ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к печи для обжига блоков из стекла. В частности, изобретение относится к печи для обжига стеклянных блоков, предназначенной для повторного нагревания и последующего охлаждения стеклянных блоков перед дальнейшими операциями или обработкой указанных блоков, или, проще говоря, для устранения внутренних напряжений в стекле, возникающих на этапах повторного нагревания стеклянных блоков.
УРОВЕНЬ ТЕХНИКИ
Как известно, в результате определенных операций термической обработки стеклянных блоков или формовочных процессов, или предварительного обжига глазури на поверхностях, в стекле возникают внутренние напряжения, которые, если их не устранить, делают невозможным выполнение дальнейших операций, например разрезания, шлифовки, перфорирования или последующего теплового воздействия, такого как закалка.
Известно, что для снятия напряжений в стекле, например для того, чтобы иметь возможность совершать над ним последующие рабочие операции, стеклянный блок в общем случае необходимо нагреть до температуры от 550 до 650°С и охладить стекло путем регулируемого охлаждения, достаточно медленного для того, чтобы внутри стекла не возникли дополнительные напряжения.
Для этой цели используются печи двух известных типов, к первому из которых относится печь с роликовым конвейером непрерывного действия, в котором стеклянные блоки подают в продольно-протяженную нагревательную камеру и, перемещая в продольном направлении печи, подвергают нагреванию. В конце печи стеклянные блоки переводят на станцию регулируемого охлаждения, в которой блоки проходят цикл охлаждения, содержащий, например, сначала очень медленную и регулируемую часть охлаждения, осуществляемую преимущественно опосредованно, на которой происходит стабилизация стекла, а затем часть охлаждения, которая может осуществляться быстрее и напрямую.
При этом первый тип печи имеет недостаток, состоящий в том, что для выполнения цикла нагревания стеклянного блока, предшествующего циклу охлаждения, необходимы печи с большой протяженностью в продольном направлении, занимающие значительное пространство, что очевидно требует существенных инвестиций для обеспечения высокой производительности.
То есть, использовать такие печи предпочтительно, когда ожидаются высокие объемы производства, сопровождающиеся изготовлением крупных партий изделий.
Ко второму типу печи для обжига стеклянных блоков относятся печи периодического действия, к которым относятся печи с роликовым конвейером возвратно-поступательного действия. В этих печах нагревательная камера значительно ограничена в продольном направлении и при обработке крупных блоков по существу не намного длиннее обрабатываемых стеклянных блоков, при этом стеклянные блоки уложены на моторизованную роликовую поверхность, периодически перемещающую их внутри нагревательной камеры, в то время как средства нагревания осуществляют соответствующий цикл нагревания стеклянного блока.
По окончании цикла нагревания блок подвергают регулируемому охлаждению описанного выше типа, или даже естественному охлаждению. При этом меньшие пространственные размеры таких печей для обжига известного типа снижают производственные показатели, поскольку количество стеклянных блоков, которое печь может обработать, всегда равно одному блоку на цикл нагревания, если блок крупный, или числу блоков, способных заполнить нагревательную камеру, если обработке подвергают небольшие блоки.
Кроме того, энергоэффективность таких печей ниже по сравнению с печами непрерывного действия, поскольку цикл нагревания приходится начинать заново при каждом входе нового холодного стеклянного блока внутрь нагревательной камеры.
Пример таких печей, соответствующих ограничительной части независимого пункта формулы изобретения, описан в документе JP 2002 179431.
К недостаткам таких печей относится необходимость наличия опорного блока, на который опирается стеклянный блок для того, чтобы предотвратить его деформацию во время обжига.
Кроме того, единственная нагревательная камера не позволяет получить постепенное и регулируемое охлаждение стеклянного блока, поскольку охлаждение осуществляется непосредственно путем открывания приемных и выходных отверстий нагревательной камеры; следовательно, для максимально постепенного понижения температуры стеклянного блока необходимо перемещать стеклянный блок из нагревательной камеры с более высокой температурой в нагревательную камеру, в которой задана более низкая по сравнению с первой камерой температура, что несомненно негативно сказывается на эффективности, размерах печи, скорости процесса и результате процесса обжига.
Задачей настоящего изобретения является устранение описанных выше недостатков известного уровня техники посредством простого, рационального и относительно экономичного технического решения.
Указанная задача решена совокупностью признаков, раскрытых в независимом пункте формулы изобретения. Зависимые пункты формулы относятся к предпочтительным и/или особенно предпочтительным вариантам осуществления изобретения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В изобретении, в частности, предложена печь для обжига стеклянных блоков, содержащая набор наложенных друг на друга независимых нагревательных камер, каждая из которых снабжена: по меньшей мере одним приемным отверстием под проход по меньшей мере стеклянного блока; моторизованной роликовой поверхностью, на которой лежит и перемещается стеклянный блок; нагревателем, предназначенным для нагревания стеклянного блока, находящегося в нагревательной камере; средствами регулируемого охлаждения, предназначенными для опосредованного и/или непосредственного охлаждения нагревательной камеры.
В настоящем изобретении средства охлаждения содержат набор труб, в которых циркулирует охлаждающее вещество и которые расположены внутри нагревательной камеры.
Благодаря такому решению печь для обжига стеклянных блоков является особенно компактной, обеспечивая при этом высокую производственную мощность, поскольку обеспечена возможность одновременной обработки нескольких стеклянных блоков в пространстве, размеры которого в горизонтальной проекции лишь немного превышают пространственные размеры обрабатываемого стеклянного блока.
Кроме того, конструктивные особенности средств охлаждения позволяют получить более эффективное регулируемое охлаждение каждой нагревательной камеры, что делает процесс обжига стеклянных блоков более производительным и безопасным, в результате чего повышается качество продукции.
Предпочтительно, чтобы стеклянный блок лежал непосредственно на роликах, образующих моторизованную роликовую поверхность, без размещения между ними опорных блоков - это сокращает время нагревания и охлаждения стеклянных блоков, подвергаемых обжигу, и обеспечивает экономию энергии, позволяя при этом обрабатывать даже крупногабаритные стеклянные блоки.
