), которые используются, например, путём пропитки, распыления, печати, нанесения пены и т.п. для скрепления или связывания функциональных и/или структурных компонентов, элементов и материалов, например, включая адгезивы, чувствительные к нагреву и/или давлению, расплавы, активируемые нагревом адгезивы, термопластичные материалы, химически активированные адгезивы/растворители, отверждаемые материалы и др.
"Прочность сцепления" в контексте настоящего описания относится к степени адгезии между склеиваемыми поверхностями. Это мера напряжения, требуемого для отделения слоя материала от основы, к которой он был приклеен.
"Капиллярное действие", "капиллярность" или "капиллярное движение" и т.п. в контексте настоящего описания относятся к явлениям просачивания жидкости через пористые среды.
"Опорная часть" в контексте настоящего описания относится к формообразующей опорной части абсорбирующего изделия, на которой строится или на которую накладывается остальная часть структуры изделия, например, в случае подгузника это структурные элементы, которые придают подгузнику форму шортов или трусов при приспосабливании его для ношения, такие как нижний покровный слой, верхний покровный слой или комбинация верхнего покровного слоя и нижнего покровного слоя.
"Целлюлозные волокна" в контексте настоящего описания относятся к натуральным волокнам на основе целлюлозы, таким как, например, хлопок, лён и др.; волокна древесной массы являются одним из примеров целлюлозных волокон; искусственные волокна, получаемые из целлюлозы, такие как регенерированная целлюлоза (ткань rayon = вискоза) или частично либо полностью ацетилированные производные целлюлозы (например, ацетат или триацетат целлюлозы) также считаются целлюлозными волокнами.
"Кластер" или т.п. в контексте настоящего описания относится к агломератам частиц и/или волокон.
"Химически усиленные волокна", "химически модифицированные волокна",
"химически сшитые волокна", "извитые волокна" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к любым волокнам, которым обработаны химическими средствами для повышения жёсткости волокон как в сухих, так и влажных условиях, например, путём добавления химических агентов жёсткости (например, путём нанесения покрытия, пропитки и т.п.), изменяющих химическую структуру самих волокон (например, сшивкой полимерных цепей и др.) и т.п.
"Когезия" в контексте настоящего описания относится к сопротивлению одинаковых материалов разделению их друг с другом.
"Отсеки" в контексте настоящего описания относятся к камерам, полостям, карманам и др.
"Составлять, состоять из", "составляющий" и "составляет, состоит из" и "состоящий из" в контексте настоящего описания являются синонимами "включать", "включающий", "включает" или "содержать", "содержащий", "содержит" и представляют собой инклюзивные или неограничивающие термины, которые определяют присутствие того, что следует, например, компонента, и не исключают или не устраняют наличие дополнительных, не указанных в перечне компонентов, признаков, элементов, деталей, стадий, известных или раскрываемых в уровне техники.
"Покровный материал" в контексте настоящего описания относится к лёгкому нетканому материалу, используемому для вмещения и покрывания нижележащего материала впитывающей сердцевины; примерами являются лицевой слой или материалы, которые покрывают впитывающую сердцевину женских гигиенических предметов одежды, детских подгузников и трусиков и предметы одежды для взрослых, страдающих недержанием.
"Область промежности" абсорбирующего изделия в контексте настоящего описания относится примерно к 50 % общей длины абсорбирующего изделия (т.е. в y-размере), в котором точка промежности располагается в продольном центре области промежности. То есть область промежности определяется начальным размещением точки промежности абсорбирующего изделия с последующим измерением спереди и сзади расстояния в 25 % общей длины абсорбирующего изделия.
"Поперечное направление (CD)", "поперечный" или "поперечный" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к направлению, ортогональному к продольному направлению и включает направления в пределах ± 45° к поперечному направлению.
"Отверждение" в контексте настоящего описания относится к процессу, с помощью которого смолы, связующие или пластики наносятся в или на ткани, обычно нагревом для закрепления их на месте; отверждение может осуществляться путём удаления растворителя или путём поперечной сшивки, с тем чтобы сделать их растворимыми.
"Подгузник", "традиционный подгузник", "подобный подгузнику", "бельё, подобное подгузнику," и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к одноразовым абсорбирующим изделиям, которые в типичных случаях включают переднюю поясную часть и заднюю поясную часть, при этом при использовании эти части могут соединяться с возможностью разъединения вокруг бёдер пользователя с помощью традиционных застёжек, таких как застёжки-липучки или застёжки типа крючок-петля. При использовании изделие располагают между ногами пользователя и с помощью застёжек прикрепляют (с возможностью открепления) заднюю поясную часть к передней поясной части подгузника, закрепляя, тем самым, подгузник вокруг талии пользователя. Передняя поясная часть и задняя поясная часть соединяются с помощью относительно нерастяжимых или растяжимых элементов (термин "растяжимый" в контексте описания относится к материалам, которые растягиваются при приложении усилия к материалам и оказывают некоторое сопротивление растяжению). Следовательно, такие изделия в большинстве случаев не изменяют свою конфигурацию при натягивании на бёдра или стягивании с бёдер пользователем в процессе прикрепления застёжками.
"Дисперсионный слой", "дисперсионная область", "дисперсионная поверхность" или "дисперсионный материал" и т.п. в контексте настоящего описания относятся к слою, покрывающему впитывающую сердцевину, обладающему более быстрой способностью к поглощению жидкости и диспергирующей способностью.
"Одноразовый" в контексте настоящего описания употребляется для описания изделий, которые в большинстве случаев не предназначены для стирки или какого-то иного восстановления либо повторного использования (т.е. они предназначены для утилизации после разового использования и предпочтительно для переработки, компостирования или утилизации иным образом с применением экологически безопасного способа).
"Сухое холстоформирование" в контексте настоящего описания относится к способу формирования нетканого полотна из сухого волокна; эти термины применимы к получению кардочёсаных полотен, а также к получению полотен со случайным расположением волокон методом сухого холстоформирования; полотно из волокон, полученное методом сухого холстоформирования, в контексте описания называется "полотно, полученное сухим холстоформированием"; полотно сухого холстоформирования, скреплённое для обеспечения целостности изделия одним или более методов, в контексте описания относится к "полученному сухим холстоформированием нетканому материалу".
"Прочность в сухом состоянии" в контексте настоящего описания относится к прочности соединения, определяемой в условиях сухого состояния сразу после сушки при конкретных условиях либо после периода кондиционирования в стандартной лабораторной атмосфере.
"Практически не содержащий целлюлозы" или "незначительное содержание целлюлозных волокон или они вообще отсутствуют" в контексте настоящего описания относится к абсорбирующему изделию, структуре, компоненту и/или элементу сердцевины, содержащему менее 20 мас.% целлюлозных волокон, менее 10 мас.% целлюлозных волокон, менее 5 мас.% целлюлозных волокон, целлюлозные волокна полностью отсутствуют или содержатся в незначительном количестве, которое существенно не влияет на их тонкость, гибкость или поглощающую способность.
"Практически без распушённой целлюлозы" или "от малого количества распушённой целлюлозы до полного отсутствия распушённой массы" в контексте настоящего описания относится к абсорбирующему изделию, структуре, компоненту и/или элементу сердцевины, содержащему менее 20 мас.% распушённой массы, менее 10 мас.% распушённой массы, менее 5 мас.% распушённой массы, распушённая масса полностью отсутствует или распушённая масса содержится в незначительном количестве, которое существенно не влияет на её тонкость, гибкость или поглощающую способность.
"Ткань" в контексте настоящего описания относится к листовой структуре из волокон, нитей и/или пряжи.
"Женские гигиенические предметы одежды" в контексте настоящего описания относится к абсорбирующим гигиеническим изделиям, предназначенным для ношения женщинами в целях впитывания и удерживания жидких выделений организма.
"Волокно" в контексте настоящего описания относится к базовой нитевидной структуре, из которой изготовляются нетканые материалы, пряжа и текстиль. Оно отличается от частицы тем, что имеет длину, которая по меньшей мере в 4 раза больше его ширины; "Натуральные волокна" бывают либо животного (шерсть, шёлк), растительного (хлопок, лён, джут) или минерального (асбест) происхождения, в то время как "искусственные волокна" могут представлять собой либо полимеры, синтезированные из химических соединений (полиэстер, полипропилен, нейлон, акрил и др.), либо модифицированные природные полимеры (вискоза, ацетат), либо минеральные (стекло). Термины "волокно" и "нить" употребляются взаимозаменяемо.
"Распушённая масса" или "распушённая масса" в контексте настоящего описания относится к древесной массе, специально подготовленной для сухой укладки. Волокна могут быть или натуральными, или синтетическими либо комбинацией перечисленного.
"Передняя область" в контексте настоящего описания относится к участку абсорбирующего изделия или его части, которая предназначена для размещения непосредственно на передней части туловища пользователя.
"Слой, обращённый к одежде," в контексте настоящего описания относится к элементам опорной структуры, которые образуют наружную поверхность абсорбирующего изделия, таким как нижний покровный слой, боковые панели, застёжки на талии и т.п., если таковые элементы присутствуют.
"Термоактивируемый адгезив" в контексте настоящего описания относится к сухому адгезиву, который становится липким или жидким при приложении теплоты или теплоты и давления к комплекту.
"Термосвариваемый адгезив" в контексте настоящего описания относится к термопластичному адгезиву, который расплавляется между соединяемыми поверхностями при приложении теплоты к одной или к обеим соседним соединяемым поверхностям.
"Хай лофт" (технология производства мягких объёмных тканей из извитых волокон)" в контексте настоящего описания относится к общему термину толстых или объёмных тканей с низкой плотностью.
"Горячеплавкий адгезив" в контексте настоящего описания относится к твёрдому материалу, который быстро плавится при нагревании, а при последующем охлаждении затвердевает с образованием прочного сцепления; употребляется для обозначения почти мгновенного сцепления.
"Гидрофильный" в контексте настоящего описания относится к имеющему способность быть смоченным водой или быть впитывающим воду.
"Гидрофобный" в контексте настоящего описания относится к не имеющему способность быть смоченным водой или быть впитывающим воду.
"Иммобилизованный слой" в контексте настоящего описания относится к слою, который может наноситься на абсорбирующий полимерный материал или часть абсорбирующего полимерного материала с целью собирания, связывания и/или иммобилизации абсорбирующего материала и/или абсорбирующего слоя.
"Объединять, соединять", "соединённый" и "соединение" в контексте настоящего описания относится к охватывающим конфигурациям, в которых элемент прямо крепится к другому элементу путём фиксации элемента непосредственно на другом элементе, а также конфигурации, в которых элемент косвенно крепится к другому элементу путём фиксации элемента на промежуточном элементе или элементах, которые, в свою очередь, крепятся к другому элементу.
"Вязание" в контексте настоящего описания относится к технике переплетения петель волокон с помощью игл или подобных приспособлений.
"Слой" относится к идентифицируемым компонентам абсорбирующего изделия, и любая часть, называемая "слоем", фактически может включать ламинат либо комбинацию нескольких листов или полотен материалов необходимого типа. В контексте описания термин "слой" включает термины "слои" и "слоистый". "Верхний" относится к слою абсорбирующего изделия, который находится ближе всего к и/или обращён к пользователю; термин "нижний", наоборот, относится к слою абсорбирующего изделия, который находится ближе всего к и/или обращён к одежде пользователя. "Слой" представляет собой трёхмерную структуру с шириной по оси x, длиной по оси y и толщиной по оси z, причём размеры по осям x и y, в основном, лежат в плоскости изделия, однако следует заметить, что различные элементы, слои и структуры абсорбирующих изделий по настоящему изобретению могут быть или не быть в большинстве случаев плоскими и им может быть придана форма или профиль любой желаемой конфигурации.
"Машинное направление (MD)", "продольное" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к направлению, параллельному максимальному линейному размеру структуры, и включает направления в пределах ± 45° продольного направления.
"Основная поверхность" в контексте настоящего описания относится к термину, употребляемому для описания поверхностей наибольшей протяжённости обычно плоского или листообразного структурного элемента и для различения этих поверхностей от малых поверхностей торцевых кромок и боковых кромок, т.е. в элементе, имеющем длину, ширину и толщину, причём толщина является наименьшей из трёх размеров; главные поверхности – это поверхности, определяемые длиной и шириной, и поэтому имеющие наибольшую протяжённость.
"Массовый поток" в контексте настоящего описания относится к потоку жидкости из одного абсорбирующего элемента или компонента в другой абсорбирующий элемент или компонент под действием потока в канале.
"Механическое соединение" в контексте настоящего описания относится к методу связывания волокон путём переплетения их. Это может достигаться иглопробиванием, прошивкой с волокнами либо за счёт применения воздушных или водяных струй высокого давления и т.п.
"Нетканый материал" в контексте настоящего описания относится к изготовленному листу, полотну или войлоку из направленно или случайно ориентированных волокон, связанных трением и/или когезией, и/или адгезией, за исключением бумаги и изделий, которые являются ткаными, вязаными, прошитыми, вязано-прошитыми с введением связующей пряжи или нитей либо валяными методом мокрого размола с или без дополнительного иглопробивания. Волокна могут быть природного или искусственного происхождения и могут представлять собой штапельные или непрерывные нити либо могут формироваться на месте. Коммерчески доступные волокна имеют диаметр от менее примерно 0,001 мм до более примерно 0,2 мм, и они выпускаются в нескольких различных формах: короткие волокна (известные как штапельные волокна или рубленые волокна), непрерывные одиночные волокна (нити или мононить), нескрученные пучки непрерывных нитей (кудель), и скрученные пучки непрерывных нитей (пряжа). Нетканые материалы могут формироваться многими методами, такими как выдувание из расплава, прядение, прядение из раствора, электропрядение и прочёсывание. Плотность нетканых материалов обычно выражается в граммах на квадратный метр (г/м2).
"Трусы", "тренировочные брюки", "закрытые подгузники", "предварительно застёгнутые подгузники", "натягиваемые подгузники", "подгузники-трусы" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к абсорбирующим изделиям, которые в типичных случаях надеваются на носящего их путём пропускания, первым делом, ступней через соответствующие отверстия для ног и последующего натягивания изделий на бёдра и ягодицы и далее до области талии и которые можно натягивать вверх или вниз по бёдрам носящего эти предметы одежды. Обычно такие изделия могут включать переднюю поясную часть и заднюю поясную часть, которые могут соединяться вокруг бёдер уже имеющимися или съёмными элементами. Трусам может быть предварительно придана нужная форма любым подходящим способом, включая, но не ограничиваясь перечисленным, соединение частей изделия вместе с помощью повторно застёгиваемых и/или не застёгиваемых креплений (например, шва, сварного соединения, адгезива, когезионного соединения, застёжки и т.п.). Тренировочным брюкам может быть предварительно придана нужная форма по окружности изделия (например, с помощью боковых застёжек, застёжек спереди на поясе).
"Полимер" в контексте настоящего описания относится, но не ограничивается перечисленным, к гомополимерам, сополимерам, таким как, например, блок-сополимеры, графтсополимеры (привитые сополимеры), статистические и чередующиеся сополимеры, терполимеры и др., их смеси и модификации. Если чётко не оговаривается иное, то термин "полимер" включает все возможные пространственные конфигурации молекулы и включает, но не ограничивается перечисленным, изотактическую, синдиотактическую и случайную симметрии.
"Задняя часть" в контексте настоящего описания относится к части абсорбирующего изделия или к его части, которая предназначена для размещения непосредственно на спине пользователя.
"Высвобождающая структура", "высвобождающая область", "высвобождающая поверхность" или "высвобождающий материал" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к структуре, сообщающейся по текучей среде с впитывающей сердцевиной и обладающей повышенной относительной способностью к абсорбции жидкости и/или скоростью, позволяющей ей быстро принимать, временно удерживать и отводить жидкости.
"Смола" в контексте настоящего описания относится к твёрдому или полутвёрдому полимерному материалу.
"Термоскрепление" в контексте настоящего описания относится к методу скрепления волокон путём применения нагревания и/или высокого давления.
"Термопластичный" в контексте настоящего описания относится к полимерным материалам, которые имеют температуру плавления и могут быть текучими или поддаваться формованию с приданием желаемой формы при приложении теплоты при температуре плавления или ниже её.
"Ультразвук" в контексте настоящего описания относится к применению звука высокой частоты для генерирования локализованного нагрева посредством вибрации, обеспечивая, тем самым, связывание термопластичных волокон друг с другом.
"Водопоглощающий", "абсорбирующий жидкости", "абсорбент", "впитывающий" и т.п. в контексте настоящего описания употребляются взаимозаменяемо и относятся к соединениям, материалам, изделиям, которые поглощают по меньшей мере воду, но в типичных случаях и другие водные жидкости и обычно другие части жидких выделений организма, такие как моча или кровь.
"Слой, обращённый к пользователю," в контексте настоящего описания относится к элементам опорной части, которые формируют внутреннюю поверхность абсорбирующего изделия, таким как верхний покровный слой, манжеты для ног, боковые части и др., если таковые элементы присутствуют.
"Ткачество" в контексте настоящего описания относится к процессу переплетения двух или более комплектов пряжи под прямыми углами с формированием ткани; полотно из волокон, полученное путём ткацкого переплетения, относится в контексте настоящего описания к "тканым материалам".
