[0001] Настоящая заявка относится к области микрогидродинамики, и в частности, к микрофлюидному устройству и способу его изготовления.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] Микрофлюидная технология представляет собой технологию точного управления и манипулирования малыми объемами жидкостей. В практическом применении каналы для текучей среды в микрофлюидных устройствах, в которых используются принципы микрогидродинамики, имеют небольшие размеры, приблизительно от 500 микрометров до 100 нанометров или даже меньше.
[0003] Благодаря непрерывному развитию соответствующих исследований, микрофлюидная технология нашла применение во многих областях. Одним из наиболее успешных промышленных применений микрофлюидной технологии является струйная печатающая головка. Кроме того, в некоторых распылителях жидкости, в частности, в медицинских распылителях с жесткими требованиями к контролю объема, в качестве распыляющих сопел постепенно стали использоваться микрофлюидные устройства. Под действием высокого давления распыляющее сопло может распылять жидкость очень мелкими каплями для увеличения скорости всасывания капель в легких.
[0004] Однако существующие микрофлюидные устройства имеют ограниченную точность управления объемом жидкости или расходом, и поэтому требуется усовершенствованное микрофлюидное устройство.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Целью настоящего изобретения является создание микрофлюидного устройства для повышения точности объема и расхода текучей среды, раздача которой осуществляется через микрофлюидное устройство.
[0006] В одном аспекте настоящего изобретения предложено микрофлюидное устройство. Микрофлюидное устройство содержит первую подложку, имеющую первую монтажную сторону, и вторую подложку, имеющую вторую монтажную сторону, выполненную с возможностью соединения с первой монтажной стороной для сборки первой подложки и второй подложки друг с другом. По меньшей мере одна сторона из первой монтажной стороны и второй монтажной стороны имеет канал камеры для текучей среды, и после соединения первой подложки и второй подложки друг с другом, канал камеры для текучей среды образует камеру для текучей среды, имеющую впускное отверстие для текучей среды и выпускное отверстие для текучей среды. Указанная по меньшей мере одна сторона из первой монтажной стороны и второй монтажной стороны, имеющая канал камеры для текучей среды, имеет выпускную расширительную канавку, расположенную смежно с выпускным отверстием для текучей среды и проходящую от него вниз по потоку, причем у выпускного отверстия для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды.
[0007] В другом аспекте настоящего изобретения предложен способ изготовления микро флюидного устройства. Способ включает: использование первой подложки, имеющей первую монтажную сторону; использование второй подложки, имеющей вторую монтажную сторону; формирование на первой монтажной стороне множества каналов камеры для текучей среды, каждый из которых имеет впускное отверстие для текучей среды и выпускное отверстие для текучей среды; формирование на первой монтажной стороне расширительной канавки для текучей среды, расположенной смежно с каждым выпускным отверстием для текучей среды и проходящей от него вниз по потоку, причем у каждого выпускного отверстия для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды; соединение первой монтажной стороны первой подложки со второй монтажной стороной второй подложки для их сборки друг с другом таким образом, что указанное множество каналов камеры для текучей среды образуют, соответственно, множество камер для текучей среды; скрайбирование первой подложки и второй подложки в каждой выпускной расширительной канавке для разделения указанного множества камер для текучей среды.
[0008] Вышеизложенное представляет собой сущность изобретения, при этом возможны упрощения, объединения и исключения признаков, поэтому специалист в данной секции техники должен понимать, что указанный раздел является лишь иллюстративным и не предназначен для ограничения объема изобретения в той или иной форме. Данный раздел сущности изобретения не предназначен для определения основных или существенных характеристик заявленного изобретения и не предназначен для использования в качестве дополнительных средств для определения объема заявленного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Вышеупомянутые и другие признаки настоящего изобретения будут более понятны из следующего описания и прилагаемой формулы изобретения в сочетании с чертежами. Очевидно, что данные чертежи отображают только несколько вариантов выполнения настоящего изобретения и, следовательно, не должны рассматриваться в качестве ограничивающих объем настоящего изобретения. Настоящее изобретение будет пояснено более точно и подробно с использованием чертежей.
[0010] Фиг. 1 иллюстрирует частичный схематический вид микрофлюидного устройства, используемого в качестве распыляющего сопла на выпуске для текучей среды;
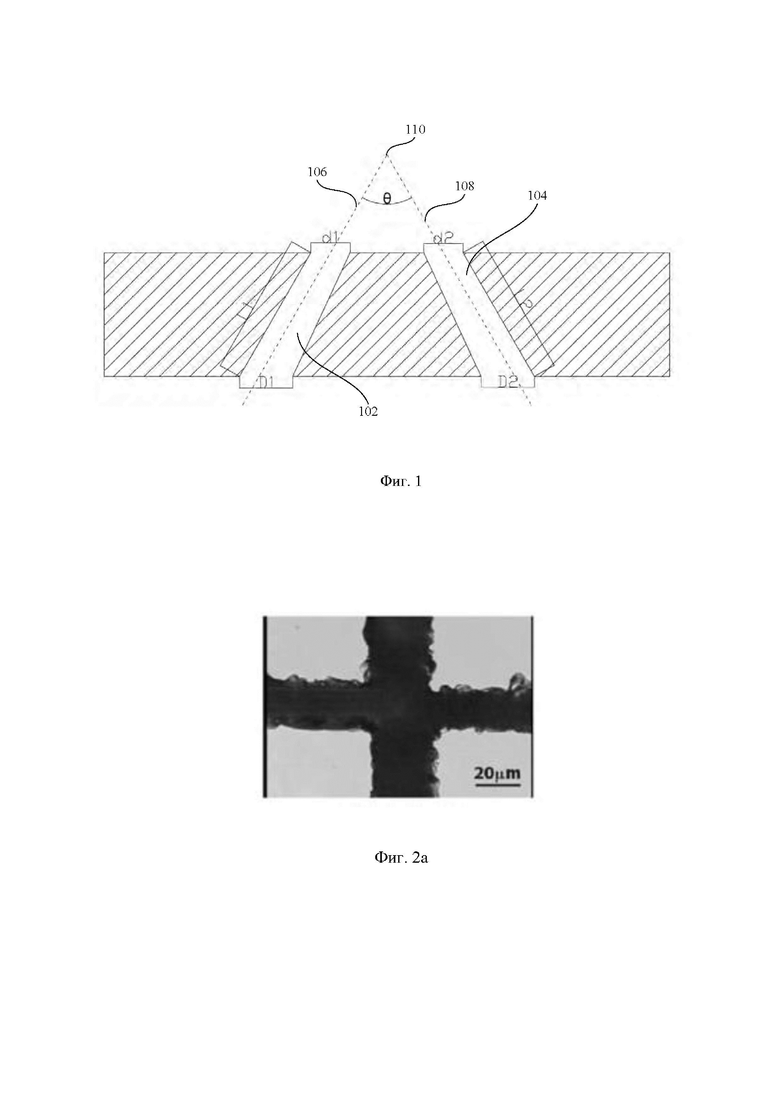
[0011] Фиг. 2а иллюстрирует поверхность пластины вблизи канавки скрайбирования после разрезания алмазным ножом;
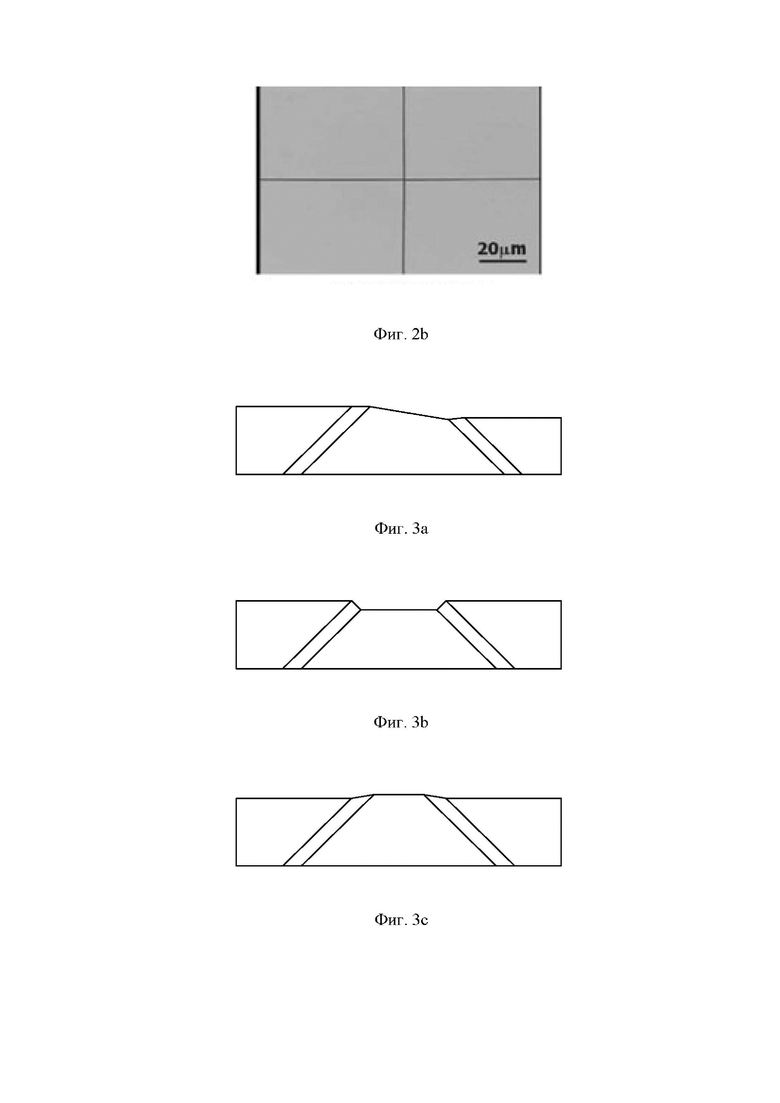
[0012] Фиг. 2b иллюстрирует поверхность пластины вблизи канавки скрайбирования после разрезания лазером;
[0013] Фиг. 3а-3с иллюстрируют несколько схематических изображений неровных краев выпускных отверстий для текучей среды, обусловленных дефектами при скрайбировании;
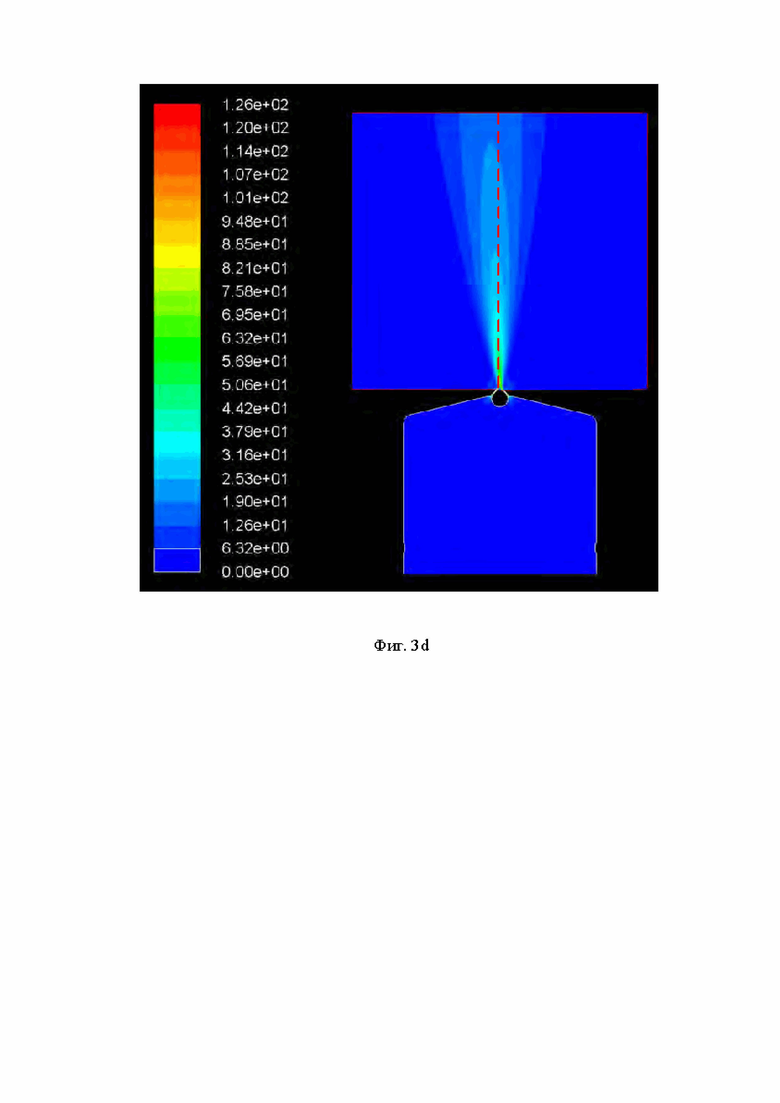
[0014] Фиг. 3d иллюстрирует смоделированный профиль струи, выпускаемой микрофлюидным устройством, с дефектом при скрайбировании, показанным на Фиг. 3а;
[0015] Фиг. 4а-4с иллюстрируют схематические изображения микрофлюидного устройства 400, выполненного в соответствии с одним вариантом выполнения настоящего изобретения;
[0016] Фиг. 5а иллюстрирует виды в аксонометрии первой подложки и второй подложки, когда пластина, содержащая множество микрофлюидных устройств, как показано на Фиг. 4а, не разрезана;
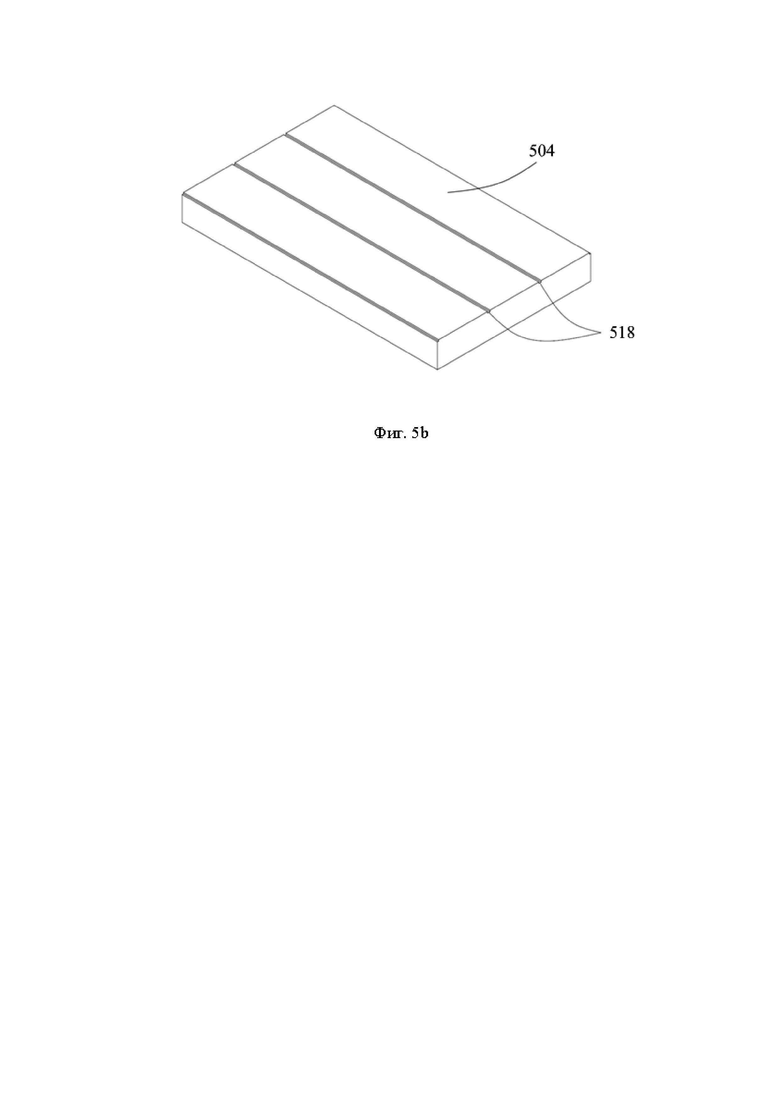
[0017] Фиг. 5b иллюстрирует монтажную сторону второй подложки, показанной на Фиг. 5а;
[0018] Фиг. 5с иллюстрирует, как первая подложка и вторая подложка, показанные на Фиг. 5а и 5b, перекрываются друг с другом;
