Предлагаемое изобретение относится к области электротехники, к разработке конструкции электровакуумных приборов и способам их сборки, и может быть использовано при изготовлении вакуумных микроузлов с улучшенными функциональными показателями.
Из уровня техники известен способ сборки микроузла вакуумного прибора (ВП) (патент РФ №2071618, МПК H01J 21/00, публ. 10.01.1997 г.), в котором подогреваемый нераспыляемый газопоглотитель, выполненный в виде плоской детали из титана или его сплава, расположен между функциональными элементами ВП (электродами и коллекторным анодом), что обеспечивает сравнительно высокую сорбционную способность газопоглотителя за счет нагрева его разгоняемым рабочим потоком электронов ВП.
Недостатком аналога является то, что процесс активации газопоглотителя усложняется ограничениями по конструктивным особенностям. что снижает его эффективность применения, выражающийся в сниженной способности абсорбировать вредоносные растворенные газы в полостях электровакуумных приборов вследствие ограниченного температурного режима его активации.
Задачей авторов изобретения является разработка способа сборки микроузла ВП с жесткими масс-габаритными ограничениями, в котором должна быть обеспечена высокая стабильность характеристик прибора в процессе его хранения и эксплуатации.
Технической проблемой, решаемой предлагаемым способом, является необходимость улучшения характеристик высокоточных вакуумных приборов, к которым предъявляются высокие требования по уровню вакуума (температурному режиму) и повышение стабильности данных характеристик в течение срока эксплуатации прибора.
Технический результат, обеспечиваемый при использовании предлагаемого способа, заключается в обеспечении повышения эффективности процесса активации газопоглотителя за счет улучшения абсорбции вредоносных газов в полостях электровакуумного прибора в условиях масс-габаритных ограничений сборки,
Указанные задача и технический результат обеспечиваются тем, что в отличие oi известного способа, включающего установку компонентов прибора - газопоглотительного модуля (ГМ) и функциональных элементов в полости микроузла (МУВП), соединение их между собой, согласно предлагаемому способу сборки МУВП, на внутренней поверхности крышки корпуса МУВП, выполненного в виде полого цилиндра, закрепляют лазерной сваркой режущий элемент в виде пробойника, представляющего собой трехгранный шип со сходящимися в вершине острыми кромками, затем корпус ГМ, выполненный в виде дискообразной детали с крышкой с мембраной в центре крышки, сформированной из материала, разрушающегося при воздействии пробойника, помещают в полость крышки корпуса МУВП и жестко фиксируют в нем на расстоянии между упомянутой крышкой ГМ, и пробойником, равного его ходу в направлении к мембране до соприкосновения с ней, совмещая внешний контур ГМ с внутренним контуром крышки корпуса МУВП с возможностью перемещения пробойника с крышкой корпуса МУВП при воздействии внешнего усилия, рассчитанного из условия локального разрушения мембраны с образованием радиально расходящихся от места прорыва разрезов, и с возможностью совершения обратного хода пробойника для свободного газообмена между полостями ГМ и МУВП, и окончательно соединяют основание корпуса МУВП с установленными на нем функциональными элементами прибора с крышкой корпуса МУВП методом лазерной сварки.
Предлагаемый способ поясняется следующим образом.