"Полотно" в контексте настоящего описания относится, по существу, к бесконечному материалу в одном направлении, т.е. в продольном протяжении или в длину, либо в x-направлении в декартовых координатах относительно ткани. Данный термин включает, по существу, неограниченную последовательность кусков, нарезанных или отделённых иным способом от бесконечного материала. Зачастую, хотя и необязательно, полотно имеет размер толщины (т.е. в z-направлении), который значительно меньше продольного протяжения (т.е. в x-направлении). Обычно ширина полотна (x-направление) значительно больше толщины, но меньше длины. Зачастую, хотя и необязательно, толщина и ширина полотна являются практически постоянными по всей длине полотна. Не ограничивая весь перечень, полотно может представлять собой материалы из целлюлозных волокон, ткани, тканые или нетканые материалы и т.п. Обычно, хотя и необязательно, полотно поставляется в виде рулонов или на шпулях либо в сложенном состоянии в коробах. Затем отдельные поставки могут быть объединены с формированием, по сути, бесконечной структуры. Полотно может состоять из нескольких материалов, таких как многослойные нетканые материалы, ткани с покрытием, нетканые/плёночные ламинаты. Полотно может содержать другие материалы, такие как добавленный связующий материал, частицы, агенты гидрофилизации и т.п.
"Прочность на разрыв во влажном состоянии" – это мера способности слоя поглощать энергию, когда он влажный и подвергается деформации в перпендикулярном направлении к плоскости полотна.
"Прочность во влажном состоянии " в контексте настоящего описания относится к прочности соединения, определяемой сразу после извлечения из жидкости, в которую оно было погружено при определённых температурно-временных условиях и давлении. Термин общепринято употреблять в технике для обозначения прочности после погружения в воду.
"Мокрая укладка" в контексте настоящего описания относится к формированию полотна из водной дисперсии волокон путём применения модифицированных бумагоделательных методов; полотно из волокон, полученное мокрой укладкой, в контексте настоящего описания обозначается как "полотно из волокон, изготовленное методом мокрой укладки".
"Древесная масса" в контексте настоящего описания относится к целлюлозным волокнам, использующимся для производства rayon-вискозы, бумаги и впитывающей сердцевины продуктов, таких как женские гигиенические предметы одежды, детские подгузники и трусики и бельё для взрослых, страдающих недержанием.
"X-y-размер" в контексте настоящего описания относится к плоскости, ортогональной толщине изделия, структуры или элемента. X- и y-размеры обычно соответствуют ширине и длине изделия, структуры или элемента.
"Z-размер" в контексте настоящего описания относится к размеру, ортогональному длине и ширине изделия, структуры или элемента. Z-размер обычно соответствует толщине изделия, структуры или элемента.
Если не указано иное, то все термины, употребляемые для раскрытия изобретения, включая технические и научные термины, имеют общепринятое значение, понятное специалисту в области техники, к которой относится настоящее изобретение. Посредством последующих указаний вводятся определения терминов, с тем чтобы лучше понять сущность настоящего изобретения.
Одинаковые или подобные признаки и компоненты обозначены одинаковыми цифровыми позициями на всех фигурах.
На фиг.1A и 1B представлен один из вариантов воплощения абсорбирующего изделия – в данном случае подгузника. Фиг.1A показывает поперечное сечение абсорбирующего изделия, а фиг. 1B показывает абсорбирующее изделие в плоском, не стянутом состоянии со стороной, обращённой к смотрящему. Специалисту понятно, что абсорбирующее изделие может также представлять собой трусики или бельё для взрослых, страдающих недержанием, либо т.п. Абсорбирующее изделие, включает проницаемый для жидкости верхний покровный слой 100, непроницаемый для жидкости нижний покровный слой 200 и впитывающую сердцевину 300, расположенную между проницаемым для жидкости верхним покровным слоем 100 и непроницаемым для жидкости нижним покровным слоем 200. В возможном варианте воплощения абсорбирующее изделие может также содержать адгезив между впитывающей сердцевиной 300 и проницаемым для жидкости верхним покровным слоем 100. Абсорбирующее изделие имеет первую и вторую продольные кромки 103, 104 и первую и вторую поперечные кромки 101, 102.
Впитывающая сердцевина 300 содержит верхний слой сердцевины 310, нижний слой сердцевины 320 и поглощающий материал 330, размещённый частично между верхним слоем сердцевины 310 и нижним слоем сердцевины 320. Верхний слой сердцевины 310 содержит крепёжный участок 315, который прикрепляется к нижнему слою сердцевины 320 с образованием зоны крепления 400, и кромочные участки 316, 317, покрывающие часть поглощающего материала 330. Каждый кромочный участок 316, 317 имеет свободный край 313, 314, и свободные края 313, 314 не соединяются с нижним слоем сердцевины 320. Первый кромочный участок 316 и второй кромочный участок 317 расположены на противоположных сторонах крепёжного участка 315. Таким образом, первый кромочный участок 316 и второй кромочный участок 317 обеспечивают устойчивую структурную основу для формирования канала. При намокании впитывающей сердцевины поглощающий материал набухает, что приводит к тому, что первый кромочный участок 316 и второй кромочный участок 317 образуют закраины, определяющие границы канала для направления жидкости. Часть поглощающего материала 330 не покрыта верхним слоем сердцевины 310. В возможном варианте воплощения верхний слой сердцевины 310 может прикрепляться к проницаемому для жидкости верхнему покровному слою 100 изделия, например, с помощью адгезива. Зона крепления 400 простирается от области промежности CR в направлении первой и второй поперечных кромок 101, 102. При намокании поглощающего материала 330 в указанной зоне крепления 400 формируется канал. Поглощающий материал 330 может набухать при увлажнении, а кромочные участки 316, 317 могут препятствовать вхождению поглощающего материала 330 в зону крепления 400 и способствовать образованию закраин, определяющих границы канала, при намокании. Этот вариант воплощения позволяет снизить количество сырьевого материала на изготовление верхнего слоя сердцевины 310, в результате чего производственные затраты могут сократиться. И при этом может быть получено абсорбирующее изделие с хорошей способностью к распределению и абсорбции жидкости.
Верхний слой сердцевины 310 (см. вид сверху впитывающей сердцевины) имеет общую площадь поверхности S1, нижний слой сердцевины 320 имеет общую площадь поверхности S2, впитывающая сердцевина 300 имеет общую площадь поверхности S0, определяемую как площадь, покрытая поглощающим материалом 330 плюс площадь зоны крепления 400. S1 составляет менее 90 % S0 и/или S2 составляет менее 90% S0, предпочтительно – S1 и/или S2 составляет менее 80 % S0, более предпочтительно – S1 и/или S2 составляет менее 70% S0, даже более предпочтительно – S1 и/или S2 составляет менее 60% S0, даже более предпочтительно – S1 и/или S2 составляет менее 50% S0, наиболее предпочтительно – S1 и/или S2 составляет менее 40% S0. В варианте, представленном на фиг. 1A и 1B, S1 составляет примерно 60% S0, в то время как S2 является, в основном, такой же, что и S0.
Зона крепления 400 имеет центральную линию (CL), которая является прямой линией. В других вариантах воплощения центральная линия (CL) может быть кривой или ломаной линией (полилинией) либо может иметь другую форму. Центральная линия – это линия, которая расположена на одинаковом расстоянии от противоположных краёв зоны крепления 400 и которая предпочтительно тянется в направлении длины зоны крепления 400. Зона крепления 400 проходит от области промежности в направлении первой и второй поперечных кромок абсорбирующего изделия 101, 102, что позволяет улучшить распределение жидкости между областью промежности и передней/задней частью абсорбирующего изделия. В ещё одних вариантах воплощения по меньшей мере одна зона крепления может тянуться в направлении от первой продольной кромки 103 ко второй продольной кромке 104 абсорбирующего изделия, что позволяет улучшить распределение жидкости между левой и правой частями абсорбирующего изделия. Однако возможен также вариант, в котором по меньшей мере одна зона крепления будет проходить под малым углом к продольному направлению впитывающей сердцевины 300, например, под углом от 5 до 10°. Предпочтительно по меньшей мере одна зона крепления расположена симметрично по отношению к продольной центральной линии впитывающей сердцевины 300. Контур зоны крепления 400 примыкает к поглощающему материалу, который может состоять из массы распушённой целлюлозы и/или частиц суперабсорбента. Длина зоны крепления 400 составляет более 10% длины впитывающей сердцевины 300, более предпочтительно – более 30%, даже более предпочтительно – более 50 %, что делает возможным лучшее распределение жидкости по большей площади впитывающей сердцевины 300. Зона крепления 400 может быть зоной постоянного крепления, которая остаётся прикреплённой при намокании, что позволяет каналу распределять жидкость во время последующих выбросов жидкости.
Верхний слой сердцевины 310 и нижний слой сердцевины 320 имеют, в основном, прямоугольную форму. Верхний слой сердцевины 310 имеет продольный размер, который, в основном, составляет 100% длины впитывающей сердцевины 300, и поперечный размер, который составляет примерно 60% ширины впитывающей сердцевины 300, в то время как продольный и поперечный размеры нижнего слоя сердцевины 320, в основном, такие же, что и соответственно длина и ширина впитывающей сердцевины 300. В этом варианте воплощения задняя и передняя кромки верхнего слоя сердцевины 310 прикреплены соответственно к задней и передней кромкам нижнего слоя сердцевины 320, в результате чего обеспечивается устойчивая и интегрированная структура впитывающей сердцевины 300, в то время как использование материала может быть дополнительно снижено.
В других вариантах воплощения, например, в варианте воплощения на фиг. 5A, разница между поперечным размером верхнего слоя сердцевины 310 и/или поперечным размером нижнего слоя сердцевины 320 и шириной впитывающей сердцевины 300 может составлять в пределах ± 10%, предпочтительно – они, в основном, одинаковы, что обеспечивает возможность крепления между верхним слоем сердцевины 310 и нижним слоем сердцевины 320 с помощью продольных кромок впитывающей сердцевины 300.
Предпочтительно крепление между верхним слоем сердцевины 310 и нижним слоем сердцевины 320 может быть постоянным креплением; конфигурация впитывающей сердцевины 300 такова, что в увлажнённом состоянии впитывающей сердцевины 300 поглощающий материал 330 может простираться частично по дну канала. В альтернативном варианте воплощения крепление между верхним слоем сердцевины 310 и нижним слоем сердцевины 320 может быть полупостоянным креплением, конфигурация которого обеспечивает отведение после контакта с мочой в течение заданного периода времени, и заданный период времени предпочтительно составляет менее 30 секунд.
Зона крепления 400 обеспечивается посредством постоянных креплений в продольном направлении впитывающей сердцевины на фиг. 1A и 1B. Специалисту понятно, что возможен вариант воплощения, в котором зона крепления может быть обеспечена посредством постоянных креплений в поперечном направлении впитывающей сердцевины и/или прерывистых креплений в поперечном направлении впитывающей сердцевины и/или прерывистых креплений в продольном направлении впитывающей сердцевины.
Канал, созданный зоной крепления 400, может быть обозначен цветом и/или рисунком, которые отличаются от цвета и/или рисунка верхнего покровного слоя изделия. В частности, зона канала может содержать печать (принт), что позволяет пользователю визуально различить по меньшей мере один канал. Принт может наноситься на верхний покровный слой 100 изделия, на верхний слой сердцевины 310, на нижний слой сердцевины 320, на нижний покровный слой 200 изделия или на любой слой между верхним покровным слоем 100 изделия и нижним покровным слоем 200 изделия, где её может видеть пользователь. Поскольку слои могут быть частично прозрачными, принт может наноситься на слой между верхним покровным слоем 100 изделия и нижним покровным слоем 200 изделия, если её видно через верхний покровный слой 100 и/или нижний покровный слой 200. Предпочтительно печать видна, если смотреть на верхний покровный слой 100 подгузника.
Фиг. 2A и 2B показывают другой вариант воплощения абсорбирующего изделия, который аналогичен варианту на фиг. 1A и 1B, в данном случае подгузника. Впитывающая сердцевина 300 содержит верхний слой сердцевины 310, нижний слой сердцевины 320 и поглощающий материал 330, размещённый частично между верхним слоем сердцевины 310 и нижним слоем сердцевины 320. Нижний слой сердцевины 320 содержит крепёжный участок 325, который прикреплён к нижнему слою сердцевины 320 с образованием зоны крепления 400, и кромочные участки 326, 327, покрывающие часть поглощающего материала 330. Каждый кромочный участок 326, 327 имеет свободный край 323, 324, и свободные края 323, 324 не соединены с верхним слоем сердцевины 310. Первый кромочный участок 326 и второй кромочный участок 327 расположены на противоположных сторонах крепёжного участка 325. Часть поглощающего материала 330 не покрыта нижним слоем сердцевины 320. В то же время вся поверхность поглощающего материала может быть покрыта верхним слоем сердцевины 310. Так, S2 составляет менее 60 % S0, а S1, в основном, равна S0. Этот вариант воплощения имеет то преимущество, что количество материала, используемого для изготовления нижнего слоя сердцевины 320, может снизиться, и в то же время может сформироваться по меньшей мере один канал с хорошей способностью к распределению и абсорбции жидкости.
Фиг. 3A и 3B показывают ещё один вариант воплощения абсорбирующего изделия, в данном случае подгузника. Впитывающая сердцевина 300 содержит первый верхний слой сердцевины 310a, второй верхний слой сердцевины 310b, первый нижний слой сердцевины 320a, второй нижний слой сердцевины 320b и поглощающий материал 330, размещённый частично между первым верхним слоем сердцевины 310a и первым нижним слоем сердцевины 320a, а также между вторым верхним слоем сердцевины 310b и вторым нижним слоем сердцевины 320b. Первый верхний слой сердцевины 310a содержит два крепёжных участка 315a, 315a', которые скреплены с первым нижним слоем сердцевины 320a с образованием двух зон крепления 400a, 400a', и кромочные участки 316a, 317a, покрывающие часть поглощающего материала. Каждый кромочный участок 316a, 317a имеет свободный край 313a, 314a, и свободные края 313a, 314a не соединены с первым нижним слоем сердцевины 320a. Подобно этому, второй верхний слой сердцевины 310b содержит два крепёжных участка 315b, 315b', которые скреплены со вторым нижним слоем сердцевины 320b с образованием двух зон крепления 400b, 400b', и по меньшей мере один второй кромочный участок 316b, 317b, имеющий по меньшей мере один свободный край 313b, 314b и покрывающий часть поглощающего материала. Таким образом, множественные каналы могут быть созданы при дополнительном сокращении количества материала, идущего на изготовление обоих верхних слоёв сердцевины 310a, 310b и обоих нижних слоёв сердцевины 320a, 320b, в результате чего способность впитывающей сердцевины к распределению и абсорбции жидкости также улучшится, наряду со снижением производственных затрат. К тому же, количество жидкости, которое может временно удерживаться в каналах, также увеличится, и жидкость может более равномерно распределяться по всей впитывающей сердцевине 300.
Расстояние между первым верхним слоем сердцевины 310a и вторым верхним слоем сердцевины 310b составляет по меньшей мере 5% ширины впитывающей сердцевины 300, и/или расстояние между первым нижним слоем сердцевины 320a и вторым нижним слоем сердцевины 320b составляет по меньшей мере 5 % ширины впитывающей сердцевины 300. Таким образом, может быть достигнуто достаточное сокращение производственных затрат.
Первый верхний слой сердцевины 310a (см. вид сверху впитывающей сердцевины 300) имеет общую площадь поверхности S1a, первый нижний слой сердцевины 320a имеет общую площадь поверхности S2a, второй верхний слой сердцевины 310b имеет общую площадь поверхности S1b, второй нижний слой сердцевины 320b имеет общую площадь поверхности S2b, впитывающая сердцевина имеет общую площадь поверхности S0, определяемую как площадь, покрытая поглощающим материалом, плюс площадь зон крепления. S1a, S1b, S2a, S2b могут быть подобными, предпочтительно, в основном, одинаковыми, а S1a+S1b (и S2a+S2b) может составлять менее 60% S0.
Фиг. 4A и 4B показывают другой вариант воплощения абсорбирующего изделия, в данном случае подгузника. В соответствии с вариантом воплощения на фиг. 4A и 4B верхний слой сердцевины 310 содержит по меньшей мере один крепёжный участок 315, который крепится к нижнему слою сердцевины 320 с образованием зоны крепления 400, и кромочные участки 316, 317, имеющие соответствующие свободные края 313, 314 и покрывающие часть поглощающего материала 330. Зона крепления 400 включает первую зону крепления 401 и второе крепёжное ответвление 402 и третье крепёжное ответвление 403. Первое и второе крепёжные ответвления 401, 402 тянутся от области промежности в направлении передней поперечной кромки 101 и взаимосвязаны с третьим крепёжным ответвлением 403. Третье крепёжное ответвление 403 соответственно тянется от области промежности в направлении задней поперечной кромки 102. Первое крепёжное ответвление 401 и второе крепёжное ответвление 402 вместе образуют, в основном, U-образную зону. U-образная зона 401, 402 направляет жидкость из левой и правой половин передней части в заднюю часть или наоборот. Таким путём создаётся удобная сеть распределяющих жидкость каналов, позволяющая жидкости быстро распределяться по всей впитывающей сердцевине 300. В других вариантах воплощения передняя и задняя части могут поменяться местами, т.е. ответвления 401, 402 могут быть в задней части абсорбирующего изделия, а третье ответвление 403 может быть в передней части.