[0019] Фиг. 6а-6с иллюстрируют схематические изображения микрофлюидного устройства 600, выполненного в соответствии с еще одним вариантом выполнения настоящего изобретения;
[0020] Фиг. 7 иллюстрирует схематическое изображение микрофлюидного устройства 700, выполненного в соответствии с еще одним вариантом выполнения настоящего изобретения;
[0021] Фиг. 8 иллюстрирует схематическое изображение микрофлюидного устройства 800, выполненного в соответствии с еще одним вариантом выполнения настоящего изобретения;
[0022] Фиг. 9 иллюстрирует способ 900 изготовления микро флюидного устройства, выполненного в соответствии с еще одним вариантом выполнения настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0023] В последующем подробном описании сделана ссылка на чертежи, которые являются частью этого описания. На чертежах аналогичные символы обычно обозначают аналогичные компоненты, если только из контекста не следует иного. Иллюстративные варианты выполнения, описанные в подробном описании, в формуле изобретения и изображенные на чертежах, не являются ограничивающими. Могут быть использованы другие варианты выполнения и могут быть выполнены другие изменения без отклонения от сущности или объема настоящего изобретения. Очевидно, что различные аспекты настоящего изобретения, которые в целом описаны в этой заявке и показаны на чертежах, могут быть выполнены, заменены, объединены и рассчитаны в различных конфигурациях, при этом все они несомненно определяют сущность настоящего изобретения.
[0024] Фиг. 1 иллюстрирует частичный схематический вид микрофлюидного устройства, используемого в качестве распыляющего сопла на выпускном отверстии для текучей среды.
[0025] Как показано на Фиг. 1, на выпускном отверстии для текучей среды микрофлюидное устройство содержит два канала 102 и 104 для текучей среды, причем эти два канала 102 и 104 для текучей среды образуют струйные потоки, соответственно, 106 и 108. Два струйных потока 106 и 108 могут пересекаться в точке 110 схождения снаружи микрофлюидного устройства, распыляясь при этом в результате соударения на мельчайшие капельки. Предпочтительно, канал 102 для текучей среды имеет входной диаметр D1, выходной диаметр d1 и длину L1, а канал 104 для текучей среды имеет входной диаметр D2, выходной диаметр d2 и длину L2. Эти конструктивные параметры могут в значительной степени влиять на давление распыления, скорость потока распыления, угол конуса распыления и размер мелкодисперсных частиц струи, образуемой и выпускаемой из микрофлюидного устройства, поэтому для изготовления такого микрофлюидного устройства необходимо внедрение производственных процессов с исключительно высокой степенью точности.
[0026] В современном массовом производстве микрофлюидное устройство, показанное на Фиг. 1, как правило, может быть изготовлено серийно с использованием процесса микротехнологии. Например, на кремниевой пластине, стеклянной подложке или на пластине из других материалов с использованием процесса микротехнологии может быть сформировано множество повторяющихся ячеистых структур микрофлюидных устройств, расположенных в виде массива, затем пластина может быть разрезана в процессе скрайбирования для разделения соответствующих отдельных структур микрофлюидных устройств. Автор настоящего изобретения установил, что в микрофлюидных устройствах, изготовленных с использованием процесса микротехнологии, несмотря на то, что внутренние конструктивные параметры данных устройств можно с точностью контролировать с помощью таких процессов, как фотолитография и травление, на самом деле изготовленные устройства по-прежнему имеют значительные расхождения в рабочих характеристиках. Многие устройства из одной производственной партии не соответствуют конструктивным стандартам и требованиям. Это приводит к малой эффективности серийно изготовленных микрофлюидных устройств.
[0027] После дальнейших исследований автор изобретения установил, что вышеупомянутые расхождения в фактических рабочих характеристиках микрофлюидных устройств связаны преимущественно с низкой точностью процесса скрайбирования. В частности, для разметки пластины обычно используется механический процесс алмазного скрайбирования, в котором для формирования рисок реза применяется алмазный нож высокой прочности для разрезания с высокой скоростью по линиям скрайбирования пластины. При этом рабочий стол с находящейся на нем пластиной перемещается прямолинейно с определенной скоростью в тангенциальном направлении точки контакта между алмазным ножом и пластиной таким образом, что пластина может быть разделена по рискам реза на отдельные микрофлюидные устройства. Однако резка твердых и хрупких кремниевых или стеклянных пластин алмазными ножами имеет свойство вызывать механическое напряжение. Чем уже линии скрайбирования, тем большее напряжение возникает в областях, расположенных смежно с линиями скрайбирования, что приводит к таким дефектам, как сколы, микротрещины, расслоение и т.д. по краям устройств. Такие дефекты могут непосредственно влиять на рабочие характеристики устройств.
[0028] Фиг. 2b иллюстрирует поверхность пластины вблизи разметочной линии после разрезания алмазным ножом. Как показано на Фиг. 2а, после разрезания ножом поверхность среза пластины имеет множество заусенцев и является неровной. В микрофлюидном устройстве, показанном на Фиг. 1, поскольку впускное и выпускное отверстия канала для текучей среды расположены на краю линии скрайбирования, небольшие дефекты могут ухудшать качество устройств. Кроме того, в большинстве процессов скрайбирования ширина канавок, образованных в результате разрезания, по существу равна ширине ножа, в результате чего в процессе скрайбирования может образоваться множество твердых частиц или осколков. Когда впускное и выпускное отверстия канала для текучей среды расположены на краю линии скрайбирования, впускное и выпускное отверстие могут быть проточно соединены с окружающей средой после скрайбирования, поэтому частицы или осколки, образовавшиеся в процессе скрайбирования, могут попасть в канал для текучей среды через открытые впускное и выпускное отверстия, что может заблокировать канал для текучей среды.
