Изобретение относится к нагревательному элементу для зуботехнической печи для обжига керамики, а также зуботехнической печи для спекания с соответствующим изобретению нагревательным элементом.
Для спекания безметаллового зубного протеза, такого как оксид циркония, а также для обжига стоматологических керамических масс на стоматологических сплавах, в частности из циркона и/или других керамических материалов, известны стоматологические обжиговые печи с различными нагревательными элементами.
Для печей, которые используются для спекания облицовочной керамики и для обжига для фиксации окраски или глянцевых покрытий, известны резистивные нагреватели, в которых используется нагревательная проволока, предпочтительно из кантала, в оболочке из кварцевого стекла в качестве нагревательного элемента. Однако ввиду свойств материала эти нагревательные элементы могут использоваться максимум примерно до 1200°C, что является достаточным для спекания облицовочной керамики и выполнения окрашивающих/фиксирующих обжигов.
Все чаще стоматологические реставрации изготавливаются в течение нескольких лет из SiO2. Как правило, этот материал обрабатывается в предварительно спеченном состоянии и затем окончательно спекается в печи спекания. Для этого температуры в 1200°C не достаточны, более того требуются температуры примерно до 1650°C. Для печей спекания, которые удовлетворяют этим температурным требованиям, известны, например, нагревательные элементы из дисилицида молибдена. При этом речь идет о плотном металлокерамическом материале, который состоит из силицида молибдена и оксидной составляющей, преимущественно стекловидной фазы. Эта стеклофаза или защитный слой изменяется во время фазы нагрева. Это может приводить к отслаиваниям и таким образом к загрязнениям в камере обжига и таким образом также к загрязнениям спекаемого объекта. Отслаивания в виде мелких осколков стекла или стеклянной пыли приводят к загрязнениям камеры обжига и/или спекаемого объекта.
Последующий распад оксидного слоя на таком нагревательном элементе приводит к образованию MoO3 (оксида молибдена (VI)). Это приводит к нежелательному окрашиванию в зелено-желтый цвет спекаемого или обжигаемого стоматологического объекта. Подобное окрашивание может предотвращаться только посредством применения так называемых спеченных оболочек с защитным покрытием. Это представляет собой трудоемкое исполнение зуботехнических печей для обжига. Кроме того, для восстановления оксидного слоя на нагревательном элементе необходимо выполнять очищающий обжиг. Это влечет за собой значительные затраты времени и энергии, так как подобный очищающий обжиг должен выполняться по меньшей мере в течение 4 часов при температурах выше 1400°C без загрузки зуботехнической печи для обжига.
Далее известно использовать нагревательные элементы из карбида кремния. При этом речь идет о керамическом материале, который, однако, подвержен сильному разрушению. Следовательно, монтаж подобного нагревательного элемента в камере обжига зуботехнической печи для обжига очень трудоемок и сложен. В частности, подобный нагревательный элемент не должен подвергаться воздействию сил или даже моментов. С другой стороны, необходимо, чтобы камера обжига могла вакуумироваться для обжига стоматологических керамических масс. Это требует выведения концов нагревательного элемента из камеры обжига. Это осуществляется через вакуум-плотное сквозное отверстие в корпусе камеры обжига. При этом к обжиговому элементу прикладывается сила и при необходимости момент. Это может приводить в случае нагревательных элементов из карбида кремния к повреждениям и в частности к полному разрушению нагревательного элемента. Кроме того, при использовании нескольких нагревательных элементов из карбида кремния важно, чтобы соединялись только элементы с одинаковым электрическим сопротивлением. В связи с этим всегда все нагревательные элементы должны заменяться. И хотя замена лишь отдельных нагревательных элементов возможна, тем не менее приводит в течение кратчайшего времени к выходу из строя других нагревательных элементов и потому не практична. Замена же всех нагревательных элементов печи связана со значительными издержками.