В другом аспекте изобретения каждая моторизованная роликовая поверхность выполнена с возможностью возвратно-поступательного перемещения стеклянного блока внутри соответствующей нагревательной камеры, например, со скоростью возвратно-поступательно движения от 0 до 1 м/с.
Кроме того, каждая моторизованная роликовая поверхность содержит ролики, расстояние между осями которых составляет по существу от 50 до 150 мм, например составляет по существу от 30 до 120 мм.
Указанные признаков позволяют без использования опорных блоков сохранять плоскую форму стеклянного блока или другую форму стеклянного блока при проведении обжига.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные признаки и преимущества изобретения следуют из описания одного из вариантов осуществления, приводимого ниже со ссылками на сопроводительные чертежи, на которых:
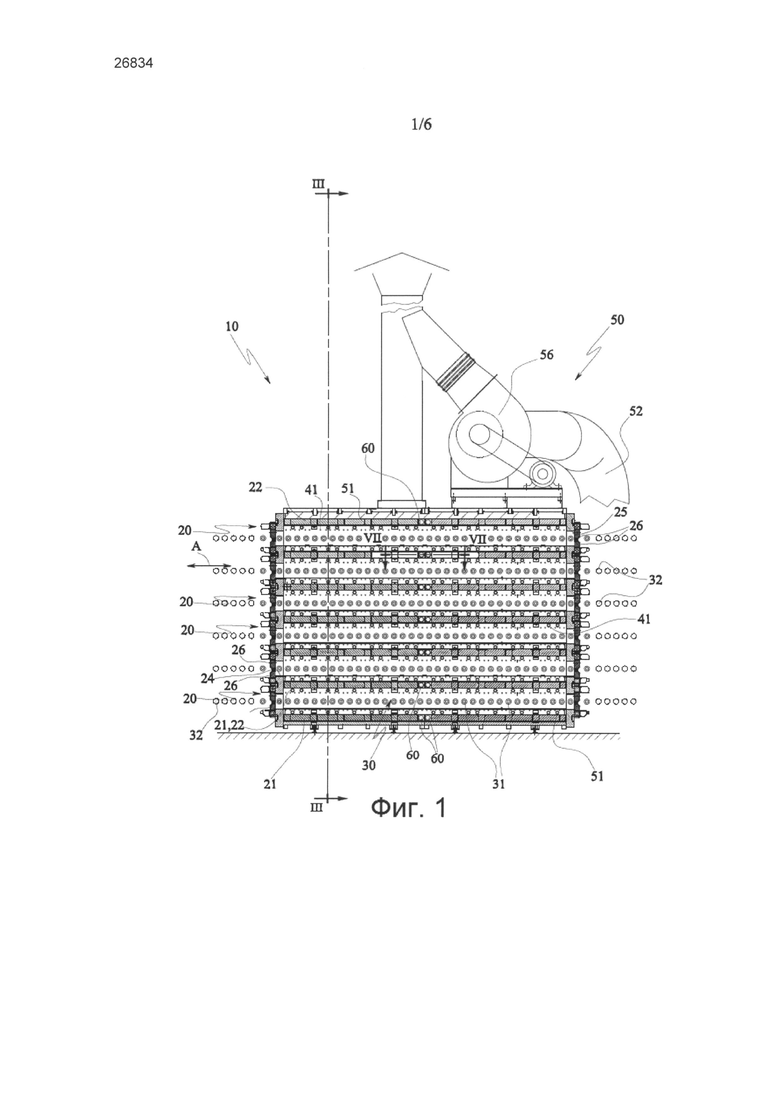
фиг.1 - изображение заявленной печи для обжига стеклянных блоков в разрезе по плоскости I-I с фиг.3;
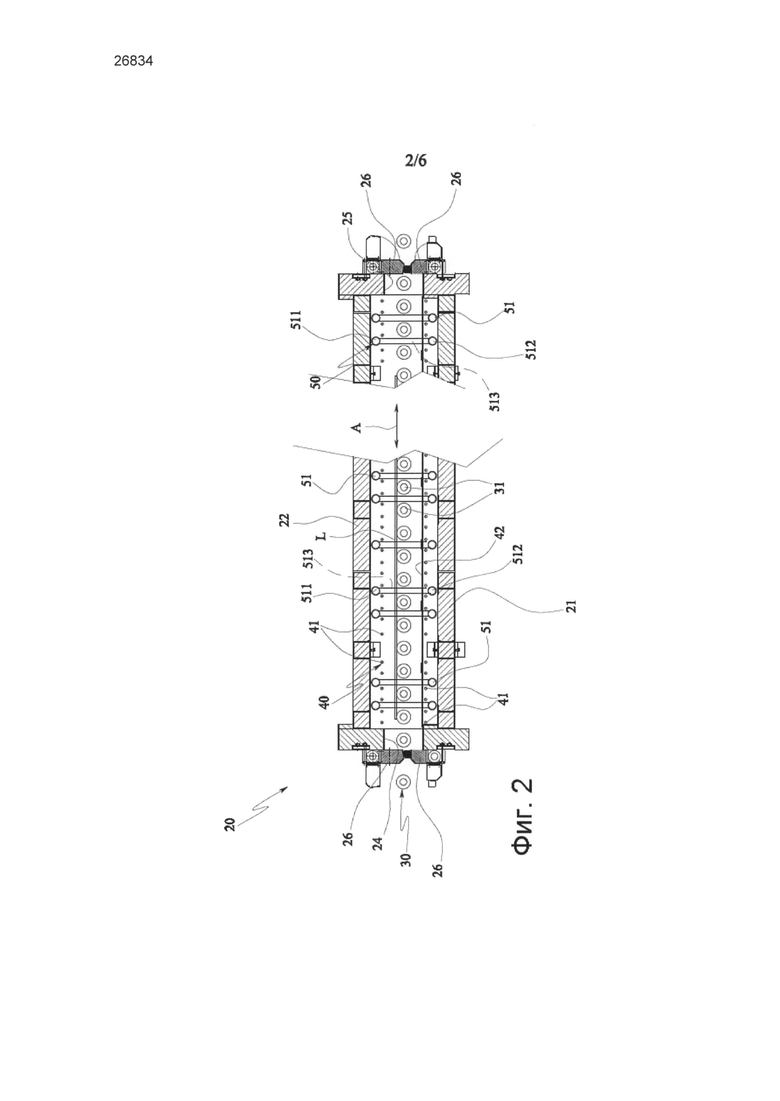
фиг.2 - часть фиг.1, иллюстрирующая одну из нагревательных камер печи;
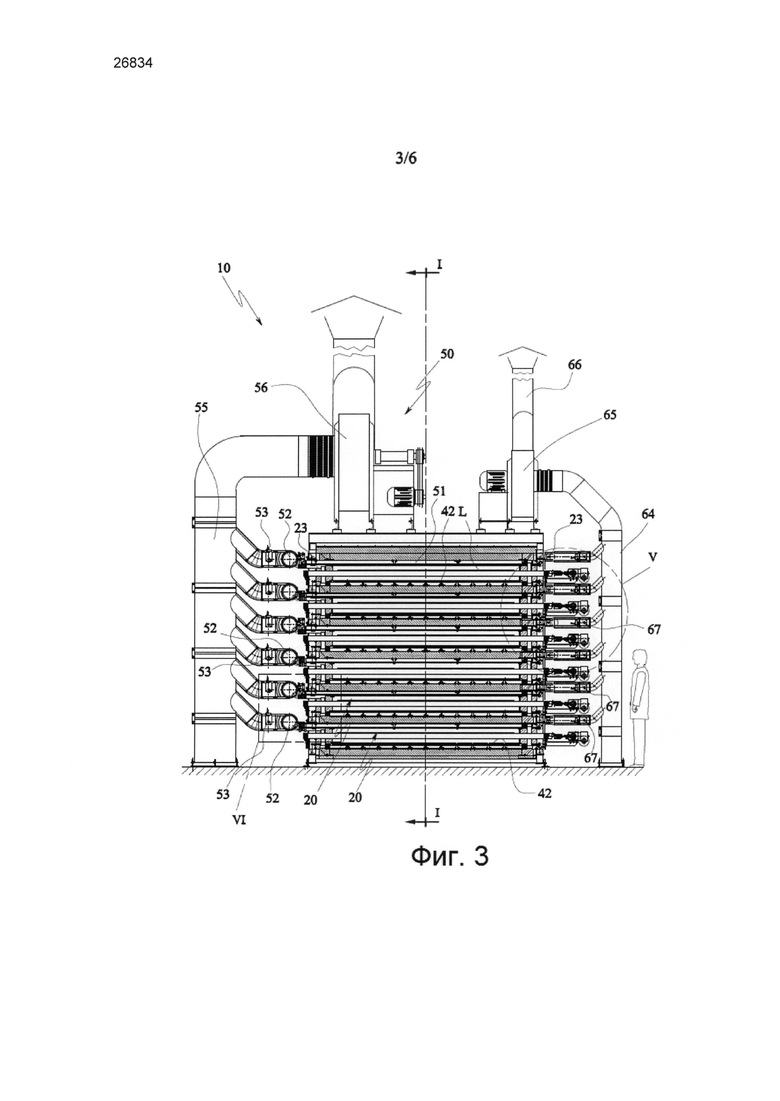
фиг.3 - вид в плоскости разреза III-III с фиг.1;