[0029] Другой широко используемой технологией скрайбирования подложки является процесс лазерного скрайбирования. По сравнению с процессом механического скрайбирования, лазерное скрайбирование может значительно снизить количество отходов при скрайбировании и осколков после скрайбирования пластины, как показано на Фиг. 2b. Однако источник лазерного излучения обладает недостаточной энергией, и иногда для завершения разделения устройства необходима многократная резка. Кроме того, в композитной пластине большой толщины необходимо производить скрайбирование от верхней и нижней поверхностей композитной пластины до промежуточной связующей поверхности внутри пластины. Многократная резка и последующее совмещение неизбежно приводят к дефектам смещения. Следовательно, если впускное и выпускное отверстия микро флюидного канала расположены вблизи линии скрайбирования, то при смещении может одновременно измениться длина впускного и выпускного отверстия микрофлюидного канала и поперечное сечение микро флюидного канала. Кроме того, в процессе лазерного скрайбирования для разделения устройств после процесса скрайбирования необходимо применять внешнее усилие, что может также привести к незначительным повреждениям на границах раздела между соседними устройствами, а небольшие трещины и задиры вблизи впускного и выпускного отверстия канала могут повлиять на целостность поперечного сечения сопла. Таким образом, процесс лазерного скрайбирования обеспечивает незначительное улучшение эффективности микрофлюидных устройств.
[0030] Фиг. 3а-3с иллюстрируют несколько схематических изображений неровных краев выпускных отверстий для текучей среды, обусловленных дефектами при скрайбировании. Фиг. 3d иллюстрирует смоделированный профиль струи, выпускаемой микрофлюидным устройством с дефектом при скрайбировании, показанным на Фиг. 3а.
[0031] Для устранения дефектов качества устройства, возникающих вследствие вышеуказанных процессов скрайбирования, после множества экспериментов и процесса верификации, автор настоящего изобретения предлагает использовать микрофлюидное устройство нового типа, которое имеет расширительную канавку(и), расположенную вблизи выпускного и/или впускного отверстия канала для текучей среды. Расширительная канавка может отделять поверхность реза от выпускного и/или впускного отверстия и не допускает непосредственного контакта с выпускным и/или впускным отверстием, так что процесс скрайбирования не приводит к повреждению контура выпускного или впускного отверстия канала для текучей среды. В результате, канал для текучей среды микро флюидного устройства, полученный после скрайбирования, обычно имеет оптимальную форму, которая точно соответствует конструктивным параметрам, что значительно снижает количество дефектов качества серийно изготовленных устройств.
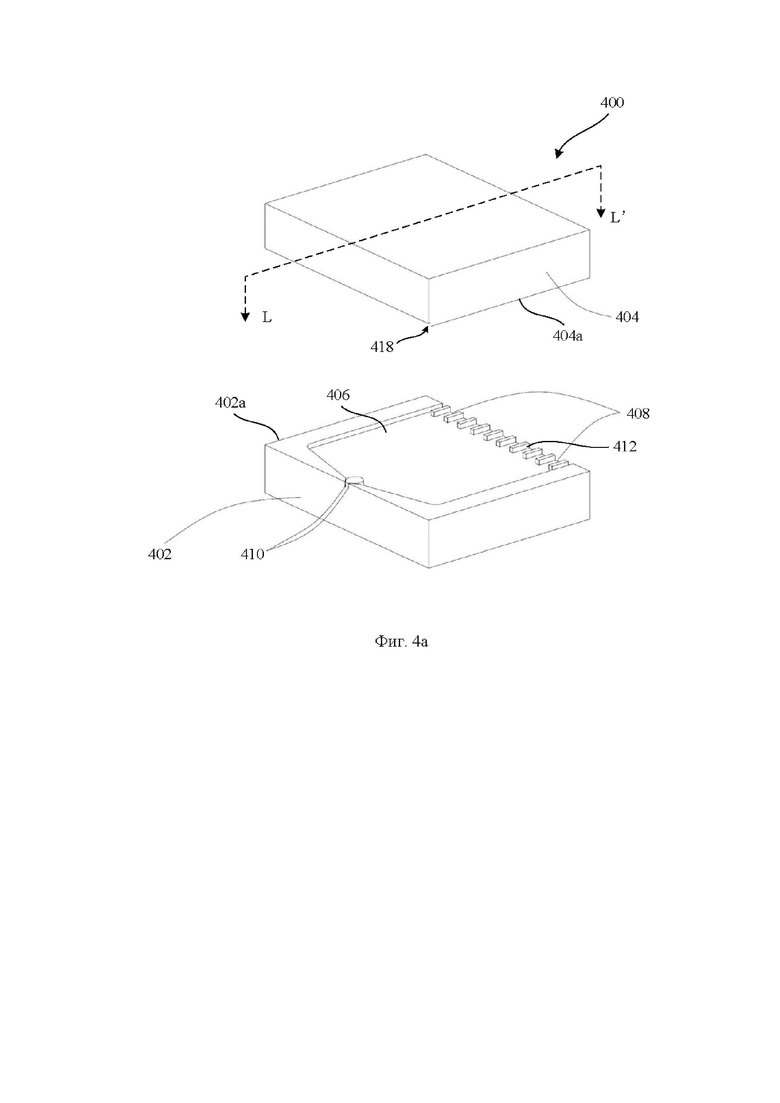
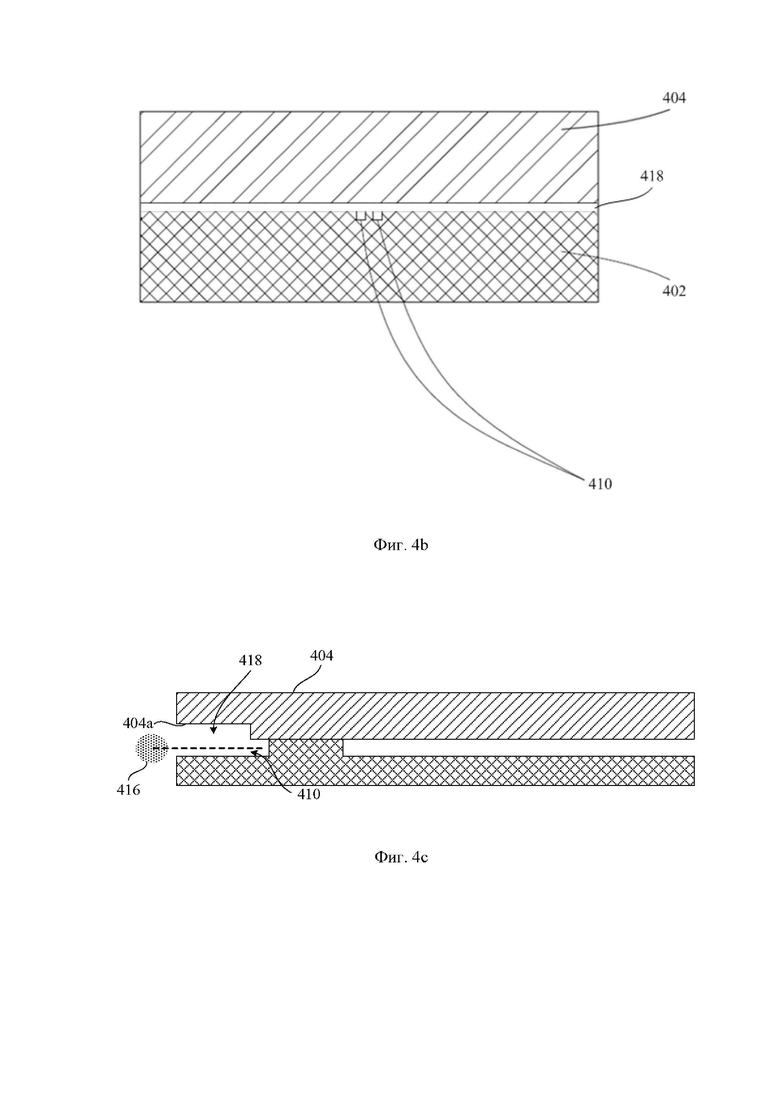
[0032] Фиг. 4а-4с иллюстрируют схематические изображения микрофлюидного устройства 400, выполненного в соответствии с одним вариантом выполнения настоящего изобретения. Фиг. 4а изображает развернутый вид в аксонометрии микрофлюидного устройства 400, а Фиг. 4b изображает вид в поперечном разрезе микро флюидного устройства 400 на выпускном отверстии для текучей среды.
[0033] Как показано на Фиг. 4а, микрофлюидное устройство 400 содержит первую подложку 402 и вторую подложку 404. Первая подложка 402 и вторая подложка 404 имеют, соответственно, монтажную сторону 402а и монтажную сторону 404а, которые могут быть соединены друг с другом для сборки первой подложки 402 и второй подложки 404 друг с другом. В некоторых вариантах выполнения подложки 402 и 404 могут представлять собой кремниевые пластины, стеклянные пластины или пластины, выполненные из других материалов. Например, первая подложка 402 может быть кремниевой пластиной, а вторая подложка 404 может быть стеклянной пластиной. Эти две подложки 402 и 404 могут быть соединены друг с другом посредством электростатической связи. В другом примере первая подложка 402 и вторая подложка 404 могут представлять собой кремниевые пластины, которые могут быть соединены друг с другом путем прямого соединения кремний-кремний или путем адгезионного соединения.
[0034] Первая подложка 402 имеет канал 406 камеры для текучей среды на монтажной стороне 402а. Канал 406 камеры для текучей среды углублен вниз от поверхности монтажной стороны 402а на определенную глубину. В некоторых вариантах выполнения глубина канала 406 камеры для текучей среды меньше толщины первой подложки 402. В других вариантах выполнения глубина канала камеры для текучей среды может быть равна толщине первой подложки, то есть канал камеры для текучей среды проходит через первую подложку; в этом случае микрофлюидное устройство может дополнительно содержать третью подложку, которая вместе с первой подложкой соответственно окружает канал камеры для текучей среды с обеих сторон первой подложки. В некоторых вариантах выполнения канал 406 камеры для текучей среды может быть сформирован с использованием процесса плазменного травления или других аналогичных процессов.
[0035] По-прежнему ссылаясь на Фиг. 4а, когда первая подложка 402 и вторая подложка 404 соединены друг с другом, вторая подложка 404 обычно закрывает канал 406 камеры для текучей среды над ним, формируя при этом камеру для текучей среды, имеющую одно или несколько впускных отверстий 408 для текучей среды и выпускное отверстие 410 для текучей среды. При работе микрофлюидного устройства 400 жидкость протекает в камеру для текучей среды из впускных отверстий 408 для текучей среды и далее вытекает из камеры для текучей среды через выпускное отверстие 410 для текучей среды. В варианте выполнения, показанном на Фиг. 4а, микрофлюидное устройство 400 используется в качестве распылителя жидкости. Следовательно, камера для текучей среды содержит множество впускных отверстий 408 для текучей среды, причем впускные отверстия 408 для текучей среды отделены друг от друга соответствующими разделительными столбиками 412. Разделительный столбик 412 позволяет жидкости, протекающей в камеру для текучей среды, образовывать несколько потоков, что является предпочтительным для уменьшения размера капель перед распылением жидкости. В некоторых вариантах выполнения после разделительных столбиков 412 в камере для текучей среды может быть также установлена одноступенчатая или многоступенчатая фильтрующая конструкция (не показана на чертеже). Фильтрующая конструкция способна препятствовать попаданию твердых частиц в жидкой среде в выпускное отверстие 410 для текучей среды и засорению выпускного отверстия 410 для текучей среды, а также может способствовать дальнейшему разделению потоков жидкости в камере для текучей среды.