Далее известно спекать стоматологические объекты индукцией. Однако при спекании индукцией размеры камеры обжига сильно ограничены. Далее при загрузке камеры обжига необходимо очень внимательно следить за тем, чтобы она не повреждалась, так как повреждение внутренней стенки камеры обжига привело бы к изменению характера индукции. Кроме того, возможности применения индукционной зуботехнической печи для обжига очень ограничены, так как свойства обрабатываемого материала и индуктор/подложкодержатель должны быть точно согласованы друг с другом, для того чтобы достигать правильного теплового режима. Область применения также очень ограничена из-за зависимости от параметров материала у работающих на основе индукции зуботехнических печей для обжига.
Задачей изобретения является создание нагревательного элемента для зуботехнической печи для обжига с улучшенными возможностями применения. Далее задача изобретения создать зуботехническую печь для обжига с подобным нагревательным элементом.
Задача решается согласно изобретению с помощью нагревательного элемента с признаками пункта 1 формулы изобретения, а также с помощью зуботехнической печи для обжига с признаками пункта 11 формулы изобретения.
Соответствующий изобретению нагревательный элемент для зуботехнической печи для обжига имеет трубный элемент для приема нагревательной спирали внутри трубного элемента. Трубный элемент по меньшей мере на одной стороне закрыт запорным элементом. Посредством запорного элемента происходит закрытие одного открытого конца трубного элемента. Второй конец трубного элемента может быть заделан или закрываться дополнительным запорным элементом. По меньшей мере один запорный элемент служит для проведения электрических контактных элементов для нагревательной спирали. Если предусмотрены два запорных элемента у одного нагревательного элемента, то электрические контактные элементы могут проводиться либо через оба запорных элемента, либо только через один из двух запорных элементов. Согласно изобретению трубный элемент изготовлен предпочтительно из керамического материала. В качестве материала подходят в частности оксидные керамики. Предпочтительно используются такие оксидные керамики, которые имеют высокую термостойкость, предпочтительно выше 1700°C, в частности выше 1800°C. В частности, могут использоваться керамические материалы, которые при соответствующих изобретению условиях эксплуатации достигают высокой вакуумной уплотненности или низкой скорости утечки в частности менее 10-8 мбар*л/c (согласно тесту на утечку “Helios”).
Наиболее предпочтительно керамический материал включает в себя или состоит из оксидных керамик, выбранных из группы, состоящей из оксида алюминия, оксида титана, оксида циркония, оксида магния, оксида цинка, титаната алюминия, титаната бария и оксида иттрия, а также их смесей. Для предотвращения загрязнений во время соответствующего изобретению применения нагревательных элементов или зуботехнической печи предпочтительными оказались оксидные керамики с высокой степенью чистоты. В предпочтительном варианте осуществления данного изобретения содержание оксидной керамики в трубном элементе составляет выше 90 весовых процентов, предпочтительно выше 95 вес.%, в частности выше 97 вес.% и в частности выше 99 вес.% или выше 99,5 вес.%, в каждом случае относительно общего веса материала трубного элемента.
В частности, предпочтителен оксид алюминия или оксид циркония, или оксид иттрия, в каждом случае со степенью чистоты выше 95 вес.%, предпочтительно выше 97 вес.%, в частности выше 98 вес.% или 99 вес.% и в частности выше 99,5 вес.%.
Наличие трубного элемента из вышеописанного материала имеет в частности то преимущество, что для обжига стоматологических керамических масс на стоматологических сплавах, таких как циркон и/или другие керамические материалы, при температурах до 1100°C могут достигаться хорошие результаты. Это справедливо также для спекания безметаллового зубного протеза, такого как оксид циркония или другой аналогичный материал, в частности до 1600°C. В частности, благодаря применению вышеописанного материала у трубного элемента предотвращается отслаивание частиц материала, как например осколков стекла/стеклянной пыли, как при использовании дисилицида молибдена. Также трубный элемент из вышеописанного материала значительно менее чувствителен к возникающим силам и моментам, так что в частности также проведение соответствующего изобретению нагревательного элемента через сквозное отверстие корпуса камеры обжига и фиксация в этом сквозном отверстии возможны простым и надежным образом.