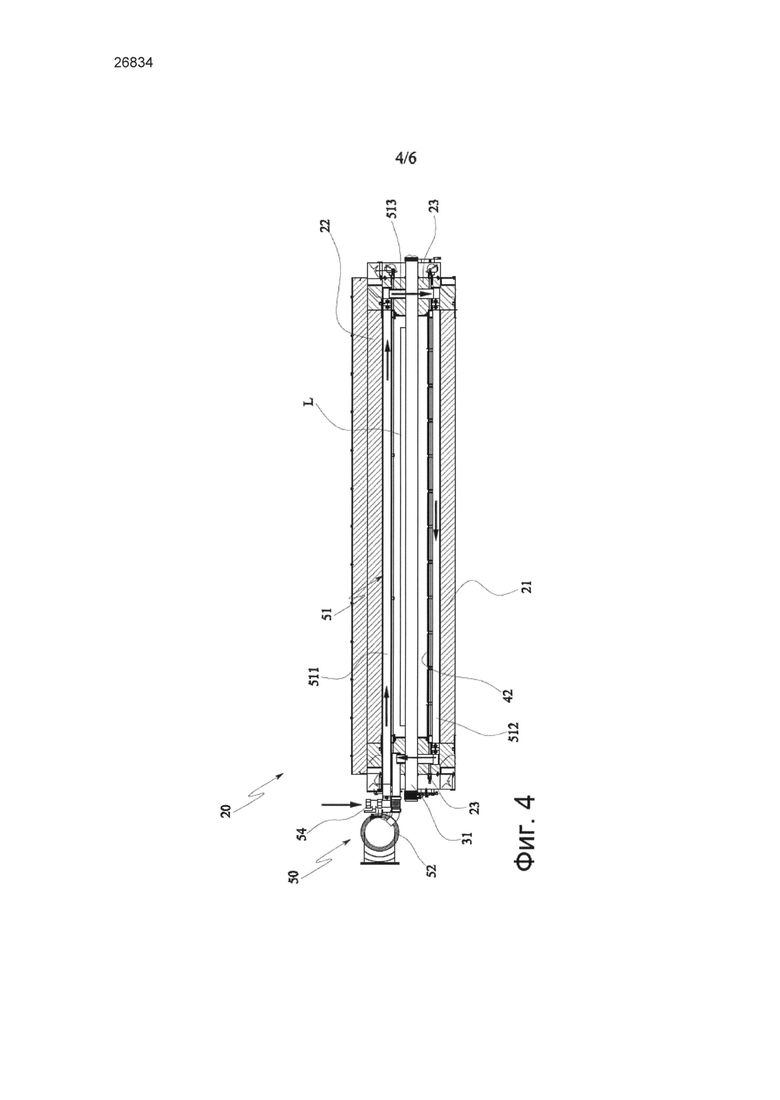
фиг.4 - часть фиг.3, иллюстрирующая средства охлаждения одной из нагревательных камер печи;
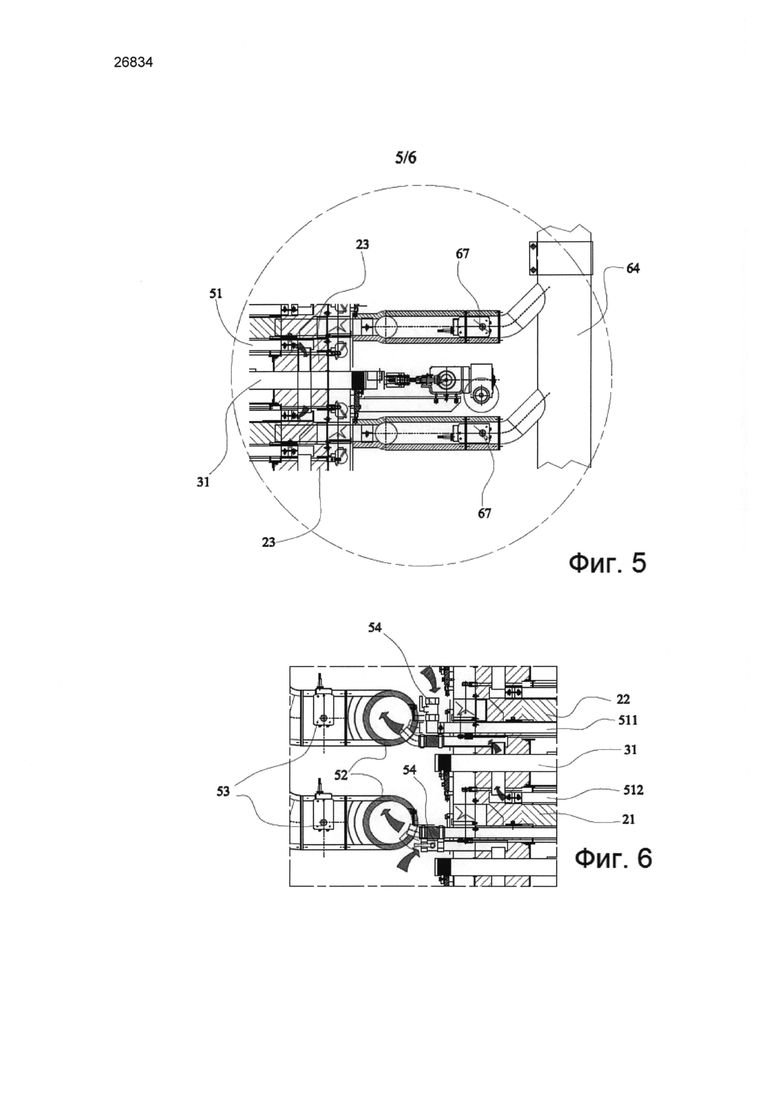
фиг.5 - часть V с фиг.3;
фиг.6 - часть VI с фиг.3;
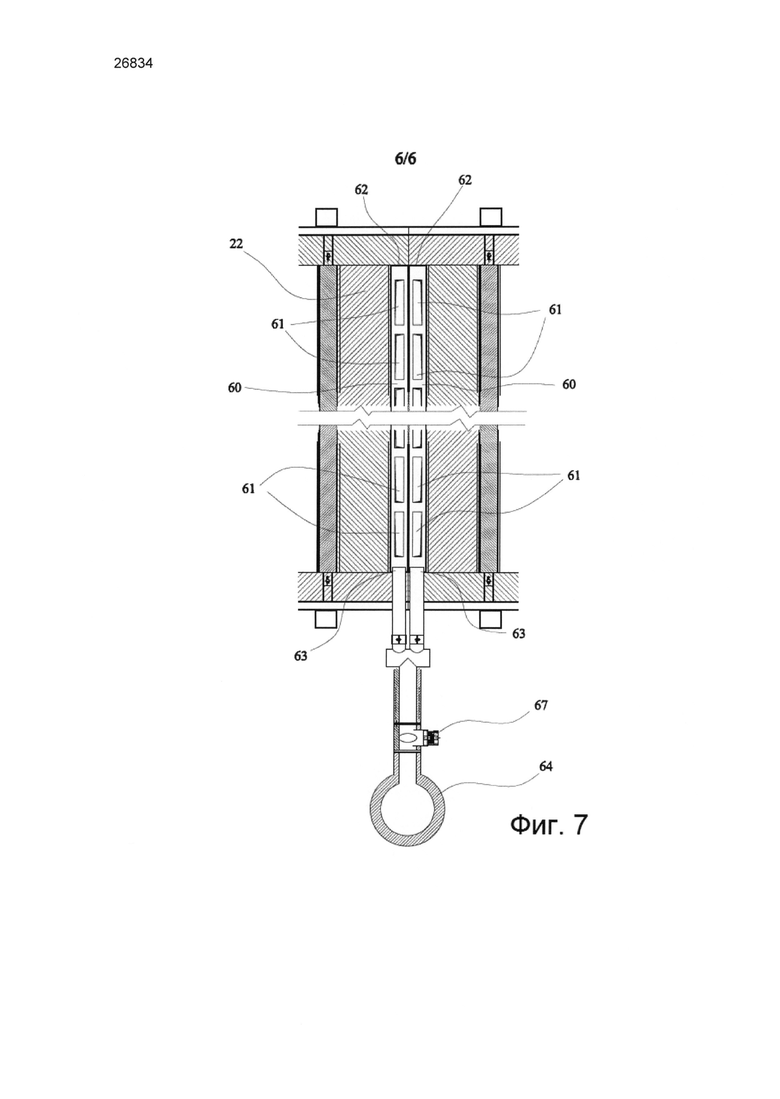
фиг.7 - вид в плоскости разреза VII-VII с фиг.1.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На чертежах номер позиции 10 относится целиком к печи, например к модульной печи, для обжига стеклянных блоков, которые в общем случае обозначены буквой L и могут быть плоскими или изогнутыми.