[0036] После протекания через всю камеру для текучей среды, жидкость может вытекать из камеры через выпускное отверстие 410 для текучей среды. В практическом применении, жидкость вытекает из выпускного отверстия 410 для текучей среды при определенной скорости в зависимости от давления жидкости. Фиг. 4с изображает вид в поперечном разрезе микрофлюидного устройства 400, показанного на Фиг. 4а, по линии LL' (через выпускное отверстие для текучей среды). Как показано на Фиг. 4с, два струйных потока выбрасываются из камеры для текучей среды соответственно через два выпускных отверстия 410 для текучей среды и пересекаются в точке 416 схождения. Два струйных потока сталкиваются друг с другом в точке 416 схождения таким образом, что кинетическая энергия струйных потоков может разбивать потоки. Диаметр и поперечное сечение выпускного отверстия 410 для текучей среды определяют скорость потока одного струйного потока, а угол между обоими струйными потоками определяет гидравлическое сопротивление жидкости. Чем больше угол, тем больше сопротивление жидкости. Кроме того, соотношение сторон (отношение длины к диаметру) канала для текучей среды, соединенного с выпускным отверстием 410 для текучей среды, также влияет на гидравлическое сопротивление и скорость потока. Поэтому в практическом применении такие параметры, как длина и диаметр канала для текучей среды, диаметр выпускного отверстия для текучей среды и расстояние между двумя выпускными отверстиями для текучей среды, должны быть точно рассчитаны для точного определения положения точки схождения двух струйных потоков, а также размера капель жидкости и профиля струи после соударения струйных потоков.
[0037] По-прежнему ссылаясь на Фиг. 4с, вторая подложка 404 на своей монтажной стороне 404а имеет выпускную расширительную канавку 418, расположенную смежно с выпускным отверстием 410 для текучей среды. Выпускная расширительная канавка 418 проходит вниз по потоку от отверстия 410 для текучей среды, то есть обычно проходит в направлении вытекающих потоков жидкости. Можно видеть, что у выпускного отверстия 410 для текучей среды наружный контур выпускной расширительной канавки 418 расположен снаружи наружного контура выпускного отверстия 410 для текучей среды. Например, в варианте выполнения, показанном на Фиг. 4а с двумя выпускными отверстиями 410 для текучей среды, оба выпускные отверстия 410 для текучей среды расположены внутри наружного контура выпускной расширительной канавки 418 таким образом, что стенка выпускной расширительной канавки 418 по существу не влияет на поток жидкости, выпускаемой из выпускного отверстия 410 для текучей среды.
[0038] Камера для текучей среды микрофлюидного устройства 400, показанного на Фиг. 4а, имеет два выпускных отверстия для текучей среды, причем струйные потоки, проходящие по соответствующим путям потока, могут пересекаться и сталкиваться друг с другом. В других вариантах выполнения камера для текучей среды может иметь одно или несколько отдельных выпускных отверстий для текучей среды. В этом случае каждое выпускное отверстие для текучей среды может иметь соответствующую выпускную расширительную канавку. Например, выпускное отверстие 410 для текучей среды и расширительная канавка 418 могут иметь в целом прямоугольный наружный контур, и обе или по меньшей мере одна из длины и ширины наружного контура выпускной расширительной канавки 418 могут быть больше, чем обе или соответствующая одна из длины и ширины наружного контура выпускного отверстия 410 для текучей среды. В другом примере, выпускное отверстие 410 для текучей среды и расширительная канавка 418 могут иметь круговой наружный контур, а диаметр наружного контура выпускной расширительной канавки 418 может быть больше диаметра наружного контура выпускного отверстия 410 для текучей среды. Как вариант, множество взаимно независимых выпускных отверстий для текучей среды в совокупности могут также находиться в одной выпускной расширительной канавке; в этом случае у каждого выпускного отверстия для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружных контуров всех выпускных отверстий для текучей среды.
[0039] Следует также отметить, что в варианте выполнения, показанном на Фиг. 4с, выпускная расширительная канавка 418 имеет по существу кубическую форму, и ее наружный контур и форма поперечного сечения у выпускного отверстия 410 для текучей среды такие же, как ее наружный контур и форма поперечного сечения ниже по потоку от выпускного отверстия для текучей среды. В некоторых других вариантах выполнения наружный контур и форма поперечного сечения выпускной расширительной канавки 418 у выпускного отверстия 410 для текучей среды также могут отличаться от наружного контура и формы поперечного сечения ниже по потоку от выпускного отверстия для текучей среды. Например, выпускная расширительная канавка 418 может иметь расширенную конструкцию, которая расширяется наружу от выпускного отверстия 410, или любые другие аналогичные и подходящие конструкции.
[0040] Можно видеть, что выпускная расширительная канавка, расположенная ниже по потоку от выпускного отверстия для текучей среды, может отделять выпускное отверстие(я) для текучей среды, которое определяет струйный поток(и), (в том числе форму, расход, скорость и направление), от края микрофлюидного устройства, тем самым обеспечивая эффективную защиту выпускного отверстия от дефектов при скрайбировании. Таким образом, эффективность серийно изготовленных микрофлюидных устройств может быть значительно повышена.
[0041] По-прежнему ссылаясь на Фиг. 4с, два струйных потока камеры для текучей среды выбрасываются из камеры для текучей среды соответственно через два выпускных отверстия 410 для текучей среды и сходятся в точке 416 схождения. Точка 416 схождения может быть расположена снаружи выпускной расширительной канавки 418, например, на расстоянии от нескольких микрон до сотен микрон или даже нескольких миллиметров от конца выпускной расширительной канавки 418. Такая конструкция может обеспечивать, чтобы брызги, образовавшиеся при схождении струйных потоков, по существу не контактировали (по меньшей мере, как можно меньше контактировали) со стенкой выпускной расширительной канавки 418, тем самым, не допуская ограничения или воздействия выпускной расширительной канавкой 418 на размер частиц распыляемых капель в брызгах.
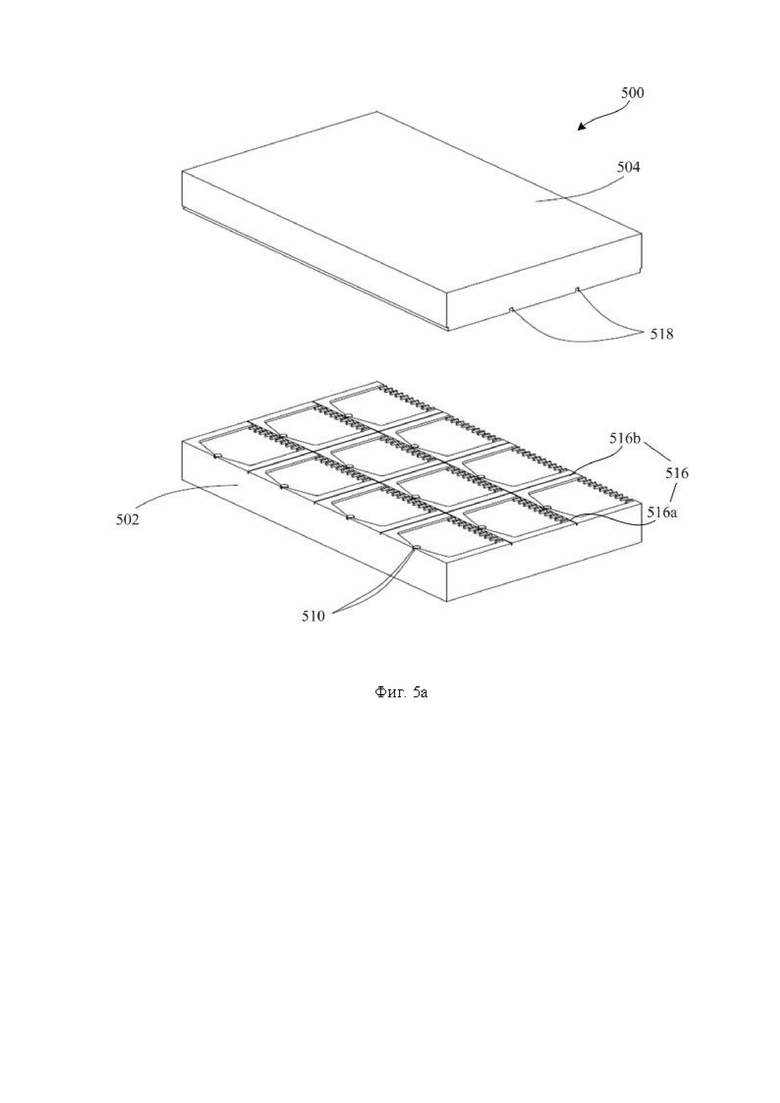
[0042] Фиг. 5а иллюстрирует виды в аксонометрии первой подложки и второй подложки, когда пластина, содержащая множество микрофлюидных устройств, как показано на Фиг. 4а, не разрезана. На Фиг. 5b показано, что первая подложка и вторая подложка, показанные на Фиг. 5а и 5b, перекрываются друг с другом.
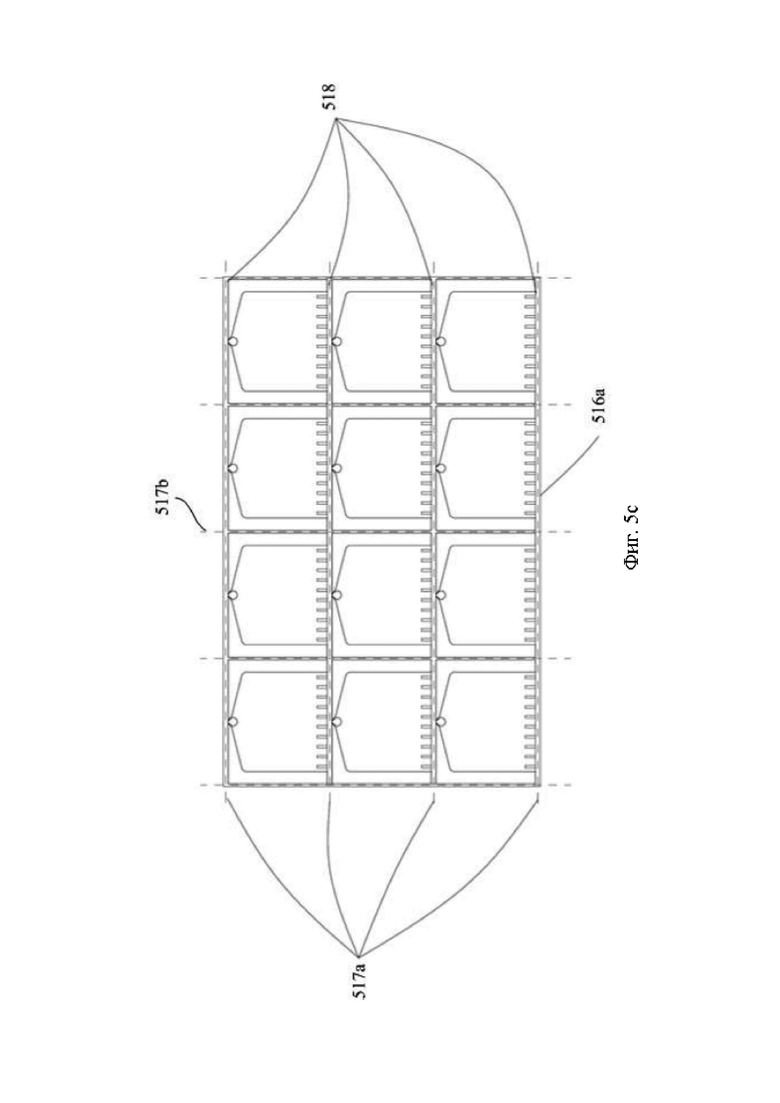
[0043] Как показано на Фиг. 5а и 5с, множество микрофлюидных устройств расположены в виде матрицы и отделены друг от друга множеством удлиненных областей 516 скрайбирования. Указанное множество областей 516 скрайбирования содержит первые области 516а скрайбирования, расположенные между впускными и выпускными отверстиями для текучей среды микрофлюидных устройств, и вторые области 516b скрайбирования, расположенные перпендикулярно первым областям 516а скрайбирования. Каждая область скрайбирования имеет центральную ось 517а или 517b. Вторая подложка 504 имеет множество областей 518 выпускной расширительной канавки, образованных на ее монтажной стороне 504а. Эти области 518 выпускной расширительной канавки параллельны друг другу и обычно совмещены с первыми областями 516а скрайбирования на первой подложке 502. В некоторых вариантах выполнения длина области 518 выпускной расширительной канавки может отличаться от длины первой области 516а скрайбирования, но они совмещены друг с другом, по меньшей мере, у выпускного отверстия для текучей среды.