По меньшей мере один запорный элемент, который служит предпочтительно для приема электрических контактов и для выведения электрических контактов, изготовлен предпочтительно из кварцевого стекла и/или боросиликатного стекла.
Соединение по меньшей мере одного запорного элемента с трубным элементом осуществляться предпочтительно при помощи стекол или стеклянного припоя.
В наиболее предпочтительном усовершенствовании изобретения коэффициенты теплового расширения использованных материалов, в частности трубного элемента и по меньшей мере одного запорного элемента сходны, предпочтительно по существу идентичны.
В дальнейшем наиболее предпочтительном варианте осуществления соответствующего изобретения нагревательного элемента, который представляет собой независимое изобретение, коэффициент теплового расширения трубного элемента находится в диапазоне от 8,8×10-6 K-1 до 9,2×10-6 K-1. Как правило, коэффициент теплового расширения запорного элемента для приема электрических контактов и для выведения электрических контактов, выполненного из кварцевого стекла и/или боросиликатного стекла, находится в диапазоне от 0,5×10-6 K-1 до 3,3×10-6 K-1. Следовательно, прямое соединение трубного элемента и запорного элемента проблематично по причинам термически индуцированных механических напряжений во время соответствующего изобретению применения.
Для того, чтобы предотвращать трещины, вызванные внутренними напряжениями, и таким образом негерметичность в нагревательном элементе, является предпочтительным предусматривать между трубным элементом и запорным элементом по меньшей мере один промежуточный элемент. По меньшей мере один промежуточный элемент имеет при этом коэффициент теплового расширения, который находится между коэффициентами теплового расширения трубного элемента и запорного элемента. Наиболее предпочтительным является то, что предусматриваются несколько промежуточных элементов, которые в каждом случае имеют различные коэффициенты теплового расширения, так что коэффициент теплового расширения постепенно адаптируется. При этом предпочтительным является то, что в качестве промежуточных элементов применяются промежуточные стекла или переходные стекла, чтобы компенсировать или адаптировать различные коэффициенты теплового расширения.
При использовании промежуточных элементов из кварцевого стекла для электрических контактов требуются и сплавляются друг с другом предпочтительно 10-15 промежуточных стекол, а при использовании боросиликатного стекла 3-10 промежуточных стекол для трубного элемента из оксида алюминия или оксида циркония, или оксида иттрия. При помощи этих сплавленных из промежуточных стекол соединений от трубного элемента до соединительного элемента предотвращаются благодаря адаптированному в каждом случае коэффициенту теплового расширения отдельных стекол напряжения и таким образом трещины между отдельными стеклами, и обеспечивается вакуумная уплотненность или скорости утечки в частности менее 10-8 мбар*л/c.
Трубный элемент сплавлен через по меньшей мере один промежуточный элемент, в частности несколько промежуточных элементов с ними таким образом, что в этой области при температурах до 500°C обеспечена вакуумная уплотненность или скорости утечки в частности менее 10-8 мбар*л/c.
Дальнейшая возможность заключается в том, чтобы сильно охлаждать нагревательный элемент в области перехода между трубным элементом и запорными элементами и/или предусматривать длинный переход, так что возникновение напряжений предотвращено, и соответственно опасность образования трещин сильно уменьшена.
Говоря о расположенной внутри трубного элемента нагревательной спирали, речь идет в предпочтительном варианте осуществления о нагревательной спирали из вольфрама и/или молибдена. В частности, нагревательная спираль имеет в качестве материала тугоплавкие металлы или металлические сплавы. Предпочтительно температуры плавления использованных материалов находятся выше 2000°C, предпочтительно выше 2500°C, в частности выше 2600°C. В варианте осуществления температуры плавления нагревательной спирали составляют при этом в частности по меньшей мере 2600°C или по меньшей мере 3400°C.