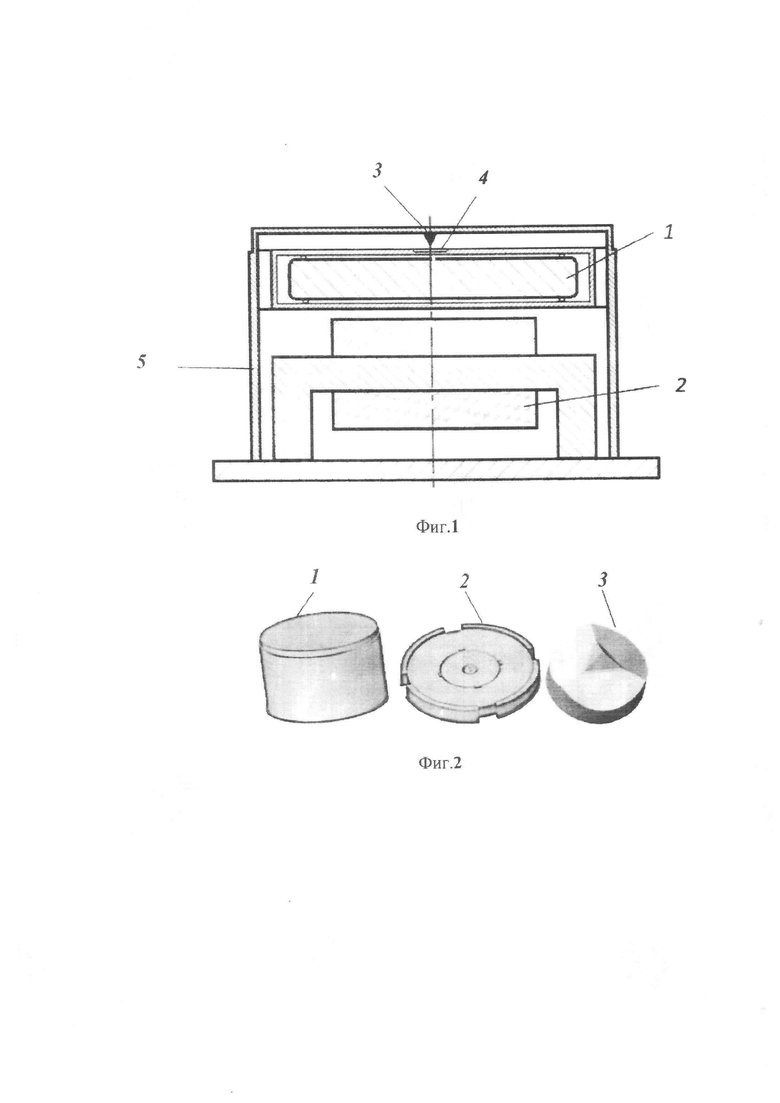
На фиг. 1 представлен вид предлагаемого микроузла, где 1 - ГМ, 2 - функциональные элементы, 3 - пробойник, 4 - мембрана (область с уменьшением толщины в крышке корпуса ГМ), 5 - крышка корпуса МУВП.
Первоначально в полости МУВП размещают компоненты сборки: ГМ и функциональные элементы. ГМ. содержащий газопоглотительные структуры (активированный геттер), размещают в полости крышки корпуса МУВП, выполненной в виде полого цилиндра, и жестко фиксируют ГМ по линии контакта его с внутренней стенкой крышки корпуса МУВП с корпусом ГМ методом лазерной сварки. В этом случае обеспечивается устойчивое позиционирование контактируемых деталей для проведения локального гарантированного разрушения пробойником мембраны в крышке ГМ.
В крышке ГМ имеется мембрана, выполненная по ее центру из материала, разрушающегося при воздействии режущего элемента -пробойника, выполненного в виде составного шипа с наконечником в виде треугольной пирамиды и закрепленного на внутренней поверхности крышки корпуса МУВП. охватывающего ВП по наружному контуру, с возможностью перемещения шипа с крышкой корпуса МУВП в направлении к центру плоскости мембраны до момента ее разрушения, что обеспечивает возможность обезгаживания внутренней полости (пространства) ВП от газообразных продуктов, негативно влияющих на работу МУВП.
На окончательном этапе сборки крышку корпуса МУВП с ГМ соединяют с основанием корпуса МУВП с установленными на нем функциональными элементами методом лазерной сварки по линии соприкосновения упомянутых деталей с образованием вакуумно-плотных сварных швов.
Такое размещение функциональных компонентов в полости ВП обеспечивает работоспособность ВП и его оптимальное функционирование при эксплуатации и хранении.