Фиг. 5A – 13B показывают варианты воплощения впитывающей сердцевины, содержащей зоны крепления с разными схемами расположения, а также с кромочными участками разной формы. Принципы размещения зон крепления, изложенные ниже для различных вариантов осуществления, могут также применяться и в других описанных вариантах осуществления. В этих вариантах впитывающая сердцевина 300 по меньшей мере содержит верхний слой сердцевины 310, нижний слой сердцевины 320 и поглощающий материал 330, размещённый частично между верхним слоем сердцевины 310 и нижним слоем сердцевины 320. По меньшей мере один из верхнего слоя сердцевины 310 и нижнего слоя сердцевины 320 содержит по меньшей мере один крепёжный участок, который скрепляется с другим одним из верхнего слоя сердцевины 310 и нижнего слоя сердцевины 320 с образованием по меньшей мере одной зоны крепления 400, и по меньшей мере одну кромочную часть 316, 317, имеющую по меньшей мере один свободный край 313, 314 и покрывающую часть поглощающего материала 330. Далее, в альтернативных вариантах воплощения верхний слой сердцевины и нижний слой сердцевины могут поменяться местами, т.е. слой 310 может быть нижним слоем сердцевины, а слой 320 может быть верхним слоем сердцевины.
В варианте воплощения на фиг. 5A зона крепления 400 простирается в направлении от первой продольной кромки до второй продольной кромки абсорбирующего изделия. При намокании поглощающего материала рядом с указанной зоной крепления 400 создаётся один канал, который делает возможным лучшее распределение жидкости между левой и правой частями абсорбирующего изделия. Разница между поперечным размером верхнего слоя сердцевины 310 и поперечным размером нижнего слоя сердцевины 320 и шириной впитывающей сердцевины 300 составляет в пределах ± 10 %, предпочтительно – они, в основном, одинаковы. Продольный размер верхнего слоя сердцевины 310 составляет менее 40 % продольного размера нижнего слоя сердцевины 320 и длины впитывающей сердцевины 300. В результате этого S1 составляет менее 40 % S2 (и S0). Верхний слой сердцевины 310 и нижний слой сердцевины 320 могут закрепляться на продольных кромках впитывающей сердцевины 300. Верхний слой сердцевины 310 содержит крепёжный участок 315 и два кромочных участка 316, 317, имеющих соответствующие свободные края 313, 314, тянущиеся в поперечном направлении по обе стороны крепёжного участка 315.
Вариант воплощения на фиг. 5B аналогичен варианту воплощения на фиг. 5A с той разницей, что верхний слой сердцевины 310 имеет поперечный размер, который уже, чем ширина впитывающей сердцевины 300 и поперечный размер нижнего слоя сердцевины 320.
В варианте воплощения на фиг. 6A впитывающая сердцевина 300 содержит первый верхний слой сердцевины 310a, второй верхний слой сердцевины 310b, нижний слой сердцевины 320 и поглощающий материал 330, размещённый частично между первым верхним слоем сердцевины 310a и нижним слоем сердцевины 320, а также между вторым верхним слоем сердцевины 310b и нижним слоем сердцевины 320. Первый верхний слой сердцевины 310a содержит крепёжный участок, который прикрепляется к нижнему слою сердцевины 320 с образованием первой зоны крепления 400a. Подобно этому, второй верхний слой сердцевины 310b содержит крепёжный участок, который прикрепляется к нижнему слою сердцевины 320 с образованием одной из зон крепления 400b. Первая зона крепления 400a и вторая зона крепления 400b могут располагаться параллельно в продольном направлении впитывающей сердцевины 300 от области промежности до передней и задней поперечных кромок впитывающей сердцевины. Первый верхний слой сердцевины 310a (см. вид сверху впитывающей сердцевины 300) имеет общую площадь поверхности S1a, второй верхний слой сердцевины 310b имеет общую площадь поверхности S1b, нижний слой сердцевины 320 имеет общую площадь поверхности S2 и впитывающая сердцевина имеет площадь поверхности S0. S1a и S1b, в основном, одинаковы и S2 и S0, в основном, одинаковы, а S1a+S1b составляет менее 40 % S0. Расстояние между первым верхним слоем сердцевины 310a и вторым верхним слоем сердцевины 310b составляет по меньшей мере 5 % ширины впитывающей сердцевины 300.
В варианте воплощения на фиг. 6B по меньшей мере один крепёжный участок включает первую зону крепления 400a и вторую зону крепления 400b. И первая зона крепления 400a, и вторая зона крепления 400b могут иметь форму, в основном, прямой линии. Первая и вторая зоны крепления 400a, 400b размещаются параллельно от области промежности в направлении передней и задней поперечных кромок абсорбирующего изделия. Первая и вторая зоны крепления 400a, 400b могут соединяться через по меньшей мере одну полупостоянную зону крепления 500, предпочтительно тянущуюся, в основном, в поперечном направлении. Благодаря этому жидкость может течь в поперечном направлении через поглощающий материал впитывающей сердцевины. Нижний слой сердцевины 320 и впитывающая сердцевина 300 имеют, в основном, одинаковый продольный размер и одинаковый поперечный размер. Продольный и поперечный размеры верхнего слоя сердцевины 310 меньше, чем продольный и поперечный размеры нижнего слоя сердцевины 320 (и впитывающей сердцевины 300). S1 составляет менее 40% S2 (и S0).
Фиг. 6C показывает вариант воплощения, аналогичный варианту воплощения на фиг. 3B, с той разницей, что только одна зона крепления 400a образуется между первым верхним слоем сердцевины 310a и первым нижним слоем сердцевины 320a, и что только одна зона крепления 400b образуется между вторым верхним слоем сердцевины 310b и вторым нижним слоем сердцевины 320b. Зоны крепления 400a, 400b тянутся параллельно в продольном направлении впитывающей сердцевины 300 от зоны промежности до передней и задней поперечных кромок впитывающей сердцевины. Первый верхний слой сердцевины 310a содержит крепёжные участки 316a, 317a, покрывающие часть поглощающего материала. Подобно этому, второй верхний слой сердцевины 310b содержит вторые крепёжные участки 316b, 317b, покрывающие часть поглощающего материала. Первый нижний слой сердцевины 320a содержит крепёжные участки 326a, 327a, покрывающие часть поглощающего материала. Подобно этому, второй нижний слой сердцевины 320b содержит вторые крепёжные участки 326b, 327b, покрывающие часть поглощающего материала.
Фиг. 6D показывает вариант воплощения, аналогичный варианту воплощения на фиг. 6C. В этом варианте осуществления по меньшей мере одна зона полупостоянного крепления 500a образуется также между первым верхним слоем сердцевины 310a и первым нижним слоем сердцевины 320a. Подобно этому, по меньшей мере одна полупостоянная зона крепления 500b образуется также между вторым верхним слоем сердцевины 310a и вторым нижним слоем сердцевины 320a. По меньшей мере одна из полупостоянных зон крепления 500a, 500b тянется, в основном, в поперечном направлении впитывающей сердцевины 300 и пересекает первую зону крепления 400a и вторую зону крепления 400b, например, перпендикулярно. Благодаря этому жидкость может течь в поперечном направлении через поглощающий материал впитывающей сердцевины. Первый верхний слой сердцевины 310a содержит крепёжные участки 316a, 317a, покрывающие часть поглощающего материала. Подобно этому, второй верхний слой сердцевины 310b содержит вторые крепёжные участки 316b, 317b, покрывающие часть поглощающего материала. Первый нижний слой сердцевины 320a содержит кромочные участки 326a, 327a, покрывающие часть поглощающего материала. Подобно этому, второй нижний слой сердцевины 320b содержит вторые крепёжные участки 326b, 327b, покрывающие часть поглощающего материала. Следует заметить, что кромочные участки 316a, 317a, 316b, 317b, 326a, 327a, 326b, 327b имеют соответствующие свободные края в промежутках между полупостоянными зонами крепления 500a, 500b.
В варианте осуществления на фиг. 7 впитывающая сердцевина 300 включает первый верхний слой сердцевины 310a, второй верхний слой сердцевины 310b, нижний слой сердцевины 320 и поглощающий материал 330, размещённый частично между первым верхним слоем сердцевины 310a и нижним слоем сердцевины 320, а также между вторым верхним слоем сердцевины 310b и нижним слоем сердцевины 320. Первый верхний слой сердцевины 310a содержит крепёжный участок, который прикрепляется к нижнему слою сердцевины 320 с образованием первой зоны крепления 400a. Подобно этому, второй верхний слой сердцевины 310b содержит крепёжный участок, который прикрепляется к нижнему слою сердцевины 320 с образованием одной из зон крепления 400b. Первый верхний слой сердцевины 310a содержит кромочные участки 316a, 317a, покрывающие часть поглощающего материала. Подобно этому, второй верхний слой сердцевины 310b содержит вторые кромочные участки 316b, 317b, покрывающие часть поглощающего материала. Первая зона крепления 400a и вторая зона крепления 400b расходятся от области промежности в направлении передней и задней поперечных кромок впитывающей сердцевины. Центральные линии первой зоны крепления 400a и второй зоны крепления 400b могут иметь форму кривой. Первый верхний слой сердцевины 310a и нижний слой сердцевины 320 могут крепиться также на поперечных кромках впитывающей сердцевины 300, как и второй верхний слой сердцевины 310b и нижний слой сердцевины 320. Если посмотреть на вид сверху впитывающей сердцевины 300, то первый верхний слой сердцевины 310a имеет общую площадь поверхности S1a, второй верхний слой сердцевины 310b имеет общую площадь поверхности S1b, нижний слой сердцевины 320 имеет общую площадь поверхности S2 и впитывающая сердцевина имеет площадь поверхности S0. S1a и S1b, в основном, одинаковы и S2 и S0, в основном, одинаковы, а S1a+S1b составляет менее 60% S0. Расстояние между первым верхним слоем сердцевины 310a и вторым верхним слоем сердцевины 310b составляет по меньшей мере 5 % ширины впитывающей сердцевины 300.
В варианте осуществления на фиг. 8 разница между продольным размером верхнего слоя сердцевины 310 и продольным размером нижнего слоя сердцевины 320 и длиной впитывающей сердцевины 300 составляет в пределах ± 10 %, предпочтительно они, в основном, одинаковы. Поперечный размер верхнего слоя сердцевины 310 и поперечный размер нижнего слоя сердцевины 320, в основном, одинаковы и составляют менее 80 % поперечного размера впитывающей сердцевины 300. В результате этого S1 и S2, в основном, одинаковы, а S1 и S2 составляют менее 80 % S0. Верхний слой сердцевины 310 и нижний слой сердцевины 320 могут дополнительно прикрепляться к поперечным кромкам впитывающей сердцевины 300. По меньшей мере один крепёжный участок включает зону крепления 400, которая тянется от области промежности в направлении передней и задней кромок и имеет, по существу, форму прямой линии. Зоны полупостоянного крепления 500a, 500b образованы между верхним слоем сердцевины 310 и нижним слоем сердцевины 320. Как видно из фиг. 8, передние концы и задние концы и средние участки зон полупостоянного крепления 500a, 500b и зоны крепления 400 могут соединяться. Зоны полупостоянного крепления 500a, 500b вкупе образуют, в основном, форму “8”, и зона крепления 400 размещается на центральной линии формы “8”. Благодаря этому, жидкость может проходить как в поперечном, так и в продольном направлении через поглощающий материал впитывающей сердцевины, и жидкость может лучше распределяться по всей впитывающей сердцевине.
В вариантах осуществления на фиг. 9A, 9B, 9C разница между продольным размером верхнего слоя сердцевины 310 и продольным размером нижнего слоя сердцевины 320 и длиной впитывающей сердцевины 300 составляет в пределах ± 10 %, предпочтительно – они, в основном, одинаковы. Поперечный размер нижнего слоя сердцевины 320 и поперечный размер впитывающей сердцевины 300, в основном, одинаковы, а поперечный размер верхнего слоя сердцевины 310 составляет менее 50 % поперечного размера впитывающей сердцевины 300 и поперечного размера нижнего слоя сердцевины 320. В результате S0 и S2, в основном, одинаковы, а S1 составляет менее 50 % S0 и S2. Верхний слой сердцевины 310 и нижний слой сердцевины 320 могут дополнительно прикрепляться к поперечным кромкам впитывающей сердцевины 300.
В варианте осуществления на фиг. 9A по меньшей мере один крепёжный участок содержит множество зон крепления 400, 400', 400'', 400''', которые размещаются в поперечном направлении от левой части до правой части впитывающей сердцевины. Длина множества зон крепления 400, 400', 400'', 400''' в поперечном направлении может быть, в основном, такой же, как и поперечный размер верхнего слоя сердцевины 310. Расстояние между каждой из множества зон крепления 400, 400', 400'', 400''' составляет по меньшей мере 5 % продольного размера впитывающей сердцевины 300 и может быть равномерно разделено. С обеих сторон зон крепления 400, 400', 400'', 400''' сформированы кромочные участки 316, 316', 317, 318, 318'. Каждый кромочный участок 316, 316', 317, 318, 318' имеет противоположные свободные края 313a, 314a; 313a', 314a'; 313b, 314b; 313c, 314c; 313c', 314c'.
В варианте осуществления на фиг. 9B по меньшей мере один крепёжный участок содержит множество зон крепления, которое включает первую зону крепления 400 и вторую зону крепления 400'. Первая зона крепления 400 тянется от области промежности впитывающей сердцевины 300 до одного из переднего и заднего краёв впитывающей сердцевины 300, а вторая зона крепления 400' – от области промежности впитывающей сердцевины до другого из переднего и заднего краёв впитывающей сердцевины.
В варианте осуществления на фиг. 9C по меньшей мере один крепёжный участок содержит множество зон крепления 400, и каждая из зон крепления может иметь форму креста. Множество зон крепления 400 может располагаться в ряд, который тянется в продольном направлении впитывающей сердцевины.
В варианте осуществления на фиг. 9D впитывающая сердцевина 300 содержит первый нижний слой сердцевины 320a, второй нижний слой сердцевины 320b, верхний слой сердцевины 310 и поглощающий материал 330, размещённый частично между первым нижним слоем сердцевины 320a и верхним слоем сердцевины 310, а также между вторым нижним слоем сердцевины 320b и верхним слоем сердцевины 310. Первый нижний слой сердцевины 320a содержит крепёжный участок, который прикрепляется к верхнему слою сердцевины 310 с образованием первой зоны крепления 400a. Подобно этому, второй нижний слой сердцевины 320b содержит крепёжный участок, который прикрепляется к верхнему слою сердцевины 310 с образованием второй зоны крепления 400b. Первая зона крепления 400a и вторая зона крепления 400b содержат множество раздельных креплений, таких как точечные крепления, которые предпочтительно не содержат, в основном, поглощающего материала между верхним слоем сердцевины 310 и первым нижним слоем сердцевины 320a и между верхним слоем сердцевины 310 и вторым нижним слоем сердцевины 320b. Между тем, в промежутках между мини-зонами крепления, составляющими указанное множество, поглощающий материал присутствует между верхним слоем сердцевины 310 и первым нижним слоем сердцевины 320a и/или между верхним слоем сердцевины 310 и вторым нижним слоем сердцевины 320b. Первая зона крепления 400a и/или вторая зона крепления 400b могут быть образованы прерывистыми креплениями, размещёнными согласно рисунку вдоль продольного направления впитывающей сердцевины 300.
Фиг. 10 показывает вариант осуществления, аналогичный варианту осуществления на фиг. 6A, с той разницей, что дополнительно образуется третья зона крепления 400c. Первая зона крепления 400a и вторая зона крепления 400b могут располагаться параллельно в продольном направлении впитывающей сердцевины 300 от зоны промежности до передней (или задней) поперечной кромки впитывающей сердцевины 300. И третья зона крепления 400c может располагаться в продольном направлении впитывающей сердцевины от зоны промежности до задней (или передней) поперечной кромки впитывающей сердцевины.
В вариантах осуществления, показанных на фиг. 6A, 6C, 6D, 7, 9D, 10, впитывающая сердцевина 300 дополнительно содержит второй верхний слой сердцевины 310b и/или второй нижний слой сердцевины 320b, и дополнительно образуется по меньшей мере одна вторая зона крепления. Возможен также вариант, в котором абсорбирующее изделие дополнительно содержит второй верхний слой сердцевины 310b и второй нижний слой сердцевины 320b (например, фиг. 6C, 6D). Второй верхний слой сердцевины 310b включает по меньшей мере один второй крепёжный участок, который скрепляется со вторым нижним слоем сердцевины 320b с образованием по меньшей мере одной второй зоны крепления 400b, и по меньшей мере один второй кромочный участок 316b, 317b, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала. Также возможен вариант, в котором абсорбирующее изделие дополнительно включает второй верхний слой сердцевины 310b, содержащий по меньшей мере один второй крепёжный участок, который скрепляется с нижним слоем сердцевины 320 с образованием по меньшей мере одной второй зоны крепления 400b, и по меньшей мере один второй кромочный участок 316b, 317b, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала (см. фиг. 6A, 7, 10). Возможен также вариант, в котором в котором абсорбирующее изделие дополнительно содержит второй нижний слой сердцевины 320b, причём указанный второй нижний слой сердцевины включает по меньшей мере один второй крепёжный участок, который скрепляется с верхним слоем сердцевины 310 с образованием по меньшей мере одой второй зоны крепления 400b, и по меньшей мере одну вторую кромочную часть 326b, 327b, имеющую по меньшей мере один свободный край и покрывающую часть поглощающего материала (например, фиг. 9D). Расстояние между верхним слоем сердцевины и вторым верхним слоем сердцевины составляет по меньшей мере 5 % ширины впитывающей сердцевины, и/или расстояние между нижним слоем сердцевины и вторым нижним слоем сердцевины составляет по меньшей мере 5 % ширины впитывающей сердцевины.