Предпочтительно трубный элемент, в котором расположена нагревательная спираль, заполнен защитным газом. В качестве защитного газа или же инертного газа выдвигались в частности идеальные газы, выбранные из группы, состоящей из аргона, неона и криптона, а также любых их смесей. Трубный элемент является при этом предпочтительно газонепроницаемым, так что защитный газ не может выходить в камеру обжига. Соответствующая газонепроницаемость обеспечена также в том случае, если внутри камеры обжига зуботехнической печи для обжига преобладает давление, пониженное относительно атмосферного давления. Для этого могут использоваться давления в диапазоне от 20 мбар до 1 бар, в частности в диапазоне от 30 мбар до 950 мбар.
Кроме того, изобретение относится к зуботехнической печи для обжига с нагревательным элементом, который выполнен предпочтительно, как описано выше. Зуботехническая печь для обжига имеет корпус, который образует камеру обжига. В камере обжига располагается обжигаемый или спекаемый стоматологический элемент. Это происходит, как правило, на обжиговом столе, причем, как правило, между обжиговым столом и камерой обжига имеется относительное движение, для того чтобы вводить обжигаемые объекты в камеру обжига и закрывать камеру обжига. Внутри камеры обжига расположен по меньшей мере один нагревательный элемент. Для этого корпус зуботехнической печи для обжига имеет по меньшей мере одно сквозное отверстие, причем в каждом случае через одно сквозное отверстие проведен нагревательный элемент и соответственно введен в камеру обжига. Соответствующий изобретению, описанный выше в частности также на основе предпочтительных усовершенствований нагревательный элемент расположен при этом таким образом, что запорный элемент расположен снаружи камеры обжига и в частности также снаружи корпуса. Таким образом, запорный элемент не подвержен высоким преобладающим в камере обжига температурам.
По меньшей мере одно сквозное отверстие предпочтительно закрыто уплотнительным элементом. Уплотнительный элемент служит в частности также для того, чтобы можно было создавать преобладающий при необходимости внутри камеры обжига вакуум. Кроме того, при помощи уплотнительного элемента может также осуществляться удержание или фиксация нагревательного элемента. Уплотнительный элемент выполнен при этом предпочтительно в виде кольца и окружает нагревательный элемент. При этом нагревательный элемент удерживается в частности в области трубного элемента, так что запорный элемент, то есть предпочтительно стеклянные элементы, полностью расположены за пределами корпуса камеры обжига.
Кроме того, предпочтительным является то, что напротив каждого сквозного отверстия расположен приемный элемент для нагревательного элемента. При помощи этого приемного элемента, говоря о котором, речь может идти о несквозном отверстии в корпусе, осуществляется размещение в частности свободного конца нагревательного элемента, то есть того конца нагревательного элемента, на котором не предусмотрен запорный элемент. Если нагревательный элемент на обеих сторонах соединен с запорным элементом, то предпочтительным в альтернативном варианте осуществления является то, что напротив каждого сквозного отверстия расположено дополнительное сквозное отверстие, так что второй запорный элемент также выступает на противоположной стороне из корпуса камеры обжига.
Далее изобретение разъясняется более подробно на основе предпочтительного варианта осуществления со ссылкой на приложенный чертеж.