Для решения задач настоящего изобретения печь 10, как показано на фиг.1, содержит набор нагревательных камер 20, наложенных друг на друга, например прикрепленных друг к другу, и функционально независимых друг от друга.
Как поясняется ниже, нагревательные 20 камеры независимы друг от друга, поскольку цикл нагревания и/или охлаждения стеклянных блоков L в каждой из камер можно выполнять независимо от того, что выполняется в другой нагревательной камере 20.
Как подробно показано на фиг.2 и 4, каждая нагревательная камера 20 имеет опорную раму, выполненную по существу в виде канала, содержащего по существу плоское днище 21, крышку 22 (также плоскую или куполообразную) и две боковины 23, проходящие преимущественно по вертикали.
Кроме того, нагревательная камера 20 снабжена первым приемным отверстием 24 и вторым приемным отверстием 25, размещенными на противоположных передних стенках опорной рамы.
Нагревательная камера 20 содержит моторизованную роликовую поверхность 30, содержащую набор моторизованных роликов 31, расположенных по существу в одной плоскости между первым приемным отверстием 24 и вторым приемным отверстием 25, с продольной осью, перпендикулярной боковинам 23, на которых посредством подшипников установлены с возможностью поворота концы роликов.
Каждая моторизованная роликовая поверхность 30 установлена по существу вровень с парой роликовых транспортеров известного типа, которые схематически обозначены позицией 32, расположены по ходу движения соответственно впереди и позади печи 10 и предназначены для того, чтобы доставлять подлежащие обжигу стеклянные блоки L и забирать стеклянные блоки L по окончании термической обработки.
Таким образом ролики 31 образуют опорную поверхность, на которой лежит по меньшей мере стеклянный блок L, перемещаемый между первым приемным отверстием 24 и вторым приемным отверстием 25 в направлении перпендикулярно продольной оси роликов 31.
Ролики 31 могут представлять собой, например, полые или сплошные силиконовые ролики со стальными выступами на соответствующих концах.
В изображенном варианте каждая моторизованная роликовая поверхность 30 содержит тридцать шесть роликов 31, разнесенных друг от друга на расстояние по существу 130 мм (что обеспечивает сохранность формы стеклянного блока L в том числе при нагревании) и моторизованных посредством одного двигателя по известной специалистам схеме; при этом, в зависимости от условий использования, возможны и другие конструкции.
На практике боковины 23 нагревательных камер 20 можно выполнить в виде цельной детали (или нескольких скрепленных вместе деталей), прикрепляемых к разным днищам 21, первое из которых снабжено общими опорными ножками, и к разным крышкам 22 с образованием набора каналов, в данном примере шести каналов, которые расположены друг над другом и ограничивают собой изолированные друг от друга среды.
Как боковины 23, так и днища 21 и крышки 22, выполнены из изолирующего материала или материала, покрытого внутренним слоем изолирующего материала; например их можно выполнить с наружным слоем из углеродистой стали и внутренним слоем из нержавеющей стали, между которыми расположен слой керамических волокон.
Каждое первое приемное отверстие 24 и каждое второе приемное отверстие 25 каждой нагревательной камеры 20 содержит соответствующие открываемые по команде средства закрывания.
На практике средства закрывания приемных отверстий 24 и 25 содержат пару створок 26, шарнирно прикрепленных соответственно к днищу 21 и к крышке 22 нагревательной камеры 20 (ось шарнира на чертежах по существу горизонтальна) и приводимых в действие соответствующими приводами, независимым образом управляющими их открыванием и закрыванием.
Створки 26 выполнены таким образом, что их свободные концы по существу обоюдно контактируют в положении, когда они закрывают нагревательную камеру 20 (то есть когда они находятся в вертикальном положении), располагаясь, например, между двумя роликами 31 моторизованной роликовой поверхности 30, при этом в положении открывания нагревательной камеры 20 они расположены (поочередно или одновременно) ниже и выше поверхности, образуемой роликами 31.
В варианте, проиллюстрированном на чертежах, печь 10 относится к типу, известному как печь возвратно-поступательного действия.
На практике моторизованная роликовая поверхность 30 каждой нагревательной камеры 20 предназначена для обеспечения опоры по меньшей мере одного стеклянного блока L в каждом цикле его обжига, а также обеспечения его возвратно-поступательного перемещения внутри нагревательной камеры 20 в течение времени, необходимого для термической обработки.
Например, для того, чтобы подвергнуть термической обработке путем обжига стеклянный блок L размерами 3200×2600 мм, печь 10 может иметь нагревательные камеры 20 длиной (расстояние между приемными отверстиями 24 и 25) по существу 4160 мм, что при обработке стеклянного блока L внутри нагревательной камеры обеспечивает рабочий ход 960 мм.
В данном примере, после помещения стеклянного блока L внутрь нагревательной камеры 20 через одно из приемных отверстий 24 или 25, вращением роликов 31 управляют посредством двигателей, снабженных инверторами и обеспечивающих вращение поочередно в двух направлениях, что приводит к возвратно-поступательному перемещению стеклянного блока L между первым приемным отверстием 24 и вторым приемным отверстием 25, по окончании чего стеклянному блоку L позволяют выйти через одно из приемных отверстий 24 или 25.
Нагревательная камера 20 содержит, в частности, нагреватель 40, предназначенный для нагревания стеклянного блока L, находящегося в камере подогрева.
Нагреватель 40 содержит набор электрических сопротивлений 41, расположенных внутри нагревательной камеры 20 ниже и выше опорной поверхности, образованной роликами 31, и нагревающих внутреннюю среду каждой нагревательной камеры 20 по существу посредством излучения.
Предпочтительно, чтобы электрические сопротивления 41 имели по существу трубчатую форму, при этом чтобы их продольная ось была параллельна продольной оси роликов 31 моторизованной роликовой поверхности 30, например, со смещением к ней.