В варианте осуществления на фиг. 11, нижний слой сердцевины 320 и впитывающая сердцевина 300 имеют, в основном, одинаковые продольный размер и поперечный размер. Продольный и поперечный размеры нижнего слоя сердцевины 320 меньше, чем продольный и поперечный размеры верхнего слоя сердцевины 310 (и впитывающей сердцевины 300). S2 может составлять менее 60% S1 (и S0). По меньшей мере один крепёжный участок включает первую зону крепления 400a, вторую зону крепления 400b, третью зону крепления 400c и четвёртую зону крепления 400d, и центральную зону крепления 400e в области промежности. Первая и вторая зоны крепления 400a, 400b расходятся от центральной зоны крепления 400e в направлении задней (или передней) поперечной кромки впитывающей сердцевины. Третья и четвёртая зоны крепления 400c, 400d расходятся от центральной зоны крепления 400e в области промежности в направлении передней (или задней) поперечной кромки впитывающей сердцевины. Первая зона крепления 400a и вторая зона крепления 400b вместе образуют по существу V-образную зону. Равным образом, третья зона крепления 400c и четвёртая зона крепления 400d вместе образуют по существу V-образную зону. V-образные зоны направляют жидкость из левой и правой сторон передней и/или задней части. V-образные зоны в передней и задней частях впитывающей сердцевины соединяются центральной продольной зоной крепления 400e, и создаётся удобная сеть каналов для распределения жидкости, которая обеспечивает быстрое распределение жидкости во впитывающей сердцевине 300.
В варианте осуществления на фиг. 12 разница между продольным размером верхнего слоя сердцевины 310 и продольным размером нижнего слоя сердцевины 320 и длиной впитывающей сердцевины 300 составляет в пределах ± 10 %, предпочтительно – они, в основном, одинаковы. Поперечный размер нижнего слоя сердцевины 320 и поперечный размер впитывающей сердцевины 300 являются, в основном, одинаковыми, а поперечный размер верхнего слоя сердцевины 310 составляет менее 70 % поперечного размера впитывающей сердцевины 300 и поперечного размера нижнего слоя сердцевины 320. В результате этого S0 и S2 являются, в основном, одинаковыми, а S1 составляет менее 70 % S0 и S2. Верхний слой сердцевины 310 и нижний слой сердцевины 320 могут дополнительно крепиться на поперечных кромках впитывающей сердцевины 300. По меньшей мере один участок крепления содержит по меньшей мере одну зону крепления 400, которая включает первую зону крепления 400a и вторую зону крепления 400b. Первая зона крепления 400a пересекает вторую зону крепления 400b в точке пересечения. Первая и вторая зоны крепления 400a, 400b вместе образуют по существу X-образную зону. Предпочтительно точка пересечения находится на продольной центральной линии впитывающей сердцевины 300, тянущейся между поперечными кромками. Предпочтительно точка пересечения находится в области промежности впитывающей сердцевины 300.
В варианте осуществления на фиг. 13A и 13B разница между продольным размером верхнего слоя сердцевины 310 и продольным размером нижнего слоя сердцевины 320 и длиной впитывающей сердцевины 300 составляет в пределах ± 10 %, предпочтительно – они, в основном, одинаковы. Поперечный размер верхнего слоя сердцевины 310 и поперечный размер впитывающей сердцевины 300 являются, в основном, одинаковыми, а поперечный размер нижнего слоя сердцевины 320 составляет менее 70 % поперечного размера впитывающей сердцевины 300 и поперечного размера верхнего слоя сердцевины 310. В результате этого S0 и S1 являются, в основном, одинаковыми, а S2 составляет менее 70% S0 и S1. Верхний слой сердцевины 310 и нижний слой сердцевины 320 могут дополнительно крепиться на поперечных кромках впитывающей сердцевины 300.
В варианте осуществления на фиг. 13A по меньшей мере один крепёжный участок содержит зону крепления 400, которая включает первую зону крепления 400a и вторую зону крепления 400b, а также третью зону крепления 400c и четвёртую зону крепления 400d. Первая зона крепления 400a и вторая зона крепления 400b могут размещаться параллельно в продольном направлении впитывающей сердцевины, а третья зона крепления 400c и четвёртая зона крепления 400d могут размещаться параллельно в поперечном направлении впитывающей сердцевины. Передние (или задние) концы первой зоны крепления 400a и второй зоны крепления 400b могут соответственно соединяться посредством третьей зоны крепления 400c, предпочтительно – с левым и правым концами третьей зоны крепления 400c. Задние (или передние) концы первой зоны крепления 400a и второй зоны крепления 400b могут соответственно соединяться посредством четвёртой зоны крепления 400d, предпочтительно – с левым и правым концами четвёртой зоны крепления 400d. Первая, вторая, третья и четвёртая зоны крепления 400a, 400b, 400c, 400d образуют вместе закрытую область, в основном, прямоугольной формы. Кромочные участки 316, 317 со свободными краями размещаются на обеих сторонах зон крепления 400a, 400b.
В варианте воплощения на фиг. 13B по меньшей мере один крепёжный участок содержит зону крепления 400, которая включает первую зону крепления 401 и вторую зону крепления 402, которые соединены между собой третьей зоной крепления 403 в передней или задней части впитывающей сердцевины 300. Благодаря этому любая протечка через переднюю или заднюю часть может быть уменьшена или предотвращена. В варианте воплощения на фиг. 13B первая зона крепления 401, вторая зона крепления 402 и третья зона крепления 403 вместе образуют по существу U-образную зону. Эта, по существу, U-образная зона включает первую удлинённую зону крепления 401 (показана как полностью закрашенная область), вторую удлинённую зону крепления 402 (показана как полностью закрашенная область) и третью зону крепления 403 (показана как заштрихованная область). Первая и вторая удлинённые зоны крепления 401, 402 тянутся рядом друг с другом от области промежности в направлении передней поперечной кромки и в направлении задней поперечной кромки. Третья зона крепления 403 соединяет указанную первую удлинённую зону крепления 401 с указанной второй удлинённой зоной крепления 402. Третья зона крепления 403 может быть задней соединительной зоной крепления, которая соединяет задний концевой участок первой зоны крепления 401 с соответствующим задним концевым участком второй зоны крепления 402. U-образная зона 401, 402, 403 направляет жидкость из левой и правой частей переднего участка к заднему участку. Как показано на фигуре, третья зона крепления 403 может быть расположена в задней части. В таком варианте создаётся удобная сеть каналов для распределения жидкости, которая обеспечивает быстрое распределение жидкости по всей впитывающей сердцевине.
Фиг. 14 показывает другой вариант воплощения абсорбирующего изделия. Абсорбирующее изделие дополнительно содержит принимающий и распределительный слой (ADL) 350, расположенный между впитывающей сердцевиной 300 и проницаемым для жидкости верхним покровным слоем 100. Указанный слой служит для замедления потока, с тем чтобы поддерживалось адекватное время для абсорбции жидкости и её равномерного распределения по впитывающей сердцевине. Абсорбирующее изделие может также содержать адгезив 360 между впитывающей сердцевиной 300 и слоем ADL 350, и/или абсорбирующее изделие содержит адгезив 360 между ADL и проницаемым для жидкости верхним покровным слоем 100 изделия.
Фиг. 15A и 15B показывают вариант осуществления устройства и способа изготовления абсорбирующего изделия в соответствии с аналогичным вариантом осуществления на фиг. 2A и 2B, но без полупостоянной зоны крепления. Способ предусматривает:
- изготовление впитывающей сердцевины путём обеспечения верхнего слоя сердцевины 310 и нижнего слоя сердцевины 320 и путём размещения поглощающего материала 330 частично между верхним слоем сердцевины 310 и нижним слоем сердцевины 320. Верхний слой сердцевины 310 прикрепляется к нижнему слою сердцевины 320 с образованием двух зон крепления, а прикрепление осуществляется таким образом, чтобы по меньшей мере один из верхнего слоя сердцевины 310 и нижнего слоя сердцевины 320 содержал по меньшей мере один кромочный участок, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала; и
- введение впитывающей сердцевины между проницаемым для жидкости верхним покровным слоем 100 изделия и непроницаемым для жидкости нижним покровным слоем 200 изделия.
Способ может быть реализован детально по стадиям, описанным ниже.
В варианте осуществления на фиг. 15A и 15B способ предусматривает на первой стадии пропускание материала для первого слоя, например, для верхнего слоя сердцевины 310, через необязательный направляющий ролик 5, а затем через вращающий элемент 10, при этом поверхность указанного вращающегося элемента 10 снабжена паттерном всасывающих зон 13 и невсасывающих зон 11. Следует отметить, что часть паттерна всасывающих зон 13 и невсасывающих зон 11 обычно закрыта верхним слоем сердцевины 310, но для наглядности верхний слой сердцевины 310 показан в прозрачном исполнении, чтобы всасывающие и невсасывающие зоны 11, 13 вращающегося элемента 10 были видны. Всасывающие зоны 13 могут быть снабжены отверстиями, а невсасывающие зоны образованы из замкнутого материала. Например, не всасывающие зоны 11 могут быть снабжены вставками. Вставки могут иметь трапециидальное поперечное сечение. Вставки могут фиксироваться, например, винтами на вращающемся элементе 10. К внутренней поверхности вращающегося элемента 10 прикладывается вакуум (см. ВАКУУМ 1). Невсасывающие зоны 11 могут включать по меньшей мере одну удлинённую зону 11, вытянутую в направлении вдоль окружности вращающегося элемента 10, чтобы сформировался по меньшей мере один удлинённый крепёжный участок 400a, 400b. В проиллюстрированном примере предусмотрено множество пар смежных удлинённых невсасывающих зон для формирования двух удлинённых крепёжных участков 400a, 400b в каждой впитывающей сердцевине. На этой стадии обеспечивает верхний слой сердцевины 310.
На второй стадии поглощающий материал 330 наносится через приёмный бункер 40 на указанный верхний слой сердцевины 310 на вращающемся элементе 10. В результате этого, по меньшей мере один крепёжный участок верхнего слоя сердцевины 310, размещающийся над невсасывающими зонами 11, и остальные участки верхнего слоя сердцевины 310, размещающиеся над всасывающими зонами 13, покрываются поглощающим материалом 330, при этом поглощающий материал 330 засасывается во всасывающие зоны 13. Однако некоторая часть поглощающего материала 330 может остаться во невсасывающих зонах 11.
Необязательно, на третьей стадии поглощающий материал 330, оставшийся по меньшей мере в одной невсасывающей зоне, может быть удалён по месту, с тем чтобы таким образом 11 никакого поглощающего материала 330, в основном, не присутствовало на по меньшей мере одном крепёжном участке. Локальное удаление поглощающего материала 330 может осуществляться механическими и/или пневматическими средствами. Удалённый поглощающий материал 330 может быть выброшен и/или собран, и/или возвращён в повторный цикл с помощью дополнительных загрузочных устройств, с тем чтобы удаляемый поглощающий материал можно было использовать повторно. Загрузочные устройства предпочтительно содержат источник вакуума для сбора удалённого поглощающего материала.
На четвёртой стадии материал для второго слоя, например, для нижнего слоя сердцевины 320, наносится поверх поглощающего материала 330 на верхний слой сердцевины 310, например, с помощью дополнительного вращающегося элемента 15. На этой стадии получают нижний слой сердцевины 320, с тем чтобы заложить поглощающий материал 330 частично между верхним слоем сердцевины 310 и нижним слоем сердцевины 320.
На пятой стадии материал для третьего слоя, например, для непроницаемого для жидкости нижнего покровного слоя 200 изделия наносится поверх нижнего слоя
сердцевины 320, например, с помощью дополнительного вращающегося элемента 20. На этой стадии получают непроницаемый для жидкости нижний покровный слой 200 изделия.
На шестой стадии верхний слой сердцевины 310 прикрепляется к нижнему слою сердцевины 320 по меньшей мере с помощью по меньшей мере одного из крепёжных участков и таким образом, чтобы образовались две зоны крепления. Прикрепление может осуществляться путём приложения давления и/или тепла к материалу для верхнего слоя сердцевины 310 и/или к материалу для нижнего слоя сердцевины 320 на по меньшей мере одном крепёжном участке, например, с помощью вращающегося элемента 30 и/или вращающегося в противоположном направлении элемента 30', который снабжён по меньшей мере первым и вторым уплотнительным ребром 31, 32, рассчитанным по размеру на прикладывание давления и/или тепла к материалу верхнего слоя сердцевины 310 на по меньшей мере одном крепёжном участке с целью создания двух зон крепления. Дополнительно или альтернативно адгезив может наноситься на нижний и/или верхний слои сердцевины 310, 320, чтобы ослабить связь между верхним и нижним слоями сердцевины. На этой стадии образуются две зоны крепления 400a, 400b путём прикрепления верхнего слоя сердцевины 310 к нижнему слою сердцевины 320, и это прикрепление может осуществляться таким образом, что верхний слой сердцевины 310 содержит два кромочных участка, каждый из которых имеет свободный край и покрывает часть поглощающего материала 330. Специалисту понятно, что эта стадия может также проводиться до обеспечения как нижнего покровного слоя 200 изделия, так и верхнего покровного слоя 100 изделия, либо после обеспечения как нижнего покровного слоя 200 изделия, так и верхнего покровного слоя 100 изделия.
На седьмой стадии материал для четвёртого слоя, например, для проницаемого для жидкости верхнего покровного слоя 100 изделия, наносится поверх верхнего слоя сердцевины 310, например, с помощью дополнительного вращающегося элемента 25. Адгезив 360 может наноситься между впитывающей сердцевиной и проницаемым для жидкости верхним покровным слоем 100. На этой стадии впитывающая сердцевина вводится между проницаемым для жидкости верхним покровным слоем 100 изделия и непроницаемым для жидкости нижним покровным слоем 200 изделия.
В возможном варианте воплощения принимающий и распределительный слой (ADL) вводится между впитывающей сердцевиной 300 и проницаемым для жидкости верхним покровным слоем 100 изделия. Он служит для замедления потока, с тем чтобы поддерживалось адекватное время для поглощения и равномерного распределения жидкости во впитывающей сердцевине.
В возможном варианте воплощения адгезив наносится между впитывающей сердцевиной 300 и ADL и/или между ADL и проницаемым для жидкости верхним покровным слоем 100 изделия.
Верхний слой сердцевины 310 и/или нижний слой сердцевины 320 могут быть из любого подходящего нетканого полотна, которое показывает достаточную прочность при обработке в устройстве и предпочтительно является экономически, экологически приемлемым и податливым в применении. Верхний слой сердцевины 310 и/или нижний слой сердцевины 320 может содержать бумагу или волокнистую ткань, тканый или нетканый материал, целлюлозное полотно или ватное полотно, структуру воздушной укладки либо мокрой укладки или т.п. Альтернативно, верхний слой сердцевины 310 и/или нижний слой сердцевины 320 может представлять собой пористое, газопроницаемое полотно, такое как пористая плёнка или волокнистое полотно.
Верхний слой сердцевины 310 и/или нижний слой сердцевины 320 могут также представлять собой нетканое полотно, по существу, бесконечное в продольном направлении. Одним предпочтительным видом полотна является так называемый материал SMS (СМС), состоящий из следующих слоёв: спанбонд (из расплава полимера получают тонкие волокна, затем их пропитывают химическими веществами и формируют полотно термоскреплением волокон), мелтблаун (волокна получают в высокоскоростном потоке горячего воздуха и расплавленные волокна быстро скрепляют между собой для формирования полотна) и спанбонд. Наиболее предпочтительными являются необратимо гидрофильные нетканые материалы, в частности, нетканые материалы со стойкими гидрофильными покрытиями. Альтернативный предпочтительный материал содержит SMMS-структуру. Другим предпочтительным нетканым полотном является нетканый материал, содержащий целлюлозные волокна, бумагу или ткань либо другой материал воздушной укладки, сухой укладки и мокрой укладки, поскольку эти материалы значительно улучшают впитывающую способность изделия. Верхний слой сердцевины 310 и/или нижний слой сердцевины 320 может быть изготовлен из двух или более отдельных листов материалов либо они могут быть, альтернативно, изготовлены из единого листа материала. Предпочтительные нетканые материалы получают из синтетических волокон, таких как PE (полиэтилен), PET (полиэтилентерефталат) и наиболее предпочтительный PP (полипропилен). Поскольку полимеры, используемые для производства нетканых материалов, по своей природе являются гидрофобными, их предпочтительно покрывают гидрофильными покрытиями.