На чертеже показаны:
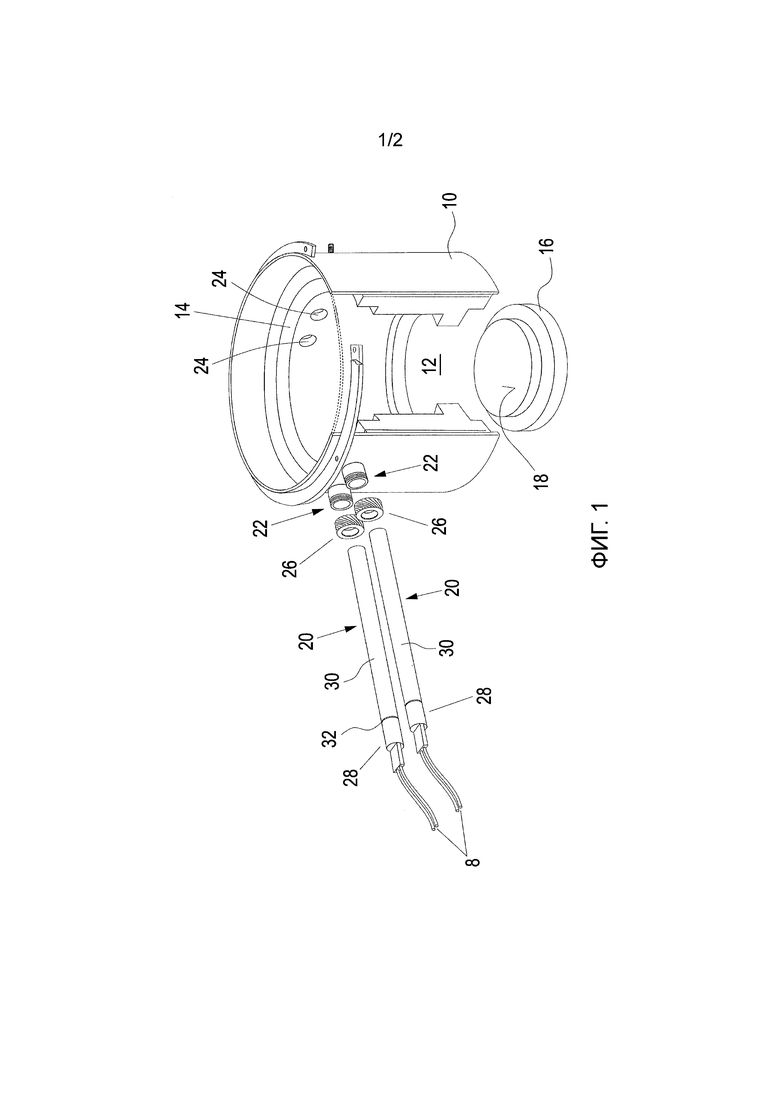
фиг. 1 - сильно упрощенный схематичный вид в перспективе существенных конструктивных элементов камеры обжига зуботехнической печи для обжига; и
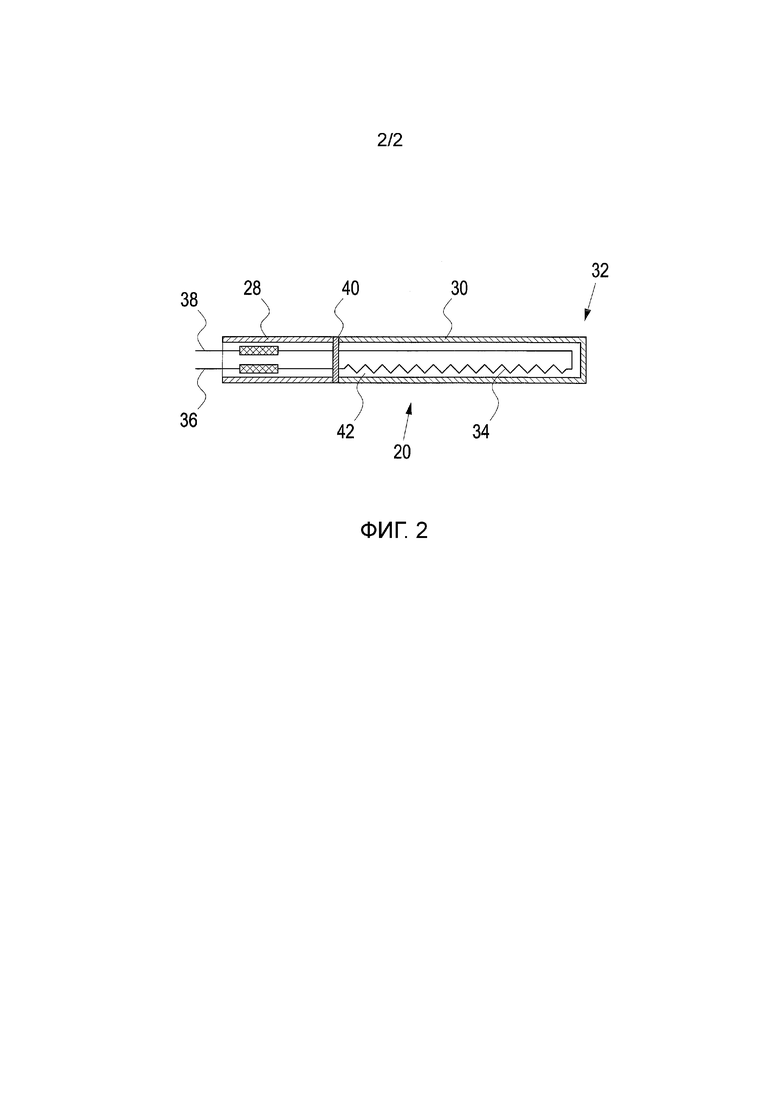
фиг. 2 - схематичный вид в разрезе соответствующего изобретению нагревательного элемента.
Зуботехническая печь для обжига имеет корпус 10, который в изображенном примере осуществления имеет по существу круглое цилиндрическое поперечное сечение и образует во внутреннем пространстве камеру 12 обжига. Внутренняя сторона корпуса 10 снабжена высокотемпературной изоляцией 14. При помощи обжигового стола 16 возможно вводить обжигаемые или спекаемые стоматологические элементы, которые расположены на верхней стороне 18 обжигового стола 16, в камеру 12 обжига. Далее камера 12 обжига закрыта на своей верхней стороне неизображенной крышкой. Через нее могут быть подключены, например, также вакуумные разъемы для создания вакуума в камере обжига.
В изображенном примере осуществления в камере 12 обжига располагаются два нагревательных элемента, причем нагревательные элементы изображены на фиг. 1 перед монтажом. Оба нагревательных элемента 20 вставляются в каждом случае через сквозное отверстие 22, которое предусмотрено в корпусе 10, в камеру обжига. Для фиксирования нагревательных элементов 20 в камере обжига предусмотрены с одной стороны