Электрические сопротивления 41, в частности, снабжены защитной оболочкой и имеют максимальную температуру между 750 и 800°С.
Каждая нагревательная камера 20 содержит два ряда электрических сопротивлений 41, расположенных соответственно выше и ниже ряда роликов 31.
Выше нижнего ряда электрических сопротивлений 41 каждой нагревательной камеры 20 находится защитный элемент 42, прикрепленный к боковинам 23 и выполненный из теплопроводного материала, например перфорированного стального листа, установленного между роликами 31 моторизованной роликовой поверхности 30 и ниже самих электрических сопротивлений 41. Защитные элементы 42 выполнены с возможностью удержания любых частиц стекла или другого мусора или капель, отделяющихся от стеклянного блока L во время обжига, то есть в течение времени, пока стеклянный блок L находится на роликах 31, при этом обеспечена возможность того, что тепло, выделяемое расположенными ниже электрическими сопротивлениями, достигает стеклянного блока путем излучения.
Нагреватели 40 каждой нагревательной камеры 20 независимы друг от друга и выполнены с возможностью выполнения независимых друг от друга циклов нагревания, в каждом из которых происходит нагрев нагревательной камеры 20 и, следовательно, нагрев подлежащего обжигу стеклянного блока L до максимальных температур от 550 до 750°С.
Предпочтительно, чтобы каждая нагревательная камера 20 содержала средства 50 охлаждения, обеспечивающие управляемое охлаждение нагревательной камеры 20.
Средства 50 охлаждения предпочтительно содержат набор теплообменных труб 51, внутри которых течет охлаждающее вещество, например воздух, который холоднее внутренней среды нагревательной камеры 20, при этом они пересекают внутреннюю среду нагревательной камеры 20 и, например, прикреплены к боковинам 23.
Как показано на фиг.3 и 6, каждая труба 52 каждой нагревательной камеры 20 соединена с магистралью 52, перекрываемой клапаном 53 (например, снабженным сервоприводом, приводимым в действие термопарой внутри нагревательной камеры, и потенциометром), обеспечивающим регулировку потока циркулирующего в них охлаждающего вещества.
Трубы 51 распределены по всей нагревательной камере 20 и размещены как ниже, так и выше поверхности, образованной роликами 31 моторизованной роликовой поверхности 30, что позволяет по существу однородно охлаждать нагревательные камеры 20.
На практике продольные оси трубок 51 расположены параллельно и со смещением относительно продольных осей роликов 31; например, трубы 51 могут находиться внутри нагревательной камеры 20 по существу сбоку от электрических сопротивлений 41.
Каждая труба 51 имеет по существу U-образную конструкцию, два параллельных участка 511 и 512 (размещенные горизонтально) которой проходят соответственно выше и ниже поверхности, образованной роликами 31, а вертикальный участок 513 находится в области одной из боковин 23 нагревательной камеры 20.
Все трубы 51 каждой нагревательной камеры можно, например, соединить параллельно друг с другом.
Свободный конец верхнего горизонтального участка 522 трубы 51, выходящий из нагревательной камеры 20 через отверстие, выполненное в боковине 23, снабжен краном 54 для открывания и закрывания указанной трубы; другой свободный конец трубы 51 (нижнего горизонтального участка 512) соединен с магистралью 52, то есть с трубопроводом с горизонтальной осью, расположенным сбоку от нагревательной камеры 20.
Как вариант, с целью сокращения размеров средств 50 охлаждения некоторые (половина) трубы 51 установлены с соединением их верхнего участка 511 с краном 54, а нижнего участка 512 - с магистралью 52 (как описано выше), при этом нижний участок 512 других труб 51 соединен с краном 54, а верхний участок 511 - с магистралью 52.
Каждая магистраль 52, соединенная со всеми трубами 51 каждой нагревательной камеры 20, соединена главным трубопроводом 55 (с вертикальной осью) с одной насосной системой, например с всасывающим вентилятором 56, понижающим давление в трубах 51 и отводящим воздух наружу из нагревательных камер 20 через свободный конец верхнего участка 511 (при открытом кране 54), вынуждая его втекать в каждую из труб 51.
Средства 50 охлаждения обеспечивают охлаждение (медленное и/или разделенное подходящим образом на интервалы с этапами дополнительного нагрева или другого цикла охлаждения) нагревательных камер до температуры по существу 200-300°С, регулируя количество воздуха, циркулирующего в трубах 51, а также другие существенные параметры, для обеспечения в результате снятия напряжений стеклянного блока L; при этом дополнительное охлаждение стеклянного блока L можно выполнять быстро и без дополнительной регулировки, поскольку достаточная стабильность стекла достигается уже при температурах ниже указанных.
Кроме того, каждая нагревательная камера 20 содержит трубопроводы 60 для отвода испарений или паров, образующихся внутри нагревательной камеры во время обжига стеклянного блока L, например паров, возникающих из-за наличия декоративной глазури, которая может присутствовать на стеклянном блоке, или других испарений, образующихся во время процесса обжига.
В варианте, подробно показанном на фиг.7, каждая нагревательная камера 20 содержит пару отводящих трубопроводов 60 с открытыми заслонками 61, расположенными в центральной области крышки 22 нагревательной камеры 20, причем их продольная ось по существу параллельна продольной оси роликов 31 моторизованной роликовой поверхности 30 (заслонки 61 обращены внутрь нагревательной камеры 20).
Все отводящие трубопроводы 60 имеют закрытый конец 62 и открытый конец 63, соединенный с откачивающим трубопроводом 64, общим для всех нагревательных камер 20. Откачивающий трубопровод 64 ведет к одному откачивающему вентилятору 65, понижающему давление во внутренней среде каждой нагревательной камеры 20, что позволяет откачать испарения, которые могут там находиться, и соединяется с одной вытяжной трубой 66 для отвода испарений, общей для всех нагревательных камер 20.
Кроме того, на каждом отводящим трубопроводе 60 предусмотрен клапан 67, например клапан с сервоприводом и потенциометром для регулировки выхода воздуха из нагревательной камеры 20, при этом указанные клапаны предназначены для закрывания и/или регулировки выхода испарений из каждой нагревательной камеры 20 независимо для каждой нагревательной камеры.