Нижний покровный слой 200 изделия препятствует загрязнению жидкими выделениями организма, абсорбированными впитывающей сердцевиной 300 и содержащимися внутри подгузника, других изделий, с которыми может контактировать пользователь, такими как простыни и нижнее бельё. В предпочтительных вариантах воплощения нижний покровный слой 200 изделия является, в основном, непроницаемым для жидких выделений организма и содержит ламинат из нетканого материала и тонкой полимерной плёнки, такой как термопластичная плёнка. Нижний покровный слой 200 изделия может содержать “дышащие” материалы, которые позволяют парам удаляться из подгузника и в то же время препятствуют прохождению жидких выделений через нижний покровный слой 200 изделия. Он может быть полужёстким, неэластичным и может быть изготовлен полностью или частично прорезиненным и включать подкладку. Нижний покровный слой 200 изделия может иметь различные хорошо известные конфигурации, которые хорошо известны в данной области техники.
Верхний покровный слой 100 изделия предпочтительно является мягким,
податливым, проявляет хорошую способность к пропусканию жидкости через себя и показывает пониженную тенденцию к повторному намоканию от поглощающего жидкость материала. При ношении подгузника верхний покровный слой 100 изделия оказывается в непосредственной близости от кожи пользователя. Благодаря этому указанный верхний покровный слой 100 изделия позволяет жидким выделениям организма быстро проникать сквозь него, а затем быстрее течь по направлению к абсорбирующей сердцевине 300, но предпочтительно не позволяет указанным жидким выделениям течь обратно через верхний покровный слой 100 изделия. Верхний покровный слой 100 изделия может быть изготовлен из любого одного из широкого ассортимента водо- и паропроницаемых, предпочтительно гидрофильных, материалов. Верхняя и нижняя поверхности верхнего покровного слоя 100 изделия может быть обработана по-разному и может, например, включать поверхностно-активное вещество на верхней поверхности для того, чтобы облегчить движение жидкости через неё, особенно в центральной зоне или области верхнего покровного слоя 100 изделия, расположенной над впитывающей сердцевиной 300, и, например, может включать гидрофобный агент на нижней поверхности, с тем чтобы свести к минимуму контакт жидкости, содержащейся внутри абсорбирующей сердцевины, с верхним покровным слоем 100 изделия и увлажнение его, уменьшив, тем самым, показатель повторного смачивания. Верхний покровный слой 100 изделия может быть покрыт веществом, обладающим способностью предотвратить появление сыпи или уменьшить её распространение (например, алоэ вера). Верхний покровный слой 100 изделия покрывает, в основном, всю поверхность подгузника, обращённую к пользователю, включая, по существу, всю переднюю поясную часть, всю заднюю поясную часть и область промежности. Кроме того, боковые вставки и/или поясные функциональные слои на внутренней стороне могут быть изготовлены из одного и того же материала, что и верхний слой, и поэтому могут рассматриваться как единое целое с верхним покровным слоем 100 изделия при создании продольных и боковых расширений из материала верхнего покровного слоя. Альтернативно, верхний покровный слой 100 изделия может быть изготовлен из множества различных материалов, которые варьируются в зависимости от ширины верхнего покровного слоя 100 изделия. Такая конструкция из множества деталей позволяет получить верхний покровный слой 100 изделия с предпочтительными свойствами и различными зонами. Верхний покровный слой 100 изделия может быть полужёстким, неэластичным и может изготовляться полностью или частично прорезиненным. Верхний покровный слой 100 изделия может иметь самые разные хорошо известные конфигурации, которые хорошо известны в данной области техники.
Фиг. 16A, 16B, 16C схематически показывают варианты осуществления способа изготовления абсорбирующего изделия. Верхний слой сердцевины 310 и нижний слой сердцевины 320 могут подаваться непрерывно в направлении движения в виде полотна материала для верхнего слоя сердцевины и полотна материала для нижнего слоя сердцевины, имеющих соответственно первую ширину w1, w1a и вторую ширину w2, w2a, если смотреть в направлении, перпендикулярном направлению движения; при этом поглощающий материал 330 размещён таким образом, что, если смотреть в направлении, перпендикулярном к направлению движения, то расстояние между внешними границами поглощающего материала 330 составляет w0, причём расстояние w0 больше, чем первая и/или вторая ширина, предпочтительно – по меньшей мере на 10% больше, более предпочтительно – по меньшей мере на 20% больше, даже более предпочтительно – по меньшей мере на 40% больше.
Фиг. 16A схематически показывает один из вариантов осуществления способа изготовления абсорбирующего изделия. Верхний слой сердцевины 310 и нижний слой сердцевины 320 подаются непрерывно в направлении движения в виде полотна материала для верхнего слоя сердцевины и полотна материала для нижнего слоя сердцевины, имеющих соответственно первую ширину w1 и вторую ширину w2, если смотреть в направлении, перпендикулярном направлению движения. Поглощающий материал 330 размещён таким образом, что, если смотреть в направлении, перпендикулярном направлению движения, то расстояние между внешними границами поглощающего материала 330 составляет w0. Расстояние w0 больше, чем первая ширина w1, предпочтительно – по меньшей мере на 10 % больше, более предпочтительно – по меньшей мере на 20% больше, даже более предпочтительно – по меньшей мере на 40 % больше. В этом конкретном варианте осуществления расстояние w0 по меньшей мере на 40 % больше, чем первая ширина w1, разница между расстоянием w0 и второй шириной w2 составляет в пределах ± 10 %, предпочтительно – они, в основном, одинаковы.
Прикрепление может выполняться таким образом, чтобы образовались первый кромочный участок 316 и второй кромочный участок 317, расположенные на противоположных сторонах крепёжного участка 315, имеющие по меньшей мере один свободный край 313, 314 и покрывающие часть поглощающего материала. Первый кромочный участок 316 и второй кромочный участок 317 могут иметь, в основном, одинаковую ширину w3, и w3 составляет по меньшей мере 1 % w0, предпочтительно – более 3 % w0, даже более предпочтительно – более 5 % w0. Это обеспечивает устойчивую основу для образования канала после намокания впитывающей сердцевины и приводит к формированию трубок, которые придают впитывающей сердцевине форму чаши. В зоне крепления 400 между верхним слоем сердцевины 310 и нижним слоем сердцевины 320 поглощающий материал, в основном, отсутствует. Зона крепления 400 может быть зоной постоянного крепления, что обеспечивает лучшее распределение жидкости по всему каналу впитывающей сердцевины 330, делая возможным лучшее поглощение жидкости. Однако для образования зоны крепления 400 может также использоваться вариант дискретных креплений (например, точечных, пересекающихся, квадратных и др.). В этой связи, следует заметить, что, если расстояние между дискретными креплениями мало, например, менее 1 см или менее 0,5 см, то при намокании может быть получен более или менее постоянный канал.
Задний и передний края верхнего слоя сердцевины 310 могут прикрепляться соответственно к заднему и переднему краям нижнего слоя сердцевины 320, что обеспечивает более устойчивую структуру впитывающей сердцевины при, как и ранее, снижении количества используемого материала.
Фиг. 16B схематически показывает другой вариант осуществления способа изготовления абсорбирующего изделия. В этом варианте расстояние w0 по меньшей мере на 40% больше второй толщины w2; разница между расстоянием w0 и первой шириной w1 составляет в диапазоне ±10%, предпочтительно – они, в основном, одинаковы. Прикрепление может быть таким, что по меньшей мере одна зона крепления включает первую зону крепления 400a и вторую зону крепления 400b, что делает возможным создание по меньшей мере двух каналов с использованием по меньшей мере одного из верхнего слоя сердцевины 310 и нижнего слоя сердцевины 320. Таким образом, количество жидкости, которое может временно удерживаться, также увеличивается. К тому же, поскольку общая площадь крепления соответственно увеличивается, жидкость может более равномерно распределяться по всей впитывающей сердцевине. Первый кромочный участок 326 и второй кромочный участок 327 могут иметь, в основном, одинаковую ширину w3, и w3 составляет по меньшей мере 1% w0, предпочтительно – более 3% w0, даже более предпочтительно – более 5% w0.
Прикрепление может быть таким, что первая зона крепления 400a и вторая зона крепления 400b проходят рядом друг с другом от области промежности в направлении первой и/или второй поперечной кромки абсорбирующего изделия, что делает возможным лучшее распределение жидкости между областью промежности и передней и/или задней частью абсорбирующего изделия.
Прикрепление может осуществляться таким образом, чтобы первая зона крепления 400a и вторая зона крепления 400b соединялись по меньшей мере одной полупостоянной зоной крепления, предпочтительно проходящей, в основном, в поперечном направлении, так чтобы жидкость могла протекать в поперечном направлении через поглощающий материал 330 впитывающей сердцевины 300.
Фиг. 16C схематически показывает другой вариант осуществления способа изготовления абсорбирующего изделия в соответствии с вариантом воплощения на фиг. 6C. Способ включает обеспечение первого верхнего слоя сердцевины 310a, первого нижнего слоя сердцевины 320a, второго верхнего слоя сердцевины 310b и второго нижнего слоя сердцевины 320b и размещение поглощающего материала 330 частично между первым верхним слоем сердцевины 310a и первым нижним слоем сердцевины 320a, а также между вторым верхним слоем сердцевины 310b и вторым нижним слоем сердцевины 320b. Первый верхний слой сердцевины 310a прикрепляется к первому нижнему слою сердцевины 320a с образованием первой зоны крепления 400a, и это прикрепление осуществляется таким образом, что первый верхний слой сердцевины 310a имеет два вторых кромочных участка 316a, 317a, имеющих по меньшей мере один свободный край 313a, 314a и покрывающих часть впитывающего материала. Второй верхний слой сердцевины 310b прикрепляется ко второму нижнему слою сердцевины 320b с образованием второй зоны крепления 400b, и это прикрепление осуществляется таким образом, что второй верхний слой сердцевины 310b имеет два вторых кромочных участка 316b, 317b, имеющих по меньшей мере один свободный край 313b, 314b и покрывающих часть впитывающего материала. В этом способе возможно создание двух каналов при одновременном снижении количества материала на изготовление как верхнего слоя сердцевины, так и нижнего слоя сердцевины, в результате чего распределение жидкости и абсорбционная способность впитывающей сердцевины также улучшаются, наряду со снижением производственных затрат. Разница между первой шириной w1a и второй шириной w2a соответственно первого верхнего слоя сердцевины 310a и первого нижнего слоя сердцевины 320a составляет в диапазоне ±10%, предпочтительно – они, в основном, одинаковы. Разница между первой шириной w1b и второй шириной w2b соответственно второго верхнего слоя сердцевины 310b и второго нижнего слоя сердцевины 320b составляет в диапазоне ±10%, предпочтительно – они, в основном, одинаковы. Расстояние w0 больше, чем сумма w1a + w1b (= w2a + w2b). Кромочные участки 316a, 317a, 316b, 317b могут иметь, в основном, подобную ширину w3, и w3 составляет по меньшей мере 1% w0, предпочтительно – более 3% w0, даже более предпочтительно – более 5% w0.
К тому же, обеспечение предпочтительно таково, что расстояние d1 между первым верхним слоем сердцевины 310a и вторым нижним слоем сердцевины 310b составляет по меньшей мере 5% ширины впитывающей сердцевины w0 и/или расстояние d2 между нижним слоем сердцевины 320a и вторым нижним слоем сердцевины 320b составляет по меньшей мере 5% ширины впитывающей сердцевины w0. При таком обеспечении может достигаться достаточное снижение производственных затрат.
Фиг. 17A и 17B показывают другой вариант воплощения абсорбирующего изделия, содержащего проницаемый для жидкости верхний покровный слой 100, непроницаемый для жидкости нижний покровный слой 200 и впитывающую сердцевину 300, расположенную между проницаемым для жидкости верхним покровным слоем 100 и непроницаемым для жидкости нижним покровным слоем 200. Абсорбирующее изделие имеет первую и вторую продольные кромки 103, 104 и первую и вторую поперечные кромки 101, 102. Впитывающая сердцевина 300 включает верхний слой сердцевины 310, нижний слой сердцевины 320 и слой впитывающего материала 330, размещённый частично между верхним слоем сердцевины 310 и нижним слоем сердцевины 320, так что верхний слой сердцевины 310 и нижний слой сердцевины 320 не обёртывают полностью впитывающий материал. Верхний слой сердцевины 310 включает по меньшей мере один участок крепления, который прикрепляется к нижнему слою сердцевины 320 с образованием зоны крепления 400, и по меньшей мере два кромочных участка 316, 317, покрывающих часть слоя впитывающего материала 330 по обе стороны зоны крепления zone 400. Каждый из кромочных участков 316, 317 имеет край, примыкающий к зоне крепления 400, и противоположный край 313, 314, прикреплённый к нижнему слою сердцевины 320 (см. зоны крепления 600a, 600b, которые могут быть покрыты впитывающим материалов 330). Предпочтительно верхний слой 100 прикрепляется, например, с помощью адгезива ко впитывающему материалу 330 с обеих сторон верхнего слоя сердцевины 310 и/или к верхнему слою сердцевины 310. Обеспечение такого верхнего слоя сердцевины 310, который покрывает только часть слоя впитывающего материала, благодаря чему верхний слой сердцевины 310 не покрывает всю верхнюю поверхность впитывающего материала 330, приводит к уменьшению количества сырья, необходимого для впитывающей сердцевины 300. Зона крепления 400 способна создавать канал для распределения жидкости и её поглощения при намокании. Таким образом, канал может быть создан с использованием меньшего количества материала, используемого для изготовления верхнего слоя сердцевины 310, в результате чего могут сократиться и производственные затраты при одновременном сохранении хорошей способности к распределению жидкости и её поглощению.
В примере, показанном на фиг. 17A и 17B, верхний слой сердцевины 310 имеет меньшую ширину. Однако в других вариантах осуществления меньшую ширину может иметь нижний слой сердцевины 320 или оба слоя 310, 320 могут иметь меньшую ширину, как было проиллюстрировано выше для вариантов со свободными краями.
Предпочтительно (см. вид сверху впитывающей сердцевины) верхний слой сердцевины 310 имеет общую площадь поверхности S1, нижний слой сердцевины 320 имеет общую площадь поверхности S2, впитывающая сердцевина 300 имеет площадь поверхности S0, определяемую как площадь, покрываемая поглощающим материалом, плюс площадь по меньшей мере одной зоны крепления, при этом S1 составляет менее 90% S0 и/или S2 составляет менее 90% S0. S1 и/или S2 могут составлять менее 80% S0, предпочтительно – S1 и/или S2 могут составлять менее 70% S0, более предпочтительно –S1 и/или S2 могут составлять менее 60% S0, даже более предпочтительно – S1 и/или S2 могут составлять менее 50% S0, наиболее предпочтительно – S1 и/или S2 могут составлять менее 40% S0.
Предпочтительно по меньшей мере на одном участке крепления 400 поглощающий материал между верхним слоем сердцевины и нижним слоем сердцевины, в основном, отсутствует. В зонах крепления 600a, 600b поглощающий материал может присутствовать.
Специалисту понятно, что принципы способа, представленные на фиг. 15A, 15B, 16A и 16B, могут быть также использованы для изготовления впитывающей сердцевины, как показано на фиг. 17A и 17B, на которых для соединения кромок 313, 314 могут быть предусмотрены дополнительные крепёжные средства.
Хотя это не показано на фигурах, следует заметить, что может быть обеспечена одна или более дополнительных дискретных зон крепления, например, могут быть обеспечены точечные зоны крепления, например, в ряде точек вдоль свободных краёв верхнего и/или нижнего слоя сердцевины с гарантией того, что верхний и нижний слои сердцевины останутся в правильном положении друг к другу. Например, в варианте осуществления на фиг. 17A и 17B вместо обеспечения удлинённых зон крепления 600a, 600b можно предусмотреть множество дискретных меньших по размеру зон крепления вдоль краёв 313, 314 или в углах верхнего слоя сердцевины 310.
