Изобретение относится к устройствам для проведения маникюра и педикюра, а именно к фрезам для аппарата для маникюра.
На сайте https://myslitsky-nail.ru/catalog/nasadki/almaznye/ представлены различные фрезы для маникюра и педикюра, содержащие хвостовик и рабочую часть. Ближайшим аналогом изобретения является фреза, имеющая боковую поверхность в виде тела вращения и торцевую поверхность, плавно сопряженную с боковой поверхностью (https://myslitsky-nail.ru/catalog/nasadki/almaznye/galvanicheskie/809-157r-514-050-tonkaya/).
Однако эта фреза, как и другие указанные на сайте фрезы, не приспособлена для обработки кутикулы.
Задачей изобретения является разработка фрезы для маникюра и педикюра, которая позволяет обеспечить атравматичную обработку кутикулы, что особенно важно в месте перехода заднего и бокового валиков (называемых также синусами).
Указанная задача решается за счет того, что у фрезы для маникюра, содержащей хвостовик и рабочую часть, имеющую боковую поверхность в виде тела вращения, имеющую абразивное покрытие, и торцевую поверхность, плавно сопряженную с боковой поверхностью, согласно изобретению торцевая поверхность выполнена шероховатой, или рельефной, или имеет абразивное покрытие, а поверхность сопряжения боковой и торцевой поверхностей является гладкой.
Техническим результатом, достигаемым за счет выполнения фрезы с гладкой поверхностью сопряжения боковой и торцевой поверхностей, является исключение пропиливания ногтевой пластины во время обработки кутикулы при наклоне фрезы относительно ногтевой пластины, что требуется на одной из стадий обработки кутикулы.
Торцевая поверхность рабочей части фрезы может быть выполнена плоской или выпуклой.
Абразивное покрытие могут иметь и боковая, и торцевая поверхности рабочей части фрезы.
Предпочтительно боковая и торцевая поверхности имеют разные размеры зерен абразива. При этом размеры зерен абразива боковой поверхности больше размеров зерен абразива торцевой поверхности.