Работа собранного указанным образом МУВП протекает следующим образом. Первоначально для активации ГМ прикладывается внешнее усилие на центральную часть крышки корпуса МУВП с закрепленным на его внутренней поверхности пробойником, в результате которого крышка корпуса МУВП перемещается в направлении к центру мембраны ГМ и производится ее локальное разрушение при обеспечении условия исключения риска резкого перепада давления между внутренними полостями ГМ и ВП. После прорыва мембраны происходит газообмен в МУВП. Адсорбционные элементы ГМ с выполненными в нем винтовыми каналами начинают работать на поглощение внутриобъемного потока газовой среды с образующимися в процессе функционирования микроузла, негативно влияющих на работу прибора продуктами и селективную адсорбцию этих продуктов.
Усовершенствование способа заключается в локальном разрушении мембраны газопоглотителя под действием режущего элемента для формирования эффективного газообмена между двумя полостями прибора, в одной из которых расположены функциональные элементы (ВП), а в другой - активированный геттер (ГМ).
Таким образом, при использовании заявляемого способа обеспечивается более высокий по сравнению с прототипом, технический результат, заключающийся в обеспечении высокой эффективности сборки ВП и, как следствие, в обеспечении получения изделия с высокой стабильностью характеристик в процессе его хранения и эксплуатации благодаря эффективном}' применению газопоглотителя.
Возможность промышленной реализации предлагаемого способа подтверждается следующим, примером конкретного выполнения.
Пример 1.
В лабораторных условиях заявленный способ был опробован с применением крышки корпуса МУВП в виде полого цилиндра (1), ГМ (2) и пробойника (3) (фиг. 2). ГМ представляет собой герметичную капсулу с установленной в ней активированной газопоглотительной структурой и вакуумированным внутренним объемом. Газопоглотительная структура получается спеканием металлических порошков и характеризуется развитой пористой структурой, обеспечивающей сорбционную емкость и скорость сорбции. Пробойник представляет собой двухсекционный, трехгранный режущий элемент, где первая секция (острие) позволяет осуществить прокол, а вторая секция плановое увеличение диаметра отверстия в мембране газопоглотителя до величины, превосходящей внешний диаметр пробойника ≈ 2,1 мм. Наличие острых граней позволяет в процессе формообразования отверстия создать концентраторы напряжений и зоны пластических деформаций в мембране, в последствие ведущих к ее разделению на участки - «лепестки». Количество острых граней выбрано исходя из минимизации вероятности появления в ходе формообразования отверстия полностью фрагментированных участков мембраны. Также трехгранная конфигурация выбрана вследствие того, что большее количество граней ведет к увеличению площади контактного взаимодействия пробойника и мембраны ГМ. что ведет к увеличению усилия, передаваемого на шип и более резкому, ударному («взрывному») разрушению мембраны, что может вызвать появление нежелательных резонансов остальных конструктивных элементов прибора. Проведенные расчетные и экспериментальные данные подтвердили эффективность предлагаемого технического решения.
В крышке корпуса МУВП при помощи лазерной сварки устанавливаются пробойник и герметичная капсула с установленной в ней предварительно активированной газопоглотительной структурой. На установке лазерной сварки МЛ4-2М выполняется прихватка лазерной сваркой пробойника и крышки корпуса МУВП в 3-4 точках. Материал крышки корпуса МУВП выполнен из упруго пластичного материала, а его толщина выбирается исходя из соображений гарантированного частичного или полного восстановления своей формы после деформации, необходимой для обеспечения рабочего хода пробойника и разрушения мембраны.