[0044] По-прежнему ссылаясь на Фиг. 5с, при изготовлении микрофлюидных устройств, после того, как области 518 выпускной расширительной канавки и первые области 516а скрайбирования совмещены друг с другом, первую подложку 502 и вторую подложку 504 соединяют друг с другом. Таким образом, области 518 выпускной расширительной канавки расположены смежно с соответствующими выпускными отверстиями 510 для текучей среды и проходят от них вниз по потоку. При скрайбировании соединенные первая подложка 502 и вторая подложка 504, области 518 выпускной расширительной канавки и первые области 516а скрайбирования скрайбируют для формирования соответствующих выпускных расширительных канавок непосредственно ниже по потоку от соответствующих выпускных отверстий для текучей среды.
[0045] В некоторых вариантах выполнения каждая пара, состоящая из первой области 516а скрайбирования и области 518 выпускной расширительной канавки, может иметь по существу одинаковую ширину, так что две области практически перекрываются друг с другом. Например, ширина первой области 516а скрайбирования может составлять 30 мкм, то есть расстояние между выпускным отверстием для текучей среды микрофлюидного устройства и впускным отверстием для текучей среды другого микро флюидного устройства, расположенного рядом с ним, составляет 30 мкм. Ширина области 518 выпускной расширительной канавки также составляет 30 мкм, следовательно, расстояния между центральной осью области 518 выпускной расширительной канавки и впускным отверстием, и выпускным отверстием для текучей среды соседних струйных устройств составляют 15 мкм. Если для скрайбирования подложки при совмещении с центральной осью области скрайбирования используется алмазный нож с толщиной лезвия в 10 мкм, то впускное отверстие и выпускное отверстие для текучей среды находятся на расстоянии 10 мкм от соответствующих кромок алмазного ножа. Даже если допустить наличие смещения в 5 мкм, то после разрезания впускное отверстие и выпускное отверстие для текучей среды, определяемые областью 518 выпускной расширительной канавки, находятся на расстоянии по меньшей мере 5 мкм от края линии скрайбирования. Другими словами, конец выпускной расширительной канавки (расположенный на краю линии реза) находится на расстоянии по меньшей мере 5 мкм от соответствующего выпускного отверстия для текучей среды, что соответствует внешней протяженности выпускной расширительной канавки. Можно видеть, что, поскольку выпускная расширительная канавка имеет определенную внешнюю протяженность, форма выпускного отверстия для текучей среды по существу образована внутренней стороной выпускной расширительной канавки на первой подложке (на расстоянии от края линии реза) и каналом камеры для текучей среды на второй подложке, а не ограничена краем линии скрайбирования и каналом камеры для текучей среды. Таким образом, форма выпускного отверстия для текучей среды может не зависеть от механического напряжения при скрайбировании или от дефектов, вызванных частицами, но может соответствовать исходным параметрам, заложенным при проектировании устройства.
[0046] Фиг. 5с иллюстрирует схематическое изображение первых областей 516а скрайбирования и областей 518 выпускной расширительной канавки, разделенных путем однократного скрайбирования. В других вариантах выполнения первые области скрайбирования и области выпускной расширительной канавки могут быть разделены путем многократного скрайбирования. Так, ширина каждой из первых областей 516а скрайбирования и областей 518 выпускной расширительной канавки может составлять, например, 200 мкм. При условии, что конструктивные параметры внешней протяженности выпускной расширительной канавки составляют 10 мкм, алмазный нож может разрезать первую область 516а скрайбирования и область 518 выпускной расширительной канавки на расстоянии 15 мкм от выпускного отверстия для текучей среды и на расстоянии 15 мкм от впускного отверстия для текучей среды. Можно видеть, что в случае, когда первая область скрайбирования является слишком широкой и для разрезания пластины необходимо многократное скрайбирование, протяженность выпускной расширительной канавки, проходящей от выпускного отверстия для текучей среды, в основном зависит от местоположения процесса скрайбирования, выполняемого наиболее близко к выпускному отверстию для текучей среды.
[0047] С учетом аналогичной концепции, кроме выпускной расширительной канавки, расположенной у выпускного отверстия для текучей среды, у впускного отверстия для текучей среды также может быть расположена впускная расширительная канавка, при этом впускная расширительная канавка может отделять впускное отверстие для текучей среды от линии скрайбирования на относительно большое расстояние.
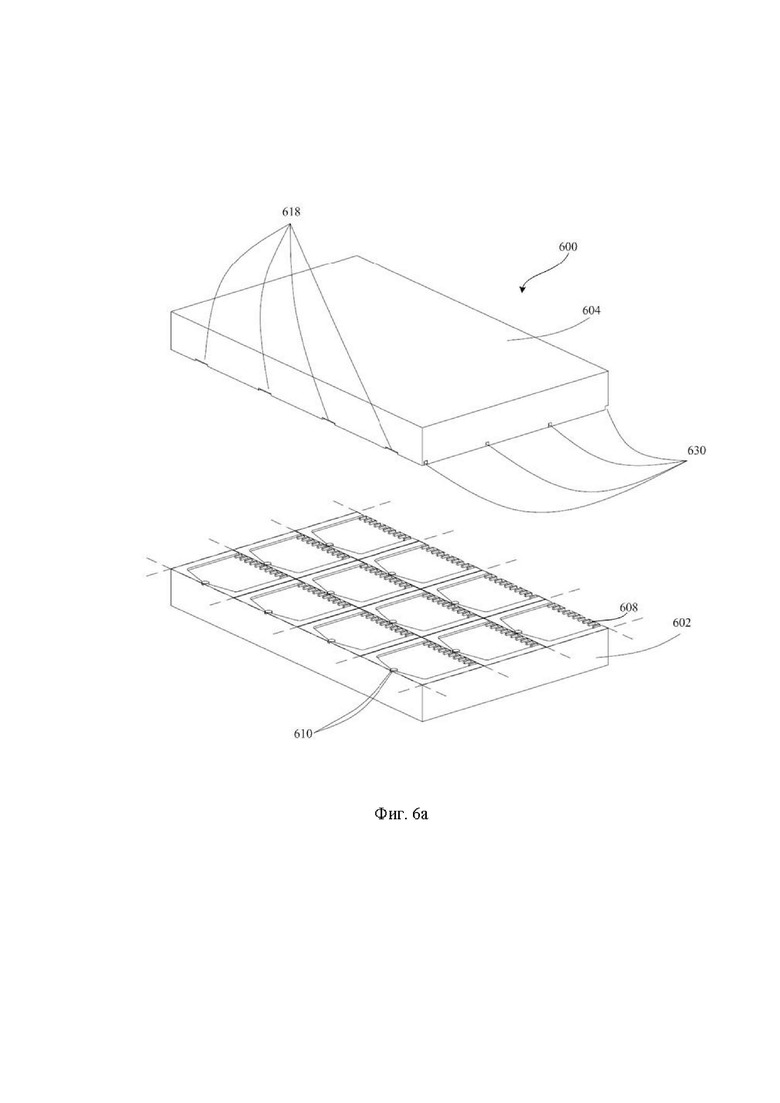
[0048] Фиг. 6а-6с иллюстрируют схематические изображения микрофлюидного устройства 600, выполненного в соответствии с еще одним вариантом выполнения настоящего изобретения.