Хотя принципы изобретения изложены выше с привязкой к конкретным вариантам его осуществления, следует понимать, что настоящее описание составлено лишь в качестве примера и не имеет целью ограничение объёма защиты, который определяется прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Впитывающее изделие | 2019 |
|
RU2805155C2 |
| ВПИТЫВАЮЩАЯ СИСТЕМА, ВКЛЮЧАЮЩАЯ В СЕБЯ ОТВОДЯЩУЮ СТРУКТУРУ | 2017 |
|
RU2725670C1 |
| ОДНОРАЗОВОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 2006 |
|
RU2397743C2 |
| Абсорбирующее изделие | 2012 |
|
RU2625226C2 |
| АБСОРБИРУЮЩАЯ СЕРДЦЕВИНА | 2011 |
|
RU2541300C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ | 1998 |
|
RU2213548C2 |
| АБСОРБИРУЮЩАЯ СЕРДЦЕВИНА | 2011 |
|
RU2527405C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ВИДИМОЙ ТЕКСТУРОЙ ПОВЕРХНОСТИ | 2011 |
|
RU2555680C2 |
| АБСОРБИРУЮЩИЙ СЛОЙ С СИСТЕМАТИЗИРОВАННОЙ СТРУКТУРОЙ АДГЕЗИВНОГО МАТЕРИАЛА | 2010 |
|
RU2523978C2 |
| Экологически безопасная абсорбирующая структура | 2018 |
|
RU2756261C1 |
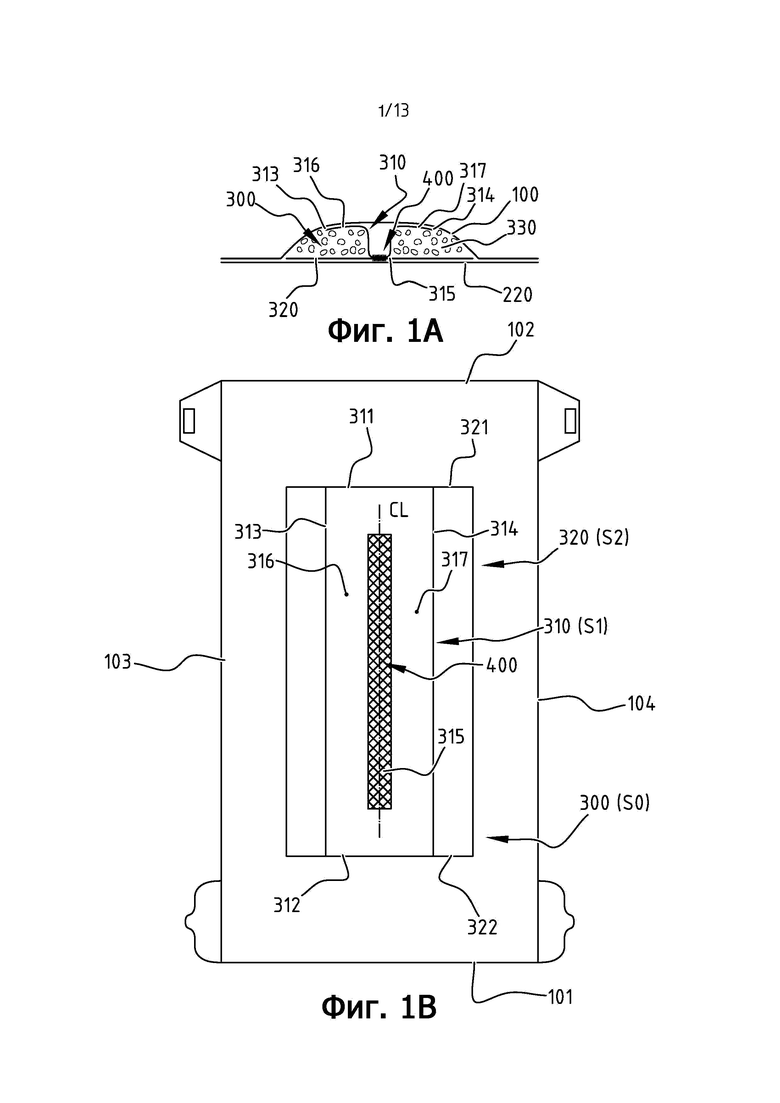
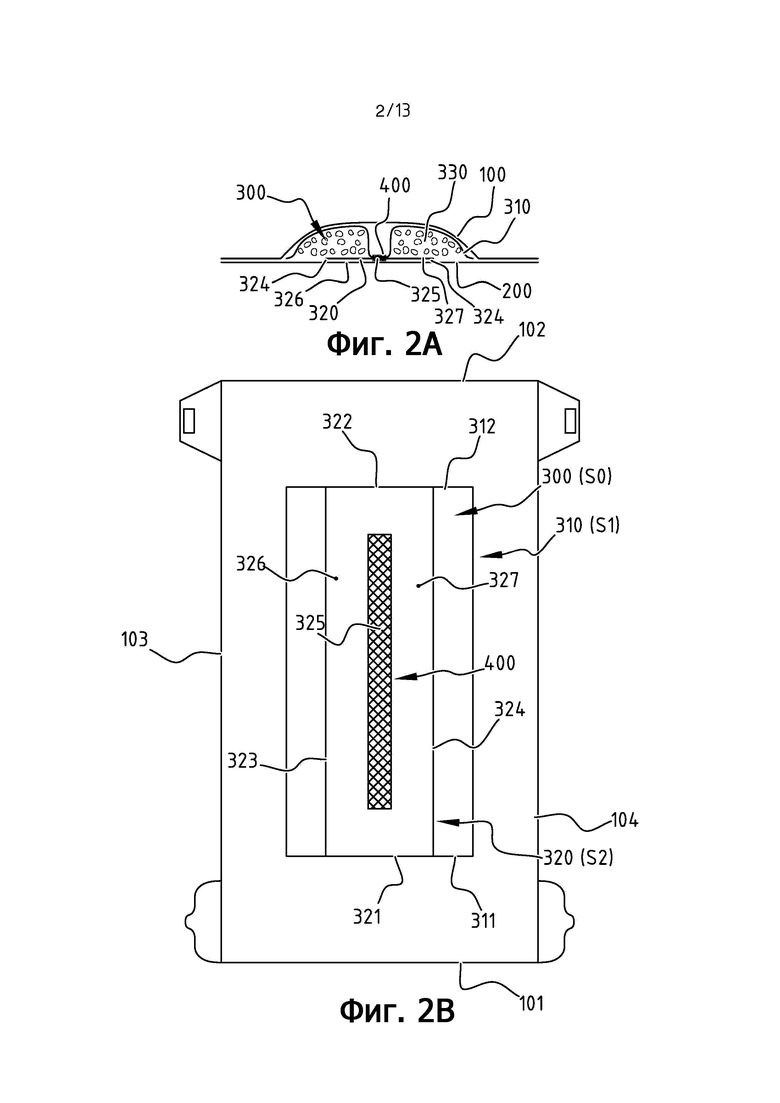
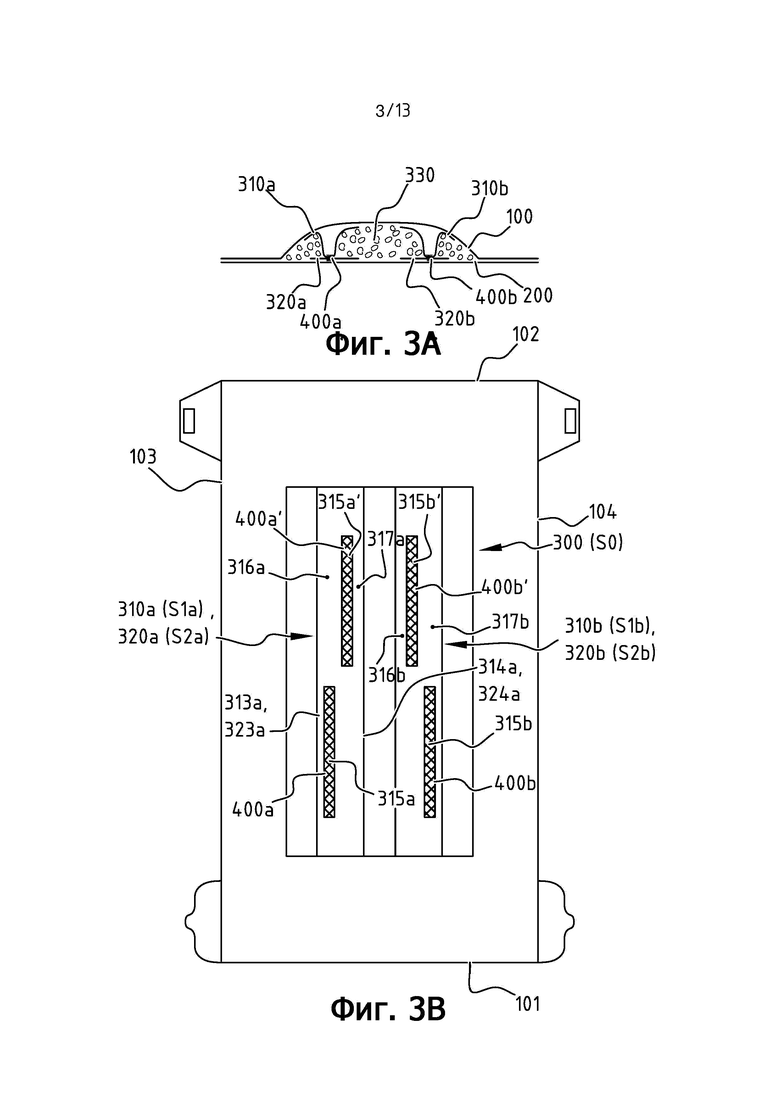
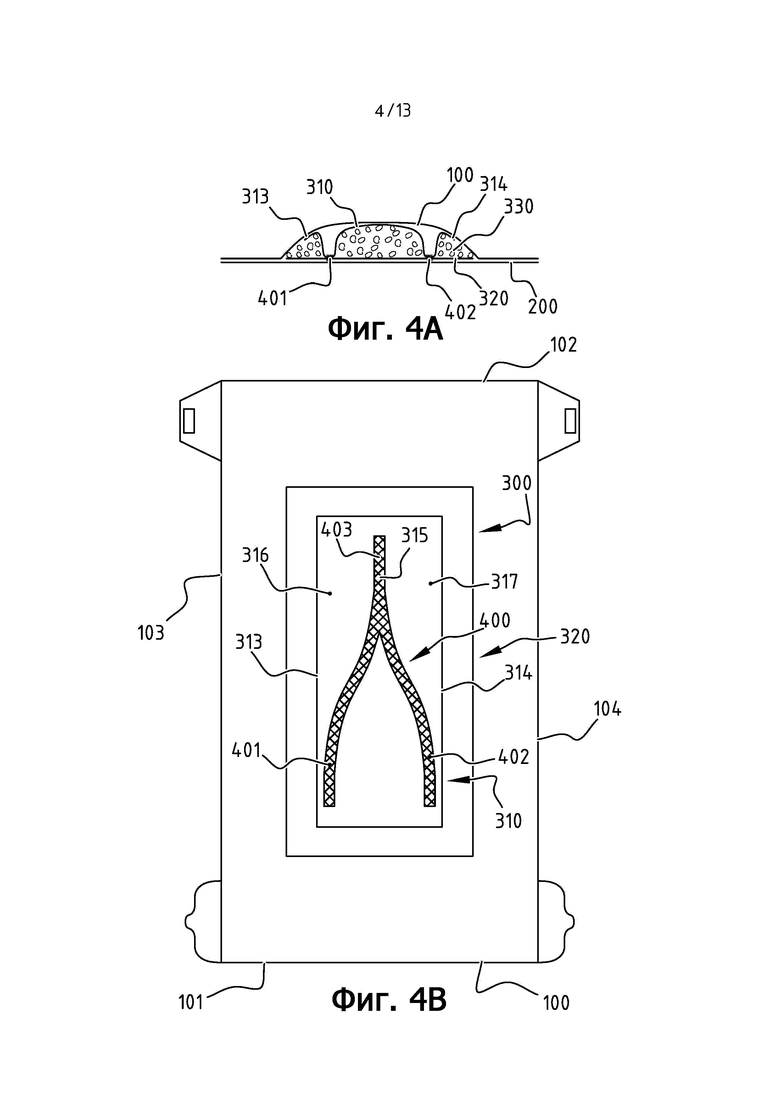
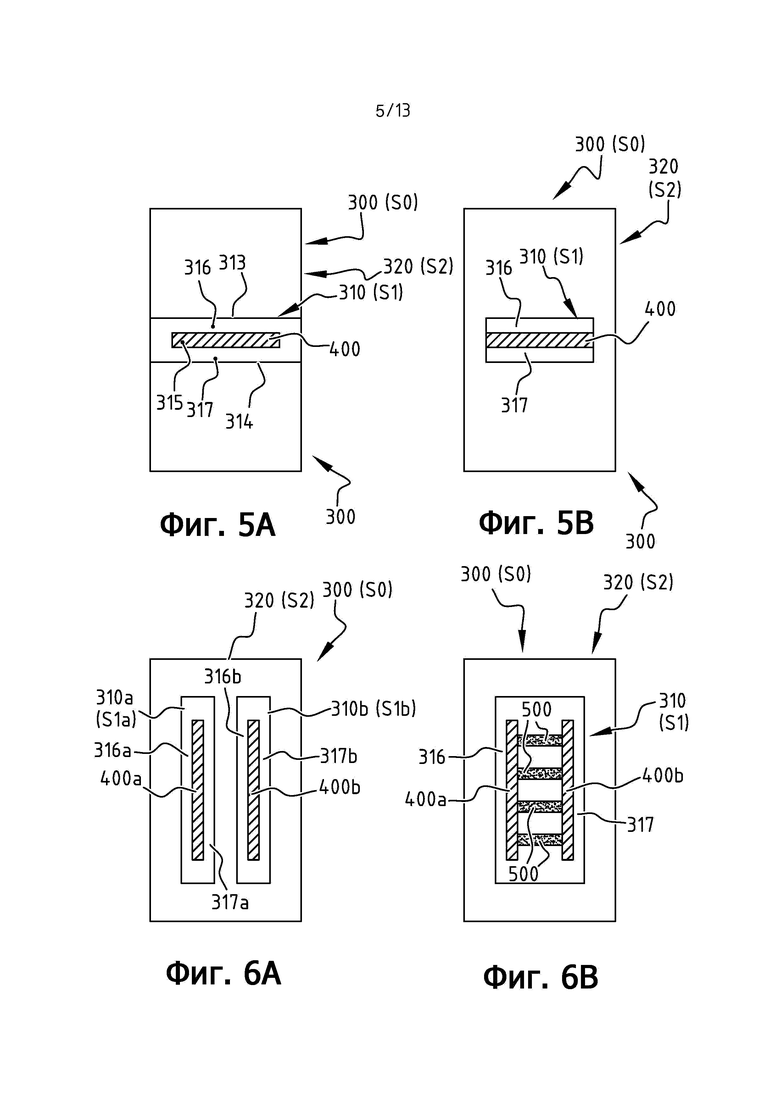
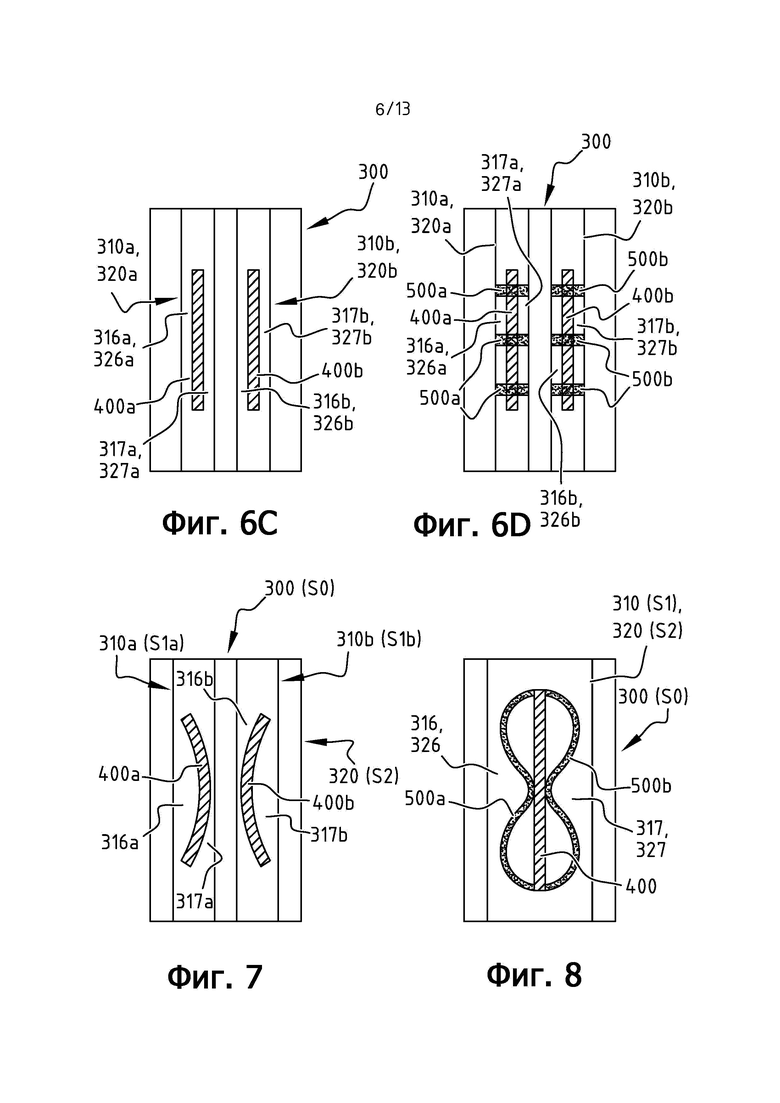
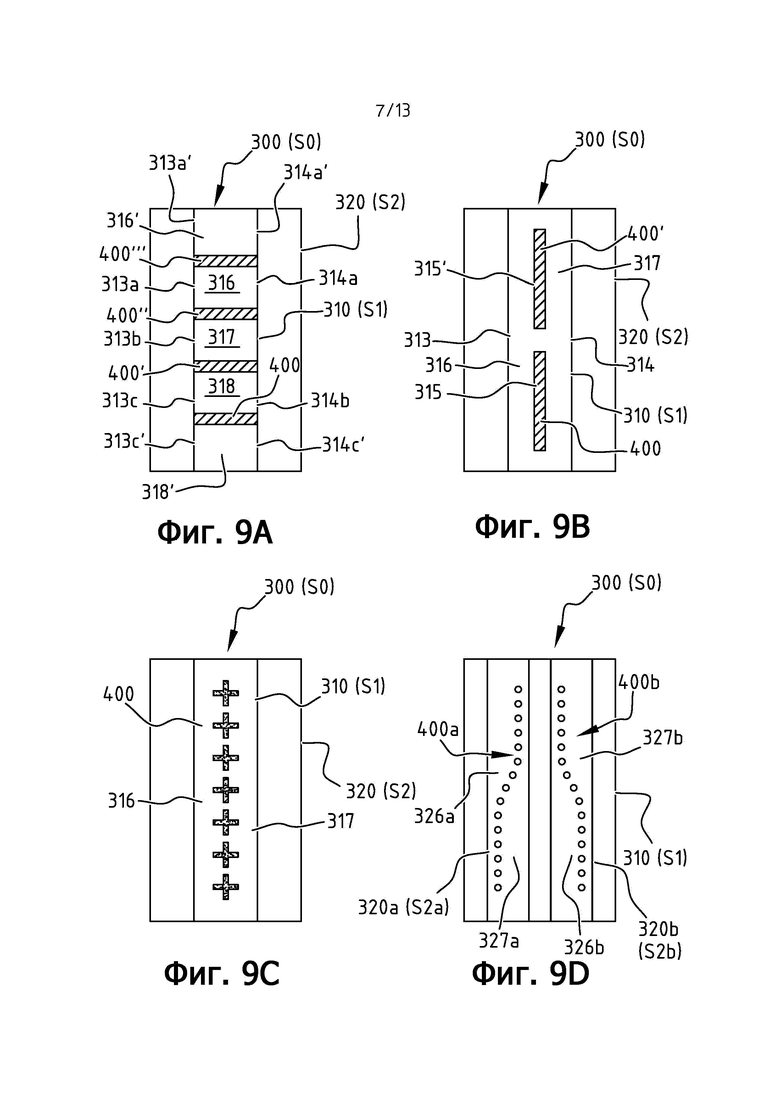
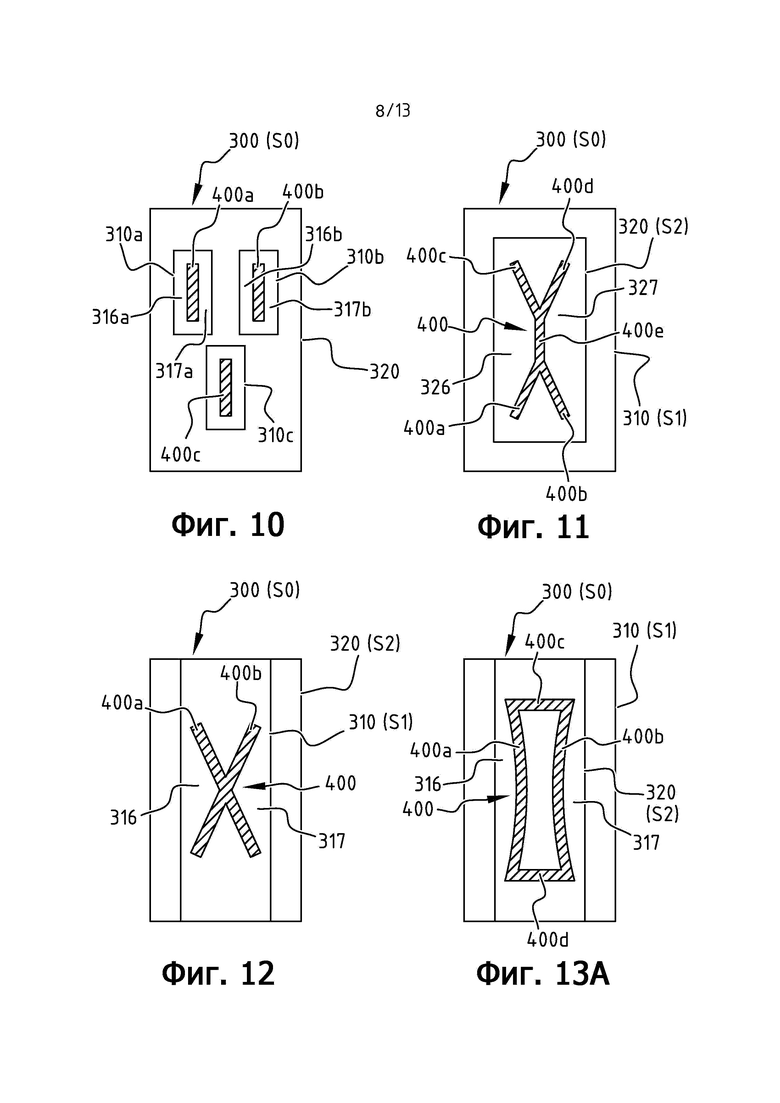
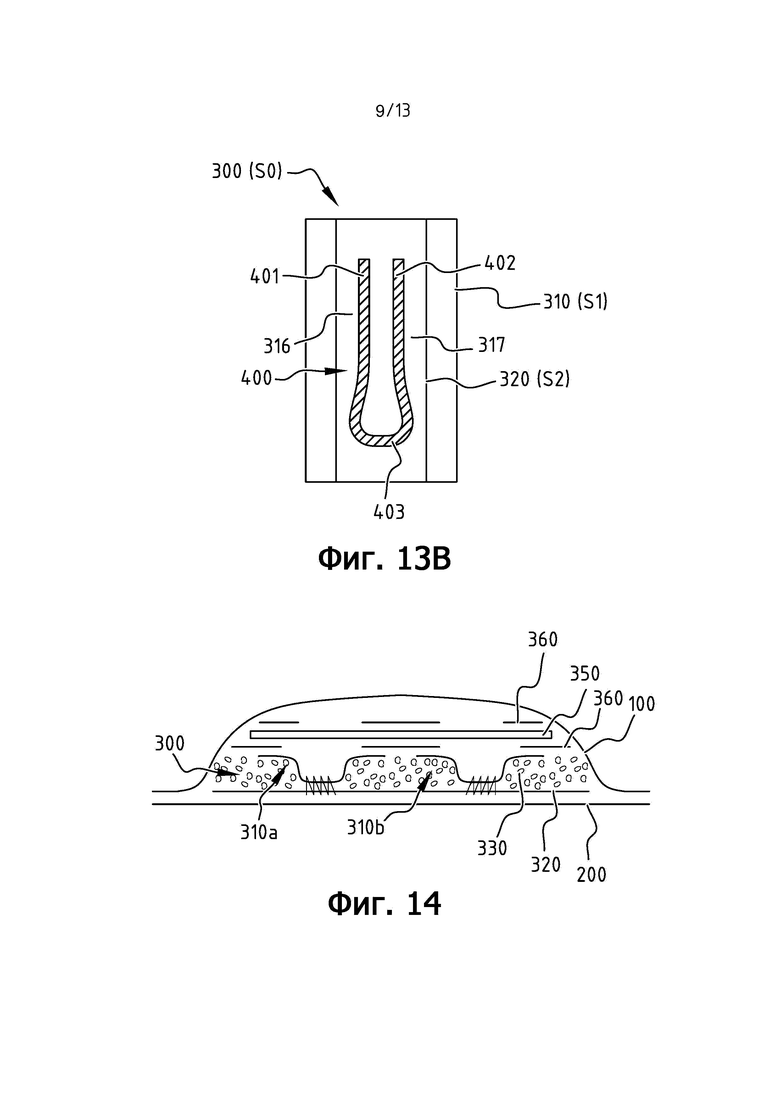
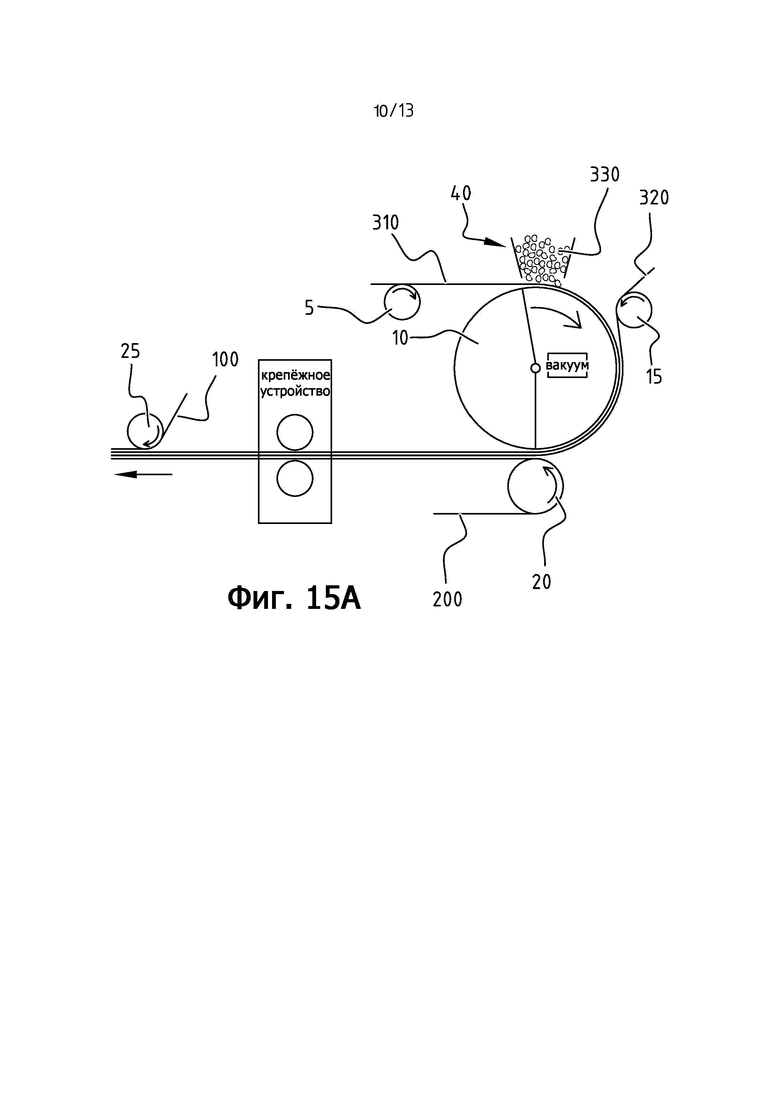
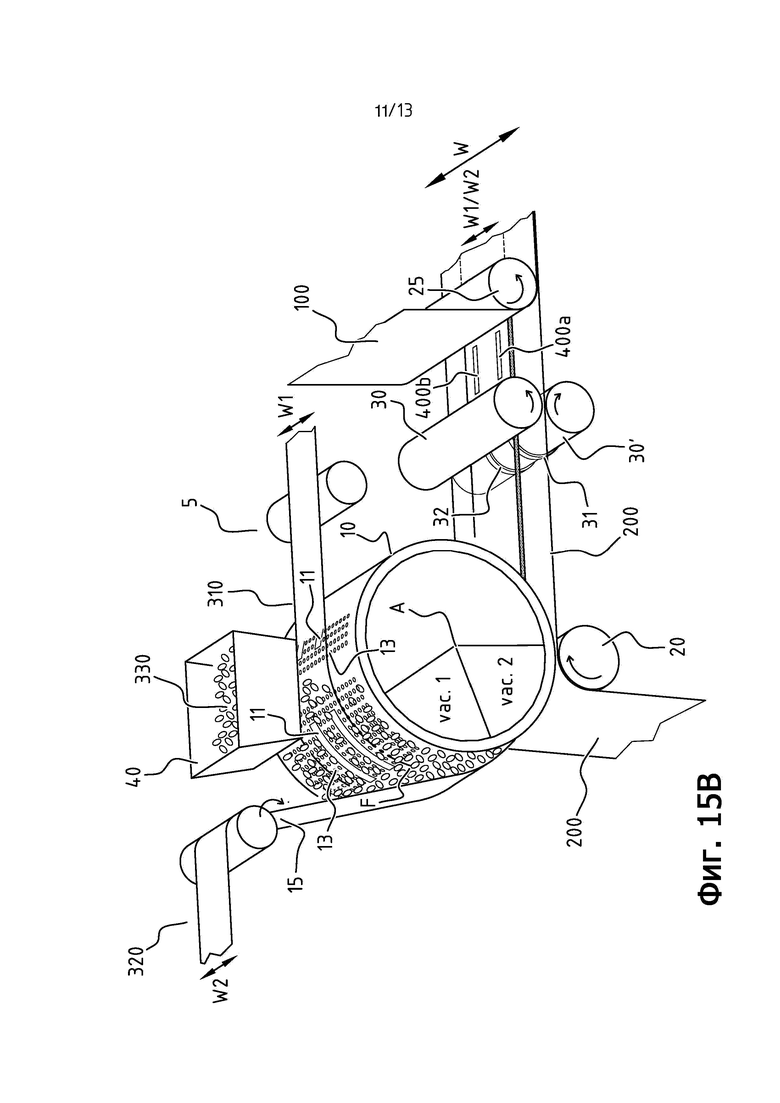
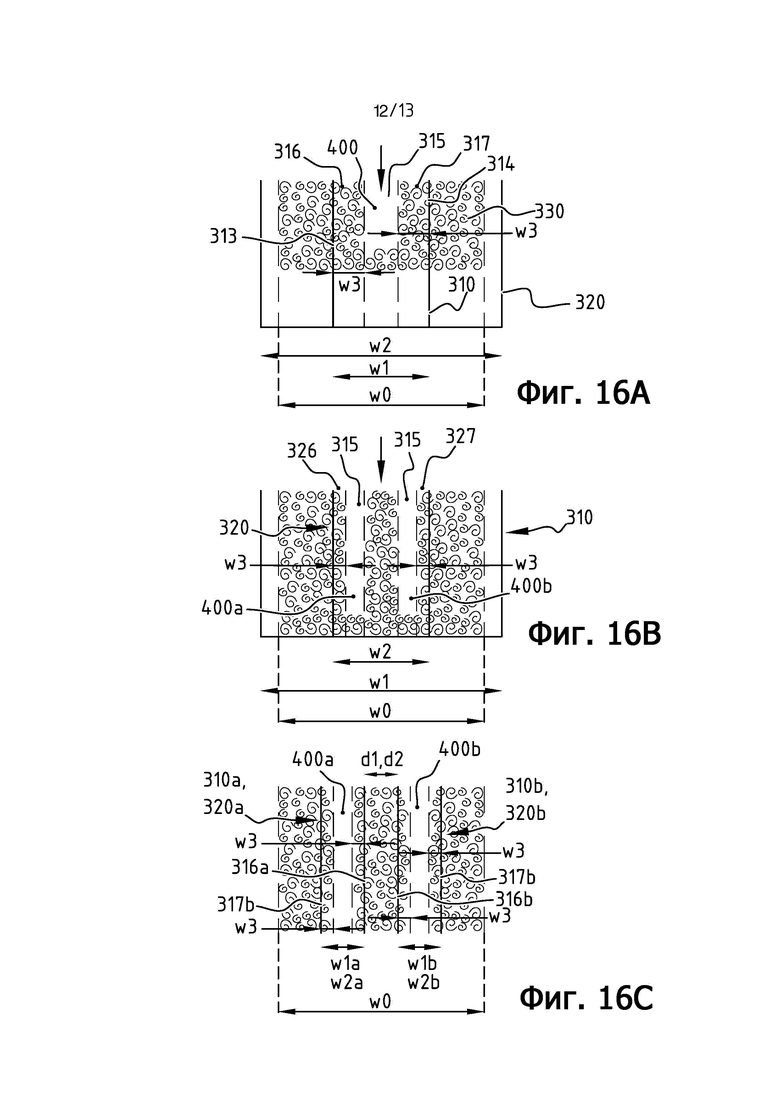
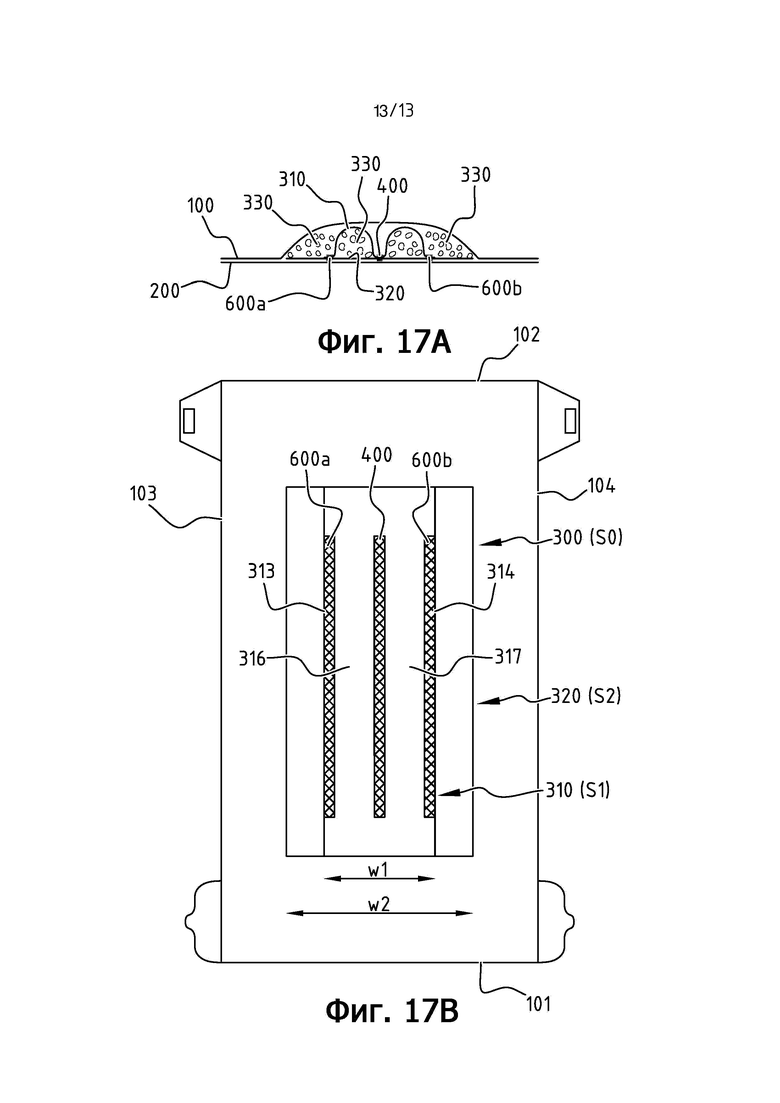
Абсорбирующее изделие, содержащее проницаемый для жидкости верхний покровный слой, непроницаемый для жидкости нижний покровный слой и впитывающую сердцевину, расположенную между проницаемым для жидкости верхним покровным слоем и непроницаемым для жидкости нижним покровным слоем, причём указанное абсорбирующее изделие