Дополнительно печь 10 содержит блок регулировки и управления, например, под управлением процессора, предназначенный для независимого управления нагревателями 40, средствами 50 охлаждения, средствами открывания и закрывания приемных отверстий 24 и 25 (створки 26) и клапанами 67, обслуживающими отводящий трубопровод 60, которые относятся к каждой нагревательной камере 20.
Кроме того, нагреватели 40 каждой нагревательной камеры 20 могут содержать конвекторы, обеспечивающие продувание горячим воздухом внутри нагревательной камеры для нагревания стеклянного блока L также и посредством конвекции.
Конвекторы могут представлять собой, например, воздуходувные устройства высокого давления пульсирующего типа, размещенные в области крышки 22 нагревательной камеры 20 для создания вихревого потока горячего воздуха (500-600°С) в верхней области нагревательной камеры без участия роликов 31.
С учетом указанных особенностей печь 10 функционирует следующим образом.
Посредством одного из роликовых транспортеров 32 подлежащий обжигу стеклянный блок L подводят, например, к первому приемному отверстию 24 нагревательной камеры 20, обе створки 26 которого находятся в открытом положении (створки 26 второго приемного отверстия 25 могут при этом оставаться закрытыми или же быть открытыми, чтобы позволить стеклянному блоку L, уже подвергнутому термической обработке, выйти).
Когда стеклянный блок L целиком находится внутри нагревательной камеры 20 (перемещается роликами 31), блок регулировки и управления выдает команду на закрытие створок 26 первого приемного отверстия 24 и запускает вращение роликов 31 в двух направлениях, в результате чего стеклянный блок L постоянно совершает возвратно-поступательное движение внутри нагревательной камеры 20.
Одновременно с этим блок регулировки и управления запускает нагреватель 40, и электрические сопротивления 41 начинают нагрев нагревательной камеры 20 и, следовательно, перемещающегося стеклянного блока L.
На начальных этапах нагревания, например в течение первых пятнадцати минут, можно управлять открыванием клапана 67 (посредством первого блока регулировки и управления), при этом клапан 67 открывает отводящие трубопроводы 60 нагревательной камеры 20 таким образом, чтобы обеспечить вывод паров, образованных глазурью, которая может присутствовать на стеклянном блоке L.
По достижении наиболее подходящей температуры обжига (550-650°С) блок регулировки и управления подает команды на запуск средств 50 охлаждения, запуск откачивающего вентилятора 56 и открывание регулирующего клапана 53.
Относительно холодный воздух, откачиваемый изнутри труб 51, позволяет, за счет теплообмена с внутренней средой нагревательной камеры 20, понизить температуру самой нагревательной камеры (на этом этапе без допуска холодного воздуха непосредственно в нагревательную камеру 20).
Если требуется особенно плавное увеличение охлаждения, можно на несколько секунд запустить одновременно нагреватель 40 и средства 50 охлаждения.
По достижении внутренней температуры нагревательной камеры 20 по существу 200-300°С можно продолжать быстрое охлаждение нагревательной камеры 20, например путем подачи команды на открывание одной или более створок 26 (всех одновременно или поочередно) и/или путем подачи команды на открывание клапана 67, соединенного с отводящим трубопроводом 60.
Цикл обжига стеклянного блока L можно выполнять одновременно посредством одной или более нагревательных камер 20 печи 10, без влияния циклов друг на друга. Кроме того, некоторые нагревательные камеры 20 могут функционировать в то время, пока другие выключены; таким образом печь 10, помимо чрезвычайной компактности и функциональности, обеспечивает исключительную эффективность (позволяет обрабатывать нескольких стеклянных блоков L одновременно) и приспособляемость.
Предложенным техническим решением предусмотрено значительное количество модификаций и вариантов осуществления в пределах объема испрашиваемой охраны.
При этом все детали могут быть заменены другими технически эквивалентными элементами.
В зависимости от потребностей, на практике могут быть выбраны любые материалы, а также конкретные формы и размеры без выхода из объема испрашиваемой охраны, обозначенного в пунктах формулы изобретения.