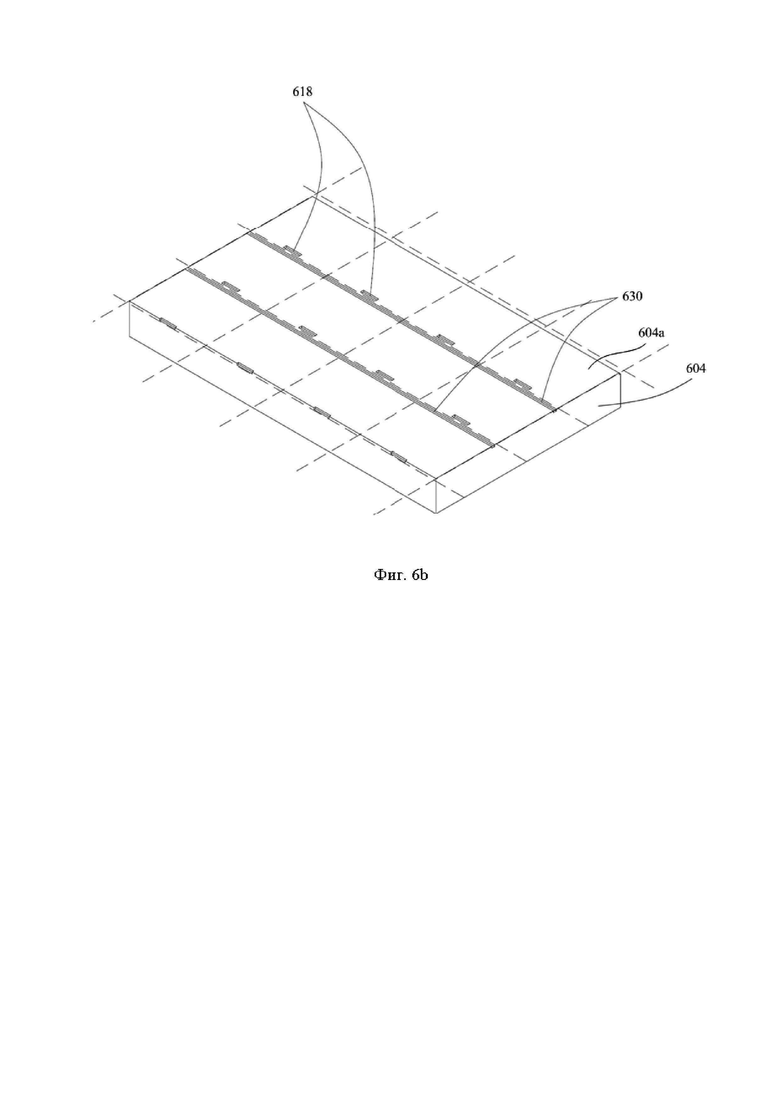
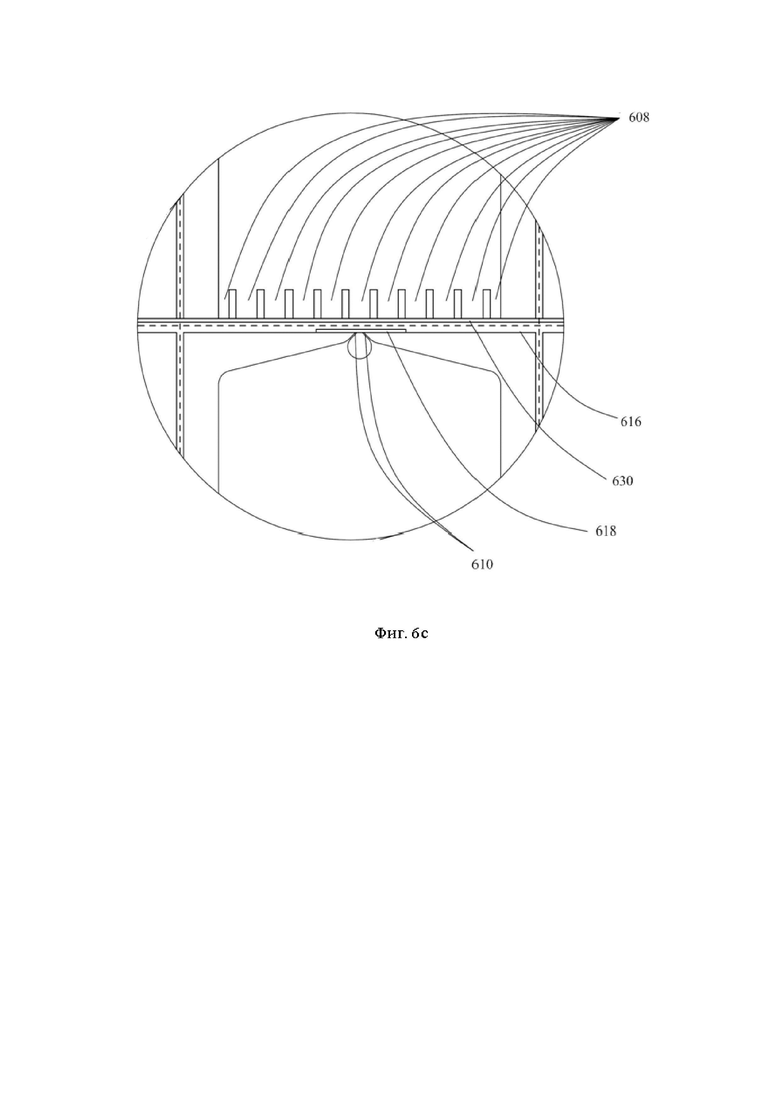
[0049] Как показано на Фиг. 6а-6с, в отличие от варианта выполнения, показанного на Фиг. 4а, микрофлюидное устройство 600 имеет выпускную расширительную канавку 618 и впускную расширительную канавку 630, расположенные на монтажной стороне 604а второй подложки 604. При отсутствии скрайбирования, выпускная расширительная канавка 618 и впускная расширительная канавка 630 расположены в области 616 скрайбирования. После того, как вторая подложка 604 и первая подложка 602, имеющая канавку 606 камеры для текучей среды, совмещены и соединены друг с другом, выпускная расширительная канавка 618 расположена смежно с выпускным отверстием 610 для текучей среды, впускная расширительная канавка 630 расположена смежно с впускным отверстием 608 для текучей среды, при этом впускная расширительная канавка 630 проходит вверх по потоку от впускного отверстия 608 для текучей среды. У впускного отверстия 608 для текучей среды наружный контур впускной расширительной канавки 630 расположен снаружи наружного контура впускного отверстия 608 для текучей среды. Аналогично выпускной расширительной канавке 618, впускная расширительная канавка 630 может отделять впускное отверстие 608 для текучей среды от линии скрайбирования, чтобы избежать напряжения при резке или дефектов, вызванных воздействием частиц на форму впускного отверстия для текучей среды.
[0050] Как показано на Фиг. 6b, впускная расширительная канавка 630, расположенная на монтажной стороне 604а второй подложки 604, обычно проходит вдоль второй подложки 604, при этом выпускная расширительная канавка 618 имеет относительно небольшую ширину, поскольку общая ширина впускного отверстия для текучей среды большая, а ширина выпускного отверстия для текучей среды небольшая. Очевидно, что в практическом применении наружный контур выпускной расширительной канавки 618 может быть расположен снаружи наружного контура выпускного отверстия для текучей среды у выпускного отверстия для текучей среды, причем конкретная длина и ширина могут быть рассчитаны и отрегулированы по необходимости.
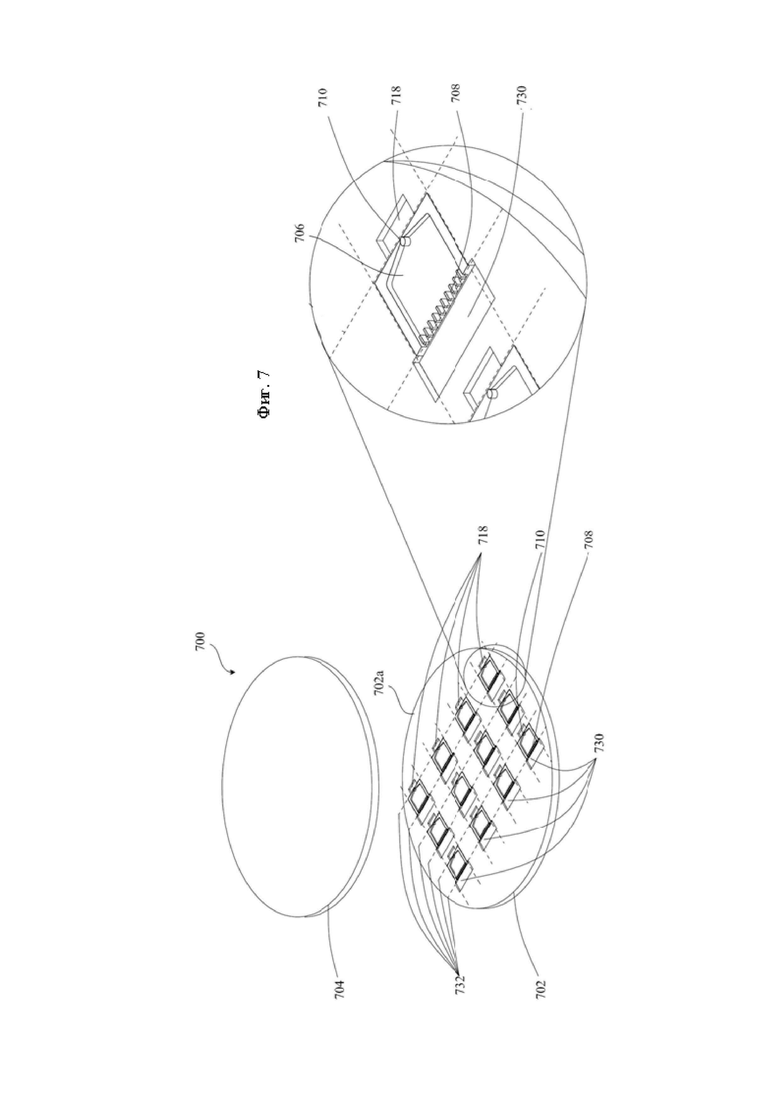
[0051] Фиг. 7 иллюстрирует схематическое изображение микрофлюидного устройства 700, выполненного в соответствии с еще одним вариантом выполнения настоящего изобретения.
[0052] Как показано на Фиг. 7, на монтажной стороне 702а первой подложки 702 сформирован канал 706 камеры для текучей среды микрофлюидного устройства 700. Кроме того, на монтажной стороне 702а также расположены впускная расширительная канавка 730, расположенная смежно с впускным отверстием 708 для текучей среды, и выпускная расширительная канавка 718, расположенная смежно с выпускным отверстием 710 для текучей среды. Если смотреть с монтажной стороны 702а, то впускная расширительная канавка 730 и выпускная расширительная канавка 718 имеют форму кармана. Ширина впускной расширительной канавки 730, проходящей вверх по потоку от впускного отверстия 708 для текучей среды, превышает ширину впускного отверстия 708 для текучей среды. Ширина выпускной расширительной канавки 718, проходящей вниз по потоку от выпускного отверстия 710 для текучей среды, превышает ширину выпускного отверстия 710 для текучей среды.
[0053] В некоторых вариантах выполнения глубина впускной расширительной канавки 730 и выпускной расширительной канавки 718 может быть больше глубины канала 706 камеры для текучей среды для того, чтобы их стенки не блокировали поток жидкости, протекающей в канал 706 камеры для текучей среды или из него. При непосредственной обработке канал камеры для текучей среды, а также впускная расширительная канавка и/или выпускная расширительная канавка могут быть выборочно протравлены на разную глубину, например, с помощью процесса плазменного травления.
[0054] Аналогично, длина протяженности впускной расширительной канавки 730 и выпускной расширительной канавки 718 зависит от местоположения линии 732 скрайбирования, и поэтому ее описание не приводится.
[0055] Хотя в вариантах выполнения, показанных на Фиг. 4а-4с и Фиг. 7, выпускная расширительная канавка(и) и/или впускная расширительная канавка(и) сформированы, соответственно, на одной монтажной стороне первой подложки и монтажной стороне второй подложки, в практическом применении возможно, что выпускная расширительная канавка и/или впускная расширительная канавка могут быть сформированы на монтажных сторонах двух подложек в соответствии с необходимостью. Выпускные расширительные канавки на обеих монтажных сторонах могут быть расположены смежно с выпускным отверстием для текучей среды и могут быть совмещены друг с другом, по меньшей мере у выпускного отверстия для текучей среды. Аналогично, впускные расширительные канавки на обеих монтажных сторонах могут быть расположены смежно с впускным отверстием для текучей среды и могут быть совмещены друг с другом, по меньшей мере у впускного отверстия для текучей среды.