противоположные сквозным отверстиям 22 приемные элементы 24, говоря о которых, речь идет в изображенном примере осуществления о несквозных отверстиях, в которые вводятся свободные концы нагревательных элементов 20. С другой стороны, фиксирование нагревательных элементов 20 во вставленном состоянии осуществляется при помощи уплотнительных элементов 26. Они окружают в изображенном примере осуществления нагревательные элементы в виде кольца и могут фиксироваться, например, на штуцерах сквозных отверстий 22 в предусмотренных резьбах. Уплотнительные элементы 26 окружают в смонтированном состоянии трубный элемент 30 перед областью запорных элементов 40. Закрепление или уплотнение нагревательных элементов осуществляется предпочтительно исключительно в области трубного элемента 30.
В переходной области предусмотрено далее предпочтительно соединение посредством промежуточных элементов, говоря о которых, речь идет в частности о нескольких промежуточных/переходных стеклах/стеклянном припое 40 или о другом соединительном материале, чтобы соединять запорные элементы 28 с трубными элементами 30. Отдельные промежуточные элементы имеют при этом различные коэффициенты теплового расширения, так что коэффициент теплового расширения, начиняя с коэффициента теплового расширения трубного элемента 30, постепенно или пошагово выравнивается до коэффициента теплового расширения запорного элемента 28.