Затем крышка корпуса МУВП устанавливается в оправку и закрепляется во вращательном механизме установки. Выполняется сварной шов по кругу. Далее крышка корпуса МУВП с приваренным пробойником устанавливается в оправку. Капсулу ГМ вкладывают в крышку корпуса МУВП до соприкосновения с пробойником. Затем оправку с собранной конструкцией закрепляют во вращательном механизме вспомогательной установки и выполняют прихватку капсулы ГМ и крышки корпуса. МУВП в нескольких точках окружности лазерной сваркой. Точки прихватки 8-10 штук выполняют поочередно в диаметрально противоположных местах и выполняют сварной шов. В центре крышки капсулы ГМ выполнена мембрана толщиной 0,1 мм. Расстояние от пробойника до мембраны 0.3 мм. Крышка корпуса МУВП устанавливается на основание приспособления с установленным преобразователем линейных перемещений так, чтобы центр воздействия усилия и центр основания крышки корпуса МУВП совпадали. Рабочий центр устанавливается в исходное положение вращением винта приспособления до касания поверхности крышки корпуса МУВП. Выполняется деформация крышки корпуса МУВП. Затем производится соединение крышки корпуса МУВП и основания корпуса МУВП с установленными на нем функциональными элементами прибора методом лазерной сварки. После завершения соединения указанных деталей вспомогательное устройство извлекают, и собранный микроузел передают на этап хранения или в производственный цикл.
Таким образом, при использовании заявляемого изобретения, как это подтвердили экспериментальные исследования, обеспечивается новый технический результат, заключающийся в улучшении характеристик высокоточных вакуумных приборов и повышении стабильности данных характеристик в течение срока эксплуатации прибора.
| название | год | авторы | номер документа |
|---|---|---|---|
| МИКРОУЗЕЛ ВАКУУМНОГО ПРИБОРА И СПОСОБ ЕГО СБОРКИ | 2022 |
|
RU2799520C1 |
| СПОСОБ ЗАПОЛНЕНИЯ УСКОРИТЕЛЬНОЙ НЕЙТРОННОЙ ТРУБКИ РАБОЧИМ ГАЗОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2044419C1 |
| Устройство для тушения пожара | 1990 |
|
SU1768184A1 |
| Способ изготовления металлического термоса | 1990 |
|
SU1725819A1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОУЗЛА | 2013 |
|
RU2547842C1 |
| ТВЕРДОТЕЛЬНЫЙ ВОЛНОВОЙ ГИРОСКОП | 2013 |
|
RU2541711C1 |
| УСТРОЙСТВО ВСКРЫТИЯ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1997 |
|
RU2164018C2 |
| Катод рентгеновской трубки | 2022 |
|
RU2797346C1 |
| СПОСОБ И СИСТЕМА ДЛЯ МОНТАЖА В КОРПУС УСТРОЙСТВ НА ОСНОВЕ МЭМС С ВНЕДРЕННЫМ ГАЗОПОГЛОТИТЕЛЕМ | 2005 |
|
RU2379227C2 |
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА АМПУЛЬНОГО ТИПА | 1998 |
|
RU2191448C2 |
