Известен интерфереициониый способ определения измерения чистоты (шероховатости) поверхности деталей в процессе тонкой обработки, состоящей в том, что по изображению интерференционной картины судят о чистоте (шероховатости) поверхности.
Такой способ определения чистоты (шероховатостн) новерхиости детали позволяет контролировать чистоту поверхности только в статистическом состоянии.
Предлагаемый способ отличается от известного тем, что с исследуемой поверхности детали сдувают охлаждаюшую жидкость, например, струей воздуха и фотографируют последователы о интерференционную картииу исследуемой поверхности, по которой судят об измеиении чистоты (шероховатости) поверхиости детали.
Это позволяет повысить точность определеиия параметров, характеризующих чистоту поверхности (шероховатости) непосредственно в процессе тонкой обработки дета.пи при использовании охлаждающей жидкости.
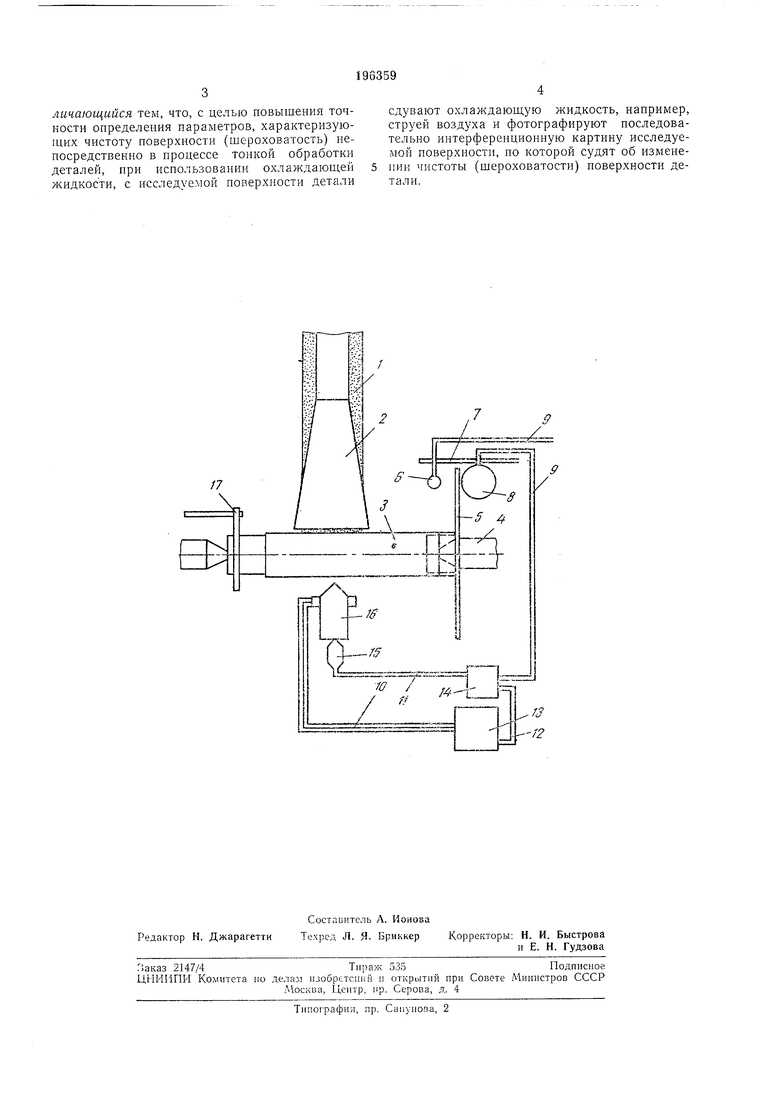
На чертеже изображена схема измерительного комплекса, поясняющая предлагаемый способ.
2 воздушной заслонки, исследуемую деталь 3, закрепленную в центрах 4, диск - световую заслонку 5, лалшочку 6 накаливания, кронштейн 7 крепления, фотоэлемент 8, провода 9-12, источник питания импульсной лампыстроботроиа 13, устройство 14 синхронизации, кинокамеру 15 с электрическим приводом, интерферометр 16 для исследования нодвнжных поверхностей деталей в нроцессе обработки и поводковое устройство 17 для вращения детали.
При осуществлении способа интерферометр 16 для исследования подвижных поверхностей деталей в процессе обработки закреиляется против Шотифуемой детали 3. Струей воздуха очиш.ают деталь от охлаждающе жидкости, которая иеобходима при обработке детали шлифованием, приме яя с этой целью воздушную заслонку, рабочий коиец которой подведен к зоие шлифования. Затем фотографируют последов атель Ю иитерфере 1циои1 у о картину исследуемой поверхпостп, по которой судят об изменени чистоты (шероховатости) иоверхиости детали.
личающийся тем, что, с целью повышения точности определения параметров, характеризующих чистоту поверхпости (шероховатость) иепосредственно в процессе тонкой обработки деталей, при использовании охлаждающей жидкости, с исследуемой поверхности детали
сдувают охлаждающую жидкость, например, струей воздуха и фотографируют последовательио интерференционную картину исследуемой поверхности, по которой судят об изменении чистоты (шероховатости) поверхности детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ КОНТРОЛЯ СТРУКТУРНОГО СОСТОЯНИЯ ЗАКАЛЕННЫХ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2012 |
|
RU2498262C1 |
| Способ контроля формы полированой сферической поверхности детали | 1976 |
|
SU574604A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Способ контроля шероховатости поверхности детали | 1989 |
|
SU1730535A1 |
| Интерферометр для исследования оптических неоднородностей стекла в оптических деталях | 1980 |
|
SU911145A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФАКТИЧЕСКОЙ ПЛОЩАДИ КОНТАКТИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2020 |
|
RU2745485C1 |
| Голографический способ обнаружения трещины | 1982 |
|
SU1054675A1 |
| СПОСОБ КОНТРОЛЯ ПОВЕРХНОСТИ | 2015 |
|
RU2621469C1 |
| Способ исследования плотности материалов | 1982 |
|
SU1078296A1 |
ff