В абразивном покрытии боковой поверхности могут иметься гладкие участки.
Торцевая поверхность с абразивным покрытием иметь гладкие участки.
Рельефная торцевая поверхность может быть образована фрезерованием, нанесением насечек, рифлением, накаткой, выдавливанием рельефа, или кернением.
Торцевая поверхность может дополнительно содержать по меньшей мере одну канавку. При этом по меньшей мере одна канавка может быть выполнена прямолинейной или криволинейной.
Изобретение поясняется чертежами.
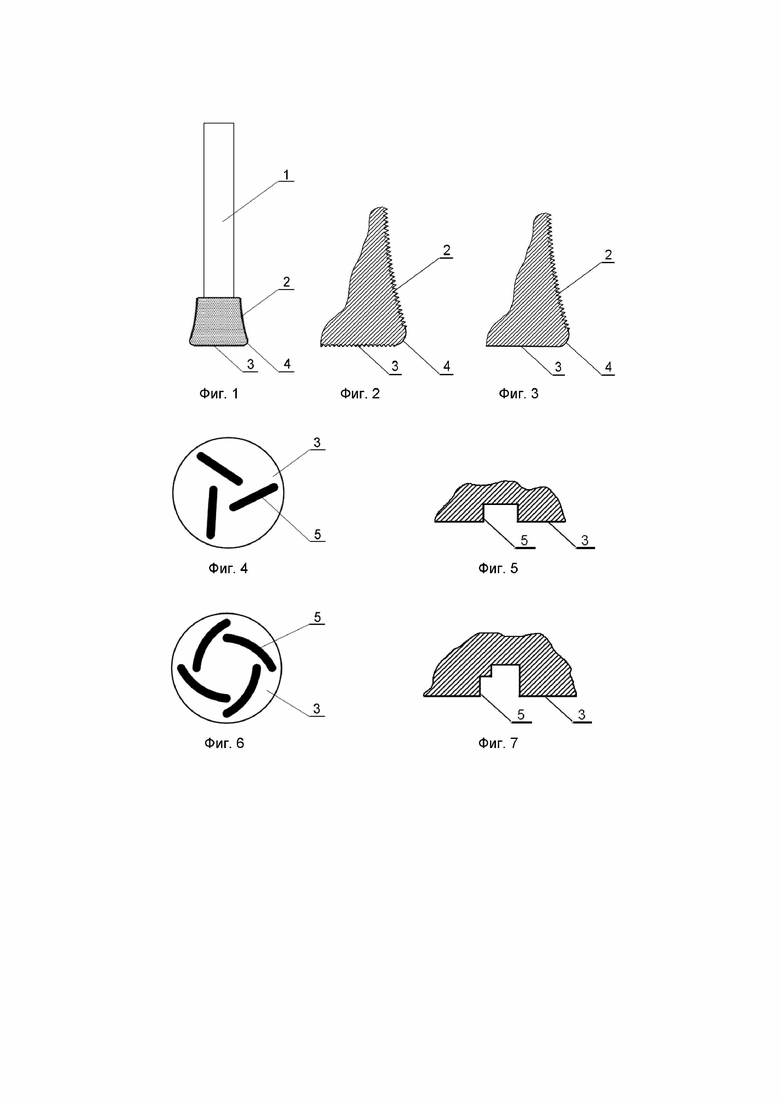
На фиг. 1 показана фреза, вид сбоку;
на фиг. 2 – фрагмент фрезы в зоне сопряжения боковой и торцевой поверхностей, вид в разрезе в увеличенном масштабе;
на фиг. 3 – то же, но с гладкой торцевой поверхностью;
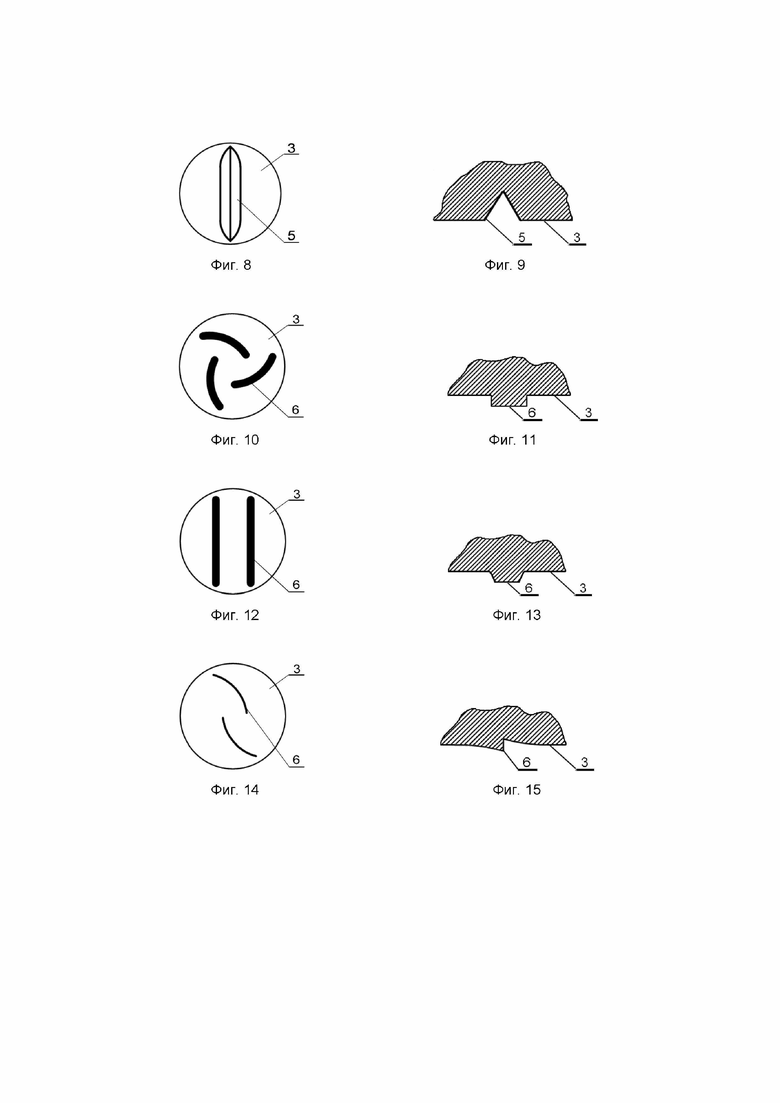
на фиг. 4-21 показаны варианты выполнения торцевой поверхности фрезы, виды снизу и в разрезе;
на фиг. 22 и 23 показан процесс обработки кутикулы фрезой.
Как показано на фиг. 1 и 2, фреза для маникюра и педикюра содержит хвостовик 1 и рабочую часть, имеющую боковую поверхность 2 в виде тела вращения и торцевую поверхность 3, плавно сопряженную с боковой поверхностью 2, причем поверхность сопряжения 4 боковой и торцевой поверхностей является гладкой.
Торцевая поверхность может быть выполнена плоской, как показано на фиг. 1, или выпуклой (не показано).
Боковая поверхность 2 имеет абразивное покрытие, причем в абразивном покрытии боковой поверхности 2 могут иметься гладкие участки (не показано). Наиболее подходящим абразивом является алмазное покрытие на гальванической связке.
Торцевая поверхность 3 может иметь как абразивное покрытие (фиг. 1 и 2), так и может быть выполнена гладкой (фиг. 3), шероховатой или рельефной. В абразивном покрытие торцевой поверхности 3 могут иметься гладкие участки (не показано).
Если торцевая поверхность 3 имеет абразивное покрытие, то желательно, чтобы размеры зерен абразива боковой поверхности 2 были больше размеров зерен абразива торцевой поверхности 3.