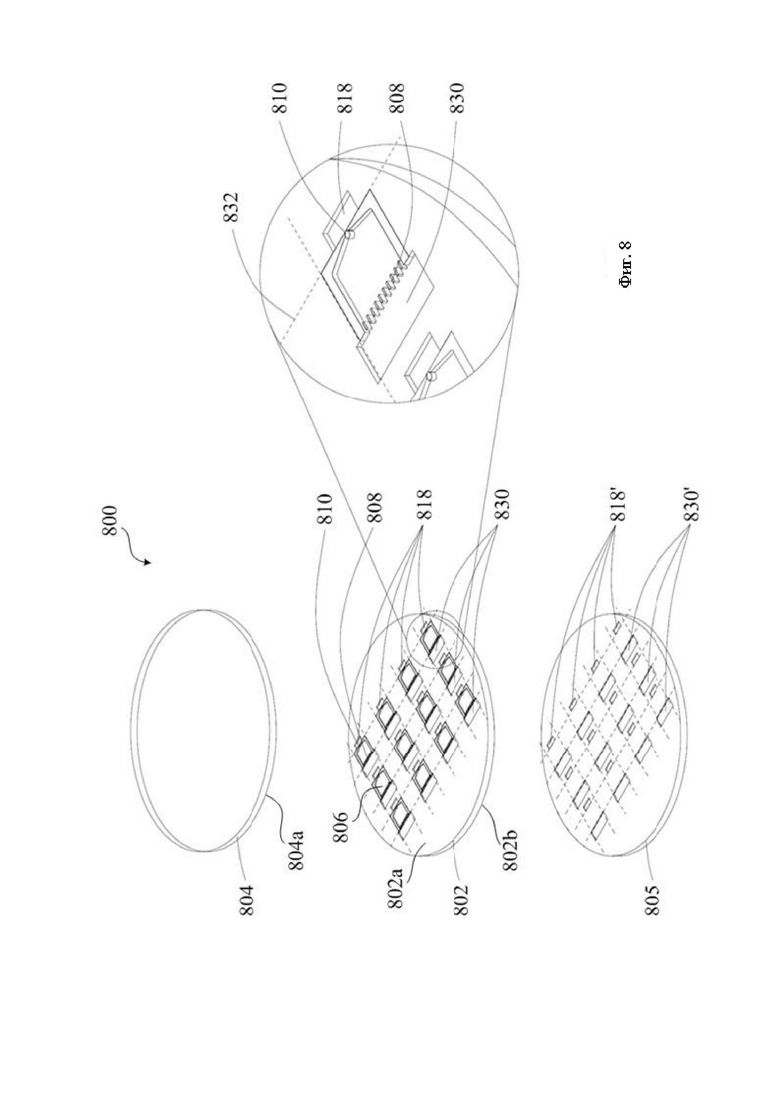
[0056] Фиг. 8 иллюстрирует схематическое изображение микрофлюидного устройства 800, выполненного в соответствии с еще одним вариантом выполнения настоящего изобретения.
[0057] Как показано на Фиг. 8, микрофлюидное устройство 800 выполнено из первой подложки 802, второй подложки 804 и третьей подложки 805. Первая подложка 802 выполнена с каналом 806 камеры для текучей среды на обеих сторонах подложек (на чертеже показан канал камеры для текучей среды только на первой стороне 802а). Кроме того, на первой стороне 802а сформированы впускные расширительные канавки 830 и выпускные расширительные канавки 818, но при этом на монтажной стороне 804а второй подложки 804 впускные расширительные канавки и выпускные расширительные канавки не выполнены. Для сравнения, впускные расширительные канавки и выпускные расширительные канавки не выполнены на второй монтажной стороне 802b, при этом впускные расширительные канавки 830' и выпускные расширительные канавки 818' сформированы на монтажной стороне 805а третьей подложки 805. Таким образом, после соединения трех подложек друг с другом, каналы камеры для текучей среды на первой стороне 802а и на второй стороне 802b имеют расширительные канавки, проходящие вниз по потку и вверх по потоку, поэтому впускное отверстие для текучей среды и выпускное отверстие для текучей среды могут отстоять на определенное расстояние от линий скрайбирования. Длина протяженности выпускных расширительных канавок и впускных расширительных канавок может меняться в зависимости от местоположения линии 832 скрайбирования.
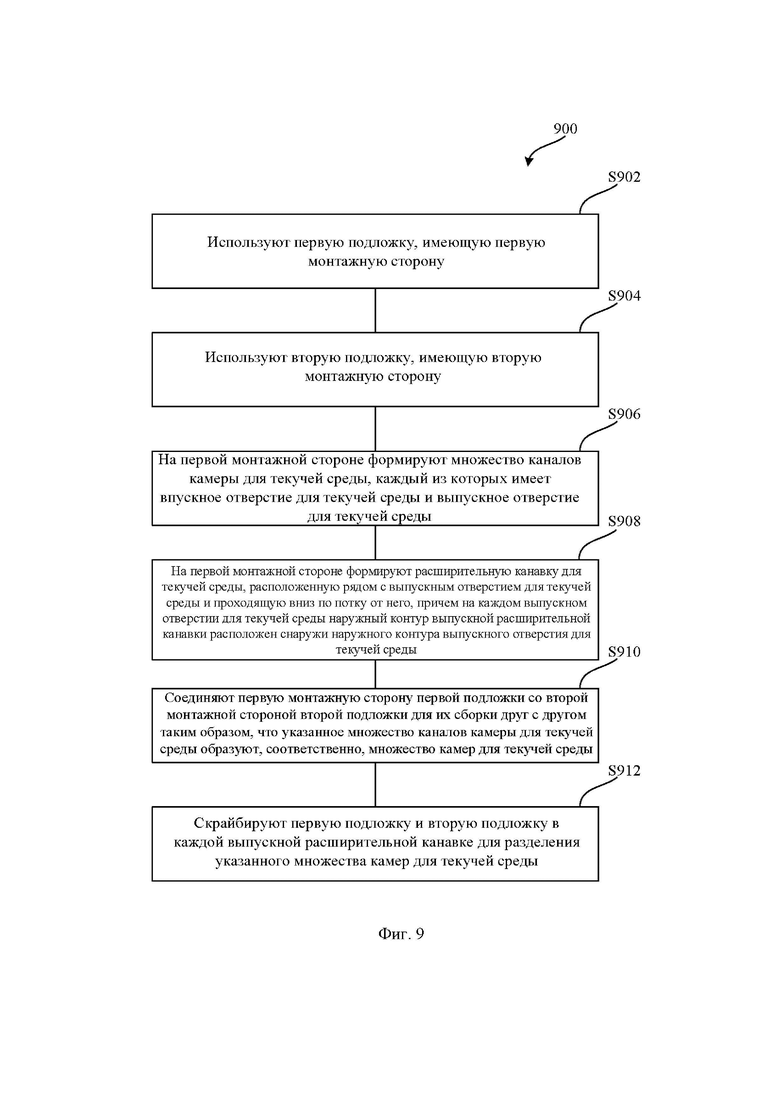
[0058] Фиг. 9 иллюстрирует способ изготовления микро флюидного устройства, выполненного в соответствии с одним вариантом выполнения настоящего изобретения.
[0059] Как показано на Фиг. 9, способ изготовления включает: на этапе S902 размещают первую подложку, имеющую первую монтажную сторону; на этапе S904 размещают вторую подложку, имеющую вторую монтажную сторону; на этапе S906 на первой монтажной стороне формируют множество каналов камеры для текучей среды, каждый из которых имеет впускное отверстие для текучей среды и выпускное отверстие для текучей среды; на этапе S908 на первой монтажной стороне формируют расширительную канавку для текучей среды, расположенную смежно с выпускным отверстием для текучей среды и проходящую вниз по потку от него, причем у каждого выпускного отверстия для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды; на этапе S910 соединяют первую монтажную сторону первой подложки со второй монтажной стороной второй подложки для их сборки друг с другом таким образом, что указанное множество каналов камеры для текучей среды образуют, соответственно, множество камер для текучей среды; на этапе S912 скрайбируют первую подложку и вторую подложку в каждой выпускной расширительной канавке для разделения указанного множества камер для текучей среды.
[0060] В некоторых вариантах выполнения каждая камера из указанного множества камер для текучей среды имеет множество выпускных отверстий для текучей среды, причем у каждого выпускного отверстия для текучей среды указанного множества выпускных отверстий для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды.
[0061] В некоторых вариантах выполнения указанное множество выпускных отверстий для текучей среды обеспечивает соответствующие направления распыления жидкости, которые сходятся вместе.
[0062] В некоторых вариантах выполнения соответствующие направления распыления жидкости указанного множества выпускных отверстий для текучей среды имеют точку схождения, расположенную снаружи выпускной расширительной канавки.
[0063] В некоторых вариантах выполнения глубина выпускной расширительной канавки больше глубины канала камеры для текучей среды на той же самой подложке.
[0064] В некоторых вариантах выполнения ширина выпускной расширительной канавки больше ширины канала камеры для текучей среды на той же самой подложке.
[0065] В некоторых вариантах выполнения способ дополнительно включает: формирование на второй монтажной стороне еще одной выпускной расширительной канавки, совмещенной с выпускной расширительной канавкой первой монтажной стороны, по меньшей мере у выпускного отверстия для текучей среды.
[0066] В некоторых вариантах выполнения способ дополнительно включает: формирование на первой монтажной стороне впускной расширительной канавки, расположенной смежно с впускным отверстием для текучей среды и проходящей вверх по потоку от него, при этом у впускного отверстия для текучей среды наружный контур впускной расширительной канавки расположен снаружи наружного контура впускного отверстия для текучей среды.
[0067] В некоторых вариантах выполнения камера для текучей среды имеет множество впускных отверстий для текучей среды, причем у каждого отверстия из указанного множества впускных отверстий для текучей среды наружный контур впускной расширительной канавки расположен снаружи наружного контура впускного отверстия для текучей среды.
[0068] С целью ознакомления с конкретной информацией о способе изготовления микро флюидного устройства, выполненного в соответствии с настоящим изобретением, может быть сделана ссылка на характеристики микрофлюидного устройства, выполненного в соответствии с настоящим изобретением, которые здесь не будут повторяться.
[0069] Микрофлюидное устройство, выполненное в соответствии с настоящим изобретением, может быть использовано в различных устройствах, в которых необходим точный контроль текучей среды, особенно при использовании в качестве распылителя жидкости.
[0070] Следует отметить, что, несмотря на то, что в приведенном выше подробном описании упомянуты несколько модулей или подмодулей микрофлюидного устройства, такое разделение является лишь иллюстративным и необязательным. В действительности, в соответствии с вариантами выполнения настоящего изобретения, отличительные признаки и функции двух или большего количества модулей, описанных выше, могут быть реализованы в одном модуле. И наоборот, отличительные признаки и функции одного модуля, описанного выше, могут быть дополнительно разделены на несколько реализуемых модулей.