Использование: область электротехники, разработка конструкции электровакуумных приборов и способы их сборки, может быть использовано при изготовлении вакуумных микроузлов с улучшенными функциональными показателями. Технический результат - повышение эффективности процесса активации газопоглотительного модуля (ГМ) за счет улучшения абсорбции вредоносных газов в полостях электровакуумного прибора в условиях массогабаритных ограничений сборки. В способе сборки микроузла вакуумного прибора (МУВП) на внутренней поверхности крышки корпуса МУВП, выполненного в виде полого цилиндра, закрепляют лазерной сваркой режущий элемент в виде пробойника, представляющего собой трехгранный шип со сходящимися к вершине острыми кромками. Затем корпус ГМ, выполненный в виде дискообразной детали с крышкой с мембраной в центре крышки, сформированной из материала, разрушающегося при воздействии пробойника, помещают в полость крышки корпуса МУВП и жестко фиксируют в нем на расстоянии между упомянутой крышкой ГМ и пробойником, равном его ходу в направлении к мембране до соприкосновения с ней, совмещая внешний контур ГМ с внутренним контуром крышки корпуса МУВП с возможностью перемещения пробойника с крышкой корпуса МУВП при воздействии внешнего усилия, рассчитанного из условия локального разрушения мембраны с образованием радиально расходящихся от места прорыва разрезов, и с возможностью совершения обратного хода пробойника для свободного газообмена между полостями ГМ и МУВП, и окончательно соединяют основание корпуса МУВП с установленными на нем функциональными элементами прибора с крышкой корпуса МУВП методом лазерной сварки. 1 пр., 2 ил.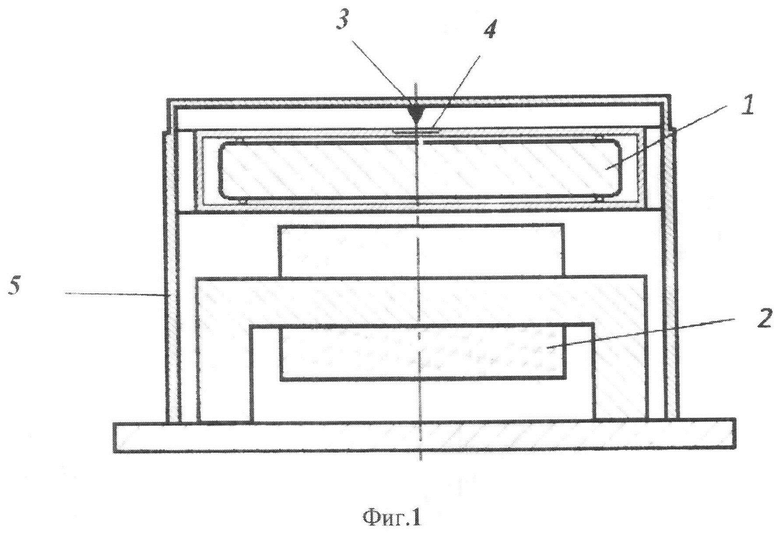
Способ сборки микроузла вакуумного прибора (МУВП), включающий установку компонентов прибора - газопоглотительного модуля (ГM) и функциональных элементов в полости МУВП, соединение их между собой, отличающийся тем, что на внутренней поверхности крышки корпуса МУВП, выполненного в виде полого цилиндра, закрепляют лазерной сваркой режущий элемент в виде пробойника, представляющего собой трехгранный шип со сходящимися в вершине острыми кромками, затем корпус ГМ, выполненный в виде дискообразной детали с крышкой с мембраной в центре крышки, сформированной из материала, разрушающегося при воздействии пробойника, помещают в полость крышки корпуса МУВП и жестко фиксируют в нем на расстоянии между упомянутой крышкой ГМ и пробойником, равном его ходу в направлении к мембране до соприкосновения с ней, совмещая внешний контур ГМ с внутренним контуром крышки корпуса МУВП с возможностью перемещения пробойника с крышкой корпуса МУВП при воздействии внешнего усилия, рассчитанного из условия локального разрушения мембраны с образованием радиально расходящихся от места прорыва разрезов, и с возможностью совершения обратного хода пробойника для свободного газообмена между полостями ГМ и МУВП, и окончательно соединяют основание корпуса МУВП с установленными на нем функциональными элементами прибора с крышкой корпуса МУВП методом лазерной сварки.
| ЭЛЕКТРОВАКУУМНЫЙ ПРИБОР | 1994 |
|
RU2071618C1 |
| КВАРЦЕВЫЙ ГЕНЕРАТОР | 2016 |
|
RU2643703C1 |
| ЭЛЕМЕНТ ДЛЯ ДЕТЕКТИРОВАНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ, В ЧАСТНОСТИ ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ, МОДУЛЬ ФОРМИРОВАНИЯ ОПТИЧЕСКОГО ИНФРАКРАСНОГО ИЗОБРАЖЕНИЯ, ВКЛЮЧАЮЩИЙ ТАКОЙ ЭЛЕМЕНТ, И СПОСОБ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2386157C2 |
| US 2018215610 A1, 02.08.2018 | |||
| US 8636406 B2, 28.01.2014 | |||
| CN 102997999 A, 27.03.2013. | |||