Исполнение нагревательных элементов 20 изображено в частности на фиг. 2. Изображенный вариант осуществления нагревательных элементов 20 имеет трубный элемент 30. В изображенном примере осуществления трубный элемент 30 закрыт на свободном конце 32. Свободный конец 32 вводится в этом варианте осуществления в выемки 24. Внутри полого трубного элемента 30 расположена нагревательная спираль 34. Оба электрических контакта 36/38 нагревательной спирали проведены сквозь по меньшей мере один промежуточный элемент 40, а также сквозь запорный элемент 28 и сплавлены. Запорный элемент 28 сплавлен с трубным элементом 30, например, при помощи адаптированного в отношении соответствующего коэффициента теплового расширения стеклянного припоя и нескольких промежуточных/переходных стекол, которые также имеют адаптированные соответствующим образом коэффициенты теплового расширения.
В принимающем нагревательную спираль 34 пустом пространстве 42 трубного элемента 30 предусмотрен защитный газ - аргон, неон, криптон.
Альтернативно изображенному на фиг. 2 варианту осуществления нагревательная спираль может быть также выполнена таким образом, что присоединительный элемент 36/38 выведен на левой на фиг. 2 стороне трубного элемента 30. В этом примере осуществления располагался бы тогда на правой стороне второй запорный элемент, который выполнен согласно запорному элементу 28/40 и также при помощи адаптированного стеклянного припоя, а также нескольких промежуточных/переходных стекол для адаптации различных коэффициентов теплового расширения соединен с трубным элементом 30. Благодаря этим адаптированным коэффициентам теплового расширения обеспечивается то, что заполненный защитным /инертным газом, аргоном/криптоном трубный элемент имеет скорость утечки менее 10-8 мбар*л/c.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОТЕХНИЧЕСКАЯ ПЕЧЬ ДЛЯ ОБЖИГА | 2017 |
|
RU2766304C2 |
| ЗУБОТЕХНИЧЕСКАЯ ПЕЧЬ | 2012 |
|
RU2552199C2 |
| ЗУБОТЕХНИЧЕСКАЯ ПЕЧЬ | 2012 |
|
RU2606355C2 |
| СТОМАТОЛОГИЧЕСКАЯ ПЕЧЬ | 2014 |
|
RU2626968C2 |
| Стоматологическая ортопедическая конструкция и способ изготовления стоматологической ортопедической конструкции | 2017 |
|
RU2676966C2 |
| СПОСОБ УПЛОТНЕНИЯ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ ПОД ВОЗДЕЙСТВИЕМ САНТИМЕТРОВЫХ ЭЛЕКТРОМАГНИТНЫХ ВОЛН И СОСУД ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2313508C2 |
| СТОМАТОЛОГИЧЕСКАЯ ПЕЧЬ | 2013 |
|
RU2618028C2 |
| СТОМАТОЛОГИЧЕСКАЯ ПЕЧЬ | 2012 |
|
RU2543044C2 |
| Печь для вытягивания волокна из тугоплавких стекол | 1980 |
|
SU858294A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОКЕРАМИЧЕСКОЙ АДГЕЗИОННОЙ КОМПОЗИТНОЙ СИСТЕМЫ | 1997 |
|
RU2201996C2 |
Группа изобретений относится к нагревательному элементу для зуботехнической печи для обжига, а также к зуботехнической печи для обжига с нагревательным элементом. Нагревательный элемент для зуботехнической печи для обжига имеет трубный элемент для приема нагревательной спирали внутри трубного элемента. По меньшей мере с одним открытым концом трубного элемента соединен по меньшей мере один запорный элемент. Электрические контакты проведены сквозь запорный элемент и сплавлены с элементом. Согласно изобретению трубный элемент из керамического материала, в частности оксидных керамик, соединен при помощи нескольких промежуточных/переходных стекол и стеклянного припоя для компенсации различных коэффициентов теплового расширения с соединительной частью таким образом, что при тепловом воздействии до 500°C не может возникать выход газа из трубного элемента, таким образом обеспечена эксплуатационная надежность нагревательного элемента. 2 н. и 11 з.п. ф-лы, 2 ил.