имеет первую и вторую продольные кромки и первую и вторую поперечные кромки; при этом впитывающая сердцевина включает в себя верхний слой сердцевины, нижний слой сердцевины и поглощающий материал, расположенный частично между верхним слоем сердцевины и нижним слоем сердцевины; при этом по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины содержит по меньшей мере один крепёжный участок, который прикрепляется к другому такому же крепёжному участку на верхнем слое сердцевины и нижнем слое сердцевины с образованием по меньшей мере одной зоны крепления, и по меньшей мере один кромочный участок, имеющий по меньшей мере один свободный край и покрывающий часть поглощающего материала. 2 н. и 13 з.п. ф-лы, 33 ил. 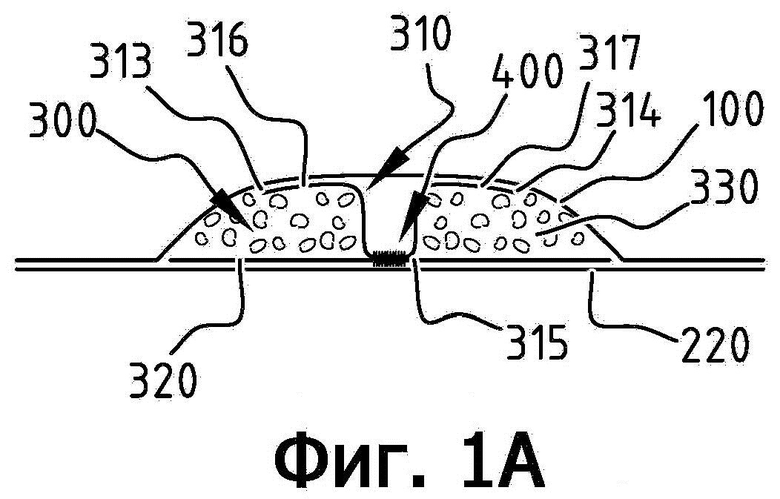
1. Абсорбирующее изделие, содержащее проницаемый для жидкости верхний покровный слой (100), непроницаемый для жидкости нижний покровный слой (200) и впитывающую сердцевину (300), расположенную между проницаемым для жидкости верхним покровным слоем и непроницаемым для жидкости нижним покровным слоем, причём указанное абсорбирующее изделие имеет первую и вторую продольные кромки (103, 104) и первую и вторую поперечные кромки (101, 102);
при этом впитывающая сердцевина включает в себя верхний слой сердцевины (310), нижний слой сердцевины (320) и поглощающий материал (330), расположенный частично между верхним слоем сердцевины и нижним слоем сердцевины;
при этом по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины содержит по меньшей мере один крепёжный участок (315; 325), который скреплен с другим таким же участком верхнего слоя сердцевины и нижнего слоя сердцевины с образованием по меньшей мере одной зоны крепления (400), и по меньшей мере один кромочный участок (316, 317; 326, 327), имеющий по меньшей мере один свободный край (313, 314; 323, 324) и покрывающий часть поглощающего материала.