Изобретение относится к стекольной промышленности, в частности к печи для обжига стеклянных блоков, предназначенной для повторного нагревания и последующего охлаждения. Техническим результатом является повышение эффективности и производственной мощности. Печь для обжига стеклянных блоков содержит набор наложенных друг на друга независимых нагревательных камер. Каждая нагревательная камера снабжена: по меньшей мере приемным отверстием под проход по меньшей мере стеклянного блока; моторизованной роликовой поверхностью, на которой лежит и перемещается стеклянный блок. Также нагревательная камера снабжена нагревателем, который предназначен для нагревания стеклянного блока, находящегося в нагревательной камере, и средствами охлаждения, предназначенными для управления регулируемым охлаждением нагревательной камеры. Средства охлаждения содержат набор труб, в которых циркулирует охлаждающее вещество и которые расположены внутри нагревательной камеры. Каждая труба каждой нагревательной камеры соединена с магистралью, перекрываемой клапаном, обеспечивающим регулировку потока циркулирующего в трубах охлаждающего вещества. Указанная магистраль соединена с одной насосной системой, которая выполнена с возможностью подачи охлаждающего вещества в каждую из труб. 10 з.п. ф-лы, 7 ил.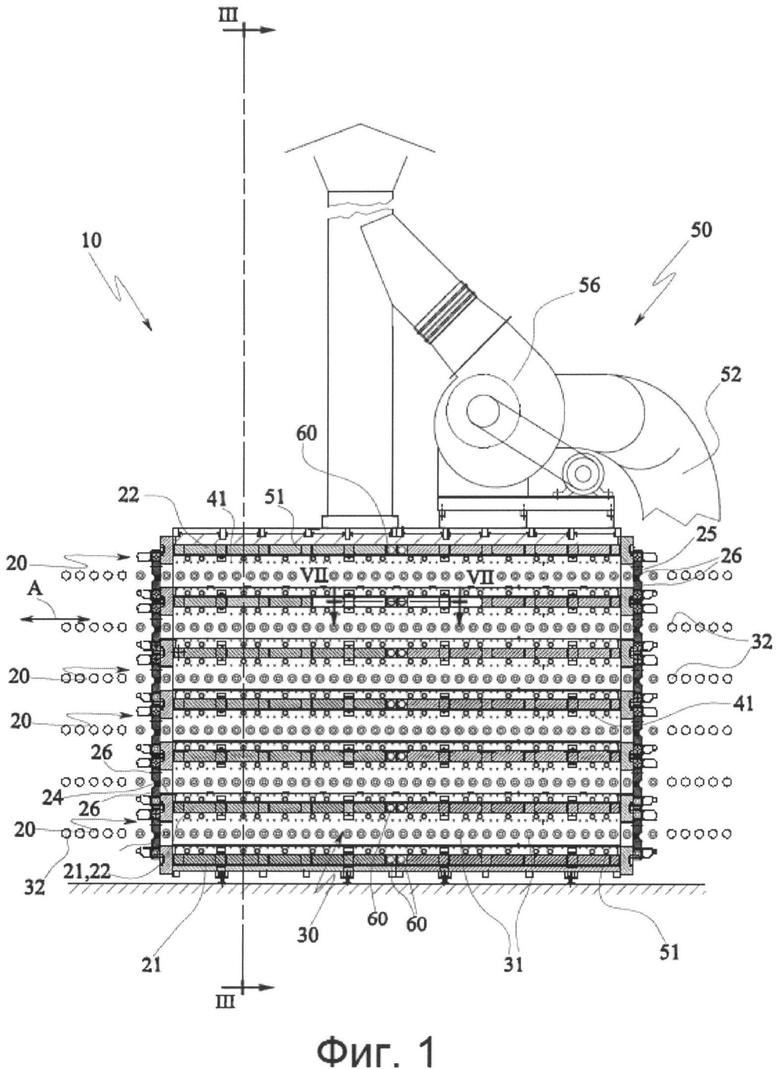
1. Печь (10) для обжига стеклянных блоков, содержащая набор наложенных друг на друга независимых нагревательных камер (20), причем каждая нагревательная камера (20) снабжена: по меньшей мере приемным отверстием (24, 25) под проход по меньшей мере стеклянного блока (L); моторизованной роликовой поверхностью (30), на которой лежит и перемещается стеклянный блок (L); нагревателем (40), предназначенным для нагревания стеклянного блока (L), находящегося в нагревательной камере (20); средствами (50) охлаждения, предназначенными для управления регулируемым охлаждением нагревательной камеры (20), причем средства (50) охлаждения содержат набор труб (51), в которых циркулирует охлаждающее вещество и которые расположены внутри нагревательной камеры (20), отличающаяся тем, что каждая труба (51) каждой нагревательной камеры (20) соединена с магистралью (52), перекрываемой клапаном (53), обеспечивающим регулировку потока циркулирующего в трубах (51) охлаждающего вещества, причем указанная магистраль (52) соединена с одной насосной системой (56), выполненной с возможностью подачи охлаждающего вещества в каждую из труб (51).
2. Печь (10) по п. 1, в которой трубы (51) прикреплены к стенкам (23) нагревательной камеры (20).
3. Печь (10) по п. 1, в которой трубы (51) размещены ниже и выше опорной поверхности стеклянного блока (L), образованной моторизованной роликовой поверхностью (30).
4. Печь (10) по п. 1, в которой нагреватель (40) содержит набор электрических сопротивлений (41), расположенных ниже и выше опорной поверхности стеклянного блока (L), образованной моторизованной роликовой поверхностью (30).
5. Печь (10) по п. 4, в которой каждая нагревательная камера (20) содержит набор защитных элементов (42) из теплопроводного материала, которые установлены между моторизованной роликовой поверхностью (30) и электрическими сопротивлениями (41), расположенными ниже моторизованной роликовой поверхности, и которые обеспечивают удержание любых частиц стекла, отделяющихся от стеклянного блока (L) при проведении обжига.
6. Печь (10) по п. 1, в которой каждая моторизованная роликовая поверхность (30) выполнена с возможностью возвратно-поступательного перемещения стеклянного блока (L) внутри соответствующей нагревательной камеры (20).
7. Печь (10) по п. 6, в которой стеклянный блок (L) перемещается посредством моторизованной роликовой поверхности (30) со скоростью возвратно-поступательного движения от 0 до 1 м/с.
8. Печь (10) по п. 1, в которой каждая моторизованная роликовая поверхность (30) содержит ролики (31), расстояние между осями которых составляет по существу от 50 до 150 мм.
9. Печь (10) по п. 8, в которой стеклянный блок лежит непосредственно на роликах (31) моторизованной роликовой поверхности (30).
10. Печь (10) по п. 1, в которой каждая нагревательная камера (20) содержит трубопровод (60) для отвода испарений, образующихся при обжиге стеклянного блока (L), снабженный клапаном (67) для регулировки выхода воздуха из нагревательной камеры (20) и соединенный с одной вытяжной трубой для отвода испарений, общей для всех нагревательных камер (20).
11. Печь (10) по п. 1, в которой каждое приемное отверстие (24, 25) снабжено открываемыми по команде средствами (26) закрывания.
| JP 2002179431 A, 26.06.2002 | |||
| СПОСОБ НАГРЕВА СТЕКЛЯННЫХ ПАНЕЛЕЙ В ПЕЧИ ДЛЯ ЗАКАЛКИ, ОСНАЩЕННОЙ РОЛИКАМИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2281922C2 |
| СИСТЕМА И СПОСОБ ОДНОВРЕМЕННОГО НАГРЕВАНИЯ И ОХЛАЖДЕНИЯ СТЕКЛА С ЦЕЛЬЮ ПОЛУЧЕНИЯ ЗАКАЛЕННОГО СТЕКЛА | 2003 |
|
RU2325334C2 |
| WO 2004037734 A2, 06.05.2004 | |||
| US 3393062 A1, 16.07.1968. | |||