1. Нагревательный элемент для зуботехнической печи для обжига, включающий в себя
трубный элемент (30) для приема нагревательной спирали (34) внутри трубного элемента (30) и
по меньшей мере один запорный элемент (28) для закрытия открытого конца трубного элемента (30), причем электрические контакты (36, 38) выведены через запорный элемент (28),
отличающийся тем, что
нагревательная спираль (34) эксплуатируется в трубе (30), которая заполнена защитным газом.
2. Нагревательный элемент по п.1, отличающийся тем, что оба конца трубного элемента (30) закрыты запорным элементом (28), причем при необходимости только через один из двух запорных элементов (28) выведены электрические контакты (36, 38).
3. Нагревательный элемент по п.1 или 2, отличающийся тем, что по меньшей мере один запорный элемент (28) включает в себя кварцевое стекло и/или боросиликатное стекло или состоит из кварцевого стекла и/или боросиликатного стекла.
4. Нагревательный элемент по любому из пп.1-3, отличающийся тем, что по меньшей мере один запорный элемент (28) соединен с трубным элементом (30) по меньшей мере через один промежуточный элемент (40).
5. Нагревательный элемент по п.4, отличающийся тем, что предусмотрены несколько промежуточных элементов (40), которые представляют собой, в частности, промежуточные стекла и/или переходные стекла.
6. Нагревательный элемент по п.5, отличающийся тем, что промежуточные стекла и/или переходные стекла имеют различные коэффициенты теплового расширения, которые находятся между коэффициентом теплового расширения трубного элемента (30) и запорного элемента (28).
7. Нагревательный элемент по любому из пп.1-6, отличающийся тем, что трубный элемент (30), по меньшей мере один запорный элемент (28) и предпочтительно соединительный материал имеют сходный, в частности одинаковый, коэффициент теплового расширения.
8. Нагревательный элемент по любому из пп.1-7, отличающийся тем, что нагревательная спираль содержит металлические сплавы или металлы с температурой плавления выше 2000°C, в частности вольфрам и/или молибден.
9. Нагревательный элемент по п.8, отличающийся тем, что температура плавления нагревательной спирали составляет по меньшей мере 2600°C, предпочтительно по меньшей мере 3400°C.
10. Нагревательный элемент по любому из пп.1-9, отличающийся тем, что трубный элемент (30) состоит из керамического материала, в частности оксидной керамики, или включает в себя ее.
11. Зуботехническая печь для обжига с нагревательным элементом по любому из пп.1-10,
причем корпус (10) образует камеру (12) обжига, и
корпус (10) имеет по меньшей мере одно сквозное отверстие (22) для проведения нагревательного элемента (20), причем по меньшей мере один запорный элемент (28) расположен снаружи, а трубный элемент (30) - внутри камеры (12) обжига.
12. Зуботехническая печь для обжига по п.11, отличающаяся тем, что по меньшей мере одно сквозное отверстие (22) закрыто уплотнительным элементом (26), который предпочтительно окружает нагревательный элемент (20).
13. Зуботехническая печь для обжига по п.11 или 12, отличающаяся тем, что напротив каждого сквозного отверстия (22) расположен приемный элемент (24) для нагревательного элемента (20) или дополнительное сквозное отверстие.
| Торцовая фреза | 1977 |
|
SU625847A1 |
| ПЕЧЬ ДЛЯ ОБЖИГА СТЕКЛЯННЫХ БЛОКОВ | 2012 |
|
RU2605857C2 |
| КОНТРОЛЬНЫЕ ЧАСЫ ДЛЯ НОЧНЫХ СТОРОЖЕЙ | 1925 |
|
SU3480A1 |
| US 3375319 A, 26.03.1986 | |||
| Виброизолятор фундамента под турбоагрегат | 1981 |
|
SU1010207A1 |