2. Изделие по п. 1, в котором, если смотреть сверху на впитывающую сердцевину, верхний слой сердцевины (310) имеет общую площадь поверхности S1, нижний слой сердцевины (320) имеет общую площадь поверхности S2, впитывающая сердцевина имеет общую площадь поверхности S0, определяемую как площадь, занимаемая поглощающим материалом, плюс площадь по меньшей мере одной зоны крепления, при этом S1 составляет менее 90% S0 и/или S2 составляет менее 90% S0.
3. Изделие по п. 2, в котором S1 и/или S2 составляет менее 80% S0; и/или в котором S1 и/или S2 составляет менее 70% S0; и/или в котором S1 и/или S2 составляет менее 60% S0; и/или в котором S1 и/или S2 составляет менее 50% S0; и/или в котором S1 и/или S2 составляет менее 40% S0.
4. Изделие по любому из предшествующих пунктов, в котором по меньшей мере в одной зоне крепления отсутствует поглощающий материал между верхним слоем сердцевины и нижним слоем сердцевины.
5. Изделие по любому из предшествующих пунктов, в котором по меньшей мере один кромочный участок включает в себя первый кромочный участок (316; 326) и второй кромочный участок (317; 327), расположенные на противоположных сторонах по меньшей мере одного крепёжного участка (315; 325; 315a, 315b; 325a, 325b).
6. Изделие по любому из предшествующих пунктов, в котором по меньшей мере одна зона крепления включает в себя зону крепления, проходящую от области промежности в направлении первой и/или второй поперечной кромки впитывающей сердцевины, и/или зону крепления, проходящую в направлении от первой продольной кромки до второй продольной кромки впитывающей сердцевины.
7. Изделие по любому из предшествующих пунктов, в котором верхний слой сердцевины и/или нижний слой сердцевины имеет прямоугольную форму; и/или
в котором верхний слой сердцевины и/или нижний слой сердцевины имеет продольный размер, который составляет по меньшей мере 20% длины впитывающей сердцевины; и/или
в котором верхний слой сердцевины и/или нижний слой сердцевины имеет поперечный размер, который составляет по меньшей мере 5% ширины впитывающей сердцевины; и/или в котором разница между продольным размером верхнего слоя сердцевины и/или нижнего слоя сердцевины и длиной впитывающей сердцевины составляет в пределах ± 10%;
и/или в котором разница между поперечным размером верхнего слоя сердцевины и/или поперечным размером нижнего слоя сердцевины составляет в пределах ± 10%; и/или
в котором задняя и передняя кромки верхнего слоя сердцевины прикреплены соответственно к задней и передней кромкам нижнего слоя сердцевины.
8. Изделие по любому из предшествующих пунктов, дополнительно содержащее второй верхний слой сердцевины (310b), включающий в себя по меньшей мере один второй крепёжный участок (315b), который прикреплен к нижнему слою сердцевины (320) с образованием по меньшей мере одной второй зоны крепления (400b), и по меньшей мере один второй кромочный участок (316b, 317b), имеющий по меньшей мере один свободный край (313b, 314b) и покрывающий часть поглощающего материала.
9. Изделие по любому из предшествующих пп. 1-7, дополнительно содержащее второй верхний слой сердцевины (310b) и второй нижний слой сердцевины (320b), причём указанный второй верхний слой сердцевины включает в себя по меньшей мере один второй крепёжный участок (315b), который прикреплен ко второму нижнему слою сердцевины (320b) с образованием по меньшей мере одной второй зоны крепления (400b), и по меньшей мере один второй кромочный участок (316b, 317b), имеющий по меньшей мере один свободный край (313b, 314b) и покрывающий часть поглощающего материала.
10. Изделие по любому из предшествующих пп. 1-7, дополнительно содержащее второй нижний слой сердцевины (320b), причём указанный второй нижний слой сердцевины включает в себя по меньшей мере один второй крепёжный участок (325b), который прикреплен к верхнему слою сердцевины (310) с образованием по меньшей мере одной второй зоны крепления (400b), и по меньшей мере одну вторую кромочную часть (326b, 327b), имеющую по меньшей мере один свободный край (323b, 324b) и покрывающий часть поглощающего материала.
11. Изделие по п. 8, или 9, или 10, в котором расстояние между верхним слоем сердцевины и вторым верхним слоем сердцевины составляет по меньшей мере 5 % ширины впитывающей сердцевины; и/или
в котором расстояние между нижним слоем сердцевины и вторым нижним слоем сердцевины составляет по меньшей мере 5 % ширины впитывающей сердцевины.
12. Изделие по любому из предшествующих пунктов, в котором по меньшей мере одна зона крепления включает в себя по меньшей мере одну первую зону крепления (400) и одну вторую зону крепления (400');
в котором указанные по меньшей мере одна первая и одна вторая зоны крепления проходят рядом друг с другом от области промежности в направлении первой и/или второй поперечной кромки; и/или
в котором указанные по меньшей мере одна первая и одна вторая зоны крепления соединены по меньшей мере одной полупостоянной зоной крепления (500).
13. Изделие по любому из предшествующих пунктов, при этом абсорбирующее изделие дополнительно содержит адгезив (360) между впитывающей сердцевиной и проницаемым для жидкости верхним покровным слоем изделия; и/или
при этом абсорбирующее изделие дополнительно содержит принимающий и распределяющий слой (ADL, 350), размещающийся между впитывающей сердцевиной и проницаемым для жидкости верхним покровным слоем изделия; и/или
при этом абсорбирующее изделие содержит адгезив между впитывающей сердцевиной и ADL, и/или абсорбирующее изделие содержит адгезив между ADL и проницаемым для жидкости верхним покровным слоем изделия; и/или
в котором по меньшей мере одна зона крепления имеет центральную линию, являющуюся прямой линией или кривой либо ломаной линией - полилинией; и/или
в котором по меньшей мере одна зона крепления включает в себя множество зон крепления, которые, в основном, не содержат поглощающего материала между верхним слоем сердцевины и нижним слоем сердцевины, и в котором поглощающий материал присутствует на участках между зонами крепления, входящими в указанное множество, между верхним слоем сердцевины и нижним слоем сердцевины; и/или
при этом контур общей или каждой зоны крепления примыкает к поглощающему материалу; и/или
в котором длина общей или каждой зоны крепления составляет более 10% длины впитывающей сердцевины, и/или более 30%, и/или более 50%; и/или
в котором указанная по меньшей мере одна зона крепления включает в себя по меньшей мере одну зону постоянного крепления, которое остаётся прикреплённым при намокании;
и/или в котором поглощающий материал содержит распушённую целлюлозную массу и/или частицы суперабсорбента.
14. Способ изготовления абсорбирующего изделия, включающий в себя:
а) изготовление впитывающей сердцевины путём обеспечения верхнего слоя сердцевины (310) и нижнего слоя сердцевины (320) и путём размещения поглощающего материала (330) частично между верхним слоем сердцевины и нижним слоем сердцевины; при этом верхний слой сердцевины прикрепляют к нижнему слою сердцевины с образованием по меньшей мере одной зоны крепления (400), и прикрепление осуществляют таким образом, что по меньшей мере один из верхнего слоя сердцевины и нижнего слоя сердцевины содержит по меньшей мере один кромочный участок (316, 317; 326, 327), имеющий по меньшей мере один свободный край (313, 314; 323, 324) и покрывающий часть поглощающего материала; и
б) размещение впитывающей сердцевины между проницаемым для жидкости верхним покровным слоем изделия (100) и нижним покровным слоем изделия (200).
15. Способ по п. 14, согласно которому верхний слой сердцевины и нижний слой сердцевины подают непрерывно в направлении движения в виде полотна для верхнего слоя сердцевины и в виде полотна для нижнего слоя сердцевины, имеющих соответственно первую ширину (w1, w1a) и вторую ширину (w2, w2a), если смотреть в направлении, перпендикулярном направлению движения; при этом поглощающий материал размещают таким образом, что, если смотреть в направлении, перпендикулярном направлению движения, расстояние между внешними границами поглощающего материала составляет w0, при этом расстояние w0 больше, чем первая и/или вторая ширина; и/или
при этом по меньшей мере в одной зоне крепления, в основном, не предусмотрено поглощающего материала между верхним слоем сердцевины и нижним слоем сердцевины; и/или
при этом прикрепление осуществляют таким образом, что по меньшей мере один кромочный участок включает в себя первый кромочный участок (316; 326) и второй кромочный участок (317; 327), расположенные на противоположных сторонах по меньшей мере одного крепёжного участка (315; 325; 315a, 315b; 325a, 325b); и/или
при этом задняя и передняя кромки верхнего слоя сердцевины прикрепляют соответственно к задней и передней кромкам нижнего слоя сердцевины;
и/или который дополнительно включает в себя:
- обеспечение второго верхнего слоя сердцевины (310b) и размещение поглощающего материала (330) частично между вторым верхним слоем сердцевины и нижним слоем сердцевины, при этом второй верхний слой сердцевины прикрепляют к нижнему слою сердцевины с образованием по меньшей мере одной второй зоны крепления (400b), и прикрепление осуществляют таким образом, что второй верхний слой сердцевины содержит по меньшей мере один второй кромочный участок (316b, 317b), имеющий по меньшей мере один свободный край (313b, 314b) и покрывающий часть поглощающего материала; или
- обеспечение второго верхнего слоя сердцевины (310b) и второго нижнего слоя сердцевины (320b) и размещение поглощающего материала (330) частично между вторым верхним слоем сердцевины и вторым нижним слоем сердцевины, при этом второй верхний слой сердцевины прикрепляют ко второму нижнему слою сердцевины с образованием по меньшей мере одной второй зоны крепления (400b), и прикрепление осуществляют таким образом, что второй верхний слой сердцевины содержит по меньшей мере один второй кромочный участок (316b, 317b), имеющий по меньшей мере один свободный край (313b, 314b) и покрывающий часть поглощающего материала;
- или обеспечение второго нижнего слоя сердцевины (320b) и размещение поглощающего материала (330) частично между верхним слоем сердцевины и вторым нижним слоем сердцевины, при этом верхний слой сердцевины прикрепляют ко второму нижнему слою сердцевины с образованием по меньшей мере одной второй зоны крепления (400b), и прикрепление осуществляют таким образом, что второй нижний слой сердцевины содержит по меньшей мере один второй кромочный участок (326b, 327b), имеющий по меньшей мере один свободный край (323b, 324b) и покрывающий часть поглощающего материала; и/или
при этом указанное обеспечение таково, что расстояние (d1) между верхним слоем сердцевины (310a) и вторым верхним слоем сердцевины (310b) составляет по меньшей мере 5% ширины впитывающей сердцевины; или обеспечение таково, что расстояние (d2) между нижним слоем сердцевины (320a) и вторым нижним слоем сердцевины (320b) составляет по меньшей мере 5% ширины впитывающей сердцевины; и/или
при этом прикрепление осуществляют таким образом, что по меньшей мере одна зона крепления включает в себя по меньшей мере одну первую зону крепления (400) и по меньшей мере одну вторую зону крепления (400'); и/или
при этом прикрепление осуществляют таким образом, что по меньшей мере одна первая и одна вторая зоны крепления проходят рядом друг с другом от области промежности в направлении первой и/или второй поперечной кромки; и/или
при этом прикрепление осуществляют таким образом, что по меньшей мере одна первая и одна вторая зоны крепления соединены по меньшей мере одной зоной полупостоянного крепления (500); и/или
согласно которому адгезив (360) наносят между впитывающей сердцевиной и проницаемым для жидкости верхним покровным слоем изделия; и/или
согласно которому принимающий и распределяющий слой (ADL, 350) размещают между впитывающей сердцевиной и проницаемым для жидкости верхним покровным слоем изделия; и/или
согласно которому адгезив наносят между впитывающей сердцевиной и ADL, и/или между ADL и проницаемым для жидкости верхним покровным слоем изделия; и/или
согласно которому прикрепление осуществляют таким образом, что длина общей или каждой зоны крепления составляет более 10% длины впитывающей сердцевины, и/или более 30%, и/или более 40%; и/или
согласно которому прикрепление осуществляют таким образом, что по меньшей мере одна зона крепления включает в себя по меньшей мере одну зону постоянного крепления, которая остаётся прикреплённой при намокании; и/или
согласно которому поглощающий материал содержит распушённую целлюлозную массу и/или частицы суперабсорбента.
| WO 2015094732 A1, 25.06.2015 | |||
| US 2008312628 A1, 18.12.2008 | |||
| WO 2017087158 A1, 26.05.2017 | |||
| АБСОРБИРУЮЩАЯ СЕРДЦЕВИНА | 2011 |
|
RU2541300C2 |