Рельефная торцевая поверхность 3 фрезы может быть образована фрезерованием, нанесением насечек, рифлением, накаткой, выдавливанием рельефа, или кернением (фиг. 14-21). Кроме того, торцевая поверхность 3 фрезы может дополнительно содержать по меньшей мере одну канавку 5 (фиг. 4-9) или продолговатый выступ 6 (фиг. 10-13). Канавки или выступы могут быть выполнены прямолинейными (фиг. 4, 8 и 12) или криволинейными (фиг. 6, и 10).
Гладкая поверхность сопряжения 4 может быть образована или нанесением специального лака на эту поверхность перед закреплением зерен абразива в гальванической ванне или механическим удалением (обточкой) абразива.
При работе фрезы на одной из стадии обработки кутикулы требуется наклонять фрезу относительно ногтевой пластины, как показано на фиг. 22 и 23. При этом фреза соприкасается с ногтевой пластиной поверхностью сопряжения 4 и не пропиливает ее. При гладкой торцевой поверхности фреза будет атравматично обрабатывать кутикулу, но не будет удалять птеригий, а для одновременного удаления птеригия используется фреза с абразивной или рельефной торцевой поверхностью. Кроме того, фрезу с мелким абразивом на боковой поверхности и с гладкой торцевой поверхностью можно использовать для шлифовки уже после основной обработки кутикулы и птеригия.


Изобретение относится к устройствам для проведения маникюра и педикюра, а именно к фрезам для аппарата для маникюра. Фреза для маникюра содержит хвостовик и рабочую часть, имеющую боковую поверхность в виде тела вращения, имеющую абразивное покрытие, и торцевую поверхность, плавно сопряженную с боковой поверхностью. Торцевая поверхность выполнена шероховатой, или рельефной, или имеет абразивное покрытие, а поверхность сопряжения боковой и торцевой поверхностей является гладкой. Техническим результатом является исключение пропиливания ногтевой пластины во время обработки кутикулы при наклоне фрезы относительно ногтевой пластины. 10 з.п. ф-лы, 23 ил.
1. Фреза для маникюра, содержащая хвостовик и рабочую часть, имеющую боковую поверхность в виде тела вращения, имеющую абразивное покрытие, и торцевую поверхность, плавно сопряженную с боковой поверхностью, отличающаяся тем, что торцевая поверхность выполнена шероховатой, или рельефной, или имеет абразивное покрытие, а поверхность сопряжения боковой и торцевой поверхностей является гладкой.
2. Фреза по п. 1, отличающаяся тем, что торцевая поверхность выполнена плоской.
3. Фреза по п. 1, отличающаяся тем, что торцевая поверхность выполнена выпуклой.
4. Фреза по п. 1, отличающаяся тем, что и боковая, и торцевая поверхности имеют абразивное покрытие.
5. Фреза по п. 4, отличающаяся тем, что боковая и торцевая поверхности имеют разные размеры зерен абразива.
6. Фреза по п. 5, отличающаяся тем, что размеры зерен абразива боковой поверхности больше размеров зерен абразива торцевой поверхности.
7. Фреза по п. 1, отличающаяся тем, что в абразивном покрытии боковой поверхности имеются гладкие участки.
8. Фреза по п. 1, отличающаяся тем, что торцевая поверхность имеет в абразивное покрытие, в котором имеются гладкие участки.
9. Фреза по п. 1, отличающаяся тем, что торцевая поверхность выполнена рельефной, причем рельефная поверхность образована фрезерованием, нанесением насечек, рифлением, накаткой, выдавливанием рельефа или кернением.
10. Фреза по п. 1, отличающаяся тем, что торцевая поверхность дополнительно содержит по меньшей мере одну канавку или продолговатый выступ.
11. Фреза по п. 10, отличающаяся тем, что по меньшей мере одна канавка или продолговатый выступ выполнены прямолинейными или криволинейными.
| US 2017151654 A1, 01.06.2017 | |||
| РАМНЫЙ ФИЛЬТР ДЛЯ РАЗДЕЛЕНИЯ СУСПЕНЗИЙ С МЕХАНИЧЕСКОЙ ВЫГРУЗКОЙ ОСАДКА | 0 |
|
SU203624A1 |
| Способ хранения жидких сахарных продуктов | 1931 |
|
SU29424A1 |
| DE 202015002271 U1, 28.05.2015 | |||
| DE 202008002986 U1, 21.08.2008 | |||
| Устройство для защиты высоковольтной линейной передачи от сверхтоков | 1935 |
|
SU48719A1 |
| СПОСОБ ИССЛЕДОВАНИЯ ПРОЦЕССА АГЛОМЕРАЦИИ | 0 |
|
SU202184A1 |
| ИНТЕРФЕРЕНЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ | 0 |
|
SU196359A1 |
| УСТРОЙСТВО для ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГОМАТЕРИАЛА | 0 |
|
SU206521A1 |
| DE 20008683 U1, 03.08.2000. | |||