[0071] Изучив описание изобретения, его сущность, чертежи и прилагаемую формулу изобретения, специалисты в данной области техники смогут понять и реализовать другие изменения в раскрытых вариантах выполнения. В формуле изобретения слово «содержащий» не исключает других элементов и этапов, при этом использование единственного числа не исключает множественное число. При непосредственном применении этого устройства один элемент может выполнять функции нескольких технических признаков, указанных в формуле изобретения. В формуле изобретения любые номера позиций не следует толковать как ограничивающие объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮИДНАЯ КАССЕТА ДЛЯ ТЕСТИРОВАНИЯ | 2018 |
|
RU2761479C2 |
| МИКРОФЛЮИДНЫЙ КАРТРИДЖ ДЛЯ ДЕТЕКЦИИ БИОМОЛЕКУЛ | 2016 |
|
RU2663749C1 |
| ОБЪЕМНЫЙ БУСТЕР С ДИСКРЕТНЫМ РЕГУЛИРОВАНИЕМ МОЩНОСТИ | 2011 |
|
RU2586798C2 |
| ИЗМЕРИТЕЛЬНЫЙ КРИСТАЛЛ, МИКРОФЛЮИДНОЕ УСТРОЙСТВО И СПОСОБ | 2012 |
|
RU2604622C2 |
| КАССЕТА ДЛЯ ОБРАЗЦОВ И АНАЛИТИЧЕСКАЯ СИСТЕМА ДЛЯ ПРОВЕДЕНИЯ ОПРЕДЕЛЕННЫХ РЕАКЦИЙ | 2016 |
|
RU2699612C2 |
| УСТРОЙСТВО С ЦИРКУЛЯЦИЕЙ ТЕКУЧЕЙ СРЕДЫ, ИМЕЮЩЕЙ ПОСТОЯННУЮ ТЕМПЕРАТУРУ | 2013 |
|
RU2631192C2 |
| СИСТЕМА ТОПЛИВНЫХ ЭЛЕМЕНТОВ С ПРЯМОЙ ПОДАЧЕЙ МЕТАНОЛА | 2001 |
|
RU2258277C2 |
| РЕГУЛЯТОР СКОРОСТИ | 2017 |
|
RU2732358C2 |
| Технологические сборки и отсоединяемые мишени-сборки для производства изотопов | 2016 |
|
RU2702348C2 |
| МИКРОФЛЮИДНЫЕ УСТРОЙСТВА И СПОСОБЫ ИХ ПОДГОТОВКИ И ПРИМЕНЕНИЯ | 2006 |
|
RU2423073C2 |
Изобретение относится к области микрогидродинамики, в частности к микрофлюидному устройству и способу его изготовления Сущность: микрофлюидное устройство, содержащее первую подложку, имеющую первую монтажную сторону, и вторую подложку, имеющую вторую монтажную сторону, выполненную с возможностью соединения с первой монтажной стороной для сборки первой подложки и второй подложки друг с другом. По меньшей мере одна сторона из первой монтажной стороны и второй монтажной стороны имеет канал камеры для текучей среды, и после соединения первой подложки и второй подложки друг с другом канал камеры для текучей среды образует камеру для текучей среды, имеющую впускное отверстие для текучей среды и выпускное отверстие для текучей среды. Указанная по меньшей мере одна сторона из первой монтажной стороны и второй монтажной стороны, имеющая канал камеры для текучей среды, имеет выпускную расширительную канавку, расположенную смежно с выпускным отверстием для текучей среды и проходящую от него вниз по потоку, причем у выпускного отверстия для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды. Технический результат: повышение точности управления и манипулирования малыми объемами жидкостей. 3 н. и 17 з.п. ф-лы, 9 ил.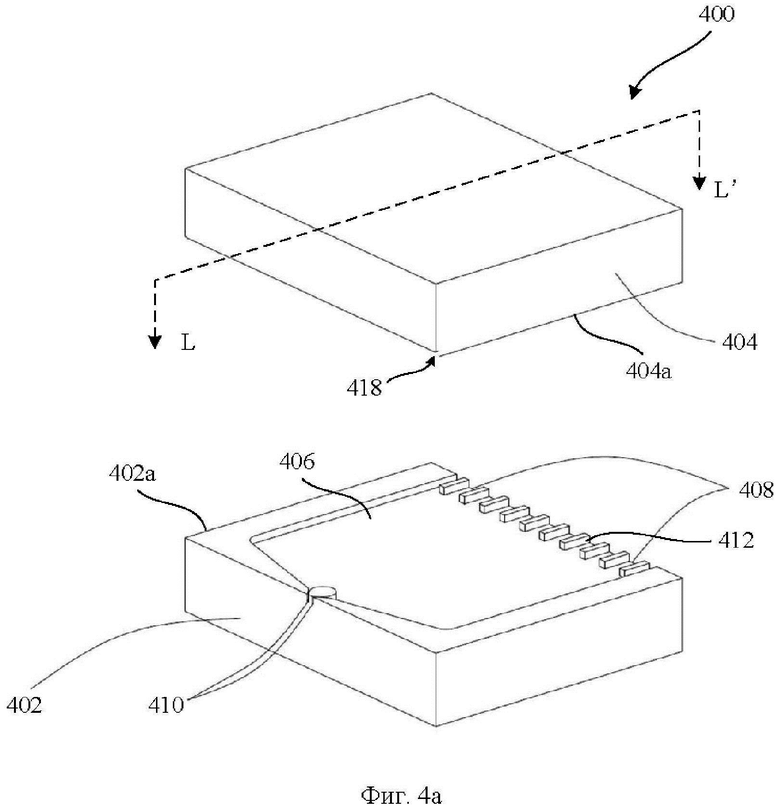
1. Микрофлюидное устройство, содержащее
первую подложку, имеющую первую монтажную сторону, и
вторую подложку, имеющую вторую монтажную сторону, выполненную с возможностью соединения с первой монтажной стороной для сборки первой подложки и второй подложки друг с другом,
причем по меньшей мере одна сторона из первой монтажной стороны и второй монтажной стороны имеет канал камеры для текучей среды, и после соединения первой подложки и второй подложки друг с другом канал камеры для текучей среды образует камеру для текучей среды, имеющую впускное отверстие для текучей среды и выпускное отверстие для текучей среды,
при этом указанная по меньшей мере одна сторона из первой монтажной стороны и второй монтажной стороны, имеющая канал камеры для текучей среды, имеет выпускную расширительную канавку, расположенную смежно с выпускным отверстием для текучей среды и проходящую от него вниз по потоку, и причем у выпускного отверстия для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды.
2. Микрофлюидное устройство по п. 1, в котором камера для текучей среды имеет множество выпускных отверстий для текучей среды, причем у каждого выпускного отверстия для текучей среды из указанного множества выпускных отверстий для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды.
3. Микрофлюидное устройство по п. 2, в котором указанное множество выпускных отверстий для текучей среды имеют соответствующие направления распыления жидкости, которые сходятся друг с другом.
4. Микрофлюидное устройство по п. 3, в котором указанные соответствующие направления распыления жидкости указанного множества выпускных отверстий для текучей среды имеют точку схождения, расположенную снаружи выпускной расширительной канавки.
5. Микрофлюидное устройство по п. 1, в котором глубина выпускной расширительной канавки больше глубины канала камеры для текучей среды на той же самой подложке.
6. Микрофлюидное устройство по п. 1, в котором ширина выпускной расширительной канавки больше ширины канала камеры для текучей среды на той же самой подложке.
7. Микрофлюидное устройство по п. 1, в котором камера для текучей среды имеет фильтр.
8. Микрофлюидное устройство по п. 1, в котором первая монтажная сторона и вторая монтажная сторона имеют выпускные расширительные канавки, совмещенные друг с другом, по меньшей мере у выпускного отверстия для текучей среды.
9. Микрофлюидное устройство по п. 1, в котором указанная по меньшей мере одна сторона из первой монтажной стороны и второй монтажной стороны, имеющая канал камеры для текучей среды, имеет впускную расширительную канавку, расположенную смежно с впускным отверстием для текучей среды и проходящую от него вверх по потоку, причем у впускного отверстия для текучей среды наружный контур впускной расширительной канавки расположен снаружи наружного контура впускного отверстия для текучей среды.
10. Микрофлюидное устройство по п. 9, в котором камера для текучей среды имеет множество впускных отверстий для текучей среды, причем у каждого отверстия из указанного множества впускных отверстий для текучей среды наружный периферийный контур впускной расширительной канавки расположен снаружи наружного периферийного контура впускного отверстия для текучей среды.
11. Распылитель текучей среды, содержащий микрофлюидное устройство по любому из пп. 1-10.
12. Способ изготовления микрофлюидного устройства, включающий:
использование первой подложки, имеющей первую монтажную сторону,
использование второй подложки, имеющей вторую монтажную сторону,
формирование на первой монтажной стороне множества каналов камеры для текучей среды, каждый из которых имеет впускное отверстие для текучей среды и выпускное отверстие для текучей среды,
формирование на первой монтажной стороне расширительной канавки для текучей среды, расположенной смежно с каждым выпускным отверстием для текучей среды и проходящей от него вниз по потоку, причем у каждого выпускного отверстия для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды,
соединение первой монтажной стороны первой подложки со второй монтажной стороной второй подложки для их сборки друг с другом таким образом, что указанное множество каналов камеры для текучей среды образуют, соответственно, множество камер для текучей среды, и
скрайбирование первой подложки и второй подложки у каждой выпускной расширительной канавки для разделения указанного множества камер для текучей среды.
13. Способ по п. 12, в котором каждая камера из указанного множества камер для текучей среды имеет множество выпускных отверстий для текучей среды, причем у каждого выпускного отверстия из указанного множества выпускных отверстий для текучей среды наружный контур выпускной расширительной канавки расположен снаружи наружного контура выпускного отверстия для текучей среды.
14. Способ по п. 13, в котором указанное множество выпускных отверстий для текучей среды имеют соответствующие направления распыления текучей среды, которые сходятся друг с другом.
15. Способ по п. 14, в котором соответствующие направления распыления текучей среды указанного множества выпускных отверстий для текучей среды имеют точку схождения, расположенную снаружи выпускной расширительной канавки.
16. Способ по п. 12, в котором глубина выпускной расширительной канавки больше глубины канала камеры для текучей среды на той же самой подложке.
17. Способ по п. 12, в котором ширина выпускной расширительной канавки больше ширины канала камеры для текучей среды на той же самой подложке.
18. Способ по п. 12, в котором дополнительно формируют на второй монтажной стороне еще одну выпускную расширительную канавку, совмещенную с выпускной расширительной канавкой первой монтажной стороны, по меньшей мере у выпускного отверстия для текучей среды.
19. Способ по п. 12, в котором дополнительно формируют на первой монтажной стороне впускную расширительную канавку, расположенную смежно с впускным отверстием для текучей среды и проходящую от него вверх по потоку, причем у впускного отверстия для текучей среды наружный контур впускной расширительной канавки расположен снаружи наружного контура впускного отверстия для текучей среды.
20. Способ по п. 19, в котором камера для текучей среды имеет множество впускных отверстий для текучей среды, причем у каждого впускного отверстия из указанного множества впускных отверстий для текучей среды наружный контур впускной расширительной канавки расположен снаружи наружного контура впускного отверстия для текучей среды.
| КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ ЖИДКОСТИ И ЖИДКОСТНО-СТРУЙНОЕ УСТРОЙСТВО | 2014 |
|
RU2647384C2 |
| ГОЛОВКА ДЛЯ СТРУЙНОЙ ПЕЧАТИ (ВАРИАНТЫ) | 2008 |
|
RU2370372C1 |
| ПОДЛОЖКА ГОЛОВКИ ДЛЯ ВЫПУСКА ЖИДКОСТИ И ГОЛОВКА ДЛЯ ВЫПУСКА ЖИДКОСТИ | 2009 |
|
RU2507072C1 |
| US 8007078 B2, 30.08.2011 | |||
| US 20080202694 A1, 28.08.2008 | |||
| CN 106531646 B, 21.05.2019. | |||
